JP2005113236A - めっき素材とめっき被覆部材及びそれらの製造方法 - Google Patents
めっき素材とめっき被覆部材及びそれらの製造方法 Download PDFInfo
- Publication number
- JP2005113236A JP2005113236A JP2003350875A JP2003350875A JP2005113236A JP 2005113236 A JP2005113236 A JP 2005113236A JP 2003350875 A JP2003350875 A JP 2003350875A JP 2003350875 A JP2003350875 A JP 2003350875A JP 2005113236 A JP2005113236 A JP 2005113236A
- Authority
- JP
- Japan
- Prior art keywords
- plating
- surface layer
- solution
- electroless plating
- material body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Chemically Coating (AREA)
- Electroplating Methods And Accessories (AREA)
Abstract
【解決手段】素材本体より活性不飽和基が多い表面層をもつめっき素材を用い、少なくとも表面層に紫外線処理、オゾン溶液処理などを行った後に無電解めっきする。
紫外線処理などにより表面層に含まれる活性不飽和基が活性化されて C=O基、COO-基などの極性基が生成し、その極性基に触媒が吸着し付着性に優れた無電解めっき被膜が析出する。
【選択図】 図1
Description
塩素化PPプライマー塗料 100重量部にエポキシ系アクリレートを固形分で15重量部混合した塗料(「プラニット#543」大日本塗料製)を用意し、図1に示すように、ブタジエン変性PP(トヨタスーパーオレフィンポリマー)から形成されマスキングされた基板1の表面にスプレー塗布し乾燥して、膜厚15μmの表面層2を形成した。
表面層2を形成しない基板1を用いたこと以外は実施例1と同様にして、各時間の紫外線照射を行い、同様にNi−P化学めっき処理と硫酸銅系Cu電解めっき処理を行った。そして同様に付着強度を測定し、結果を表1に示す。
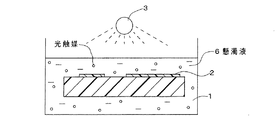
実施例1と同様の表面層2が形成された基材1を用意し、水1リットル中にアナターゼ型TiO2(半導体光触媒)粉末0.05gを懸濁させた懸濁液6中に浸漬した。そして放射照度 170mW/cm2 の水銀ランプ3を用い、図2に示すように、懸濁液6の液面上から基板1の表面層2が形成された表面に紫外線を照射した。ここで、紫外線の照射時間を0分,5分,10分,15分,20分,25分,30分の7水準とし、それぞれの処理基板を得た。
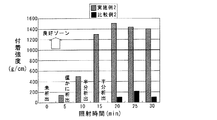
表面層2を形成しない基板1を用いたこと以外は実施例2と同様にして、各時間の光触媒−紫外線照射処理を行い、同様にNi−P化学めっき処理と硫酸銅系Cu電解めっき処理を行った後、同様にしてめっき被膜の付着強度をそれぞれ測定した。結果を表2及び図3に示す。
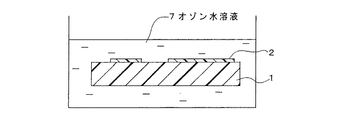
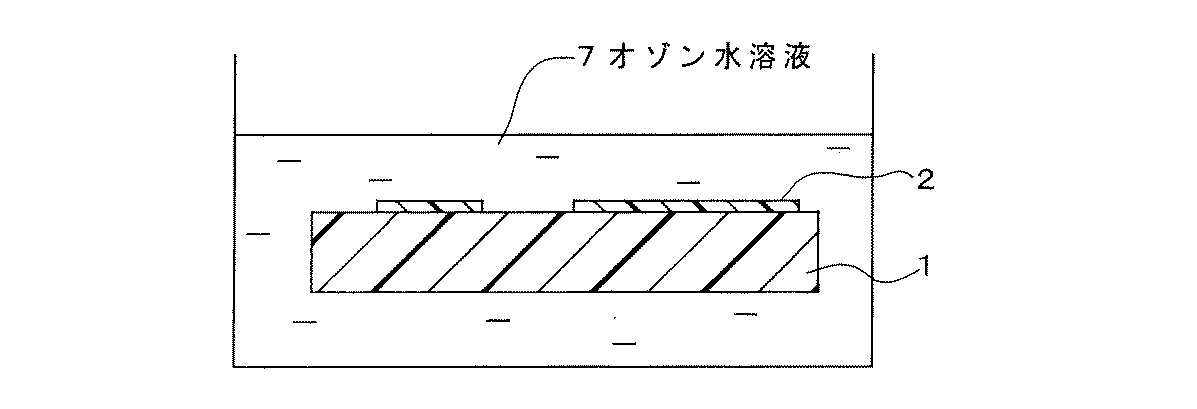
実施例1と同様の表面層2が形成された基材1を用意し、図4に示すように、150PPMのオゾンを含有するオゾン水溶液7に室温で20分間浸漬するオゾン溶液処理を行った。その後、実施例1と同様にしてアルカリ処理と触媒吸着処理を行い、同様にしてNi−Pめっき被膜4と銅めっき被膜5を形成した後、同様にしてめっき被膜の付着強度をそれぞれ測定した。付着強度の測定は、銅めっき被膜5の形成直後、銅めっき被膜5の形成から60分後、銅めっき被膜5の形成から 120分後にそれぞれ行った。結果を表3に示す。
実施例1と同様の表面層2が形成された基材1を用意し、放射照度 100mW/cm2 の水銀ランプを用いて、基板1の表面層2が形成された表面に紫外線を20分間照射した。その後、実施例1と同様にしてアルカリ処理と触媒吸着処理を行い、同様にしてNi−Pめっき被膜4と銅めっき被膜5を形成した後、実施例3と同様にしてめっき被膜の付着強度をそれぞれ測定した。結果を表3に示す。
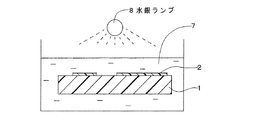
実施例1と同様の表面層2が形成された基材1を用意し、図5に示すように、150PPMのオゾンを含有するオゾン水溶液7に浸漬した状態で、放射照度 100mW/cm2 の水銀ランプ8を用いて、オゾン水溶液7の液面上から基板1の表面層2が形成された表面に紫外線を10分間照射した。その後、実施例1と同様にしてアルカリ処理と触媒吸着処理を行い、同様にしてNi−Pめっき被膜4と銅めっき被膜5を形成した後、実施例3と同様にしてめっき被膜の付着強度をそれぞれ測定した。結果を表3に示す。
実施例1と同様の表面層2が形成された基材1を用意し、水1リットル中にアナターゼ型TiO2(半導体光触媒)粉末0.01gを懸濁させた懸濁液中に浸漬した。そして放射照度 100mW/cm2 の水銀ランプを用い、実施例2と同様に懸濁液の液面上から基板1の表面層2が形成された表面に紫外線を10分間照射した。
4:銅めっき被膜 5:懸濁液 6:水銀ランプ
7:オゾン水溶液 8:水銀ランプ
Claims (14)
- 無電解めっきによりめっきされるめっき素材であって、素材本体と、該素材本体のめっきされる表面の少なくとも一部に接合され該素材本体より活性不飽和基が多い表面層と、からなることを特徴とするめっき素材。
- 前記表面層はポリオレフィン樹脂をベースにアクリレート系樹脂を含む材料からなる請求項1に記載のめっき素材。
- 前記表面層はアクリレート系樹脂を含みABS樹脂を含まない材料からなる請求項1又は請求項2に記載のめっき素材。
- 素材本体と該素材本体のめっきされる表面の少なくとも一部に接合され該素材本体より活性不飽和基が多い表面層とからなる請求項1〜請求項3のいずれかに記載のめっき素材と、該表面層の表面に形成された少なくとも無電解めっき被膜と、よりなることを特徴とするめっき被覆部材。
- 素材本体と該素材本体のめっきされる表面の少なくとも一部に接合され該素材本体より活性不飽和基が多い表面層とからなる請求項1〜請求項3のいずれかに記載のめっき素材を製造する方法であって、該素材本体のめっきされる表面の少なくとも一部に該素材本体より活性不飽和基が多い樹脂をマトリックスとして含む塗料を塗布して該表面層を形成することを特徴とするめっき素材の製造方法。
- 素材本体と該素材本体のめっきされる表面の少なくとも一部に接合され該素材本体より活性不飽和基が多い表面層とからなる請求項1〜請求項3のいずれかに記載のめっき素材の、少なくとも該表面層に紫外線を照射する紫外線照射工程と、該紫外線照射工程後の該めっき素材に無電解めっきを施す無電解めっき工程と、を含むことを特徴とするめっき被覆部材の製造方法。
- 前記紫外線照射工程では紫外線を20分以上照射する請求項6に記載のめっき被覆部材の製造方法。
- 素材本体と該素材本体のめっきされる表面の少なくとも一部に接合され該素材本体より活性不飽和基が多い表面層とからなる請求項1〜請求項3のいずれかに記載のめっき素材の、少なくとも該表面層に半導体光触媒が接触した状態で紫外線を照射する光触媒処理工程と、該光触媒処理工程後の該めっき素材に無電解めっきを施す無電解めっき工程と、を含むことを特徴とするめっき被覆部材の製造方法。
- 前記光触媒処理工程では紫外線を15分以上照射する請求項8に記載のめっき被覆部材の製造方法。
- 素材本体と該素材本体のめっきされる表面の少なくとも一部に接合され該素材本体より活性不飽和基が多い表面層とからなる請求項1〜請求項3のいずれかに記載のめっき素材の、少なくとも該表面層とオゾンを含む第1溶液を接触させるオゾン溶液処理工程と、該オゾン溶液処理工程後の該めっき素材に無電解めっきを施す無電解めっき工程と、を含むことを特徴とするめっき被覆部材の製造方法。
- 前記オゾン溶液処理工程において、前記めっき素材の少なくとも前記表面層と前記第1溶液とを接触させた状態でさらに少なくとも前記表面層に紫外線を照射する請求項10に記載のめっき被覆部材の製造方法。
- 前記オゾン溶液処理工程と前記無電解めっき工程の間に、前記めっき素材の少なくとも前記表面層に少なくともアルカリ成分を含む第2溶液を接触させるアルカリ処理工程をさらに行う請求項10又は請求項11に記載のめっき被覆部材の製造方法。
- 前記第2溶液は陰イオン性界面活性剤及び非イオン性界面活性剤の少なくとも一方をさらに含む請求項12に記載のめっき被覆部材の製造方法。
- 前記無電解めっき工程後に電解めっきを施す電解めっき工程をさらに行う請求項6〜13のいずれかに記載のめっき被覆部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003350875A JP4314093B2 (ja) | 2003-10-09 | 2003-10-09 | めっき素材とその製造方法及びめっき被覆部材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003350875A JP4314093B2 (ja) | 2003-10-09 | 2003-10-09 | めっき素材とその製造方法及びめっき被覆部材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005113236A true JP2005113236A (ja) | 2005-04-28 |
| JP4314093B2 JP4314093B2 (ja) | 2009-08-12 |
Family
ID=34542306
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003350875A Expired - Fee Related JP4314093B2 (ja) | 2003-10-09 | 2003-10-09 | めっき素材とその製造方法及びめっき被覆部材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4314093B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006219715A (ja) * | 2005-02-09 | 2006-08-24 | Ebara Udylite Kk | 耐熱性絶縁樹脂の金属めっき方法 |
| JP2007239084A (ja) * | 2006-03-13 | 2007-09-20 | Toyota Motor Corp | 無電解めっき方法 |
| KR100828721B1 (ko) | 2006-02-04 | 2008-05-09 | 주식회사 엘지화학 | 소수성 수지 미립자의 표면 극성화 방법 |
| JP2011063854A (ja) * | 2009-09-17 | 2011-03-31 | Toyota Industries Corp | 無電解めっき素材の製造方法 |
| JP2011063855A (ja) * | 2009-09-17 | 2011-03-31 | Toyota Industries Corp | 無電解めっき素材の製造方法 |
| JP2014118623A (ja) * | 2012-12-19 | 2014-06-30 | Kanto Gakuin | めっき膜の製造方法 |
| JP5856354B1 (ja) * | 2014-12-08 | 2016-02-09 | キヤノン・コンポーネンツ株式会社 | めっき皮膜付樹脂製品並びに樹脂製品及びめっき皮膜付樹脂製品の製造方法 |
| JP2016121387A (ja) * | 2014-12-25 | 2016-07-07 | キヤノン・コンポーネンツ株式会社 | めっき皮膜付樹脂製品の製造方法 |
-
2003
- 2003-10-09 JP JP2003350875A patent/JP4314093B2/ja not_active Expired - Fee Related
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006219715A (ja) * | 2005-02-09 | 2006-08-24 | Ebara Udylite Kk | 耐熱性絶縁樹脂の金属めっき方法 |
| KR100828721B1 (ko) | 2006-02-04 | 2008-05-09 | 주식회사 엘지화학 | 소수성 수지 미립자의 표면 극성화 방법 |
| JP2007239084A (ja) * | 2006-03-13 | 2007-09-20 | Toyota Motor Corp | 無電解めっき方法 |
| JP2011063854A (ja) * | 2009-09-17 | 2011-03-31 | Toyota Industries Corp | 無電解めっき素材の製造方法 |
| JP2011063855A (ja) * | 2009-09-17 | 2011-03-31 | Toyota Industries Corp | 無電解めっき素材の製造方法 |
| US8563093B2 (en) | 2009-09-17 | 2013-10-22 | Toyota Jidosha Kabushiki Kaisha | Method for production of electroless plating material |
| JP2014118623A (ja) * | 2012-12-19 | 2014-06-30 | Kanto Gakuin | めっき膜の製造方法 |
| JP5856354B1 (ja) * | 2014-12-08 | 2016-02-09 | キヤノン・コンポーネンツ株式会社 | めっき皮膜付樹脂製品並びに樹脂製品及びめっき皮膜付樹脂製品の製造方法 |
| WO2016092584A1 (ja) * | 2014-12-08 | 2016-06-16 | キヤノン・コンポーネンツ株式会社 | めっき皮膜付樹脂製品並びに樹脂製品及びめっき皮膜付樹脂製品の製造方法 |
| JP2016121387A (ja) * | 2014-12-25 | 2016-07-07 | キヤノン・コンポーネンツ株式会社 | めっき皮膜付樹脂製品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4314093B2 (ja) | 2009-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4135459B2 (ja) | 無電解めっき素材の前処理方法及びめっき被覆部材の製造方法 | |
| JP2660002B2 (ja) | 電気めっき方法 | |
| CN100390319C (zh) | 绝缘体制品的镀敷方法 | |
| JP2008031513A (ja) | プラスチック表面の金属化方法 | |
| JP4314093B2 (ja) | めっき素材とその製造方法及びめっき被覆部材の製造方法 | |
| JP4449246B2 (ja) | 無電解めっき材の前処理方法 | |
| JP3999696B2 (ja) | 無電解めっき方法及びめっき部品 | |
| US20060042954A1 (en) | Method for plating resin material | |
| JP2003193247A (ja) | 無電解めっき素材の前処理方法 | |
| JP2007231362A (ja) | 樹脂製品の無電解めっき方法 | |
| JP2005036292A (ja) | 無電解めっき方法及びめっき部品 | |
| JP4376575B2 (ja) | めっき被覆部材の製造方法 | |
| JP3897590B2 (ja) | 無電解めっき素材の前処理方法 | |
| JP4332795B2 (ja) | 無電解めっき方法 | |
| JP2005146330A (ja) | 非導体材料への表面処理方法 | |
| JP4372491B2 (ja) | めっき被覆部材の製造方法 | |
| JP6130331B2 (ja) | 金属皮膜付樹脂製品の製造方法 | |
| JP7160306B2 (ja) | 無電解めっきの前処理用組成物、無電解めっきの前処理方法、無電解めっき方法 | |
| JP2005217040A (ja) | フレキシブル配線基板の製造方法 | |
| HK1231141B (zh) | 树脂镀敷方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060726 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080724 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080729 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090210 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090507 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090518 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120522 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120522 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130522 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140522 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |