JP2007207648A - 電池及び電池の製造方法 - Google Patents
電池及び電池の製造方法 Download PDFInfo
- Publication number
- JP2007207648A JP2007207648A JP2006026765A JP2006026765A JP2007207648A JP 2007207648 A JP2007207648 A JP 2007207648A JP 2006026765 A JP2006026765 A JP 2006026765A JP 2006026765 A JP2006026765 A JP 2006026765A JP 2007207648 A JP2007207648 A JP 2007207648A
- Authority
- JP
- Japan
- Prior art keywords
- case
- sealing plate
- opening
- battery
- vertical wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Abstract
【解決手段】封口板33の周縁にケース31の外壁面55に沿う方向に立ち上がる縦壁部56を設け、この縦壁部56とケース31の開口部周縁49とを重合し、ケース31の開口部周縁49と封口板33の縦壁部56の何れか一方を他方に対してかしめてケースに封口板33を固定したことを特徴とする。
【選択図】図7
Description
また、タブ80を設ける分だけ電池Bの内部抵抗が増加し高出力化の障害となるという問題がある。
このように構成することで、電極群の高さ方向での寸法ばらつきを、重合された封口板の縦壁部とケースの開口部周縁との重合位置を変化させることで、ケースの縦方向で位置調整して吸収する。
このように構成することで、ケースの底部を有効利用して電極群の高さ方向での寸法ばらつきを吸収できる。
このように構成することで、電極群の高さが通常より小さい場合には、前記封口板の縦壁部と前記ケースの開口部周縁との重合部をケースの底部に近づく方向にずらし、電極群の高さが通常より大きい場合には、前記重合部をケースの底部から離れる方向にずらして、電極群の寸法ばらつきを吸収した状態で封口板をケースに取り付けることができる。
このように構成することで、複数個を直列で接続した場合に占有スペースを大きく削減できると共にタブを用いた場合に比較して内部抵抗が小さくできる。
請求項4に記載した発明によれば、ケースの底部を有効利用して電極群の高さ方向での寸法ばらつきを吸収できるため、内部抵抗、部品点数を増加させることなく対策できる効果がある。
請求項5に記載した発明によれば、電極群の高さが通常より小さい場合には、前記封口板の縦壁部と前記ケースの開口部周縁との重合部をケースの底部に近づく方向にずらし、電極群の高さが通常より大きい場合には、前記重合部をケースの底部から離れる方向にずらして、電極群の寸法ばらつきを吸収した状態で封口板をケースに取り付けることができるため、調整の自由度を高めることができる。
請求項6に記載した発明によれば、複数個を直列で接続した場合に占有スペースを大きく削減できると共にタブを用いた場合に比較して内部抵抗が小さくできるため、小型であっても高出力を発生させることできる効果がある。
請求項7に記載した発明によれば、ケースの開口部から縦壁部を備えた封口板を収容すると電極群の高さ寸法に応じた位置まで封口板がケース内に挿入され、この位置でケースと封口板が固定されるため、特別にケースに対する封口板の位置決め工程も必要なく、タブ等を用いた場合に比較して作業工数を削減して製造することができる効果がある。
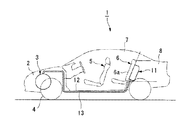
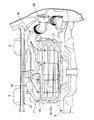
図1〜4に示すのは、この発明の実施形態に係る電池を複数個直列に接続し電池ユニットとしてハイブリッド車両に搭載したものであり、電池ユニットは走行駆動補助用あるいは減速回生用のモータの充放電可能な電源として用いられる。
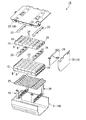
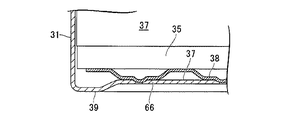
ケース31内には帯状の正極板34と負極板35とをセパレータ36で絶縁して渦巻き状に巻回した電極群37が電解液と共に収容されている。正極板35は上方へ突出し、負極板35は下方へ突出している。そして、電極群37の下部には負極集電体38が配置され、この負極集電体38がケース31の底壁(底部)39との間に介装されている。
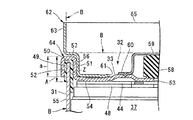
そして、縦壁部56とケース31の開口部周縁49とをこの開口部周縁49に装着されたガスケット50越しに重合し、封口板33の縦壁部56の端末57を外側に折り曲げた後に下側に折り曲げガスケット50を挟み込むようにしてケース31の開口部周縁49を巻き込んで、ケース31に封口板33がかしめ固定されている。
封口板33の縦壁部56とケース31の開口部周縁49との重合部Zが、封口板33をケース31の縦(上下)方向に対する位置調整部として構成されている。
封口板33にはキャップ59を逃げる孔61を備えた筒状の接合ホルダ62が装着され、接合ホルダ62の開口部周縁63は封口板33のかしめ部分64に沿って有段成形され、直列に接続される他の電池Bの負極側の端部を受け入れる開口部65を上方に向けている。
先ず、図8(a)に示すように、帯状の正極板34と負極板35とをセパレータ36で絶縁し渦巻き状に巻回して電極群37を形成する(電極群構成工程である第1工程)。次に、図8(b)に示すように、電極群37の正極板34の上端部に正極集電体44を、電極群34の負極板35の下端部に負極集電体38をそれぞれ抵抗溶接する(集電体溶接工程である第2工程)。そして、図8(c)に示すように、正極集電体44と負極集電体38とを取り付けた電極群37をケース31に挿入し、気密性を確保するためにケース31の上部開口部32の内面にブロンを塗布し、負極集電体38の舌片部41をケース31の底壁39に抵抗溶接により接合する(第3工程)。
次に、封口板33の縦壁部56の端末57をガスケット50を挟み込むようにして外側に折り曲げた後に下側に折り曲げケース31の開口部周縁49を巻き込む予備封口を行い、更に、封口板33の縦壁部56とケース31の開口部周縁49との重合部Zを本かしめして本封口を行う(第5工程)。そして、最後にゴム弁体58を封口板33上に載置した状態でキャップ59をセットし、キャップ59のフランジ部60を封口板33に抵抗溶接してキャップ59を封口板33に取り付ける(第6工程)。
よって、電極群37の寸法ばらつきを吸収した状態で封口板33をケース31に取り付けることができるため調整の自由度を高めることができる。その結果、従来のようにタブが必要なくなり、高さ寸法を抑えることができる上、タブが必要なくなる分だけ内部抵抗の増加を抑え、部品点数を低減できる。
そのため、多数の電池Bを直列で使用し配置スペースの上でも多くの制限があるハイブリッド車両の走行駆動補助用モータの小型高出力の電源として好適である。
図9に示すように、第1実施形態の電池Bのケース31の底壁39に、ケース31の内部に向かって立ち上げ形成されたバネ部66が形成されている。ケース31は深絞り成形などで形成されるが、この成型時に底部39の中央部分を立ち上げてバネ部66を成形する。そして、このバネ部66の上面67に、電極群37の負極板35の下端に抵抗溶接された負極集電体38が抵抗溶接により接合されている。
その結果、タブを用いず部品点数、製造工数を増加させることなく、電極群37の寸法ばらつきを吸収した状態で封口板33をケース31に取り付けることができる。勿論、内部抵抗の面でもタブを廃止した分だけ低減することができるため、高出力化を図ることができる。
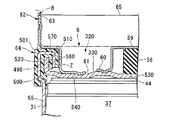
ケース31の開口部周縁490はストレート状の第1実施形態とは異なり外側に向く段付き形状に形成されている。一方、封口板330は正極集電体44の上面を覆うと共にケース31の上部開口部320を閉塞するものである。封口板330の中央部には作業用の孔530が形成されている。また、封口板330の外側寄りには同心円状に下に向いた断面凸状の弾性リング部540が形成され、封口板330の外周縁にはケース31の外壁面55に沿う方向に立ち上がる縦壁部560が形成されている。
封口板330の縦壁部560の周縁には、これを包み込むようにナイロン製などのU字断面形状のガスケット500が装着されている。
ガスケット500の内周壁510の下縁は、封口板330の縦壁部560の内面を覆うように垂下し、ガスケット500の外周壁520は封口板330の縦壁部560の外面を覆うように垂下している。
封口板330の縦壁部560とケース31の開口部周縁490との重合部Zが、封口板330のケース31の縦(上下)方向に対する位置調整部として構成されている。
そして、ケース31の開口部周縁490が封口板330のを巻き込んでいる部分を覆うようにして絶縁材501が装着されている。
31 ケース
32 上部開口部(開口部)
33 封口板
34 正極板
35 負極板
36 セパレータ
37 電極群
39 底壁(底部)
49 開口部周縁
50 ガスケット(シール部材)
55 外壁面
56 縦壁部
57 端末
Z 重合部
Claims (7)
- 帯状の正極板と負極板とをセパレータで絶縁し渦巻き状に巻回した電極群を有底筒状のケース内に収容し、該ケースの開口部をシール部材を介して封口板によって閉塞した電池において、前記封口板の周縁に前記ケースの外壁面に沿う方向に立ち上がる縦壁部を設け、この縦壁部と前記ケースの開口部周縁とを重合し、前記ケースの開口部周縁と前記封口板の縦壁部の何れか一方を他方に対してかしめてケースに封口板を固定したことを特徴とする電池。
- 前記封口板の縦壁部の端末を外側に折り曲げて、前記ケースの開口部周縁を巻き込むようにして固定したことを特徴とする請求項1に記載の電池。
- 前記ケースの開口部周縁を内側に折り曲げて、前記封口板の前記縦壁部を巻き込むようにして固定したことを特徴とする請求項1に記載の電池。
- 前記ケースの底部に、該ケース内部に向かって立ち上げ形成されたバネ部を設けたことを特徴とする請求項1〜請求項3の何れかに記載の電池。
- 前記封口板の縦壁部と前記ケースの開口部周縁との重合部を、前記封口板を前記ケースの縦方向に対する位置調整部として構成したことを特徴とする請求項1〜請求項4の何れかに記載の電池。
- 走行駆動用モータあるいは走行駆動補助用モータを備えた車両のモータ駆動用電源として用いられることを特徴とする請求項1〜請求項5の何れかに記載の電池。
- 帯状の正極板と負極板とをセパレータで絶縁し渦巻き状に巻回した電極群を有底筒状のケース内に収容し、該ケースの開口部をシール部材を介して封口板によって閉塞した電池の製造方法であって、前記電極群と前記集電体とを溶接する工程と、前記ケースの開口部から前記ケースの外側面に沿う方向に立ち上がる縦壁部が周縁に設けられた封口板を前記ケースに収容する工程と、前記ケースの開口部周縁と前記封口板の何れか一方を他方に対してかしめて前記ケースに封口板を固定する工程を有することを特徴とする電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006026765A JP4708202B2 (ja) | 2006-02-03 | 2006-02-03 | 電池及び電池の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006026765A JP4708202B2 (ja) | 2006-02-03 | 2006-02-03 | 電池及び電池の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007207648A true JP2007207648A (ja) | 2007-08-16 |
| JP4708202B2 JP4708202B2 (ja) | 2011-06-22 |
Family
ID=38486909
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006026765A Expired - Fee Related JP4708202B2 (ja) | 2006-02-03 | 2006-02-03 | 電池及び電池の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4708202B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101901987A (zh) * | 2009-05-26 | 2010-12-01 | 日本压着端子制造株式会社 | 电池用连接器 |
| KR20210020485A (ko) * | 2019-08-14 | 2021-02-24 | 삼성에스디아이 주식회사 | 이차 전지 |
| CN113725532A (zh) * | 2021-08-25 | 2021-11-30 | 远景动力技术(江苏)有限公司 | 电池盖板、电池及电池的加工方法 |
| CN116505206A (zh) * | 2022-01-25 | 2023-07-28 | 株式会社Lg新能源 | 圆筒形二次电池 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10241654A (ja) * | 1997-02-28 | 1998-09-11 | Sanyo Electric Co Ltd | 密閉型蓄電池 |
| JP2000348689A (ja) * | 1999-06-07 | 2000-12-15 | Hitachi Maxell Ltd | 円筒形電池の製造方法 |
| JP2002075323A (ja) * | 2000-09-01 | 2002-03-15 | Matsushita Battery Industrial Co Ltd | 二次電池とその製造方法 |
| JP2003229166A (ja) * | 2002-01-31 | 2003-08-15 | Matsushita Electric Ind Co Ltd | 電池及び組電池 |
| JP2005332816A (ja) * | 2004-05-19 | 2005-12-02 | Samsung Sdi Co Ltd | 二次電池及び二次電池用電極組立体 |
-
2006
- 2006-02-03 JP JP2006026765A patent/JP4708202B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10241654A (ja) * | 1997-02-28 | 1998-09-11 | Sanyo Electric Co Ltd | 密閉型蓄電池 |
| JP2000348689A (ja) * | 1999-06-07 | 2000-12-15 | Hitachi Maxell Ltd | 円筒形電池の製造方法 |
| JP2002075323A (ja) * | 2000-09-01 | 2002-03-15 | Matsushita Battery Industrial Co Ltd | 二次電池とその製造方法 |
| JP2003229166A (ja) * | 2002-01-31 | 2003-08-15 | Matsushita Electric Ind Co Ltd | 電池及び組電池 |
| JP2005332816A (ja) * | 2004-05-19 | 2005-12-02 | Samsung Sdi Co Ltd | 二次電池及び二次電池用電極組立体 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101901987A (zh) * | 2009-05-26 | 2010-12-01 | 日本压着端子制造株式会社 | 电池用连接器 |
| US8333610B2 (en) | 2009-05-26 | 2012-12-18 | J.S.T. Mfg. Co., Ltd. | Battery connector |
| KR20210020485A (ko) * | 2019-08-14 | 2021-02-24 | 삼성에스디아이 주식회사 | 이차 전지 |
| KR102887618B1 (ko) * | 2019-08-14 | 2025-11-19 | 삼성에스디아이 주식회사 | 이차 전지 |
| CN113725532A (zh) * | 2021-08-25 | 2021-11-30 | 远景动力技术(江苏)有限公司 | 电池盖板、电池及电池的加工方法 |
| CN113725532B (zh) * | 2021-08-25 | 2023-09-05 | 远景动力技术(江苏)有限公司 | 电池盖板、电池及电池的加工方法 |
| CN116505206A (zh) * | 2022-01-25 | 2023-07-28 | 株式会社Lg新能源 | 圆筒形二次电池 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4708202B2 (ja) | 2011-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4027561B2 (ja) | 電池 | |
| US8568915B2 (en) | Battery with integrally formed terminal | |
| JP6582489B2 (ja) | 角形二次電池及びそれを用いた組電池 | |
| US9331314B2 (en) | Battery module having electrochemical cells with integrally formed terminals | |
| JP6228127B2 (ja) | 円筒形蓄電池及び蓄電池モジュール | |
| US20190173073A1 (en) | Pouch type secondary battery and method of manufacturing the same | |
| US9614200B2 (en) | Hermetically sealed battery | |
| JP6891930B2 (ja) | 角形二次電池及びそれを用いた組電池 | |
| WO2016093338A1 (ja) | 蓄電素子 | |
| EP2050152A2 (en) | Battery with integrally formed terminal | |
| JP7154270B2 (ja) | 電池およびその製造方法 | |
| JP7402144B2 (ja) | 電池およびその製造方法 | |
| JP2016197555A (ja) | 電池 | |
| JP4708202B2 (ja) | 電池及び電池の製造方法 | |
| EP2893580A1 (en) | System and method for closing a battery fill hole | |
| US10454128B2 (en) | Electric storage apparatus and method of manufacturing electric storage apparatus | |
| JP2026016774A (ja) | 蓄電装置 | |
| US12002998B2 (en) | Secondary battery | |
| JP7529619B2 (ja) | 固定部材を備えた電池 | |
| EP4203125A1 (en) | Secondary battery | |
| EP4350865A1 (en) | Power storage device | |
| WO2014068869A1 (ja) | 蓄電池モジュール | |
| JP2008098012A (ja) | 電池及び電池の製造方法並びにこの電池を搭載した車両 | |
| CN116073051A (zh) | 电池 | |
| JP4518958B2 (ja) | 電池モジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100223 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100422 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110316 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |