JP2007232201A - 転がり軸受 - Google Patents
転がり軸受 Download PDFInfo
- Publication number
- JP2007232201A JP2007232201A JP2006058448A JP2006058448A JP2007232201A JP 2007232201 A JP2007232201 A JP 2007232201A JP 2006058448 A JP2006058448 A JP 2006058448A JP 2006058448 A JP2006058448 A JP 2006058448A JP 2007232201 A JP2007232201 A JP 2007232201A
- Authority
- JP
- Japan
- Prior art keywords
- annealing
- steel
- rolling
- rolling bearing
- hardness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Rolling Contact Bearings (AREA)
Abstract
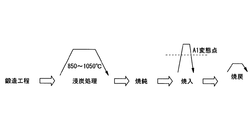
【解決手段】内輪1、外輪2及び転動体3のうち少なくとも一つが、800℃〜1050℃の温度範囲で浸炭または浸炭窒化を施され、次いで1回以上のオーステナイト変態を伴う焼鈍を2回以上施された後、焼入れ及び焼戻し処理を施された鋼から形成されている。
【選択図】図1
Description
本発明は上述した問題点に着目してなされたものであり、その目的は、耐荷重性及び耐衝撃性の向上を図ることのできる転がり軸受を提供することにある。
上述した問題点を材料面から解決する手段としては、結晶粒の微細化が有効である。これは、マルテンサイト組織を有する高強度鋼の破壊が、粒界への応力集中を原因としていること、そして結晶粒を細かくすることで応力集中を軽減できるからである。
焼鈍を施すことで、組織の回復が起こり、ブロック界面の結晶方位がランダムとなるため、核生成サイトとして旧オーステナイト粒界と同等の能力を有するようにすることができる。したがって、冷却後焼鈍を施した場合、旧オーステナイト粒界のみならず粒内からも結晶粒の核生成が起こり、微細化が達成されることになる。このような効果を得るために、焼鈍温度は620℃以上とすることが好ましい。
本発明の第1の実施形態に係る転がり軸受を図1に示す。同図に示される転がり軸受は内輪1と、この内輪1の外周に配置された外輪2とを備えており、内輪1の外周面に形成された転動体軌道面1aと外輪2の内周面に形成された転動体軌道面2aとの間には複数の円筒ころ3が設けられている。これらの円筒ころ3は内輪1または外輪2の回転に伴って転動体軌道面1a,12a上を転動するようになっており、内輪1と外輪2との間には、転動体としての円筒ころ3を内輪1及び外輪2の円周方向にほぼ等間隔で保持する保持器4が設けられている。
本発明の実施例と比較例を表1に示す。

また、表1に示した疲労強度の数値は、上述した方法で熱処理が施された浸炭鋼から転がり軸受をそれぞれ作製し、作製された各転がり軸受に回転トルクを与えながら曲げモーメント荷重を負荷して回転曲げ試験を行い、転がり軸受に損傷が発生したときの曲げモーメント荷重値である。
表1から、浸炭または浸炭窒化後、1回以上のオーステナイト変態を伴う焼鈍を二回以上行うことが好ましいことがわかるが、焼鈍の回数を3回、4回と増やしていくことがより好ましい。この場合、オーステナイト変態を伴う焼鈍の回数を2回、3回、4回と増やすことがより好ましい。
なお、1回以上のオーステナイト変態を伴う複数回の焼鈍のうち最初の焼鈍は後の焼鈍と温度を同じにするか、あるいは後の焼鈍より温度を低くすることで、組織の調整が行いやすくなるので好ましい。
したがって、実施例1〜6のように、800℃〜1050℃の温度範囲で浸炭を施し、次いで1回以上のオーステナイト変態を伴う焼鈍を2回以上施した後、焼入れ及び焼戻しを施すことで、芯部組織における結晶粒の粗大化が抑制されるので、転がり軸受の耐荷重性及び耐衝撃性を高めることができると共に転がり軸受の寿命延長を図ることができる。
特に、実施例3,5及び6のように、オーステナイト変態を伴う焼鈍を2回以上施すと、図4に示すように、寿命比が比較例1の2.5倍以上となるので、転がり軸受の長寿命化により大きく貢献できる浸炭鋼を得ることができる。
また、上述した実施例1〜6では、N2ガス雰囲気で焼鈍を施したが、例えばRxガス等のガス雰囲気で焼鈍を施してもよい。
さらに、図1に示した実施形態では本発明を円筒ころ軸受に適用した場合を例示したが、これに限られるものではなく、例えば円錐ころ軸受、玉軸受などの転がり軸受全般に本発明を適用できることは勿論である。
2 外輪
1a,2a 転動体軌道面
3 円筒ころ
4 保持器
Claims (3)
- 内輪と、該内輪の外周に配置された外輪と、前記内輪と前記外輪との間に設けられた複数の転動体とを備えてなる転がり軸受であって、前記内輪、外輪及び転動体の少なくとも一つが、800℃〜1050℃の温度範囲で浸炭または浸炭窒化を施され、次いで1回以上のオーステナイト変態を伴う焼鈍を2回以上施された後、焼入れ及び焼戻しを施された鋼からなることを特徴とする転がり軸受。
- 前記鋼を素材とする軸受構成部材の芯部における結晶粒の最大粒径が、1観察範囲4〜25mm2、全被検面積32〜400mm2を観察し、各視野における結晶粒子の最大面積の平方根より極値統計を行い、300000mm2に換算したときに90μm以下であることを特徴とする請求項1記載の転がり軸受。
- 前記鋼を素材とする軸受構成部材の芯部における疲労強度を前記芯部の平均硬度で除した値が1.6以上であることを特徴とする請求項1又は請求項2記載の転がり軸受。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006058448A JP4696975B2 (ja) | 2006-03-03 | 2006-03-03 | 転がり軸受 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006058448A JP4696975B2 (ja) | 2006-03-03 | 2006-03-03 | 転がり軸受 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007232201A true JP2007232201A (ja) | 2007-09-13 |
| JP4696975B2 JP4696975B2 (ja) | 2011-06-08 |
Family
ID=38552987
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006058448A Expired - Fee Related JP4696975B2 (ja) | 2006-03-03 | 2006-03-03 | 転がり軸受 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4696975B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102925903A (zh) * | 2012-09-27 | 2013-02-13 | 厦门真冈热处理有限公司 | 一种压铸模的热处理方法 |
| WO2018159840A1 (ja) | 2017-03-03 | 2018-09-07 | Ntn株式会社 | 軸受部品及び転がり軸受、ならびに軸受部品の製造方法 |
| JP2021017612A (ja) * | 2019-07-18 | 2021-02-15 | アイシン・エィ・ダブリュ株式会社 | 熱処理方法 |
| US12163555B2 (en) | 2017-12-18 | 2024-12-10 | Ntn Corporation | Bearing part and rolling bearing |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01259121A (ja) * | 1988-04-11 | 1989-10-16 | Nisshin Steel Co Ltd | 延性に優れた超高強度鋼材の製造方法 |
| JP2004059994A (ja) * | 2002-07-29 | 2004-02-26 | Koyo Seiko Co Ltd | 転がり、すべり接触部品およびその製造方法 |
| JP2005076080A (ja) * | 2003-08-29 | 2005-03-24 | Ntn Corp | 軸受部品、その熱処理方法、熱処理装置および転がり軸受 |
| JP2005090680A (ja) * | 2003-09-19 | 2005-04-07 | Koyo Seiko Co Ltd | 転がり軸受部品およびその製造方法 |
-
2006
- 2006-03-03 JP JP2006058448A patent/JP4696975B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01259121A (ja) * | 1988-04-11 | 1989-10-16 | Nisshin Steel Co Ltd | 延性に優れた超高強度鋼材の製造方法 |
| JP2004059994A (ja) * | 2002-07-29 | 2004-02-26 | Koyo Seiko Co Ltd | 転がり、すべり接触部品およびその製造方法 |
| JP2005076080A (ja) * | 2003-08-29 | 2005-03-24 | Ntn Corp | 軸受部品、その熱処理方法、熱処理装置および転がり軸受 |
| JP2005090680A (ja) * | 2003-09-19 | 2005-04-07 | Koyo Seiko Co Ltd | 転がり軸受部品およびその製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102925903A (zh) * | 2012-09-27 | 2013-02-13 | 厦门真冈热处理有限公司 | 一种压铸模的热处理方法 |
| WO2018159840A1 (ja) | 2017-03-03 | 2018-09-07 | Ntn株式会社 | 軸受部品及び転がり軸受、ならびに軸受部品の製造方法 |
| US11137031B2 (en) | 2017-03-03 | 2021-10-05 | Ntn Corporation | Bearing part, rolling bearing, and method for manufacturing bearing part |
| US12163555B2 (en) | 2017-12-18 | 2024-12-10 | Ntn Corporation | Bearing part and rolling bearing |
| JP2021017612A (ja) * | 2019-07-18 | 2021-02-15 | アイシン・エィ・ダブリュ株式会社 | 熱処理方法 |
| JP7343099B2 (ja) | 2019-07-18 | 2023-09-12 | 株式会社アイシン | 熱処理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4696975B2 (ja) | 2011-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5895493B2 (ja) | 転がり軸受の製造方法、高周波熱処理装置 | |
| JP5045491B2 (ja) | 大型転がり軸受 | |
| JP2014020538A (ja) | 転がり軸受、転がり軸受の製造方法、高周波熱処理装置 | |
| JP2006322017A (ja) | 転がり軸受 | |
| EP2514844A2 (en) | Rolling sliding member, method of manufacturing the same, and rolling bearing | |
| JP2009192071A (ja) | 転がり軸受 | |
| WO2019189087A1 (ja) | 軸受部品 | |
| JP4696975B2 (ja) | 転がり軸受 | |
| JP5598016B2 (ja) | 針状スラスト軸受のスラストレースの製造方法 | |
| JP4810866B2 (ja) | 軸受軌道輪の熱処理用の金型及び軸受軌道輪の製造方法 | |
| JP4810157B2 (ja) | 転がり軸受 | |
| JP2006038167A (ja) | 転がり軸受 | |
| JP2007308739A (ja) | 転がり軸受の製造方法及び転がり軸受 | |
| JP2006200627A (ja) | 転がり軸受部品、その製造方法および転がり軸受 | |
| JP2007186760A (ja) | 転がり軸受用軌道輪の製造方法及び転がり軸受 | |
| JP4968106B2 (ja) | 転がり軸受 | |
| JP2007308740A (ja) | 転がり軸受 | |
| JP2018021654A (ja) | 転がり摺動部材、その製造方法、浸炭用鋼材及び転がり軸受 | |
| JP2009250371A (ja) | 水素ガスコンプレッサ用転がり軸受 | |
| JP5991026B2 (ja) | 転がり軸受の製造方法 | |
| JP2005337362A (ja) | 総ころ軸受 | |
| JP2005337361A (ja) | ころ軸受 | |
| JP2007239072A (ja) | 転動部材の製造方法および転がり軸受の製造方法 | |
| JP6658143B2 (ja) | 転がり摺動部材及び転がり軸受 | |
| JP2007100126A (ja) | 転動部材および転がり軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100302 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100907 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101102 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110214 |
|
| LAPS | Cancellation because of no payment of annual fees |