JP2006116718A - 剥離紙用ポリオレフィンラミネート紙、剥離紙及び感圧性粘着シート - Google Patents
剥離紙用ポリオレフィンラミネート紙、剥離紙及び感圧性粘着シート Download PDFInfo
- Publication number
- JP2006116718A JP2006116718A JP2004303986A JP2004303986A JP2006116718A JP 2006116718 A JP2006116718 A JP 2006116718A JP 2004303986 A JP2004303986 A JP 2004303986A JP 2004303986 A JP2004303986 A JP 2004303986A JP 2006116718 A JP2006116718 A JP 2006116718A
- Authority
- JP
- Japan
- Prior art keywords
- paper
- layer
- polyolefin
- release
- polyolefin resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
【課題】 熱処理を施しても、紙基材とポリオレフィン系樹脂層との間での剥離を抑制又は防止することができる剥離紙用ポリオレフィンラミネート紙を提供する。
【解決手段】 剥離紙用ポリオレフィンラミネート紙は、紙基材の少なくとも一方の面に、ポリオレフィン系樹脂層が押出ラミネート加工により形成された構成を有している剥離紙用ポリオレフィンラミネート紙であって、ポリオレフィン系樹脂層が多層構造を有しており、且つ多層構造のポリオレフィン系樹脂層のうち、最も低密度のポリオレフィン系樹脂による層が、紙基材側に位置していることを特徴とする。ポリオレフィン系樹脂層において、紙基材側の層が、低密度ポリエチレン層であり、外面側の層が、中密度ポリエチレン層又は高密度ポリエチレン層であることが好ましい。
【選択図】 図1
【解決手段】 剥離紙用ポリオレフィンラミネート紙は、紙基材の少なくとも一方の面に、ポリオレフィン系樹脂層が押出ラミネート加工により形成された構成を有している剥離紙用ポリオレフィンラミネート紙であって、ポリオレフィン系樹脂層が多層構造を有しており、且つ多層構造のポリオレフィン系樹脂層のうち、最も低密度のポリオレフィン系樹脂による層が、紙基材側に位置していることを特徴とする。ポリオレフィン系樹脂層において、紙基材側の層が、低密度ポリエチレン層であり、外面側の層が、中密度ポリエチレン層又は高密度ポリエチレン層であることが好ましい。
【選択図】 図1
Description
本発明は、剥離紙用ポリオレフィンラミネート紙、剥離紙及び感圧性粘着シートに関する。
従来、剥離紙としては、紙基材上に、ポリエチレン系樹脂等のポリオレフィン系樹脂を押出ラミネート加工法により積層した後、ポリオレフィン系樹脂層(ポリオレフィンラミネート層)上に、熱硬化型シリコーン系剥離剤等の剥離剤を塗布し、加熱硬化等により硬化させて剥離剤を形成させたものが知られている(特許文献1参照)。従って、紙基材上にポリオレフィン系樹脂層がラミネート加工法により形成されたポリオレフィンラミネート紙(剥離紙用ポリオレフィンラミネート紙)は、剥離紙における基材(剥離紙用基材)として用いられている。このような剥離紙において、ポリオレフィン系樹脂層は、熱硬化型シリコーン系剥離剤等の剥離剤を塗布する際に、熱硬化型シリコーン系剥離剤が紙基材に浸み込むのを防ぐ目的で、通常、10〜30μmの厚みで形成されている。
また、剥離紙は、熱硬化型シリコーン系剥離剤等の熱硬化型剥離剤により剥離剤層を形成する際や、剥離紙上に粘着剤を塗布した後、粘着剤中の揮発成分を蒸発させて粘着剤層を形成させる際などで、ポリオレフィン系樹脂層を構成するポリオレフィン系樹脂(ポリエチレン系樹脂など)の融点近傍の温度まで加熱される場合がある。このような加熱の際に、ポリオレフィン系樹脂層を構成するポリオレフィン系樹脂が溶融又は軟化し、また、紙基材中に含まれている水分を主とする揮発成分が蒸発することにより、ポリオレフィン系樹脂層と紙基材との間で剥離が発生する場合がある。このようなポリオレフィン系樹脂層と紙基材との剥離の発生は、ポリオレフィン系樹脂層と紙基材との間の接着性と大きく関わっている。
ポリオレフィン系樹脂層と紙基材との間の接着性に関する要因としては、物理的要因と化学的要因との2種がある。物理的要因は紙基材表面の空隙に溶融したポリオレフィン系樹脂が流れ込み、絡み合って固定化することに由来する。一方、化学的要因は、紙基材表面に、コロナ放電処理やアンカーコート処理等の表面処理により、極性基を発生させ、この極性基により接着性を上げることに由来する。
紙基材として、例えば、クラフト紙などは、表面の凹凸が多く、物理的要因によりポリオレフィン系樹脂層と紙基材との接着性が良好である。しかしながら、上質紙、グラシン紙、コート紙などの紙基材は、比較的、表面の凹凸が少なく、ポリオレフィン系樹脂層と紙基材(比較的に表面の凹凸が少ない紙基材)との接着性が低くなっている。このように、比較的に表面の凹凸が少ない紙基材に対して、ポリオレフィン系樹脂層を形成させる場合は、ポリオレフィン系樹脂層を形成させる際の温度(樹脂温度)を上げて、紙基材の表面の空隙への流れ込みを向上させる手法などが検討されているが、ポリオレフィン系樹脂の熱劣化が生じてしまう。また、アンカーコート処理により接着性を向上させる手法では、経済的な理由から実用的ではない。
従って、本発明の目的は、熱処理を施しても、紙基材とポリオレフィン系樹脂層との間での剥離を抑制又は防止することができる剥離紙用ポリオレフィンラミネート紙を提供することにある。
本発明の他の目的は、剥離紙用基材として剥離紙用ポリオレフィンラミネート紙が用いられていても、熱処理の際に、紙基材とポリオレフィン系樹脂層との間で剥離が生じず、高品質及び高信頼性の剥離紙、および該剥離紙が用いられている感圧性粘着シートを提供することにある。
本発明の他の目的は、剥離紙用基材として剥離紙用ポリオレフィンラミネート紙が用いられていても、熱処理の際に、紙基材とポリオレフィン系樹脂層との間で剥離が生じず、高品質及び高信頼性の剥離紙、および該剥離紙が用いられている感圧性粘着シートを提供することにある。
本発明者らは、上記の目的を達成するために鋭意検討した結果、紙基材の少なくとも一方の面に、ポリオレフィン系樹脂層を押出ラミネート加工により積層して形成された剥離紙用ポリオレフィンラミネート紙として、紙基材上に押出ラミネート加工法により形成するポリオレフィン系樹脂層を多層構造とし、且つポリオレフィン系樹脂層における紙基材側の層(すなわち、紙基材と接触するポリオレフィン系樹脂層)を、多層構造のポリオレフィン系樹脂層のうち、最も低密度のポリオレフィン系樹脂層とした構成とすると、熱処理を施しても、紙基材とポリオレフィン系樹脂層との間での剥離を効果的に抑制又は防止することができることを見出した。本発明はこれらの知見に基づいて完成されたものである。
すなわち、本発明は、紙基材の少なくとも一方の面に、ポリオレフィン系樹脂層が押出ラミネート加工により形成された構成を有している剥離紙用ポリオレフィンラミネート紙であって、ポリオレフィン系樹脂層が多層構造を有しており、且つ多層構造のポリオレフィン系樹脂層のうち、最も低密度のポリオレフィン系樹脂による層が、紙基材側に位置していることを特徴とする剥離紙用ポリオレフィンラミネート紙を提供する。
本発明では、ポリオレフィン系樹脂層における紙基材側の層としては、低密度ポリエチレン層であることが好ましく、また、ポリオレフィン系樹脂層における外面側の層としては、中密度ポリエチレン層又は高密度ポリエチレン層である好ましい。
また、本発明では、ポリオレフィン系樹脂層の総厚みは10〜30μmであることが好ましい。ポリオレフィン系樹脂層における紙基材側の層の厚みは5〜15μmであってもよく、また、ポリオレフィン系樹脂層における外面側の層の厚みは5〜25μmであってもよい。
本発明には、剥離紙用基材の少なくとも一方の面に、剥離剤層が形成された構成を有している剥離紙であって、剥離紙用基材が、前記剥離紙用ポリオレフィンラミネート紙であり、且つ前記剥離紙用ポリオレフィンラミネート紙におけるポリオレフィン系樹脂層表面又は紙基材表面に、剥離剤層が形成されていることを特徴とする剥離紙も含まれる。この剥離紙は、剥離紙用ポリオレフィンラミネート紙上に剥離剤を塗布した後、熱処理を施すことにより、剥離剤層が形成されていてもよい。
また、本発明には、粘着剤層を有する感圧性粘着シートであって、粘着剤層上に、前記剥離紙が、粘着剤層と剥離剤層とが接触する形態で積層された構成を有していることを特徴とする感圧性粘着シートも含まれる。この感圧性粘着シートは、剥離紙上に粘着剤を塗布した後、熱処理を施すことにより、粘着剤層が形成されていてもよい。
本発明の剥離紙用ポリオレフィンラミネート紙によれば、熱処理を施しても、紙基材とポリオレフィン系樹脂層との間での剥離を抑制又は防止することができる。そのため、剥離紙用基材として剥離紙用ポリオレフィンラミネート紙が用いられていても、熱処理の際に、紙基材とポリオレフィン系樹脂層との間で剥離が生じず、高品質及び高信頼性の剥離紙、および該剥離紙が用いられている感圧性粘着シートが得られる。
以下に、本発明を必要に応じて図面を参照しつつ詳細に説明する。なお、同一の部材又は部位については、同一の符号を付している場合がある。
(剥離紙用ポリオレフィンラミネート紙)
本発明の剥離紙用ポリオレフィンラミネート紙は、図1で示されるように、紙基材の少なくとも一方の面に、多層構造のポリオレフィン系樹脂層が押出ラミネート加工により積層して形成され、且つ前記多層構造のポリオレフィン系樹脂層のうち、最も低密度のポリオレフィン系樹脂による層(「最低密度ポリオレフィン系樹脂層」と称する場合がある)が、紙基材側に位置している(ポリオレフィン系樹脂層における紙基材側の層となっている)構成を有している。図1は本発明の剥離紙用ポリオレフィンラミネート紙を示す概略断面図であり、図1(a)は紙基材の両面に多層構造のポリオレフィン系樹脂層が形成された構成の剥離紙用ポリオレフィンラミネート紙を示しており、図1(b)は紙基材の片面に多層構造のポリオレフィン系樹脂層が形成された構成の剥離紙用ポリオレフィンラミネート紙を示している。図1(a)、(b)において、1、11は、それぞれ、剥離紙用ポリオレフィンラミネート紙、2は紙基材、3は多層構造のポリオレフィン系樹脂層、3aは紙基材側のポリオレフィン系樹脂層、3bは外面側のポリオレフィン系樹脂層である。なお、ポリオレフィン系樹脂層3aを構成するポリオレフィン系樹脂は、ポリオレフィン系樹脂層3bを構成するポリオレフィン系樹脂よりも、密度が小さい。図1(a)で示される剥離紙用ポリオレフィンラミネート紙1は、紙基材2の両面に、それぞれ、ポリオレフィン系樹脂層3a、ポリオレフィン系樹脂層3bがこの順で形成された構成を有している。また、図1(b)で示される剥離紙用ポリオレフィンラミネート紙11は、紙基材2の一方の面に、ポリオレフィン系樹脂層3a、ポリオレフィン系樹脂層3bがこの順で形成された構成を有している。なお、図1(a)及び(b)において、多層構造のポリオレフィン系樹脂層3は、ポリオレフィン系樹脂層3aおよびポリオレフィン系樹脂層3bによる積層体である。
本発明の剥離紙用ポリオレフィンラミネート紙は、図1で示されるように、紙基材の少なくとも一方の面に、多層構造のポリオレフィン系樹脂層が押出ラミネート加工により積層して形成され、且つ前記多層構造のポリオレフィン系樹脂層のうち、最も低密度のポリオレフィン系樹脂による層(「最低密度ポリオレフィン系樹脂層」と称する場合がある)が、紙基材側に位置している(ポリオレフィン系樹脂層における紙基材側の層となっている)構成を有している。図1は本発明の剥離紙用ポリオレフィンラミネート紙を示す概略断面図であり、図1(a)は紙基材の両面に多層構造のポリオレフィン系樹脂層が形成された構成の剥離紙用ポリオレフィンラミネート紙を示しており、図1(b)は紙基材の片面に多層構造のポリオレフィン系樹脂層が形成された構成の剥離紙用ポリオレフィンラミネート紙を示している。図1(a)、(b)において、1、11は、それぞれ、剥離紙用ポリオレフィンラミネート紙、2は紙基材、3は多層構造のポリオレフィン系樹脂層、3aは紙基材側のポリオレフィン系樹脂層、3bは外面側のポリオレフィン系樹脂層である。なお、ポリオレフィン系樹脂層3aを構成するポリオレフィン系樹脂は、ポリオレフィン系樹脂層3bを構成するポリオレフィン系樹脂よりも、密度が小さい。図1(a)で示される剥離紙用ポリオレフィンラミネート紙1は、紙基材2の両面に、それぞれ、ポリオレフィン系樹脂層3a、ポリオレフィン系樹脂層3bがこの順で形成された構成を有している。また、図1(b)で示される剥離紙用ポリオレフィンラミネート紙11は、紙基材2の一方の面に、ポリオレフィン系樹脂層3a、ポリオレフィン系樹脂層3bがこの順で形成された構成を有している。なお、図1(a)及び(b)において、多層構造のポリオレフィン系樹脂層3は、ポリオレフィン系樹脂層3aおよびポリオレフィン系樹脂層3bによる積層体である。
このような多層構造のポリオレフィン系樹脂層を構成するポリオレフィン系樹脂としては、ポリエチレン(例えば、低密度ポリエチレン、線状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレンなど)、ポリプロピレン、ポリブテン[ポリ(1−ブテン)など]、ポリペンテン[ポリ(1−ペンテン)など]、ポリ(4−メチル−1−ペンテン)、α−オレフィン共重合体[エチレン−プロピレン共重合体や、エチレン−(1−ブテン)共重合体等のエチレンと炭素数3〜10のα−オレフィンとの共重合体;プロピレン−(1−ブテン)共重合体等のプロピレンと炭素数4〜10のα−オレフィンとの共重合体など]などが挙げられる。また、ポリオレフィン系樹脂としては、エチレンとα−オレフィン以外の成分との共重合体も用いることができる。ポリオレフィン系樹脂は単独で又は2種以上組み合わせて使用することができる。
ポリオレフィン系樹脂としては、特に加工性等の観点から、ポリエチレンを好適に用いることができる。
多層構造のポリオレフィン系樹脂層は、複数の層が積層された構造を有していることが重要である。この際、積層された層の数は、2層以上であれば特に制限されず、例えば、2〜4層であることが好ましく、さらに好ましくは2〜3層であり、特に2層であることが好適である。
また、多層構造のポリオレフィン系樹脂層は、前述のように、最低密度ポリオレフィン系樹脂層が、紙基材側に位置するような形態(すなわち、紙基材と接触する形態)で形成されていることが重要である。このように、最低密度ポリオレフィン系樹脂層が紙基材側に位置するように形成されていれば、他の密度のポリオレフィン系樹脂層(最も低密度ではないポリオレフィン系樹脂のよる層)が位置する部位は、特に制限されない。
従って、紙基材上に形成された多層構造のポリオレフィン系樹脂層は、密度が異なる複数のポリエチレンによる層が、最も低密度のポリエチレンによる層が基材側に位置するように積層された多層構造を有していることが好適である。具体的には、多層構造のポリオレフィン系樹脂層は、例えば、紙基材側の層が低密度ポリエチレン層、線状低密度ポリエチレン層又は中密度ポリエチレン層であり、外面側の層(基材に対して反対側の層)が高密度ポリエチレン層である構成や、紙基材側の層が低密度ポリエチレン層又は線状低密度ポリエチレン層であり、外面側の層が中密度ポリエチレン層又は高密度ポリエチレン層である構成などが挙げられる。
本発明では、多層構造のポリオレフィン系樹脂層としては、紙基材側の層が、低密度ポリエチレン層であることが好ましい。なお、本発明において、低密度ポリエチレンとは、密度が0.880(g/cm3)以上0.930(g/cm3)未満のポリエチレンを意味している。低密度ポリエチレンの密度は、JIS K7112(A法)に準拠して測定された値である。
従って、紙基材側の層としての低密度ポリエチレン層としては、密度が0.880(g/cm3)以上0.930(g/cm3)未満のポリエチレンによる層であると言える。多層構造のポリオレフィン系樹脂層における紙基材側の層としては、低密度ポリエチレン層の中でも、密度が0.917〜0.925(g/cm3)の低密度ポリエチレンによる層が好適である。
また、本発明では、多層構造のポリオレフィン系樹脂層において、外面側の層としては、より高密度のポリオレフィン系樹脂による層であることが好ましく、特に、融点が130℃以上である密度が高いポリオレフィン系樹脂による層(例えば、中密度ポリエチレン層や、高密度ポリエチレン層など)であることが好適である。ポリオレフィン系樹脂としては、通常、密度が低いほど、融点が低くなっており、例えば、低密度ポリエチレンの融点は、100〜110℃程度である。従って、紙基材上に低密度ポリエチレンのみが積層された構成を有していると、温度が100〜110℃を超えると、低密度ポリエチレン層の溶融又は軟化が発生して、低密度ポリエチレン層表面に曇りが生じ、また、紙基材の凸部が露出してピンホールが発生する場合がある。剥離剤層や粘着剤層を形成させるための加熱工程は、低密度ポリエチレンの融点以上の温度で行われる場合があり、特に、粘着剤層を形成させるための加熱工程は、近年の低揮発性有機化合物(VOC)対策への関心もあり、より高温での加熱工程が望まれている。そのため、より高密度のポリオレフィン系樹脂による層(特に、融点が130℃以上である密度が高いポリオレフィン系樹脂による層)を、密度が低いポリオレフィン系樹脂層上に、外面側の層として設けることにより、より高温(例えば、120〜130℃)で加熱処理が施されても、ポリオレフィン系樹脂層の溶融又は軟化を防ぐことが可能となり、ポリオレフィン系樹脂層の表面の曇りや、ピンホールの発生等を抑制又は防止することができ、粘着剤層を形成させるための加熱工程を、より高温で行うことが可能となる。
本発明では、多層構造のポリオレフィン系樹脂層としては、外面側の層が、中密度ポリエチレン層又は高密度ポリエチレン層であることが好ましい。なお、本発明において、中密度ポリエチレン層とは、密度が0.930(g/cm3)以上0.940(g/cm3)未満であるポリエチレンを意味している。また、高密度ポリエチレンとは、密度が0.940(g/cm3)以上0.970(g/cm3)未満であるポリエチレンを意味している。中密度ポリエチレンや高密度ポリエチレンの密度は、JIS K7112(A法)に準拠して測定された値である。
従って、外面側の層としての中密度ポリエチレン層又は高密度ポリエチレン層とは、密度が0.930(g/cm3)以上0.970(g/cm3)未満のポリエチレンによる層であると言える。多層構造のポリオレフィン系樹脂層における外面側の層としては、中密度ポリエチレン層又は高密度ポリエチレン層の中でも、密度が0.930〜0.950(g/cm3)の中密度ポリエチレン又は高密度ポリエチレンによる層が好適である。
ポリオレフィン系樹脂において、樹脂の粘性や流れ性を示す目安として用いられるメルトインデックス(又はメルトフローレート;「MFR」と称する場合がある)としては、加工性等の観点から、10(g/10分)以下であることが好ましい。紙基材との接着性を決定付ける物理的要因の点からは、MFRは高い方が有利と考えられるが、MFRの値が高すぎるポリオレフィン系樹脂は、ネックインが大きくなり扱いにくくなる。
本発明では、ポリオレフィン系樹脂層は、押出ラミネート加工により形成している。このようなポリオレフィン系樹脂の押出ラミネート加工方法としては、Tダイ等の各種ダイが用いられた各種押出成形機を利用した形成方法を採用することができる。押出ラミネート加工方法としては、具体的には、複数のポリエチレン系樹脂を個別に溶融させ、紙基材上に同時に押出す内部スリットを持つ多層ラミネートダイを用いて形成する方法が効率的であり好適に採用することができるが、複数の押出しコーティング装置を有するタンデムラミネート装置にて各層を逐次形成させる方法も採用することが可能である。
なお、ポリオレフィン系樹脂の押出ラミネート加工において、押出ラミネート条件としては、ポリオレフィン系樹脂の種類等に応じて適宜選択することができる。例えば、ポリオレフィン系樹脂としてポリエチレンを用いる場合、ポリエチレンの押出ラミネート条件としては、押出機のダイ直下の樹脂温度が300〜340℃であることが好ましい。樹脂温度が300℃未満であると、ポリエチレンの膜切れが発生し易くなり、また紙基材とポリエチレン層との接着性が低下する。一方、樹脂温度が340℃を超えていると、ポリエチレンの熱劣化が起こり得る。
押出ラミネート加工により形成されたポリオレフィン系樹脂層の総厚み(全ポリオレフィン系樹脂層の厚さまたはポリオレフィン系樹脂層の全体の厚み)としては、特に限定されないが、例えば、10〜30μmの範囲であり、好ましくは15〜25μmである。ポリオレフィン系樹脂層の総厚みが10μm未満であると、ピンホールの発生を防ぐことが困難になり、一方、30μmを超えると、コストが高くなる。
また、多層構造のポリオレフィン系樹脂層において、紙基材側の層の厚みとしては、特に制限されないが、他の層の厚みの合計を超えない範囲とすることが好ましい。具体的には、紙基材側の層の厚みとしては、例えば、15μm以下(例えば、5〜15μm)の範囲であり、好ましくは5〜12.5μmである。
さらにまた、多層構造のポリオレフィン系樹脂層において、外面側の層の厚みとしては、特に制限されないが、例えば、5〜25μmの範囲であり、好ましくは5〜16.7μmである。
紙基材としては、紙による基材であれば特に制限されないが、例えば、上質紙、グラシン紙、コート紙、クラフト紙、クルパック紙、晒クルパック紙などが挙げられる。このような紙基材の中でも、特に、上質紙、グラシン紙、コート紙を用いると、本発明による効果又は作用が効果的に発揮される。
なお、紙基材の坪量としては、特に限定するものではないが、通常、50〜100(g/m2)であり、好ましくは50〜80(g/m2)である。
また、紙基材の厚さとしては、特に限定されず、例えば、50〜150μm(好ましくは50〜120μm)の範囲から選択することができる。
紙基材は単層又は多層のいずれの構成を有していてもよいが、通常、単層の構成を有している。
紙基材において、ポリオレフィン系樹脂層が形成される側の表面には、コロナ放電処理、フレーム処理、プラズマ処理等の表面処理が施されていることが好ましい。紙基材の少なくとも一方の面に、押出ラミネート加工によりポリオレフィン系樹脂層を形成するのに先立って、紙基材におけるポリオレフィン系樹脂層を形成する表面に、前述のような表面処理が施されていると、ポリオレフィン系樹脂層をより一層優れた接着性で紙基材上に形成することができる。
本発明の剥離紙用ポリオレフィンラミネート紙は、図1(a)、(b)で示されるように、紙基材の両面に多層構造のポリオレフィン系樹脂層が、最低密度ポリオレフィン系樹脂層が紙基材と接触する形態で形成された構成を有していてもよく、紙基材の一方の面(片面)に多層構造のポリオレフィン系樹脂層が、最低密度ポリオレフィン系樹脂層が紙基材と接触する形態で形成された構成を有していてもよい。なお、剥離紙用ポリオレフィンラミネート紙は、剥離紙用基材として用いられる。そのため、剥離紙用ポリオレフィンラミネート紙が、紙基材の両面に多層構造のポリオレフィン系樹脂層が、最低密度ポリオレフィン系樹脂層が紙基材と接触する形態で形成された構成を有している場合、通常、両面が剥離面となっている構成の剥離紙における剥離紙用基材として用いられるが、片面のみが剥離面となっている構成の剥離紙における剥離紙用基材として用いることもできる。また、剥離紙用ポリオレフィンラミネート紙が、紙基材の一方の面に多層構造のポリオレフィン系樹脂層が、最低密度ポリオレフィン系樹脂層が紙基材と接触する形態で形成された構成を有している場合、通常、片面のみが剥離面となっている構成の剥離紙における剥離紙用基材として用いられるが、両面が剥離面となっている構成の剥離紙における剥離紙用基材として用いることもできる。
(剥離紙)
本発明の剥離紙は、図2で示されるように、剥離紙用基材としての前記剥離紙用ポリオレフィンラミネート紙における少なくとも一方の面(ポリオレフィン系樹脂層表面又は紙基材表面)に、剥離剤層が形成された構成を有している。図2は本発明の剥離紙を示す概略断面図であり、図2(a)は紙基材の両面に多層構造のポリオレフィン系樹脂層が形成された剥離紙用ポリオレフィンラミネート紙における各ポリオレフィン系樹脂層表面に剥離剤層が形成された構成の剥離紙を示しており、図2(b)は紙基材の片面に多層構造のポリオレフィン系樹脂層が形成された剥離紙用ポリオレフィンラミネート紙におけるポリオレフィン系樹脂層表面に剥離剤層が形成された構成の剥離紙を示している。図2(a)、(b)において、4は剥離剤層、5、51は、それぞれ、剥離紙である。また、1、11、2、3、3a、3bは前記に同じである。図2(a)で示される剥離紙5は、剥離紙用ポリオレフィンラミネート紙1における両方の多層構造のポリオレフィン系樹脂層3の表面に、それぞれ、剥離剤層4が形成された構成を有している。また、図2(b)で示される剥離紙51は、剥離紙用ポリオレフィンラミネート紙11における多層構造のポリオレフィン系樹脂層3の表面に、剥離剤層4が形成された構成を有している。なお、図2(a)で示される剥離紙5における剥離紙用ポリオレフィンラミネート紙1は、図1(a)で示される剥離紙用ポリオレフィンラミネート紙1と同じものである。また、図2(b)で示される剥離紙51における剥離紙用ポリオレフィンラミネート紙11は、図1(b)で示される剥離紙用ポリオレフィンラミネート紙11と同じものである。
本発明の剥離紙は、図2で示されるように、剥離紙用基材としての前記剥離紙用ポリオレフィンラミネート紙における少なくとも一方の面(ポリオレフィン系樹脂層表面又は紙基材表面)に、剥離剤層が形成された構成を有している。図2は本発明の剥離紙を示す概略断面図であり、図2(a)は紙基材の両面に多層構造のポリオレフィン系樹脂層が形成された剥離紙用ポリオレフィンラミネート紙における各ポリオレフィン系樹脂層表面に剥離剤層が形成された構成の剥離紙を示しており、図2(b)は紙基材の片面に多層構造のポリオレフィン系樹脂層が形成された剥離紙用ポリオレフィンラミネート紙におけるポリオレフィン系樹脂層表面に剥離剤層が形成された構成の剥離紙を示している。図2(a)、(b)において、4は剥離剤層、5、51は、それぞれ、剥離紙である。また、1、11、2、3、3a、3bは前記に同じである。図2(a)で示される剥離紙5は、剥離紙用ポリオレフィンラミネート紙1における両方の多層構造のポリオレフィン系樹脂層3の表面に、それぞれ、剥離剤層4が形成された構成を有している。また、図2(b)で示される剥離紙51は、剥離紙用ポリオレフィンラミネート紙11における多層構造のポリオレフィン系樹脂層3の表面に、剥離剤層4が形成された構成を有している。なお、図2(a)で示される剥離紙5における剥離紙用ポリオレフィンラミネート紙1は、図1(a)で示される剥離紙用ポリオレフィンラミネート紙1と同じものである。また、図2(b)で示される剥離紙51における剥離紙用ポリオレフィンラミネート紙11は、図1(b)で示される剥離紙用ポリオレフィンラミネート紙11と同じものである。
このような剥離紙において、剥離剤層を構成する剥離剤としては、特に制限されず、公知乃至慣用の剥離剤(例えば、熱硬化型シリコーン系剥離剤、放射線硬化型シリコーン系剥離剤、長鎖アルキル系剥離剤、フッ素系剥離剤など)より適宜選択して用いることができる。剥離剤としては、シリコーン系剥離剤が好適であり、その中でも熱硬化型シリコーン系剥離剤が好ましい。なお、熱硬化型シリコーン系剥離剤としては、例えば、脂肪族不飽和結合を含有する基(例えば、アルケニル基など)を有するオルガノポリシロキサンと、オルガノハイドロジェンポリシロキサンとを、白金系化合物を触媒として付加反応させることにより、剥離剤層を形成させることができる剥離剤などが挙げられる。
また、剥離剤としては、溶剤系、無溶剤系、エマルジョン系など何れの形態を有していてもよいが、環境問題等への配慮や剥離強度の品揃えの豊富さから、無溶剤系の剥離剤が好ましい。
剥離剤層は、剥離剤を各種コータを利用して、所定の面上に塗布し、必要に応じて、熱処理工程(熱硬化工程や、乾燥工程など)、紫外線又は電子線の照射工程(紫外線や電子線の照射による硬化工程など)を経て形成することができる。具体的には、剥離紙用ポリオレフィンラミネート紙のポリオレフィン系樹脂層表面又は紙基材表面上に剥離剤を、各種コータを利用して塗布した後、熱処理を施すことにより、剥離剤層を形成することができる。このように、剥離剤層を形成する際に熱処理を施しても、紙基材上に、多層構造のポリオレフィン系樹脂層が、最低密度ポリオレフィン系樹脂層が紙基材と接触する形態で形成された構成を有しているので、紙基材とポリオレフィン系樹脂層との間で剥離が生じず、ポリオレフィン系樹脂層が紙基材に密接に接着された状態を保持しており、高品質及び高信頼性の剥離紙を作製することができる。
剥離剤層の厚さとしては、特に制限されず、例えば、0.5〜3.0μm(好ましくは0.5〜1.0μm)の範囲から選択することができる。
本発明の剥離紙は、剥離紙用基材としての剥離紙用ポリオレフィンラミネート紙が、図1(a)又は図2(a)で示されるように、紙基材の両面に多層構造のポリオレフィン系樹脂層が形成された構成を有している場合、(1a)剥離紙用ポリオレフィンラミネート紙における両面のポリオレフィン系樹脂層表面に、それぞれ、剥離剤層が形成された構成、(1b)剥離紙用ポリオレフィンラミネート紙における一方の面のポリオレフィン系樹脂層表面に、剥離剤層が形成された構成とすることができる。
また、本発明の剥離紙は、剥離紙用基材としての剥離紙用ポリオレフィンラミネート紙が、図1(b)又は図2(b)で示されるように、紙基材の一方の面に多層構造のポリオレフィン系樹脂層が形成された構成を有している場合、(2a)剥離紙用ポリオレフィンラミネート紙における一方の面のポリオレフィン系樹脂層表面に、剥離剤層が形成された構成、(2a)剥離紙用ポリオレフィンラミネート紙における一方の面の紙基材表面に、剥離剤層が形成された構成、(2c)剥離紙用ポリオレフィンラミネート紙におけるポリオレフィン系樹脂層表面および紙基材表面に、それぞれ、剥離剤層が形成された構成とすることができる。
なお、剥離剤層はポリオレフィン系樹脂層表面に形成されていることが好ましい。
剥離紙の総厚みとしては、剥離剤層の数や、剥離紙用ポリオレフィンラミネート紙の厚みなどに応じて適宜設定することができる。具体的には、例えば、剥離紙が、前記(1a)の構成を有している場合、70〜210μm(好ましくは90〜170μm)であってもよい。
このような剥離紙は、図3(a)〜(c)で示されるように、感圧性粘着シートにおける粘着剤層を保護するために用いることができる。図3は本発明の剥離紙を用いた感圧性粘着シートの例を部分的に示す概略断面図である。図3(a)〜(c)において、6、61、62は、それぞれ、感圧性粘着シート、7は粘着剤層、8は支持基材(感圧性粘着シート用支持基材)である。また、5は前記に同じ(剥離紙)である。図3(a)で示される感圧性粘着シート6は、剥離紙5の一方の剥離剤層上に、粘着剤層7、支持基材8、粘着剤層7が、この順で形成された構成を有している。すなわち、感圧性粘着シート6は、支持基材8の両面に粘着剤層7が形成された構成の感圧性粘着シート(基材付き感圧性粘着シート)であり、両面の粘着剤層(7,7)のうち一方の粘着剤層7上に、剥離紙5が設けられている。この感圧性粘着シート6は、表面が露出している側の粘着剤層7の表面と、剥離紙5の露出している剥離剤層表面(他方の面の剥離剤層表面)とが接触するようにロール状に巻回したり、表面が露出している側の粘着剤層7の表面に、他の感圧性粘着シート6における剥離紙5の露出している剥離剤層表面とが接触するように積層させたりすることにより、露出している粘着剤層7の表面も、剥離紙5により保護することができる。
また、図3(b)で示される感圧性粘着シート61は、剥離紙5の一方の剥離剤層上に、粘着剤層7、支持基材8、粘着剤層7、剥離紙5が、この順で形成された構成を有している。すなわち、感圧性粘着シート61は、支持基材8の両面に粘着剤層7が形成された構成の感圧性粘着シート(基材付き感圧性粘着シート)であり、両面の粘着剤層(7,7)上に、それぞれ、剥離紙5が設けられている。
さらに、図3(c)で示される感圧性粘着シート62は、剥離紙5の一方の剥離剤層上に、粘着剤層7が形成された構成を有している。すなわち、感圧性粘着シート62は、粘着剤層7のみにより形成された構成の感圧性粘着シート(基材レス感圧性粘着シート)であり、この粘着剤層7の一方の表面に、剥離紙5が設けられている。この感圧性粘着シート62は、粘着剤層7における露出している側の表面と、剥離紙5の露出している剥離剤層表面(他方の面の剥離剤層表面)とが接触するようにロール状に巻回したり、粘着剤層7における露出している側の表面に、他の感圧性粘着シート62における剥離紙5の露出している剥離剤層表面とが接触するように積層させたりすることにより、粘着剤層7の露出している表面も、剥離紙5により保護することができる。
(感圧性粘着シート)
本発明の感圧性粘着シートは、図3(a)〜(c)で示されるように、少なくとも粘着剤層を有しており、該粘着剤層上に、前記剥離紙が、粘着剤層と剥離剤層とが接触する形態で積層された構成を有している。すなわち、感圧性粘着シートは、剥離紙上に粘着剤層が形成された構成を少なくとも有していることが重要である。このように、感圧性粘着シートは、少なくとも粘着剤層を有しており、且つ前記剥離紙が少なくとも1枚用いられている。
本発明の感圧性粘着シートは、図3(a)〜(c)で示されるように、少なくとも粘着剤層を有しており、該粘着剤層上に、前記剥離紙が、粘着剤層と剥離剤層とが接触する形態で積層された構成を有している。すなわち、感圧性粘着シートは、剥離紙上に粘着剤層が形成された構成を少なくとも有していることが重要である。このように、感圧性粘着シートは、少なくとも粘着剤層を有しており、且つ前記剥離紙が少なくとも1枚用いられている。
なお、剥離紙は、前述のように、紙基材の少なくとも一方の面に、多層構造のポリオレフィン系樹脂層が押出ラミネート加工により積層して形成され、且つ前記多層構造のポリオレフィン系樹脂層のうち、最も低密度のポリオレフィン系樹脂による層(最低密度ポリオレフィン系樹脂層)が、紙基材側に位置している構成を有している剥離紙用ポリオレフィンラミネート紙であるので、熱処理が施されても、剥離紙における紙基材とポリオレフィン系樹脂層との間での剥離が抑制又は防止されている。そのため、粘着剤層を形成する際に、剥離紙における剥離剤層上に、粘着剤を塗布して、加熱して、硬化処理や乾燥処理等の熱処理を施して粘着剤層を形成させても、紙基材とポリオレフィン系樹脂層との間で剥離が生じず、高品質及び高信頼性の剥離紙が用いられている感圧性粘着シートを作製することができる。
従って、本発明の感圧性粘着シートは、剥離紙上に、粘着剤を塗布することにより粘着剤層を形成して作製することができる。具体的には、図3(a)で示される感圧性粘着シートは、剥離紙上に、粘着剤を塗布した後、熱処理(熱硬化処理や、乾燥処理)を施して粘着剤層を形成し、さらに、該粘着剤層上に支持基材を貼り合わせ、その後、前記支持基材上に、粘着剤を塗布し、熱処理(熱硬化処理や、乾燥処理)を施して粘着剤層を形成することにより、作製することができる。また、図3(a)で示される感圧性粘着シートは、剥離紙上に、粘着剤を塗布した後、熱処理(熱硬化処理や、乾燥処理)を施して粘着剤層を形成し、さらに、該粘着剤層上に支持基材を貼り合わせ、その後、前記支持基材の表面に、工程紙又は他の剥離紙上に形成された粘着剤層を貼り合わせ、工程紙又は他の剥離紙を引き剥がして取り除くことにより作製することもできる。
また、図3(b)で示される感圧性粘着シートは、剥離紙上に、粘着剤を塗布した後、熱処理(熱硬化処理や、乾燥処理)を施して粘着剤層を形成し、さらに、該粘着剤層上に支持基材を貼り合わせ、その後、前記支持基材上に、粘着剤を塗布し、熱処理(熱硬化処理や、乾燥処理)を施して粘着剤層を形成し、さらに、この粘着剤層上に剥離紙を積層することにより、作製することができる。また、図3(b)で示される感圧性粘着シートは、剥離紙上に、粘着剤を塗布した後、熱処理(熱硬化処理や、乾燥処理)を施して粘着剤層を形成し、さらに、該粘着剤層上に支持基材を貼り合わせ、その後、前記支持基材の表面に、工程紙又は他の剥離紙上に形成された粘着剤層を貼り合わせることにより作製することもできる。
さらに、図3(c)で示される感圧性粘着シートは、剥離紙上に、粘着剤を塗布した後、熱処理(熱硬化処理や、乾燥処理)を施して粘着剤層を形成することにより、作製することができる。
このように、本発明の感圧性粘着シートは、両面が粘着面となっている感圧性粘着シートが好適であるが、片面のみが粘着面となっている感圧性粘着シートであってもよい。なお、剥離紙は、前述のように、少なくとも1枚(1枚又は2枚)用いられている。
また、感圧性粘着シートは、支持基材を有する感圧性粘着シート(基材付き感圧性粘着シート)、支持基材を有しない感圧性粘着シート(基材レス感圧性粘着シート)のいずれであってもよい。
さらにまた、本発明の感圧性粘着シートは、例えば、感圧性粘着シートの粘着剤層表面に、他の感圧性粘着シートにおける剥離紙の剥離剤層表面を重ね合わせて、複数の感圧性粘着シートが積層された形態の感圧性粘着シートであってもよく、ロール状に巻回された形態の感圧性粘着テープであってもよい。なお、前記感圧性粘着テープは、例えば、剥離紙上に所定の層構成で粘着剤層を形成した後、露出している粘着剤層表面を、他方の剥離紙の剥離剤層表面に接触するように重ね合わせてロール状に巻回することにより、作製することができる。
なお、感圧性粘着シートにおける支持基材としては、例えば、ポリプロピレン、エチレン−プロピレン共重合体、ポリエチレン、ポリ−4−メチルペンテン−1等のポリオレフィン系樹脂、ポリエチレンテレフタレート等のポリエステル、ポリスチレン等のスチレン系樹脂、ポリ塩化ビニルなどの熱可塑性樹脂等からなるプラスチックフィルムやシート並びにその発泡体;和紙やクラフト紙等の紙類;綿布、スフ布等の布類;ポリエステル不織布、ビニロン不織布等の不織布類;アルミニウム箔、ステンレス箔、銅箔などの金属箔;及びこれらの積層体などが用いられる。
支持基材としては、プラスチックフィルムやシートを好適に用いることができる。プラスチックフィルムやシートは、無延伸及び延伸(一軸延伸、二軸延伸)の何れの形態を有していてもよい。
支持基材において、粘着剤層が形成される側の面には、必要に応じて、各種表面処理(下塗り剤による下塗り処理、コロナ放電処理など)が施されていてもよい。
支持基材の厚さは、取扱性等を損なわない範囲で適宜選択できるが、一般には5〜300μm、好ましくは10〜200μmである。
また、感圧性粘着シートにおける粘着剤層(感圧性接着剤層)を構成する粘着剤(感圧性接着剤)としては、種々の感圧性接着剤を適宜選択して使用することができるが、1つの好ましい感圧性接着剤として、ポリ(メタ)アクリル酸エステル系感圧性接着剤(アクリル系感圧性接着剤)が挙げられる。この感圧性接着剤は、溶液重合法、エマルション重合法などの重合法により得られるアクリル系重合体を主剤とし、これに必要により、架橋剤、粘着付与剤、軟化剤、老化防止剤、充填剤などの各種の添加剤を加えて調製される。上記のアクリル系重合体は、例えば、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレートなどの炭素数が1〜20のアルキル基を有するアルキル(メタ)アクリレートを主成分とし、これに必要により共重合可能な改質用モノマーとして2−ヒドロキシエチル(メタ)アクリレート、(メタ)アクリル酸、スチレン、酢酸ビニルなどの他のモノマーを加えたモノマー混合物の共重合により製造することができる。これらのアクリル系重合体を主剤とするアクリル系感圧性接着剤によれば、剥離性において極めて良好な結果が得られる。
感圧性接着剤の形態は特に限定されないが、取扱性等の面で、溶剤系、エマルション系、ホットメルト系(無溶剤系)などの形態が一般的である。また、前記アクリル系の各感圧性接着剤は、感圧性接着剤としての性能を損なわない範囲であれば、単独で用いるほか、2種以上の感圧性接着剤を従来公知の方法を用いて混合、攪拌したブレンド品を使用してもよい。
感圧性接着剤層の厚さは、特に制限されず、例えば、10〜200μm(好ましくは20〜150μm)の範囲から適宜選択することができる。
以下、本発明の実施例を記載して、より具体的に説明するが、本発明はこれらの実施例により何ら限定されるものではない。なお、以下において、部とあるのは重量部を意味する。
(実施例1)
紙基材(商品名「ONE78」王子製紙株式会社製;坪量78g/m2)の両面にコロナ放電処理を施した。紙基材の一方の面に、紙基材側から、低密度ポリエチレン層(厚み:12.5μm)、中密度ポリエチレン層(厚み:12.5μm)が形成されるように、口径90mm、L/D=32のスクリューを2台有する押出し機を装着した多層ラミネートダイ(ダイ直下の樹脂温度が325℃になるようにスクリュー及びダイの温度設定を行っている)を用いて、低密度ポリエチレン層を形成するための低密度ポリエチレン[商品名「サンテック−LD L1885」旭化成株式会社製;密度:0.918g/cm3、メルトインデックス(MFR):9.0g/10分;表1中「LDPE」と称する場合がある]と、中密度ポリエチレン層を形成するための中密度ポリエチレン[商品名「サンテック−LD L4490」旭化成株式会社製;密度:0.939g/cm3、メルトインデックス(MFR):8.3g/10分;表1中「MDPE」と称する場合がある]とを押し出して、押出しラミネートを行った。従って、ポリオレフィン系樹脂層は、低密度ポリエチレン層および中密度ポリエチレン層により構成され、その厚み(総厚み)は25μmである。
紙基材(商品名「ONE78」王子製紙株式会社製;坪量78g/m2)の両面にコロナ放電処理を施した。紙基材の一方の面に、紙基材側から、低密度ポリエチレン層(厚み:12.5μm)、中密度ポリエチレン層(厚み:12.5μm)が形成されるように、口径90mm、L/D=32のスクリューを2台有する押出し機を装着した多層ラミネートダイ(ダイ直下の樹脂温度が325℃になるようにスクリュー及びダイの温度設定を行っている)を用いて、低密度ポリエチレン層を形成するための低密度ポリエチレン[商品名「サンテック−LD L1885」旭化成株式会社製;密度:0.918g/cm3、メルトインデックス(MFR):9.0g/10分;表1中「LDPE」と称する場合がある]と、中密度ポリエチレン層を形成するための中密度ポリエチレン[商品名「サンテック−LD L4490」旭化成株式会社製;密度:0.939g/cm3、メルトインデックス(MFR):8.3g/10分;表1中「MDPE」と称する場合がある]とを押し出して、押出しラミネートを行った。従って、ポリオレフィン系樹脂層は、低密度ポリエチレン層および中密度ポリエチレン層により構成され、その厚み(総厚み)は25μmである。
また、紙基材の他方の面にも、前記低密度ポリエチレン、前記中密度ポリエチレンを用いて同様に押出しラミネートを行い、紙基材側から、低密度ポリエチレン層(厚み:12.5μm)、中密度ポリエチレン層(厚み:12.5μm)を形成させた。
さらに、紙基材の両面に形成されたポリオレフィン系樹脂層の表面に、それぞれ、無溶剤タイプの熱硬化型シリコーン系剥離剤を付着量が1g/m2となるように塗布し、熱風乾燥(120℃×1分間)を行って、図2(a)で示されるような層構成の剥離紙(剥離剤層/中密度ポリエチレン層/低密度ポリエチレン層/紙基材/低密度ポリエチレン層/中密度ポリエチレン層/剥離剤層)を作製した。
(比較例1)
紙基材(商品名「ONE78」王子製紙株式会社製;坪量78g/m2)の両面にコロナ放電処理を施した後、該紙基材の一方の面に、中密度ポリエチレン層(厚み:25μm)が形成されるように、実施例1と同様の多層ラミネートダイ(ダイ直下の樹脂温度が325℃になるようにスクリュー及びダイの温度設定を行っている)を用いて、中密度ポリエチレン層を形成するための中密度ポリエチレン[商品名「サンテック−LD L4490」旭化成株式会社製;密度:0.939g/cm3、メルトインデックス(MFR):8.3g/10分;MDPE]を押し出して、押出しラミネートを行った。従って、ポリオレフィン系樹脂層は、中密度ポリエチレン層のみにより構成され、その厚み(総厚み)は25μmである。
紙基材(商品名「ONE78」王子製紙株式会社製;坪量78g/m2)の両面にコロナ放電処理を施した後、該紙基材の一方の面に、中密度ポリエチレン層(厚み:25μm)が形成されるように、実施例1と同様の多層ラミネートダイ(ダイ直下の樹脂温度が325℃になるようにスクリュー及びダイの温度設定を行っている)を用いて、中密度ポリエチレン層を形成するための中密度ポリエチレン[商品名「サンテック−LD L4490」旭化成株式会社製;密度:0.939g/cm3、メルトインデックス(MFR):8.3g/10分;MDPE]を押し出して、押出しラミネートを行った。従って、ポリオレフィン系樹脂層は、中密度ポリエチレン層のみにより構成され、その厚み(総厚み)は25μmである。
また、紙基材の他方の面にも、前記中密度ポリエチレンを用いて同様に押出しラミネートを行い、中密度ポリエチレン層(厚み:25μm)を形成させた。
さらに、紙基材の両面に形成されたポリオレフィン系樹脂層(中密度ポリエチレン層)の表面に、実施例1と同様にして、無溶剤タイプの熱硬化型シリコーン系剥離剤を付着量が1g/m2となるように塗布し、熱風乾燥(120℃×1分間)を行って、剥離紙(剥離剤層/中密度ポリエチレン層/紙基材/中密度ポリエチレン層/剥離剤層)を作製した。
(比較例2)
紙基材(商品名「ONE78」王子製紙株式会社製;坪量78g/m2)の両面にコロナ放電処理を施した後、該紙基材の一方の面に、中密度ポリエチレン層(厚み:25μm)が形成されるように、実施例1と同様の多層ラミネートダイ(ダイ直下の樹脂温度が335℃になるようにスクリュー及びダイの温度設定を行っている)を用いて、中密度ポリエチレン層を形成するための中密度ポリエチレン[商品名「サンテック−LD L4490」旭化成株式会社製;密度:0.939g/cm3、メルトインデックス(MFR):8.3g/10分;MDPE]を押し出して、押出しラミネートを行った。従って、ポリオレフィン系樹脂層は、中密度ポリエチレン層のみにより構成され、その厚み(総厚み)は25μmである。
紙基材(商品名「ONE78」王子製紙株式会社製;坪量78g/m2)の両面にコロナ放電処理を施した後、該紙基材の一方の面に、中密度ポリエチレン層(厚み:25μm)が形成されるように、実施例1と同様の多層ラミネートダイ(ダイ直下の樹脂温度が335℃になるようにスクリュー及びダイの温度設定を行っている)を用いて、中密度ポリエチレン層を形成するための中密度ポリエチレン[商品名「サンテック−LD L4490」旭化成株式会社製;密度:0.939g/cm3、メルトインデックス(MFR):8.3g/10分;MDPE]を押し出して、押出しラミネートを行った。従って、ポリオレフィン系樹脂層は、中密度ポリエチレン層のみにより構成され、その厚み(総厚み)は25μmである。
また、紙基材の他方の面にも、前記中密度ポリエチレンを用いて同様に押出しラミネートを行い、中密度ポリエチレン層(厚み:25μm)を形成させた。
さらに、紙基材の両面に形成されたポリオレフィン系樹脂層(中密度ポリエチレン層)の表面に、実施例1と同様にして、無溶剤タイプの熱硬化型シリコーン系剥離剤を付着量が1g/m2となるように塗布し、熱風乾燥(120℃×1分間)を行って、剥離紙(剥離剤層/中密度ポリエチレン層/紙基材/中密度ポリエチレン層/剥離剤層)を作製した。
(比較例3)
紙基材(商品名「ONE78」王子製紙株式会社製;坪量78g/m2)の両面にコロナ放電処理を施した後、該紙基材の一方の面に、低密度ポリエチレン層(厚み:25μm)が形成されるように、実施例1と同様の多層ラミネートダイ(ダイ直下の樹脂温度が325℃になるようにスクリュー及びダイの温度設定を行っている)を用いて、低密度ポリエチレン層を形成するための低密度ポリエチレン[商品名「サンテック−LD L1885」旭化成株式会社製;密度:0.918g/cm3、メルトインデックス(MFR):9.0g/10分;LDPE]を押し出して、押出しラミネートを行った。従って、ポリオレフィン系樹脂層は、低密度ポリエチレン層のみにより構成され、その厚み(総厚み)は25μmである。
紙基材(商品名「ONE78」王子製紙株式会社製;坪量78g/m2)の両面にコロナ放電処理を施した後、該紙基材の一方の面に、低密度ポリエチレン層(厚み:25μm)が形成されるように、実施例1と同様の多層ラミネートダイ(ダイ直下の樹脂温度が325℃になるようにスクリュー及びダイの温度設定を行っている)を用いて、低密度ポリエチレン層を形成するための低密度ポリエチレン[商品名「サンテック−LD L1885」旭化成株式会社製;密度:0.918g/cm3、メルトインデックス(MFR):9.0g/10分;LDPE]を押し出して、押出しラミネートを行った。従って、ポリオレフィン系樹脂層は、低密度ポリエチレン層のみにより構成され、その厚み(総厚み)は25μmである。
また、紙基材の他方の面にも、前記低密度ポリエチレンを用いて同様に押出しラミネートを行い、低密度ポリエチレン層(厚み:25μm)を形成させた。
さらに、紙基材の両面に形成されたポリオレフィン系樹脂層(低密度ポリエチレン層)の表面に、実施例1と同様にして、無溶剤タイプの熱硬化型シリコーン系剥離剤を付着量が1g/m2となるように塗布し、熱風乾燥(120℃×1分間)を行って、剥離紙(剥離剤層/低密度ポリエチレン層/紙基材/低密度ポリエチレン層/剥離剤層)を作製した。
(評価)
実施例及び比較例により得られた剥離紙(幅:1245mm、長さ:1000m)について、下記に示す方法により、紙基材とポリオレフィン系樹脂層との接着性、ポリオレフィン系樹脂層の耐熱特性を評価した。評価結果は表1に示した。
実施例及び比較例により得られた剥離紙(幅:1245mm、長さ:1000m)について、下記に示す方法により、紙基材とポリオレフィン系樹脂層との接着性、ポリオレフィン系樹脂層の耐熱特性を評価した。評価結果は表1に示した。
(紙基材とポリオレフィン系樹脂層との接着性の評価方法)
実施例及び比較例により得られた剥離紙より、長さ:200mm、幅25mmの試験片を切り出した。この試験片の一端に、約20mmのところまで、濃度1規定の水酸化ナトリウム水溶液、エタノールに、逐次、約1分間づつ浸漬させて、ポリオレフィン系樹脂層を紙基材から引き剥がすきっかけを作った。その後、引き剥がす方のポリオレフィン系樹脂層を上にして、反対側は両面粘着テープで平らな面に固定して、90℃の剥離角度にてゆっくりと手で引き剥がし、剥がれた紙基材面又はポリオレフィン系樹脂層面を目視で観察し、次の4段階で評価基準により評価した。
評価基準
A:紙基材の内部で剥がれている。
B:紙基材とポリオレフィン系樹脂層との界面で剥がれており、剥がれたポリオレフィン系樹脂層面には、全面に紙繊維が付着している。
C:紙基材とポリオレフィン系樹脂層との界面で剥がれており、剥がれたポリオレフィン系樹脂層面には、大部分に紙繊維が付着しているが、所々、紙繊維の付着が見られない部分が存在する。
D:紙基材とポリオレフィン系樹脂層との界面で剥がれており、剥がれたポリオレフィン系樹脂層面には、紙繊維の付着が見られない。
実施例及び比較例により得られた剥離紙より、長さ:200mm、幅25mmの試験片を切り出した。この試験片の一端に、約20mmのところまで、濃度1規定の水酸化ナトリウム水溶液、エタノールに、逐次、約1分間づつ浸漬させて、ポリオレフィン系樹脂層を紙基材から引き剥がすきっかけを作った。その後、引き剥がす方のポリオレフィン系樹脂層を上にして、反対側は両面粘着テープで平らな面に固定して、90℃の剥離角度にてゆっくりと手で引き剥がし、剥がれた紙基材面又はポリオレフィン系樹脂層面を目視で観察し、次の4段階で評価基準により評価した。
評価基準
A:紙基材の内部で剥がれている。
B:紙基材とポリオレフィン系樹脂層との界面で剥がれており、剥がれたポリオレフィン系樹脂層面には、全面に紙繊維が付着している。
C:紙基材とポリオレフィン系樹脂層との界面で剥がれており、剥がれたポリオレフィン系樹脂層面には、大部分に紙繊維が付着しているが、所々、紙繊維の付着が見られない部分が存在する。
D:紙基材とポリオレフィン系樹脂層との界面で剥がれており、剥がれたポリオレフィン系樹脂層面には、紙繊維の付着が見られない。
(ポリオレフィン系樹脂層の耐熱特性の評価方法)
実施例及び比較例により得られた剥離紙より、長さ:200mm、幅300mmの試験片を切り出した。この試験片を、120℃の熱風循環式乾燥機、130℃の熱風循環式乾燥機の中に、それぞれ、3分間放置した後、取り出して、ポリオレフィン系樹脂層の表面状態と、紙基材からの剥離状態とを、目視で観察し、次の3段階で評価基準により評価した。
表面状態の評価基準
○:変化なし。
×:ポリオレフィン系樹脂層にくもり(白濁)が観察される。
剥離状態の評価基準
○:変化なし。
×:紙基材とポリオレフィン系樹脂層との剥離が観察される。
実施例及び比較例により得られた剥離紙より、長さ:200mm、幅300mmの試験片を切り出した。この試験片を、120℃の熱風循環式乾燥機、130℃の熱風循環式乾燥機の中に、それぞれ、3分間放置した後、取り出して、ポリオレフィン系樹脂層の表面状態と、紙基材からの剥離状態とを、目視で観察し、次の3段階で評価基準により評価した。
表面状態の評価基準
○:変化なし。
×:ポリオレフィン系樹脂層にくもり(白濁)が観察される。
剥離状態の評価基準
○:変化なし。
×:紙基材とポリオレフィン系樹脂層との剥離が観察される。
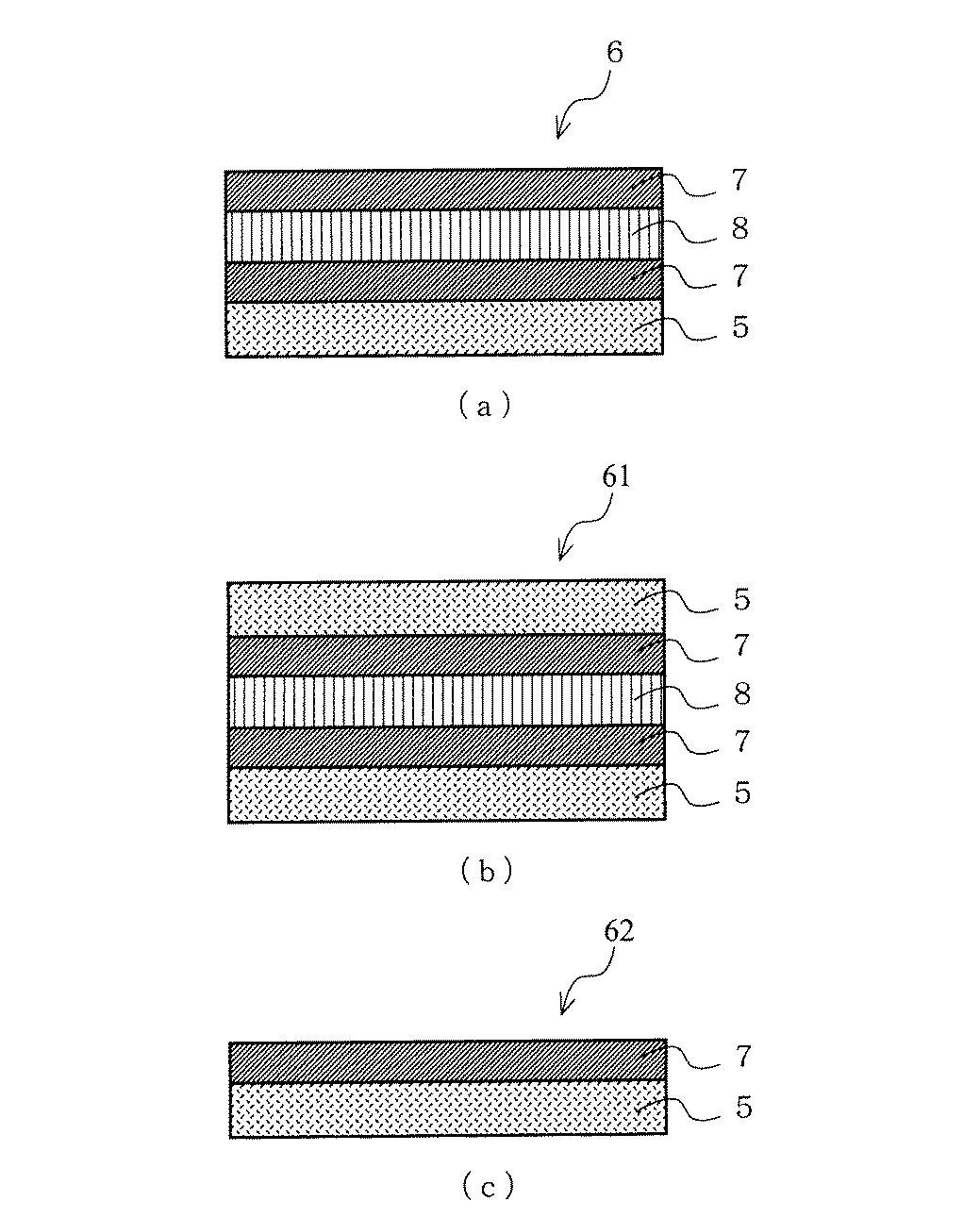
表1の結果から明らかなように、実施例1に係る剥離紙は、ポリオレフィン系樹脂層の紙基材に対する接着性が優れており、熱処理が施されても、ポリオレフィン系樹脂層は、白濁が生じず、良好な接着性で紙基材層に接着しており、基材とポリオレフィン系樹脂層との間で剥離が生じていない。
1 剥離紙用ポリオレフィンラミネート紙
11 剥離紙用ポリオレフィンラミネート紙
2 紙基材
3 多層構造のポリオレフィン系樹脂層
3a 紙基材側のポリオレフィン系樹脂層
3b 外面側のポリオレフィン系樹脂層
4 剥離剤層
5 剥離紙
51 剥離紙
6 感圧性粘着シート
61 感圧性粘着シート
62 感圧性粘着シート
7 粘着剤層
8 支持基材(感圧性粘着シート用支持基材)
11 剥離紙用ポリオレフィンラミネート紙
2 紙基材
3 多層構造のポリオレフィン系樹脂層
3a 紙基材側のポリオレフィン系樹脂層
3b 外面側のポリオレフィン系樹脂層
4 剥離剤層
5 剥離紙
51 剥離紙
6 感圧性粘着シート
61 感圧性粘着シート
62 感圧性粘着シート
7 粘着剤層
8 支持基材(感圧性粘着シート用支持基材)
Claims (10)
- 紙基材の少なくとも一方の面に、ポリオレフィン系樹脂層が押出ラミネート加工により形成された構成を有している剥離紙用ポリオレフィンラミネート紙であって、ポリオレフィン系樹脂層が多層構造を有しており、且つ多層構造のポリオレフィン系樹脂層のうち、最も低密度のポリオレフィン系樹脂による層が、紙基材側に位置していることを特徴とする剥離紙用ポリオレフィンラミネート紙。
- ポリオレフィン系樹脂層における紙基材側の層が、低密度ポリエチレン層である請求項1記載の剥離紙用ポリオレフィンラミネート紙。
- ポリオレフィン系樹脂層における外面側の層が、中密度ポリエチレン層又は高密度ポリエチレン層である請求項1又は2記載の剥離紙用ポリオレフィンラミネート紙。
- ポリオレフィン系樹脂層の総厚みが10〜30μmである請求項1〜3の何れかの項に記載の剥離紙用ポリオレフィンラミネート紙。
- ポリオレフィン系樹脂層における紙基材側の層の厚みが5〜15μmである請求項1〜4の何れかの項に記載の剥離紙用ポリオレフィンラミネート紙。
- ポリオレフィン系樹脂層における外面側の層の厚みが5〜25μmである請求項1〜5の何れかの項に記載の剥離紙用ポリオレフィンラミネート紙。
- 剥離紙用基材の少なくとも一方の面に、剥離剤層が形成された構成を有している剥離紙であって、剥離紙用基材が、請求項1〜6の何れかの項に記載の剥離紙用ポリオレフィンラミネート紙であり、且つ前記剥離紙用ポリオレフィンラミネート紙におけるポリオレフィン系樹脂層表面又は紙基材表面に、剥離剤層が形成されていることを特徴とする剥離紙。
- 剥離紙用ポリオレフィンラミネート紙上に剥離剤を塗布した後、熱処理を施すことにより、剥離剤層が形成されている請求項7記載の剥離紙。
- 粘着剤層を有する感圧性粘着シートであって、粘着剤層上に、請求項7又は8記載の剥離紙が、粘着剤層と剥離剤層とが接触する形態で積層された構成を有していることを特徴とする感圧性粘着シート。
- 剥離紙上に粘着剤を塗布した後、熱処理を施すことにより、粘着剤層が形成されている請求項9記載の感圧性粘着シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004303986A JP2006116718A (ja) | 2004-10-19 | 2004-10-19 | 剥離紙用ポリオレフィンラミネート紙、剥離紙及び感圧性粘着シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004303986A JP2006116718A (ja) | 2004-10-19 | 2004-10-19 | 剥離紙用ポリオレフィンラミネート紙、剥離紙及び感圧性粘着シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006116718A true JP2006116718A (ja) | 2006-05-11 |
Family
ID=36535070
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004303986A Pending JP2006116718A (ja) | 2004-10-19 | 2004-10-19 | 剥離紙用ポリオレフィンラミネート紙、剥離紙及び感圧性粘着シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006116718A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009269945A (ja) * | 2008-04-30 | 2009-11-19 | Nitto Denko Corp | 剥離ライナー付き粘着シート |
| WO2009144891A1 (ja) * | 2008-05-29 | 2009-12-03 | 日東電工株式会社 | アクリル系感圧接着テープ又はシート |
| JP2011016330A (ja) * | 2009-07-10 | 2011-01-27 | Toyobo Co Ltd | 粘着シート離型用積層フィルム |
| CN103966905A (zh) * | 2014-05-09 | 2014-08-06 | 吉翔宝(太仓)离型材料科技发展有限公司 | 仿竹叶抗紫外线抗菌离型纸及其制备方法 |
| KR101819936B1 (ko) * | 2017-07-18 | 2018-02-28 | 주식회사 가야 | 워터보드용 점착 필름지, 상기 워터보드용 점착 필름지의 제조 방법 및 상기 워터보드용 점착 필름지를 이용한 워터보드의 제조 방법 |
| KR101819935B1 (ko) * | 2017-07-18 | 2018-02-28 | 주식회사 가야 | 점착 코팅지 및 그 제조 방법 |
| WO2019177057A1 (ja) * | 2018-03-15 | 2019-09-19 | リンテック株式会社 | 剥離シート用基材及び剥離シート |
-
2004
- 2004-10-19 JP JP2004303986A patent/JP2006116718A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009269945A (ja) * | 2008-04-30 | 2009-11-19 | Nitto Denko Corp | 剥離ライナー付き粘着シート |
| US8377535B2 (en) | 2008-04-30 | 2013-02-19 | Nitto Denko Corporation | Pressure-sensitive adhesive sheet with release liner |
| WO2009144891A1 (ja) * | 2008-05-29 | 2009-12-03 | 日東電工株式会社 | アクリル系感圧接着テープ又はシート |
| JP2009286882A (ja) * | 2008-05-29 | 2009-12-10 | Nitto Denko Corp | アクリル系感圧接着テープ又はシート |
| JP2011016330A (ja) * | 2009-07-10 | 2011-01-27 | Toyobo Co Ltd | 粘着シート離型用積層フィルム |
| CN103966905A (zh) * | 2014-05-09 | 2014-08-06 | 吉翔宝(太仓)离型材料科技发展有限公司 | 仿竹叶抗紫外线抗菌离型纸及其制备方法 |
| CN103966905B (zh) * | 2014-05-09 | 2016-08-17 | 吉翔宝(太仓)离型材料科技发展有限公司 | 仿竹叶抗紫外线抗菌离型纸及其制备方法 |
| KR101819936B1 (ko) * | 2017-07-18 | 2018-02-28 | 주식회사 가야 | 워터보드용 점착 필름지, 상기 워터보드용 점착 필름지의 제조 방법 및 상기 워터보드용 점착 필름지를 이용한 워터보드의 제조 방법 |
| KR101819935B1 (ko) * | 2017-07-18 | 2018-02-28 | 주식회사 가야 | 점착 코팅지 및 그 제조 방법 |
| WO2019177057A1 (ja) * | 2018-03-15 | 2019-09-19 | リンテック株式会社 | 剥離シート用基材及び剥離シート |
| JPWO2019177057A1 (ja) * | 2018-03-15 | 2021-02-25 | リンテック株式会社 | 剥離シート用基材及び剥離シート |
| JP7257383B2 (ja) | 2018-03-15 | 2023-04-13 | リンテック株式会社 | 剥離シート用基材及び剥離シート |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4437344B2 (ja) | 剥離ライナ及び感圧性接着シート | |
| US8252401B2 (en) | Release sheet and pressure-sensitive adhesive article | |
| CN101522393B (zh) | 制造结构化隔离衬片的方法 | |
| JP4128058B2 (ja) | 粘着フィルム及びその使用方法 | |
| JP5663302B2 (ja) | 粘着シート | |
| JP2003127299A (ja) | 剥離ライナー及びそれを用いた感圧性接着テープ又はシート | |
| JP4737368B2 (ja) | 離型フィルム用樹脂組成物及び離型フィルム | |
| WO2011108442A1 (ja) | 粘着シート | |
| JPWO2016080445A1 (ja) | 保護フィルム付き機能性シート | |
| JP2006116718A (ja) | 剥離紙用ポリオレフィンラミネート紙、剥離紙及び感圧性粘着シート | |
| JP7246994B2 (ja) | プリント配線基板製造プロセス用離型フィルム、及びその用途 | |
| JP4703069B2 (ja) | 剥離ライナー、及び感圧性両面接着テープ又はシート | |
| JP2009241375A (ja) | 熱プリントラミネーション用ポリプロピレンフィルム | |
| JP2010229377A (ja) | 表面保護フィルム | |
| JP4545379B2 (ja) | ダイシング用粘着シート | |
| JP2010036578A (ja) | 剥離性フィルムおよびそれを用いた粘着テープまたは粘着ラベル | |
| JPH09125019A (ja) | 粘着シート | |
| US20210008833A1 (en) | Substrate for release sheets, and release sheet | |
| JP2909138B2 (ja) | 剥離紙の製造方法 | |
| JP4761489B2 (ja) | 表面保護用積層フィルム | |
| JP4641631B2 (ja) | 感圧性接着シート用剥離シート材および該剥離シート材を有する感圧性接着シート | |
| JP3539004B2 (ja) | 押出成形用樹脂組成物、該組成物を用いた積層フィルムまたは積層シート、及びその製法 | |
| JP2006015609A (ja) | 積層体の製造方法 | |
| JP2009286142A (ja) | 剥離ライナ及び感圧性接着シート | |
| JP2018016070A (ja) | 剥離シートの製造方法 |