JP2004241455A - 固体電解コンデンサ用陽極体とその製造方法及びこれを用いた固体電解コンデンサ - Google Patents
固体電解コンデンサ用陽極体とその製造方法及びこれを用いた固体電解コンデンサ Download PDFInfo
- Publication number
- JP2004241455A JP2004241455A JP2003026724A JP2003026724A JP2004241455A JP 2004241455 A JP2004241455 A JP 2004241455A JP 2003026724 A JP2003026724 A JP 2003026724A JP 2003026724 A JP2003026724 A JP 2003026724A JP 2004241455 A JP2004241455 A JP 2004241455A
- Authority
- JP
- Japan
- Prior art keywords
- electrolytic capacitor
- solid electrolytic
- anode
- powder
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/042—Electrodes or formation of dielectric layers thereon characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/15—Solid electrolytic capacitors
Abstract
【課題】弁作用金属の粉末と弁作用金属の薄板とを十分に溶着し得る温度で焼結しても変形が小さく、割れが発生した場合でも、それに伴う変形を小さく抑えることを可能とする、固体電解コンデンサ用陽極体とその製造方法と、これを用いた固体電解コンデンサを提供すること。
【解決手段】焼結を施す前の金属粉末層に格子状の溝7を設ける。この溝7により金属粉末層が小区画に分離され、焼結による収縮が金属粉末層全体に及ぶことがなくなるため、変形や割れが極めて少なくなり、固体電解コンデンサ用陽極体とそれを用いた固体電解コンデンサの製造歩留まりと特性が向上する。
【選択図】 図1
【解決手段】焼結を施す前の金属粉末層に格子状の溝7を設ける。この溝7により金属粉末層が小区画に分離され、焼結による収縮が金属粉末層全体に及ぶことがなくなるため、変形や割れが極めて少なくなり、固体電解コンデンサ用陽極体とそれを用いた固体電解コンデンサの製造歩留まりと特性が向上する。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、固体電解コンデンサ用の陽極体に関し、特に、陽極リードの役をなす弁作用金属の薄板の表面に焼結体が層状に設けられている構造の陽極体と、その製造方法、及びこの陽極体を用いた固体電解コンデンサに関する。
【0002】
【従来の技術】
電解コンデンサは、金属表面に陽極酸化によって誘電体酸化皮膜を形成し、電解液または固体電解質を接触させて、対向電極との間に電荷を蓄積するもので、小型で大容量であることから実用に供され、さらなる特性向上のための研究開発がなされている。そして、陽極酸化を施して用いる金属として、弁作用金属と称される金属が用いられている。
【0003】
たとえばタンタル(Ta)、ニオブ(Nb)のような弁作用金属を陽極に用いる固体電解コンデンサでは、陽極を比表面積の大きな多孔質とするために、前記弁作用金属の粉末を所要の形状に加圧成形した後、高温真空中で焼結し、得られる焼結体を陽極とすることが多い。
【0004】
このような焼結体では、その形状を円柱や四角柱などにしたものが一般的で、便宜上、柱型固体電解コンデンサと称することがある。その他にも、下記特許文献1に開示されているような、弁作用金属の薄板の表面に層状の焼結体を設けるタイプのコンデンサが知られている。ここでは、便宜上、このタイプを箔型固体電解コンデンサと呼称する。
【0005】
【特許文献1】
特開昭59−219923号公報
【0006】
前記特許文献1には、弁作用金属のリードの表面へ、弁作用金属の粉末を所望の厚さに付着させた後、焼結させたことを特徴とする電解コンデンサ用陽極体が開示されている。以下に、前記特許文献1に開示されている技術で得られる箔型固体電解コンデンサについて、Nb固体電解コンデンサを例にして述べる。なお、周知のように、箔型固体電解コンデンサにおいて、弁作用金属の焼結体は、電気的にはコンデンサの陽極として機能するものであるため、以下では、上記弁作用金属の薄板とその表面に配置された弁作用金属の焼結体とを含めて陽極体と称することがある。
【0007】
図4は、Nbを用いた箔型固体電解コンデンサの一例の断面を示したものである。図4において、1はNb箔、2はNb粉末焼結体、3は外部陰極端子、4は外部陽極端子、5は樹脂外装部、6はNb箔型陽極体である。
【0008】
図4に示したように、この箔型固体電解コンデンサは、Nb箔の表面に、Nb粉末焼結体2が層状に形成されている。この層状のNb粉末焼結体2は、内部に微細孔が形成された多孔質体になっており、比表面積が非常に大きくなっている。そして、Nb粉末焼結体2の外表面および内部の微細孔の表面には、陽極酸化による酸化Nbの薄い皮膜(図示せず)が形成されている。この酸化Nb皮膜が、コンデンサの誘電体として機能する。
【0009】
酸化Nb皮膜の表面にはさらに、固体電解質の層(図示せず)が形成されている。この固体電解質層がコンデンサの陰極として機能するものであり、陽極であるNb粉末焼結体2と、誘電体である酸化Nb皮膜と、陰極である固体電解質層とでコンデンサとしての基本的構造をなしている。
【0010】
固体電解質層の表面には、さらに、グラファイト層、銀層などを順に積層したもの(図示せず)のような導電物質の層が形成され、陰極層と呼ばれる。この陰極層の最外層に、外部との電気的接続のための外部陰極端子3が固着されている。一方、前記のNb箔1には図中左側の端の方に、一部Nb粉末焼結体2が形成されていない部分があり、そこに外部との電気的接続のための外部陽極端子4が固着されている。
【0011】
そして、さらにエポキシ樹脂などからなる樹脂外装部5が、Nb箔1、層状のNb粉末焼結体2、外部陰極端子3の一部、外部陽極端子4の一部とを覆っており、外部陰極端子3と、外部陽極端子4の、樹脂外装部5で覆われていない部分が樹脂外装部5の側面に沿って折り曲げられ、さらに底面側に折り込まれるように整形されている。
【0012】
ここで、上述の構造を有する箔型固体電解コンデンサにおいて、Nb箔1はコンデンサの陽極としてのNb粉末焼結体2と外部陽極端子4との間を電気的に接続するものであり、柱型固体電解コンデンサにおいて、通常陽極リードと呼ばれて、柱状焼結体に植設されているワイヤに相当するものである。
【0013】
上記のNbを用いた箔型固体電解コンデンサは、大略、以下のようにして製造される。まず、金属Nbの粉末と、溶媒、バインダを混合し、ペースト状にする。このとき、溶媒とバインダとは、例えば水系の溶媒に対しては水溶性バインダを選択するなどして、相互の適合性を考慮して選択する。
【0014】
次に、Nb箔1の上に上記のペーストを印刷し、Nb粉末層を形成する。印刷用のマスクにはスクリーンマスク、メタルマスクなどが使用できるが、印刷厚を薄くしたい場合にはスクリーンマスクの方が適しており、逆に厚くしたいときにはメタルマスクの方が適している。
【0015】
次に、上記Nb粉末の層が形成されたNb箔1を例えば10−4Pa程度の高真空中で、金属Nbの融点より低い温度、たとえば1000〜1200℃程度で焼結することにより陽極体を得る。以後、柱型固体電解コンデンサの製造における場合と同様の既知の方法で、誘電体皮膜、固体電解質層および陰極導体層の形成を行い、外部陰極端子3と外部陽極端子4の固着接続、樹脂外装部5の形成、外部陰極端子3と外部陽極端子4の整形を行う。
【0016】
即ち、上記の焼結によって得られた陽極体の外側の表面、内部に形成されている孔の表面に既知の陽極酸化法によって、Nb粉末焼結体2の母材である金属Nbの酸化物、つまり酸化Nbの皮膜を形成し、さらに、その酸化Nbの皮膜表面に固体電解質層を形成する。固体電解質には、硝酸マンガンを熱分解することにより得られる二酸化マンガンや、ポリピロールのような導電性高分子が用いられるが、近年では導電性高分子の方が、固有低抗が小さくコンデンサの等価直列抵抗(ESR)を小さくできること、熱に対する絶縁化反応が速く、素子の絶縁破壊による損傷が起こり難いことなどの理由により、固体電解質層として導電性高分子を用いたものが多くなってきている。
【0017】
上記固体電解質層の形成に続いて、陰極導体層を形成する。陰極導体層は、一般的には、固体電解質層上に設けたグラファイト層と、そのグラファイト層上に形成した銀ペースト層との積層構造をしたものが多い。この陰極導体層は、固体電解質層と外部陰極端子3とを電気的に接続するものであるが、この後の製造工程で樹脂外装部5を形成する際や、完成後のコンデンサを実装するときなどの応力を緩和して、誘電体皮膜を保護する作用もする。
【0018】
なお、固体電解質層の形成工程と陰極導体層の形成工程との間に、必要に応じて、酸化Nb皮膜の再化成を行う。この再化成は、固体電解質層形成の際に機械的、化学的ストレスで酸化Nb皮膜に生じた軽度の欠陥を修復し、コンデンサとしての特性をより安定化させる目的で行うもので、前記の酸化Nb皮膜形成のときとほぼ同様の作業で、再度、電解質溶液中で陽極体に電圧を印加する。
【0019】
上記陰極導体層の形成の後、その陰極導体層に、外部陰極端子3を導電性接着剤で接着するなどして導電性を確保しながら固着する。また、Nb箔1のNb粉末焼結体2から露出している部分に、外部陽極端子4を溶接するなどして固着する。
【0020】
最後に、例えばエポキシ樹脂のような熱硬化性樹脂を用いたトランスファモールド工法により樹脂外装部5を形成し、外部陰極端子3と外部陽極端子4を前記のごとく整形して、図4に断面を示したNb箔型固体電解コンデンサを完成する。
【0021】
これまで述べた箔型固体電解コンデンサは、柱型固体電解コンデンサに比べ陽極体を薄くすることが容易で、コンデンサの小形化、薄形化に有利である、陽極リードであるNb箔1と陽極である層状のNb粉末焼結体2との接触面積が大きくなり、両者の間の抵抗が低下するので、コンデンサとしてのESRを下げることができるなどの利点を有している。
【0022】
しかしながら、柱型固体電解コンデンサと比べたとき、箔型固体電解コンデンサは上述したような利点を有している一方、以下の理由で、柱型固体電解コンデンサより製造が困難という難点も有している。
【0023】
前記のように、箔型固体電解コンデンサの陽極体は、弁作用金属であるNb箔1の表面に、Nb粉末を分散したペーストを塗布するなどして層状に堆積させ、これを焼結することによって得られる。
【0024】
通常、金属粉末を焼結するときの焼結性、即ち、粉体を構成する粒子相互の結合または溶着の度合い、あるいは粒子の成長の程度は、粒子相互と、たとえば金属箔や金属板などのような金属物体と粒子との間では大きく異なっていて、同じ温度でも粒子相互の間では焼結が進みやすく、粒子と金属箔などとの間では粒子の成長、溶着が起こり難いことが知られている。
【0025】
つまり、図4に示すNb箔型陽極体6において、焼結温度をNb粉末焼結体2の多孔質性を重視した温度にすると、Nb粉末の部分では好ましい焼結状態が得られるものの、Nb箔1とNb粉末焼結体2との界面部分では焼結が不十分で、Nb箔1とNb粉末焼結体2との溶着、結合が弱くなり、製造工程での取り扱い中に、Nb粉末焼結体2がNb箔1から剥離したり脱落したりするなどによる不良品が生じやすくなる。また、コンデンサとしての漏れ電流特性が悪化する。
【0026】
一方、Nb粉末焼結体2の多孔質性を重視することによって生じる、上記製造工程中の支障や、コンデンサの特性低下を避けるには、焼結温度を上げ、Nb箔1とNb粉末焼結体2との界面における溶着、結合を高めればよいのであるが、反面、Nb粉末焼結体2では焼結の進行に伴う収縮による変形が大きくなり、剥離、割れが発生するようになる。この変形が大きいものは、半製品および製品としての寸法を満足し難くなるだけでなく、前述した様々な工程において変形した箇所に、機械的応力が生じることが多くなるため、酸化Nb皮膜の破壊の頻度が増加し、コンデンサとしての漏れ電流特性が低下する。
【0027】
また、多くの場合、割れが発生した部分は、大きな変形も伴っているため前述したような不具合が発生しやすい。このように、箔型固体電解コンデンサの陽極体は、その焼結工程において焼結温度を正確に適正値に制御する必要があるが、材料ロット毎の粉末粒径、粒度分布の変化などにより、適正な焼結温度は変化するため、それを正確に管理することは、製造上非常に困難となっている。また、上記のような変形、割れは粉末層の厚みが大きくなるほど顕著化しやすい傾向があるため、粉末層の厚みが限定され、結果的にコンデンサとしての容量を上げることができない原因にもなる。
【0028】
これに対し、柱型固体電解コンデンサの陽極体では、陽極リードに箔ではなく金属ワイヤを用いていることから、陽極リードをNb粉末が包み込む構造になり、さらにNb粉末を加圧成形して柱状にする際に、陽極リードとNb粉末とが圧着されるので、焼結前の段階で、既に陽極リードとNb粉末との結合が強くなっているなどの理由で、焼結後の陽極リードと粉末焼結体との結合は、多孔質性を確保するために比較的低い温度で焼結しても、箔形陽極体に比べ、十分な強度を有している。また、プレスによる成形は、成形体内部の粉末の密度を均一化する効果を有しているため、焼結温度が高くなっても変形は非常に小さい。
【0029】
【発明が解決しようとする課題】
以上のように、箔型固体電解コンデンサの陽極体は、その焼結過程において製造上の難しさを有している。従って、本発明の技術的な課題は、箔型固体電解コンデンサの陽極体の焼結工程において、弁作用金属の粉末と弁作用金属の薄板とを十分に溶着し得る温度にて焼結しても変形が小さく、また割れが発生した場合でも、それに伴う変形を小さく抑えることを可能とする、固体電解コンデンサ用陽極体とその製造方法、さらにこれを用いた固体電解コンデンサを提供することである。
【0030】
【課題を解決するための手段】
本発明は、前記の課題解決のため、弁作用金属の薄板の表面に形成する弁作用金属の粉末層に、焼結の際の収縮による変形を、全体に及ぼさない構造を付与することを検討した結果なされたものである。
【0031】
即ち、本発明は、弁作用金属の薄板の少なくとも一方の表面に、弁作用金属の粉末層を形成して焼結する固体電解コンデンサ用陽極体の製造方法において、前記弁作用金属の粉末層に溝を形成して焼結を行うことを特徴とする固体電解コンデンサ用の陽極体の製造方法である。
【0032】
また、本発明は、弁作用金属の薄板と、前記弁作用金属の薄板の少なくとも一方の表面に形成した弁作用金属の粉末層を焼結してなる固体電解コンデンサ用陽極体において、前記弁作用金属の粉末層は、溝を有することを特徴とする固体電解コンデンサ用陽極体である。
【0033】
また、本発明は、前記の固体電解コンデンサ用の陽極体において、前記溝の深さが、前記弁作用金属の粉末層の厚さの20%以上であることを特徴とする固体電解コンデンサ用の陽極体である。
【0034】
また、本発明は、前記の固体電解コンデンサ用陽極を用いたことを特徴とする固体電解コンデンサである。
【0035】
本発明の固体電解コンデンサ用陽極体は、弁作用金属の薄板表面に形成した弁作用金属の粉末層に溝を形成しているため、焼結による弁作用金属の層の収縮が、溝で分離された部分毎に生じるため、変形が弁作用金属の粉末層全体に及ぶことがない。
【0036】
このため、弁作用金属の粉末層の焼結によって得られる固体電解コンデンサ用陽極体は、陽極体として十分な厚みを有しながら、割れや弁作用金属の薄板との界面における剥離の発生が極めて少なくなる。
【0037】
本発明において、弁作用金属の粉末層に形成される溝の深さは、層状部分に対して少しでも凹部が形成される程度でも効果があるが、意図せずに生じる印刷面の凹凸と明確に判別できる深さは、層状部分の厚さの20%以上であるため、それを深さの下限とした。
【0038】
【発明の実施の形態】
次に、本発明の実施の形態について、図を参照して説明する。
【0039】
図1は、本発明の実施の形態に係わる箔型固体電解コンデンサ用陽極体である。図1において、1はNb箔、2はNb粉末焼結体、7は溝である。図1に示したように、本実施の形態の箔型固体電解コンデンサ用陽極体は、溝7を有することが、従来のものと異なる特徴である。
【0040】
この溝7の数、間隔などは、使用する弁作用金属の粉末の粒径、粒度分布、粉末層の厚みなどにより最適な値は異なるため、現時点では理論的に提示することは困難であり、実験、試作などにより設定している。
【0041】
【実施例】
以下、図1に示した箔型固体電解コンデンサ用陽極体を得る方法について、具体的な実施例に基づいて説明する。
【0042】
(実施例1)
まず、金属Nb粉末ペーストを準備する。ここでは、平均粒径0.3μmの金属Nb粉末に対して、アクリル系の高分子材料を含むバインダを8重量%添加し、溶媒としてのトルエンの添加量を調整しながら、混練することにより、粘性係数が15000±1000mPa・sとなるように、Nb粉末を分散したペーストを調製した。以降、このペーストをNbペーストと呼称する。
【0043】
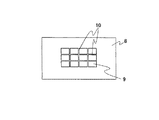
図2は、前記のNbペーストを、弁作用金属の薄板に塗布する際に用いるメタルマスクの平面図である。図2において、8は厚みが100μmのメタルマスク、9は四角形に穿孔された開孔部分で、10は開口部分を分離するための格子状部分で、その幅は100μmである。このメタルマスク8を用いて、前記のNbペーストを、厚さ50μmのNb箔1上に印刷し、乾燥させた。また、比較例として、溝構造を付与しない状態で、Nbペーストを印刷したNb箔も調製した。
【0044】
次に、前記実施例と比較例のNbペーストを印刷、乾燥したNb箔を、温度を1100℃、時間を30分とし、10−3Paの真空中で焼結し、固体電解コンデンサ用陽極体を得た。図3は、前記実施例と前記比較例における陽極体の外観を示す図で、図3(a)は実施例のNbペーストを印刷、乾燥した状態、図3(b)は実施例の焼結後の状態、図3(c)は比較例の焼結後の状態を示す。
【0045】
図3(a)に示したように、本実施例では、メタルマスクの格子状部分10により、Nbペースト塗膜の表面に溝7が形成されていることが明確に判別できる。また、図3(b)から明らかなように、本実施例の固体電解コンデンサ用陽極体では、表面に大きな変形や割れが生じていない。しかし、図3(c)に示した比較例には、著しい変形や割れが見られた。
【0046】
次に、この固体電解コンデンサ用陽極体に、酸化Nb皮膜、固体電解質層を順に形成し、再化成を行った。これらの工程では、従来の箔型固体電解コンデンサの製造作業と同じ作業を行ったが、製造条件について述べると、酸化Nb皮膜は60℃の0.6%リン酸水溶液中で16Vの電圧印加で陽極酸化することにより形成し、固体電解質層にはポリピロールを用い、さらに再化成は25℃の0.1%リン酸水溶液中で16Vを印加した。
【0047】
以降、前述の箔型固体電解コンデンサの製造工程と同一の方法で陰極層形成、陰極、陽両極の外部端子の形成、樹脂外装部の形成を行い、本発明のNb箔型固体電解コンデンサを得たが、製品の漏れ電流特性等は良好であった。従来の箔型陽極体でも焼結温度を低くすれば焼結後の変形、割れは抑制されるが、その後の製品化の過程で、剥離、脱落などによる不良、及びそれに起因する製品特性の劣化が発生し、製品歩留まりは非常に低くなる。
【0048】
本実施例の箔型固体電解コンデンサ用陽極体で、焼結後の変形、割れが抑制できる理由を以下に説明する。箔型固体電解コンデンサ用陽極体の粉末層が焼結により変形するのは、焼結時の粉末層の収縮により生じる粉末層内部の応力のためである。また、一度変形による割れが起こると、その部分は応力の均衡が崩れるため、他の粉末層部分の収縮に引っ張られ、さらに大きく変形する。
【0049】
この応力による変形・割れは、金属粉末を含むペーストで印刷された層のように、焼結される粉末層内の粉末の密度を均一化しにくい工法の場合は一般的に起こりやすい。そこで、一般には粉末層を焼結する必要がある場合には、粉末の部分を加圧し、粉末密度を増大させることにより均一化する手法が多く採られている。従来例で述べた柱型陽極体の製造方法は、その一例である。
【0050】
しかし、本実施例のように、厚みが薄い場合はプレスが困難であるため、そのような密度均一化手法は採りにくい。そこで、本実施例では粉末の印刷層に溝状部分を設け、この部分で収縮時の応力を分散させることにより焼結時の変形の抑制を可能とした。即ち、広い面積の層が収縮すると大きな変形が生じるが、それが細かく分割されていれば、収縮は各々の分割された部分ごとに起こり、その各分割部分の収縮量は小さくなる。これは、層全体が均一に収縮している状態に近いため、粉末層全体としては変形が抑制され、割れも小さくなる。
【0051】
本実施例では、上記の分割を溝状部分の形成により行っている。この際、前述の理由から、溝状部分は、存在していればそれなりに効果が得られ、また、薄い方がより応力緩和に寄与することは判っているが、その厚みが粉末層の平均的な厚みに対して、どの程度薄ければ効果が顕著になるかは、使用する粉末の材質、粒度分布などにより変化するため、現時点では理論的な予測は困難である。
【0052】
本発明において、溝状部分の深さを粉末層状部分の20%以上としたのは、意図的でなくとも、印刷面に凹凸が生じ、深さが層状部分の厚さの20%程度に達する可能性はあるため、そのような自然に形成された窪み部分は、本発明の効果が期待できないからである。
【0053】
本実施例で用いたNbペーストの場合は、実験により印刷厚みが50μm以下であれば、印刷面が分割されていなくても、割れの発生はほぼ抑制されることが実験的に判っている。しかし、厚みが50μm以下では、粉末重量、即ちコンデンサの容量も大きくできない。
【0054】
そのため、溝状部分の厚み上限の目安は、50μmとなるが、実際に印刷後の溝状部分の厚みを断面観察したところ、ほぼ0〜50μmの範囲に入っていた。その結果、得られた箔型陽極体の外観は、先に図3(b)に示した通りであり、溝状部分の厚みは、ほぼ適切であったことが判る。
【0055】
(実施例2)
前述の実施例1とは異なる陽極体の溝状部分の形成方法として、印刷後のNbペースト層に、溝状部分を形成する方法もある。実施例1では、溝状部分はペースト印刷と同時に形成されていたが、本実施例では、溝状部分を印刷後に別工程として形成する。
【0056】
Nbペースト、Nb箔は実施例1と同じものを使用するが、メタルマスクは格子状部分のない、単純な長方形の開孔部を持つものを使用して印刷し、乾燥後に印刷層に対して、格子状の物体を押しつける、あるいは、鋭利な先端を有する治具で印刷層表面にけがきを施すことなどで溝状部分を形成できる。
【0057】
ここでは、けがきで溝を形成した。溝状部分の厚みは、実施例1にて説明したように、50μm以下となるようにした。これ以降の、焼結から樹脂外装までの製造工程順、条件は実施例1と同様にして、本発明の箔型固体電解コンデンサを得た。その特性は、実施例1と同等であった。
【0058】
(実施例3)
箔型固体電解コンデンサ用陽極体を作製する工法としては、前述の実施例1と同様であるが、弁作用金属としてTaを用いて箔型陽極体を作製した。本実施例と、実施例1との相違は、実施例1で用いたNb金属の替わりにTa金属を用いる点だけであるため、Taペーストの組成と真空焼結時の温度が変わる以外は、実施例1と同じである。そのため、上記2点のみに関して以下に述べる。
【0059】
まず、Taペーストであるが、Ta粉末は平均粒径0.3μmのものを使用し、バインダとしてアクリル系のものを、粉末重量に対してバインダ重量が4%となるように混合した。それに、さらに溶剤としてのトルエンを加えて混練し、粘度が15000±1000mPa・sとなるように調整した。
【0060】
焼結は、10−3Pa以下の真空中で、温度1200℃、時間30分の条件で実施した。これ以降の、焼結から樹脂外装までの製造工程順、条件は実施例1と同様で、実施例1と同等の特性を具備した固体電解コンデンサを得た。
【0061】
【発明の効果】
以上説明したように、本発明によれば、弁作用金属の薄板上に弁作用金属の粉末層を形成し焼結した、固体電解コンデンサ用陽極体において、金属粉末層部分と金属薄板との溶着を十分に出来る、比較的高い温度で焼結しても、層状焼結体の焼結時の変形を抑制でき、その結果、コンデンサの歩留りや特性を改善することが出来る。
【0062】
従って、その後の工程で加わる機械的ストレスに対しても、被膜破損などの支障が起こり難くなるため、製品不良の低減が可能となる。また、このような作用により、粉末層の厚みを従来よりも大きくすることができるため、コンデンサ容量の増大も可能となる。
【図面の簡単な説明】
【図1】本発明の実施の形態に係わる箔型固体電解コンデンサ用陽極体。
【図2】Nbペーストを弁作用金属の薄板に塗布する際に用いるメタルマスクの平面図。
【図3】実施例と比較例における陽極体の外観を示す図。図3(a)は実施例のNbペーストを印刷、乾燥した状態を示す図。図3(b)は実施例の焼結後の状態を示す図。図3(c)は比較例の焼結後の状態を示す図。
【図4】箔型固体電解コンデンサの一例の断面図。
【符号の説明】
1 Nb箔
2 Nb粉末焼結体
3 外部陰極端子
4 外部陽極端子
5 樹脂外装部
6 Nb箔型陽極体
7 溝
8 メタルマスク
9 開孔部分
10 格子状部分
【発明の属する技術分野】
本発明は、固体電解コンデンサ用の陽極体に関し、特に、陽極リードの役をなす弁作用金属の薄板の表面に焼結体が層状に設けられている構造の陽極体と、その製造方法、及びこの陽極体を用いた固体電解コンデンサに関する。
【0002】
【従来の技術】
電解コンデンサは、金属表面に陽極酸化によって誘電体酸化皮膜を形成し、電解液または固体電解質を接触させて、対向電極との間に電荷を蓄積するもので、小型で大容量であることから実用に供され、さらなる特性向上のための研究開発がなされている。そして、陽極酸化を施して用いる金属として、弁作用金属と称される金属が用いられている。
【0003】
たとえばタンタル(Ta)、ニオブ(Nb)のような弁作用金属を陽極に用いる固体電解コンデンサでは、陽極を比表面積の大きな多孔質とするために、前記弁作用金属の粉末を所要の形状に加圧成形した後、高温真空中で焼結し、得られる焼結体を陽極とすることが多い。
【0004】
このような焼結体では、その形状を円柱や四角柱などにしたものが一般的で、便宜上、柱型固体電解コンデンサと称することがある。その他にも、下記特許文献1に開示されているような、弁作用金属の薄板の表面に層状の焼結体を設けるタイプのコンデンサが知られている。ここでは、便宜上、このタイプを箔型固体電解コンデンサと呼称する。
【0005】
【特許文献1】
特開昭59−219923号公報
【0006】
前記特許文献1には、弁作用金属のリードの表面へ、弁作用金属の粉末を所望の厚さに付着させた後、焼結させたことを特徴とする電解コンデンサ用陽極体が開示されている。以下に、前記特許文献1に開示されている技術で得られる箔型固体電解コンデンサについて、Nb固体電解コンデンサを例にして述べる。なお、周知のように、箔型固体電解コンデンサにおいて、弁作用金属の焼結体は、電気的にはコンデンサの陽極として機能するものであるため、以下では、上記弁作用金属の薄板とその表面に配置された弁作用金属の焼結体とを含めて陽極体と称することがある。
【0007】
図4は、Nbを用いた箔型固体電解コンデンサの一例の断面を示したものである。図4において、1はNb箔、2はNb粉末焼結体、3は外部陰極端子、4は外部陽極端子、5は樹脂外装部、6はNb箔型陽極体である。
【0008】
図4に示したように、この箔型固体電解コンデンサは、Nb箔の表面に、Nb粉末焼結体2が層状に形成されている。この層状のNb粉末焼結体2は、内部に微細孔が形成された多孔質体になっており、比表面積が非常に大きくなっている。そして、Nb粉末焼結体2の外表面および内部の微細孔の表面には、陽極酸化による酸化Nbの薄い皮膜(図示せず)が形成されている。この酸化Nb皮膜が、コンデンサの誘電体として機能する。
【0009】
酸化Nb皮膜の表面にはさらに、固体電解質の層(図示せず)が形成されている。この固体電解質層がコンデンサの陰極として機能するものであり、陽極であるNb粉末焼結体2と、誘電体である酸化Nb皮膜と、陰極である固体電解質層とでコンデンサとしての基本的構造をなしている。
【0010】
固体電解質層の表面には、さらに、グラファイト層、銀層などを順に積層したもの(図示せず)のような導電物質の層が形成され、陰極層と呼ばれる。この陰極層の最外層に、外部との電気的接続のための外部陰極端子3が固着されている。一方、前記のNb箔1には図中左側の端の方に、一部Nb粉末焼結体2が形成されていない部分があり、そこに外部との電気的接続のための外部陽極端子4が固着されている。
【0011】
そして、さらにエポキシ樹脂などからなる樹脂外装部5が、Nb箔1、層状のNb粉末焼結体2、外部陰極端子3の一部、外部陽極端子4の一部とを覆っており、外部陰極端子3と、外部陽極端子4の、樹脂外装部5で覆われていない部分が樹脂外装部5の側面に沿って折り曲げられ、さらに底面側に折り込まれるように整形されている。
【0012】
ここで、上述の構造を有する箔型固体電解コンデンサにおいて、Nb箔1はコンデンサの陽極としてのNb粉末焼結体2と外部陽極端子4との間を電気的に接続するものであり、柱型固体電解コンデンサにおいて、通常陽極リードと呼ばれて、柱状焼結体に植設されているワイヤに相当するものである。
【0013】
上記のNbを用いた箔型固体電解コンデンサは、大略、以下のようにして製造される。まず、金属Nbの粉末と、溶媒、バインダを混合し、ペースト状にする。このとき、溶媒とバインダとは、例えば水系の溶媒に対しては水溶性バインダを選択するなどして、相互の適合性を考慮して選択する。
【0014】
次に、Nb箔1の上に上記のペーストを印刷し、Nb粉末層を形成する。印刷用のマスクにはスクリーンマスク、メタルマスクなどが使用できるが、印刷厚を薄くしたい場合にはスクリーンマスクの方が適しており、逆に厚くしたいときにはメタルマスクの方が適している。
【0015】
次に、上記Nb粉末の層が形成されたNb箔1を例えば10−4Pa程度の高真空中で、金属Nbの融点より低い温度、たとえば1000〜1200℃程度で焼結することにより陽極体を得る。以後、柱型固体電解コンデンサの製造における場合と同様の既知の方法で、誘電体皮膜、固体電解質層および陰極導体層の形成を行い、外部陰極端子3と外部陽極端子4の固着接続、樹脂外装部5の形成、外部陰極端子3と外部陽極端子4の整形を行う。
【0016】
即ち、上記の焼結によって得られた陽極体の外側の表面、内部に形成されている孔の表面に既知の陽極酸化法によって、Nb粉末焼結体2の母材である金属Nbの酸化物、つまり酸化Nbの皮膜を形成し、さらに、その酸化Nbの皮膜表面に固体電解質層を形成する。固体電解質には、硝酸マンガンを熱分解することにより得られる二酸化マンガンや、ポリピロールのような導電性高分子が用いられるが、近年では導電性高分子の方が、固有低抗が小さくコンデンサの等価直列抵抗(ESR)を小さくできること、熱に対する絶縁化反応が速く、素子の絶縁破壊による損傷が起こり難いことなどの理由により、固体電解質層として導電性高分子を用いたものが多くなってきている。
【0017】
上記固体電解質層の形成に続いて、陰極導体層を形成する。陰極導体層は、一般的には、固体電解質層上に設けたグラファイト層と、そのグラファイト層上に形成した銀ペースト層との積層構造をしたものが多い。この陰極導体層は、固体電解質層と外部陰極端子3とを電気的に接続するものであるが、この後の製造工程で樹脂外装部5を形成する際や、完成後のコンデンサを実装するときなどの応力を緩和して、誘電体皮膜を保護する作用もする。
【0018】
なお、固体電解質層の形成工程と陰極導体層の形成工程との間に、必要に応じて、酸化Nb皮膜の再化成を行う。この再化成は、固体電解質層形成の際に機械的、化学的ストレスで酸化Nb皮膜に生じた軽度の欠陥を修復し、コンデンサとしての特性をより安定化させる目的で行うもので、前記の酸化Nb皮膜形成のときとほぼ同様の作業で、再度、電解質溶液中で陽極体に電圧を印加する。
【0019】
上記陰極導体層の形成の後、その陰極導体層に、外部陰極端子3を導電性接着剤で接着するなどして導電性を確保しながら固着する。また、Nb箔1のNb粉末焼結体2から露出している部分に、外部陽極端子4を溶接するなどして固着する。
【0020】
最後に、例えばエポキシ樹脂のような熱硬化性樹脂を用いたトランスファモールド工法により樹脂外装部5を形成し、外部陰極端子3と外部陽極端子4を前記のごとく整形して、図4に断面を示したNb箔型固体電解コンデンサを完成する。
【0021】
これまで述べた箔型固体電解コンデンサは、柱型固体電解コンデンサに比べ陽極体を薄くすることが容易で、コンデンサの小形化、薄形化に有利である、陽極リードであるNb箔1と陽極である層状のNb粉末焼結体2との接触面積が大きくなり、両者の間の抵抗が低下するので、コンデンサとしてのESRを下げることができるなどの利点を有している。
【0022】
しかしながら、柱型固体電解コンデンサと比べたとき、箔型固体電解コンデンサは上述したような利点を有している一方、以下の理由で、柱型固体電解コンデンサより製造が困難という難点も有している。
【0023】
前記のように、箔型固体電解コンデンサの陽極体は、弁作用金属であるNb箔1の表面に、Nb粉末を分散したペーストを塗布するなどして層状に堆積させ、これを焼結することによって得られる。
【0024】
通常、金属粉末を焼結するときの焼結性、即ち、粉体を構成する粒子相互の結合または溶着の度合い、あるいは粒子の成長の程度は、粒子相互と、たとえば金属箔や金属板などのような金属物体と粒子との間では大きく異なっていて、同じ温度でも粒子相互の間では焼結が進みやすく、粒子と金属箔などとの間では粒子の成長、溶着が起こり難いことが知られている。
【0025】
つまり、図4に示すNb箔型陽極体6において、焼結温度をNb粉末焼結体2の多孔質性を重視した温度にすると、Nb粉末の部分では好ましい焼結状態が得られるものの、Nb箔1とNb粉末焼結体2との界面部分では焼結が不十分で、Nb箔1とNb粉末焼結体2との溶着、結合が弱くなり、製造工程での取り扱い中に、Nb粉末焼結体2がNb箔1から剥離したり脱落したりするなどによる不良品が生じやすくなる。また、コンデンサとしての漏れ電流特性が悪化する。
【0026】
一方、Nb粉末焼結体2の多孔質性を重視することによって生じる、上記製造工程中の支障や、コンデンサの特性低下を避けるには、焼結温度を上げ、Nb箔1とNb粉末焼結体2との界面における溶着、結合を高めればよいのであるが、反面、Nb粉末焼結体2では焼結の進行に伴う収縮による変形が大きくなり、剥離、割れが発生するようになる。この変形が大きいものは、半製品および製品としての寸法を満足し難くなるだけでなく、前述した様々な工程において変形した箇所に、機械的応力が生じることが多くなるため、酸化Nb皮膜の破壊の頻度が増加し、コンデンサとしての漏れ電流特性が低下する。
【0027】
また、多くの場合、割れが発生した部分は、大きな変形も伴っているため前述したような不具合が発生しやすい。このように、箔型固体電解コンデンサの陽極体は、その焼結工程において焼結温度を正確に適正値に制御する必要があるが、材料ロット毎の粉末粒径、粒度分布の変化などにより、適正な焼結温度は変化するため、それを正確に管理することは、製造上非常に困難となっている。また、上記のような変形、割れは粉末層の厚みが大きくなるほど顕著化しやすい傾向があるため、粉末層の厚みが限定され、結果的にコンデンサとしての容量を上げることができない原因にもなる。
【0028】
これに対し、柱型固体電解コンデンサの陽極体では、陽極リードに箔ではなく金属ワイヤを用いていることから、陽極リードをNb粉末が包み込む構造になり、さらにNb粉末を加圧成形して柱状にする際に、陽極リードとNb粉末とが圧着されるので、焼結前の段階で、既に陽極リードとNb粉末との結合が強くなっているなどの理由で、焼結後の陽極リードと粉末焼結体との結合は、多孔質性を確保するために比較的低い温度で焼結しても、箔形陽極体に比べ、十分な強度を有している。また、プレスによる成形は、成形体内部の粉末の密度を均一化する効果を有しているため、焼結温度が高くなっても変形は非常に小さい。
【0029】
【発明が解決しようとする課題】
以上のように、箔型固体電解コンデンサの陽極体は、その焼結過程において製造上の難しさを有している。従って、本発明の技術的な課題は、箔型固体電解コンデンサの陽極体の焼結工程において、弁作用金属の粉末と弁作用金属の薄板とを十分に溶着し得る温度にて焼結しても変形が小さく、また割れが発生した場合でも、それに伴う変形を小さく抑えることを可能とする、固体電解コンデンサ用陽極体とその製造方法、さらにこれを用いた固体電解コンデンサを提供することである。
【0030】
【課題を解決するための手段】
本発明は、前記の課題解決のため、弁作用金属の薄板の表面に形成する弁作用金属の粉末層に、焼結の際の収縮による変形を、全体に及ぼさない構造を付与することを検討した結果なされたものである。
【0031】
即ち、本発明は、弁作用金属の薄板の少なくとも一方の表面に、弁作用金属の粉末層を形成して焼結する固体電解コンデンサ用陽極体の製造方法において、前記弁作用金属の粉末層に溝を形成して焼結を行うことを特徴とする固体電解コンデンサ用の陽極体の製造方法である。
【0032】
また、本発明は、弁作用金属の薄板と、前記弁作用金属の薄板の少なくとも一方の表面に形成した弁作用金属の粉末層を焼結してなる固体電解コンデンサ用陽極体において、前記弁作用金属の粉末層は、溝を有することを特徴とする固体電解コンデンサ用陽極体である。
【0033】
また、本発明は、前記の固体電解コンデンサ用の陽極体において、前記溝の深さが、前記弁作用金属の粉末層の厚さの20%以上であることを特徴とする固体電解コンデンサ用の陽極体である。
【0034】
また、本発明は、前記の固体電解コンデンサ用陽極を用いたことを特徴とする固体電解コンデンサである。
【0035】
本発明の固体電解コンデンサ用陽極体は、弁作用金属の薄板表面に形成した弁作用金属の粉末層に溝を形成しているため、焼結による弁作用金属の層の収縮が、溝で分離された部分毎に生じるため、変形が弁作用金属の粉末層全体に及ぶことがない。
【0036】
このため、弁作用金属の粉末層の焼結によって得られる固体電解コンデンサ用陽極体は、陽極体として十分な厚みを有しながら、割れや弁作用金属の薄板との界面における剥離の発生が極めて少なくなる。
【0037】
本発明において、弁作用金属の粉末層に形成される溝の深さは、層状部分に対して少しでも凹部が形成される程度でも効果があるが、意図せずに生じる印刷面の凹凸と明確に判別できる深さは、層状部分の厚さの20%以上であるため、それを深さの下限とした。
【0038】
【発明の実施の形態】
次に、本発明の実施の形態について、図を参照して説明する。
【0039】
図1は、本発明の実施の形態に係わる箔型固体電解コンデンサ用陽極体である。図1において、1はNb箔、2はNb粉末焼結体、7は溝である。図1に示したように、本実施の形態の箔型固体電解コンデンサ用陽極体は、溝7を有することが、従来のものと異なる特徴である。
【0040】
この溝7の数、間隔などは、使用する弁作用金属の粉末の粒径、粒度分布、粉末層の厚みなどにより最適な値は異なるため、現時点では理論的に提示することは困難であり、実験、試作などにより設定している。
【0041】
【実施例】
以下、図1に示した箔型固体電解コンデンサ用陽極体を得る方法について、具体的な実施例に基づいて説明する。
【0042】
(実施例1)
まず、金属Nb粉末ペーストを準備する。ここでは、平均粒径0.3μmの金属Nb粉末に対して、アクリル系の高分子材料を含むバインダを8重量%添加し、溶媒としてのトルエンの添加量を調整しながら、混練することにより、粘性係数が15000±1000mPa・sとなるように、Nb粉末を分散したペーストを調製した。以降、このペーストをNbペーストと呼称する。
【0043】
図2は、前記のNbペーストを、弁作用金属の薄板に塗布する際に用いるメタルマスクの平面図である。図2において、8は厚みが100μmのメタルマスク、9は四角形に穿孔された開孔部分で、10は開口部分を分離するための格子状部分で、その幅は100μmである。このメタルマスク8を用いて、前記のNbペーストを、厚さ50μmのNb箔1上に印刷し、乾燥させた。また、比較例として、溝構造を付与しない状態で、Nbペーストを印刷したNb箔も調製した。
【0044】
次に、前記実施例と比較例のNbペーストを印刷、乾燥したNb箔を、温度を1100℃、時間を30分とし、10−3Paの真空中で焼結し、固体電解コンデンサ用陽極体を得た。図3は、前記実施例と前記比較例における陽極体の外観を示す図で、図3(a)は実施例のNbペーストを印刷、乾燥した状態、図3(b)は実施例の焼結後の状態、図3(c)は比較例の焼結後の状態を示す。
【0045】
図3(a)に示したように、本実施例では、メタルマスクの格子状部分10により、Nbペースト塗膜の表面に溝7が形成されていることが明確に判別できる。また、図3(b)から明らかなように、本実施例の固体電解コンデンサ用陽極体では、表面に大きな変形や割れが生じていない。しかし、図3(c)に示した比較例には、著しい変形や割れが見られた。
【0046】
次に、この固体電解コンデンサ用陽極体に、酸化Nb皮膜、固体電解質層を順に形成し、再化成を行った。これらの工程では、従来の箔型固体電解コンデンサの製造作業と同じ作業を行ったが、製造条件について述べると、酸化Nb皮膜は60℃の0.6%リン酸水溶液中で16Vの電圧印加で陽極酸化することにより形成し、固体電解質層にはポリピロールを用い、さらに再化成は25℃の0.1%リン酸水溶液中で16Vを印加した。
【0047】
以降、前述の箔型固体電解コンデンサの製造工程と同一の方法で陰極層形成、陰極、陽両極の外部端子の形成、樹脂外装部の形成を行い、本発明のNb箔型固体電解コンデンサを得たが、製品の漏れ電流特性等は良好であった。従来の箔型陽極体でも焼結温度を低くすれば焼結後の変形、割れは抑制されるが、その後の製品化の過程で、剥離、脱落などによる不良、及びそれに起因する製品特性の劣化が発生し、製品歩留まりは非常に低くなる。
【0048】
本実施例の箔型固体電解コンデンサ用陽極体で、焼結後の変形、割れが抑制できる理由を以下に説明する。箔型固体電解コンデンサ用陽極体の粉末層が焼結により変形するのは、焼結時の粉末層の収縮により生じる粉末層内部の応力のためである。また、一度変形による割れが起こると、その部分は応力の均衡が崩れるため、他の粉末層部分の収縮に引っ張られ、さらに大きく変形する。
【0049】
この応力による変形・割れは、金属粉末を含むペーストで印刷された層のように、焼結される粉末層内の粉末の密度を均一化しにくい工法の場合は一般的に起こりやすい。そこで、一般には粉末層を焼結する必要がある場合には、粉末の部分を加圧し、粉末密度を増大させることにより均一化する手法が多く採られている。従来例で述べた柱型陽極体の製造方法は、その一例である。
【0050】
しかし、本実施例のように、厚みが薄い場合はプレスが困難であるため、そのような密度均一化手法は採りにくい。そこで、本実施例では粉末の印刷層に溝状部分を設け、この部分で収縮時の応力を分散させることにより焼結時の変形の抑制を可能とした。即ち、広い面積の層が収縮すると大きな変形が生じるが、それが細かく分割されていれば、収縮は各々の分割された部分ごとに起こり、その各分割部分の収縮量は小さくなる。これは、層全体が均一に収縮している状態に近いため、粉末層全体としては変形が抑制され、割れも小さくなる。
【0051】
本実施例では、上記の分割を溝状部分の形成により行っている。この際、前述の理由から、溝状部分は、存在していればそれなりに効果が得られ、また、薄い方がより応力緩和に寄与することは判っているが、その厚みが粉末層の平均的な厚みに対して、どの程度薄ければ効果が顕著になるかは、使用する粉末の材質、粒度分布などにより変化するため、現時点では理論的な予測は困難である。
【0052】
本発明において、溝状部分の深さを粉末層状部分の20%以上としたのは、意図的でなくとも、印刷面に凹凸が生じ、深さが層状部分の厚さの20%程度に達する可能性はあるため、そのような自然に形成された窪み部分は、本発明の効果が期待できないからである。
【0053】
本実施例で用いたNbペーストの場合は、実験により印刷厚みが50μm以下であれば、印刷面が分割されていなくても、割れの発生はほぼ抑制されることが実験的に判っている。しかし、厚みが50μm以下では、粉末重量、即ちコンデンサの容量も大きくできない。
【0054】
そのため、溝状部分の厚み上限の目安は、50μmとなるが、実際に印刷後の溝状部分の厚みを断面観察したところ、ほぼ0〜50μmの範囲に入っていた。その結果、得られた箔型陽極体の外観は、先に図3(b)に示した通りであり、溝状部分の厚みは、ほぼ適切であったことが判る。
【0055】
(実施例2)
前述の実施例1とは異なる陽極体の溝状部分の形成方法として、印刷後のNbペースト層に、溝状部分を形成する方法もある。実施例1では、溝状部分はペースト印刷と同時に形成されていたが、本実施例では、溝状部分を印刷後に別工程として形成する。
【0056】
Nbペースト、Nb箔は実施例1と同じものを使用するが、メタルマスクは格子状部分のない、単純な長方形の開孔部を持つものを使用して印刷し、乾燥後に印刷層に対して、格子状の物体を押しつける、あるいは、鋭利な先端を有する治具で印刷層表面にけがきを施すことなどで溝状部分を形成できる。
【0057】
ここでは、けがきで溝を形成した。溝状部分の厚みは、実施例1にて説明したように、50μm以下となるようにした。これ以降の、焼結から樹脂外装までの製造工程順、条件は実施例1と同様にして、本発明の箔型固体電解コンデンサを得た。その特性は、実施例1と同等であった。
【0058】
(実施例3)
箔型固体電解コンデンサ用陽極体を作製する工法としては、前述の実施例1と同様であるが、弁作用金属としてTaを用いて箔型陽極体を作製した。本実施例と、実施例1との相違は、実施例1で用いたNb金属の替わりにTa金属を用いる点だけであるため、Taペーストの組成と真空焼結時の温度が変わる以外は、実施例1と同じである。そのため、上記2点のみに関して以下に述べる。
【0059】
まず、Taペーストであるが、Ta粉末は平均粒径0.3μmのものを使用し、バインダとしてアクリル系のものを、粉末重量に対してバインダ重量が4%となるように混合した。それに、さらに溶剤としてのトルエンを加えて混練し、粘度が15000±1000mPa・sとなるように調整した。
【0060】
焼結は、10−3Pa以下の真空中で、温度1200℃、時間30分の条件で実施した。これ以降の、焼結から樹脂外装までの製造工程順、条件は実施例1と同様で、実施例1と同等の特性を具備した固体電解コンデンサを得た。
【0061】
【発明の効果】
以上説明したように、本発明によれば、弁作用金属の薄板上に弁作用金属の粉末層を形成し焼結した、固体電解コンデンサ用陽極体において、金属粉末層部分と金属薄板との溶着を十分に出来る、比較的高い温度で焼結しても、層状焼結体の焼結時の変形を抑制でき、その結果、コンデンサの歩留りや特性を改善することが出来る。
【0062】
従って、その後の工程で加わる機械的ストレスに対しても、被膜破損などの支障が起こり難くなるため、製品不良の低減が可能となる。また、このような作用により、粉末層の厚みを従来よりも大きくすることができるため、コンデンサ容量の増大も可能となる。
【図面の簡単な説明】
【図1】本発明の実施の形態に係わる箔型固体電解コンデンサ用陽極体。
【図2】Nbペーストを弁作用金属の薄板に塗布する際に用いるメタルマスクの平面図。
【図3】実施例と比較例における陽極体の外観を示す図。図3(a)は実施例のNbペーストを印刷、乾燥した状態を示す図。図3(b)は実施例の焼結後の状態を示す図。図3(c)は比較例の焼結後の状態を示す図。
【図4】箔型固体電解コンデンサの一例の断面図。
【符号の説明】
1 Nb箔
2 Nb粉末焼結体
3 外部陰極端子
4 外部陽極端子
5 樹脂外装部
6 Nb箔型陽極体
7 溝
8 メタルマスク
9 開孔部分
10 格子状部分
Claims (4)
- 弁作用金属の薄板の少なくとも一方の表面に、弁作用金属の粉末層を形成して焼結する固体電解コンデンサ用陽極体の製造方法において、前記弁作用金属の粉末層に溝を形成して焼結を行うことを特徴とする固体電解コンデンサ用の陽極体の製造方法。
- 弁作用金属の薄板と、前記弁作用金属の薄板の少なくとも一方の表面に形成した弁作用金属の粉末層を焼結してなる固体電解コンデンサ用陽極体において、前記弁作用金属の粉末層は、溝を有することを特徴とする固体電解コンデンサ用陽極体。
- 請求項2に記載の固体電解コンデンサ用の陽極体において、前記溝の深さは、前記弁作用金属の粉末層の厚さの20%以上であることを特徴とする固体電解コンデンサ用の陽極体。
- 請求項2または請求項3に記載の固体電解コンデンサ用陽極を用いたことを特徴とする固体電解コンデンサ。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003026724A JP2004241455A (ja) | 2003-02-04 | 2003-02-04 | 固体電解コンデンサ用陽極体とその製造方法及びこれを用いた固体電解コンデンサ |
| US10/757,607 US6930877B2 (en) | 2003-02-04 | 2004-01-13 | Anode member for a solid electrolytic capacitor, solid electrolytic capacitor using the anode member, and method of producing the anode member |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003026724A JP2004241455A (ja) | 2003-02-04 | 2003-02-04 | 固体電解コンデンサ用陽極体とその製造方法及びこれを用いた固体電解コンデンサ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004241455A true JP2004241455A (ja) | 2004-08-26 |
Family
ID=32767615
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003026724A Pending JP2004241455A (ja) | 2003-02-04 | 2003-02-04 | 固体電解コンデンサ用陽極体とその製造方法及びこれを用いた固体電解コンデンサ |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US6930877B2 (ja) |
| JP (1) | JP2004241455A (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7745281B2 (en) * | 2007-03-07 | 2010-06-29 | Kemet Electronics Corporation | Thin solid electrolytic capacitor embeddable in a substrate |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2110878B (en) * | 1981-12-01 | 1986-02-05 | Standard Telephones Cables Ltd | Batch process for making capacitors |
| JPS59219923A (ja) | 1983-05-30 | 1984-12-11 | 日本電気株式会社 | 電解コンデンサ用陽極体 |
| JP2000243665A (ja) * | 1999-02-17 | 2000-09-08 | Matsushita Electric Ind Co Ltd | 固体電解コンデンサおよびその製造方法 |
-
2003
- 2003-02-04 JP JP2003026724A patent/JP2004241455A/ja active Pending
-
2004
- 2004-01-13 US US10/757,607 patent/US6930877B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US6930877B2 (en) | 2005-08-16 |
| US20040150942A1 (en) | 2004-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6775127B2 (en) | Anode member for a solid electrolytic capacitor, method of producing the same and solid electrolytic capacitor using the same | |
| JP4328483B2 (ja) | 固体電解コンデンサ及びその製造方法 | |
| US20060256506A1 (en) | Solid electrolyte capacitor and process for producing same | |
| JP2008098394A (ja) | 固体電解コンデンサ | |
| JP2008244184A (ja) | 固体電解コンデンサおよびその製造方法 | |
| JP2004047886A (ja) | 固体電解コンデンサ及びその製造方法 | |
| JP2006310776A (ja) | 固体電解コンデンサおよび該固体電解コンデンサの製造方法 | |
| JP2001185460A (ja) | 固体電解コンデンサおよびその製造方法並びに回路基板 | |
| US8422200B2 (en) | Conductive structure having an embedded electrode, and solid capacitor having an embedded electrode and method of making the same | |
| JP4911611B2 (ja) | 固体電解コンデンサ | |
| US7554794B2 (en) | Solid electrolytic capacitor, anode used for solid electrolytic capacitor, and method of manufacturing the anode | |
| JP2011035406A (ja) | 固体電解キャパシタ構成部品の乾燥粉体ステンシル印刷 | |
| WO2020218319A1 (ja) | 固体電解コンデンサ | |
| JP2006245149A (ja) | 湿式電解コンデンサ及びその製造方法 | |
| JP2011176232A (ja) | 固体電解コンデンサ及びその製造方法 | |
| JP2004014667A (ja) | 固体電解コンデンサ | |
| JP2004241455A (ja) | 固体電解コンデンサ用陽極体とその製造方法及びこれを用いた固体電解コンデンサ | |
| JP4424658B2 (ja) | 固体電解コンデンサ及びその製造方法 | |
| JP4624017B2 (ja) | 固体電解コンデンサの製造方法 | |
| JP2001035752A (ja) | 固体電解コンデンサ | |
| JP3881481B2 (ja) | 固体電解コンデンサの製法 | |
| JP4737773B2 (ja) | 表面実装薄型コンデンサ | |
| TW201419336A (zh) | 固態電解電容器之改良製法 | |
| KR102078008B1 (ko) | 고체 전해커패시터, 그 제조방법 및 칩형 전자부품 | |
| JP2004281749A (ja) | 固体電解コンデンサ |