JP2004189846A - 研磨材固定用両面粘着テープ - Google Patents
研磨材固定用両面粘着テープ Download PDFInfo
- Publication number
- JP2004189846A JP2004189846A JP2002358308A JP2002358308A JP2004189846A JP 2004189846 A JP2004189846 A JP 2004189846A JP 2002358308 A JP2002358308 A JP 2002358308A JP 2002358308 A JP2002358308 A JP 2002358308A JP 2004189846 A JP2004189846 A JP 2004189846A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive tape
- polishing
- double
- thickness
- fixing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
【課題】被研磨物の研磨後の厚みのばらつき精度を数十μm程度にさせ得る研磨材固定用の両面粘着テープを提供する。
【解決手段】独立気泡が均一に分布している厚み0.5〜2.0mmの樹脂製発泡体シート1の片面に樹脂フィルム2が積層された積層シート4の両面に、粘着剤層5,6が設けられてなることを特徴とする研磨材固定用両面粘着テープ7。更に、樹脂製発泡体シートの、温度10〜60℃における貯蔵弾性率が1.0×106 〜1.0×107 Paである上記の研磨材固定用両面粘着テープ。更に、樹脂製発泡体シートの、厚みのばらつきが±1%以内である上記の研磨材固定用両面粘着テープ。
【選択図】 図1
【解決手段】独立気泡が均一に分布している厚み0.5〜2.0mmの樹脂製発泡体シート1の片面に樹脂フィルム2が積層された積層シート4の両面に、粘着剤層5,6が設けられてなることを特徴とする研磨材固定用両面粘着テープ7。更に、樹脂製発泡体シートの、温度10〜60℃における貯蔵弾性率が1.0×106 〜1.0×107 Paである上記の研磨材固定用両面粘着テープ。更に、樹脂製発泡体シートの、厚みのばらつきが±1%以内である上記の研磨材固定用両面粘着テープ。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、シリコンウエハ、レンズ、ガラス、アルミニウムディスクなどを研磨材を用いて研磨する際に、研磨材を固定するために用いる両面粘着テープに関する。
【0002】
【従来の技術】
従来、シリコンウエハ、レンズ、ガラス、アルミディスクなどを研磨するための研磨材としては、ポリウレタン発泡体などを素材にした研磨パッドと呼ばれるものが多用されている。その際の研磨方式としては、研磨機の定盤と呼ばれる円盤に両面粘着テープを用いて研磨パッドを固定し、アルカリ性もしくは酸性に調整された水溶液に砥粒等の研磨材を混合したスラリー液と呼ばれる水溶液中で、被研磨物を回転運動や往復運動によって研磨する方式がとられる。この際に用いられる両面粘着テープとしては、例えば、特許文献1、特許文献2に記載されたものが挙げられる。
【0003】
【特許文献1】特開2001−354926号公報
【特許文献2】特開2002−146302号公報
【0004】
そして、半導体デバイスなどを研磨する際に、特に研磨後の厚みのばらつきが数百μm以内という極めて高い精度を求める場合には、研磨パッドに、クッション性のある発泡体を芯材とした両面粘着テープを貼り合わせたものが用いられる場合がある。このような両面粘着テープを用いることにより、2層構造のパッドを形成し、研磨時の研磨精度を向上させることができる。このような両面粘着テープに用いられる発泡体としては、ポリウレタンやポリエチレン素材のものが用いられる。しかしながら、研磨後の厚みのばらつきの精度が数十μm程度が必要な場合には、従来の一般的な発泡体を芯材とした両面粘着テープを用いたのでは難しいという問題があった。
【0005】
【発明が解決しようとする課題】
本発明は、上記従来の研磨材固定用の両面粘着テープの問題を解決するものであり、その目的とするところは、被研磨物の研磨後の厚みのばらつき精度を数十μm程度にさせ得る研磨材固定用の両面粘着テープを提供することにある。
【0006】
【課題を解決するための手段】
上記の目的を達成するために、本発明では、独立気泡が均一に分布している厚み0.5〜2.0mmの樹脂製発泡体シートの片面に樹脂フィルムが積層された積層シートの両面に、粘着剤層が設けられてなることを特徴とする研磨材固定用両面粘着テープが提供される。
【0007】
本発明において用いられる樹脂製発泡体シートとしては、独立気泡が均一に分布している発泡体シートであることが必要であり、その厚みは0.5mm未満になると発泡体シートによるクッション性が低下して研磨工程での平坦化効果が低くなってしまうことがあり、2.0mmを超えると剪断方向の力に対して変形を起こし易くなり研磨工程での平坦化効果が低くなってしまうことがあるので、0.5〜2.0mmに限定される。上記独立気泡の平均発泡粒径としては100μm程度が好ましい。独立気泡が均一に分布しているとは、発泡体の発泡粒径を平均発泡粒径とその標準偏差で表した時の、変動係数(=標準偏差÷平均発泡粒径×100)が10%以内であることを意味する。
【0008】
上記発泡体シートの材質としては、ポリウレタンが好ましい。
【0009】
本発明において用いられる樹脂製発泡体シートの温度10〜60℃における貯蔵弾性率は、1.0×106 〜1.0×107 Paであることが好ましい。上記貯蔵弾性率は、粘弾性測定装置で測定される。
【0010】
本発明において用いられる樹脂製発泡体シートの厚みのばらつきは、大きくなると被研磨物の研磨後の厚みのばらつきが大きくなるので、±1%以内であることが好ましい。
【0011】
本発明において用いられる樹脂フィルムとしては、その厚みは25〜50μm程度が好ましい。上記樹脂フィルムの材質としては、ポリエチレンテレフタレートが好ましい。
【0012】
本発明において、樹脂製発泡体シートと樹脂フィルムとの積層シートを得る方法としては、樹脂製発泡体シートと樹脂フィルムとを別々に製造した後、粘着剤を用いて貼りあわせる方法が挙げられる。ここで用いられる粘着剤としては、特に限定されないが、アクリル系粘着剤が挙げられる。
【0013】
本発明における積層シートの両面に設けられる粘着剤層を構成する粘着剤は、特に限定されないが、特に定盤に貼り合わせる側の粘着剤層を構成する粘着剤は、研磨時に剥がれ難くすることと、研磨終了後に再剥離するために研磨液中での安定性をバランス良く実現するという点で、ゴム系粘着剤、アクリル系粘着剤、シリコーン系粘着剤等が好ましく、粘着剤層の塗工厚みとしては20〜120μmであることが好ましい。
【0014】
このように構成された本発明の研磨材固定用両面粘着テープは、一方の面の粘着剤層が研磨材の貼り合わせ面となるように貼り付けられ、他方の面の粘着剤層が研磨機の定盤に貼り付けられて研磨に使用される。
【0015】
(作用)
本発明の研磨材固定用両面粘着テープにおいては、独立気泡が均一に分布している厚み0.5〜2.0mmの樹脂製発泡体シートの片面に樹脂フィルムが積層された積層シートを用いるので、発泡体シートの部位による硬度のばらつきが少ないため被研磨物の研磨後の厚みのばらつき精度を数十μm程度にさせ得る。
更に、上記樹脂製発泡体シートの、温度10〜60℃における貯蔵弾性率が1.0×106 〜1.0×107 Paとすると、研磨時に発生する摩擦熱により環境温度が上昇しても発泡体シートの性質の変化が少ないので、被研磨物の研磨後の厚みのばらつき精度を、より容易に、数十μm程度にさせ得る。
更に、上記樹脂製発泡体シートの、厚みのばらつきが±1%以内とすると、発泡体シートの厚みのばらつきが少ないので、被研磨物の研磨後の厚みのばらつき精度を、より容易に、数十μm程度にさせ得る。
【0016】
【発明の実施の形態】
以下、本発明の実施例及び比較例を示す。
(実施例1)
図1に示すように、発泡体シート1として表1に示した物性のポリウレタン発泡体シート(厚み1000μm、図2にその断面の走査型電子顕微鏡写真を示すように、気泡の大きさが均一である)を用い、その片面に樹脂フィルム2としてポリエチレンテレフタレートフィルム(厚さ38μm)を、アクリル系粘着剤(乾燥後厚み50μm)3を用いて積層して積層シート4を得た。得られた積層シート4の発泡体シート1の面上に粘着剤層5としてアクリル系粘着剤(乾燥後厚み50μm、研磨に使用される際には、研磨パッドに付着される)を塗布し乾燥した。さらに、積層シート4の樹脂フィルム2面上に粘着剤層6としてアクリル系粘着剤(乾燥後厚み50μm、研磨に使用される際には、研磨機定盤に付着される)を塗布し乾燥して、研磨材固定用両面粘着テープ7を製造した。
【0017】
(実施例2)
発泡体シート1として表1に示した物性のポリウレタン発泡体シート(厚み1200μm)を用いた他は、実施例1と同様にして研磨材固定用両面粘着テープを製造した。
【0018】
(比較例1)
発泡体シート1として気泡の大きさが不均一なポリウレタン発泡体シート(厚み1000μm、図3にその断面の走査型電子顕微鏡写真を示すように、気泡の大きさが均一ではない)を用いた他は、実施例1と同様にして研磨材固定用両面粘着テープを製造した。
【0019】
(比較例2)
ポリエチレンテレフタレートフィルム(厚さ38μm)の片面にアクリル系粘着剤(乾燥後厚み50μm、研磨に使用される際には、研磨パッドに付着される)を塗布し乾燥した。さらに、上記フィルムの他面にアクリル系粘着剤(乾燥後厚み50μm、研磨に使用される際には、研磨機定盤に付着される)を塗布し乾燥して、研磨材固定用両面粘着テープを製造した。
【0020】
【表1】
 【0021】
【0021】
性能評価
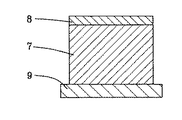
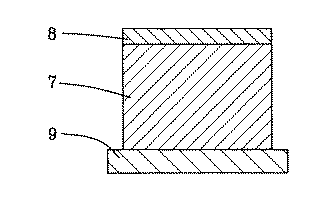
実施例及び比較例の研磨材固定用両面粘着テープ7を図4に示すように、研磨パッド8(硬質ウレタン発泡体からなる研磨材、ロデールニッタ社製の「IC−1000」)及び研磨機定盤9に粘着させた研磨装置を用い、直径が200mmのシリコンウエハ基盤を以下のようにして研磨した。0.02〜0.05μmのシリカ粒子を5重量%、過酸化水素水、マレイン酸水素テトラメチルアンモニウム、テトラメチルアンモニウムヒドロキシドおよびメチルエチルセルロースを含有するpH7.2の研摩スラリーを研摩パッドの中央部に供給しながらウエハと研摩パッドを140rpmの回転数で回転させて平坦化処理を行った。その際研摩パッドのウエハへの当接圧力は980〜49000Paとした。研磨終了後、シリコンウエハの研摩後の厚み差の最大値を求めることにより平坦性を評価した。その結果を表2に示した。
【0022】
【表2】
【0023】
【発明の効果】上述の通り、本発明によれば、被研磨物の研磨後の厚みのばらつき精度を数十μm程度にさせ得る研磨材固定用の両面粘着テープが得られる。
【図面の簡単な説明】
【図1】本発明の研磨材固定用両面粘着テープの一例を示す模式断面図である。
【図2】実施例1で用いられたポリウレタン発泡体の断面の走査型電子顕微鏡写真である。
【図3】比較例1で用いられたポリウレタン発泡体の断面の走査型電子顕微鏡写真である。
【図4】研磨材固定用両面粘着テープの使用方法を例示する模式断面図である。
【符号の説明】
1 発泡体シート
2 樹脂フィルム
3 粘着剤
4 積層シート
5 粘着剤層(研磨パッド側)
6 粘着剤層(定盤側)
7 研磨材固定用両面粘着テープ
8 研磨パッド
9 研磨機定盤
【発明の属する技術分野】
本発明は、シリコンウエハ、レンズ、ガラス、アルミニウムディスクなどを研磨材を用いて研磨する際に、研磨材を固定するために用いる両面粘着テープに関する。
【0002】
【従来の技術】
従来、シリコンウエハ、レンズ、ガラス、アルミディスクなどを研磨するための研磨材としては、ポリウレタン発泡体などを素材にした研磨パッドと呼ばれるものが多用されている。その際の研磨方式としては、研磨機の定盤と呼ばれる円盤に両面粘着テープを用いて研磨パッドを固定し、アルカリ性もしくは酸性に調整された水溶液に砥粒等の研磨材を混合したスラリー液と呼ばれる水溶液中で、被研磨物を回転運動や往復運動によって研磨する方式がとられる。この際に用いられる両面粘着テープとしては、例えば、特許文献1、特許文献2に記載されたものが挙げられる。
【0003】
【特許文献1】特開2001−354926号公報
【特許文献2】特開2002−146302号公報
【0004】
そして、半導体デバイスなどを研磨する際に、特に研磨後の厚みのばらつきが数百μm以内という極めて高い精度を求める場合には、研磨パッドに、クッション性のある発泡体を芯材とした両面粘着テープを貼り合わせたものが用いられる場合がある。このような両面粘着テープを用いることにより、2層構造のパッドを形成し、研磨時の研磨精度を向上させることができる。このような両面粘着テープに用いられる発泡体としては、ポリウレタンやポリエチレン素材のものが用いられる。しかしながら、研磨後の厚みのばらつきの精度が数十μm程度が必要な場合には、従来の一般的な発泡体を芯材とした両面粘着テープを用いたのでは難しいという問題があった。
【0005】
【発明が解決しようとする課題】
本発明は、上記従来の研磨材固定用の両面粘着テープの問題を解決するものであり、その目的とするところは、被研磨物の研磨後の厚みのばらつき精度を数十μm程度にさせ得る研磨材固定用の両面粘着テープを提供することにある。
【0006】
【課題を解決するための手段】
上記の目的を達成するために、本発明では、独立気泡が均一に分布している厚み0.5〜2.0mmの樹脂製発泡体シートの片面に樹脂フィルムが積層された積層シートの両面に、粘着剤層が設けられてなることを特徴とする研磨材固定用両面粘着テープが提供される。
【0007】
本発明において用いられる樹脂製発泡体シートとしては、独立気泡が均一に分布している発泡体シートであることが必要であり、その厚みは0.5mm未満になると発泡体シートによるクッション性が低下して研磨工程での平坦化効果が低くなってしまうことがあり、2.0mmを超えると剪断方向の力に対して変形を起こし易くなり研磨工程での平坦化効果が低くなってしまうことがあるので、0.5〜2.0mmに限定される。上記独立気泡の平均発泡粒径としては100μm程度が好ましい。独立気泡が均一に分布しているとは、発泡体の発泡粒径を平均発泡粒径とその標準偏差で表した時の、変動係数(=標準偏差÷平均発泡粒径×100)が10%以内であることを意味する。
【0008】
上記発泡体シートの材質としては、ポリウレタンが好ましい。
【0009】
本発明において用いられる樹脂製発泡体シートの温度10〜60℃における貯蔵弾性率は、1.0×106 〜1.0×107 Paであることが好ましい。上記貯蔵弾性率は、粘弾性測定装置で測定される。
【0010】
本発明において用いられる樹脂製発泡体シートの厚みのばらつきは、大きくなると被研磨物の研磨後の厚みのばらつきが大きくなるので、±1%以内であることが好ましい。
【0011】
本発明において用いられる樹脂フィルムとしては、その厚みは25〜50μm程度が好ましい。上記樹脂フィルムの材質としては、ポリエチレンテレフタレートが好ましい。
【0012】
本発明において、樹脂製発泡体シートと樹脂フィルムとの積層シートを得る方法としては、樹脂製発泡体シートと樹脂フィルムとを別々に製造した後、粘着剤を用いて貼りあわせる方法が挙げられる。ここで用いられる粘着剤としては、特に限定されないが、アクリル系粘着剤が挙げられる。
【0013】
本発明における積層シートの両面に設けられる粘着剤層を構成する粘着剤は、特に限定されないが、特に定盤に貼り合わせる側の粘着剤層を構成する粘着剤は、研磨時に剥がれ難くすることと、研磨終了後に再剥離するために研磨液中での安定性をバランス良く実現するという点で、ゴム系粘着剤、アクリル系粘着剤、シリコーン系粘着剤等が好ましく、粘着剤層の塗工厚みとしては20〜120μmであることが好ましい。
【0014】
このように構成された本発明の研磨材固定用両面粘着テープは、一方の面の粘着剤層が研磨材の貼り合わせ面となるように貼り付けられ、他方の面の粘着剤層が研磨機の定盤に貼り付けられて研磨に使用される。
【0015】
(作用)
本発明の研磨材固定用両面粘着テープにおいては、独立気泡が均一に分布している厚み0.5〜2.0mmの樹脂製発泡体シートの片面に樹脂フィルムが積層された積層シートを用いるので、発泡体シートの部位による硬度のばらつきが少ないため被研磨物の研磨後の厚みのばらつき精度を数十μm程度にさせ得る。
更に、上記樹脂製発泡体シートの、温度10〜60℃における貯蔵弾性率が1.0×106 〜1.0×107 Paとすると、研磨時に発生する摩擦熱により環境温度が上昇しても発泡体シートの性質の変化が少ないので、被研磨物の研磨後の厚みのばらつき精度を、より容易に、数十μm程度にさせ得る。
更に、上記樹脂製発泡体シートの、厚みのばらつきが±1%以内とすると、発泡体シートの厚みのばらつきが少ないので、被研磨物の研磨後の厚みのばらつき精度を、より容易に、数十μm程度にさせ得る。
【0016】
【発明の実施の形態】
以下、本発明の実施例及び比較例を示す。
(実施例1)
図1に示すように、発泡体シート1として表1に示した物性のポリウレタン発泡体シート(厚み1000μm、図2にその断面の走査型電子顕微鏡写真を示すように、気泡の大きさが均一である)を用い、その片面に樹脂フィルム2としてポリエチレンテレフタレートフィルム(厚さ38μm)を、アクリル系粘着剤(乾燥後厚み50μm)3を用いて積層して積層シート4を得た。得られた積層シート4の発泡体シート1の面上に粘着剤層5としてアクリル系粘着剤(乾燥後厚み50μm、研磨に使用される際には、研磨パッドに付着される)を塗布し乾燥した。さらに、積層シート4の樹脂フィルム2面上に粘着剤層6としてアクリル系粘着剤(乾燥後厚み50μm、研磨に使用される際には、研磨機定盤に付着される)を塗布し乾燥して、研磨材固定用両面粘着テープ7を製造した。
【0017】
(実施例2)
発泡体シート1として表1に示した物性のポリウレタン発泡体シート(厚み1200μm)を用いた他は、実施例1と同様にして研磨材固定用両面粘着テープを製造した。
【0018】
(比較例1)
発泡体シート1として気泡の大きさが不均一なポリウレタン発泡体シート(厚み1000μm、図3にその断面の走査型電子顕微鏡写真を示すように、気泡の大きさが均一ではない)を用いた他は、実施例1と同様にして研磨材固定用両面粘着テープを製造した。
【0019】
(比較例2)
ポリエチレンテレフタレートフィルム(厚さ38μm)の片面にアクリル系粘着剤(乾燥後厚み50μm、研磨に使用される際には、研磨パッドに付着される)を塗布し乾燥した。さらに、上記フィルムの他面にアクリル系粘着剤(乾燥後厚み50μm、研磨に使用される際には、研磨機定盤に付着される)を塗布し乾燥して、研磨材固定用両面粘着テープを製造した。
【0020】
【表1】
性能評価
実施例及び比較例の研磨材固定用両面粘着テープ7を図4に示すように、研磨パッド8(硬質ウレタン発泡体からなる研磨材、ロデールニッタ社製の「IC−1000」)及び研磨機定盤9に粘着させた研磨装置を用い、直径が200mmのシリコンウエハ基盤を以下のようにして研磨した。0.02〜0.05μmのシリカ粒子を5重量%、過酸化水素水、マレイン酸水素テトラメチルアンモニウム、テトラメチルアンモニウムヒドロキシドおよびメチルエチルセルロースを含有するpH7.2の研摩スラリーを研摩パッドの中央部に供給しながらウエハと研摩パッドを140rpmの回転数で回転させて平坦化処理を行った。その際研摩パッドのウエハへの当接圧力は980〜49000Paとした。研磨終了後、シリコンウエハの研摩後の厚み差の最大値を求めることにより平坦性を評価した。その結果を表2に示した。
【0022】
【表2】
【発明の効果】上述の通り、本発明によれば、被研磨物の研磨後の厚みのばらつき精度を数十μm程度にさせ得る研磨材固定用の両面粘着テープが得られる。
【図面の簡単な説明】
【図1】本発明の研磨材固定用両面粘着テープの一例を示す模式断面図である。
【図2】実施例1で用いられたポリウレタン発泡体の断面の走査型電子顕微鏡写真である。
【図3】比較例1で用いられたポリウレタン発泡体の断面の走査型電子顕微鏡写真である。
【図4】研磨材固定用両面粘着テープの使用方法を例示する模式断面図である。
【符号の説明】
1 発泡体シート
2 樹脂フィルム
3 粘着剤
4 積層シート
5 粘着剤層(研磨パッド側)
6 粘着剤層(定盤側)
7 研磨材固定用両面粘着テープ
8 研磨パッド
9 研磨機定盤
Claims (3)
- 独立気泡が均一に分布している厚み0.5〜2.0mmの樹脂製発泡体シートの片面に樹脂フィルムが積層された積層シートの両面に、粘着剤層が設けられてなることを特徴とする研磨材固定用両面粘着テープ。
- 樹脂製発泡体シートの、温度10〜60℃における貯蔵弾性率が1.0×106 〜1.0×107 Paであることを特徴とする請求項1記載の研磨材固定用両面粘着テープ。
- 樹脂製発泡体シートの、厚みのばらつきが±1%以内であることを特徴とする請求項1又は2記載の研磨材固定用両面粘着テープ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002358308A JP2004189846A (ja) | 2002-12-10 | 2002-12-10 | 研磨材固定用両面粘着テープ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002358308A JP2004189846A (ja) | 2002-12-10 | 2002-12-10 | 研磨材固定用両面粘着テープ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004189846A true JP2004189846A (ja) | 2004-07-08 |
Family
ID=32758061
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002358308A Pending JP2004189846A (ja) | 2002-12-10 | 2002-12-10 | 研磨材固定用両面粘着テープ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004189846A (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004339458A (ja) * | 2003-03-14 | 2004-12-02 | Toyo Ink Mfg Co Ltd | 両面粘着シート及び研磨布積層体 |
| JP2005054072A (ja) * | 2003-08-05 | 2005-03-03 | Toyo Ink Mfg Co Ltd | 両面粘着シート及び研磨布積層体 |
| EP1637281A1 (en) | 2004-09-17 | 2006-03-22 | JSR Corporation | Chemical mechanical polishing pad and chemical mechanical polishing process |
| JP2007319982A (ja) * | 2006-05-31 | 2007-12-13 | Nitta Haas Inc | 研磨パッド |
| JP2007319981A (ja) * | 2006-05-31 | 2007-12-13 | Nitta Haas Inc | 研磨パッド |
| JP2007319979A (ja) * | 2006-05-31 | 2007-12-13 | Nitta Haas Inc | 研磨パッド |
| JP2008047849A (ja) * | 2006-07-20 | 2008-02-28 | Toray Ind Inc | 研磨方法、研磨パッド、研磨パッドの製造方法 |
| JP2008088312A (ja) * | 2006-10-03 | 2008-04-17 | Kuraray Co Ltd | 研磨パッド用接着材 |
| JP2011044456A (ja) * | 2009-08-19 | 2011-03-03 | Sumitomo Electric Ind Ltd | 光送信モジュール |
| JP2013082029A (ja) * | 2011-10-07 | 2013-05-09 | Sekisui Chem Co Ltd | 研磨用クッション材 |
| CN103194153A (zh) * | 2013-04-23 | 2013-07-10 | 上海晶华粘胶制品发展有限公司 | 新型泡沫胶带 |
| CN103694917A (zh) * | 2013-12-04 | 2014-04-02 | 上海晶华粘胶制品发展有限公司 | 泡沫胶带及其生产工艺 |
| WO2016075753A1 (ja) * | 2014-11-11 | 2016-05-19 | 株式会社寺岡製作所 | 発泡樹脂基材を有する粘着テープ及びその製造方法 |
| CN106457508A (zh) * | 2014-05-21 | 2017-02-22 | 富士纺控股株式会社 | 研磨垫及其制造方法 |
-
2002
- 2002-12-10 JP JP2002358308A patent/JP2004189846A/ja active Pending
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004339458A (ja) * | 2003-03-14 | 2004-12-02 | Toyo Ink Mfg Co Ltd | 両面粘着シート及び研磨布積層体 |
| JP2005054072A (ja) * | 2003-08-05 | 2005-03-03 | Toyo Ink Mfg Co Ltd | 両面粘着シート及び研磨布積層体 |
| EP1637281A1 (en) | 2004-09-17 | 2006-03-22 | JSR Corporation | Chemical mechanical polishing pad and chemical mechanical polishing process |
| JP2007319982A (ja) * | 2006-05-31 | 2007-12-13 | Nitta Haas Inc | 研磨パッド |
| JP2007319981A (ja) * | 2006-05-31 | 2007-12-13 | Nitta Haas Inc | 研磨パッド |
| JP2007319979A (ja) * | 2006-05-31 | 2007-12-13 | Nitta Haas Inc | 研磨パッド |
| JP2008047849A (ja) * | 2006-07-20 | 2008-02-28 | Toray Ind Inc | 研磨方法、研磨パッド、研磨パッドの製造方法 |
| JP2008088312A (ja) * | 2006-10-03 | 2008-04-17 | Kuraray Co Ltd | 研磨パッド用接着材 |
| JP2011044456A (ja) * | 2009-08-19 | 2011-03-03 | Sumitomo Electric Ind Ltd | 光送信モジュール |
| JP2013082029A (ja) * | 2011-10-07 | 2013-05-09 | Sekisui Chem Co Ltd | 研磨用クッション材 |
| CN103194153A (zh) * | 2013-04-23 | 2013-07-10 | 上海晶华粘胶制品发展有限公司 | 新型泡沫胶带 |
| CN103694917A (zh) * | 2013-12-04 | 2014-04-02 | 上海晶华粘胶制品发展有限公司 | 泡沫胶带及其生产工艺 |
| CN106457508A (zh) * | 2014-05-21 | 2017-02-22 | 富士纺控股株式会社 | 研磨垫及其制造方法 |
| CN106457508B (zh) * | 2014-05-21 | 2019-05-31 | 富士纺控股株式会社 | 研磨垫及其制造方法 |
| WO2016075753A1 (ja) * | 2014-11-11 | 2016-05-19 | 株式会社寺岡製作所 | 発泡樹脂基材を有する粘着テープ及びその製造方法 |
| JPWO2016075753A1 (ja) * | 2014-11-11 | 2017-04-27 | 株式会社寺岡製作所 | 発泡樹脂基材を有する粘着テープ及びその製造方法 |
| KR20170082489A (ko) * | 2014-11-11 | 2017-07-14 | 가부시키가이샤 데라오카 세이사쿠쇼 | 발포수지 기재를 가지는 점착테이프 및 그 제조 방법 |
| CN107109148A (zh) * | 2014-11-11 | 2017-08-29 | 株式会社寺冈制作所 | 具有发泡树脂基材的粘着带及其制造方法 |
| KR102350651B1 (ko) | 2014-11-11 | 2022-01-11 | 가부시키가이샤 데라오카 세이사쿠쇼 | 발포수지 기재를 가지는 점착테이프 및 그 제조 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6007407A (en) | Abrasive construction for semiconductor wafer modification | |
| TW379389B (en) | A method to polish semiconductor wafers | |
| CN102049723B (zh) | 抛光半导体晶片的方法 | |
| JP2004189846A (ja) | 研磨材固定用両面粘着テープ | |
| JP5371251B2 (ja) | 研磨パッド | |
| KR20140071896A (ko) | 반도체 웨이퍼 연마 방법 | |
| JP5102426B2 (ja) | 両面粘着シート及び研磨布積層体 | |
| WO2001081496A1 (fr) | Compose de polissage et procede de preparation correspondant, et procede de polissage | |
| WO2004093177A1 (ja) | 研磨パッド及びその製造方法 | |
| JPH11170155A (ja) | 研磨装置 | |
| TW509922B (en) | Method for the production of glass substrates for magnetic recording mediums | |
| JP2002059357A (ja) | 研磨パッドおよび研磨装置ならびに研磨方法 | |
| JP2009148876A (ja) | 研磨パッド、およびそれを用いた研磨方法 | |
| JP2005046960A (ja) | クッション性を有する研磨シート | |
| JP2950457B2 (ja) | 半導体ウェーハ研磨装置 | |
| JP4535675B2 (ja) | 両面粘着シート | |
| JP7038342B2 (ja) | 研磨部材 | |
| WO2022137934A1 (ja) | キャリアプレートの研磨方法、キャリアプレートおよび半導体ウェーハの研磨方法 | |
| JP3820432B2 (ja) | ウエーハ研磨方法 | |
| US20070032176A1 (en) | Method for polishing diamond wafers | |
| JP4598551B2 (ja) | 被加工物保持材および被加工物保持材の製造方法 | |
| JP2000308961A (ja) | 貼付プレートおよびその製法 | |
| JP2007035917A (ja) | 研磨パッド、シリコンウエハおよび研磨機 | |
| JP2007098509A (ja) | クリーニングシート及びその製造方法 | |
| JP2018051733A (ja) | 研磨パッド及びその製造方法、並びに、研磨加工品の製造方法 |