JP2005518512A - 車両駆動シャフト及び芯合せ組み立て方法 - Google Patents
車両駆動シャフト及び芯合せ組み立て方法 Download PDFInfo
- Publication number
- JP2005518512A JP2005518512A JP2003571619A JP2003571619A JP2005518512A JP 2005518512 A JP2005518512 A JP 2005518512A JP 2003571619 A JP2003571619 A JP 2003571619A JP 2003571619 A JP2003571619 A JP 2003571619A JP 2005518512 A JP2005518512 A JP 2005518512A
- Authority
- JP
- Japan
- Prior art keywords
- yoke
- spider
- bore
- rolling
- drive shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 52
- 241000239290 Araneae Species 0.000 claims abstract description 124
- 238000005096 rolling process Methods 0.000 claims abstract description 71
- 239000000463 material Substances 0.000 claims abstract description 17
- 230000008859 change Effects 0.000 claims description 6
- 230000005540 biological transmission Effects 0.000 claims description 4
- 238000007667 floating Methods 0.000 claims description 4
- 230000033001 locomotion Effects 0.000 claims description 3
- 230000036316 preload Effects 0.000 abstract description 6
- 230000008569 process Effects 0.000 description 12
- 238000009434 installation Methods 0.000 description 10
- 238000010586 diagram Methods 0.000 description 4
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D3/00—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts
- B21D3/10—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts between rams and anvils or abutments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/121—Control circuits therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/129—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding specially adapted for particular articles or workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/053—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work aligning cylindrical work; Clamping devices therefor
- B23K37/0533—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work aligning cylindrical work; Clamping devices therefor external pipe alignment clamps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C3/00—Shafts; Axles; Cranks; Eccentrics
- F16C3/02—Shafts; Axles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/26—Hooke's joints or other joints with an equivalent intermediate member to which each coupling part is pivotally or slidably connected
- F16D3/38—Hooke's joints or other joints with an equivalent intermediate member to which each coupling part is pivotally or slidably connected with a single intermediate member with trunnions or bearings arranged on two axes perpendicular to one another
- F16D3/40—Hooke's joints or other joints with an equivalent intermediate member to which each coupling part is pivotally or slidably connected with a single intermediate member with trunnions or bearings arranged on two axes perpendicular to one another with intermediate member provided with two pairs of outwardly-directed trunnions on intersecting axes
- F16D3/405—Apparatus for assembling or dismantling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/005—Camshafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/006—Vehicles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2226/00—Joining parts; Fastening; Assembling or mounting parts
- F16C2226/30—Material joints
- F16C2226/36—Material joints by welding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2250/00—Manufacturing; Assembly
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Ocean & Marine Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
- Automatic Assembly (AREA)
- Residential Or Office Buildings (AREA)
- Jib Cranes (AREA)
- Pivots And Pivotal Connections (AREA)
- Motor Power Transmission Devices (AREA)
- Nitrogen And Oxygen Or Sulfur-Condensed Heterocyclic Ring Systems (AREA)
- Golf Clubs (AREA)
Abstract
車両の駆動シャフトを組み立てる方法には、駆動シャフト管の個々の端部にヨークを設置するステップを提供し、各ヨークは、個々のスパイダ構成の個々の遠位端を受けるため、自身を通る第1および第2ボアを有し、さらにヨークの材料の一部を、スパイダ構成の個々に関連する遠位端と半径方向に重ねるため、カーバイド・ローラを使用して、ボアの外縁を圧延するステップを提供する。ヨークとシャフト管との空間的関係を決定するため、ヨークおよびシャフト管に基準を画定する。ヨークのボアの圧延は、スパイダ、軸受けキャップおよび保持要素を、ゼロ公差を達成するために予圧で維持質得る間に実行する。ボアの外縁をローラ形成する前に、スパイダ構成を、駆動シャフト管の真の回転中心上で支持する。
Description
(他の出願との関係)
本出願は、全て本出願と同じ発明者の名前で2001年8月20日に出願された米国暫定特許出願第60/313,741号、第60/313,734号および第60/313,739号に基づく優先権を主張する。
本出願は、全て本出願と同じ発明者の名前で2001年8月20日に出願された米国暫定特許出願第60/313,741号、第60/313,734号および第60/313,739号に基づく優先権を主張する。
本発明は概ね自動車の駆動シャフトのようなシャフトを組み立てる方法に、特にシャフトの両端で可撓構成要素の真の走行中心軸線(tru running center axis)を維持しながら、カルダン継手などの可撓継手にてシャフト構成要素の組立を容易にする方法関する。
カルダン継手はフック継手としても知られ、個々のシャフトに取り付けられてスパイダによって接続された2本のヨークで構成される周知の単純な汎用継手である。スパイダは、個々の遠位端にて2本の個々のシャフトのヨークを収容する軸交差要素である。この単純な構造は、組立中に位置合わせが困難になり得ることが明白である。この問題は、スパイダが往々にして、転がり軸受け構成を間に挟んだ状態でヨークに設置されることで、いっそう大きくなる。ヨークおよびスパイダの製造中に累積する公差に加えて、スパイダが各ヨーク内で軸方向に変位可能であることが容易に分かる。
また、従来のカルダン継手は、恒速度駆動要素ではなく、したがってスパイダの一方の軸線を中心に継手を曲げるために必要な連接トルクが、他方軸線を中心に継手を曲げるために必要なトルクと大きく異なる場合は、振動および騒音が増加することが、よく知られている。
従来の組立プロセスは、例えばスパイダを収容するヨークの口の内面に予め刻まれた溝に、保持したクリップを手で取り付けることを含む。溝の位置と保持クリップの厚さと軸受けキャップの寸法との間の典型的な組立公差の結果、既知の組立プロセスでは、スパイダがその寿命中に各ヨーク内で軸方向に移動することができる。それによる不安定性のため、不均衡および騒音、振動、およびハーシュネス(「NVH」)が生じる。先行技術は、例えば駆動シャフトの軸受け保持器に熱硬化性接着剤および充填剤などを使用することにより、これらの問題に対処しようと努力した。この既知の方法は、保持クリップに関連する問題の全てを有し、継手の保守が困難となる。
したがって、組立中に可撓構成要素を真の車両走行中心軸線上に維持する自動車の駆動シャフトの組立方法を提供することが、本発明の目的である。
一貫した連接トルクを生成するために、一貫した一様の予圧力を加える自動車の駆動シャフトの組立方法を提供することも、本発明の目的である。
従来の工具および従来の保持クリップを使用して継手を容易に保守することができる、自動車の駆動シャフトを組み立てる方法を提供することも、本発明の目的である。
組立中に、スパイダの軸方向の長さの製造公差、軸受けエンド・キャップの厚さ、保持クリップの厚さ、およびヨークの軸方向寸法に対応する自動車の駆動シャフトの組立方法を提供することが、本発明の更なる目的である。
以上およびその他の目的は、第1の態様によると車両の駆動シャフトを組み立てる方法を提供する本発明によって達成される。
方法には、
駆動シャフト管の第1端部にヨークを第1設置するステップを提供し、ヨークは、スパイダ構成の個々の遠位端を受けるため、自身を通る第1および第2ボアを有し、さらに、
ヨークの材料の一部が、スパイダ構成の関連する個々の遠位端に半径方向に重なるよう、第1ボアの外縁を圧延するステップを提供する。
駆動シャフト管の第1端部にヨークを第1設置するステップを提供し、ヨークは、スパイダ構成の個々の遠位端を受けるため、自身を通る第1および第2ボアを有し、さらに、
ヨークの材料の一部が、スパイダ構成の関連する個々の遠位端に半径方向に重なるよう、第1ボアの外縁を圧延するステップを提供する。
本発明の非常に有利な実施形態では、第1ボアの外縁の圧延は、カーバイド・ローラ構成を使用して達成される。
さらに本発明によると、ヨークを第1設置するステップを実行する前に、ヨーク上に基準を画定する更なるステップを提供する。基準は、本発明の特定の例示的実施形態では、ヨークの機械加工した表面に対応し、これはヨークの回転軸線に対して平行なほぼ円筒形の表面でよい。駆動シャフト管上に基準を画定する更なるステップを提供する。本発明の特定の例示的実施形態では、駆動シャフト管上の基準は、駆動シャフト管の円筒形外面に対応する。ヨークは、個々の基準に応じた相互に対する空間的関係に従い、駆動シャフト管に設置される。このような設置は、ヨークおよび駆動シャフト管を支持するステップを含み、これは駆動シャフト管を締め付ける更なるステップを含む。このような締め付けにより、駆動シャフト管は断面の真円度が向上した状態になる。本発明の非常に有利な実施形態では、空間的関係は0.006インチ(0.152mm)以内、好ましくは0.004インチ(0.102mm)以内の同軸性である。
本発明のこの方法態様の一実施形態では、第1ボアの外縁を圧延するステップを実行する前に、スパイダ構成の個々に関連する遠位端に半径方向に重ねて、第1ボアに締め付けリングを第2設置する更なるステップと、ヨークの材料の一部を締め付けリングに重ねるため、第1ボアの外縁をローラ形成するステップを提供する。また、第1ボアの外縁をローラ形成するステップを実行する前に、スパイダ構成の個々に関連する遠位端を第1ボア内で回転状態で支持するため、第1ボア内に軸受けキャップを第3設置する更なるステップを提供する。
本発明の更なる実施形態では、
駆動シャフト管の第2端部に更なるヨークを第2設置する更なるステップを提供し、更なるヨークは、スパイダ構成の個々の第2遠位端を受けるため、自身を通る第1および第2ボアを有し、第2遠位端は、個々の遠位端に対して直角に配置され、さらに、
更なるヨークの材料の一部を、スパイダ構成の個々に関連する第2端部と半径方向に重ねるため、更なるヨークの第1ボアの外縁をローラ形成する更なるステップを提供する。
駆動シャフト管の第2端部に更なるヨークを第2設置する更なるステップを提供し、更なるヨークは、スパイダ構成の個々の第2遠位端を受けるため、自身を通る第1および第2ボアを有し、第2遠位端は、個々の遠位端に対して直角に配置され、さらに、
更なるヨークの材料の一部を、スパイダ構成の個々に関連する第2端部と半径方向に重ねるため、更なるヨークの第1ボアの外縁をローラ形成する更なるステップを提供する。
駆動シャフト管の第2端部に更なるヨークを第2設置するステップを実行する前に、更なるヨーク上に基準を、駆動シャフト管の第2端部上に更なる基準を画定する更なるステップを提供する。
第1ボアの外縁をローラ形成するステップを実行する前に、駆動シャフト管の真の回転中心に対応する位置で、スパイダ構成を支持する更なるステップを提供する。スパイダ構成を支持するステップは、
スパイダ構成の個々に関連する遠位端の半径方向内側で、それと同軸上の平行にて、第1支持力を第1印加する更なるステップと、
スパイダ構成の軸方向反対側の端部の半径方向内側で、それと同軸上の平行にて、第2支持力を第2印加するステップとを含み、第1および第2印加ステップは同時に実行され、それによりスパイダ構成を支持してその軸方向位置を維持する。
スパイダ構成の個々に関連する遠位端の半径方向内側で、それと同軸上の平行にて、第1支持力を第1印加する更なるステップと、
スパイダ構成の軸方向反対側の端部の半径方向内側で、それと同軸上の平行にて、第2支持力を第2印加するステップとを含み、第1および第2印加ステップは同時に実行され、それによりスパイダ構成を支持してその軸方向位置を維持する。
更なる実施形態では、スパイダ構成の支持された軸方向位置に対して移動不能になるよう、その第1端部で駆動シャフト管を第1締め付けるステップを提供する。駆動シャフト管の第1締め付けステップと同時に、駆動シャフト管の第1締め付けを制御して、所定の軸横断位置にて駆動シャフト管を締め付ける更なるステップを実行する。また、駆動シャフト管は、その第2端部でさらに締め付ける。駆動シャフト管の更なる締め付けと同時に、駆動シャフト管の第2締め付けを制御して、所定の軸横断位置にて駆動シャフト管を締め付ける更なるステップを実行する。
本発明の装置態様によると、複数の伝達角で回転運動を伝達する新規のシャフトが提供される。シャフトに、複数の突起を有するスパイダ構成と、自身を通る軸横断ボアを有するヨークを設ける。軸横断ボアは、スパイダ構成の突起が半径方向外側に軸横断ボアに貫入する程度を制限するため、半径方向内側にローラ形成された周方向の外周を有する。
本発明のこの装置態様の一実施形態では、スパイダ構成は、相互に対して同軸上に配置された2つの遠位突起を有し、ヨークは更なる軸横断ボアを有して、軸横断ボアおよび更なる軸横断ボアは相互に対して同軸であり、自身内でスパイダ構成の同軸上に配置された遠位突起の個々に関連する1つを収容し、更なる軸横断ボアは、スパイダ構成の関連する突起が半径方向外側へと更なる軸横断ボアに貫入する程度を制限するため、半径方向内側にローラ形成された半径方向外側の周囲を有する。軸横断ボアおよび更なる軸横断ボアの半径方向内側にローラ形成された外周は、スパイダ構成が軸横断方向に並進しないようにする。つまり軸横断ボアおよび更なる軸横断ボアの半径方向内側に旋削した外周が、スパイダの軸横断方向の並進をなくすため、ゼロ公差状態を達成するよう構成される。また、スパイダ構成は、ヨークの真の走行中心に軸横断方向に配置される。このようなゼロ公差状態は、全体的なトラニオン幅、スパイダの中心線からトラニオン端部までの寸法、軸受けキャップの端部の厚さ、スナップ・リングの厚さ、ヨーク・ボアの溝厚さ、溝から中心線までの寸法、外側の溝から溝までの寸法などの変動に対応する。また、許容可能な連接トルクを維持する所望の予圧を達成するために圧縮するスラスト軸受けを設けてよい。
更なる実施形態では、スパイダ構成の突起に設置した軸受けキャップを設ける。軸受けキャップは、ヨークの軸横断ボア内に収容される。スナップ・リングは、特定の実施形態ではヨークの軸横断ボア内に設置される。ローラ形成された半径方向外側の周は、スナップ・リングの周方向部分と重なるよう配置される。非常に有利な実施形態では、ローラ形成した半径方向外側の周は、スパイダ構成の突起の直径に対応する領域を除外する。
本発明の特定の例示的実施形態では、シャフト管の第1端部にヨークを設置するステップは、
シャフト管上のシャフト基準を画定する更なるステップと、
ヨーク上のヨーク基準を画定する更なるステップと、
シャフト基準およびヨーク基準に応じた空間的関係で、シャフト管の第1端部にヨークを設置する更なるステップを含む。
シャフト管上のシャフト基準を画定する更なるステップと、
ヨーク上のヨーク基準を画定する更なるステップと、
シャフト基準およびヨーク基準に応じた空間的関係で、シャフト管の第1端部にヨークを設置する更なるステップを含む。
第1圧延のステップは、特定の実施形態では、初期第1圧延する更なるステップを含み、圧延工具構成は、第1ボア上で自身の中心まで浮くことができる。
さらに、
圧延工具構成が浮くのを防止するため、圧延工具構成をロックするステップと、
最終第1圧延するステップとを提供し、圧延工具構成により、ヨークの材料の一部が軸方向に、スライダ構成の個々に関連する遠位端と重なる。
圧延工具構成が浮くのを防止するため、圧延工具構成をロックするステップと、
最終第1圧延するステップとを提供し、圧延工具構成により、ヨークの材料の一部が軸方向に、スライダ構成の個々に関連する遠位端と重なる。
圧延工具構成で測定された軸方向の移動距離に応じて、最終第1圧延ステップを終了するステップを実行する。他の実施形態では、圧延工具構成で測定された軸方向の移動距離の変化率に応じて、圧延を終了する。圧延工具構成で測定された軸方向の移動距離の変化率は、特定の実施形態では、加えた軸方向の力に対して決定することができる。更なる実施形態では、最終第1圧延ステップの終了は、記憶した表から獲得できる所定の期間の経過に応じて実行される。特定の所定の時間は、圧延される材料の特定に応じるものでよい。
非常に有利な実施形態では、圧延工具構成は、少なくとも一部は圧延すべき材料と係合するカーバイド・ローラで形成する。
本発明の特定の例示的実施形態では、旋削した半径方向外側の周囲は、スパイダ構成の突起の直径に対応する領域を除外するよう配置される。シャフトは、外面によって画定されたシャフト基準表面を有し、ヨークは、機械加工された環状表面によって画定されたヨーク基準表面を有して、シャフト基準およびヨーク基準は、相互に対して所定の空間的関係、好ましくは同軸の関係で配置される。
新規の回転可能なシャフト製品が新規のプロセスで形成される本発明の更なる態様によると、プロセスに、
(a)シャフト管の第1端部にヨークを第1設置するステップを提供し、ヨークは、スパイダ構成の個々の遠位端を受けるため、自身を通る第1および第2ボアを有し、さらに、
(b)ヨークに対して所定の固定した空間的関係でスパイダ構成を固定するステップと、
(c)ヨークの材料の一部を、スパイダ構成の個々の関連する遠位端と半径方向で重ねるため、第1ボアの外縁を第1ローラ形成するステップとを提供する。
(a)シャフト管の第1端部にヨークを第1設置するステップを提供し、ヨークは、スパイダ構成の個々の遠位端を受けるため、自身を通る第1および第2ボアを有し、さらに、
(b)ヨークに対して所定の固定した空間的関係でスパイダ構成を固定するステップと、
(c)ヨークの材料の一部を、スパイダ構成の個々の関連する遠位端と半径方向で重ねるため、第1ボアの外縁を第1ローラ形成するステップとを提供する。
本発明のプロセス態様によるこの製品の一実施形態では、スパイダ構成を固定する(b)のステップは、軸方向に反作用する支持体同士を係合させ、スパイダ構成上の軸受けキャップと連絡する更なるステップを含む。軸方向に反作用する支持体同士を係合させるステップは、軸方向に反作用する支持体を同期させる更なるステップを含み、これによりスパイダ構成はヨークに対して所定の空間的関係に配置される。本発明の非常に有利な実施形態では、第1圧延ステップ中に実行され、スパイダ構成とヨークの第1および第2ボア間の軸方向のゼロ公差状態を保証する。
本発明の更なる実施形態によると、外縁を第1ローラ形成するステップを実行する前に、スパイダ構成の個々に関連する遠位端と半径方向に重なる第1ボアに、締め付けリングを第2設置する更なるステップと、ヨークの材料の一部を締め付けリングと重ねるため、第1ボアの外縁をローラ形成するステップとを提供する。
第1ボアの外縁をローラ形成するステップを実行する前に、スパイダ構成の個々に関連する遠位端を第1ボア内で回転状態にて支持するため、第1ボア内に軸受けキャップを第3設置する更なるステップを提供する。
また、更なる実施形態では、本発明のプロセスに、
第2ボアでステップを繰り返す更なるステップと、
ヨークの材料の一部を、スパイダ構成の個々に関連する遠位端と半径方向に重ねるため、第2ボアの外縁を第2ローラ形成する更なるステップとを提供する。
第2ボアでステップを繰り返す更なるステップと、
ヨークの材料の一部を、スパイダ構成の個々に関連する遠位端と半径方向に重ねるため、第2ボアの外縁を第2ローラ形成する更なるステップとを提供する。
第2ボアの外縁を第2ローラ形成するステップを実行する前に、スパイダ構成の個々に関連する遠位端を第2ボア内で回転状態にて支持するため、第2ボア内に更なる軸受けキャップを第3設置する更なるステップを提供する。
本発明の理解は、以下の詳細な説明を添付図面と組み合わせて読むことにより促進される。
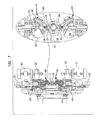
図1は、車両の駆動シャフト110の台端部に結合された第1カルダン継手112と、車両の駆動シャフト110の第2端部に結合された第2カルダン継手114とを有する新規の車両の駆動シャフト110を生成するため、本発明の原理に従い構築されたスパイダ設置構成100の単純化した略前面図である。スパイダ設置構成100は、概ね第1工具アセンブリ120、第2工具アセンブリ122、およびベース124で形成され、ベース124は上部レール構成130および下部レール構成132を有する。上部および下部レール構成は、第2工具アセンブリが、それぞれ両方向矢印135および136の方向に横向き並進できるようにし、それによって様々な長さの車両の駆動シャフトに対応するような構成である。
第1工具アセンブリ120および第2工具アセンブリ122にはそれぞれ、第1上部回転ダイ140および第2上部回転ダイ141のうち個々の関連する一方を設ける。また、第1および第2工具アセンブリにはそれぞれ、第1下部回転ダイ144および第2下部回転ダイ145のうち個々の関連する一方を設ける。以下でさらに詳細に説明するように、第1上部および下部回転ダイは、第1工具アセンブリ120上に設置されて、第1カルダン継手スパイダ(本図では特に識別せず)を第1カルダン継手112内に設置する働きをし、同様に第2上部および下部回転ダイは、第2工具アセンブリ122上に設置され、第2カルダン継手スパイダ(本図では特に識別せず)を第2カルダン継手114内に設置する働きをする。本発明のこの特定の例示的実施形態では、第1および第2スパイダの設置中に、カルダン継手および車両の駆動シャフト110は、車両の真の走行中心(「TVRC」)に対応する所定の同軸関係に維持される。この実施形態では、TVRCは、車両の駆動シャフト110の長手方向軸線(図示せず)と同軸である。車両の駆動シャフトおよび第1および第2カルダン継手のこのようなセンタリングは、本発明の車両の駆動シャフトを設置した車両(図示せず)の動作中に、前述したようにNVHの不均衡を減少させる。
第1上部および第1下部回転ダイ140および144、および第2上部および第2下部回転ダイ141および145はそれぞれ、電気モータ150〜153の形態で個々の関連する回転エネルギ源を有する。このような電気モータはそれぞれ、減速ギア・アセンブリ155〜158の関連する1つが結合される。
図1では、駆動シャフトは、左側のフランジ・ヨーク、右側のスプライン・ヨーク、および全てのスパイダ、軸受けおよびスナップ・リングが完全に組み付けられている。軸受けおよびスナップ・リングは、どのヨークにも十分な深さまで設置されていない。以下でさらに詳細に検討するように、圧延形成する前にこの機械の作業の一部としてセンタリングし、予圧するからである。作業中は、駆動シャフトを手作業で「負荷補助」支持体に装填し、次にオペレータがフランジ・ヨークを左手側のクランプ取り付け具に配置し、手動でクランプ・レバー(図15の415)を起動する。次に、オペレータは駆動シャフトの残り部分を、管クランプのジョーに合わせて配置し、次に管を液圧で前進させ、フランジ・ヨークに締め付けて、中心にする。それと同時に、スプライン・クランプの顎が、液圧でスプライン・ヨークを前進させて、管に締め付け、中心にする。組立は、一度に一つの面のみで遂行され(継手1つにつき1セットのスパイダ軸受け)、次に軸受けをスパイダに押し付けて、ヨークを管の中心にし、軸受けの予圧を設定する。軸受けの保持器の縁を圧延形成した後、シャフトは自動的に締め付けを解除され、(図15のアクチュエータ420によって)90°回転し、次にその継手の第2組の軸受けで手順が繰り返される。2つ以上の継手を一度に中心にし、予圧して、圧延することができる。
図2は、図1のスパイダ設置構成100の単純化した略側面図である。以上で検討した構造の要素は、同様に指定される。図2では、第1上部回転ダイ140または第1下部回転ダイ144を含めずに第1工具アセンブリ120が図示されている。第1カルダン継手112は、本図では端面図で示され、これにより第1カルダン継手112の4穴の装着フランジ170を示す。特に、4穴装着フランジ170は、カルダン継手スパイダ(本図では図示せず)を介して車両の駆動シャフト110に結合される。車両(図示せず)で使用する際には、4穴装着フランジ170は、車両の差動装置アセンブリ(図示せず)のピニオン・ギア(図示せず)に結合される。車両の駆動シャフト110(本図では図示せず)の他方端は、車両のトランスミッション(図示せず)の出力スプライン・シャフト(図示せず)と係合する。
図3は、図1のスパイダ設置構成100の単純化した略側面図であり、車両の駆動シャフト110がTVRCに対応する所定の軸方向位置で締め付けられるのを保証する第1工具アセンブリ120の同期およびセンタリング構成200を示す。本発明のこの特定の例示的実施形態では、第2工具アセンブリ122(本図では図示せず)にも同様の同期およびセンタリング構成を設ける。以上で検討した構造の要素は、同様に指定される。図3に示すように、車両の駆動シャフト110の締め付けは、上部クランプ顎210を矢印211の方向に垂直並進させ、同時に下部クランプ顎212を矢印213の方向に垂直並進させることによって実行する。上部クランプ顎210および下部クランプ顎212にはそれぞれ締め付け把持器(本図では図示せず)を設け、これは車両の駆動シャフト110と連絡して、それに締め付け力を加える。例えば図4の上部および下部締め付け把持器230および232を参照のこと。
再び図3を参照すると、車両の駆動シャフト110は所定の軸方向位置で締め付けて保持することが重要であり、このような軸方向の位置決めの精度は、上部および下部クランプ顎を個々の垂直並進中に制御しないと達成することができない。制御は、前述したように、リンク222によって上部クランプジョー210に、更なるリンク224によって下部クランプジョー212に結合された回転同期要素220の形態である同期およびセンタリング構成200を操作することによって実行される。
上部クランプジョー210の矢印211方向の(および締め付け解除中は反対方向の)並進は、本発明のこの特定の例示的実施形態では、液圧アクチュエータ227を操作することにより実行される。同様に、下部クランプジョー212の矢印213方向の(および締め付け解除中は反対方向の)並進は、本発明のこの特定の例示的実施形態では、液圧アクチュエータ228を操作することにより実行される。両方のクランプ顎は、本発明のこの特定の例示的実施形態では、同期およびセンタリング構成200の操作により、(反対方向に)同じ距離だけ同じ速度で移動する。しかし、他の特定の用途または実施形態では、クランプジョーの他の変位速度または等しくない速度、または非対称の量を達成するため、当業者が異なる形態の同期およびセンタリング構成を構築できることを理解されたい。
図4は、図3のスパイダ設置構成100の単純化した略側面図であり、車両の駆動シャフト110がTVRCに対応する所定の軸方向位置で締め付けられるのを保証するため、第1工具アセンブリ120の同期およびセンタリング構成200を複数の位置で示す。以上で検討した構造の要素は、同様に指定され、本図では、構造の追加の要素(特に指定せず)も図示されている。本図は、反時計回りに回転し、それによりリンク222がリンク222’の位置へと上方向に変位し、リンク224がリンク224’の位置へと下方向に変位している回転同期要素220を示す。本図では、車両の駆動シャフト110は、上部締め付け把持器230および下部締め付け把持器232と連絡する。
図5は、第1工具アセンブリ120の単純化した略前面図であり、車両の駆動シャフト110の第1端部、およびその上に設置された第1カルダン継手112をさらに詳細に示す。第1カルダン継手112のスパイダ240が断面図で図示され、4穴装着フランジ170(これも断面図で図示)と結合している。本発明のこの特定の例示的実施形態では、車両の駆動シャフト110のシャフト基準が、その外面上に画定されている。同様に、ヨークの基準は、ヨークの機械加工した表面111上に画定される。図示のように、車両の駆動シャフトおよびヨークは、相互に対して個々の基準に従い配置される。
図5では、本発明の明快さと理解を向上させるため、第1工具アセンブリ120の図から幾つかの構造の要素が削除されているが、図4で見られなかった他の構造的要素が図5で図示されている。例えば、図5では、上部クランプジョー210の垂直並進の程度が、検出可能な要素255および256の近接を検出するセンサ252および253を有するセンサ・アセンブリ250によって検出される。同様に、下部クランプジョー212の垂直並進の程度は、検出可能な要素265および266の近接を検出するセンサ262および263を有するセンサ・アセンブリ260によって検出される。
図6は、図5の同期およびセンタリング構成の単純化した略前面図であり、追加の構成要素および詳細を示す。以上で検討した構造の要素は同様に指定される。図6で示すように、締め付け把持器230および下部締め付け把持器232は、車両の駆動シャフト110を把持して、これと連絡するよう図示されている。本図では、締め付け把持器230が複数のねじ式締め付け具268によって上部クランプジョー210に取り付けられ、下部クランプ顎212が同様に第2の複数のねじ式締め付け具269によって下部クランプ顎212に取り付けられることも図示されている。
図7は、図3と同様の単純化した略側面図であり、第1上部回転ダイ140および第1下部回転ダイ144の詳細をさらに示し、そのカバー類は削除されており、第1カルダン継手112のヨークと係合した回転ダイのさらに詳細な図もさらに示す。本明細書で説明するように、回転ダイは、第1カルダン継手112のヨークの半径方向遠位側ボアの外縁の周囲を圧延形成し、その中にスパイダ240を固定する。本発明の特定の例示的実施形態では、回転ダイを約30rpmで操作する。以上で検討した構造の要素は同様に指定される。
図7の第1上部回転ダイ140を参照すると、スパイダ240の上方向に延在する端部276に設置された軸受けキャップ274に下方向の力を加えるよう、貫通ボア272内に収容された上部センタリング・ロッド270を第1に設ける。上部センタリング・ロッド270によって加えられる下方向の駆動力は、下部センタリング・ロッド280の加える上方向の駆動力によって反作用を受ける。上部センタリング・ロッド270および下部センタリング・ロッド280は、本発明のこの特定の例示的実施形態では、車両の駆動シャフト110(本図では図示せず)の長手方向軸線でセンタリングされるよう配置されたスパイダ240を維持するべく制御される。上部センタリング・ロッド270の場合と同様の方法で、スパイダ240の下方向に延在する端部286上に設置された下部軸受けキャップ284に上方向の力を加えるよう、下部センタリング・ロッド280を貫通ボア282内に収容する。
スパイダ240を、すぐ上で説明したように、上部センタリング・ロッド270および下部センタリング・ロッド280を操作することにより同軸位置に保持しながら、第1上部回転ダイ140および第1下部回転ダイ144を、スパイダ240の上方向に延在する端部276および下方向に延在する端部286のうち個々の1つに向かって駆動する。第1上部回転ダイ140を参照すると、本図は、部分的に断面図で示した第1スピンドル300および第2スピンドル302が設けられていることを示す。第1スピンドル300および第2スピンドル302にはそれぞれ、第1圧延工具304および第2圧延工具306のうち一方を設ける。第1および第2圧延工具は、貫通ボア272の上縁に向かって駆動され、これは以下で説明するように、スナップ・リング(本図では図示せず)および軸受けキャップ274上に圧延されて、これが貫通ボア272内で上方向に変位するのを防止する。下部貫通ボア282の最も下側に延在する縁の同様の圧延は、第1上部回転ダイ140が下方向に駆動されると上方向に駆動される第1下部回転ダイ144によって達成される。第1上部回転ダイ140は、電気モータ150が起動すると回転する。第1下部回転ダイ144は、電気モータ152が起動すると回転する。
図8は、第1カルダン継手112のヨークと係合した第1上部回転ダイ140および第1下部回転ダイ144の単純化した拡大略部分断面前面図である。以上で検討した構造の要素は、同様に指定される。前述したように、スパイダ240の上方向に延在する端部276に設置した軸受けキャップ274に下方向の力を加えるよう、貫通ボア272内に収容された上部センタリング・ロッド270に、第1上部回転ダイ140を最初に設ける。上述したように、上部センタリング・ロッド270が加える下方向の駆動力は、下部センタリング・ロッド280が加える上方向の駆動力により反作用を受ける。上部センタリング・ロッド270および下部センタリング・ロッド280は、車両の駆動シャフト110の長手方向軸線に対してスパイダ240のセンタリングを維持する。上部センタリング・ロッド270の場合と同様の方法で、スパイダ240の下方向に延在する端部286に設置した下部軸受けキャップ284に上方向の力を加えるよう、下部センタリング・ロッド280が貫通ボア282内に収容される。第1圧延工具304および第2圧延工具306は、貫通ボア272の上縁310と連絡するよう図示されている。本発明のこの特定の例示的実施形態では、圧延工具はカーバイドで形成する。
図7に関して以上で説明したように、上部センタリング・ロッド270および下部センタリング・ロッド280を操作することにより、スパイダ240を車両の駆動シャフト110に対して同軸の位置で保持しながら、第1上部回転ダイ140および第1下部回転ダイ144を、スパイダ240の上方向に延在する端部276および下方向に延在する端部286のうち個々の一方に向かって駆動する。この操作中に、個々の軸受けキャップおよびスナップ・リングを介して上部センタリング・ロッド270および下部センタリング・ロッド280から伝達された予圧が加えられても、それに対応する締め付け装置(図示せず)により、対向するカルダン・ヨーク(圧延形成されるヨーク部分から90°外れた位置)を適切な位置に保持する。第1および第2圧延工具は、スナップ・リング311および軸受けキャップ274上に圧延された貫通ボア272の上縁310に向かって駆動され、それによりこれが貫通ボア272内を上方向に通過するのを阻止する。本発明の非常に有利な実施形態では、圧延工具によって実行された縁ロール(本図では図示せず)は、軸受けキャップ274上を半径方向内側へと延在せず、スナップ・リング311と重なるよう半径方向内側に延在する。これにより、スナップ・リング311を外すことによって従来の方法で第1カルダン継手112を分解することができる。言うまでもなく、本発明の実践にはスナップ・リングを設ける必要がなく、第1圧延工具304および第2圧延工具306は、当業者により、圧延した貫通ボア272の上縁310が半径方向内側に延在して、軸受けキャップ274と重なるようにすることができる。また、本発明のこの特定の例示的実施形態は、本図では、スナップ・リング311が貫通ボア272内の対応する寸法のスナップ・リング溝313内に設置された状態で図示されている。本発明の特定の実施形態では、スナップ・リング溝の形成に伴う費用は、スナップ・リング311を収容する貫通ボア272の外径を拡大し、スナップ・リングを、本明細書で説明するように形成した貫通ボア272の半径方向内側に圧延した上縁310によって保持することにより、解消することができる。
下部貫通ボア282の最も下側に延在する縁の同様の圧延は、第1上部回転ダイ140が下方向に駆動されるのと同時に上方向に駆動される第1下部回転ダイ144の動作により達成される。前述したように、スパイダ240は、相互に対して均衡した反作用力を加えるよう駆動された上部センタリング・ロッド270および280を操作することにより、同軸のTVRC位置に維持される。均衡した反作用力は、スパイダ240、軸受けキャップ274および下部軸受けキャップ284の組合せ、さらにスナップ・リング311および312を特定の実施形態ではTVRC上に保持し、これは本発明のこの特定の例示的実施形態では車両の駆動シャフト110の長手方向軸線314と同軸である。
第1上部回転ダイ140は、電気モータ150(本図では図示せず)が起動すると回転する。同様に、第1下部回転ダイ144は、電気モータ152(本図では図示せず)が起動すると回転する。このような回転ダイの回転により、貫通ボア272の上縁310および貫通ボア282の下縁315が圧延される。
図8はさらに、車両の駆動シャフト110と係合した締め付け把持器230および下部締め付け把持器232を示す。図9は、締め付け把持器230および下部締め付け把持器232によって所定の位置に固定された車両の駆動シャフト110(端面図)を示す単純化した拡大略図である。図6に関連して述べたように、締め付け把持器230は、図9に示す4本の螺子式締め付け具268によって上部クランプ顎210(本図では図示せず)に結合される。同様に、下部締め付け把持器232は、図9に示す4本のねじ式締め付け具269によって下部クランプ顎212(本図では図示せず)に結合される。図8でさらに示すように、締め付け把持器230および下部締め付け把持器232は、車両の駆動シャフト110をその周方向の基準線317上で把持し、これは車両の駆動シャフト110を製造中に確立される製造寸法に対する周方向の基準線である。
作業時には、センタリング・ロッドは、機械に垂直方向に配置された軸受け外輪の外端に軸受け圧力を加える。この力は、軸受け外輪を押して、スパイダの垂直トラニオンと接触させる。スパイダの水平トラニオンは、随伴するヨーク・ボア内に設置された水平軸受けによって所定の位置に保持される。水平ヨーク・ボアは、釣り合いリンクおよび顎によって配置され、対向するクランプ取り付け具に装着されたフランジ・ヨークに対して中心に保持される。ローラ形成プロセス中に、スナップ・リング保持ボアの縁に加えた力により、ヨーク・アームが撓む。アームがスパイダの中心に向かって撓むにつれ、これは軸受けへと下降する。軸受けがスパイダ上で固定されているからである。ローラを90°回転すると、ヨーク・アームが上方向に撓み、軸受けを持ち上げて、これを後退させてスパイダから離す。このように軸受けが後退すると、スパイダのトラニオンにかかるスラスト軸受け(軸受け外輪内に配置)の圧縮予圧が失われる。圧縮力(異なる用途に応じて選択可能)は、軸受け外輪にかかる跳ね返り力を克服し、軸受けのスラスト座金の予圧を維持する。
この実施形態では、各センタリング・ロッドは独立して起動され、力を制御される。力は、対応するシリンダ・アクチュエータへの液圧供給線に装着された圧力変換器によって測定される。ローラ・アクチュエータのスライドは、力を釣り合わせる機構として作用する共通の液圧シリンダと連結される。力は、このシリンダへの液圧供給線に装着した圧力変換器からのフィードバックで監視し、制御する。
図10は、第1上部回転ダイ140(本図では図示せず)に回転エネルギを送出する電気モータ150およびそれに関連する減速装置アセンブリ155の単純化した略図である。図8に関連して説明したように、上部および下部回転ダイが回転すると、貫通ボアの外縁が圧延され、それによりスパイダ240がTVRCと同軸上で位置合わせされる。電気モータ150の回転エネルギは、出力シャフト320で減速された回転速度にて送出される。出力シャフトは、第1上部回転ダイ140に結合される。
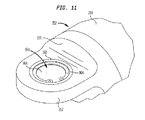
図11は、本発明のプロセスを受け、車両の駆動シャフト350の端部352に取り付けたカルダン継手(特に指定せず)のヨーク355を有する、本発明の新規車両の駆動シャフト350の実施形態を示す部分略図である。以上で検討した構造の要素は、同様に指定される。本図で示すように、ヨーク355は、スナップ・リング364と重なるよう圧延された状態で図示された圧延最外縁362を有する貫通穴360を有する耳357を有する。スナップ・リング364は、軸受けキャップ366の最外面と重なるよう図示されている。したがって、圧延された最外縁362は、スナップ・リング364が貫通穴360から外側に解放されるのを防止し、スナップ・リング364は、軸受けキャップ366が貫通穴360を出るのを防止する。前述したように、スナップ・リング364は、本発明の特定の実施形態では省略することができる。製品スナップ・リングの厚さの変化は、センタリング・ロッド270および280(本図では図示せず)が軸受けキャップと直接連絡するよう構成された本発明の特定の実施形態では、TVRCとの同軸位置合わせに影響を及ぼさないことに留意されたい。
図12は、本明細書で説明する本発明のプロセスを受けた図11の実施形態の部分的に分解し、部分的に想像線の単純化した図である。以上で検討した構造の要素は、同様に指定される。本図で示すように、車両の駆動シャフト350は、溶接部372によって自身に結合したカルダン継手370のヨーク355に結合される。スパイダ375は、自身上に設置された軸受けキャップ377および更なる軸受けキャップ378を有するよう図示され、それぞれは4穴装着フランジ383の耳380および381のそれぞれ1つに関連する。
想像線で示した耳380の構造を参照すると、圧延した縁構造の詳細が、拡大図でさらに詳細に図示されている。ここで示すように、耳380は自身を通る口385を有し、その最外縁387は、逆転した円錐台形を形成するよう圧延されている。スナップ・リング389は、この実施形態では、口385の直径拡大部の外部領域390に配置されている。外部領域390の直径の拡大は、本発明の理解を高めるため、誇張して図示され、一律の縮尺ではない。したがって、本発明のこの特定の例示的実施形態では、例えばスナップ・リング溝313内に設置したスナップ・リング311を示す図8の実施形態の場合とは異なり、スナップ・リングを収容する内部溝を設けていないことは注目に値する。
さらに図12に関して、圧延した最外縁387の半径方向内側の範囲は、軸受けキャップ377の範囲より小さい直径まで延在していないことが分かる。したがって、従来の工具を使用してスナップ・リング389を外すと、軸受けキャップ377が圧延した最外縁387内の開口を通過し、これでカルダン継手を完全に外すか、その軸受けキャップを交換することができる為、本発明では、カルダン継手を従来のように外すことができる。
図13および図14は、スパイダ240の同期およびセンタリング構成のそれぞれ単純化した略前面図および略側面図であり、スパイダ240を車両の駆動シャフト締め付け構成(本図では図示せず)およびTVRCに対して固定の関係で保持する上部センタリング・ロッド270および下部センタリング・ロッド280に関連する構造の追加要素を示す。以上で検討した構造の要素は、同様に指定あれる。本発明のこの特定の例示的実施形態では、上部センタリング・ロッド270はアクチュエータ402を操作すると矢印400の方向に駆動される。同様に、下部センタリング・ロッド280は、アクチュエータ406を操作すると矢印404の方向に駆動される。本発明のこの実施形態では、アクチュエータ402および406は液圧装置である。アクチュエータ402は、浮動軸継手417を介して上部センタリング・ロッド270に結合され、アクチュエータ406は、浮動軸継手418を介して下部センタリング・ロッド280に結合される。上部および下部センタリング・ロッドは、圧延形成プロセス中に制御された力を軸受けキャップ377および378(本図では図示せず、図12参照)に加える。この再加重は、相互に対して90°で配置された各組の軸受け間で維持して、車両内で車両駆動シャフトが回転する間に、駆動系統の振動を防止しなければならない。
図13および図14の図では、車両の駆動シャフト110の第2端部に結合された第2カルダン継手114が図示されている。カルダン継手は、車両のトランスミッション(図示せず)の出力スプライン・シャフト(図示せず)と係合するスプライン410と結合する。これらの図はさらに、ローラ・ヘッド(本図では図示せず)および関連の駆動装置(本図では図示せず)を支持するために使用される軸受け414を示す。例えば図2および図7を参照のこと。
図15は、回転工具とスパイダを固定した関係で保持するロッドと車両の駆動シャフト締め付け構成との空間的関係を示す単純化した略側面図である。以上で検討した構造の要素は、同様に指定される。本図で示すように、連結構成422を介して車両の駆動シャフト(本図では図示せず)に結合され、これを90°回転させるアクチュエータ420が設けられている。したがって、本明細書で説明するように、第1組の口の縁を圧延形成すると、口420によって車両の駆動シャフトが回転し、その後、第2対の口の縁が圧延形成するよう配向される。また、図15には、フランジ・クランプ構成を起動する取っ手425も図示されている。取っ手425の位置は、センサ427で監視する。
本発明を特定の実施形態および用途に関して説明してきたが、この教示に鑑みて、当業者には、請求の範囲で示した本発明の精神から逸脱したり、その範囲を越えたりすることなく、追加の実施形態を作成することができる。したがって、本開示の図面および説明は、本発明の理解を容易にするため提供されたもので、その範囲を制限するものと解釈してはならないことを理解されたい。
Claims (50)
- スパイダの個々の遠位端を受けるための第1および第2貫通ボアを有するヨークを用意し、該ヨークの回転軸線が駆動シャフト管の長手方向軸線と同軸関係となるように前記ヨークを前記駆動シャフト管の第1端部にまず設置するステップと、
前記駆動シャフト管の真の回転中心に対応する位置でスパイダを支持するステップと、更に
前記ヨークの材料の一部が、前記スパイダの関連する個々の遠位端に半径方向に重なるように第1ボアの外縁を圧延するステップとを含む車両の駆動シャフト組立方法。 - 前記圧延ステップが、カーバイド・ローラ装置を使用して達成される、請求項1に記載の方法。
- 前記ヨークを設置する前記ステップを実行する前に、前記ヨーク上に基準を画定する更なるステップが提供される、請求項1に記載の方法。
- 前記基準が、ヨークの機械加工した表面に対応する、請求項3に記載の方法。
- 前記ヨークの機械加工した表面が、前記ヨークの回転軸線に対して平行なほぼ円筒形の表面に対応する、請求項4に記載の方法。
- ヨークを第1設置する前記ステップを実行する前に、前記駆動シャフト管上に基準を画定する更なるステップが提供される、請求項3に記載の方法。
- 前記駆動シャフト管上の基準が、前記駆動シャフト管の円筒形外面に対応する、請求項6に記載の方法。
- ヨークを設置する前記ステップを実行する前に、前記ヨークおよび前記駆動シャフト管を個々の基準に応じて相互に対する空間的関係で支持する更なるステップが提供される、請求項6に記載の方法。
- 前記ヨークおよび前記駆動シャフト管を支持する前記ステップが、前記駆動シャフト管を締め付ける更なるステップを含む、請求項8に記載の方法。
- 前記駆動シャフト管を締め付ける前記ステップが、駆動シャフト管を断面の真円度が向上した状態にする更なるステップを含む、請求項9に記載の方法。
- 前記空間的関係が0.006インチ以内の同軸性である、請求項8に記載の方法。
- 前記空間的関係が0.004インチ以内の同軸性である、請求項11に記載の方法。
- 第1ボアの前記外縁を圧延する前記ステップを実行する前に、スパイダの個々に関連する遠位端に半径方向に重ねて、第1ボアに締め付けリングを第2設置する更なるステップを提供し、第1ボアの外縁を圧延する前記ステップが、ヨークの材料の一部を締め付けリングに重ねる、請求項1に記載の方法。
- 第1ボアの前記外縁を圧延する前記ステップを、スパイダを支持する前記ステップ中に実行する、請求項13に記載の方法。
- 前記スパイダを支持する前記ステップが、前記スパイダの同軸トラニオン対にわたって圧縮力を維持する更なるステップを含む、請求項14に記載の方法。
- 前記圧縮力は、第1ボアの前記外縁を圧延する前記ステップ、および第2ボアの前記外縁を圧延する更なる前記ステップの終了後に、スパイダの前記同軸トラニオン対および締め付けリングの対応する対にわたってゼロ公差を保証するのに十分な大きさを有する、請求項15に記載の方法。
- 前記第1ボアの外縁を圧延する前記ステップを実行する前に、前記スパイダの個々に関連する遠位端を第1ボア内で回転状態で支持するため、第1ボア内に軸受けキャップを第3設置する更なるステップを提供する、請求項1に記載の方法。
- 前記スパイダの個々の第2遠位端を受けるための第1及び第2貫通ボアを有する別の第2ヨークを前記駆動シャフト管の第2端部に設置するステップと、更に、
前記第2ヨークの材料の一部を、スパイダの個々に関連する第2端部と半径方向に重ねるため、該第2ヨークの第1ボアの外縁を圧延するステップを含む、請求項1に記載の方法。 - 前記駆動シャフト管の第2端部に前記第2ヨークを第2設置する前記ステップを実行する前に、前記第2ヨーク上に基準を画定する更なるステップを提供する、請求項18に記載の方法。
- 前記第2ヨークを設置する前記ステップを実行する前に、前記駆動シャフト管の第2端部上に更なる基準を画定する更なるステップを提供する、請求項19に記載の方法。
- 前記スパイダを支持する前記ステップが、
前記スパイダの個々に関連する遠位端の半径方向内側で、それと同軸上の平行にて、第1支持力を印加する更なるステップと、
前記スパイダの軸方向反対側の端部の半径方向内側で、それと同軸上の平行にて、第2支持力を印加する更なるステップとを含み、前記第1および第2支持力印加ステップは同時に実行され、それにより前記スパイダを支持してその軸方向位置を維持する、請求項1に記載の方法。 - 前記スパイダの支持された軸方向位置に対して移動不能になるよう、その第1端部で駆動シャフト管を締め付けるステップを更に提供する、請求項21に記載の方法。
- 前記駆動シャフト管の前記第1端部締め付けステップと同時に、駆動シャフト管の第1端部締め付けを制御して、画定された基準に応じて所定の軸横断位置にて前記駆動シャフト管を締め付ける更なるステップを実行する、請求項22に記載の方法。
- 前記駆動シャフト管をその第2端部で締め付けるステップを更に提供する、請求項22に記載の方法。
- 前記駆動シャフト管の前記第2端部締め付けステップと同時に、前記駆動シャフト管の第2端部締め付けを制御して、所定の軸横断位置にて駆動シャフト管を締め付ける更なるステップを実行する、請求項24に記載の方法。
- 複数の伝達角で回転運動を伝達するシャフトにおいて、
複数の直交するトラニオン突起を有するスパイダと、
自身を通る前記軸横断ボアを有するヨークとを備え、前記軸横断ボアは、スパイダの突起が半径方向外側に軸横断ボアに貫入する程度を制限するため、半径方向内側に旋削された周方向の外周を有し、
前記スパイダが、前記ヨークの真の走行中心で軸横断方向に配置されるシャフト。 - 前記スパイダが、相互に対して同軸上に配置された2つの遠位突起として構成された直交するトラニオン突起のうち2つを有し、前記ヨークが更なる軸横断ボアを有して、前記軸横断ボアおよび前記更なる軸横断ボアが相互に対して同軸であり、自身内で前記スパイダの同軸上に配置された前記遠位突起の個々に関連する1つを収容し、更なる軸横断ボアが、スパイダの関連する突起が半径方向外側へと更なる軸横断ボアに貫入する程度を制限するため、半径方向内側に旋削された半径方向外側の周囲を有する、請求項26に記載のシャフト。
- 前記軸横断ボアおよび前記更なる軸横断ボアの半径方向内側に旋削された外周は、前記スパイダが軸横断方向に並進しないようゼロ公差状態を達成するよう構成される、請求項27に記載のシャフト。
- 前記スパイダの突起上に設置した軸受けキャップが前記ヨークの軸横断ボア内に更に収容される、請求項26に記載のシャフト。
- 前記ヨークの軸横断ボア内に設置されたスナップ・リングを設け、旋削された半径方向外側の周は、前記スナップ・リングの周部分と重なるよう更に配置される、請求項29に記載のシャフト。
- 前記旋削された半径方向外側の周が、前記スパイダの突起の前記直径に対応する領域を除外するよう構成される、請求項30に記載のシャフト。
- 前記シャフトが、外面によって画定されたシャフト基準面を有し、前記ヨークが、機械加工された環状表面によって画定されたヨーク基準面を有し、前記シャフト基準および前記ヨーク基準が、相互に対して所定の空間的関係で配置される、請求項26に記載のシャフト。
- 前記シャフト基準および前記ヨーク基準が同軸上に配置される、請求項32に記載のシャフト。
- スパイダの個々の遠位端を受ける貫通ボアを有するヨークをシャフト管の第1端部に設置するステップを含み、さらに、
前記ヨークに対して所定の空間的関係でスパイダを配置するステップと、
前記ヨークの前記材料の一部を、前記スパイダ構成の個々の関連する遠位端と軸方向で重ねるため、前記第1ボアの外縁を第1圧延するステップとを含むプロセスによって形成される回転可能なシャフト。 - 前記シャフト管の第1端部に前記ヨークを設置する前記ステップが、
前記シャフト管上にシャフト基準を画定する更なるステップと、
前記ヨーク上にヨーク基準を画定する更なるステップと、
前記シャフト基準および前記ヨーク基準に応じた空間的関係で、前記シャフト管の第1端部に前記ヨークを設置する更なるステップを含む、請求項34に記載の回転可能なシャフト。 - 第1圧延する前記ステップが、初期第1圧延の更なるステップを含み、圧延工具構成が浮動して、前記第1ボア上で自身をセンタリングすることができる、請求項34に記載の回転可能なシャフト。
- 前記圧延工具構成が浮動するのを防止するため、前記圧延工具をロックするステップと、
最終第1圧延するステップとから成り、圧延工具構成により、前記ヨークの材料の一部が軸方向に、前記スライダ構成の個々に関連する遠位端と重なる、請求項36に記載の回転可能なシャフト。 - 前記圧延工具構成で測定された軸方向の移動距離に応じて、前記最終第1圧延ステップを終了する請求項37に記載の回転可能なシャフト。
- 前記圧延工具構成で測定された軸方向の移動距離の変化率に応じて、前記最終第1圧延ステップを終了するステップを更に提供する、請求項39に記載の回転可能なシャフト。
- 加えた軸方向の力に対して前記圧延工具構成で測定された軸方向の移動距離の変化率に応じて、前記最終第1圧延ステップを終了する、請求項39に記載の回転可能なシャフト。
- 時間に対して前記圧延工具構成で測定した軸方向の移動距離の変化率に応じて、前記最終第1圧延ステップを終了する、請求項39に記載の回転可能なシャフト。
- 所定の期間の経過に応じて、前記最終第1圧延ステップを終了するステップを含む、請求項37に記載の回転可能なシャフト。
- 前記圧延工具がカーバイド・ローラから成る、請求項37に記載の回転可能なシャフト。
- 前記スパイダを配置する前記ステップが、軸方向に反作用する支持体を係合させて、前記スパイダと連絡させる更なるステップを含む、請求項34に記載の回転可能なシャフト。
- 前記軸方向に反作用する支持体を係合する前記ステップが、軸方向に反作用する支持体を同期させる更なるステップを含み、これにより前記スパイダが前記ヨークに対して所定の空間的関係に配置される、請求項44に記載の回転可能なシャフト。
- 軸方向に反作用する支持体を係合させる前記ステップが、前記第1圧延ステップ中に実行され、前記スパイダと前記ヨークの第1および第2ボア間のゼロ軸方向公差状態を保証する、請求項45に記載の回転可能なシャフト。
- 外縁を第1圧延するステップを実行する前に、前記スパイダの個々に関連する遠位端と半径方向に重なる第1ボアに、締め付けリングを設置する更なるステップと、前記ヨークの材料の一部を前記締め付けリングと軸方向に重ねるため、第1ボアの外縁を圧延する前記ステップとを含む、請求項34に記載の回転可能なシャフト。
- 第1ボアの外縁を圧延するステップを実行する前に、前記スパイダの個々に関連する遠位端を第1ボア内で回転状態にて支持するため、第1ボア内に軸受けキャップを設置する更なるステップを含む、請求項34に記載の回転可能なシャフト。
- 第2ボアで、前記ヨークに対する所定の空間的関係にて前記スパイダを配置するステップの実行を継続する更なるステップと、
前記ヨークの材料の一部を、前記スパイダ構成の個々に関連する遠位端と半径方向に重ねるため、第2ボアの外縁を第2ローラ形成する更なるステップとを含む、請求項48に記載の回転可能なシャフト。 - 第2ボアの外縁を圧延するステップを実行する前に、前記スパイダの個々に関連する遠位端を第2ボア内で回転状態にて支持するため、第2ボア内に更なる軸受けキャップを設置する更なるステップを含む、請求項49に記載の回転可能なシャフト。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US31374101P | 2001-08-20 | 2001-08-20 | |
| US31373401P | 2001-08-20 | 2001-08-20 | |
| US31373901P | 2001-08-20 | 2001-08-20 | |
| PCT/US2002/026984 WO2003072965A1 (en) | 2001-08-20 | 2002-08-20 | True vehicle running center shaft assembly system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005518512A true JP2005518512A (ja) | 2005-06-23 |
| JP2005518512A5 JP2005518512A5 (ja) | 2006-01-05 |
Family
ID=27739121
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003565682A Pending JP2005516774A (ja) | 2001-08-20 | 2002-08-20 | 同期式管状体摩擦溶接装置 |
| JP2003571619A Pending JP2005518512A (ja) | 2001-08-20 | 2002-08-20 | 車両駆動シャフト及び芯合せ組み立て方法 |
| JP2003578762A Pending JP2005519767A (ja) | 2001-08-20 | 2002-08-20 | シャフト形直し方法及びその装置 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003565682A Pending JP2005516774A (ja) | 2001-08-20 | 2002-08-20 | 同期式管状体摩擦溶接装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003578762A Pending JP2005519767A (ja) | 2001-08-20 | 2002-08-20 | シャフト形直し方法及びその装置 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US7162903B2 (ja) |
| EP (3) | EP1421289A1 (ja) |
| JP (3) | JP2005516774A (ja) |
| AT (1) | ATE318675T1 (ja) |
| AU (3) | AU2002331656A1 (ja) |
| CA (3) | CA2457046A1 (ja) |
| DE (1) | DE60209512D1 (ja) |
| MX (3) | MXPA04001594A (ja) |
| WO (2) | WO2003081060A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5042059B2 (ja) * | 2008-02-13 | 2012-10-03 | 富士フイルム株式会社 | 内視鏡用可撓管のエージング装置及びエージング方法 |
| CN102114503B (zh) * | 2010-12-08 | 2012-11-14 | 太原重工股份有限公司 | 卧式矫直机管棒料的旋转机构 |
| KR101365524B1 (ko) | 2011-12-19 | 2014-02-21 | (주)포스코 | 롤샤프트 교정 장치 |
| US10265809B2 (en) * | 2013-05-13 | 2019-04-23 | Dana Automotive Systems Group, Llc | Method of joining workpieces using a sliding part coupling portion |
| WO2015057201A1 (en) * | 2013-10-15 | 2015-04-23 | Ellwood National Investment Corp. | Open containment frame for roller compression treatment of rotating shaft products |
| US9228820B2 (en) * | 2014-02-11 | 2016-01-05 | Chin-Chang Huang | Straightness measuring instrument |
| CN104438960A (zh) * | 2014-11-13 | 2015-03-25 | 成都迅德科技有限公司 | 一种钢筋矫直机 |
| CN106541243B (zh) * | 2016-12-07 | 2018-08-14 | 北京北方车辆集团有限公司 | 座总成焊接变位夹具 |
| CN106670266A (zh) * | 2017-02-27 | 2017-05-17 | 福建恒劲科博测控技术有限公司 | 一种凸轮轴专用三轴自动矫直机及自动矫直方法 |
| CN111974833B (zh) * | 2020-09-03 | 2024-10-15 | 浙江索兰德环境科技有限公司 | 一种铝管调直器 |
| CN112792475B (zh) * | 2021-03-25 | 2021-08-03 | 苏州康克莱自动化科技有限公司 | 横杆与接头焊接设备及同步焊接方法 |
| CN115283484A (zh) * | 2022-07-28 | 2022-11-04 | 盘星新型合金材料(常州)有限公司 | 非晶转轴用变形整形治具及变形整形方法、应用 |
| CN115709345B (zh) * | 2022-11-04 | 2024-09-03 | 盐城美联桥汽车部件有限公司 | 一种波纹管激光焊辅助方法 |
| CN117415190B (zh) * | 2023-12-18 | 2024-03-05 | 山西正大制管有限公司 | 一种加工镀锌管道用矫直机 |
| CN118080613B (zh) * | 2024-04-29 | 2024-07-02 | 潍坊潍尔达石油机械有限公司 | 多辊矫直装置及矫直工艺 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3269002A (en) * | 1959-08-12 | 1966-08-30 | American Mach & Foundry | Friction welding |
| US3213659A (en) * | 1963-01-28 | 1965-10-26 | Ohio Crankshaft Co | Apparatus and method for straightening metal shafts |
| US3253444A (en) * | 1963-07-11 | 1966-05-31 | Gen Motors Corp | Method and apparatus for straightening tubular members |
| US3316743A (en) * | 1963-07-26 | 1967-05-02 | Herbert C Ovshinsky | Straightening machine |
| GB1074747A (en) * | 1963-11-08 | 1967-07-05 | American Brake Shoe Co | Apparatus for straightening shafts |
| FR1416365A (fr) * | 1964-04-10 | 1965-11-05 | American Mach & Foundry | Soudage par frottement |
| FR1455696A (fr) * | 1964-12-01 | 1966-04-01 | Steelweld Ltd | Appareil pour la soudure par frottement |
| US3583191A (en) * | 1969-02-13 | 1971-06-08 | Cargill Detroit Corp | Compressive straightener |
| GB1293141A (en) * | 1969-07-16 | 1972-10-18 | Welding Inst | Improvements relating to friction welding |
| US3684856A (en) * | 1971-06-28 | 1972-08-15 | Lifshits V S | Resistance butt welding machine |
| US3800995A (en) * | 1972-08-25 | 1974-04-02 | Production Technology Inc | Twin-spindle inertia welding machine |
| US3823588A (en) * | 1972-10-19 | 1974-07-16 | Newport News Shipbuilding | Method and system for straightening large diameter shafts by selective cold rolling |
| FR2218156B2 (ja) * | 1973-02-21 | 1976-09-10 | Naphtachimie Sa | |
| US4076136A (en) * | 1974-11-21 | 1978-02-28 | English Clays Lovering Pochin & Co. Ltd. | Pipe straightening and spinning method and apparatus |
| US4087036A (en) * | 1976-10-14 | 1978-05-02 | Pemtec, Inc. | Friction welding method and apparatus |
| DE2905386A1 (de) * | 1979-02-13 | 1980-10-02 | Hornbacher Karl Heinz Ing Grad | Einrichtung zum automatischen richten von wellen |
| US4700439A (en) | 1984-07-17 | 1987-10-20 | Hines Industries, Inc. | Driveshaft fabricating apparatus |
| US4624123A (en) * | 1985-05-07 | 1986-11-25 | Bertolette Machines, Inc. | Straightening machine for motor armature assemblies and the like |
| US4788844A (en) * | 1987-05-01 | 1988-12-06 | Inventive Enterprises Inc. | Apparatus for straightening slender shafts |
| US5253499A (en) | 1992-06-11 | 1993-10-19 | Dana Corporation | Method for straightening coupling shafts |
| JPH1177338A (ja) * | 1997-09-03 | 1999-03-23 | Mitsubishi Heavy Ind Ltd | 摩擦接合方法 |
| JP3209170B2 (ja) * | 1997-12-02 | 2001-09-17 | 日本軽金属株式会社 | アルミニウム合金製中空部材の摩擦圧接方法及び継手 |
| US6637642B1 (en) * | 1998-11-02 | 2003-10-28 | Industrial Field Robotics | Method of solid state welding and welded parts |
| JP2000288746A (ja) * | 1999-04-07 | 2000-10-17 | Kawasaki Steel Corp | 棒材のクランプ装置 |
-
2002
- 2002-08-20 DE DE60209512T patent/DE60209512D1/de not_active Expired - Lifetime
- 2002-08-20 JP JP2003565682A patent/JP2005516774A/ja active Pending
- 2002-08-20 CA CA002457046A patent/CA2457046A1/en not_active Abandoned
- 2002-08-20 CA CA002457874A patent/CA2457874A1/en not_active Abandoned
- 2002-08-20 AU AU2002331656A patent/AU2002331656A1/en not_active Abandoned
- 2002-08-20 EP EP02757360A patent/EP1421289A1/en not_active Withdrawn
- 2002-08-20 EP EP02768634A patent/EP1421288A1/en not_active Withdrawn
- 2002-08-20 MX MXPA04001594A patent/MXPA04001594A/es unknown
- 2002-08-20 MX MXPA04001592A patent/MXPA04001592A/es unknown
- 2002-08-20 CA CA002457190A patent/CA2457190A1/en not_active Abandoned
- 2002-08-20 MX MXPA04001593A patent/MXPA04001593A/es unknown
- 2002-08-20 WO PCT/US2002/026567 patent/WO2003081060A1/en not_active Application Discontinuation
- 2002-08-20 EP EP02766042A patent/EP1429886B1/en not_active Expired - Lifetime
- 2002-08-20 AT AT02766042T patent/ATE318675T1/de not_active IP Right Cessation
- 2002-08-20 AU AU2002329793A patent/AU2002329793A1/en not_active Abandoned
- 2002-08-20 AU AU2002323380A patent/AU2002323380A1/en not_active Abandoned
- 2002-08-20 WO PCT/US2002/026562 patent/WO2003066271A1/en active IP Right Grant
- 2002-08-20 US US10/487,289 patent/US7162903B2/en not_active Expired - Fee Related
- 2002-08-20 JP JP2003571619A patent/JP2005518512A/ja active Pending
- 2002-08-20 JP JP2003578762A patent/JP2005519767A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2003066271A1 (en) | 2003-08-14 |
| CA2457046A1 (en) | 2003-10-02 |
| AU2002323380A1 (en) | 2003-09-09 |
| MXPA04001594A (es) | 2005-07-25 |
| JP2005519767A (ja) | 2005-07-07 |
| MXPA04001593A (es) | 2005-09-08 |
| EP1421288A1 (en) | 2004-05-26 |
| EP1429886A1 (en) | 2004-06-23 |
| US20040231381A1 (en) | 2004-11-25 |
| MXPA04001592A (es) | 2005-09-08 |
| JP2005516774A (ja) | 2005-06-09 |
| DE60209512D1 (de) | 2006-04-27 |
| EP1421289A1 (en) | 2004-05-26 |
| CA2457190A1 (en) | 2003-09-04 |
| US7162903B2 (en) | 2007-01-16 |
| AU2002331656A1 (en) | 2003-10-08 |
| EP1429886B1 (en) | 2006-03-01 |
| CA2457874A1 (en) | 2003-08-14 |
| ATE318675T1 (de) | 2006-03-15 |
| WO2003081060A1 (en) | 2003-10-02 |
| AU2002329793A1 (en) | 2003-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005518512A (ja) | 車両駆動シャフト及び芯合せ組み立て方法 | |
| JP4731665B2 (ja) | 工作機械の回転または旋回装置 | |
| KR100787860B1 (ko) | 맨드릴 | |
| US20100201083A1 (en) | Chuck for a tubular body | |
| TWI412425B (zh) | Work machine spindle head | |
| CN101344450B (zh) | 在平衡机内工件定心和夹紧的方法和装置 | |
| JP3237037B2 (ja) | 摩擦圧接装置 | |
| JPH0829421B2 (ja) | 摩擦溶接装置 | |
| JP2018153894A (ja) | 自動ねじ締め装置 | |
| MXPA04001613A (es) | Edificio y sistema de aparcamiento. | |
| JP2005516774A5 (ja) | ||
| US7275295B2 (en) | True vehicle running center shaft assembly system | |
| JP2001162405A (ja) | フランジ面切削装置 | |
| US7275677B2 (en) | Synchronized tubular friction welding arrangement | |
| JP3320887B2 (ja) | シャフト芯出し装置 | |
| WO2003072965A1 (en) | True vehicle running center shaft assembly system | |
| JP4156976B2 (ja) | タイヤ成型ドラムの連結装置 | |
| US8234903B2 (en) | Manipulator for forging machine | |
| US7380334B2 (en) | Device for pre-stressing a wheel bearing | |
| JP6525025B2 (ja) | プロジェクション接合装置及びプロジェクション接合方法 | |
| JP4424801B2 (ja) | 工作機械のベッド | |
| JPH0663651A (ja) | パイプ用端部加工方法 | |
| JP6426387B2 (ja) | 管体チャック装置及び工作機械 | |
| JPH0755055A (ja) | 配管真円化装置及び配管内周面の押圧方法 | |
| JP2834868B2 (ja) | カルダン継手の組立装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050819 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080430 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081007 |