JP2005296089A - 使い捨ておむつの連続的製造方法 - Google Patents
使い捨ておむつの連続的製造方法 Download PDFInfo
- Publication number
- JP2005296089A JP2005296089A JP2004112819A JP2004112819A JP2005296089A JP 2005296089 A JP2005296089 A JP 2005296089A JP 2004112819 A JP2004112819 A JP 2004112819A JP 2004112819 A JP2004112819 A JP 2004112819A JP 2005296089 A JP2005296089 A JP 2005296089A
- Authority
- JP
- Japan
- Prior art keywords
- liquid
- body fluid
- machine direction
- continuum
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 64
- 238000000034 method Methods 0.000 title claims abstract description 15
- 210000001124 body fluid Anatomy 0.000 claims abstract description 114
- 239000010839 body fluid Substances 0.000 claims abstract description 94
- 239000004745 nonwoven fabric Substances 0.000 claims description 104
- 239000011162 core material Substances 0.000 claims description 101
- 239000002131 composite material Substances 0.000 claims description 37
- 125000006850 spacer group Chemical group 0.000 claims description 29
- 238000010521 absorption reaction Methods 0.000 claims description 20
- 239000007788 liquid Substances 0.000 claims description 18
- 238000005520 cutting process Methods 0.000 claims description 13
- 238000005304 joining Methods 0.000 claims description 12
- 239000000463 material Substances 0.000 claims description 11
- 239000002243 precursor Substances 0.000 claims description 8
- 239000002985 plastic film Substances 0.000 claims description 6
- 229920006255 plastic film Polymers 0.000 claims description 6
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 230000035699 permeability Effects 0.000 claims description 5
- 230000002745 absorbent Effects 0.000 claims description 4
- 239000002250 absorbent Substances 0.000 claims description 4
- 239000013013 elastic material Substances 0.000 claims description 4
- 239000006096 absorbing agent Substances 0.000 claims 2
- 210000003608 fece Anatomy 0.000 abstract 2
- 238000003466 welding Methods 0.000 description 11
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 238000009792 diffusion process Methods 0.000 description 7
- 238000010586 diagram Methods 0.000 description 5
- 239000004831 Hot glue Substances 0.000 description 4
- 206010012735 Diarrhoea Diseases 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 210000004392 genitalia Anatomy 0.000 description 3
- 210000002700 urine Anatomy 0.000 description 3
- 239000011358 absorbing material Substances 0.000 description 2
- 210000000436 anus Anatomy 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229920000247 superabsorbent polymer Polymers 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000001595 contractor effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images








Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape specially adapted to be worn around the waist, e.g. diapers, nappies
- A61F13/495—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape specially adapted to be worn around the waist, e.g. diapers, nappies with faecal cavity
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15804—Plant, e.g. involving several steps
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1084—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing of continuous or running length bonded web
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1089—Methods of surface bonding and/or assembly therefor of discrete laminae to single face of additional lamina
- Y10T156/1092—All laminae planar and face to face
- Y10T156/1093—All laminae planar and face to face with covering of discrete laminae with additional lamina
- Y10T156/1095—Opposed laminae are running length webs
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Botany (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
Abstract
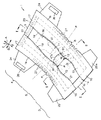
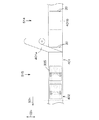
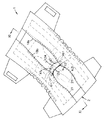
【解決手段】股下域において互いに重なり合って便溜め用のポケットを形成する第1、第2体液吸収部の両縁部に弾性的な防漏カフが形成されている使い捨ておむつの連続的製造工程において、股下域で重なり合う第1、第2体液吸収部を部分的に被覆するように防漏用カフ連続体403,404を伸張状態で供給し、このカフ連続体403,404の側縁部403a,404aの一部分を第1体液吸収部の第1内面に重なる第2体液吸収部の第2内面の一部分に接合する。
【選択図】図5
Description
(1)前記第1体液吸収部を形成するための第1不織布を第1機械方向へ連続的に供給する工程
(2)前記第1不織布が内面と外面とを有し、前記内面に前記第1機械方向において間欠的に体液吸収性の第1芯材を配置する工程
(3)前記第1機械方向へ第1透液性シートを連続的に供給し、前記第1透液性シートと前記第1不織布とで前記第1芯材をサンドウィッチして、複数の前記第1体液吸収部が前記第1機械方向へつながった状態にある第1連続体を形成する工程
(4)前記第2体液吸収部を形成するための第2不織布を第2機械方向へ連続的に供給する工程
(5)前記第2不織布が内面と外面とを有し、前記内面に前記第2機械方向において間欠的に体液吸収性の第2芯材を配置する工程
(6)前記第2機械方向へ第2透液性シートを連続的に供給し、前記第2透液性シートと前記第2不織布とで前記第2芯材をサンドウィッチして、複数の前記第2体液吸収部が前記第2機械方向へつながった状態にある第2連続体を形成する工程
(7)前記第1機械方向と前記第2機械方向との延長上にある第3機械方向に向かって前記第1連続体と前記第2連続体とを前記第1透液性シートと前記第2不織布とが向かい合う態様で合流させるとともに、前記第3機械方向においての前記第1芯材と前記第2芯材との位置を一致させ、かつ前記第3機械方向に対する交差方向において前記第1連続体と前記第2連続体とを部分的に重ね合わせる工程
(8)前記第1連続体と前記第2連続体との重ね合わせた部分を前記第2芯材の前記第3機械方向において対向している側縁部それぞれの近傍で互いに接合して前記第1連続体と前記第2連続体とからなる第3連続体を形成する工程
(9)前記第3連続体を前記交差方向へ延びる切断線によって前記第3機械方向において分断して、前記第1芯材と前記第2芯材とを1個ずつ含み互いに隣接する一対の前記切断線によって互いに平行する第1縁部と第2縁部とが画成された複数の第1複合体を形成する工程
(10)第4機械方向へ内面と外面とを有する第1不透液性シートを連続的に供給し、前記第1複合体の1個ずつを前記第1不織布と前記第2不織布とが前記第1不透液性シートの前記内面と向かい合うように前記第1不透液性シートに載せて、前記第1複合体の周縁部分を前記第1不透液性シートに接合して第4連続体を形成する工程
(11)前記第4連続体に対して、互いに平行して延びる第1側縁部と第2側縁部とを有し、前記第2側縁部がその延びる方向に弾性的に伸長収縮可能な帯状材料からなる一対の防漏用カフ連続体それぞれの前記第1側縁部を、前記第2側縁部の伸張状態下に、前記第4連続体に取り付けられている前記第1複合体の前記第1縁部と第2縁部それぞれの近傍で接合する工程
(12)前記第1縁部の近傍に接合した前記カフ連続体と前記第2縁部の近傍に接合した前記カフ連続体とを、前記第2側縁部どうしが互いに向かい合うようにして前記第1透液性シートと前記第2透液性シートとの上に重ね、前記第1縁部と第2縁部とのそれぞれに交差して延びる前記第1複合体の端縁部それぞれの近傍に接合する工程
(13)前記カフ連続体それぞれの前記第2側縁部の一部分を前記第4連続体の前記第4機械方向に対する交差方向の中間部位において前記第2透液性シートに対して接合して、前記カフ連続体それぞれから第1の前記離間させる手段を形成する工程
(14)前記(13)の工程以降において、前記第4連続体を互いに隣接する前記第1複合体どうしの間で分断して個別の前記おむつおよび前記おむつ前駆体のいずれかを逐次形成する工程
(1)前記第1体液吸収部を形成するための第1不織布を第1機械方向へ連続的に供給する工程
(2)前記第1不織布が内面と外面とを有し、前記内面に前記第1機械方向において間欠的に体液吸収性の第1芯材を配置する工程
(3)前記第1機械方向へ第1透液性シートを連続的に供給し、前記第1透液性シートと前記第1不織布とで前記第1芯材をサンドウィッチして、複数の前記第1体液吸収部が前記第1機械方向へつながった状態にある第1連続体を形成する工程
(4)前記第2体液吸収部を形成するための第2不織布を第2機械方向へ連続的に供給する工程
(5)前記第2不織布が内面と外面とを有し、前記内面に前記第2機械方向において間欠的に体液吸収性の第2芯材を配置する工程
(6)前記第2機械方向へ第2透液性シートを連続的に供給し、前記第2透液性シートと前記第2不織布とで前記第2芯材をサンドウィッチして、複数の前記第2体液吸収部が前記第2機械方向へつながった状態にある第2連続体を形成する工程
(7)前記第1機械方向および前記第2機械方向のいずれかに帯状弾性材料からなるスペーサ連続体を伸張状態で供給して、前記第1連続体における前記第1芯材および前記第2連続体における前記第2芯材のいずれかをまたがせて前記第1連続体における前記第1透液性シートおよび前記第2連続体における前記第2不織布のいずれかに対して接合して、第2の前記離間させる手段を形成する工程
(8)前記第1機械方向と前記第2機械方向との延長上にある第3機械方向に向かって前記第1連続体と前記第2連続体とを前記第1透液性シートと前記第2不織布とが向かい合う態様で合流させるとともに、前記第3機械方向においての前記第1芯材と前記第2芯材との位置を一致させ、かつ前記第3機械方向に対する交差方向において前記第1連続体と前記第2連続体とを部分的に重ね合わせる工程
(9)前記第1連続体と前記第2連続体との重ね合わせた部分を前記第2芯材の前記第3機械方向における側縁部の近傍で互いに接合して前記第1連続体と前記第2連続体とからなる第3連続体を形成する工程
(10)前記第3連続体を前記交差方向へ延びる切断線によって逐次分断して、前記第1芯材と前記第2芯材とを1個ずつ含み互いに隣接する一対の前記切断線によって互いに平行する第1縁部と第2縁部とが画成された複数の第1複合体を形成する工程
(11)第4機械方向へ内面と外面とを有する第1不透液性シートを連続的に供給し、前記第1複合体の1個ずつを前記第1不織布と前記第2不織布とが前記第1不透液性シートの前記内面と向かい合うように前記第1不透液性シートに載せて前記第1複合体の周縁部分を前記不透液性シートに接合して第4連続体を形成する工程
(12)前記(11)の工程以降において、前記第4連続体を互いに隣接する前記第1複合体どうしの間で切断して個別の前記おむつおよび前記おむつの前駆体のいずれかを形成する工程
3 前胴周り域
4 後胴周り域
5 股下域
10 不透液性シート(裏打ちシート)
10a 第1内面
10b 第1外面
11 第1体液吸収部(第1パネル)
11a 縁部
12 第2体液吸収部(第2パネル)
12a 縁部
12d 部位
13 防漏カフ
31 第2外面
32 第2内面
33 第1芯材
41 第3外面
42 第3内面
43 第2芯材
51 スペーサ
101 第1不織布
101a 内面
101b 外面
106 第1透液性シート
107 第1連続体
201 第2不織布
201a 内面
201b 外面
203 第2透液性シート
204 スペーサ連続体
205 第2連続体
301 第3連続体
302 切断線
303 縁部
304 縁部
305 第1複合体
305a 第1側縁
305b 第2側縁
401 第1不透液性シート
401a 内面
401b 外面
402 第4連続体
403 第1カフ連続体
403a 第1側縁部
403b 第2側縁部
403d 不織布
403e 糸ゴム
404 第2カフ連続体
404a 第1側縁部
404b 第2側縁部
404d 不織布
404e 糸ゴム
MD1 第1機械方向
MD2 第2機械方向
MD3 第3機械方向
MD4 第4機械方向
CD3 交差方向(第3交差方向)
CD4 交差方向(第4交差方向)
A 縦方向
B 横方向
Claims (16)
- 前胴周り域と後胴周り域とこれら両域間に位置する股下域とからなり互いに直交する縦方向と横方向と厚さ方向とを有する不透液性シートが第1内面とその反対面である第1外面とを有し、前記第1内面の側には、前記第1内面と向かい合う第2外面とその反対面である第2内面とを有し前記縦方向において前記前後胴周り域と股下域とのうちの少なくとも前記後胴周り域と前記股下域とに広がるパネル状の第1体液吸収部と、前記第2内面の少なくとも一部分と向かい合う第3外面とその反対面である第3内面とを有し前記縦方向において前記前胴周り域と前記股下域とに広がり前記後胴周り域にまでは広がることがなく前記股下域では前記第1体液吸収部の第2内面に重なるパネル状の第2体液吸収部とが形成され、前記股下域において、前記第2体液吸収部は前記横方向に位置する縁部それぞれにおいて前記不透液性シートおよび前記第1体液吸収部のいずれかに接合する一方、前記両縁部間の部位が前記厚さ方向において前記第1体液吸収部から離間可能に形成されている使い捨ておむつに、下記工程を含む製造工程を経て前記第2体液吸収部を前記第1体液吸収部から離間させる手段が形成されることを特徴とする前記使い捨ておむつの連続的製造方法。
(1)前記第1体液吸収部を形成するための第1不織布を第1機械方向へ連続的に供給する工程
(2)前記第1不織布が内面と外面とを有し、前記内面に前記第1機械方向において間欠的に体液吸収性の第1芯材を配置する工程
(3)前記第1機械方向へ第1透液性シートを連続的に供給し、前記第1透液性シートと前記第1不織布とで前記第1芯材をサンドウィッチして、複数の前記第1体液吸収部が前記第1機械方向へつながった状態にある第1連続体を形成する工程
(4)前記第2体液吸収部を形成するための第2不織布を第2機械方向へ連続的に供給する工程
(5)前記第2不織布が内面と外面とを有し、前記内面に前記第2機械方向において間欠的に体液吸収性の第2芯材を配置する工程
(6)前記第2機械方向へ第2透液性シートを連続的に供給し、前記第2透液性シートと前記第2不織布とで前記第2芯材をサンドウィッチして、複数の前記第2体液吸収部が前記第2機械方向へつながった状態にある第2連続体を形成する工程
(7)前記第1機械方向と前記第2機械方向との延長上にある第3機械方向に向かって前記第1連続体と前記第2連続体とを前記第1透液性シートと前記第2不織布とが向かい合う態様で合流させるとともに、前記第3機械方向においての前記第1芯材と前記第2芯材との位置を一致させ、かつ前記第3機械方向に対する交差方向において前記第1連続体と前記第2連続体とを部分的に重ね合わせる工程
(8)前記第1連続体と前記第2連続体との重ね合わせた部分を前記第2芯材の前記第3機械方向において対向している側縁部それぞれの近傍で互いに接合して前記第1連続体と前記第2連続体とからなる第3連続体を形成する工程
(9)前記第3連続体を前記交差方向へ延びる切断線によって逐次分断して、前記第1芯材と前記第2芯材とを1個ずつ含み互いに隣接する一対の前記切断線によって互いに平行する第1縁部と第2縁部とが画成された複数の第1複合体を逐次形成する工程
(10)第4機械方向へ内面と外面とを有する第1不透液性シートを連続的に供給し、前記第1複合体の1個ずつを前記第1不織布と前記第2不織布とが前記第1不透液性シートの前記内面と向かい合うように前記第1不透液性シートに載せて、前記第1複合体の周縁部分を前記第1不透液性シートに接合して第4連続体を形成する工程
(11)前記第4連続体に対して、互いに平行して延びる第1側縁部と第2側縁部とを有し、前記第2側縁部がその延びる方向に弾性的に伸長収縮可能な帯状材料からなる一対の防漏用カフ連続体それぞれの前記第1側縁部を、前記第2側縁部の伸張状態下に、前記第4連続体に取り付けられている前記第1複合体の前記第1縁部と第2縁部それぞれの近傍で接合する工程
(12)前記第1縁部の近傍に接合した前記カフ連続体と前記第2縁部の近傍に接合した前記カフ連続体とを、前記第2側縁部どうしが互いに向かい合うようにして前記第1透液性シートと前記第2透液性シートとの上に重ね、前記第1縁部と第2縁部とのそれぞれに交差して延びる前記第1複合体の端縁それぞれの近傍に接合する工程
(13)前記カフ連続体それぞれの前記第2側縁部の一部分を前記第4連続体の前記第4機械方向に対する交差方向の中間部位において前記第2透液性シートに対して接合して、前記カフ連続体のそれぞれから第1の前記離間させる手段を形成する工程
(14)前記(13)の工程以降において、前記第4連続体を互いに隣接する前記第1複合体どうしの間で分断して個別の前記おむつおよび前記おむつの前駆体のいずれかを逐次形成する工程 - 前記第1不透液性シートが不透液性のプラスチックフィルムと前記フィルムの内外面の少なくとも一方に積層された不織布とからなる請求項1に記載の製造方法。
- 前記帯状材料は、不織布と前記不織布に伸張状態で取り付けられている糸ゴムとで形成されている請求項1または2に記載の製造方法。
- 前記第1機械方向および前記第2機械方向が前記不透液性シートの横方向に一致し、前記第4機械方向が前記不透液性シートの前記縦方向に一致しており、前記第1複合体を90°回転させてから前記第1不透液性シートに載せる請求項1〜3のいずれかに記載の製造方法。
- 前記(6)の工程の後に、前記(7)の工程において前記第1連続体に重ね合わせる前記第2連続体の部位の一部分を前記第2透液性シートどうしが重なり合うように前記第2機械方向に平行する折曲線に沿って折り返して前記第2連続体における前記第2不織布を前記カフ連続体と向かい合わせ、前記(13)の工程では前記カフ連続体の第2側縁部の一部分を前記第2透液性シートに代えて前記第2不織布に対して接合する請求項4に記載の製造方法。
- 前記第1機械方向および前記第2機械方向が前記不透液性シートの縦方向に一致している請求項1〜3のいずれかに記載の製造方法。
- 前記第1機械方向が前記不透液性シートの縦方向に一致し、前記第2機械方向が前記不透液性シートの横方向に一致しており、前記第1連続体を分断して得られる前記第1体液吸収部と前記第2連続体を分断して得られる前記第2体液吸収部とのいずれかを90°回転させる工程が含まれる請求項1〜5のいずれかに記載の製造方法。
- 前記第1連続体および前記第2連続体のいずれかに、前記股下域において前記おむつの幅を縮めて前記第1体液吸収部と前記第2体液吸収部とを離間させることが可能な帯状弾性材料からなるスペーサ連続体を伸張状態で取り付けて、前記スペーサ連続体から第2の前記離間させる手段を形成する工程が含まれる請求項1〜7のいずれかに記載の製造方法。
- 前胴周り域と後胴周り域とこれら両域間に位置する股下域とからなり互いに直交する縦方向と横方向と厚さ方向とを有する不透液性シートが第1内面とその反対面である第1外面とを有し、前記第1内面の側には、前記第1内面と向かい合う第2外面とその反対面である第2内面とを有し前記縦方向において前記前後胴周り域と股下域とのうちの少なくとも前記後胴周り域と前記股下域とに広がるパネル状の第1体液吸収部と、前記第2内面の少なくとも一部分と向かい合う第3外面とその反対面である第3内面とを有し前記縦方向において前記前胴周り域と前記股下域とに広がり前記後胴周り域にまでは広がることがなく前記股下域では前記第1体液吸収部の第2内面に重なるパネル状の第2体液吸収部とが形成され、前記股下域において、前記第2体液吸収部は前記横方向に位置する縁部それぞれにおいて前記不透液性シートおよび前記第1体液吸収部のいずれかに接合する一方、前記両縁部間の部位が前記厚さ方向において前記第1体液吸収部から離間可能に形成されている使い捨ておむつに、下記工程を含む製造工程を経て前記第2体液吸収部を前記第1体液吸収部から離間させる手段が形成されることを特徴とする前記使い捨ておむつの連続的製造方法。
(1)前記第1体液吸収部を形成するための第1不織布を第1機械方向へ連続的に供給する工程
(2)前記第1不織布が内面と外面とを有し、前記内面に前記第1機械方向において間欠的に体液吸収性の第1芯材を配置する工程
(3)前記第1機械方向へ第1透液性シートを連続的に供給し、前記第1透液性シートと前記第1不織布とで前記第1芯材をサンドウィッチして、複数の前記第1体液吸収部が前記第1機械方向へつながった状態にある第1連続体を形成する工程
(4)前記第2体液吸収部を形成するための第2不織布を第2機械方向へ連続的に供給する工程
(5)前記第2不織布が内面と外面とを有し、前記内面に前記第2機械方向において間欠的に体液吸収性の第2芯材を配置する工程
(6)前記第2機械方向へ第2透液性シートを連続的に供給し、前記第2透液性シートと前記第2不織布とで前記第2芯材をサンドウィッチして、複数の前記第2体液吸収部が前記第2機械方向へつながった状態にある第2連続体を形成する工程
(7)前記第1機械方向および前記第2機械方向のいずれかに帯状弾性材料からなるスペーサ連続体を伸張状態で供給して、前記第1連続体における前記第1芯材および前記第2連続体における前記第2芯材のいずれかをまたがせて前記第1連続体における前記第1透液性シートおよび前記第2連続体における前記第2不織布のいずれかに対して接合して、第2の前記離間させる手段を形成する工程
(8)前記第1機械方向と前記第2機械方向との延長上にある第3機械方向に向かって前記第1連続体と前記第2連続体とを前記第1透液性シートと前記第2不織布とが向かい合う態様で合流させるとともに、前記第3機械方向においての前記第1芯材と前記第2芯材との位置を一致させ、かつ前記第3機械方向に対する交差方向において前記第1連続体と前記第2連続体とを部分的に重ね合わせる工程
(9)前記第1連続体と前記第2連続体との重ね合わせた部分を前記第2芯材の前記第3機械方向における側縁部の近傍で互いに接合して前記第1連続体と前記第2連続体とからなる第3連続体を形成する工程
(10)前記第3連続体を前記交差方向へ延びる切断線によって逐次分断して、前記第1芯材と前記第2芯材とを1個ずつ含み互いに隣接する一対の前記切断線によって互いに平行する第1縁部と第2縁部とが画成された複数の第1複合体を形成する工程
(11)第4機械方向へ内面と外面とを有する第1不透液性シートを連続的に供給し、前記第1複合体の1個ずつを前記第1不織布と前記第2不織布とが前記第1不透液性シートの前記内面と向かい合うように前記第1不透液性シートに載せて前記第1複合体の周縁部分を前記第1不透液性シートに接合して第4連続体を形成する工程
(12)前記(11)の工程以降において、前記第4連続体を互いに隣接する前記第1複合体どうしの間で切断して個別の前記おむつおよび前記おむつの前駆体のいずれかを形成する工程 - 前記第1不透液性シートが不透液性のプラスチックフィルムと前記フィルムの内外面の少なくとも一方に積層された不織布とからなる請求項9に記載の製造方法。
- 前記第1機方向および前記第2機械方向が前記不透液性シートの横方向に一致し、前記第4機械方向が前記不透液性シートの前記縦方向に一致しており、前記第1複合体を90°回転させてから前記第1不透液性シートに載せる請求項9または10に記載の製造方法。
- 前記第1機械方向および前記第2機械方向が前記不透液性シートの縦方向に一致している請求項9または10に記載の製造方法。
- 前記第1機械方向が前記不透液性シートの縦方向に一致し、前記第2機械方向が前記不透液性シートの横方向に一致しており、前記第1連続体を分断して得られる前記第1体液吸収部および前記第2連続体を分断して得られる前記第2体液吸収部のいずれかを90°回転させる工程が含まれる請求項9または10に記載の製造方法。
- 前記第4連続体に対して、互いに平行して延びる第1側縁部と第2側縁部とを有し、前記第2側縁部がその延びる方向に弾性的に伸長収縮可能な帯状材料からなる一対の防漏用カフ連続体それぞれの前記第1側縁部を、前記第2側縁部の伸張状態下に、前記第4連続体に取り付けられている前記第1複合体の前記第1縁部と前記第2縁部それぞれの近傍で接合する工程が含まれる請求項9から13のいずれかに記載の製造方法。
- 前記第2芯材をサンドウィッチしている前記第2透液性シートおよび前記第2不織布のいずれかに対して前記カフ連続体の一部分を接合する工程が含まれる請求項14に記載の製造方法。
- 前胴周り域と後胴周り域とこれら両域間に位置する股下域とからなり互いに直交する縦方向と横方向と厚さ方向とを有する不透液性シートが第1内面とその反対面である第1外面とを有し、前記第1内面の側には、前記第1内面と向かい合う第2外面とその反対面である第2内面とを有し前記縦方向において前記前後胴周り域と股下域とのうちの少なくとも前記後胴周り域と前記股下域とに広がるパネル状の第1体液吸収部と、前記第2内面の少なくとも一部分と向かい合う第3外面とその反対面である第3内面とを有し前記縦方向において前記前胴周り域と前記股下域とに広がり前記後胴周り域にまでは広がることがなく前記股下域では前記第1体液吸収部の第2内面に重なるパネル状の第2体液吸収部とが形成され、前記股下域において、前記第2体液吸収部は前記横方向に位置する縁部それぞれにおいて前記不透液性シートおよび前記第1体液吸収部のいずれかに接合する一方、前記両縁部間の部位が前記厚さ方向において前記第1体液吸収部から離間可能に形成されている使い捨ておむつに、下記工程を含む製造工程を経て前記第2体液吸収部を前記第1体液吸収部から離間させる手段が形成されることを特徴とする前記使い捨ておむつの連続的製造方法。
(1)前記第1内面と前記第1外面とを有する前記不透液性シートの連続体を第1機械方向へ連続的に供給する工程
(2)前記連続体における前記不透液性シートの前記前胴周り域と後胴周り域と股下域とになるべき部位のうちの少なくとも前記後胴周り域と股下域とになるべき部位における前記第1内面に前記第1体液吸収部を取り付ける工程
(3)前記連続体における前記不透液性シートの前記前胴周り域と前記股下域とになるべき部位に前記第2体液吸収部を前記第2外面が前記股下域で前記第1体液吸収部の前記第1内面と向かい合うようにして載せて、前記股下域において前記第2体液吸収部の前記縁部を前記横方向に位置する前記第1体液吸収部の縁部および前記横方向において前記第1体液吸収部の縁部の外側に位置する前記連続体のいずれかに接合する工程
(4)前記第1体液吸収部と前記第2体液吸収部とを取り付けた前記連続体に対して、前記股下域となるべき部位から前記前胴周り域と前記後胴周り域とになるべき部位とに向かって延び、その延びる方向に弾性的に伸長収縮可能であって互いに平行する内側縁部と外側縁部とを有する帯状材料で形成された一対の防漏カフ用部材を伸張状態で供給し、前記股下域において前記部材それぞれの前記外側縁部を前記第1体液吸収部および前記第2体液吸収部の縁部外側で前記連続体に取り付けるとともに、前記部材それぞれの前記内側縁部で前記第1体液吸収部および前記第2体液吸収部の縁部を覆う工程
(5)次のa,bの少なくとも一方によって前記離間させる手段が形成される工程
a.前記連続体における前記不透液性シートの前記股下域となるべき部位で、伸張状態にある前記防漏カフ用部材の前記内側縁部の一部分を前記一部分が覆っている前記第2体液吸収部の一部分に対して接合する工程
b.前記連続体における前記不透液性シートの前記股下域となるべき部位で、前記第1体液吸収部と前記第2体液吸収部とをこれら両部に挟まれた状態で横断する帯状弾性スペーサを伸張して前記第1体液吸収部および前記第2体液吸収部の少なくとも一方の前記縁部それぞれに取り付ける工程
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112819A JP4532966B2 (ja) | 2004-04-07 | 2004-04-07 | 使い捨ておむつの連続的製造方法 |
| MYPI20051535A MY144250A (en) | 2004-04-07 | 2005-04-06 | Method for continuously making disposable diaper |
| PCT/JP2005/006744 WO2005097023A1 (ja) | 2004-04-07 | 2005-04-06 | 使い捨ておむつの連続的製造方法 |
| EP05728448A EP1736126A4 (en) | 2004-04-07 | 2005-04-06 | METHOD FOR THE CONTINUOUS PRODUCTION OF A DISPOSABLE THREAD |
| CNB2005800104368A CN100528114C (zh) | 2004-04-07 | 2005-04-06 | 一次性尿布的连续制造方法 |
| KR1020067021434A KR100791879B1 (ko) | 2004-04-07 | 2005-04-06 | 일회용 기저귀의 연속적 제조 방법 |
| US11/100,602 US7198690B2 (en) | 2004-04-07 | 2005-04-07 | Method for continuously making disposable diaper |
| TW094111048A TWI265019B (en) | 2004-04-07 | 2005-04-07 | Method for continuously making disposable disper |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112819A JP4532966B2 (ja) | 2004-04-07 | 2004-04-07 | 使い捨ておむつの連続的製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005296089A true JP2005296089A (ja) | 2005-10-27 |
| JP2005296089A5 JP2005296089A5 (ja) | 2007-05-17 |
| JP4532966B2 JP4532966B2 (ja) | 2010-08-25 |
Family
ID=35059354
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004112819A Expired - Fee Related JP4532966B2 (ja) | 2004-04-07 | 2004-04-07 | 使い捨ておむつの連続的製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7198690B2 (ja) |
| EP (1) | EP1736126A4 (ja) |
| JP (1) | JP4532966B2 (ja) |
| KR (1) | KR100791879B1 (ja) |
| CN (1) | CN100528114C (ja) |
| MY (1) | MY144250A (ja) |
| TW (1) | TWI265019B (ja) |
| WO (1) | WO2005097023A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010200912A (ja) * | 2009-03-02 | 2010-09-16 | Uni Charm Corp | 吸収性物品の折り畳み方法 |
| JP2011518613A (ja) * | 2008-04-29 | 2011-06-30 | ザ プロクター アンド ギャンブル カンパニー | 身体排出物の隔離を改善するために分布させた吸収性粒子状ポリマー材料を含む使い捨て吸収性物品 |
| WO2011105263A1 (ja) | 2010-02-23 | 2011-09-01 | ユニ・チャーム株式会社 | 吸収性物品の製造装置 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI0722259A2 (pt) * | 2007-11-14 | 2014-04-08 | Sca Hygiene Prod Ab | Método para produção de um vestuário absorvente, e vestuário absorvente produzido de acordo com o método |
| WO2009064224A1 (en) * | 2007-11-14 | 2009-05-22 | Sca Hygiene Products Ab | Method of producing an absorbent garment, and an absorbent garment produced according to the method |
| DE102007063209A1 (de) | 2007-12-20 | 2009-06-25 | Paul Hartmann Aktiengesellschaft | Verfahren zum Herstellen von Inkontinenzartikeln in Höschenform |
| CN102579198B (zh) * | 2012-02-20 | 2014-06-18 | 福建益川自动化设备股份公司 | 一种生产简易训练裤的方法及其加工装置 |
| JP6001335B2 (ja) * | 2012-05-31 | 2016-10-05 | ユニ・チャーム株式会社 | 折り畳み動物用排泄物処理シート |
| JP6372980B2 (ja) * | 2013-08-20 | 2018-08-15 | ユニ・チャーム株式会社 | 吸収性物品の吸収体に係る被覆体の製造方法、及び製造装置 |
| EP3265041A1 (en) * | 2015-03-06 | 2018-01-10 | The Procter and Gamble Company | Method for manufacturing absorbent articles including a discrete barrier member |
| US11771605B2 (en) | 2017-03-31 | 2023-10-03 | Kimberly-Clark Worldwide, Inc. | Absorbent article with an exudate management layer |
| KR102164191B1 (ko) | 2017-03-31 | 2020-10-12 | 킴벌리-클라크 월드와이드, 인크. | 삼출물 관리층을 구비한 흡수 용품 |
| CN110381902A (zh) * | 2017-03-31 | 2019-10-25 | 金伯利-克拉克环球有限公司 | 具有流出物管理层的吸收制品 |
| US12263070B2 (en) * | 2021-01-07 | 2025-04-01 | First Quality Products, Inc. | Low rise protective underwear and method of forming the same |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002315778A (ja) * | 2001-02-15 | 2002-10-29 | Uni Charm Corp | 使い捨ておむつ |
| JP2002325795A (ja) * | 2001-02-27 | 2002-11-12 | Uni Charm Corp | 使い捨ておむつ |
| JP2003079664A (ja) * | 2001-09-10 | 2003-03-18 | Kao Corp | パンツ型使い捨ておむつ |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3848599A (en) * | 1973-10-12 | 1974-11-19 | Kendall & Co | Contourable diaper |
| US3943930A (en) * | 1974-10-03 | 1976-03-16 | Colgate-Palmolive Company | Disposable diaper |
| US4557777A (en) * | 1981-03-16 | 1985-12-10 | Sabee Reinhardt N | Method of making form fit diaper with inside seal and thickened crotch |
| US6699228B1 (en) * | 1998-06-11 | 2004-03-02 | Paragon Trade Brands, Inc. | Diaper for isolating bowel movement or stools from skin |
| US6171290B1 (en) * | 1998-06-30 | 2001-01-09 | Mcneil-Ppc, Inc. | Absorbent article having double side cuffs |
| JP3805622B2 (ja) | 2000-12-19 | 2006-08-02 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| US7238175B2 (en) | 2001-02-27 | 2007-07-03 | Uni-Charm Corporation | Disposable diaper |
| US6712922B2 (en) * | 2001-04-13 | 2004-03-30 | Kimberly-Clark Worldwide, Inc. | Method of fabricating a multiple component web |
| JP4678632B2 (ja) * | 2001-05-23 | 2011-04-27 | 王子製紙株式会社 | 折り返し部を有する吸収体製品 |
| US6743321B2 (en) * | 2001-09-14 | 2004-06-01 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for assembling refastenable absorbent garments |
| US7470264B2 (en) * | 2004-03-12 | 2008-12-30 | Uni-Charm Corporation | Disposable absorbent article with pocket for isolating feces from urine |
| JP4473032B2 (ja) * | 2004-04-12 | 2010-06-02 | ユニ・チャーム株式会社 | 使い捨て着用物品 |
-
2004
- 2004-04-07 JP JP2004112819A patent/JP4532966B2/ja not_active Expired - Fee Related
-
2005
- 2005-04-06 WO PCT/JP2005/006744 patent/WO2005097023A1/ja not_active Ceased
- 2005-04-06 EP EP05728448A patent/EP1736126A4/en not_active Withdrawn
- 2005-04-06 KR KR1020067021434A patent/KR100791879B1/ko not_active Expired - Fee Related
- 2005-04-06 MY MYPI20051535A patent/MY144250A/en unknown
- 2005-04-06 CN CNB2005800104368A patent/CN100528114C/zh not_active Expired - Fee Related
- 2005-04-07 TW TW094111048A patent/TWI265019B/zh not_active IP Right Cessation
- 2005-04-07 US US11/100,602 patent/US7198690B2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002315778A (ja) * | 2001-02-15 | 2002-10-29 | Uni Charm Corp | 使い捨ておむつ |
| JP2002325795A (ja) * | 2001-02-27 | 2002-11-12 | Uni Charm Corp | 使い捨ておむつ |
| JP2003079664A (ja) * | 2001-09-10 | 2003-03-18 | Kao Corp | パンツ型使い捨ておむつ |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011518613A (ja) * | 2008-04-29 | 2011-06-30 | ザ プロクター アンド ギャンブル カンパニー | 身体排出物の隔離を改善するために分布させた吸収性粒子状ポリマー材料を含む使い捨て吸収性物品 |
| JP2010200912A (ja) * | 2009-03-02 | 2010-09-16 | Uni Charm Corp | 吸収性物品の折り畳み方法 |
| WO2011105263A1 (ja) | 2010-02-23 | 2011-09-01 | ユニ・チャーム株式会社 | 吸収性物品の製造装置 |
| US8863803B2 (en) | 2010-02-23 | 2014-10-21 | Uni-Charm Corporation | Apparatus for manufacturing absorbent article |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1736126A4 (en) | 2011-11-02 |
| KR100791879B1 (ko) | 2008-01-07 |
| US7198690B2 (en) | 2007-04-03 |
| TWI265019B (en) | 2006-11-01 |
| TW200602010A (en) | 2006-01-16 |
| MY144250A (en) | 2011-08-29 |
| EP1736126A1 (en) | 2006-12-27 |
| US20050224171A1 (en) | 2005-10-13 |
| KR20070004040A (ko) | 2007-01-05 |
| JP4532966B2 (ja) | 2010-08-25 |
| WO2005097023A1 (ja) | 2005-10-20 |
| CN100528114C (zh) | 2009-08-19 |
| CN1937982A (zh) | 2007-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5868123B2 (ja) | 使い捨て着用物品 | |
| JP5342879B2 (ja) | 吸収性物品 | |
| JP4532966B2 (ja) | 使い捨ておむつの連続的製造方法 | |
| WO2009119139A1 (ja) | 着用物品 | |
| WO2008069279A1 (ja) | 吸収性物品 | |
| KR20050053630A (ko) | 팬츠형 일회용 기저귀 | |
| JP2009119079A (ja) | 使い捨ておむつ | |
| TW201416065A (zh) | 用後即棄式穿著用物品 | |
| JPH07213553A (ja) | 立体パンツ型使いすておむつ | |
| TW201808242A (zh) | 吸收性物品 | |
| JP2005296230A (ja) | 使い捨ておむつ | |
| JP2010227153A (ja) | 着用物品 | |
| CN107920924B (zh) | 一次性穿着物品 | |
| JP5417612B2 (ja) | 男性用軽失禁パッド | |
| JP6881016B2 (ja) | 成人男性用使い捨ておむつ | |
| JP5793861B2 (ja) | 使い捨ておむつ | |
| JPH0718714U (ja) | 使いすておむつ | |
| JP2006081653A (ja) | 使い捨ておむつ | |
| JP4995652B2 (ja) | 男性用尿吸収物品 | |
| JP5933251B2 (ja) | 使い捨て着用物品 | |
| JP2012000252A (ja) | 吸収性物品、使い捨ておむつ、パンツ型使い捨ておむつ及び吸収性物品の製造方法 | |
| JP2008161206A (ja) | 使い捨ての着用物品 | |
| JP3729695B2 (ja) | 吸収性物品 | |
| JP3702563B2 (ja) | 吸収性物品 | |
| JPH1199168A (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070326 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070326 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100223 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100422 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100608 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100611 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130618 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |