JP2005299731A - セグメント摩擦材及びその製造方法 - Google Patents
セグメント摩擦材及びその製造方法 Download PDFInfo
- Publication number
- JP2005299731A JP2005299731A JP2004113265A JP2004113265A JP2005299731A JP 2005299731 A JP2005299731 A JP 2005299731A JP 2004113265 A JP2004113265 A JP 2004113265A JP 2004113265 A JP2004113265 A JP 2004113265A JP 2005299731 A JP2005299731 A JP 2005299731A
- Authority
- JP
- Japan
- Prior art keywords
- segment
- friction material
- pieces
- ring
- suction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002783 friction material Substances 0.000 title claims abstract description 206
- 238000004519 manufacturing process Methods 0.000 title claims description 37
- 230000002093 peripheral effect Effects 0.000 claims abstract description 18
- 230000001070 adhesive effect Effects 0.000 claims abstract description 17
- 239000000853 adhesive Substances 0.000 claims abstract description 16
- 239000000463 material Substances 0.000 claims description 33
- 238000000034 method Methods 0.000 claims description 22
- 238000005520 cutting process Methods 0.000 claims description 5
- 238000003825 pressing Methods 0.000 claims description 5
- 239000000758 substrate Substances 0.000 claims description 4
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 3
- 239000010931 gold Substances 0.000 claims description 3
- 229910052737 gold Inorganic materials 0.000 claims description 3
- 239000002184 metal Substances 0.000 abstract description 13
- 229910052751 metal Inorganic materials 0.000 abstract description 13
- 238000011156 evaluation Methods 0.000 description 16
- 238000004080 punching Methods 0.000 description 9
- 239000003921 oil Substances 0.000 description 8
- 238000010586 diagram Methods 0.000 description 6
- 239000010687 lubricating oil Substances 0.000 description 4
- 230000000630 rising effect Effects 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 239000012530 fluid Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D13/00—Friction clutches
- F16D13/58—Details
- F16D13/60—Clutching elements
- F16D13/62—Clutch-bands; Clutch shoes; Clutch-drums
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/04—Attachment of linings
- F16D69/0408—Attachment of linings specially adapted for plane linings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/04—Attachment of linings
- F16D2069/0425—Attachment methods or devices
- F16D2069/045—Bonding
- F16D2069/0466—Bonding chemical, e.g. using adhesives, vulcanising
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mechanical Operated Clutches (AREA)
- Braking Arrangements (AREA)
Abstract
【解決手段】 ガイド6内のセグメントピース3が押し出されて回転プレート8に載置され、セグメントピース3の両外周角部の切欠き3cが2本の位置決めピン10に嵌合して回転プレート8上で位置決めされ、セグメントピース3の下面の1対の位置決め吸引孔9で吸引されて固定される。回転プレート8が18度回転して繰り返され、20個のセグメントピース3でリング状に充填されたら、吸引移動機構の吸引ヘッドが各セグメントピース3の表面に2個ずつ吸着すると同時に位置決め吸引孔9による吸引が停止され、吸引移動機構によってリング状に配置された20個のセグメントピース3が持ち上げられ、平行移動して表面全面に接着剤が塗布された芯金2の上に押し付けられて接着される。
【選択図】 図1
Description
まず、本発明の実施の形態1にかかるセグメント摩擦材とその製造方法について、図1を参照して説明する。図1(a)は本発明の実施の形態1にかかるセグメント摩擦材とその製造方法のセグメントピースを示した平面図、(b)はセグメントピースを整列させる整列装置の半分を示す平面図、(c)は完成したセグメント摩擦材を示す平面図である。
次に、本発明の実施の形態2にかかるセグメント摩擦材とその製造方法について、図2を参照して説明する。図2(a)は本発明の実施の形態2にかかるセグメント摩擦材とその製造方法のセグメントピースを示した平面図、(b)はセグメントピースを整列させる配置装置の半分を示す平面図、(c)は完成したセグメント摩擦材を示す平面図である。
次に、本発明の実施の形態3にかかるセグメント摩擦材とその製造方法について、図1を参考にしながら説明する。本実施の形態3にかかるセグメント摩擦材のセグメントピースは図1(a)に示される実施の形態1のセグメントピースとほぼ同じ形状及び大きさを有し、左辺と右辺の成す角度も同じく18度であって20分割であるが、異なるのは外周角部に切欠き3cが設けられていない点である。
次に、本発明の実施の形態4にかかるセグメント摩擦材とその製造方法について、図3を参照して説明する。図3は本発明の実施の形態4にかかるセグメント摩擦材とその製造方法のセグメントピースを示した平面図である。
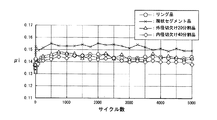
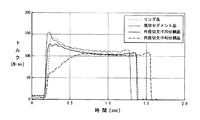
これらの各実施の形態1〜4にかかるセグメント摩擦材の摩擦特性を、図4(b)に示されるリング状摩擦材25及び図5に示される従来のセグメント摩擦材27と比較して評価した。その方法及び評価結果について、図6乃至図8を参照して説明する。図6はセグメント摩擦材の摩擦特性を評価する試験装置の概略を示す図である。図7は標準負荷耐久評価の評価結果を示す図である。図8はμ−P−T性能評価の評価結果を示す図である。
2 芯金
3,13,14 セグメントピース
3c,13c,14c 切欠き
5,15 配置装置
6,16 ガイド
8,18 回転プレート
9,19 位置決め吸引孔
10,20 位置決めピン
Claims (6)
- 平板リング形状の芯金に前記平板リング形状に沿ってセグメントピースに切断した摩擦材基材を全周両面または片面に接着して、隣り合う前記セグメントピース同士の間隙を極めて狭くし、または間隙をなくすことによって、リング状摩擦材と同等の性能を有することを特徴とするセグメント摩擦材。
- 摩擦材基材から所定形状のセグメントピースを切り出す工程と、
前記セグメントピースをガイドを通して前記セグメントピースの所定箇所に設けられた切欠きと嵌合する位置決めピン及び前記セグメントピースが動かないように吸引して固定する位置決め吸引孔を前記セグメントピースの数以上有する回転プレートにセットする工程と、
前記回転プレートが一周して前記セグメントピースが間隙を極めて狭くまたは間隙なくリング状に配置された後、前記セグメントピースの数以上の吸引ヘッドを有する吸引移動機構の全ての吸引ヘッドが各セグメントピースの表面に吸着する工程と、
前記回転プレートの前記位置決め吸引孔が吸引を停止して前記吸引移動機構によってリング状に配置された前記セグメントピースが持ち上げられ、平行移動して表面全面に接着剤が塗布された平板リング形状の芯金の上に押し付けられて接着される工程と
を具備することを特徴とするセグメント摩擦材の製造方法。 - 前記セグメントピースには外周側に切欠きが設けられていることを特徴とする請求項1に記載のセグメント摩擦材または請求項2に記載のセグメント摩擦材の製造方法。
- 前記セグメントピースには内周側に切欠きが設けられていることを特徴とする請求項1に記載のセグメント摩擦材または請求項2に記載のセグメント摩擦材の製造方法。
- 前記セグメントピースには切欠きが設けられていないことを特徴とする請求項1に記載のセグメント摩擦材。
- 摩擦材基材から所定形状の切欠きのないセグメントピースを切り出す工程と、
前記セグメントピースをガイドを通して前記セグメントピースが動かないように吸引して固定する位置決め吸引孔を前記セグメントピースの数以上有する回転プレートにセットする工程と、
前記回転プレートが一周して前記セグメントピースが間隙を極めて狭くまたは間隙なくリング状に配置された後、前記セグメントピースの数以上吸引ヘッドを有する吸引移動機構の全ての吸引ヘッドが各セグメントピースの表面に吸着する工程と、
前記回転プレートの前記位置決め吸引孔が吸引を停止して前記吸引移動機構によってリング状に配置された前記セグメントピースが持ち上げられ、平行移動して表面全面に接着剤が塗布された平板リング形状の芯金の上に押し付けられて接着される工程と
を具備することを特徴とするセグメント摩擦材の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004113265A JP4067511B2 (ja) | 2004-04-07 | 2004-04-07 | セグメント摩擦材の製造方法 |
| US11/099,700 US20060124430A1 (en) | 2004-04-07 | 2005-04-06 | Segment-type wet friction material, its manufacturing apparatus and its manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004113265A JP4067511B2 (ja) | 2004-04-07 | 2004-04-07 | セグメント摩擦材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005299731A true JP2005299731A (ja) | 2005-10-27 |
| JP4067511B2 JP4067511B2 (ja) | 2008-03-26 |
Family
ID=35331512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004113265A Expired - Fee Related JP4067511B2 (ja) | 2004-04-07 | 2004-04-07 | セグメント摩擦材の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20060124430A1 (ja) |
| JP (1) | JP4067511B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007239776A (ja) * | 2006-03-06 | 2007-09-20 | Aisin Chem Co Ltd | セグメント摩擦材 |
| JP2009047262A (ja) * | 2007-08-21 | 2009-03-05 | Aisin Chem Co Ltd | ロックアップクラッチ用摩擦板の組み付け装置及びその組み付け方法 |
| JP2009204087A (ja) * | 2008-02-28 | 2009-09-10 | Aisin Chem Co Ltd | ロックアップクラッチ用摩擦板の組み付け装置及びその組み付け方法 |
| JP2010286066A (ja) * | 2009-06-12 | 2010-12-24 | Aisin Chem Co Ltd | ロックアップクラッチ用摩擦板の製造装置及びその製造方法 |
| JP2010286067A (ja) * | 2009-06-12 | 2010-12-24 | Aisin Chem Co Ltd | ロックアップクラッチ用摩擦板の製造装置及びその製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008032458B4 (de) * | 2007-07-31 | 2020-10-15 | Schaeffler Technologies AG & Co. KG | Nasskupplung |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4093378A (en) * | 1976-11-01 | 1978-06-06 | International Business Machines Corporation | Alignment apparatus |
| DE3635716A1 (de) * | 1986-10-21 | 1988-04-28 | Lewecke Gmbh Maschbau | Spannvorrichtung fuer holzmaterial |
| US6328507B1 (en) * | 1998-08-04 | 2001-12-11 | Shoda Iron Works Co., Ltd | Working table apparatus for a cutting machine tool |
| JP4243892B2 (ja) * | 1999-06-22 | 2009-03-25 | Nskワーナー株式会社 | 摩擦板 |
| JP3643018B2 (ja) * | 1999-07-22 | 2005-04-27 | アイシン化工株式会社 | クラッチ用摩擦板の製造方法及び製造装置 |
| JP3605539B2 (ja) * | 2000-03-06 | 2004-12-22 | 株式会社エフ・シー・シー | ロックアップクラッチ用摩擦ライニング付きクラッチピストン及びその製造方法 |
| JP3614763B2 (ja) * | 2000-08-02 | 2005-01-26 | 株式会社エフ・シー・シー | 平坦な摩擦面を持つ摩擦板の製造方法,及びその製造装置 |
-
2004
- 2004-04-07 JP JP2004113265A patent/JP4067511B2/ja not_active Expired - Fee Related
-
2005
- 2005-04-06 US US11/099,700 patent/US20060124430A1/en not_active Abandoned
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007239776A (ja) * | 2006-03-06 | 2007-09-20 | Aisin Chem Co Ltd | セグメント摩擦材 |
| US7721865B2 (en) | 2006-03-06 | 2010-05-25 | Aisin Kako Kabushiki Kaisha | Segment-type friction material |
| JP2009047262A (ja) * | 2007-08-21 | 2009-03-05 | Aisin Chem Co Ltd | ロックアップクラッチ用摩擦板の組み付け装置及びその組み付け方法 |
| JP2009204087A (ja) * | 2008-02-28 | 2009-09-10 | Aisin Chem Co Ltd | ロックアップクラッチ用摩擦板の組み付け装置及びその組み付け方法 |
| JP2010286066A (ja) * | 2009-06-12 | 2010-12-24 | Aisin Chem Co Ltd | ロックアップクラッチ用摩擦板の製造装置及びその製造方法 |
| JP2010286067A (ja) * | 2009-06-12 | 2010-12-24 | Aisin Chem Co Ltd | ロックアップクラッチ用摩擦板の製造装置及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20060124430A1 (en) | 2006-06-15 |
| JP4067511B2 (ja) | 2008-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI589801B (zh) | Wheel assembly positioning mechanism | |
| JP4918618B2 (ja) | 内歯と外歯とを有する部品、及び、当該部品を製造するための方法 | |
| JP4067511B2 (ja) | セグメント摩擦材の製造方法 | |
| US20130242429A1 (en) | Motor and disk drive apparatus | |
| CN108700194A (zh) | 盘式制动器及活塞罩 | |
| JPH05113529A (ja) | レンズ保持装置 | |
| US7721865B2 (en) | Segment-type friction material | |
| JP6321987B2 (ja) | 転がり軸受装置および情報記録装置 | |
| JP2001032871A (ja) | 摩擦板の製造方法及び製造装置 | |
| JP5133949B2 (ja) | 摩擦板の製造方法及び製造装置 | |
| EP1443508A4 (en) | METHOD FOR PRODUCING A MULTILAYER OPTICAL RECORDING MEDIUM AND MULTILAYER OPTICAL RECORDING MEDIUM | |
| JP4004922B2 (ja) | セグメントタイプ摩擦材 | |
| JP2014065115A (ja) | 弾性シールリングの組付方法及び組付装置 | |
| JP2004064834A (ja) | ボンド磁石 | |
| US8182258B2 (en) | Imprinting device | |
| CN108680131B (zh) | 点胶测试工装 | |
| KR100207908B1 (ko) | 접착형 디스크와 그의 제조방법 및 디스크 성형장치 | |
| CN104136144A (zh) | 用于形成链轮的方法 | |
| JP4694597B2 (ja) | 磁気エンコーダの製造方法 | |
| CN106195010B (zh) | 流体轴承装置的制造方法以及主轴马达 | |
| JP4880242B2 (ja) | フリクションプレートの製造方法及び製造装置 | |
| JP2008023920A5 (ja) | ||
| JP2008039487A (ja) | 貼り合わせ構造体の作製方法およびその作製装置 | |
| TWM524407U (zh) | 滾輪組裝定位機構 | |
| JP2012093485A (ja) | レンズユニット及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071023 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110118 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4067511 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110118 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120118 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130118 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140118 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |