JP2006102757A - テーラードブランク材のプレス成形方法及び装置 - Google Patents
テーラードブランク材のプレス成形方法及び装置 Download PDFInfo
- Publication number
- JP2006102757A JP2006102757A JP2004289327A JP2004289327A JP2006102757A JP 2006102757 A JP2006102757 A JP 2006102757A JP 2004289327 A JP2004289327 A JP 2004289327A JP 2004289327 A JP2004289327 A JP 2004289327A JP 2006102757 A JP2006102757 A JP 2006102757A
- Authority
- JP
- Japan
- Prior art keywords
- press
- blank material
- tailored blank
- temperature
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Abstract
【解決手段】パンチ1、ダイ2、ホルダ3,4から構成されるプレス成形用の型の温度に対してテーラードブランク材の温度が10℃〜200℃高くなるように、プレス成形用の型を冷却して、プレス成形することにより、テーラードブランク材の弾性変形域でプレス成形を行うことができると共に、応力緩和を抑制でき、仮に異なる金属板の接合部にしわが発生しても、常温まで冷却される過程で熱収縮によってそれが十分に延ばされ、常温まで冷却された後にはしわは残存せず、結果的にしわは発生しない。上記のような温度制御には、冷媒の流量及び温度の少なくとも何れか一方を制御する。また、加工発熱量が大きい部位ほど、プレス成形用の型を局所的に強く冷却するようにするのが好ましい。
【選択図】 図1
Description
特許文献3では、更に、金属板をプレス成形するときの金属板の加熱温度を850℃以上の高温とすることを、特許文献4では、更に、同金属板の加熱温度を300℃を超える温度とし、プレス成形するときの付与歪量を0.1以上、付与歪速度を毎秒0.1以上、冷却速度を毎秒20℃以上とすることを規定している。
特許文献5では、更に、成形後の部品をプレス成形するときの部品の加熱温度を850℃以上とし、500〜450℃の温度範囲までの冷却速度を毎秒80〜150℃、それ以降、100℃以下までの冷却速度を毎秒20〜100℃とすることを規定している。
これらも、素材金属板として、高強度化する分、薄いものを使うようにし、それにより、軽量化を図ろうとしている点は同じである。また、プレス成形を繰り返すうちに、プレス成形用の型の方が温度上昇してしまう問題は、例えば、特許文献6のように型の内部を水冷することで解決できる。
即ち、板厚及び材質の少なくとも何れかが異なる金属板を接合した、いわゆるテーラードブランク材を素材金属板として用い、それをプレス成形して所望形状に加工する、特許文献7のような方法を採るのであるが、このようなテーラードブランク材のプレス成形方法に関する技術が、今、注目を集めている。
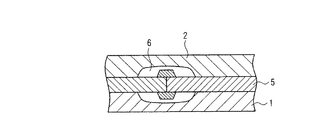
それについて説明すると、テーラードブランク材5を構成する異なる金属板に作用する摩擦力や押付力が同等であっても、両者で降伏点、加工硬化指数、強度係数等が異なる場合、原初的にそれらの値の小さい側にしわが発生し易く、接合部においては、更に、しわが発生し易い傾向があるが、更に、図13(d)に示すように、パンチ1の厚さ寸法方向の断面で見た場合、テーラードブランク材5のプレス成形に伴う加工は、パンチ1の厚さ寸法方向の両側で行われるものであるところ、片側のテーラードブランク材5の展伸過多となって薄くなり、もう片側では、パンチ1とダイ2の間隔Cが拡大してしまって、そこにテーラードブランク材5がしわRを発生しながら入り込んできてしまうという場合があったのである。
本発明は上記諸問題を解決するためになされたものであり、異なる金属板の接合部にしわが発生しにくいテーラードブランク材のプレス成形方法及び装置を提供することを目的とするものである。
また、本発明のうち請求項4に係るテーラードブランク材のプレス成形方法は、前記請求項1乃至3の何れかの発明において、前記冷却用媒体に液体を用いたことを特徴とするものである。
また、本発明のうち請求項6に係るテーラードブランク材のプレス成形方法は、前記請求項5の発明において、断熱膨張により前記気体を冷却することを特徴とするものである。
また、本発明のうち請求項7に係るテーラードブランク材のプレス成形装置は、前記請求項1乃至6の何れかのテーラードブランク材のプレス成形方法にてテーラードブランク材をプレス成形するのに用いることを特徴とするものである。
また、本発明のうち請求項5に係るテーラードブランク材のプレス成形方法によれば、冷却用媒体に気体を用いたことにより、冷却用媒体の漏洩を気にする必要がなくなり、プレス成形用の型の冷却装置を簡略化することができる。
また、本発明のうち請求項6に係るテーラードブランク材のプレス成形方法によれば、断熱膨張により冷却用媒体としての気体を冷却することにより、冷却用媒体の冷却装置を簡略化することができ、また、プレス成形用の型の局部的な冷却を容易なものとすることができる。
本発明によれば、特許文献1や特許文献2のようなBH鋼板や高張力鋼板が変質するほど高い温度には加熱することを要しないため、こちらの方の問題も合わせて解決できる。
図1は、本実施形態のテーラードブランク材のプレス成形装置であり、図1(a)は上死点状態、図1(b)は下死点状態を示す。また、図中の符号1はパンチ、符号2はダイ、符号3,4はホルダ、符号5はテーラードブランク材である。このプレス成形装置でシングルアクションと呼ばれるプレス成形を行う場合には、ダイ2と共に上側ホルダ4を下降して下側ホルダ3との間にテーラードブランク材5を挟持し、然る後、ダイ2、ホルダ3,4、テーラードブランク材5を下降してパンチ1に当接し、更にダイ2、ホルダ3,4、テーラードブランク材5を下降して、テーラードブランク材5を所望の形状にプレス成形する。同装置によれば、上側ホルダ4を下降して下側ホルダ3との間にテーラードブランク材5を挟持し、然る後、ダイ2を下降するダブルアクションと呼ばれるプレス成形を行うこともできる。なお、本実施形態のプレス成形装置では、パンチ1、ダイ2、ホルダ3,4のテーラードブランク材5に接する側に冷媒(冷却用媒体)通路10を形成し、各冷媒通路10に供給する冷媒の温度を制御することにより、パンチ1、ダイ2、ホルダ3,4を冷却できるようにした。冷媒には、空気をはじめとする気体、水などの液体を使用することができる。また、気体を冷媒とする場合には、断熱膨張の原理を用いて所望の箇所だけを局部的に冷却することも可能である。本実施形態では、水を冷媒として用いる。

次に、本発明のテーラードブランク材のプレス成形方法の第3実施形態について説明する。本実施形態のテーラードブランク材のプレス成形装置でも、前記第2実施形態のテーラードブランク材のプレス成形装置と同様に、図9に示すように、パンチ1、ダイ2、ホルダ3,4から構成されるプレス成形用の型の温度をフィードバック制御するために、熱電対(温度センサ)17を複数設置した。また、本実施形態では、空気(気体)を冷媒として用いる。具体的には、図11のプレス成形用の型の冷却システムの概略構成図に示すように、パンチ1、ダイ2、ホルダ3,4から構成されるプレス成形用の型を局所的に強く冷却したり弱く冷却したりすることができるように、ポンプ21で加圧された空気を複数のクーラー22に送給し、それを複数の可変絞り23を介してパンチ1、ダイ2、ホルダ3,4から構成されるプレス成形用の型の複数の冷媒通路10に別々に供給可能とした。クーラー22は、所謂断熱膨張により空気の温度を低下させるものである。
また、プレス成形の方法も、前述のシングルアクションに限られるものではなく、所謂ダブルアクションをはじめとする如何様なプレス成形方法にも本発明は適用可能である。
2はダイ
3,4はホルダ
5はテーラードブランク材
6は隙間
10は冷媒通路
11は貯水槽
12はポンプ
13はクーリングタワー
14は貯水槽
15はポンプ
16はファン
17は温度センサ
18は冷却器
19は流量調整弁
21はポンプ
22はクーラー
23は可変絞り
Rはしわ
Cは間隔
Dはビード部(ドロービード)
Claims (7)
- 板厚及び材質の少なくとも何れかが異なる金属板を接合したテーラードブランク材のプレス成形方法において、前記テーラードブランク材の温度がプレス成形用の型の温度よりも10℃〜200℃高くなるように当該プレス成形用の型を冷却することを特徴とするテーラードブランク材のプレス成形方法。
- 前記プレス成形用の型を構成するパンチ、ダイ、ホルダの少なくとも一つの温度を検出し、その検出された温度に基づいて当該プレス成形用の型を冷却するための冷却用媒体の温度及び流量の少なくとも何れか一方を調整することを特徴とする請求項1に記載のテーラードブランク材のプレス成形方法。
- 前記プレス成形用の型を構成するパンチ、ダイ、ホルダのうちの温度上昇し易い箇所を局部的に強く冷却することを特徴とする請求項1又は2に記載のテーラードブランク材のプレス成形方法。
- 前記冷却用媒体に液体を用いたことを特徴とする請求項1乃至3の何れか一項に記載のテーラードブランク材のプレス成形方法。
- 前記冷却用媒体に気体を用いたことを特徴とする請求項1乃至3の何れか一項に記載のテーラードブラン材のプレス成形方法。
- 断熱膨張により前記気体を冷却することを特徴とする請求項5に記載のテーラードブランク材のプレス成形方法。
- 前記請求項1乃至6の何れかのテーラードブランク材のプレス成形方法を用いたテーラードブランク材のプレス成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004289327A JP4591023B2 (ja) | 2004-09-30 | 2004-09-30 | テーラードブランク材のプレス成形方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004289327A JP4591023B2 (ja) | 2004-09-30 | 2004-09-30 | テーラードブランク材のプレス成形方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006102757A true JP2006102757A (ja) | 2006-04-20 |
| JP4591023B2 JP4591023B2 (ja) | 2010-12-01 |
Family
ID=36373049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004289327A Expired - Fee Related JP4591023B2 (ja) | 2004-09-30 | 2004-09-30 | テーラードブランク材のプレス成形方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4591023B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012160699A1 (ja) * | 2011-05-26 | 2012-11-29 | トヨタ自動車株式会社 | ホットプレス装置 |
| JP2013046920A (ja) * | 2011-08-29 | 2013-03-07 | Honda Motor Co Ltd | テーラードブランク材の成形方法、装置およびパネル |
