JP2004235622A - 板状物の搬送装置 - Google Patents
板状物の搬送装置 Download PDFInfo
- Publication number
- JP2004235622A JP2004235622A JP2004000823A JP2004000823A JP2004235622A JP 2004235622 A JP2004235622 A JP 2004235622A JP 2004000823 A JP2004000823 A JP 2004000823A JP 2004000823 A JP2004000823 A JP 2004000823A JP 2004235622 A JP2004235622 A JP 2004235622A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- air
- suction
- holding
- semiconductor wafer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 124
- 230000002093 peripheral effect Effects 0.000 claims description 27
- 230000002265 prevention Effects 0.000 claims description 23
- 239000000463 material Substances 0.000 claims description 17
- 238000001514 detection method Methods 0.000 claims description 11
- 238000004891 communication Methods 0.000 claims description 6
- 230000001105 regulatory effect Effects 0.000 claims description 5
- 230000001276 controlling effect Effects 0.000 claims description 4
- 239000004065 semiconductor Substances 0.000 description 95
- 238000005520 cutting process Methods 0.000 description 47
- 238000012546 transfer Methods 0.000 description 21
- 238000004140 cleaning Methods 0.000 description 15
- 230000007723 transport mechanism Effects 0.000 description 15
- 230000003028 elevating effect Effects 0.000 description 7
- 238000003384 imaging method Methods 0.000 description 5
- 210000000078 claw Anatomy 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000000227 grinding Methods 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000011109 contamination Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
Images






Abstract
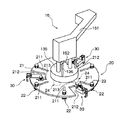
【解決手段】 板状物を吸引保持する吸引保持機構と、該吸引保持機構を第1の所定位置と第2の所定位置との間を移動せしめる移動機構とを具備する板状物の搬送装置であって、吸引保持機構は、板状物保持部材と、該板状物保持部材の中心領域下面に配設された非接触式吸引保持器と、該板状物保持部材の外周領域下面に配設され板状物の水平方向移動を規制する規制手段と、該板状物保持部材の外周領域に周方向に所定の間隔をもって配設され該非接触式吸引保持器によって吸引された板状物の落下を防止する複数個の落下防止手段とを備えている。
【選択図】 図6
Description
該吸引保持機構は、板状物保持部材と、該板状物保持部材の中心領域下面に配設された非接触式吸引保持器と、該板状物保持部材の外周領域下面に配設され板状物の水平方向移動を規制する規制手段と、該板状物保持部材の外周領域に周方向に所定の間隔をもって配設され該非接触式吸引保持器によって吸引された板状物の落下を防止する複数個の落下防止手段と、を備えている、
ことを特徴とする板状物の搬送装置が提供される。
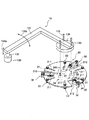
図1には、本発明に従って構成された板状物の搬送装置を装備したダイシング装置としての切削装置の斜視図が示されている。
図示の実施形態における切削装置は、略直方体状の装置ハウジング2を具備している。この装置ハウジング2内には、被加工物を保持するチャックテーブル3が切削送り方向である矢印Xで示す方向に移動可能に配設されている。チャックテーブル3は、吸着チャック支持台31と、該吸着チャック支持台3a上に装着された吸着チャック3bを具備しており、該吸着チャック3bが図示しない負圧制御手段に接続されている。従って、吸着チャック3bの上面である載置面上に被加工物である例えば円板形状の半導体ウエーハを載置し、図示しない負圧制御手段によって吸着チャック3bに負圧を作用せしめると、半導体ウエーハは吸着チャック3b上に吸引保持される。また、チャックテーブル3は、図示しない回転機構によって回動可能に構成されている。
エアーピストン機構33は、上記ハウジング31に形成されたシリンダ穴331と、該シリンダ穴331に摺動可能に配設されたピストン332と、該ピストン332に一端を連結したピストンロッド333とを具備しており、ピストンロッド333の他端が上記支持部材32に形成された長穴322に係合するようになっている。即ち、ピストンロッド333の他端部には、第1の係合部333aと第2の係合部333bが上記支持部材32の厚さより大きい間隔をおいて設けられており、この第1の係合部333aと第2の係合部333bの間を支持部材32の上記長穴322に遊嵌する。
上記ピストン332の図6において左側に形成される一方の室331aには後述するエアー供給手段38によって適宜エアーが供給されるようになっており、ピストン332の図6において右側に形成される他方の室331bにはピストン332を図6において左方に移動すべく付勢する圧縮コイルスプリング334が配設されている。このように構成されたエアーピストン機構33は、室331aにエアーが供給されない場合には、ピストン332がコイルスプリング334のスプリング力によって図6に示す位置付けられ、上記支持部材32を図6において実線で示す保持位置に位置付ける。一方、一方の室331aにエアーが供給されるとピストン332がコイルスプリング334のスプリング力に抗して図6において右方に移動し、上記支持部材32を支持軸37を中心として反時計方向に回動せしめ、図6において2点鎖線で示す退避位置に位置付ける。なお、上記ハウジング31の支持部材32側の下端部には、支持部材32の図6において実線で示す状態から支持軸37を中心として時計方向への回動を規制するための回動規制部材331cが配設されている。
吸引保持機構20を板状物である半導体ウエーハ9の上方位置に位置付け、電磁制御弁384を付勢(ON)するとともに電磁制御弁385を除勢(OFF)する。電磁制御弁384が付勢(ON)されると、上述したように配管383aとフレキシブルパイプ383bが連通し、エアータンク382からエアーが上記エアーピストン機構33の一方の室331aに供給される。この結果、上述したようにピストン332がコイルスプリング334のスプリング力に抗して図6において右方に移動し、上記支持部材32を2点鎖線で示す退避位置に位置付ける。即ち、支持部材32は図7において2点鎖線で示す退避位置に位置付けられ、支持爪321が外周支持部材22のラバーシート222の外側上方に位置付けられる。一方、電磁制御弁385が除勢(OFF)されると、上述したように配管383aとフレキシブルパイプ136が連通するため、エアータンク382からエアーが上記3個の非接触式吸引保持器24のそれぞれに供給される。この結果、非接触式吸引保持器24のノズル242から空気が噴出され、図3に示すように各非接触式吸引保持器24の中央部には負圧が発生する。この負圧によって図7に示すように半導体ウエーハ9が吸引されるが、上述したように半導体ウエーハ9が非接触式吸引保持器24に接近すると空気が反発力として作用し半導体ウエーハ9との接触が阻止され非接触で吸引保持される。このようにして半導体ウエーハ9が3個の非接触式吸引保持器24に吸引されると、半導体ウエーハ9の外周縁が板状物保持部材21の外周領域下面に配設された複数個の外周支持部材22を構成するラバーシート222に接触し、半導体ウエーハ9の水平方向移動が規制される。以上のようにして吸引保持機構20に吸引保持された半導体ウエーハ9は、その中央部が3個の非接触式吸引保持器24によって部分的に吸引されるため、中心部が大きく湾曲することがないので、後述するように切削溝が形成されていても割れることはない。
コンプレッサー381が故障するとエアータンク382にエアーが供給されないため、エアータンク382内のエアー圧力が低下する。このエアー圧力が所定値以下になると圧力検出手段386からの検出信号に基づいて、制御手段387が電磁制御弁384を除勢(OFF)させる。電磁制御弁384が除勢(OFF)すると上述したように配管383aとフレキシブルパイプ383bとの連通が遮断されてエアーの供給が断たれるとともに、フレキシブルパイプ383bが大気に開放されるため、上記エアーピストン機構33の一方の室331a内のエアーがフレキシブルパイプ383bおよび電磁制御弁384を通して大気に排出される。この結果、上述したようにエアーピストン機構33のピストン332が圧縮コイルスプリング334のスプリング力によって図6に実線で示す保持位置に位置付ける。即ち、支持部材32は図7において2点鎖線で示す退避位置から1点鎖線で示す保持位置に位置付けられる。
電源が遮断すると、エアー供給源380を構成するコンプレッサー381が停止するとともに、制御手段387による制御が不能となる。従って、電磁制御弁384および電磁制御弁385は、除勢(OFF)状態となる。この結果、配管383aとフレキシブルパイプ383bとの連通が遮断されてエアーの供給が断たれるとともに、フレキシブルパイプ383bが大気に開放されるため、上述したように支持部材32は図7において2点鎖線で示す退避位置から1点鎖線で示す保持位置に位置付けられる。
図示の実施形態における第2の搬送機構15は、作動アーム151を備えている。この作動アーム151は、その一端部が図示しない従来から用いられている往復移動機構に連結されている。従って、作動アーム151の他端部に装着される後述する吸引保持機構20が水平面内において、上記洗浄手段14と上記チャックテーブル3との間を移動せしめられる。作動アーム151の他端部に装着される吸引保持機構20は、上記図2乃至図7に示す第1の搬送機構13の吸引保持機構20と実質的に同一の構成であり、従って、同一部材には同一符号を付してその説明は省略する。吸引保持機構20を構成する板状物保持部材21の上面に取り付けられる装着部材135は、作動アーム151の他端部に配設された昇降手段152に装着されている。この昇降手段152は、例えばエアピストン等からなっている。このように構成された第2の搬送機構15の吸引保持機構20は、図6に示すエアー供給手段38に作動せしめられる。なお、第2の搬送機構15の吸引保持機構20を構成するエアーピストン機構33はフレキシブルパイプ383bが上記電磁制御弁384に接続されているが、非接触式吸引保持器24はフレキシブルパイプ136が電磁制御弁385aを介して上記配管383aに接続されている。
半導体ウエーハ9の切削を行うに際しては、半導体ウエーハ9を収容したカセット本体7を搬出入開口71を仮置き領域側に向けてカセット載置機構8のカセットテーブル81上に載置することにより、切削作業の準備が完了する。なお、切削作業を開始する際には、オペレーターによって上記手動切換弁388が開かれ、配管383aが連通される。
そして、切削作業の開始指令がなされると、電磁制御弁384が付勢(ON)され第1の搬送機構13および第2の搬送機構15の落下防止手段30の支持部材が上述したように図7において2点鎖線で示す退避位置に位置付けられる。この状態は切削作業の開始指令が解除されるまで維持される。また、切削作業の開始指令がなされると、電磁制御弁385および電磁制御弁385aが付勢(ON)され第1の搬送機構13および第2の搬送機構15の非接触式吸引保持器24へのエアーの供給が断たれる。そして、被加工物搬出機構11が進退作動してカセット本体7の所定位置に収容された半導体ウエーハ9を位置合わせ機構12に搬送する。位置合わせ機構12に搬送された半導体ウエーハ9は、ここで中心位置合わせされた後、第1の搬送装置13によって上記チャックテーブル3を構成する吸着チャック3bの載置面上に搬送される。即ち、第1の搬送装置13を構成する昇降手段132および移動機構133(図2参照)を作動して吸引保持機構20を位置合わせ機構12で位置合わせされた半導体ウエーハ9の上方に位置付け、電磁制御弁385を除勢(OFF)する。この結果、上述したように落下防止手段30を構成する支持部材32が図7において2点鎖線で示す退避位置に位置付けられいるので、上述したように吸引保持機構20によって半導体ウエーハ9が吸引保持される。このようにして、吸引保持機構20が半導体ウエーハ9を吸引保持したならば、上記昇降手段132および移動機構133を作動せしめて吸引保持機構20に吸引保持されている半導体ウエーハ9を上記チャックテーブル3を構成する吸着チャック3bの載置面上に搬送する。
3:チャックテーブル
4:スピンドルユニット
41:スピンドルハウジング
42:回転スピンドル
43:切削ブレード
5:撮像機構
6:表示手段
7:カセット
8:カセット載置機構
9:半導体ウエーハ
11:被加工物搬出機構
12:位置合わせ機構
13:第1の搬送装置
131:作動アーム
132:昇降手段
133:移動機構
14:洗浄手段
15:第2の搬送機構
151:作動アーム
20:吸引保持機構
21:板状物保持部材
22:外周支持部材
24:非接触式吸引保持器
30:落下防止手段
32:支持部材
33:エアーピストン機構
332:ピストン
333:ピストンロッド
334:圧縮コイルスプリング
38:エアー供給手段
380:エアー供給源
381:コンプレッサー
382:エアータンク
384:電磁制御弁
385:電磁制御弁
386:圧力検出手段
387:制御手段
388:手動切換弁
Claims (6)
- 板状物を吸引保持する吸引保持機構と、該吸引保持機構を第1の所定位置と第2の所定位置との間を移動せしめる移動機構と、を具備する板状物の搬送装置において、
該吸引保持機構は、板状物保持部材と、該板状物保持部材の中心領域下面に配設された非接触式吸引保持器と、該板状物保持部材の外周領域下面に配設され板状物の水平方向移動を規制する規制手段と、該板状物保持部材の外周領域に周方向に所定の間隔をもって配設され該非接触式吸引保持器によって吸引された板状物の落下を防止する複数個の落下防止手段と、を備えている、
ことを特徴とする板状物の搬送装置。 - 該落下防止手段は、該非接触式吸引保持器によって吸引された板状物の外周部下面を支持する保持位置と該保持位置から該板状物保持部材の径方向外方に退避する退避位置に移動可能に構成された支持部材と、該支持部材を該保持位置と該退避位置に作動せしめるエアーピストン機構とからなっている、請求項1記載の板状物の搬送装置。
- 該エアーピストン機構は、該支持部材を該保持位置に向けて付勢するスプリングを具備しており、エアーが供給されると該スプリングのスプリング力に抗して該支持部材を該退避位置に位置付け、エアーの供給が絶たれると該スプリングのスプリング力によって該支持部材を該保持位置に位置付ける、請求項2記載の板状物の搬送装置。
- 該エアーピストン機構に供給するエアーは、該非接触式吸引保持器にエアーを供給するエアー供給源を備えたエアー供給手段によって供給されるように構成されている、請求項3記載の板状物の搬送装置。
- 該エアー供給手段は、該エアー供給源のエアータンクと該エアーピストン機構とを接続する配管に配設された電磁制御弁と、該エアータンク内のエアー圧力を検出する圧力検出手段と、該圧力検出手段からの検出信号に基づいて該電磁制御弁を制御する制御手段とを具備しており、該制御手段は該エアータンク内のエアー圧力が所定値以下になったとき該エアーピストン機構と該エアータンクとの連通を遮断し該エアーピストン機構のエアーを開放するように該電磁制御弁を作動する、請求項4記載の板状物の搬送装置。
- 該落下防止手段は、該板状物保持部材の径方向に移動調整可能に構成されている、請求項1から5のいずれかに記載の板状物の搬送装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004000823A JP2004235622A (ja) | 2003-01-09 | 2004-01-06 | 板状物の搬送装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003002958 | 2003-01-09 | ||
| JP2004000823A JP2004235622A (ja) | 2003-01-09 | 2004-01-06 | 板状物の搬送装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004235622A true JP2004235622A (ja) | 2004-08-19 |
Family
ID=32964637
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004000823A Pending JP2004235622A (ja) | 2003-01-09 | 2004-01-06 | 板状物の搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004235622A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014194991A (ja) * | 2013-03-28 | 2014-10-09 | Disco Abrasive Syst Ltd | 板状物の搬送装置 |
| JP2017062490A (ja) * | 2011-12-29 | 2017-03-30 | 株式会社ニコン | 露光装置及び露光方法、並びにデバイス製造方法 |
| CN107611070A (zh) * | 2016-07-12 | 2018-01-19 | 株式会社迪思科 | 搬送单元 |
| CN107785297A (zh) * | 2016-08-24 | 2018-03-09 | 株式会社迪思科 | 板状物搬送装置和加工装置 |
| JP2018535550A (ja) * | 2015-10-25 | 2018-11-29 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 基板を真空処理モジュール内へロードする装置及び方法、真空処理モジュール内の真空堆積プロセスのために基板を処理する装置及び方法、並びに基板を真空処理するためのシステム |
| JP7390142B2 (ja) | 2019-09-20 | 2023-12-01 | 株式会社Screenホールディングス | 基板処理装置および基板搬送方法 |
-
2004
- 2004-01-06 JP JP2004000823A patent/JP2004235622A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017062490A (ja) * | 2011-12-29 | 2017-03-30 | 株式会社ニコン | 露光装置及び露光方法、並びにデバイス製造方法 |
| JP2014194991A (ja) * | 2013-03-28 | 2014-10-09 | Disco Abrasive Syst Ltd | 板状物の搬送装置 |
| JP2018535550A (ja) * | 2015-10-25 | 2018-11-29 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 基板を真空処理モジュール内へロードする装置及び方法、真空処理モジュール内の真空堆積プロセスのために基板を処理する装置及び方法、並びに基板を真空処理するためのシステム |
| CN107611070A (zh) * | 2016-07-12 | 2018-01-19 | 株式会社迪思科 | 搬送单元 |
| CN107611070B (zh) * | 2016-07-12 | 2023-03-28 | 株式会社迪思科 | 搬送单元 |
| CN107785297A (zh) * | 2016-08-24 | 2018-03-09 | 株式会社迪思科 | 板状物搬送装置和加工装置 |
| CN107785297B (zh) * | 2016-08-24 | 2023-03-28 | 株式会社迪思科 | 板状物搬送装置和加工装置 |
| JP7390142B2 (ja) | 2019-09-20 | 2023-12-01 | 株式会社Screenホールディングス | 基板処理装置および基板搬送方法 |
| US11850623B2 (en) | 2019-09-20 | 2023-12-26 | SCREEN Holdings Co., Ltd. | Substrate treating apparatus and substrate transporting method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0953409B1 (en) | Wafer surface machining method and apparatus | |
| JP4634949B2 (ja) | ウエーハの保持パッド | |
| JP4303041B2 (ja) | 半導体ウエーハの加工装置 | |
| JP5001074B2 (ja) | ウエーハの搬送機構 | |
| JP4256132B2 (ja) | 板状物の搬送装置 | |
| JP2009043771A (ja) | チャックテーブル機構および被加工物の保持方法 | |
| TW202101643A (zh) | 切削裝置及交換方法 | |
| JP4323129B2 (ja) | 板状物の搬送機構 | |
| JP2006032661A (ja) | 切削装置 | |
| CN106057715B (zh) | 被加工物的搬送托盘 | |
| US6968938B2 (en) | Convey device for a plate-like workpiece | |
| US11173631B2 (en) | Cutting apparatus | |
| JP4796249B2 (ja) | 板状物の搬送機構および搬送機構を備えたダイシング装置 | |
| JP6202962B2 (ja) | 切削装置 | |
| US20220181174A1 (en) | Wafer manufacturing apparatus | |
| JP2004235622A (ja) | 板状物の搬送装置 | |
| JP2016154168A (ja) | 被加工物の受け渡し方法 | |
| JP2003282673A (ja) | 半導体ウエーハの搬送装置 | |
| JP5412261B2 (ja) | 加工装置 | |
| CN111415862A (zh) | 工件的保持方法和工件的处理方法 | |
| JP5117772B2 (ja) | 切削装置 | |
| JP4986511B2 (ja) | 切削装置 | |
| JP4847353B2 (ja) | ウエーハの加工装置 | |
| JP2003297902A (ja) | カセットアダプタ | |
| JP7144964B2 (ja) | ウェーハの研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090113 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090305 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090908 |