JP2007284751A - 微粒超硬合金 - Google Patents
微粒超硬合金 Download PDFInfo
- Publication number
- JP2007284751A JP2007284751A JP2006114088A JP2006114088A JP2007284751A JP 2007284751 A JP2007284751 A JP 2007284751A JP 2006114088 A JP2006114088 A JP 2006114088A JP 2006114088 A JP2006114088 A JP 2006114088A JP 2007284751 A JP2007284751 A JP 2007284751A
- Authority
- JP
- Japan
- Prior art keywords
- phase
- content
- cemented carbide
- present
- peak intensity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910052751 metal Inorganic materials 0.000 title abstract description 13
- 239000002184 metal Substances 0.000 title abstract description 13
- 239000010419 fine particle Substances 0.000 title abstract 3
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 23
- 229910052720 vanadium Inorganic materials 0.000 claims abstract description 23
- 229910052715 tantalum Inorganic materials 0.000 claims abstract description 22
- 229910052796 boron Inorganic materials 0.000 claims abstract description 20
- 239000002245 particle Substances 0.000 claims abstract description 20
- 238000002441 X-ray diffraction Methods 0.000 claims abstract description 6
- 239000000203 mixture Substances 0.000 claims abstract description 6
- 239000012535 impurity Substances 0.000 claims abstract description 3
- 229910052710 silicon Inorganic materials 0.000 claims description 12
- 230000002427 irreversible effect Effects 0.000 claims description 2
- 229910052698 phosphorus Inorganic materials 0.000 claims description 2
- 238000005299 abrasion Methods 0.000 abstract 1
- 239000012071 phase Substances 0.000 description 46
- 239000011230 binding agent Substances 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 16
- 239000000843 powder Substances 0.000 description 12
- 238000005452 bending Methods 0.000 description 10
- 229910045601 alloy Inorganic materials 0.000 description 9
- 239000000956 alloy Substances 0.000 description 9
- 238000002844 melting Methods 0.000 description 8
- 230000008018 melting Effects 0.000 description 8
- 238000005245 sintering Methods 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 3
- 150000001247 metal acetylides Chemical class 0.000 description 3
- 239000011812 mixed powder Substances 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 229910000765 intermetallic Inorganic materials 0.000 description 2
- 239000007791 liquid phase Substances 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000003870 refractory metal Substances 0.000 description 2
- 230000001629 suppression Effects 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- QZPSXPBJTPJTSZ-UHFFFAOYSA-N aqua regia Chemical compound Cl.O[N+]([O-])=O QZPSXPBJTPJTSZ-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000011259 mixed solution Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 238000004611 spectroscopical analysis Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 229910003470 tongbaite Inorganic materials 0.000 description 1
- YWYZEGXAUVWDED-UHFFFAOYSA-N triammonium citrate Chemical compound [NH4+].[NH4+].[NH4+].[O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O YWYZEGXAUVWDED-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 230000004580 weight loss Effects 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images

Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Drilling Tools (AREA)
Abstract
【課題】B含有の微粒超硬合金において、硬さ、靱性に優れ、耐摩耗性、耐折損性に優れた微粒超硬合金を提供することである。
【解決手段】平均粒子径が0.8μm以下のWC相、Coを主成分とする金属結合相、Cr、V、Taから選択される1種以上の元素と、Bを含有し、残部が不可逆不純物からなる組成を有するWC基超硬合金であって、Co含有量は4〜20重量%、Cr含有量はCoとの重量比で、0.04〜0.15、V含有量はCoとの重量比で、0.025〜0.1、Ta含有量はCoとの重量比で、0.025〜0.1であり、X線回折におけるW2Co21B6相の(420面)のピーク強度をP、Co相(111面)のピーク強度をQとした時、ピーク強度比P/Qが、P/Q≦0.2、であることを特徴とする微粒超硬合金である。
【選択図】なし
【解決手段】平均粒子径が0.8μm以下のWC相、Coを主成分とする金属結合相、Cr、V、Taから選択される1種以上の元素と、Bを含有し、残部が不可逆不純物からなる組成を有するWC基超硬合金であって、Co含有量は4〜20重量%、Cr含有量はCoとの重量比で、0.04〜0.15、V含有量はCoとの重量比で、0.025〜0.1、Ta含有量はCoとの重量比で、0.025〜0.1であり、X線回折におけるW2Co21B6相の(420面)のピーク強度をP、Co相(111面)のピーク強度をQとした時、ピーク強度比P/Qが、P/Q≦0.2、であることを特徴とする微粒超硬合金である。
【選択図】なし
Description
本願発明は、B含有の微粒超硬合金に関する。
B含有の超硬合金に関する技術が、特許文献1から3に開示されている。特許文献1、2は、超硬合金の結合相中にBを添加して焼結温度を低下させ、高融点金属と併せて結合組織相を強化する技術が開示されている。特許文献4は、平均粒径が0.8μm以下のWC基超硬合金を開示している。また、微粒超硬合金に関する技術が特許文献4に開示され、平均粒径が0.8μm以下のWC基超硬合金を開示している。
特許文献1は、高融点金属と併せてB:0.05〜2%及び/或はSi:0.1〜9%を含有するが、CoとBを含有した場合に生成するW2Co21B6相についは、全く検討していない。特許文献2は、Niを主成分とする結合相にW、Cr、Si、Bを含有する超微粒超硬合金を記載しているが、具体的にCoのみを液相成分とし、Bを含有した炭化タングステン基超硬合金を全く検討していない。特許文献3は、結合相形成成分として、Co:0.5〜4.5%、B:0.01〜0.5%を含有する炭化タングステン基超硬合金製切削工具を開示しているが、WC基超硬合金の結合相形成成分としてのCo含有量を相対的に少なくした状態で、これにB成分を含有させることにより、焼結性を向上させて合金の靱性を向上させ、Co成分の1部がB成分と金属間化合物を形成することにより、硬さや耐摩耗性を向上させようとしたものであるが、微粒超硬合金として必要なWC粒子径、Cr、V、Ta等の粒成長を抑制する効果のある元素について全く検討していない。更に、CoとBの含有によって生成し強度等の機械的性質を低下させるW2Co21B6相等の金属間化合物量も全く検討していない。特許文献4は、微粒超硬合金は結合相中に溶解させCrとVの相乗効果によってWCの粒成長を抑制しようとしたものではあるが、固溶量に限界があり、含有させることにより液相出現温度が高くなる為、焼結温度を上げることによりWCの粒成長が促進され、微粒超硬合金は得られない。また、複合炭化物が存在すると強度、靱性共に低下するという問題がある。
そこで、本願発明が解決しようとする課題は、B含有の微粒超硬合金において、硬さ、靱性に優れ、耐摩耗性、耐折損性に優れた微粒超硬合金を提供することである。
そこで、本願発明が解決しようとする課題は、B含有の微粒超硬合金において、硬さ、靱性に優れ、耐摩耗性、耐折損性に優れた微粒超硬合金を提供することである。
本願発明は、平均粒子径が0.8μm以下のWC相、Coを主成分とする金属結合相、Cr、V、Taから選択される1種以上の元素と、Bを含有し、残部が不可逆不純物からなる組成を有するWC基超硬合金であって、Co含有量は4〜20重量%、Cr含有量はCoとの重量比で、0.04〜0.15、V含有量はCoとの重量比で、0.025〜0.1、Ta含有量はCoとの重量比で、0.025〜0.1であり、X線回折におけるW2Co21B6相の(420面)のピーク強度をP、Co相(111面)のピーク強度をQとした時、ピーク強度比P/Qが、P/Q≦0.2、であることを特徴とする微粒超硬合金である。上記の構成を採用することにより、硬さ、靱性に優れ、耐摩耗性、耐折損性に優れたCoを主な金属結合相とするWC基微粒超硬合金を実現できる。更には、Bの1部をSiと置換し、Coに対するBとSiの含有量は、(B+Si)/Coで表した重量比で、0.02未満、であることが望ましい。
本願発明の微粒超硬合金は、B含有の微粒超硬合金において硬さ、靱性に優れ、耐摩耗性、耐折損性に優れた微粒超硬合金を実現できる。
平均粒径が1μm以下のWC結晶粒を含有する微粒超硬合金は、硬さと強度がともに優れているため小径エンドミル、小径ドリル、各種剪断刃などに広範囲に用いられ、より一層の性能向上が求められている。そこで、本願発明の微粒超硬合金は、Bを含有することにより、結合相中に溶解させたCr、V及びTaの粒成長抑制効果と、結合相中に溶解させたBによる結合相融点の低下効果を併せて、液相焼結時の粒成長を抑制した、WC基微粒超硬合金である。本願発明のWC基微粒超硬合金の成分組成を規定した理由について述べる。WC相の平均粒子径が0.8μm以上では、WC粒径が大きいため、Cr、V,TaのWC粒子成長抑制効果で十分であり、Bの含有効果を十分に発揮できない。従って、WC相の平均粒子径は0.8μm以下に規定する。Coは、結合相形成成分として添加されるが、その含有量が4重量%未満ではWC基超硬合金の緻密化が十分ではない。一方、20重量%を超えて多く含有するとCoが多くなりすぎて十分な硬さが得られず、耐摩耗性が低下する。従って、Coの含有量は、4〜20重量%に規定する。Cr、V、Taは、何れも焼結時のWC粒子の粒成長を抑制する作用があるが、その含有重量比がCoに対し、Crの場合が0.04未満、Vの場合が0.025未満、Taの場合が0.025未満では、焼結時のWCの粒成長を抑制することができない。一方、有重量比がCoに対し、Crが0.15を超えて多いい場合、Vが0.1を超えて多い場合、Taが0.1を超えて多い場合には、化合物を形成し、靱性の低下をもたらすため、不都合である。従って、Cr/Co重量比は0.04〜0.15、V/Co重量比は0.025〜0.1、Ta/Co重量比は0.025〜0.1に規定する。
B、Siは金属結合相の主成分であるCoに固溶することにより、融点を下げる。微粒超硬合金における金属結合相の融点の低下は、融点の低下がない場合に比べて、同じ焼結温度においてWCの粒成長を促進してしまう。しかし、WCの粒成長抑制効果が大きいCr、V、TaとB及びBの1部を置換したSiの含有は、Cr、V、Taの添加による焼結性の低下を、金属結合相の融点の低下によって改善できる。つまり、Bの含有は、Cr、V、Taの含有による焼結温度の上昇を抑えることができる。しかし、Bの含有量が多くなると、合金中におけるW2Co21B6等の3元系複炭化物の生成割合が多くなってしまう。これらの複炭化物は脱炭相であるη相と同様に超硬合金では有害相であり、合金の機械的性質を劣化させる。これらの有害相をできるだけ析出させないことが超硬合金として重要であり、かつ、適量のBを含有させて金属結合相の融点を低下させる必要がある。Bの含有量を少量に制御して、最適な含有量であってもBの含有はW2Co21B6の3元系複炭化物を生成してしまう。このため、Bの含有量は、合金のX線回折におけるW2Co21B6相の(420面)のピーク強度をP、Co相(111面)のピーク強度をQとした時、ピーク強度比P/Qが、P/Q≦0.2、と規定する。また、同様な理由によって、本願発明の微粒超硬合金は、結合相中に含有しているBの1部をSiと置換し、BとSiの含有量が、(B+Si)/Coで表した重量比で、0.02未満、であることが好ましい。
B、Siは金属結合相の主成分であるCoに固溶することにより、融点を下げる。微粒超硬合金における金属結合相の融点の低下は、融点の低下がない場合に比べて、同じ焼結温度においてWCの粒成長を促進してしまう。しかし、WCの粒成長抑制効果が大きいCr、V、TaとB及びBの1部を置換したSiの含有は、Cr、V、Taの添加による焼結性の低下を、金属結合相の融点の低下によって改善できる。つまり、Bの含有は、Cr、V、Taの含有による焼結温度の上昇を抑えることができる。しかし、Bの含有量が多くなると、合金中におけるW2Co21B6等の3元系複炭化物の生成割合が多くなってしまう。これらの複炭化物は脱炭相であるη相と同様に超硬合金では有害相であり、合金の機械的性質を劣化させる。これらの有害相をできるだけ析出させないことが超硬合金として重要であり、かつ、適量のBを含有させて金属結合相の融点を低下させる必要がある。Bの含有量を少量に制御して、最適な含有量であってもBの含有はW2Co21B6の3元系複炭化物を生成してしまう。このため、Bの含有量は、合金のX線回折におけるW2Co21B6相の(420面)のピーク強度をP、Co相(111面)のピーク強度をQとした時、ピーク強度比P/Qが、P/Q≦0.2、と規定する。また、同様な理由によって、本願発明の微粒超硬合金は、結合相中に含有しているBの1部をSiと置換し、BとSiの含有量が、(B+Si)/Coで表した重量比で、0.02未満、であることが好ましい。
本願発明の超硬合金におけるWCの平均結晶粒径は、超硬合金の断面を鏡面研磨した後、村上試薬で0.5分、王水で0.5分間エッチングすることにより超硬合金の結晶粒界を明確にした後、走査電子顕微鏡(日立製作所製、S−4200、以下、SEMと記す。)によって倍率10k倍で撮影した画像を拡大コピーし、これを画像解析ソフト(Image−Pro Plus Version4.0 for Windows、Media Cybernetics社、Windowsは登録商標です。)により解析することにより算出した。主な金属結合相であるCoは、超硬合金の断面を鏡面研磨した後、蛍光X線分析装置(リガク製、ZSX−100E)により分析し、その含有量を定量的に求めた。金属結合相中に含有しているCr、V、Ta量とB、Si量は次の方法で定量分析した。即ち、各微粒超硬合金を微細に粉砕した粉をクエン酸アンモニウム50g/リットルと塩化ナトリウム5g/リットルの混合液を用いて電気分解することによりCoを選択的に溶解し、これに少量の硝酸を加えて、Co中に含有しているCr、V、TaとB、Siとをイオン化して、誘導結合高周波プラズマ分光(以下、ICPと記す。)分析することにより、結合相を構成しているCo中に含有されている各元素の種類を同定するとともに、その含有量を定量的に求めた。
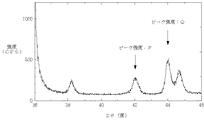
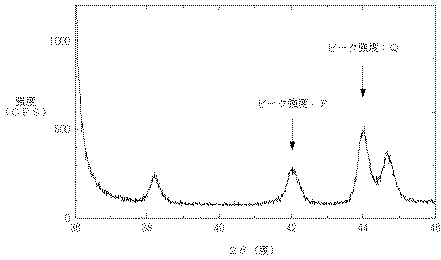
合金中に含有している、W2Co21B6相は、超硬合金の断面を鏡面研磨した後、X線回折装置(リガク製、RTP―300、以下XRDと記す。)により確認し、P/Q値を求めた。W2Co21B6相のXRDによる測定条件は、Cuターゲットを装着した回転対陰極式X線発生装置を用い、フィルター材はNi、電圧電流は50kV−160mA、走査速度は0.02度/秒とした。W2Co21B6相の同定については、JCPDSカード番号19−0372(1985 powder diffraction fileを参照)を用い、(420面)に相当する、2θ=38.182度のピークより、W2Co21B6相のピーク強度のPを得た。一方、Co相の同定については、JCPDSカード番号15−0806を用い、(111面)に相当する、2θ=44.21度のメインピークよりCo相のピーク強度のQを得た。
合金中に含有している、W2Co21B6相は、超硬合金の断面を鏡面研磨した後、X線回折装置(リガク製、RTP―300、以下XRDと記す。)により確認し、P/Q値を求めた。W2Co21B6相のXRDによる測定条件は、Cuターゲットを装着した回転対陰極式X線発生装置を用い、フィルター材はNi、電圧電流は50kV−160mA、走査速度は0.02度/秒とした。W2Co21B6相の同定については、JCPDSカード番号19−0372(1985 powder diffraction fileを参照)を用い、(420面)に相当する、2θ=38.182度のピークより、W2Co21B6相のピーク強度のPを得た。一方、Co相の同定については、JCPDSカード番号15−0806を用い、(111面)に相当する、2θ=44.21度のメインピークよりCo相のピーク強度のQを得た。
本願発明は、その表面にスパッタ法、アークイオンプレーティング法、化学蒸着(以下、CVDと記す。)法等により少なくとも周期律表4a、5a、6a族金属及びAl、Siの1種以上の炭素、窒素、酸素、硼素等との化合物からなる皮膜や酸化アルミニウム膜、酸化ジルコニウム膜等の単層や多層膜からなる硬質皮膜を被覆した微粒超硬合金でも有効である。これらの硬質皮膜を本願発明の微粒超硬合金部材に被覆することにより、表面の耐摩耗性や耐酸化性、摺動性等を更に高めることが出来る。また、本願発明は、特に刃径が0.3mm以下の小径工具、特に小径ドリルやルーター等に用いると顕著な効果が得られるが、切削工具でなくとも径の小さい耐摩耗工具、押しピン、金型、摺動材等に適用しても同様の優れた効果が得られる。本発明のWC基超硬合金を実施例に基づいて具体的に説明する。
(実施例1)
原料粉末として、夫々、平均粒径:0.6μmのWC粉末、平均粒径:1.2μmのCo粉末、平均粒径:1.2μmのVC粉末、平均粒径:1.2μmのTaC粉末、平均粒径:1.5μmのCr3C2粉末、平均粒径:1.5μmのB4C粉末、平均粒径:1.5μmのSiC粉末を夫々用意し、これらの粉末を表1に示される組成に配合した。アルコール中で12時間アトライター混合し、成型用の樹脂を添加し乾燥して混合粉末を作成した。
原料粉末として、夫々、平均粒径:0.6μmのWC粉末、平均粒径:1.2μmのCo粉末、平均粒径:1.2μmのVC粉末、平均粒径:1.2μmのTaC粉末、平均粒径:1.5μmのCr3C2粉末、平均粒径:1.5μmのB4C粉末、平均粒径:1.5μmのSiC粉末を夫々用意し、これらの粉末を表1に示される組成に配合した。アルコール中で12時間アトライター混合し、成型用の樹脂を添加し乾燥して混合粉末を作成した。
この混合粉末を100MPaの圧力でプレス成形し、JIS抗折試験片(JIS−B−4053)用の成形体とした。これらの成形体を真空雰囲気中、1280〜1400℃で、30分焼結した後、アルゴンガスを用いて4.9MPaで30分間加圧した。焼結条件は、C量を適正値に制御するため、温度プロファイル、真空度プロファイル、雰囲気ガス組成等が最適化された条件を用いた。JIS試験片用成形体より得られた焼結体は、ダイヤモンド砥石で研削し、4mm×8mm×24mmの寸法を有するJIS抗折力試験片を作製した。これらを本発明例1〜17、比較例18〜27として、Co、Cr、V、TaおよびB、Siの各含有量、抗折力、硬さを測定した。本発明例1〜17、比較例18〜27の測定結果を表2に示す。
本発明例1〜17、比較例18〜27におけるW2Co21B6相の有無を、XRDにより測定し、P/Q値を求めた。測定例として、図1に本発明例4、図2に比較例25の場合を示した。本発明例4ではP/Q値がP/Q≦0.2であった。一方、比較例25では、P/Q値がP/Q>0.2であった。表2に示す結果から、Co含有量が本発明内である本発明例1〜17はCo含有量が本発明範囲より少ない比較例18、本発明範囲より多い比較例27に対して何れも高い抗折力を示していた。Cr、V、Ta含有量が本発明範囲より少ない比較例19〜21は、WCの粒成長の抑制が不十分であり、本発明範囲内である本発明例3、4よりも、WC平均粒径が大きくなり、硬さ、抗折力が低下した。反対に、Cr、V、Ta含有量が本発明範囲より多い比較例22〜24は、WCの粒成長は抑制され、WC平均粒径は本発明範囲内であったが、合金内にCr、V、Taが化合物を生成し、本発明範囲内である本発明例3、4よりも、抗折力が低くなった。P/Q値が本発明範囲内である本発明例2、3、5〜8に対し、本発明範囲より大きい比較例25、26は、析出したW2Co21B6複炭化物相が多くなり、抗折力が極端に低くなった。
Bの1部をSiと置換した本発明例6、7において、(B+Si)/Co値が0.02未満である本発明例6は、0.02を超えて大きい本発明例7、Bのみを含有する本発明例3〜5よりも格段に高い抗折力を示した。この理由は、本発明例6がBの1部を置換したSiの含有によって、Cr、V、Taの添加による焼結性の低下を、金属結合相の融点の低下によって改善したためである。同時に、超硬合金におけるSi含有の有害相の析出量も低いレベルに抑制することができたことによる。そこで、本願発明の微粒超硬合金のCo含有量に対する、BとSiの重量比は、0.02未満、であることが好ましい。
Bの1部をSiと置換した本発明例6、7において、(B+Si)/Co値が0.02未満である本発明例6は、0.02を超えて大きい本発明例7、Bのみを含有する本発明例3〜5よりも格段に高い抗折力を示した。この理由は、本発明例6がBの1部を置換したSiの含有によって、Cr、V、Taの添加による焼結性の低下を、金属結合相の融点の低下によって改善したためである。同時に、超硬合金におけるSi含有の有害相の析出量も低いレベルに抑制することができたことによる。そこで、本願発明の微粒超硬合金のCo含有量に対する、BとSiの重量比は、0.02未満、であることが好ましい。
(実施例2)
表1に示した混合粉末を、25MPaの圧力で押し出し成形し、φ4.7mmの丸棒成形体を作製した。この丸棒成形体より得られた丸棒焼結体を、夫々研磨し、全長が38.1mm、シャンク径は3.175mm、刃先径は0.25mm、溝長は5.5mmの小径ドリルを作製し、本発明例28〜44、比較例45〜54とした。これらの小径ドリルを用いて、穴開け加工の試験を行った。評価方法は、5000穴ヒットした加工後、小径ドリルの刃先径の減少量を測定して耐摩耗性を評価した。夫々の条件について20本のドリルを用いて、被削材を、ドリル送りが3000mm/minの条件で、5000ヒットした時、折損したドリルの本数を測定し、耐折損性を評価した。これらの評価結果を表3に示す。
表1に示した混合粉末を、25MPaの圧力で押し出し成形し、φ4.7mmの丸棒成形体を作製した。この丸棒成形体より得られた丸棒焼結体を、夫々研磨し、全長が38.1mm、シャンク径は3.175mm、刃先径は0.25mm、溝長は5.5mmの小径ドリルを作製し、本発明例28〜44、比較例45〜54とした。これらの小径ドリルを用いて、穴開け加工の試験を行った。評価方法は、5000穴ヒットした加工後、小径ドリルの刃先径の減少量を測定して耐摩耗性を評価した。夫々の条件について20本のドリルを用いて、被削材を、ドリル送りが3000mm/minの条件で、5000ヒットした時、折損したドリルの本数を測定し、耐折損性を評価した。これらの評価結果を表3に示す。
加工試験条件を以下に示す。
(加工試験条件)
被削材:板厚が1.6mmのガラスエポキシ銅張り4層積層板を2枚重ね
回転数:毎分16000回転
ドリル送り:2100mm/min
表3に示す各ドリルのCo、Cr、V、TaおよびB、Si、P/Q値の分析値は、焼成条件等の素材の作製条件がJIS抗折試験片と同じであるため、表2に示したJIS抗折試験片の原料粉末番号が同一のものと同値とみなした。表3の結果から、Co含有量が本発明内である本発明例28〜44はCo含有量が本発明範囲より少ない比較例45、本発明範囲より多い比較例54に対して何れも刃先径減量が少なく、折損本数も少なかった。Cr、V、Ta含有量が本発明範囲より少ない比較例46〜48は、WCの粒成長の抑制が不十分であり、WC平均粒径が本発明範囲より大きくなり、本発明範囲内である本発明例30および31よりも、刃先径減量が大きくなった。反対に、Cr、V、Ta含有量が本発明範囲より多い比較例49〜51は超硬合金内に、Cr、V、Taが化合物を生成し、本発明範囲内である本発明例30、31よりも、折損本数が多くなった。
P/Q値が本発明範囲内である本発明例30〜35に対し、本発明範囲より大きい比較例52、53は、析出したW2Co21B6複炭化物相が多くなり、組織が非常にもろくなった。従って小径ドリルの加工ができず、評価が行えなかった。
Bの1部をSiと置換した本発明例33、34において、(B+Si)/Co値が0.02未満である本発明例33は、0.02を超えて大きい本発明例34、Bのみを含有する本発明例30〜32よりも格段に小さい刃先径減量値を示した。この理由は、本発明例33がBの1部を置換したSiの含有によって、Cr、V、Taの添加による焼結性の低下を、有害相の析出を低いレベルに抑えたまま金属結合相の融点の低下によって格段に改善し、十分なWCの粒成長の抑制が可能となったためである。そこで、本発明の微粒超硬合金のCo含有量に対する、BとSiの重量比は、0.02未満、であることが好ましい。
(加工試験条件)
被削材:板厚が1.6mmのガラスエポキシ銅張り4層積層板を2枚重ね
回転数:毎分16000回転
ドリル送り:2100mm/min
表3に示す各ドリルのCo、Cr、V、TaおよびB、Si、P/Q値の分析値は、焼成条件等の素材の作製条件がJIS抗折試験片と同じであるため、表2に示したJIS抗折試験片の原料粉末番号が同一のものと同値とみなした。表3の結果から、Co含有量が本発明内である本発明例28〜44はCo含有量が本発明範囲より少ない比較例45、本発明範囲より多い比較例54に対して何れも刃先径減量が少なく、折損本数も少なかった。Cr、V、Ta含有量が本発明範囲より少ない比較例46〜48は、WCの粒成長の抑制が不十分であり、WC平均粒径が本発明範囲より大きくなり、本発明範囲内である本発明例30および31よりも、刃先径減量が大きくなった。反対に、Cr、V、Ta含有量が本発明範囲より多い比較例49〜51は超硬合金内に、Cr、V、Taが化合物を生成し、本発明範囲内である本発明例30、31よりも、折損本数が多くなった。
P/Q値が本発明範囲内である本発明例30〜35に対し、本発明範囲より大きい比較例52、53は、析出したW2Co21B6複炭化物相が多くなり、組織が非常にもろくなった。従って小径ドリルの加工ができず、評価が行えなかった。
Bの1部をSiと置換した本発明例33、34において、(B+Si)/Co値が0.02未満である本発明例33は、0.02を超えて大きい本発明例34、Bのみを含有する本発明例30〜32よりも格段に小さい刃先径減量値を示した。この理由は、本発明例33がBの1部を置換したSiの含有によって、Cr、V、Taの添加による焼結性の低下を、有害相の析出を低いレベルに抑えたまま金属結合相の融点の低下によって格段に改善し、十分なWCの粒成長の抑制が可能となったためである。そこで、本発明の微粒超硬合金のCo含有量に対する、BとSiの重量比は、0.02未満、であることが好ましい。
Claims (2)
- 平均粒子径が0.8μm以下のWC相、Coを主成分とする金属結合相、Cr、V、Taから選択される1種以上の元素と、Bを含有し、残部が不可逆不純物からなる組成を有するWC基超硬合金であって、Co含有量は4〜20重量%、Cr含有量はCoとの重量比で、0.04〜0.15、V含有量はCoとの重量比で、0.025〜0.1、Ta含有量はCoとの重量比で、0.025〜0.1であり、X線回折におけるW2Co21B6相の(420面)のピーク強度をP、Co相(111面)のピーク強度をQとした時、ピーク強度比P/Qが、P/Q≦0.2、であることを特徴とする微粒超硬合金。
- 請求項1に記載の微粒超硬合金において、Bの一部をSiと置換し、BとSiの含有量は、(B+Si)/Coで表した重量比で、0.02未満、であることを特徴とする微粒超硬合金。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006114088A JP2007284751A (ja) | 2006-04-18 | 2006-04-18 | 微粒超硬合金 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006114088A JP2007284751A (ja) | 2006-04-18 | 2006-04-18 | 微粒超硬合金 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007284751A true JP2007284751A (ja) | 2007-11-01 |
Family
ID=38756808
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006114088A Pending JP2007284751A (ja) | 2006-04-18 | 2006-04-18 | 微粒超硬合金 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007284751A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104994979A (zh) * | 2013-02-27 | 2015-10-21 | 京瓷株式会社 | 切削工具 |
| KR20210023861A (ko) * | 2018-06-29 | 2021-03-04 | 에이비 산드빅 코로만트 | 절삭 공구의 처리 방법 및 절삭 공구 |
| CN112703262A (zh) * | 2018-09-19 | 2021-04-23 | 住友电气工业株式会社 | 立方氮化硼烧结体以及包括该立方氮化硼烧结体的切削工具 |
| JP2021107095A (ja) * | 2019-12-27 | 2021-07-29 | 株式会社Moldino | 被覆切削工具 |
-
2006
- 2006-04-18 JP JP2006114088A patent/JP2007284751A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104994979A (zh) * | 2013-02-27 | 2015-10-21 | 京瓷株式会社 | 切削工具 |
| KR20210023861A (ko) * | 2018-06-29 | 2021-03-04 | 에이비 산드빅 코로만트 | 절삭 공구의 처리 방법 및 절삭 공구 |
| JP2021529676A (ja) * | 2018-06-29 | 2021-11-04 | エービー サンドビック コロマント | 切削ツールを処理する方法及び切削ツール |
| US12420340B2 (en) | 2018-06-29 | 2025-09-23 | Ab Sandvik Coromant | Method of treating a cutting tool, and a cutting tool |
| KR102896264B1 (ko) * | 2018-06-29 | 2025-12-04 | 에이비 산드빅 코로만트 | 절삭 공구의 처리 방법 및 절삭 공구 |
| CN112703262A (zh) * | 2018-09-19 | 2021-04-23 | 住友电气工业株式会社 | 立方氮化硼烧结体以及包括该立方氮化硼烧结体的切削工具 |
| CN112703262B (zh) * | 2018-09-19 | 2023-09-01 | 住友电气工业株式会社 | 立方氮化硼烧结体以及包括该立方氮化硼烧结体的切削工具 |
| JP2021107095A (ja) * | 2019-12-27 | 2021-07-29 | 株式会社Moldino | 被覆切削工具 |
| JP7410383B2 (ja) | 2019-12-27 | 2024-01-10 | 株式会社Moldino | 被覆切削工具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6953674B2 (ja) | 超硬合金及び切削工具 | |
| WO2014132512A1 (ja) | 切削工具 | |
| JP2004076049A (ja) | 超微粒超硬合金 | |
| JP5851826B2 (ja) | 高温下での耐塑性変形性に優れる切削工具用wc基超硬合金および被覆切削工具ならびにこれらの製造方法 | |
| JP2009007615A (ja) | 超硬合金およびそれを用いた切削工具 | |
| JP2004059946A (ja) | 超微粒超硬合金 | |
| JP2004131769A (ja) | 超微粒超硬合金 | |
| JP2008001918A (ja) | Wc基超硬合金 | |
| JP2019151875A (ja) | 基材および切削工具 | |
| JP3952209B2 (ja) | Wc基超硬合金部材 | |
| JP2008202074A (ja) | 微粒超硬合金 | |
| JP2007162066A (ja) | 微粒超硬合金及び希土類元素含有微粒超硬合金の製造方法 | |
| JP2007284751A (ja) | 微粒超硬合金 | |
| JP2006328477A (ja) | Wc基超硬合金部材及び被覆wc基超硬合金部材 | |
| JP2022069859A (ja) | 立方晶窒化硼素焼結体、及び、立方晶窒化硼素焼結体を有する工具 | |
| JP2005068515A (ja) | 微粒超硬合金 | |
| JP6695566B2 (ja) | 非金属系材料を加工するための工具に用いる超硬合金 | |
| JP2009102709A (ja) | 積層構造型超硬合金とその製造方法および前記超硬合金により形成された工具 | |
| JP4126280B2 (ja) | 微粒超硬合金 | |
| JP2009074121A (ja) | Wc基超硬合金 | |
| JP2008025024A (ja) | Wc基超硬合金 | |
| JP2004052110A (ja) | 超微粒超硬合金 | |
| JP2007191741A (ja) | Wc基超硬合金及びその製造方法 | |
| JP4761556B2 (ja) | 窒化物含有ターゲット材 | |
| JP2006239792A (ja) | 硬質皮膜被覆超硬合金部材 |