| WO2014000900A1 (de) * | 2012-06-27 | 2014-01-03 | Bayerische Motoren Werke Aktiengesellschaft | Gekühltes werkzeug zum warmumformen und/oder presshärten eines blechmaterials sowie verfahren zur herstellung einer kühleinrichtung für dieses werkzeug |
| JP2015515930A (ja) * | 2012-05-07 | 2015-06-04 | ストール マシーナリ カンパニー, エルエルシーStolle Machinery Company, LLC | 缶形成のためのガス冷却方法 |
| WO2019044764A1 (ja) * | 2017-09-01 | 2019-03-07 | 日本精工株式会社 | 冷間プレス成形装置及び冷間プレス成形方法 |
| JPWO2022065465A1 (ja) * | 2020-09-28 | 2022-03-31 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0184826U (ja) * | 1987-11-24 | 1989-06-06 | ||
| JPH02160124A (ja) * | 1988-12-14 | 1990-06-20 | Sky Alum Co Ltd | アルミニウム板材の温間深絞り加工方法 |
| JPH03155420A (ja) * | 1989-11-13 | 1991-07-03 | Nippon Steel Corp | トランスファープレスによる深絞り部品の成形方法 |
| JP2003231915A (ja) * | 2002-02-08 | 2003-08-19 | Jfe Steel Kk | プレス焼入れ方法 |
| JP2004058082A (ja) * | 2002-07-26 | 2004-02-26 | Aisin Takaoka Ltd | テーラードブランクプレス成形品の製造方法 |
-
2004
- 2004-09-30 JP JP2004289327A patent/JP4591023B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0184826U (ja) * | 1987-11-24 | 1989-06-06 | ||
| JPH02160124A (ja) * | 1988-12-14 | 1990-06-20 | Sky Alum Co Ltd | アルミニウム板材の温間深絞り加工方法 |
| JPH03155420A (ja) * | 1989-11-13 | 1991-07-03 | Nippon Steel Corp | トランスファープレスによる深絞り部品の成形方法 |
| JP2003231915A (ja) * | 2002-02-08 | 2003-08-19 | Jfe Steel Kk | プレス焼入れ方法 |
| JP2004058082A (ja) * | 2002-07-26 | 2004-02-26 | Aisin Takaoka Ltd | テーラードブランクプレス成形品の製造方法 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012160699A1 (ja) * | 2011-05-26 | 2012-11-29 | トヨタ自動車株式会社 | ホットプレス装置 |
| CN103547389A (zh) * | 2011-05-26 | 2014-01-29 | 丰田自动车株式会社 | 热压装置 |
| JP2013046920A (ja) * | 2011-08-29 | 2013-03-07 | Honda Motor Co Ltd | テーラードブランク材の成形方法、装置およびパネル |
| US9630234B2 (en) | 2012-05-07 | 2017-04-25 | Stolle Machinery Company, Llc | Gas cooling method for can forming |
| JP2015515930A (ja) * | 2012-05-07 | 2015-06-04 | ストール マシーナリ カンパニー, エルエルシーStolle Machinery Company, LLC | 缶形成のためのガス冷却方法 |
| US10081047B2 (en) | 2012-06-27 | 2018-09-25 | Bayerische Motoren Werke Aktiengesellschaft | Cooled tool for hot-forming and/or press-hardening of a sheet metal material and method for producing a cooling device for this tool |
| WO2014000900A1 (de) * | 2012-06-27 | 2014-01-03 | Bayerische Motoren Werke Aktiengesellschaft | Gekühltes werkzeug zum warmumformen und/oder presshärten eines blechmaterials sowie verfahren zur herstellung einer kühleinrichtung für dieses werkzeug |
| WO2019044764A1 (ja) * | 2017-09-01 | 2019-03-07 | 日本精工株式会社 | 冷間プレス成形装置及び冷間プレス成形方法 |
| KR20200019190A (ko) * | 2017-09-01 | 2020-02-21 | 닛본 세이고 가부시끼가이샤 | 냉간 프레스 성형 장치 및 냉간 프레스 성형 방법 |
| JPWO2019044764A1 (ja) * | 2017-09-01 | 2020-03-26 | 日本精工株式会社 | 冷間プレス成形装置及び冷間プレス成形方法 |
| CN111065470A (zh) * | 2017-09-01 | 2020-04-24 | 日本精工株式会社 | 冷冲压成形装置及冷冲压成形方法 |
| KR102316009B1 (ko) * | 2017-09-01 | 2021-10-21 | 닛본 세이고 가부시끼가이샤 | 냉간 프레스 성형 장치 및 냉간 프레스 성형 방법 |
| JPWO2022065465A1 (ja) * | 2020-09-28 | 2022-03-31 | ||
| WO2022065465A1 (ja) * | 2020-09-28 | 2022-03-31 | 日本製鉄株式会社 | 金型及びプレス成形品の製造方法 |
| JP7397382B2 (ja) | 2020-09-28 | 2023-12-13 | 日本製鉄株式会社 | 金型及びプレス成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4591023B2 (ja) | 2010-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6388084B2 (ja) | プレス成形品の製造方法及び製造ライン | |
| CN102317001B (zh) | 用于制造压力淬火的金属部件的方法 | |
| Mori | Smart hot stamping of ultra-high strength steel parts | |
| US20120074733A1 (en) | Method for Producing a Metal Component From A Hot-Stamped Raw Material | |
| US9358602B2 (en) | Method for producing press-formed product | |
| RU2711705C2 (ru) | Системы и способы прессования | |
| KR20110075732A (ko) | 국부적으로 이종 강도를 갖는 열간 프레스 성형체 제조용 금형 시스템 및 이를 이용한 성형체 제조방법 | |
| US20140352388A1 (en) | Method of forming parts from sheet steel | |
| DE102011015732A1 (de) | Fluid cooling during hot-blow-forming of metal sheets and tubes | |
| JP4591023B2 (ja) | テーラードブランク材のプレス成形方法及び装置 | |
| US3018543A (en) | Chambered sheet metal laminates and method of making | |
| JP2007014979A (ja) | 成形部品の製造方法と装置 | |
| JPWO2017131193A1 (ja) | パネル状成形品、車両用ドア、及び、パネル状成形品の製造方法 | |
| JP4072117B2 (ja) | 鋼板のプレス成形方法 | |
| JP5237573B2 (ja) | アルミニウム合金板材、シートおよび成形部材の各製造方法 | |
| JP6112286B1 (ja) | 熱間プレス法および熱間プレスシステム | |
| CN102260828B (zh) | 金属材料及其成型方法 | |
| JP5291370B2 (ja) | アルミニウム合金製自動車用パネル部材の製造方法 | |
| JP4591020B2 (ja) | テーラードブランク材のプレス成形方法 | |
| JP6874848B2 (ja) | 冷間プレス成形装置及び冷間プレス成形方法 | |
| JP2009072801A (ja) | ホットプレス部品の部分増厚方法及び部分増厚装置 | |
| CN111093852B (zh) | 热冲压成型品、其制造方法以及制造装置 | |
| JPH03155420A (ja) | トランスファープレスによる深絞り部品の成形方法 | |
| JP5357587B2 (ja) | アルミニウム合金材料製プレス成形品の製造方法および軽合金材料製プレス成形品の製造方法 | |
| JP5374390B2 (ja) | 鍛造材の内部欠陥を改善する鍛造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070719 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100518 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100720 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100817 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100830 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130924 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4591023 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |