JP2004307894A - 耐食耐摩耗非磁性金属製品の製法およびそれによって得られた耐食耐摩耗非磁性金属製品 - Google Patents
耐食耐摩耗非磁性金属製品の製法およびそれによって得られた耐食耐摩耗非磁性金属製品 Download PDFInfo
- Publication number
- JP2004307894A JP2004307894A JP2003100289A JP2003100289A JP2004307894A JP 2004307894 A JP2004307894 A JP 2004307894A JP 2003100289 A JP2003100289 A JP 2003100289A JP 2003100289 A JP2003100289 A JP 2003100289A JP 2004307894 A JP2004307894 A JP 2004307894A
- Authority
- JP
- Japan
- Prior art keywords
- resistant
- metal
- austenitic
- layer
- carbon
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images














Landscapes
- Sliding-Contact Bearings (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
【解決手段】オーステナイト系金属をフッ素系ガス雰囲気下で加熱保持してフッ化処理を行い、上記フッ化処理と同時期および/またはその後に、上記オーステナイト系金属に対して浸炭処理を行って、オーステナイト系金属の表層部に炭素拡散層を形成し、さらに、上記オーステナイト系金属の表面にダイヤモンドライクカーボン被膜を形成することにより、優れた耐食性と耐摩耗性を有し、しかも非磁性の特性をも兼ね備えた耐食耐摩耗非磁性金属製品が得られる。
【選択図】なし
Description
【発明の属する技術分野】
本発明は、オーステナイト系金属の表面にダイヤモンドライクカーボン(DLC)被膜を形成させることにより、優れた耐食性と耐摩耗性を有し、しかも非磁性の特性をも兼ね備えた耐食耐摩耗非磁性金属製品の製法および耐食耐摩耗非磁性金属製品に関するものである。
【0002】
【従来の技術】
HDDや高容量FDDなどの磁気ディスク装置は年々著しく高容量化、小型化が進み、そこで使用されるスピンドルモータには、高速化に耐えられる寿命と静寂性、ハイレベルの振れ精度が要求される。このような、スピンドルモータの軸受けとして、ボールを使わずに気体や液体等の流体を介在させて軸を回転させる動圧軸受が開発されてきた。
【0003】
動圧軸受は、スラストプレートを有する軸(シャフト)部材と回転軸を支えるスリーブ部材とから構成されている。動圧軸受において、スピンドルモータの回転中は、軸と回転体の間に通常は流体が介在しているが、シャフト部材とスリーブ部材との間に生じる多少の接触が避けられない。特に、スピンドルモータの起動時と停止時には、シャフト部材とスリーブ部材との間がどうしても接触してしまうのが通常である。したがって、ここに使用されるシャフト部材の特性としては、相対するスリーブ部材との耐焼き付き性と耐摩耗性を確保するとともに、回転部を支えるための機械的強度と硬度を確保することが重要となる。
【0004】
このような軸部材およびスリーブ部材に使用する材料としては、汎用性を有し低コストで優れた加工性等を有することから、鋼材、中でもステンレス鋼が広く用いられていた。ところが、軸部材とスリーブ部材の双方にステンレス鋼を使用した場合、軸部材とスリーブ部材が何らかの原因で接触すると、接触部での局部的な摩擦により焼き付きが生じる。そこで、従来は、このような焼き付きを防止するため、軸部材とスリーブ部材とを異なる材料から形成することが行われていた。例えば、一方にステンレス鋼を用い、もう一方に窒化処理により表面硬度を高くしたステンレス鋼を用いる組み合わせや、一方にステンレス鋼を用い、もう一方に硬質なDLC被膜を表面に形成したものを用いる組み合わせ等が用いられていた。
【0005】
このような技術分野に属する先行技術文献として出願人が把握しているものとして、下記の特許文献1を提示する。
【0006】
【特許文献1】
特開2002−61654号公報
【0007】
ところが、窒化処理で表面を高硬度化することにより焼き付きをある程度抑制することはできるが、これだけでは充分とはいえない。また窒化処理によって、部材表面の面粗度が低下してしまうため、窒化後に表面研磨する必要が生じ、部品コストが高くなってしまう。一方、DLC被膜は、高い被膜硬度と自己潤滑性を兼ね備えているため、焼き付きは有効に防止できるものの、DLC被膜を形成する基材自体が柔らかいと、衝撃に対する変形度合いの差からDLC被膜にクラックが入ったり、DLC被膜が剥離してしまうという問題があった。
【0008】
そこで、上記特許文献1に示すように、部材を形成する基材に窒化処理や浸炭焼入れ等を施した後DLC被膜を形成させた動圧軸受部品が提案されている。
【0009】
【発明が解決しようとする課題】
しかしながら、上述したように、窒化処理は、部材表面の面粗度が低下するため研磨工程が不可欠となって部品コストが高くなってしまう。また、窒化処理や浸炭焼入れでは、表面にクロム窒化物やクロム炭化物が析出するため、母材に固溶するクロム量が減少し、耐食性を著しく低下させ、軸受等の製品を長期間にわたって使用した場合の信頼性が大幅に低下する。また、窒化処理や浸炭焼入れでは、クロム窒化物やクロム炭化物の析出により、オーステナイト系ステンレスであっても磁性を帯びてしまうという問題点があり、特に、磁気ディスク装置等のように非磁性の特性が要求される用途に使用する際に問題となっていた。
【0010】
本発明は、このような事情に鑑みなされたもので、オーステナイト系金属の表層部をクロム化合物を析出させることなく強化し、その表面にDLC被膜を形成させることにより、優れた耐食性と耐摩耗性を有し、しかも非磁性の特性をも兼ね備えた耐食耐摩耗非磁性金属製品の製法および耐食耐摩耗非磁性金属製品を提供することを目的とする。
【0011】
【課題を解決するための手段】
上記目的を達成するため、本発明の耐食耐摩耗非磁性金属製品の製法は、オーステナイト系金属をフッ素系ガス雰囲気下で加熱保持してフッ化処理を行い、上記フッ化処理と同時期および/またはその後に、上記オーステナイト系金属に対して浸炭処理を行って、オーステナイト系金属の表層部に炭素拡散層を形成し、さらに、上記オーステナイト系金属の表面にダイヤモンドライクカーボン被膜を形成することを要旨とする。
【0012】
また、本発明の耐食耐摩耗非磁性金属製品は、母材であるオーステナイト系金属の表層部に、炭素原子が炭化物粒子を形成せずに侵入固溶した炭素拡散層が形成され、さらにその表面にダイヤモンドライクカーボン被膜が形成されていることを要旨とする。
【0013】
このように、オーステナイト系金属をフッ素系ガス雰囲気下で加熱保持してフッ化処理を行い、上記フッ化処理と同時期および/またはその後に、上記オーステナイト系金属に対して浸炭処理を行う。このとき、上記フッ化処理により、オーステナイト系金属の表面が活性化されて表面にフッ化膜が形成され、炭素が侵入しやすい状態となる。そして、フッ化処理後に浸炭処理を行うことにより、オーステナイト系金属の表面から炭素が侵入固溶する。侵入固溶した炭素は、炭化物粒子を形成せずに母材表層部に拡散し、オーステナイト系金属の表層部に炭素拡散層を形成する。そして、DLC被膜を形成させる処理を行い、表面にDLC被膜を形成させる。
【0014】
上記炭素拡散層は、炭素原子が炭化物粒子を形成せずに固溶した状態であることから、炭素濃度が高くなって格子歪みが増大し、強度が向上する。したがって、硬質のダイヤモンドライクカーボン被膜を高強度の炭素拡散層で支えることになることから、金属製品の表面に荷重がかかったときにダイヤモンドライクカーボン被膜の変形が少なくなり、被膜のクラックや剥離が効果的に防止される。したがって、摺動,転動,振動等の外力が加わる箇所に使用しても、優れた耐摩耗特性を長期間にわたって維持できる。また、従来の窒化処理のように面粗度が低下することもないため、表面研磨の必要が無く、その分製品コストを節減することができる。
【0015】
さらに、上記炭素拡散層は、炭素原子が炭化物粒子を形成せずに固溶した状態であることから、母材に固溶するクロム原子が固溶した状態を維持して化合物をつくらないことから、オーステナイト系金属自体が有する耐食性を損なわないばかりか、それ以上の耐食性を発揮するようになる。しかも、オーステナイト系金属自体の非磁性特性も失われることなく維持されるため、磁性を嫌う用途への応用を促進することが可能となるのである。そして、DLC被膜の優れた被膜硬度と低摩擦係数の特性を発揮することにより、磁気記憶装置や攪拌機等に用いられる軸受部品,ネジ,攪拌羽根等への応用が可能になる。
【0016】
本発明の耐食耐摩耗非磁性金属製品の製法および耐食耐摩耗非磁性金属製品において、上記オーステナイト系金属は、ニッケルおよびクロムを含む低炭素のオーステナイト系ステンレス鋼である場合には、オーステナイト系ステンレス鋼の表面にはCr2O3を含む強固な不働態被膜が存在するため、浸炭不可能とされてきたが、フッ化処理を行うことにより、上記不働態被膜がフッ化膜に変化し、容易に炭素が侵入しうる状態になる。そして、耐食性に優れるだけでなく高温強度や高温耐疲労性にも優れ、しかもクロム化合物の析出がなく非磁性を保ったオーステナイト系ステンレス鋼の表面に、被膜硬度が高く摩擦係数が少ないダイヤモンドライクカーボン被膜を形成し、耐摩耗性や耐食性に優れ、非磁性の金属製品を得ることができるのである。
【0017】
本発明の耐食耐摩耗非磁性金属製品の製法および耐食耐摩耗非磁性金属製品において、上記炭素拡散層の深さは10μm以上である場合や、上記炭素拡散層の硬度はHv600以上である場合、あるいは、上記浸炭処理によって形成される炭素拡散層の表面炭素濃度は0.9重量%以上である場合には、浸炭処理によって形成される炭素拡散層の、特に表面近傍の炭素濃度が十分に高くなり、格子歪みによって十分に強度が向上してダイヤモンドライクカーボン被膜のクラックや剥離が効果的に防止される。また、浸炭処理あがりの中間製品を抜き取り検査することにより、ダイヤモンドライクカーボン被膜形成後の製品特性をある程度予測できる。このため、中間製品の品質特性の基準をつくり、それに満たないものについては再度フッ化処理と浸炭処理を行うことができ、最終製品の不良率を減少して歩留まりを向上させることができる。特に、上記炭素拡散層の硬度として、母材の表面から測定したマイクロビッカース硬度やヌープ硬度を基準とすることにより、非破壊で中間製品の検査ができて歩留まり低下を減少できる。
【0018】
本発明の耐食耐摩耗非磁性金属製品の製法および耐食耐摩耗非磁性金属製品において、上記フッ化処理の前に、オーステナイト系金属に対して溶体化処理を行う場合には、溶体化処理によって母材の組織が正常化され、浸炭処理が安定して炭素拡散層が均一化し、炭素拡散層の強度も向上してDLC被膜がより安定化してクラックや剥離が効果的に防止される。
【0019】
【発明の実施の形態】
つぎに、本発明の実施の形態を詳しく説明する。
【0020】
本発明の耐食耐摩耗非磁性金属製品の製法は、主としてつぎの工程を実施することにより行う。
(1)まず、オーステナイト系金属をフッ素系ガス雰囲気下で加熱保持してフッ化処理を行う。
(2)このフッ化処理と同時期および/またはその後に、上記オーステナイト系金属に対して浸炭処理を行い、オーステナイト系金属の表層部にクロム炭化物粒子が実質的に存在しない炭素拡散層を形成する。
(3)さらに、DLC形成処理を行い、オーステナイト系金属の表面にDLC被膜を形成する。
【0021】
まず、本発明が適用される母材であるオーステナイト系金属について説明する。
【0022】
上記オーステナイト系金属としては、オーステナイト系ステンレス鋼、例えば鉄分を50重量%以上含有し、クロム分を12重量%以上含有するとともにニッケルを含有するオーステナイト系ステンレス鋼等があげられる。具体的には、SUS304、SUS316、SUS303S等の18−8系ステンレス鋼材や、クロムを25重量%、ニッケルを20重量%含有するオーステナイト系ステンレス鋼であるSUS310Sや309、さらに、クロム含有量が23重量%、モリブデンを2重量%含むオーステナイト−フェライト2相系ステンレス鋼材等があげられる。また、ニッケルを19〜22重量%、クロムを20〜27重量%、炭素を0.25〜0.45重量%含むSCH21やSCH22等の耐熱鋼鋳鋼も本発明のオーステナイト系金属として好適に用いられる。さらに、クロムを20〜22重量%、ニッケルを3.25〜4.5重量%、マンガンを8〜10重量%、炭素を0.48〜0.58重量%含むSUH35や、クロムを13.5〜16重量%、ニッケルを24〜27重量%、モリブデンを1〜1.5重量%含むSUH660等の耐熱鋼も本発明のオーステナイト系金属として好適に用いることができる。
【0023】
上記オーステナイト系金属として、ニッケルおよびクロムを含む低炭素のオーステナイト系ステンレス鋼を使用することにより、耐食性に優れるだけでなく高温強度や高温耐疲労性にも優れ、しかもクロム化合物の析出がなく非磁性を保ったオーステナイト系ステンレス鋼の表面に、被膜硬度が高く摩擦係数が少ないダイヤモンドライクカーボン被膜を形成し、耐摩耗性や耐食性に優れ、非磁性の金属製品を得ることができるのである。
【0024】
さらに、上記オーステナイト系金属には、耐熱鋼であるインコロイ(Ni30〜45重量%,Cr10重量%以上,残Fe等)や、ニッケル分45重量%以上、クロム20重量%、鉄30重量%、その他モリブデン等を含むニッケル基合金も含まれる。このように、本発明においてオーステナイト系金属とは、常温で実質的(実質的とは、60重量%以上がオーステナイト相を有することをいう)に、オーステナイト相を呈するあらゆる金属を含む趣旨であり、ニッケルをオーステナイト安定化元素であるマンガンで置換したような、Fe−Cr−Mn系金属も含まれる。
【0025】
上記オーステナイト系金属は、フッ化処理の前に溶体化処理を行うこともできる。この溶体化処理によって改質処理前の母材に存在する炭化物が固溶され、母材に固溶される炭素量が増大する。また、微細炭化物はほとんど存在しなくなり、比較的大きな炭化物も微粒化されて母材の組織が正常化する。これにより、浸炭処理が安定して炭素拡散層が均一化し、炭素拡散層の強度も向上してDLC被膜がより安定化してクラックや剥離が効果的に防止される。また、オーステナイト系金属本来の十分な耐食性と非磁性の特性が確保される。
【0026】
したがって、改質処理前の母材に微細炭化物粒子が存在するものは、上記溶体化処理により微細炭化物はほとんど存在しなくなり、比較的大きな炭化物粒子が存在する材料も、炭化物が微粒化されて母材の組織が正常化するとともに、母材への炭素原子の固溶量も増加して母材がより強化される。
【0027】
また、上記溶体化処理により、改質処理前の母材の内部歪みが除去されることから、その後の浸炭処理等における熱変形等が軽減され、製品の寸法変化が少なく、表面粗度の悪化も少なくなる。
【0028】
上記溶体化処理の条件としては、母材とするオーステナイト系金属の種類によって適当な条件を用いることができるが、1000℃以上の温度で10数分〜数10分程度行われる。また、上記溶体化処理を600〜1000℃程度の比較的低温で行うことも可能であり、この場合は、炭化物の固溶は比較的少なくなるが、内部歪みの除去作用は確実に行われる。
【0029】
(1)本発明では、まず、上記オーステナイト系金属をフッ素系ガス雰囲気下で加熱保持してフッ化処理を行う。
【0030】
上記フッ化処理に用いられるフッ素系ガスとしては、NF3,BF3,CF4,HF,SF6,C2F6,WF6,CHF3,SiF4,ClF3等からなるフッ素化合物ガスがあげられる。これらは、単独でもしくは2種以上併せて使用される。
【0031】
また、これらのガス以外にも、分子内にフッ素(F)を含むフッ素系ガスも本発明のフッ素系ガスとして用いることができる。また、このようなフッ素化合物ガスを熱分解装置で熱分解させて生成させたF2ガスや、あらかじめ作られたF2ガスも上記フッ素系ガスとして用いることができる。このようなフッ素化合物ガスとF2ガスとは、場合によって混合使用することができる。
【0032】
これらのなかでも、本発明のフッ素系ガスとして最も実用性を備えているのはNF3である。上記NF3は、常温においてガス状を呈し、化学的安定性が高く、取扱いが容易だからである。このようなNF3ガスは、通常、後述するように、N2ガスと組み合わせて、所定の濃度範囲内で希釈して用いられる。
【0033】
上記に例示された各種のフッ素系ガスは、それのみで用いることもできるが、通常はN2ガス等の不活性ガスで希釈されて使用される。このような希釈されたガスにおけるフッ素系ガス自身の濃度は、例えば、容量基準で10000〜100000ppmであり、好ましくは20000〜70000ppm、より好ましくは、30000〜50000ppmである。
【0034】
上記フッ素系ガスを雰囲気ガスとして用いたフッ化処理は、後述するようなマッフル炉等の雰囲気加熱炉を使用し、炉内に未処理のオーステナイト系金属を装入し、上記濃度のフッ素系ガス雰囲気下において加熱状態で保持することにより行われる。
【0035】
このときの、加熱保持は、オーステナイト系金属自体を、例えば、250〜600℃、好適には、280〜450℃の温度に保持することによって行われる。上記フッ素系ガス雰囲気中での上記オーステナイト系金属の保持時間は、通常は、10数分〜数十分に設定される。オーステナイト系金属をこのようなフッ素系ガス雰囲気下で加熱処理することにより、オーステナイト系金属の表面に形成されたCr2O3を含む不働態皮膜が、フッ化膜に変化する。上記不働態被膜は従来浸炭不可能とされてきたが、フッ化処理を行うことにより、上記不働態被膜がフッ化膜に変化する。このフッ化膜は、不働態皮膜に比べ、浸炭に用いる炭素原子の浸透を容易にし、オーステナイト系金属の表面は、上記フッ化処理によって炭素原子の浸透の容易な表面状態になるものと考えられる。
【0036】
(2)つぎに、上記フッ化処理と同時期および/またはその後に、上記オーステナイト系金属に対して浸炭処理を行う。
【0037】
浸炭処理は上記オーステナイト系金属自体を680℃以下の浸炭処理温度に加熱し、CO+H2からなる浸炭用ガス、または、RXガス〔CO23容量%,CO21容量%,H231容量%,H2O1容量%,残部N2〕+CO2からなる浸炭用ガス等を用い、炉内を浸炭用ガス雰囲気にして行われる。この浸炭用ガス雰囲気に、必要に応じてプロパンガス等の炭素源ガスをエンリッチすることもできる。
【0038】
このように、本発明では、浸炭処理を従来公知の浸炭処理に比べて極めて低い温度領域で行うのである。この場合、上記CO+H2の比率は、CO2〜10容量%、H230〜40容量%が好ましく、RX+CO2は、RXが80〜90容量%、CO2が3〜7容量%の割合が好ましい。また、浸炭に用いるガスは、CO+CO2+H2も用いられる。この場合、それぞれの比率は、CO32〜43容量%、CO22〜3容量%、H255〜65容量%の割合が好適である。
【0039】
上記浸炭処理の際の加熱温度すなわち浸炭処理温度としては、680℃以下すなわち400〜680℃の温度が好適である。浸炭処理温度が680℃を超えると、オーステナイト系金属の母材自体の軟化が生じやすくなるうえ、浸炭された炭素原子が母材に固溶したクロムと結合してクロム炭化物を生じ、母材自体に含まれるクロム量を減少させて表層部の耐蝕性が大幅に低下するうえ、浸炭層に侵入固溶した状態で存在する炭素量が減少し、母材の強度や耐食性が低下するとともに、磁性を帯びることとなるからである。
【0040】
同様の理由により、上記浸炭処理温度としてより好適なのは400〜600℃の温度範囲であり、さらに好適なのは400〜550℃、もっと好適なのは400〜500℃の温度範囲である。本発明においては、上記フッ化処理を行うことにより、このような極めて低温における浸炭処理が可能となり、浸炭処理中にクロム炭化物粒子をほとんど生成させずに母材中に炭素を侵入固溶させ、格子歪みを増大させて母材表層部を強化する。
【0041】
このように処理することにより、オーステナイト系金属の表層部に炭素が拡散浸透した炭素拡散層が深く均一に形成される。この炭素拡散層は、基相であるオーステナイト相中に、多量のC原子が侵入固溶して格子歪みを起こした状態となっており、母材に比べて著しく硬度の向上を実現している。しかも、上記炭素原子は、母材中のクロムとCr7C2やCr23C6等の炭化物をほとんど形成することなく結晶格子中に侵入固溶していることから、上記炭素拡散層中にはクロム炭化物粒子が実質的に存在せず、母材に固溶するクロム量を減少させることもないことから、母材と同程度の耐蝕性を維持できる。
【0042】
また、上記のようにして浸炭処理を行ったオーステナイト系金属は、表面粗度もほとんど悪化せず、膨れによる寸法変化や磁性も生じない。したがって、面粗度低下や寸法変化も少なく、比較的精度よく表面改質をすることができる。また、本発明者らによる研究の結果、オーステナイト系金属の中でも、ニッケルを多量に含む安定型オーステナイト系ステンレス鋼や、モリブデンを含有する安定型オーステナイト系ステンレス鋼では、炭素拡散層の耐蝕性がより良好であることが明らかとなった。
【0043】
上記のようなフッ化処理および浸炭処理は、例えば、図1に示すような金属製のマッフル炉1で行うことができる。すなわち、このマッフル炉1内において、まずフッ化処理をし、このフッ化処理と同時期もしくはその後に浸炭処理を行う。フッ化処理と同時期もしくはその後に浸炭処理を行うというのは、例えば、フッ化処理の開始と同時に浸炭処理を開始してもよいし、まずフッ化処理だけを開始してフッ化処理の終了を待たずに浸炭処理を開始してもよいし、あるいは、フッ化処理を終了してから浸炭処理を開始してもよい趣旨である。
【0044】
図1において、1はマッフル炉であり、外殻2と、内部が処理室に形成された内容器4と、上記内容器4と外殻2の間に設けられたヒータ3とを備えている。上記内容器4内には、ガス導入管5および排気管6が連通している。上記ガス導入管5には、浸炭ガスであるH2,COが充填されたボンベ15、およびフッ化処理ガスであるN2+NF3,CO2が充填されたボンベ16が連通している。17は流量計、18はバルブである。
【0045】
また、上記排気管6には、排ガス処理装置14および真空ポンプ13が接続されている。これにより、内容器4内の処理室内に処理ガスを導入して排出するようになっている。上記処理室内には処理ガスを攪拌するモーター7付きのファン8が設けられている。11はワークであるオーステナイト系金属製品10が装入されるかごである。
【0046】
このマッフル炉1内に、例えばオーステナイト系ステンレス鋼製品10を入れ、ボンベ16を流路に接続しNF3等のフッ素系ガスをマッフル炉1内に導入して加熱しながらフッ化処理をし、ついで排気管6からそのガスを真空ポンプ13の作用で引き出し、排ガス処理装置14内で無毒化して外部に放出する。ついで、ボンベ15を流路に接続しマッフル炉1内に先に述べた浸炭用ガスを導入して浸炭処理を行い、その後、排気管6、排ガス処理装置14を経由してガスを外部に排出する。この一連の作業によりフッ化処理と浸炭処理が行われる。
【0047】
このようにしてフッ化処理と浸炭処理を行うことにより、オーステナイト系金属の表層部に、炭素拡散層が形成される。
【0048】
上記フッ化処理および浸炭処理によって形成される炭素拡散層の深さは、10μm以上に設定するのが好適であり、12μm以上であればなお好適であり、15μm以上であればさらに好適である。また、上記炭素拡散層の硬度はHv600以上に設定するのが好適であり、Hv650以上であればより好適であり、Hv700以上、さらにはHv800以上であれば一層好適である。さらに、上記浸炭処理によって形成される炭素拡散層の表面炭素濃度は0.9重量%以上に設定するのが好適であり、1.4重量%以上であればなお好適である。さらには、2重量%以上であれば一層好適である。
【0049】
このようにすることにより、浸炭処理によって形成される炭素拡散層の、特に表面近傍の炭素濃度が十分に高くなり、格子歪みによって十分に強度が向上してダイヤモンドライクカーボン被膜のクラックや剥離が効果的に防止される。また、浸炭処理あがりの中間製品を抜き取り検査することにより、ダイヤモンドライクカーボン被膜形成後の製品特性をある程度予測できる。このため、中間製品の品質特性の基準をつくり、それに満たないものについては再度フッ化処理と浸炭処理を行うことができ、最終製品の不良率を減少して歩留まりを向上させることができる。特に、上記炭素拡散層の硬度として、母材の表面から測定したマイクロビッカース硬度やヌープ硬度を基準とすることにより、非破壊で中間製品の検査をできて歩留まり低下を減少できる。
【0050】
上記浸炭処理において、浸炭処理の温度が高くなり、特に450℃を越えると、たとえわずかでもCr23C6等の炭化物が硬化層すなわち炭素拡散層の表面に析出するという現象が生じる。しかし、このような場合でも、その浸炭処理品をHF−HNO3,HCl−HNO3等の強酸に浸漬して酸洗処理を行うことにより、表面の析出物が除去され、母材なみの耐蝕性と、ビッカース硬度Hv800以上さらにはHv850以上、場合によってはHv900以上の高い表面硬度とを保持することができる。また、上記酸洗処理により、Fe3O4等の酸化物(スケール)を除去することもできる。
【0051】
このように、本発明は、浸炭後の酸洗処理等によって表面のわずかの析出物や酸化物を除去してからDLC形成処理を行う場合を含む趣旨である。また、表面の析出物や酸化物を除去しうる処理であれば、ショットブラストや乾式・湿式の各種バレル研磨等の機械的な除去法を採用することもできる。
【0052】
上記のようなショットブラスト等の機械式研磨は、表面に析出した炭化物や酸化物を除去する目的だけではなく、浸炭処理でスーチングが生じた際の表面のすすの除去等の目的でも行われる。
【0053】
(3)さらに、DLC形成処理を行い、オーステナイト系金属の表面にDLC被膜を形成する。
【0054】
上記DLC形成処理は、浸炭処理後(酸洗処理や機械研磨を行った場合はそれらの後処理後)のオーステナイト系金属を所定のDLC形成法で処理し、表面にDLC被膜をコーティングすることにより行われる。
【0055】
上記オーステナイト系金属の表面に形成するDLC被膜は、被膜中の炭素同士が部分的にダイアモンド結合(SP3)をしているため硬度が高く傷や摩耗に強い。本発明では、上記DLC被膜として、炭素のみから構成されるものだけでなく、水素を含むDLC(H:DLC)、窒素を含むDLC(CNx)、フッ素を含むDLC(F:DLC)、タングステン,クロム,チタン,ケイ素等が添加されたメタルインクルードDLC(Me:DLC)等、各種のDLC被膜を適用することができる。
【0056】
また、基材であるオーステナイト系金属の表面とDLC被膜との間に、密着性を確保する為、金属または合金からなる中間層を形成することが好ましい。この中間層としては、オーステナイト系金属表面に形成されるメタル系の第1層と、この第1層の上に重ねて形成される傾斜組成および/または非晶質の第2層とから構成した2層構造とすることが好ましい。
【0057】
上記第1層に母材であるオーステナイト系と相性のよいメタル系材料をコーティングすることにより基材であるオーステナイト系金属との密着性を確保する。また、第2層として傾斜組成および/または非晶質の材料をコーティングすることにより、急激な材料変化に起因した異種材料界面の形成や応力集中が緩和される。
【0058】
特に、上記中間層の構造として、Cr,Al,Ti,Si,Wのうち少なくとも一種の金属または合金からなる基材側の第1層と、Cr,Al,Ti,Si,Wのうち少なくとも一種の金属元素と炭素を含む非晶質層からなる最表面層側の第2層からなる2層構造とするのが好適である。
【0059】
この中間層において、基材側の第1層を構成するCr,Al,Ti,Si,Wのうち少なくとも一種の金属からなる層は、基材となるオーステナイト系金属材料と相性が良く、このオーステナイト系金属材料に対しても良好な密着性を発揮するものとなる。そして、こうした基材側第1層を介在させることによって、基材と中間層(第1層)との密着性が確保される。特に、第1層としてCrを含有するメタル層とすることにより、クロムを含有するオーステナイト系金属との相性がよく、より強い密着性が得られる。
【0060】
そして、中間層における最表面層側の第2層として、脆弱な炭化物層を形成させずに、Cr,Al,Ti,Si,Wのうち少なくとも一種の金属と炭素との非晶質層とするのが好ましい。ここで、非晶質層とは、透過型電子顕微鏡で結晶相を確認できないものを言う。
【0061】
このように、第2層を微細な析出物層を内部に含まない層とすることによって、中間層自体に脆弱な部分がなくなり、内部での剥離や破壊を防ぐことができる。また基材側の第1層に対しても、格子のミスマッチ等に伴う応力の発生が緩和され、同種の金属元素を用いることによって、密着性が確保できる。更に最表面層を形成するDLC被膜においても非晶質膜であるので、上記の様な金属元素と炭素の混合層からなる非晶質層との密着性も良くなる。
【0062】
ここで、上記第1層を構成する金属元素と第2層に含まれる金属元素は、必ずしも同一である必要はなく、一方の層に含まれる金属元素と他方の層に含まれる金属元素を異なるものとしても上記効果が発揮される。好ましくは両者の金属元素を同一にするか、少なくとも一方の層に含まれる元素を他方の層で含むようにするのがさらに良好な結果を得られる。
【0063】
上記第2層においては、上記第1層側(基材側)からDLC被膜側(表面層側)に向けて、金属が段階的または連続的に減少する(即ち、炭素濃度を0%から100%に増加)様な傾斜組成とすることが好ましい。こうした膜構成を採用することによって、多層膜の機械的特性を基材側からDLC被膜側に段階的または連続的に変化させることができ、これによってサーマルショック等による局所的な応力集中による剥離を防止することができる。但し、金属濃度(即ち、炭素濃度)が一定であっても、非晶質であれば本発明の目的が達成される。
【0064】
また、第2層における最表面層側界面のビッカース硬度H1は、最表面層のビッカース硬度H2との差ΔHが1000以下であるように調整するのが好ましい。こうした硬度範囲を制御することによって、第2層と他の層との界面での硬度差を小さくすることができ、一層剥離しにくくなるという効果が発揮される。但し、ビッカース硬度H1とH2の関係は、どちらが大きい値となっても良く、要するに、隣接する層間の硬度差ΔHが1000以下となるようにすればよい。
【0065】
上記第2層と最表面層との間に、炭素からなる応力緩和層を形成することも有効であり、この応力緩和層は、上記第2層側の界面では第2層に近い硬度を有し、最表面層側になるにつれて段階的または連続的に硬度が上昇し、最表面層近傍ではDLC被膜に近い硬度を有するように構成されたものであることが好ましい。また、応力緩和層における最表面側界面のビッカース硬度H5は、最表面層のビッカース硬度H2との差ΔHが1000以下であるように調整するのが好ましい。こうした応力緩和層を形成した場合においても、第2層における第1層側界面のビッカース硬度H3は、応力緩和層の第2層側界面のビッカース硬度H4との差ΔHが1000以下であるように調整するのが好ましい。また上記応力緩和層の厚みd1が、最表面層の厚みd2との比(d1:d2)で1:4〜4:1であるようにすることが好ましい。
【0066】
上記のように応力緩和層の硬度を制御することによって、隣接する他の層との硬度差を極力小さくでき、層界面に集中する応力を小さくできて、密着性を更に向上できる。尚、応力緩和層を構成する炭素は、非晶質の形態(硬度以外はDLC被膜と同様)となっており、こうした形態の炭素を最表面層と中間第2層の間に介在させることによって、応力緩和層をしての機能を効果的に発揮するものとなる。
【0067】
本発明においては、いずれの構成を採用するにしても、基材との密着性を更に高めるという観点から、(a)上記基材の表面部に、第1層を構成する金属元素が基材に拡散した拡散層を形成することや、(b)上記基材と上記第1層との間に、第1層を構成する金属元素と基材を構成する元素が混合したミキシング層を形成することが好ましい。また、上記中間層の厚み(第1層と第2層の合計厚み)は、多層膜全体の厚みの5〜50%を占めるものであることが好ましく、こうした膜比率とすることによって、DLC多層膜表面の膜質を壊すことなく、高い密着性を得ることができる。
【0068】
このようなDLC被膜を形成させるDLC形成法としては、例えば、プラズマCVD法、アーク蒸着法、イオン化蒸着法、スパッタリング法、パルスレーザー法等、各種の手法を採用することができる。
【0069】
特に、基材であるオーステナイト系金属との密着性を良好にしたりDLC被膜硬度を確保したりするという観点から、上記中間層やDLC被膜は、アンバランスマグネトロンスパッタリング法(UBMS法)を好適に用いることができる。すなわち、UBMS法では、高いイオン照射効果によりアモルファス化された高密度で高硬度のDLCが得られ、高エネルギーの電子線照射効果によりグラファイトスターを多く含む低密度DLCが得られ、高精度でDLCの膜質と特性を制御できる。
【0070】
図2および図3は、UBMS法によるDLC形成法の原理を説明する図である。
【0071】
まず通常のスパッタリング法におけるカソード構造は、図2に示すように、例えばフェライト磁石(またはSm系希土類磁石若しくはNd希土類磁石)を、丸形ターゲット中心部と周辺部で同じ磁気特性を有する磁石が配置されて、ターゲット材近傍に磁力線の閉ループが形成されると共に、基板にバイアス電圧を印加することによって、ターゲット材を構成する物質が基板上に形成されるものである。
【0072】
これに対して、UBMS法におけるカソード構造では、図3に示すように、丸形ターゲット中心部と周辺部で異なる磁気特性を有する磁石が配置され、プラズマを形成しつつより強力な磁石により発生する磁力線の一部が基板近傍まで達するようにしたものである。
【0073】
このようにしたことから、UBMS法では、この磁力線に沿ってスパッタリング時に発生したプラズマ(例えば、Arプラズマ)が基板付近まで拡散する効果が得られる。この様なUBMS法によれば、上記のように基板付近まで達する磁力線に沿ってArイオンおよび電子が、通常にスパッタリングに比べてより多く基板に到達するイオンアシスト効果によって、緻密で高硬度なDLC被膜を形成することが可能となる。
【0074】
またこうしたUBMS法によれば、中間層においては、炭化物形成能の高いCrやAlについても炭化物を形成することなく、均一な非晶質層を形成することができる。
【0075】
また、本発明の耐食耐摩耗非磁性金属製品を製造するに当たり、上記第2層における金属と炭素の組成比(即ち、第2層における硬度分布)を調整するに際しては、スパッタ法(好ましくは上記UBMS法)によって第2層を形成すると共に、スパッタ電力を制御するようにしてもよい。
【0076】
なお、DLC被膜を形成するDLC形成処理について、UBMS法に重点をおいて説明したが、これに限定するものではなく、プラズマCVD法や、イオン蒸着法、真空アーク方式等、各種のDLC形成処理を採用することができる。
【0077】
上記プラズマCVD法は、高周波で電極間に生じるグロー放電によって原料ガス(メタン:CH4)を分解し、基板上にDLC被膜を合成するものである。この方式は、成膜面積が広く取れることや、表面の平滑性に優れたDLC被膜を形成させることができるため、摺動部材や耐摩耗性を要求される部材に有利である。
【0078】
上記イオン蒸着法は、タングステンフィラメントで生成される熱電子を利用して原料ガス(ベンゼンC6H6)を分解・イオン化し、バイアス電圧によって基板上にDLCを成膜する。本方式は、バイアス電圧としてパルス電圧を用いることで密着性が向上する。また、生成したDLC被膜は、含まれる水素量の少ない硬質なDLC被膜が生成するため、摺動部材や耐摩耗性を要求される部材に有利である。
【0079】
上記真空アーク方式は、高真空中で作動ガスを用いずにグラファイト陰極上をランダムに移動するアークスポットによってつくられる極めてイオン化率の高いプラズマを利用し、水素をほとんど含まないDLC被膜を生成できる。このようにして得られたDLC皮膜は、硬度、ヤング率、密度等が結晶ダイヤモンドに近いため、耐摩耗性を要求される部材に有利である。
【0080】
以上のように、上記耐食耐摩耗非磁性金属製品の製法によれば、オーステナイト系金属をフッ素系ガス雰囲気下で加熱保持してフッ化処理を行い、上記フッ化処理と同時期および/またはその後に、上記オーステナイト系金属に対して浸炭処理を行う。このとき、上記フッ化処理により、オーステナイト系金属の表面が活性化されて表面にフッ化膜が形成され、炭素が侵入しやすい状態となる。そして、フッ化処理後に浸炭処理を行うことにより、オーステナイト系金属の表面から炭素が侵入固溶する。侵入固溶した炭素は、炭化物粒子を形成せずに母材表層部に拡散し、オーステナイト系金属の表層部に炭素拡散層を形成する。そして、DLC被膜を形成させる処理を行い、表面にDLC被膜を形成させる。
【0081】
上記炭素拡散層は、炭素原子が炭化物粒子を形成せずに固溶した状態であることから、炭素濃度が高くなって格子歪みが増大し、強度が向上する。したがって、硬質のダイヤモンドライクカーボン被膜を高強度の炭素拡散層で支えることになることから、金属製品の表面に荷重がかかったときにダイヤモンドライクカーボン被膜の変形が少なくなり、被膜のクラックや剥離が効果的に防止される。したがって、摺動,転動,振動等の外力が加わる箇所に使用しても、優れた耐摩耗特性を長期間にわたって維持できる。また、従来の窒化処理のように面粗度が低下することもないため、表面研磨の必要が無く、その分製品コストを節減することができる。
【0082】
上記のようにして得られた耐食耐摩耗非磁性金属製品は、上記炭素拡散層は、炭素原子が炭化物粒子を形成せずに固溶した状態であることから、母材に固溶するクロム原子が固溶した状態を維持して化合物をつくらないことから、オーステナイト系金属自体が有する耐食性を損なわないばかりか、それ以上の耐食性を発揮するようになる。しかも、オーステナイト系金属自体の非磁性特性も失われることなく維持されるため、磁性を嫌う用途への応用を促進することが可能となるのである。そして、DLC被膜の優れた被膜硬度と低摩擦係数の特性を発揮することにより、磁気記憶装置や攪拌機等に用いられる軸受部品,ネジ,攪拌羽根等への応用が可能になる。
【0083】
つぎに、本発明の耐食耐摩耗非磁性金属製品の応用例について説明する。
【0084】
◆応用例1
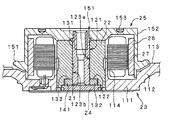
応用例1は、耐食耐摩耗非磁性金属製品を動圧軸受のシャフトに適用したスピンドルモータである。このスピンドルモータは、HDDや高容量FDDなどの磁気ディスク装置に使用されるものである。
【0085】
図4に示すように、このスピンドルモータは、ブラケット23は中心部に設けられた基部111と、この基部111の外周方向に設けられた周壁112と、この周壁112からさらに外方向に延設された鍔部113とからなり、これらが一体且つ同軸的に形成されている。
【0086】
基部111の中心部には環状突部114が形成され、そこに固定スリーブ(スリーブ部材)22が例えば圧入により嵌合固定されている。この固定スリーブ22の中心には軸線方向に貫通孔121が形成され、そしてその下端には軸線方向下方向に開口したスラスト溝部122が形成されている。
【0087】
シャフト(軸部材)21は、軸部131と、軸部131の下端に形成されたスラストプレート132とからなる。そして、上記シャフト21は、母材がオーステナイト系ステンレスから形成され、その表層部には炭素拡散層が形成され、表面にはDLC被膜(図示せず)が形成されている。固定スリーブ22の貫通孔121およびスラスト溝部122に、シャフト21の軸部131およびスラストプレート132を一定の間隙を介して挿入し、スラストプレート132の外側に蓋をする形で、カウンタプレート24を装着している。
【0088】
シャフト21の上端は、略円筒状のロータハブ25の上面中央部に形成された孔部151に嵌合固定されている。ロータハブ25の内周面には、周方向に多極着磁されたロータマグネット26が全周にわたり配設されている。またロータマグネット26の半径方向内方には、ロータマグネット26に対向してステータ27がブラケット23の基部111に形成された環状突部114に配設されている。ステータ27と環状突部114との固定は、圧入による嵌合固定の他、接着剤による固定でもよい。
【0089】
ロータハブ25の外周下側には鍔部113が形成され、ここにハードディスクが装着される。具体的にはロータハブ25の外周部152により位置決めされて、鍔部113の上に複数のハードディスクが装着された後、クランプ部材などにより孔部153にネジ止めされて、ハードディスクはロータハブ25に対して保持固定される。
【0090】
シャフト21の軸部131と固定スリーブ22の内周面、およびスラストプレート132とスラスト溝部122の間には微小間隙が形成され、潤滑流体(図示せず)が保持されている。そして固定スリーブ22の内周面の上部・下部の潤滑流体保持部分には、シャフト21の回転にともない潤滑流体中に動圧を発生するヘリングボーン状の動圧発生溝123a,123bが形成されている。動圧発生溝123a,123bは、モータ回転時にシャフト21を半径方向に保持する支持力を発生する。またスラストプレート132の上面およびカウンタープレート24の上面にも、シャフト21の回転にともない潤滑流体中に動圧を発生するヘリングボーン状の動圧発生溝133,141が形成されている。この動圧発生溝133,141は、モータ回転時にシャフト21を軸線方向に保持する支持力を発生する。
【0091】
上記のような磁気ディスク装置用スピンドルモータの動圧軸受は、窒化処理や浸炭焼入れ等によって表面硬化することが行われてきたが、窒化処理は、部材表面の面粗度が低下するため研磨工程が不可欠となって部品コストが高くなってしまうという問題があった。また、窒化処理や浸炭焼入れでは、表面にクロム窒化物やクロム炭化物が析出するため、母材に固溶するクロム量が減少し、耐食性を著しく低下させ、軸受等の製品を長期間にわたって使用した場合の信頼性が大幅に低下するという問題もあった。また、窒化処理や浸炭焼入れでは、クロム窒化物やクロム炭化物の析出により、オーステナイト系ステンレスであっても磁性を帯びてしまうという問題点があり、特に、磁気ディスク装置等のように磁気を嫌う用途に使用する際に問題となっていた。
【0092】
そこで、本発明を適用することにより、硬質のDLC被膜を高強度の炭素拡散層で支えることになることから、金属製品の表面に荷重がかかったときにDLC被膜の変形が少なくなり、被膜のクラックや剥離が効果的に防止される。したがって、摺動,転動,振動等の外力が加わっても、優れた耐摩耗特性を長期間にわたって維持できる。また、従来の窒化処理のように面粗度が低下することもないため、表面研磨の必要が無く、その分製品コストを節減することができる。さらに、オーステナイト系金属自体が有する耐食性を損なわないばかりか、それ以上の耐食性を発揮し、長期間使用に対する信頼性も向上する。しかも、オーステナイト系金属自体の非磁性特性も失われることなく維持されるため、磁性を嫌う磁気記憶装置の動圧軸受として最適なものとなる。
【0093】
上記応用例1では、本発明の耐食耐摩耗非磁性金属製品を、HDDや高容量FDDなどの磁気ディスク装置のスピンドルモータに適用した例を示したが、磁気ディスク装置用のねじ等の部品に応用することも可能であり、この場合も上記応用例1と同様の作用効果を奏する。
【0094】
◆応用例2
応用例2は、本発明の耐食耐摩耗非磁性金属製品を適用した転がり軸受である。図5は、転がり軸受の一部を破断した斜視図であり、(a)は玉軸受、(b)はころ軸受、(c)は円錐ころ軸受である。これらの転がり軸受は、いずれも外輪(外方部材)32の内周側転動面と内輪(内方部材)31の外周側転動面との間に複数の転動体33が本発明に係る転がり軸受用鋼製保持器34を介して周方向に転動可能に等配に保持されている。上記外輪(外方部材)32、内輪(内方部材)31、転動体33、軸受用鋼製保持器34のいずれにも本発明の耐食耐摩耗非磁性金属製品を適用することができるが、特に、軸受用鋼製保持器34に適用するのが効果的である。
【0095】
上記のような軸受用鋼製保持器34は、従来、例えばSPCCやSPCE等の鋼板をプレス成形して製作されるものが知られている。鋼製プレス保持器は材料費も安く、プレス成形性も良いので、量産性に優れコストが安価であるという利点がある反面、その硬さがHV100〜HV190程度と強度が低いため、例えば転がり軸受に振動や衝撃荷重が作用するような場合は、保持器の破損が問題になり、また、潤滑油の供給が少ない場合には、ポケット部が摩耗してしまうという問題がある。
【0096】
このような課題を解決するため、例えば、SPCCからなる波形または冠形プレス保持器の表面に、塩浴窒化、ガス窒化等の窒化処理を含む表面硬化処理を施して強度の向上と耐摩耗性の向上を図るようにしたものが提案されている。窒化処理を施すことによって、表面には、窒素化合物層が形成され、焼き付き、摩耗等に関しては非常に優れた性能を発揮しうることが可能となり、より高温・高速下、あるいは希薄潤滑下での使用が可能となる。
【0097】
ところが、転がり軸受の使用環境は多種多様であり、例えば、液晶・半導体製造設備や食品機械、医療検査装置あるいはリニアモーターカー、その他の電子機器等に使用される転がり軸受においては、種々の腐食環境で使用されたり、また、磁場環境で使用されたりする場合があるため、耐食性及び/又は非磁性としての性質が求められることもあり、そのような場合には上記鋼製プレス保持器では要求品質を満足できない。
【0098】
したがって、耐食性及び/又は非磁性としての性質が要求される鋼製プレス保持器としては、従来はオーステナイト系ステンレス鋼製のプレス保持器が使用されている。
【0099】
しかしながら、上記従来のオーステナイト系ステンレス鋼製のプレス保持器においては、転がり軸受の使用条件が真空中もしくは腐食環境下であったりして、従来にも増して潤滑条件が悪くなる傾向にあり、保持器の耐久性向上の要求が望まれている。
【0100】
そこで、本発明を適用することにより、硬質のDLC被膜を高強度の炭素拡散層で支えることになることから、金属製品の表面に荷重がかかったときにDLC被膜の変形が少なくなり、被膜のクラックや剥離が効果的に防止される。したがって、摺動,転動,振動等の外力が加わっても、優れた耐摩耗特性を長期間にわたって維持できる。また、窒化処理のように面粗度が低下することもないため、表面研磨の必要が無く、その分製品コストを節減することができる。さらに、オーステナイト系金属自体が有する耐食性を損なわないばかりか、それ以上の耐食性を発揮し、真空中もしくは腐食環境下であったりして、従来にも増して潤滑条件が悪くなる環境においても、耐食性及び耐摩耗性に優れ、長期間使用に対する信頼性も向上する。しかも、オーステナイト系金属自体の非磁性特性も失われることなく維持されるため、非磁性用途においても適用可能な転がり軸受用鋼製保持器となる。
【0101】
◆応用例3
応用例3は、本発明の耐食耐摩耗非磁性金属製品を適用した直動装置である。多数個の転動体の転がりを利用した直動装置としては、多くの産業機械の重要な機械要素として多用されているリニアガイド,リニアボールベアリング等の直動案内軸受や各種のボールねじ等がある。
【0102】
ここにいう直動装置とは、外方部材と内方部材とが、その間に挿入された複数個の転動体の転動を介して相対移動するようにした装置の総称であって、具体的には例えばボールねじや直動案内軸受(リニアガイド)等を包含する。ここで、外方部材とは、ボールねじのナット,リニアガイドのベアリング(スライダ)等を指し、内方部材とは、ボールねじのねじ軸,直動案内軸受のガイドレール等を指すものとする。
【0103】
まず、リニアガイドについて説明する。
【0104】
図6は、上記リニアガイド30の一部を透視して示した斜視図である。軸方向に延設された内方部材としてのガイドレール35と、その上に移動可能に跨架された断面コ字形の外方部材としてのベアリング(スライダともいう)36とを備えている。ガイドレール35の両側面にはそれぞれ軸方向に軌道溝37が形成されている。一方、スライダ36のスライダ本体36Aには、その両袖部の内側面に、それぞれ軌道溝37に対向する図示されない負荷軌道溝が形成されると共に、両袖部の内部に軌道溝37と平行なボール戻り通路が形成されている。
【0105】
また、スライダ本体36Aの前後両端にエンドキャップ36Bが装着されており、これに上記軌道溝とボール戻り通路とを連通させる半ドーナツ状に湾曲したボール循環路が形成されている。そして、軌道溝とボール戻り通路とボール循環路とで構成されたボール無限循環軌道内に、転動体としての多数の鋼製ボールBが充填され、それらボールBの転動を介してスライダ36がガイドレール35上を軸方向に沿って移動する(または、スライダ36が固定され、レール35の方が移動する)ようになっている。
【0106】
上記ガイドレール35及びベアリング本体36Aは、いずれもオーステナイト系ステンレス鋼を素材としている。種々あるオーステナイト系ステンレス鋼のなかで、汎用的で入手し易い点から、SUS303,304,316,316Lを挙げられるが、なかでもSUS316は、安定的に表面を硬化でき且つ耐食性に優れているため最適である。これらの材料鋼材を用いて所定形状に引き抜き加工される。即ち、ガイドレール35は、断面略方形の両側面に軌道溝37を有する形状に引き抜き加工される。また、ベアリング本体36Aは、断面凹形で両内側面に軌道溝を有する形状に引き抜き加工される。この塑性加工によって加工硬化を生じさせるためである。すなわち、面心立方格子金属であるオーステナイト系ステンレス鋼素材の結晶格子内の転位密度を高めて素材硬さを向上させ当該各部材を強化させるものである。
【0107】
ついで、ガイドレール35では、その軌道溝37の溝底部にワイヤ保持器収納溝が切削加工されると共に取り付けボルト用の孔明け加工がなされる。また、ベアリング本体36Aには、上面にテーブル取り付けボルト用の孔明け加工がなされ、前後の両端面にエンドキャップ36B取り付け用のねじ孔加工がなされると共に、ボール戻り通路の貫通加工がなされる。次に、外周及び溝の研削加工を行う。その後、本発明の耐食耐摩耗非磁性金属製品の製法を適用し、フッ化処理、浸炭処理、DLC形成処理を行い、本発明の直動装置とする。
【0108】
つぎに、ボールねじについて説明する。
【0109】
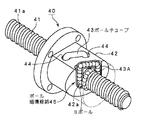
図7は、循環チューブ式のボールねじ40の一部を切り欠いて示した斜視図である。外周面に半円状ねじ溝41aを有して軸方向に延びる内方部材としてのねじ軸41に、内周面に半円状ねじ溝42aを有する外方部材としてのナット42が嵌合している。ねじ軸41のねじ溝41aとこれと対向するナット42の半円状のねじ溝42aとで、螺旋状の負荷ボール転動路が形成されている。一方、ナット42の肉厚部には、この螺旋状負荷ボール転動路に接線方向から連通する一対の循環穴44,44が、ねじ軸41を斜めに跨いで形成され、ナット外部に開口している。この循環穴44,44を略U字形のボールチューブ43Aで連結することにより、ボール循環経路45が構成されている(図ではボール循環経路45を2経路設けている)。
【0110】
そして、ねじ溝41a,42aで形成された負荷ボール転動路とボール循環経路45とに充填された転動体としての多数の鋼製ボールBの転動を介して、ねじ軸41とナット42とが軸方向に相対移動(例えばねじ軸41の軸回転でナット42が直線移動)する。この移動につれて、ボールBも両ねじ溝41a,42aで形成される負荷ボール転動路内を転動しつつ例えば1.5巻き分移動した後にボール循環経路45に導かれて無限循環を繰り返す。
【0111】
この例は、内方部材としてのねじ軸41の素材にオーステナイト系ステンレス鋼であるSUS316を使用して、ねじ溝41aを転造加工により形成している。この塑性加工により加工硬化させてねじ軸41の硬さを向上させている。その後、本発明の耐食耐摩耗非磁性金属製品の製法を適用し、フッ化処理、浸炭処理、DLC形成処理を行い、本発明の直動装置とする。
【0112】
上記リニアガイド30やボールねじ40のような直動装置は、一般に、直動装置の転動体及び外方部材や内方部材の場合、その材料として軸受鋼であればSUJ2が、肌焼鋼であればSCR420やSCM420相当の鋼材等が使用されている。これらの直動装置は高面圧下で繰り返しせん断応力を受けて用いられるため、そのせん断応力に耐えて疲労寿命を確保するべく、軸受鋼は焼入れ・焼戻し、肌焼鋼は浸炭または浸炭窒化処理後に焼入れ・焼戻しが施されてHRC58〜64の硬度とされている。
【0113】
しかしながら、例えば液晶・半導体製造設備や食品機械等のように腐食環境下において使用される機械装置類に組み込んで使用される直動装置の場合は、材料に軸受鋼を用いたのでは早期に発錆して短寿命に終わることがある。そこで、このように耐食性や耐薬品性が要求される場合の材料にはステンレス鋼が使用される場合が多い。また、半導体製造設備に用いられるものの場合は非磁性体であることも要求される。
【0114】
ステンレス鋼は大きく分けて、オーステナイト系,フェライト系,オーステナイト・フェライト2相系,マルテンサイト系,析出硬化系の5つに大別できるが、直動装置では転動体と外方部材あるいは内方部材との接触部位において摩耗と大きなせん断応力を受けるため、硬さが大きくて耐摩耗性に優れるマルテンサイト系ステンレス鋼が主として用いられている。中でも、最も高硬度なSUS440Cの使用実績が高い。しかし、SUS440Cに代表されるマルテンサイト系ステンレス鋼は、他のステンレスに比較して耐食性に劣り、必ずしも満足できるものではない。
【0115】
一方、オーステナイト系,フェライト系などのステンレス鋼は耐食性には優れているが、直動装置に要求される程度の十分な硬さがなく、耐摩耗性,寿命など耐久性の点で劣り、素材として使用できなかった。鋼材の表面硬度をあげて耐摩耗性を向上させる方法もあり、従来から窒化処理や真空浸炭処理法等が用いられてはいる。しかし、窒化処理は化合物による界面が明確のため、転動体の転動によりクラックを生じる可能性があり、一方従来の真空浸炭処理法には炭化物の析出のため耐食性が低下するという問題点がある。
【0116】
そこで、本発明を適用することにより、硬質のDLC被膜を高強度の炭素拡散層で支えることになることから、金属製品の表面に荷重がかかったときにDLC被膜の変形が少なくなり、被膜のクラックや剥離が効果的に防止される。したがって、摺動,転動,振動等の外力が加わっても、優れた耐摩耗特性を長期間にわたって維持できる。また、窒化処理のように面粗度が低下することもないため、表面研磨の必要が無く、その分製品コストを節減することができる。さらに、オーステナイト系金属自体が有する耐食性を損なわないばかりか、それ以上の耐食性を発揮し、真空中もしくは腐食環境下であったりして、従来にも増して潤滑条件が悪くなる環境においても、耐食性及び耐摩耗性に優れ、長期間使用に対する信頼性も向上する。しかも、オーステナイト系金属自体の非磁性特性も失われることなく維持されるため、例えば半導体関連の機械装置類のような特に高い耐食性と非磁性とが要求される分野に好適に使用できる直動装置となる。
【0117】
◆応用例4
応用例4は、本発明の耐食耐摩耗非磁性金属製品を適用した攪拌羽根およびそれを用いた攪拌装置である。
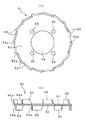
【0118】
図8は撹拌羽根の一例を示し、(a)は正面図、(b)は縦断面図である。この撹拌羽根51は、円板部52と羽根部53を有し、円板部52の中心部に位置決め穴54とビス穴55が開けられている。羽根部53は、円板部52の外周側から両側へ交互に対称的に屈曲した形状で設けられ、回転方向を向く端面53aで材料粒子をたたくように作られている。この攪拌羽根が、オーステナイト系ステンレスから形成され、本発明の耐食耐摩耗非磁性金属製品の製法を適用し、フッ化処理、浸炭処理、DLC形成処理を行い、本発明の攪拌羽根となっている。
【0119】
図9は、上記撹拌羽根51を備えた撹拌機を示し、62は撹拌槽であり、該撹拌槽62は、昇降腕(図示せず)によって下方から支持されて上下動されるようになっている。本体の上部のカバー(図示せず)内に、ビーム64が本体と一体に設けられ、これに撹拌及び動力伝達のための機構が設置されている。ビーム64には下向きの筒体65が一体に設けられ、その外面に固定太陽歯車66が固定され、内部に筒軸67が軸受けされている。この筒軸67の上部に傘歯車68、下部に遊星枠69が固定され、遊星枠69に1本の高速回転軸70と2本の低速回転軸71が軸受けされている。
【0120】
またビーム64の上部にこれと一体の固定枠64aが設けられ、その上端と遊星枠69の下端との間に、筒軸67の内部を通る中心軸72が軸受けされ、中心軸72に固定した歯車72aと高速回転軸70に固定した歯車70aが噛合い、低速回転軸71に固定した遊星歯車71aが前記固定太陽歯車66と噛合っている。そして高速回転軸70の下端に前記撹拌羽根51が固定され、2本の低速回転軸71のそれぞれの下端に、無垢の硬質合成樹脂で作られた混合羽根73が固定されている。中心軸72は変速モータ74からベルト伝動機構74aを介して駆動され、遊星枠69は、変速モータ75から傘歯車75a,68を介して駆動される。
【0121】
この撹拌機において、撹拌槽62の内面及び高速回転軸70と前記ビス穴55を通るビスの頭部は、電気絶縁性の高い硬質合成樹脂で被覆されており、撹拌羽根51の端面53aにシャープなエッジが形成されている。
【0122】
上記撹拌機において、モータ74,75が回転すると、高速回転軸70と撹拌羽根51は、遊星枠69の回転と同じ公転をしながら中心軸72の回転に伴う高速の自転を行い、低速回転軸71と混合羽根73は、遊星枠69の回転と同じ公転をしながら固定太陽歯車66と遊星歯車71aの噛み合いに伴う低速の自転を行う。
【0123】
したがって、撹拌槽62に被処理材を入れ、昇降腕62aによって撹拌槽62内に撹拌羽根51と混合羽根73が完全に入る位置まで該撹拌槽62を上昇させ、モータ74,75を作動させると、撹拌羽根51の高速回転によって材料粒子をエッジで叩いて破砕し、混合羽根73の低速の公転と自転によって全体を混合して粒子分布を平均化するから、この作用を継続させることによって全体として粒子を微粒化すると共に、均等に分散することができる。
【0124】
このような撹拌機は、例えば、2次電池用として、PVDFなどの樹脂を溶解したNMP、アセトンなどの有機溶剤に、コバルト酸リチウム、カーボンなどの粉体を分散するために使用される。
【0125】
また、プラズマディスプレーの材料としては、リア基板とフロント基板の間に設けられるリブ(隔壁)、蛍光体層、保護層、透明誘電体層などを形成するための材料があり、これらの材料の処理のために、リブ(隔壁)材料においては、ビヒクル液(樹脂を溶解したテレピネオール液などの溶剤)にガラスの微粉末を分散させるために使用される。蛍光体材料においては、ビヒクル液に蛍光体粉末を分散し、保護層材料においては、ビヒクル液に酸化マグネシウムなどを分散し、透明誘電体層の材料としては、ビヒクル液にチタン酸バリウムなどを分散させるために使用される。
【0126】
そして、コンデンサ材料(誘電体フィルター、チップインダクタ用)においては、水又は有機溶材に、セラミックス粉末、ガラス粉末、チタン酸バリウム粉末などを分散させるために使用される。
【0127】
従来は、上記の各材料を撹拌するために、セラミックスや金属のチップを収容した回転ドラムに材料が供給され、ドラムの回転によりチップを運動させて生じる撹拌作用で分散又は微粒化するのが一般であった。
【0128】
しかしながら、この手段によれば、処理に長時間を要し、金属チップを用いるものにあっては、被処理物に金属汚染が生じる不都合があった。また、撹拌槽内で金属製の撹拌羽根を高速回転させる形式の撹拌機を使用すると、金属汚染が発生し易く、羽根表面に非金属のコーティングをしても摩耗して金属面が露出し、金属汚染が生じるおそれがあった。また、金属製の攪拌羽根では、磁気を帯びてしまい、微粉末が磁化されて懸濁性に不都合が生じたり、攪拌羽根に微粉末が付着して攪拌できなかったり濃度が変わったりするという問題があった。
【0129】
そこで、本発明を適用することにより、硬質のDLC被膜を高強度の炭素拡散層で支えることになることから、金属製品の表面に荷重がかかったときにDLC被膜の変形が少なくなり、被膜のクラックや剥離が効果的に防止される。したがって、摺動,転動,振動等の外力が加わっても、優れた耐摩耗特性を長期間にわたって維持できる。しかも、硬質で耐剥離性に優れたDLC被膜で覆われることにより、優れた耐エロージョン性を発揮する。さらに、オーステナイト系金属自体が有する耐食性を損なわないばかりか、それ以上の耐食性を発揮し、腐食環境下等による攪拌においても、耐食性及び耐摩耗性に優れている。しかも、オーステナイト系金属自体の非磁性特性も失われることなく維持されるため、磁性によって引き起こる問題が解消される。
【0130】
そして、2次電池、プラズマディスプレー(PDP)、コンデンサなどの電気・電子器具に使用する材料粒子や、インク等の粒子を、金属成分の混入又は金属汚染を生じさせない条件下で、溶剤中で微粒化及び分散させるために使用される撹拌機において、極めて有効な攪拌羽根となる。
【0131】
つぎに、実施例について説明する。
【0132】
【実施例1】
本発明の耐食耐摩耗非磁性金属製品を適用した上記応用例4の攪拌羽根を作成した。下記の処理条件でフッ化処理および浸炭処理を実施した。

さらに、下記の処理条件でDLC被膜および中間層を形成した。
〔処理条件〕
DLC成膜法:UBMS法(使用装置:神戸製鋼社製UBM503)
基板温度 :200℃
成膜時間 :6時間
中間層 :Cr
膜 厚 :1.5μm
【0134】
具体的な成膜手順は、つぎのとおりである。まず、表面を十分に洗浄したワークを真空チャンバ内にセットし、通常2×10−3Pa程度以下の真空度まで排気する。ついで、ワークやチャンバ内表面からの脱ガスを目的としてワークをヒータで予備加熱する、加熱温度や加熱時間は形成する被膜やワークの材質(すなわち耐熱温度)、ワーク重量(すなわち熱容量)等によって適宜調整されるが、本実施例では、加熱温度を200℃、加熱時間を2時間とした。
【0135】
つぎに、ワークに−300〜−600V程度の高い負のバイアス電圧を印加するとともに、圧力1〜2Pa程度のArガス雰囲気中で熱フィラメント型プラズマ源を動作させ、生成したArイオンをワークに衝突させるボンバード工程を行なう。この工程は、高エネルギーイオンによりワーク表面をエッチングしてクリーニングするとともに、ワーク温度を上昇させることで、この後に形成される被膜の密着をより強固にするものであり、10〜30分程度行なう。
【0136】
上記ボンバード工程が終了すると、被膜をコーティングする工程を行なう。ターゲットとしてC(グラファイト)および中間層であるクロムのターゲットをスパッタ源に取り付け、Arガス圧力をスパッタに適した圧力に変更し、また必要に応じてその他のプロセスガスを導入した後、ワークにバイアス電圧を印加しながらスパッタ源に電力を供給してグロー放電を発生させ、コーティングを開始する。
【0137】
コーティング時の標準的な条件は、Ar圧力0.1〜1Pa程度、バイアス電圧−20〜−200V、スパッタ電圧1〜10kWとした。被膜の膜厚のコントロールは、スパッタ電力とコーティング時間の調節で行なう。所定の膜厚(この実施例では1.5μm)に達したら、スパッタ源への電力供給を止めてコーティングを終了し、ワークの冷却を待ってワークを真空チャンバから取り出す。
【0138】
比較例として、同じ母材で表面処理をまったく行わない未処理の攪拌羽根(比較例1)、フッ化処理と浸炭処理だけを行った攪拌羽根(比較例2)、前処理を行わずにDLC被膜の形成だけを行った攪拌羽根(比較例3)を準備した。
【0139】
攪拌羽根の耐久性を調べるため、水100重量部+酸化マグネシウム10重量部の試験液を調整し、上述した攪拌機において、5000rpmの条件で攪拌を行った。その結果、下記に示すように、各比較例よりも実施例の攪拌羽根において、優れた耐久性が確認された。
実施例1:500時間攪拌後でもDLC被膜が残存していた。
比較例1:96時間の攪拌でエッジにだれが認められた。
比較例2:96時間の攪拌でエッジにだれが認められた。
比較例3:48時間の攪拌でDLC被膜の剥離が観察された。
【0140】
【実施例2】
SUS316を母材したテストピースを、上述した処理条件でフッ化処理の後、低温浸炭処理を行なって表面硬度をHv800まで硬化させた。その後、上述した条件により中間層およびDLC被膜を形成させた。比較例として、表面硬度Hv200の未処理剤にDLC被膜を形成させたテストピースを準備した(比較例4)
【0141】
上記実施例2と比較例4のスクラッチ試験を行なった。実施例2のスクラッチ試験中のAE(アコースティック・エミッション)波形と負荷荷重の関係を示す線図を図10に、比較例4のものを図11に示す。また、実施例2のスクラッチ試験後の負荷荷重25N位置におけるスクラッチ痕の顕微鏡写真を図12に、比較例4のものを図13に示す。図10〜図13からわかるとおり、実施例2では、比較例4よりもスクラッチ後のDLC被膜の残存が多く、DLC被膜の密着性が良好である。
【0142】
また、上記実施例2および比較例4のスクラッチ試験後の負荷荷重25N位置、50N位置、75N位置におけるスクラッチ痕の顕微鏡写真を図14に示す。実施例2では、75N位置においても、スクラッチ後のDLC被膜の残存が多く、DLC被膜の密着性が良好であることがわかる。
【0143】
【実施例3】
実施例2と同様にして実施例3および比較例(比較例5)のテストピースを作製した。
【0144】
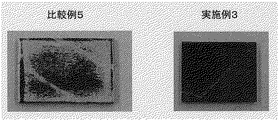
上記実施例3と比較例5のテストピースを5%硫酸中に浸漬して連続6時間煮沸する硫酸腐食試験を行なった。試験後の実施例3および比較例5のテストピースの表面状態写真を図15に示す。図15からわかるとおり、比較例5はDLC被膜にかなりの剥離がみられるのに対し、実施例3のDLC被膜はほとんど残存していることがわかる。
【0145】
試験による腐食減量を測定した結果、実施例3は0.9g/m2/hであったのに対し、比較例5は1.6g/m2/hであり、実施例3が優れた耐食性を発揮したことがわかる。また、未処理母材にDLC被膜を形成していないテストピースの腐食減量は、4.9g/m2/hであった。
【0146】
上記腐食試験後の実施例3と比較例5のスクラッチ試験を行なった。比較例5のスクラッチ試験は、腐食試験後にわずかに残存したDLC被膜の部分を選んでスクラッチ試験を行なった。スクラッチ試験中のAE(アコースティック・エミッション)波形と負荷荷重の関係を測定した。実施例3の結果を図16に、比較例5の結果を図17に示す。また、実施例3と比較例5のスクラッチ試験後の負荷荷重40N位置におけるスクラッチ痕の顕微鏡写真を図18に示す。図16〜図18からわかるとおり、実施例3では、スクラッチ後のDLC被膜の残存が多く、腐食試験後でもDLC被膜の密着性が良好である。
【0147】
【発明の効果】
以上のように、本発明によれば、オーステナイト系金属をフッ素系ガス雰囲気下で加熱保持してフッ化処理を行い、上記フッ化処理と同時期および/またはその後に、上記オーステナイト系金属に対して浸炭処理を行う。このとき、上記フッ化処理により、オーステナイト系金属の表面が活性化されて表面にフッ化膜が形成され、炭素が侵入しやすい状態となる。そして、フッ化処理後に浸炭処理を行うことにより、オーステナイト系金属の表面から炭素が侵入固溶する。侵入固溶した炭素は、炭化物粒子を形成せずに母材表層部に拡散し、オーステナイト系金属の表層部に炭素拡散層を形成する。そして、DLC被膜を形成させる処理を行い、表面にDLC被膜を形成させる。
【0148】
上記炭素拡散層は、炭素原子が炭化物粒子を形成せずに固溶した状態であることから、炭素濃度が高くなって格子歪みが増大し、強度が向上する。したがって、硬質のダイヤモンドライクカーボン被膜を高強度の炭素拡散層で支えることになることから、金属製品の表面に荷重がかかったときにダイヤモンドライクカーボン被膜の変形が少なくなり、被膜のクラックや剥離が効果的に防止される。したがって、摺動,転動,振動等の外力が加わる箇所に使用しても、優れた耐摩耗特性を長期間にわたって維持できる。また、従来の窒化処理のように面粗度が低下することもないため、表面研磨の必要が無く、その分製品コストを節減することができる。
【0149】
さらに、上記炭素拡散層は、炭素原子が炭化物粒子を形成せずに固溶した状態であることから、母材に固溶するクロム原子が固溶した状態を維持して化合物をつくらないことから、オーステナイト系金属自体が有する耐食性を損なわないばかりか、それ以上の耐食性を発揮するようになる。しかも、オーステナイト系金属自体の非磁性特性も失われることなく維持されるため、磁性を嫌う用途への応用を促進することが可能となるのである。そして、DLC被膜の優れた被膜硬度と低摩擦係数の特性を発揮することにより、磁気記憶装置や攪拌機等に用いられる軸受部品,ネジ,攪拌羽根等への応用が可能になる。
【図面の簡単な説明】
【図1】本発明のオーステナイト系金属の表面改質方法に用いる装置を示す構成図である。
【図2】通常のスパッタリング法におけるカソード構造の原理を説明する図である。
【図3】UBMS法におけるカソード構造の原理を説明する図である。
【図4】本発明の耐食耐摩耗非磁性金属製品をシャフトおよびスリーブに適用した動圧軸受およびその動圧軸受を備えたスピンドルモータを示す断面図である。
【図5】本発明の耐食耐摩耗非磁性金属製品を適用した転がり軸受の一部を破断した斜視図であり、(a)は玉軸受、(b)はころ軸受、(c)は円錐ころ軸受である。
【図6】本発明の耐食耐摩耗非磁性金属製品を適用したリニアガイドである。
【図7】本発明の耐食耐摩耗非磁性金属製品を適用したボールねじである。
【図8】本発明の耐食耐摩耗非磁性金属製品を適用した攪拌羽根の一例であり、(a)は正面図、(b)は縦断面図である。
【図9】上記攪拌羽根を用いた攪拌装置の一例を示す断面図である。
【図10】実施例2のスクラッチ試験中のAE波形と負荷荷重の関係を示す線図である。
【図11】比較例4のスクラッチ試験中のAE波形と負荷荷重の関係を示す線図である。
【図12】実施例2のスクラッチ試験後の負荷荷重25N位置におけるスクラッチ痕の顕微鏡写真である。
【図13】比較例4のスクラッチ試験後の負荷荷重25N位置におけるスクラッチ痕の顕微鏡写真である。
【図14】実施例2および比較例4のスクラッチ試験後の負荷荷重25N位置、50N位置、75N位置におけるスクラッチ痕の顕微鏡写真である。
【図15】実施例3および比較例5の硫酸腐食試験後のテストピースの表面状態写真である。
【図16】硫酸腐食試験後の実施例3のスクラッチ試験中のAE波形と負荷荷重の関係を示す線図である。
【図17】硫酸腐食試験後の比較例5のスクラッチ試験中のAE波形と負荷荷重の関係を示す線図である。
【図18】硫酸腐食試験後の実施例3および比較例5のスクラッチ試験後の負荷荷重40N位置におけるスクラッチ痕の顕微鏡写真である。
【符号の説明】
1 マッフル炉
2 外殻
3 ヒータ
4 内容器
5 ガス導入管
6 排気管
7 モーター
8 ファン
10 オーステナイト系金属製品
11 かご
13 真空ポンプ
14 排ガス処理装置
15 ボンベ
16 ボンベ
17 流量計
18 バルブ
21 シャフト
22 固定スリーブ
23 ブラケット
24 カウンタプレート
25 ロータハブ
26 ロータマグネット
27 ステータ
30 リニアガイド
31 内輪
32 外輪
33 転動体
34 軸受用鋼製保持器
35 ガイドレール
36 ベアリング(スライダ)
36A ベアリング(スライダ)本体
36B エンドキャップ
37 軌道溝
40 ボールねじ
41 ねじ軸
41a 半円状ねじ溝
42 ナット
42a 半円状ねじ溝
43A ボールチューブ
44 循環穴
45 ボール循環経路
51 撹拌羽根
52 円板部
53 羽根部
53a 端面
54 位置決め穴
55 ビス穴
62 撹拌槽
62a 昇降腕
64 ビーム
64a 固定枠
65 筒体
66 固定太陽歯車
67 筒軸
68 傘歯車
69 遊星枠
70 高速回転軸
70a 歯車
71 低速回転軸
71a 遊星歯車
72 中心軸
72a 歯車
73 混合羽根
74 変速モータ
74a ベルト伝動機構
75 変速モータ
75a 傘歯車
111 基部
112 周壁
113 鍔部
114 環状突部
121 貫通孔
122 スラスト溝部
123a 動圧発生溝
123b 動圧発生溝
131 軸部
132 スラストプレート
133 動圧発生溝
141 動圧発生溝
151 孔部
152 外周部
153 孔部
B 鋼製ボール
Claims (6)
- オーステナイト系金属をフッ素系ガス雰囲気下で加熱保持してフッ化処理を行い、上記フッ化処理と同時期および/またはその後に、上記オーステナイト系金属に対して浸炭処理を行って、オーステナイト系金属の表層部に炭素拡散層を形成し、さらに、上記オーステナイト系金属の表面にダイヤモンドライクカーボン被膜を形成することを特徴とする耐食耐摩耗非磁性金属製品の製法。
- 母材であるオーステナイト系金属の表層部に、炭素原子が炭化物粒子を形成せずに侵入固溶した炭素拡散層が形成され、さらにその表面にダイヤモンドライクカーボン被膜が形成されていることを特徴とする耐食耐摩耗非磁性金属製品。
- 上記オーステナイト系金属は、ニッケルおよびクロムを含む低炭素のオーステナイト系ステンレス鋼である請求項1または2記載の耐食耐摩耗非磁性金属製品の製法または耐食耐摩耗非磁性金属製品。
- 上記炭素拡散層の深さは10μm以上である請求項1〜3のいずれか一項に記載の耐食耐摩耗非磁性金属製品の製法または耐食耐摩耗非磁性金属製品。
- 上記炭素拡散層の硬度はHv600以上である請求項1〜4のいずれか一項に記載の耐食耐摩耗非磁性金属製品の製法または耐食耐摩耗非磁性金属製品。
- 上記炭素拡散層の表面炭素濃度は0.9重量%以上である請求項1〜5のいずれか一項に記載の耐食耐摩耗非磁性金属製品の製法または耐食耐摩耗非磁性金属製品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003100289A JP2004307894A (ja) | 2003-04-03 | 2003-04-03 | 耐食耐摩耗非磁性金属製品の製法およびそれによって得られた耐食耐摩耗非磁性金属製品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003100289A JP2004307894A (ja) | 2003-04-03 | 2003-04-03 | 耐食耐摩耗非磁性金属製品の製法およびそれによって得られた耐食耐摩耗非磁性金属製品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004307894A true JP2004307894A (ja) | 2004-11-04 |
Family
ID=33464475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003100289A Pending JP2004307894A (ja) | 2003-04-03 | 2003-04-03 | 耐食耐摩耗非磁性金属製品の製法およびそれによって得られた耐食耐摩耗非磁性金属製品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004307894A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006257942A (ja) * | 2005-03-16 | 2006-09-28 | Kawasaki Heavy Ind Ltd | チタン合金製タペットとその製造方法および製造に使用する治具 |
| WO2006112214A1 (ja) * | 2005-03-31 | 2006-10-26 | Thk Co., Ltd. | 安定型オーステナイト系ステンレス鋼を用いた運動案内装置及びその製造方法 |
| JP2007211940A (ja) * | 2006-02-13 | 2007-08-23 | Sus Corp | 直動装置 |
| JP2008088847A (ja) * | 2006-09-29 | 2008-04-17 | Denso Corp | スクロール型圧縮機 |
| JP2008150706A (ja) * | 2006-11-21 | 2008-07-03 | Akita Fine Blanking:Kk | 高温耐久性を高めたナノ表面改質方法並びにナノ表面改質方法が施された金属部材並びにこれを構成部材に適用したvgsタイプターボチャージャにおける排気ガイドアッセンブリ |
| JP2008525639A (ja) * | 2004-12-23 | 2008-07-17 | ユナイテッド テクノロジーズ コーポレイション | 鉄を含む構成要素の特性を高める組成及び方法 |
| JP2012012706A (ja) * | 2005-05-18 | 2012-01-19 | Toyota Motor Corp | 浸炭処理された金属材料 |
| JP2014118627A (ja) * | 2012-12-19 | 2014-06-30 | Taiyo Kagaku Kogyo Kk | 非磁性体からなる中間層上に形成された薄膜 |
| JP2016169861A (ja) * | 2015-03-13 | 2016-09-23 | キヤノン株式会社 | 摺動部材、摺動機構及び搬送装置 |
| CN113699498A (zh) * | 2021-08-20 | 2021-11-26 | 中国科学院宁波材料技术与工程研究所 | 一种碳化VAlN硬质固体润滑涂层及其制备方法 |
-
2003
- 2003-04-03 JP JP2003100289A patent/JP2004307894A/ja active Pending
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008525639A (ja) * | 2004-12-23 | 2008-07-17 | ユナイテッド テクノロジーズ コーポレイション | 鉄を含む構成要素の特性を高める組成及び方法 |
| JP4919968B2 (ja) * | 2004-12-23 | 2012-04-18 | ユナイテッド テクノロジーズ コーポレイション | 鉄を含む構成要素の特性を高める組成及び方法 |
| US7621244B2 (en) | 2005-03-16 | 2009-11-24 | Kawasaki Jukogyo Kabushiki Kaisha | Titanium alloy tappet, manufacturing method thereof, and jig used in manufacturing tappet |
| JP2006257942A (ja) * | 2005-03-16 | 2006-09-28 | Kawasaki Heavy Ind Ltd | チタン合金製タペットとその製造方法および製造に使用する治具 |
| JP4541941B2 (ja) * | 2005-03-16 | 2010-09-08 | 川崎重工業株式会社 | チタン合金製タペット等の部品とその製造方法 |
| WO2006112214A1 (ja) * | 2005-03-31 | 2006-10-26 | Thk Co., Ltd. | 安定型オーステナイト系ステンレス鋼を用いた運動案内装置及びその製造方法 |
| JP2012012706A (ja) * | 2005-05-18 | 2012-01-19 | Toyota Motor Corp | 浸炭処理された金属材料 |
| JP2007211940A (ja) * | 2006-02-13 | 2007-08-23 | Sus Corp | 直動装置 |
| JP2008088847A (ja) * | 2006-09-29 | 2008-04-17 | Denso Corp | スクロール型圧縮機 |
| JP2008150706A (ja) * | 2006-11-21 | 2008-07-03 | Akita Fine Blanking:Kk | 高温耐久性を高めたナノ表面改質方法並びにナノ表面改質方法が施された金属部材並びにこれを構成部材に適用したvgsタイプターボチャージャにおける排気ガイドアッセンブリ |
| JP2014118627A (ja) * | 2012-12-19 | 2014-06-30 | Taiyo Kagaku Kogyo Kk | 非磁性体からなる中間層上に形成された薄膜 |
| JP2016169861A (ja) * | 2015-03-13 | 2016-09-23 | キヤノン株式会社 | 摺動部材、摺動機構及び搬送装置 |
| CN113699498A (zh) * | 2021-08-20 | 2021-11-26 | 中国科学院宁波材料技术与工程研究所 | 一种碳化VAlN硬质固体润滑涂层及其制备方法 |
| CN113699498B (zh) * | 2021-08-20 | 2023-09-29 | 中国科学院宁波材料技术与工程研究所 | 一种碳化VAlN硬质固体润滑涂层及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1870609B1 (en) | Rolling sliding member and rolling apparatus | |
| JP3724480B2 (ja) | 転動装置 | |
| CN103814150B (zh) | 硬质膜、硬质膜形成体及滚动轴承 | |
| JP2001074053A (ja) | 転がり軸受 | |
| EP1905863A2 (en) | Slide member | |
| WO2001069100A1 (fr) | Dispositif de support a roulement et procede de fabrication dudit dispositif | |
| JP4442030B2 (ja) | 転がり支持装置の製造方法 | |
| JP2004307894A (ja) | 耐食耐摩耗非磁性金属製品の製法およびそれによって得られた耐食耐摩耗非磁性金属製品 | |
| JP2004339564A (ja) | 摺動部材および皮膜形成方法 | |
| JP2007297676A (ja) | 軸の製造方法およびこの方法で得られた軸 | |
| WO2004031434A1 (ja) | 耐摩耗性にすぐれた表面炭窒化ステンレス鋼部品およびその製造方法 | |
| CN113774315A (zh) | 一种航空重载齿轮及其制备方法 | |
| JP2003314560A (ja) | 転動装置 | |
| JP7373341B2 (ja) | 転がり軸受、および風力発電用主軸支持装置 | |
| Hintermann | Exploitation of wear-and corrosion-resistant cvd-coatings | |
| JP2007284760A (ja) | 摺動部材 | |
| JPS6246018A (ja) | ころがり軸受 | |
| JP2010180468A (ja) | 転がり軸受 | |
| JP2007155022A (ja) | 転動装置 | |
| JP2007127263A (ja) | 転がり部材及び転動装置 | |
| JP5746832B2 (ja) | ステンレス鋼製ねじ | |
| JP2006200029A (ja) | コンプレッサ用転がり軸受 | |
| WO2020067334A1 (ja) | 転がり軸受、および風力発電用主軸支持装置 | |
| WO2000075522A1 (fr) | Dispositif a palier et procede de fabrication d'un tel dispositif | |
| JP2010132937A (ja) | ステンレス材料の表面改質方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050509 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061107 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061228 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070710 |