JP2007206026A - 原子力圧力容器内構造物の補修方法 - Google Patents
原子力圧力容器内構造物の補修方法 Download PDFInfo
- Publication number
- JP2007206026A JP2007206026A JP2006028532A JP2006028532A JP2007206026A JP 2007206026 A JP2007206026 A JP 2007206026A JP 2006028532 A JP2006028532 A JP 2006028532A JP 2006028532 A JP2006028532 A JP 2006028532A JP 2007206026 A JP2007206026 A JP 2007206026A
- Authority
- JP
- Japan
- Prior art keywords
- shroud
- weld
- support cylinder
- welding
- shroud support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E30/00—Energy generation of nuclear origin
- Y02E30/30—Nuclear fission reactors
Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
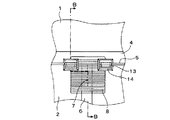
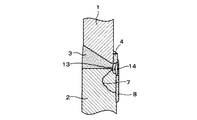
【解決手段】縦溶接部6を有するシュラウドサポートシリンダ2、炉心シュラウド1、バッキングリング4、シュラウド溶接部3を有し、シュラウドサポートシリンダ2とバッキングリング4の接合部に角部5が形成され、縦溶接部6の上に欠陥封止溶接部8を形成するものにおいて、角部5の欠陥封止溶接部8の溶接始端部と溶接終端部に相当する部分の角部5を除去する工程と、それにより形成された角部除去加工部の上を含んで縦溶接部6の上に欠陥封止溶接部8を形成することを特徴とする。
【選択図】図1
Description
前記シュラウドサポートシリンダの上端部と前記バッキングリングの下端部の接合部に例えばノッチや段差などの角部が形成されており、
応力腐食割れが発生した前記縦溶接部の上に、原子炉冷却水から前記応力腐食割れを隔離するための欠陥封止溶接部を形成する原子力圧力容器内構造物の補修方法を対象とするものである。
その角部除去工程によって形成された角部除去加工部の上を含んで前記縦溶接部の上に欠陥封止溶接部を形成する欠陥封止溶接部形成工程とを有していることを特徴とするものである。
前記欠陥封止溶接部のうちの前記角部と対向する少なくとも溶接始端部と溶接終端部を除去する封止溶接部除去工程と、
その封止溶接部除去工程によって形成された除去加工部の上に肉盛溶接部を形成する肉盛溶接工程とを有していることを特徴とするとするものである。
その溶加材を例えばレーザ溶接などによって溶融して前記角部を埋める工程と、
その角部を埋める工程の後に前記縦溶接部の上に欠陥封止溶接部を形成する欠陥封止溶接部形成工程とを有していることを特徴とするものである。
Claims (5)
- 複数枚の円弧状板を溶接により繋いで円筒形状にして、前記各円弧状板の間に縦溶接部を有するシュラウドサポートシリンダと、そのシュラウドサポートシリンダによって支持された炉心シュラウドと、その炉心シュラウドの下端外周に固定されたバッキングリングと、前記シュラウドサポートシリンダと炉心シュラウドの接合部をシュラウドサポートシリンダの内側から溶接したシュラウド溶接部とを備え、
前記シュラウドサポートシリンダの上端部と前記バッキングリングの下端部の接合部に角部が形成されており、
応力腐食割れが発生した前記縦溶接部の上に、原子炉冷却水から前記応力腐食割れを隔離するための欠陥封止溶接部を形成する原子力圧力容器内構造物の補修方法において、
前記角部の少なくとも前記欠陥封止溶接部の溶接始端部と溶接終端部に相当する部分の角部を除去する角部除去工程と、
その角部除去工程によって形成された角部除去加工部の上を含んで前記縦溶接部の上に欠陥封止溶接部を形成する欠陥封止溶接部形成工程と
を有していることを特徴とする原子力圧力容器内構造物の補修方法。 - 複数枚の円弧状板を溶接により繋いで円筒形状にして、前記各円弧状板の間に縦溶接部を有するシュラウドサポートシリンダと、そのシュラウドサポートシリンダによって支持された炉心シュラウドと、その炉心シュラウドの下端外周に固定されたバッキングリングと、前記シュラウドサポートシリンダと炉心シュラウドの接合部をシュラウドサポートシリンダの内側から溶接したシュラウド溶接部とを備え、
前記シュラウドサポートシリンダの上端部と前記バッキングリングの下端部の接合部に角部が形成されており、
応力腐食割れが発生した前記縦溶接部の上に、原子炉冷却水から前記応力腐食割れを隔離するための欠陥封止溶接部を形成する原子力圧力容器内構造物の補修方法において、
前記縦溶接部の上に欠陥封止溶接部を形成する欠陥封止溶接部形成工程と、
前記欠陥封止溶接部のうちの前記角部と対向する少なくとも溶接始端部と溶接終端部を除去する封止溶接部除去工程と、
その封止溶接部除去工程によって形成された除去加工部の上に肉盛溶接部を形成する肉盛溶接工程と
を有していることを特徴とする原子力圧力容器内構造物の補修方法。 - 複数枚の円弧状板を溶接により繋いで円筒形状にして、前記各円弧状板の間に縦溶接部を有するシュラウドサポートシリンダと、そのシュラウドサポートシリンダによって支持された炉心シュラウドと、その炉心シュラウドの下端外周に固定されたバッキングリングと、前記シュラウドサポートシリンダと炉心シュラウドの接合部をシュラウドサポートシリンダの内側から溶接したシュラウド溶接部とを備え、
前記シュラウドサポートシリンダの上端部と前記バッキングリングの下端部の接合部に角部が形成されており、
応力腐食割れが発生した前記縦溶接部の上に、原子炉冷却水から前記応力腐食割れを隔離するための欠陥封止溶接部を形成する原子力圧力容器内構造物の補修方法において、
前記角部のうちの前記縦溶接部と対向する位置に溶加材を設置する溶加材設置工程と、
その溶加材を溶融して前記角部を埋める工程と、
その角部を埋める工程の後に前記縦溶接部の上に欠陥封止溶接部を形成する欠陥封止溶接部形成工程と
を有していることを特徴とする原子力圧力容器内構造物の補修方法。 - 請求項1ないし3のいずれか1項記載の原子力圧力容器内構造物の補修方法において、前記角部が断面形状V字形のノッチであることを特徴とする原子力圧力容器内構造物の補修方法。
- 請求項3記載の原子力圧力容器内構造物の補修方法において、前記溶加材を溶融して形成された溶接部の深さが前記バッキングリングの厚さよりも深いことを特徴とする原子力圧力容器内構造物の補修方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006028532A JP4847148B2 (ja) | 2006-02-06 | 2006-02-06 | 原子力圧力容器内構造物の補修方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006028532A JP4847148B2 (ja) | 2006-02-06 | 2006-02-06 | 原子力圧力容器内構造物の補修方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007206026A true JP2007206026A (ja) | 2007-08-16 |
| JP4847148B2 JP4847148B2 (ja) | 2011-12-28 |
Family
ID=38485602
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006028532A Expired - Fee Related JP4847148B2 (ja) | 2006-02-06 | 2006-02-06 | 原子力圧力容器内構造物の補修方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4847148B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106816193A (zh) * | 2015-11-30 | 2017-06-09 | 江苏核电有限公司 | 一种反应堆上部组件上耐压壳石墨密封圈拆卸装置 |
| WO2018052219A1 (ko) * | 2016-09-13 | 2018-03-22 | 문인득 | 정상운전 중 구속이 있는 증기발생기 하부지지구조의 열응력과 열변형을 방지하기 위한 해석에 의한 설계 해석 방법 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04262871A (ja) * | 1990-11-01 | 1992-09-18 | Westinghouse Electric Corp <We> | 円柱状部材の溶接修理方法 |
| JPH0580187A (ja) * | 1991-09-20 | 1993-04-02 | Hitachi Ltd | 炉内構造物の保全方法 |
| JPH08297192A (ja) * | 1995-02-27 | 1996-11-12 | Toshiba Corp | 炉心シュラウドの交換方法 |
| JP2001242280A (ja) * | 2000-02-29 | 2001-09-07 | Hitachi Ltd | 欠陥補修方法 |
| JP2001287062A (ja) * | 2000-03-31 | 2001-10-16 | Toshiba Corp | レーザ補修方法 |
| JP2003053533A (ja) * | 2001-08-09 | 2003-02-26 | Toshiba Corp | 構造物の補修方法および補修溶接装置 |
-
2006
- 2006-02-06 JP JP2006028532A patent/JP4847148B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04262871A (ja) * | 1990-11-01 | 1992-09-18 | Westinghouse Electric Corp <We> | 円柱状部材の溶接修理方法 |
| JPH0580187A (ja) * | 1991-09-20 | 1993-04-02 | Hitachi Ltd | 炉内構造物の保全方法 |
| JPH08297192A (ja) * | 1995-02-27 | 1996-11-12 | Toshiba Corp | 炉心シュラウドの交換方法 |
| JP2001242280A (ja) * | 2000-02-29 | 2001-09-07 | Hitachi Ltd | 欠陥補修方法 |
| JP2001287062A (ja) * | 2000-03-31 | 2001-10-16 | Toshiba Corp | レーザ補修方法 |
| JP2003053533A (ja) * | 2001-08-09 | 2003-02-26 | Toshiba Corp | 構造物の補修方法および補修溶接装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106816193A (zh) * | 2015-11-30 | 2017-06-09 | 江苏核电有限公司 | 一种反应堆上部组件上耐压壳石墨密封圈拆卸装置 |
| WO2018052219A1 (ko) * | 2016-09-13 | 2018-03-22 | 문인득 | 정상운전 중 구속이 있는 증기발생기 하부지지구조의 열응력과 열변형을 방지하기 위한 해석에 의한 설계 해석 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4847148B2 (ja) | 2011-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2527077B1 (en) | Repairing method for wall member with flow passages | |
| EP2373456B1 (en) | Method of repairing a metallic artefact | |
| KR20160105502A (ko) | 주강 부재의 보수 방법 | |
| US20050190877A1 (en) | Method for repairing or preventing damage to a bushing | |
| CN106077951A (zh) | 控制镍基合金多层激光填丝焊热影响区裂纹形成的方法 | |
| CN112756788A (zh) | 一种适用于管板与换热管间深坡口的焊接工艺 | |
| KR101296210B1 (ko) | 원자로 노 저부의 보수 방법 | |
| JP5535799B2 (ja) | 金属部品の補修方法及び補修された金属部品 | |
| JP2014172063A (ja) | サブマージアーク溶接方法、当該サブマージアーク溶接方法を用いる鋼管を製造する方法、溶接継手、及び当該溶接継手を有する鋼管 | |
| JP4847148B2 (ja) | 原子力圧力容器内構造物の補修方法 | |
| KR101842356B1 (ko) | 원자로용 소형 배관의 용접부 정비 방법 | |
| KR101825817B1 (ko) | 원자로용 소형 배관의 용접부 정비 방법 | |
| CN108608115B (zh) | 一种增大焊接熔深和改善焊缝成形的激光焊接方法 | |
| JP6200410B2 (ja) | 補修溶接方法及び補修溶接用プラグ、並びに原子炉容器 | |
| JP6041289B2 (ja) | 水中溶接補修方法 | |
| CN106514069A (zh) | 一种抑制小直径铝合金导管焊接缺陷的装置 | |
| JP5963187B2 (ja) | 管台溶接部防食補修方法 | |
| JP2005199287A (ja) | 溶接ビード構造及び溶接方法 | |
| JP3199960B2 (ja) | 点溶接による金属部材の品質改善方法 | |
| JP6059107B2 (ja) | 原子炉用制御棒の製造方法 | |
| JP5706836B2 (ja) | シュラウドサポートの補修方法 | |
| JP4488591B2 (ja) | 炉心スプレイスパージャの保全方法 | |
| JP2006017672A (ja) | 原子炉構造物のき裂補修方法及びき裂補修システム | |
| RU2532577C2 (ru) | Способ исправления дефектов металлоконструкций | |
| JP2001124888A (ja) | 応力腐食割れ予防保全方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090119 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100402 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111004 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111013 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141021 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |