JP2004019879A - シールユニット及びシール材ならびにその利用 - Google Patents
シールユニット及びシール材ならびにその利用 Download PDFInfo
- Publication number
- JP2004019879A JP2004019879A JP2002178920A JP2002178920A JP2004019879A JP 2004019879 A JP2004019879 A JP 2004019879A JP 2002178920 A JP2002178920 A JP 2002178920A JP 2002178920 A JP2002178920 A JP 2002178920A JP 2004019879 A JP2004019879 A JP 2004019879A
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- seal unit
- sealing material
- hydrogen
- axial direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Gasket Seals (AREA)
- Sealing Devices (AREA)
- Hydrogen, Water And Hydrids (AREA)
Abstract
【解決手段】本発明のシールユニットは、パイプ(10)の外周に装着されるシールユニット(30)であり、パイプの外周面に密着する膨張黒鉛製シール材(38)と、そのシール材をパイプ軸方向の両側から挟みつけるようにして装着される一対の連結材(34,36,40)とを備える。そして、前記シール材における前記一対の連結材のそれぞれとパイプ軸方向に当接する面(39)の少なくとも一方は、パイプ外周面に近くなるほど張り出すようにパイプ軸方向に対して傾斜して形成されており、その傾斜した当接面と向かい合う連結材側の該シール材と当接する面(44)はパイプ外周面に近くなるほど凹むようにしてパイプ軸方向に対して傾斜して形成されている。
【選択図】 図2
Description
【発明の属する技術分野】本発明は、シールユニット及び該ユニットに含まれるシール材に関する。特に、600℃またはそれ以上の高温条件下で使用する各種流体機器(流体を取り扱う装置一般をいう)のパイプ周りにおいて高い気密性を確保するために用いられるシールユニットに関する。
【0002】
【従来の技術】高温下におけるシール材として、膨張黒鉛製のリング状シール材が使用されている。例えば特開平8−219286号公報には、膨張黒鉛テープから形成されたリング状シール材が記載されている。
【0003】
【発明が解決しようとする課題】ところで、セラミック製の部材と金属製の部材との連結部分を有する流体機器では、高温条件下において当該連結部分の気密性を保持することが困難であった。600℃を超えるような高温条件下ではセラミックと金属の熱膨張係数の差によって両部材間に寸法のアンバランスが生じ、流体がリークし得る隙間が生じ易いからである。
例えば、水素分離膜を有するセラミック製パイプ(チューブ)を備えた燃料電池用改質器において、水素生成部側(例えばパイプ外側)から水素分離膜を介して他のガス通路側(例えばパイプ内側)に水素を選択的に排出するためには、原料ガスが当該水素分離膜を通過する以外の経路を伝わって水素生成部側からガス通路側へ移らないことが前提である。水素生成部側から原料ガス(供給されたガス)がガス通路側に漏れ出してしまうと、水素生成反応に係る逆反応が促進されるために、転化率向上の実現を妨げる効果につながる可能性がある。
一方、上記セラミック製パイプは、一般に、金属製部材と連結して改質器に装備されている(後述の実施例参照)。従って、かかるセラミック製パイプと金属製連結部材との間を完全にシールして、水素生成部側(ここではパイプ外側)のガスが当該セラミック製パイプと金属製連結部材との隙間を通ってガス通路側(ここではパイプ内側)へとリークしないようにすることが重要である。
しかし、従来の改質器に採用されているシール(ガスリーク防止)手段・構造では、上記のような高温域で改質器を使用した場合に、上記セラミック製パイプと金属製連結部材との間の密閉(シール)状態を十分に確保し得るものではなかった。
【0004】
そこで本発明は、上述したような高温下の気密性保持に関する問題点を克服すべく創出されたものであり、その目的とするところは、高温条件下(例えば600℃以上)であっても、セラミック製部材と金属製部材との間の熱膨張係数の差を克服して両者間の気密性を高度に保持し得るシール材並びに該シール材を備えて成るシールユニットを提供することである。
【0005】
【課題を解決するための手段、作用及び効果】上記目的を達成すべく本発明によって提供されるシールユニットは、パイプの外周に装着されるシールユニットであって、パイプの外周面に密着して装着される膨張黒鉛製シール材と、そのシール材をパイプ軸方向の両側から挟みつけるようにして装着される一対の連結材とを備えている。そして、前記シール材における前記一対の連結材のそれぞれとパイプ軸方向に当接する面の少なくとも一方は、パイプ外周面に近くなるほど張り出すように(典型的にはテーパー状に張り出すようにして)パイプ軸方向に対して傾斜して形成されている。他方、その傾斜した当接面と向かい合う連結材側の該シール材と当接する面は、パイプ外周面に近くなるほど凹むようにして(典型的には漏斗状に凹むようにして)パイプ軸方向に対して傾斜して形成されている。
なお、本明細書において「膨張黒鉛」という場合は、膨張黒鉛と同等の性状を有する耐熱性素材を包含するものとする。
【0006】
かかる構成の本発明のシールユニットでは、膨張黒鉛製のシール材特有の柔軟性(クッション性)及び圧縮・弾性復元性によって、常温時においてパイプと連結材との間のシール状態を安定維持することができる。また、前記シール材および連結材の当接面が上記の様にパイプ軸方向に対して傾斜を有しているので、当該連結材を含む上記一対の連結材によってこのシール材をパイプ軸方向に挟みつけた際、シール材を圧縮する力はその傾斜方向に作用し得、結果、当該シール材をパイプ外周面に強く押しつけることができる。これにより、当該シール材と上記傾斜当接面を有する連結材との密着性ならびに当該シール材とパイプ外周面との密着性を十分に確保することができる。従って、高温下におけるシール性能を向上させることができる。
また、パイプ(例えばセラミック製)と連結材(例えば金属製)との間で熱膨張係数の差により高温下で若干の寸法のアンバランスが発生した場合であっても、上記シール材によって連結材とパイプ外周面との間の気密性が確保され、連結材とパイプ外周面との隙間を介してのパイプの外側から内側への流体のリーク、あるいはパイプの内側から外側への流体のリークを防止することができる。
従って、本発明のシールユニット並びに該ユニットを構成するのに用いられる上記シール材によると、上述したような高温域で使用する改質器に装備されるセラミック製パイプ(典型的には水素分離膜が表面に形成されている)と金属製連結部材との間の密閉(シール)状態を高温条件下でも十分に確保することができる。本発明に係るシールユニットを、水素分離膜を備えた燃料電池用改質器に使用すると、その高いシール性により、高温稼働時や急激な温度変化が生じ得る操作条件下においても上記セラミック製パイプと金属製連結部材の隙間(即ち連結部位)からガスがリークするのを防止しつつ高効率な水素製造を行うことができる。
【0007】
また、本発明のシールユニットとして好ましい一つのものでは、前記シール材の当接面のパイプ軸方向に対する傾斜角が、その当接面と向かい合う前記連結材側の同方向に対する傾斜角と実質的に等しいか又はそれよりも小さい。
図5に示すように、シール材150の当接面150Aのパイプ軸方向に対する傾斜角θPが、連結材160側の向かい合う当接面160Aの同方向に対する傾斜角θBと等しいか若しくはそれよりも小さいと、シール材と連結材との間の密着性をさらに向上させることができる。
従って、本構成のシールユニット並びに該ユニットを構成するのに用いられるシール材によると、セラミック製パイプと金属製連結部材との間の密閉(シール)状態を高温条件下で更に十分に確保することができる。
【0008】
また、本発明のシールユニットとして好ましい他の一つのものでは、前記連結材は、室温〜500℃における熱膨張係数がほぼ10×10−6/℃以下の金属又は合金によって実質的に構成されている。
本構成のシールユニットによると、セラミック製パイプと連結材との間の熱膨張係数の差を小さくすることができる。セラミック製パイプの一例として水素分離膜を備えた燃料電池用改質器の窒化珪素製パイプを挙げると、かかるパイプの室温〜500℃における熱膨張係数は3.5×10−6/℃程度である。また、セラミックとして最も汎用性の高いアルミナの場合、室温〜500℃における熱膨張係数は8.0×10−6/℃程度である。
従って、連結材が室温〜500℃における熱膨張係数が10×10−6/℃以下の金属又は合金であると、高温下においても優れたシール性を確保することができる。また、かかる熱膨張係数がアルミナと同等の8.0×10−6/℃以下であると、熱膨張係数の整合性から見て、より好ましい。
【0009】
また、本発明のシールユニットとして好ましい他の一つのものでは、前記連結材が実質的にコバールから構成されている。
コバール(Ni:29質量%,Co:17質量%,Mn:0.4質量%含有するFe系合金)の室温〜500℃における熱膨張係数は5.1〜5.5×10−6/℃と、金属としては非常に小さい。また、500℃以上の熱膨張係数も他の一般的な金属や合金よりも顕著に低い。
従って、本構成の連結材を採用するシールユニットによると、高温下におけるセラミック製パイプと連結材との間の気密性を向上させることができる。特にアルミナとは熱膨張係数が近似しており、高温下におけるアルミナ製パイプに装着するシールユニットとして好適である。
【0010】
また、本発明の膨張黒鉛製シール材として好適なものは、パイプ軸方向に並んで前記傾斜した当接面を構成する傾斜部と、その当接面に連なるシール材の外壁がパイプ軸方向とほぼ同方向に形成されている幹部(典型的には円筒形状の幹部)とが設けられており、前記幹部のパイプ軸方向の寸法が前記傾斜部のパイプ軸方向の寸法よりも大きくなるように構成されている。
かかるシール材は、パイプ軸方向からの圧縮力に対する強度が高い。従って、かかる構造のシール材ならびに該シール材を備えて成るシールユニットによると、よりいっそう強い圧縮力で上記一対の連結材により当該シール材を挟み付けることができる。このため、より強固な密着性能を発揮させることができる。
【0011】
また、本発明によって、上記シールユニットを装備した改質器が提供される。
かかる改質器として好適な一態様は、原料ガスから水素を生成するための改質器であって、その内部には、原料ガスから水素を生成する水素生成部と、その水素生成部に近接するガス通路とが設けられている。その水素生成部とガス通路との境界には、該水素生成部側から該ガス通路側へ水素を透過させるための水素分離膜を備えた水素分離管(典型的にはセラミック製パイプから成る)が装着されている。而して、その水素分離管の外周面の一部には、本発明に係るシールユニットが(典型的にはジョイント部として)取り付けられている。
かかる構成の改質器によると、高温下でも前記水素分離膜を介さずに前記水素生成部側からガス通路側へガスがリークすることを防止することができる。
【0012】
【発明の実施の形態】以下、本発明の好適な実施形態を説明する。なお、本明細書において特に言及している事項以外の事柄であって本発明の実施に必要な事柄(例えば膨張黒鉛をシール材に加工する技術や合金から連結部材を成形する技術、あるいはセラミック製パイプのシール方法に関する一般的な技術事項)は、いずれも従来技術に基づく当業者の設計事項として把握され得る。本発明は、本明細書及び図面によって開示されている事項と当該分野における技術常識とに基づいて実施することができる。
【0013】
本発明のシールユニットは、上述のシール材及びそれを挟み付ける一対の連結材を有するものであればよく、その他の補助的な部材の付加、削除若しくは改変等は、パイプの連結やシール目的に従来一般に行われている手法に基づいて行えばよく、本発明を何ら制限するものではない。
また、連結材は、パイプ軸方向の両方からシール材を挟み付けるものであればよく、その外形や連結機構に特に制限はない。また、一対の連結材は、相互にほぼ等しい形状であってもよく、(例えばボルトとナットの関係の様に)相互に異なる形状であってもよい。なお、本明細書において「一対の連結材」とは、上記シール材を挟み付ける器材を機能単位で呼称するものであり、当該一対の連結材を構成するそれぞれの連結材が物理的に一つの部材である必要はない。複数の部材(パーツ)から連結材が構成されていてもよい。
【0014】
次に、本発明のシールユニットを構成するのに好適な連結材について説明する。連結材は、上記シール材を介してセラミックパイプとのシール状態保持のために取り付けられる程度の強度を有するものである限りにおいてその材質に特に制限はないが、かかる観点からは種々の金属又は合金製のものが好ましい。さらに、高温下における熱膨張の観点から、例えば金属単体としてはタングステン、モリブデン、ニオブ等が挙げられ、合金としてはコバール、ニッケル合金(例えば42Ni−Fe、50Ni−Fe)、インコネル等が挙げられる。
特に、金属製連結材の熱膨張係数を、セラミックの熱膨張係数とできるだけ近似した材料のものとすると、両者間の熱膨張率に顕著な差異がなくなり、結果、高いシール性を実現することができる。すなわち、急激な温度変化に繰返し曝される用途であっても、シール部における熱的剥離やクラック発生の頻度を顕著に低減することができる。この種の素材としては、コバール、インコネルが好適であり、特にコバールがよい。
【0015】
次に、本発明のシールユニットに好適に適用され得るシール材(以下「パッキン」ともいう。)について説明する。かかるパッキンとしては、600℃又はそれ以上の高温に長時間曝された場合にも当該パッキン自体が顕著に破壊・化学変化しない耐熱・耐化学性能を備えたものが好ましい。また、シール対象物(例えば改質器の管状水素分離モジュール)と本シールユニットの連結材が高温状態となったことに起因して体積及び/又は形状変化(膨張、収縮変形)を起こした場合にも、そのような体積及び/又は形状変化に追随してシール状態を保持し得る柔軟性(クッション性)と高い圧縮・復元性能を備えたものが好ましい。
而して、これらの要求を好適に満たし得る材料として密度(嵩密度)が0.6〜1.9g/cm3(特に好ましくは0.8〜1.2g/cm3)の膨張黒鉛またはそれと同等の性状を有する耐熱性材料が挙げられる。以下、かかる材料について詳細に説明する。
【0016】
天然黒鉛は炭素六員環平面が規則的に平行状態で積層した構造を持つカーボンであるところ、膨張黒鉛は、かかる天然黒鉛を濃硫酸、硝酸などの酸化剤により酸化処理することによって当該積層構造の層間距離を100〜300倍程度膨張させたものである。而して、かかる膨張黒鉛を上記密度範囲となるように負荷・圧縮することによって本発明に係るパッキンに好適な膨張黒鉛材料を得ることができる。
かかる膨張黒鉛材料は黒鉛本来の高い耐熱性に加えて、シール性能に優れる稠密構造を有し、且つ、柔軟性並びに高い圧縮性及び弾性復元力を備えている。
かかる膨張黒鉛またはそれと同等の性質を有する耐熱性材料(典型的には膨張黒鉛と同等の熱膨張係数、酸化開始温度、圧縮率、復元率及び柔軟性(クッション性)を有する炭素質その他の無機材料)として好ましいものは、圧縮率(JIS−R3453に基づく)が10〜90%(特に好ましくは45〜55%)であり、及び/又は、復元率(JIS−R3453に基づく)が3〜70%(特に好ましくは10〜15%)であり、及び/又は、酸化開始温度(空気中での加熱によって重量が1%減少したときの温度)が400℃以上(特に好ましくは500℃以上)であることを特徴とする膨張黒鉛又はその同等物である。また、窒素ガスのような不活性(非酸化性)雰囲気下において1100℃又はそれ以上の温度(好ましくは1500℃以上)まで所望するシール性能を維持し得る耐熱性を有するものが好適である。
かかる性状の膨張黒鉛等から形成されたパッキンによると、高温稼働時においても特に優れたシール状態の保持を実現することができる。
【0017】
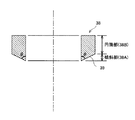
なお、前記パッキンの形状は、本発明に係るシールユニット全体の形状や水素分離モジュールの形状に対応して変動するものであるが、例えば、円筒形の管状水素分離モジュール(セラミックパイプ)に使用する場合には、当該水素分離モジュールの外周面に接する(即ち密着する)形状のパッキン、典型的にはリング形状のパッキンが好適である。また、このパッキン38は、図6に示すように、後述する連結材と当接する面39が円筒軸方向に対して傾斜を有している。この傾斜の円筒軸に対する角度θは、30°〜60°(特に45°±5°)とすることが好適である。このことによって特に高いシール性を確保できる。
また、図6に示すように、このパッキン38は、円筒部(幹部)38Bと傾斜部38Aとから成っている。円筒部38Bの長さと傾斜部38Aの長さは、円筒部≧傾斜部であることが好ましい。円筒部38Bが傾斜部38Aに対して等しいか、または長いと強度的に有利である。
さらに、特に制限するものではないが、かかる形状のパッキンは、密度が0.6〜1.9g/cm3(特に好ましくは0.8〜1.2g/cm3)程度となるように調製された粉状膨張黒鉛を所定形状の型に充填してプレス成形したり或いはロール成形、レーザー加工することによって得ることができる。すなわち、かかる加圧成形によって当該黒鉛粉体(粒子)相互が自己接着して一体化し、結果、所望する形状に成形され得る。
また、適用する改質器の形状・タイプや使用条件によって適宜異なり得るが、シール性能が維持し得る限りにおいて、膨張黒鉛又はその同等物に関する他の物理的特性(熱伝導度、電気比抵抗、引っ張り強さ、熱膨張係数(但し低いものが好ましい)等)に特に制限はない。
【0018】
【実施例】本発明を以下の実施例によりさらに詳細に説明する。本実施例は、改質器に装備されるセラミック製パイプの端部に取り付けるジョイント部(図1参照)として本発明のシールユニットを適用したものである。本発明はこれらの実施例に限定されるものではない。
【0019】
管状の水素分離モジュールを次のようにして作製した。すなわち、90重量部の窒化珪素粉末(宇部興産製品:SN−E10)と、5重量部のアルミナ粉末(住友化学工業製品:AKP−10)と、5重量部のイットリア粉末(三菱化学製品:Y−F)と、80重量部の水をアルミナ製ポットに投入し、直径30mmの玉石を使用して24時間混合することによってスラリーを調製した。次いで、このスラリーに10重量部のワックス系有機バインダーと、4重量部のワックスエマルジョンを添加して16時間混合し、その後スプレードライにより顆粒体を作製した。
得られた顆粒体をCIP(冷間静水圧プレスによる)成形し、管形状(外径:12mm、内径:9mm、長さ:170mm)に生加工した。そして、当該生加工チューブを脱脂後、1400℃(最終焼成温度)で焼成し、管形状の窒化珪素多孔体、即ち本実施例に係る支持体を得た(図1の符号14参照)。
【0020】
得られた窒化珪素多孔体の細孔径(平均孔径)および孔隙率は、水銀圧入法によって測定した結果、それぞれ0.16μmおよび47%であった。また、製膜面に相当する素焼き表面の800℃における3点曲げ強度は約70MPa以上であった。従って、かかる管(チューブ)形状の窒化珪素多孔体は、水素分離モジュールにおける支持体として充分な機械的強度を有する。なお、かかる多孔体の嵩密度は1.77g/cm3であった。また、熱的強度の指標となる熱膨張係数は25〜800℃の範囲でおよそ3.4×10−6/℃であった。
【0021】
次に、上記得られた窒化珪素多孔体の外壁面(即ちチューブ円柱面の外周面)に水素分離膜としてポリシラザン膜を形成した(図1の符号12参照)。
すなわち、ポリシラザン粉末(チッソ製品:NCP201)をトルエンに溶解し(超音波攪拌処理)、ポリシラザン濃度が10重量%であるポリシラザン溶液(コーティング溶液)を調製した。
次いで、上記窒化珪素多孔体をディップコーティング法に基づきコーティング溶液に浸漬した。なお、この浸漬処理の際には窒化珪素多孔体の外周面にのみコーティング液が付着するように、当該窒化珪素多孔体の片端開放部を合成樹脂フィルムでラップした。
浸漬後、一定の速度で窒化珪素多孔体をコーティング溶液から引き上げ、室温で乾燥した。その後、上記浸漬によってポリシラザン被膜がその外側面に形成されている窒化珪素多孔体を真空・加圧焼結炉に入れ、大気圧・窒素雰囲気中で熱処理を行った。
かかる一連の処理によって、窒化珪素多孔体の外周面にポリシラザン由来の窒化珪素膜(以下「ポリシラザン膜」と略称する。)が形成された管状水素分離モジュールが得られた(図1の符号10参照)。
【0022】
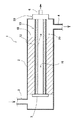
次に、上記管状水素分離モジュール10を利用して改質器1を作製した。図1は、改質器1の主要部を模式的に表した説明図である。
この図に示すように、改質器1は、大まかにいって、筒状のステンレス製チャンバー2と、ポリシラザン膜12を備えた支持体(窒化珪素多孔体から成るセラミックパイプ)14を本体とする水素分離モジュール10と、改質触媒18とから構成されている。
チャンバー2には、別途、ガス供給管3と、ガス排出管4とが設けられている。また、チャンバー2の周囲には図示しないヒーターおよびウォータージャケット(断熱材)が設けられており、チャンバー2内部の温度を室温〜1200℃の範囲でコントロールすることができる。また、かかるチャンバー2の内部には、上記水素分離モジュール10が配置されており、その周囲の空間部(水素生成部に相当する部位)20には、触媒18を充填することができる。
図示されるように、水素分離モジュール10の一端は金属製キャップ5によって塞がれており、当該端部から中空部16へのガスの流入を防止している。また、かかる水素分離モジュール10の他端側には、ジョイント部(本実施例に係るシールユニット)30が取り付けられている。
以下、かかるジョイント部30について詳細に説明する。
【0023】
図2に詳細に示すように、このジョイント部(フランジ)30は大まかにいって、コバール(室温〜500℃の熱膨張係数:5.5×10−6/℃)製の一対の連結材(ボディ40、ナット34及びスリーブ36)と膨張黒鉛製のシール材(パッキン)38とから構成されている。
かかる膨張黒鉛製パッキン38の嵩密度は1.0g/cm3であり、JIS−R3453に基づく圧縮率は約50%であり、復元率は約10%であった。このパッキン38は、上述した図6に示すリング形状に形成されている。重複した形状説明は省略する。
一対の連結材の一方を構成するボディ40には、水素分離モジュール10を貫通させると共に上記パッキン38を収容する凹みが設けられており、さらにパッキン38のテーパー状の傾斜当接面39に対応する漏斗状の傾斜当接面44が設けられている。また、ボディ40の根元部中央には、水素分離モジュール10の中空部(透過ガス通路16)に通じる透過ガス排出口6が形成されている。
一方、ナット34及びスリーブ36は、ボディ40に対応する他方側の連結材を構成する部材である。かかるナット34の中央には、水素分離モジュール10を貫通し得るサイズの穴42が形成されている。スリーブ36は、図2に示すように、ナット34に収容される部材であり、後述するようにナット34とボディ40が相互に締め付けられた際には、ボディ40方向にパッキン38を押し付けることができる。
【0024】
而して、図2および図3に示すように、管状水素分離モジュール10の外周面に、ナット34、スリーブ36、パッキン38、ボディ40の順に装着する。このとき、リング形状パッキン38の内径は管状水素分離モジュール10の外径より僅かに大きく形成されている。このことと膨張黒鉛特有の柔軟性により、当該モジュール10の一端にリング形状パッキン38を嵌め入れた際には、その内壁面をモジュール10外周面に密着させることができる。
【0025】
次いで、上記ナット34をボディ40に締め付けることによってジョイント部30の取付けが完了する。すなわち、図2に示すように、ナット34の内壁面及びボディ40の外壁面には、それぞれ、相互に対応する雌ねじ35及び雄ねじ45が形成されている。かかる構成の結果、ボディ40をナット34と嵌め合わせる(螺合する)ことによって、パッキン38を水素分離モジュール10の外周面及びボディ40の傾斜部44の双方に強く密着させることができる。なお、本実施例に係るボディ40の傾斜平滑面44およびパッキン38の傾斜平滑面39のモジュール軸方向に対する角度は、それぞれ45°とした。
【0026】
以上のようにしてジョイント部30を取り付けた結果、水素分離モジュール10の外部から水素分離膜12及び支持体14を透過して透過ガス通路16に送出された水素リッチなガスは、ジョイント部30の透過ガス排出口6を介して外部に排出される。このとき、図示される位置にパッキン38を取り付けていることによって、水素生成部20(図1参照)のガスがジョイント部30のボディ40と水素分離モジュール10との隙間を介してリークするのを防止することができる。さらに、かかるパッキン38が上記性状の膨張黒鉛で構成されている結果、600℃以上の高温稼働時において、ジョイント部30のボディ40と水素分離モジュール10との隙間サイズが熱膨張係数が異なる二材料間の温度変化に伴い多少変動した場合であっても、かかるパッキン38によってシール性能を維持することができる。
なお、ジョイント部30の一部とチャンバー2の一部とを相互に溶接することにより、チャンバー2内の気密状態は確保される。
【0027】
次に、上記のようにして構築した水素分離モジュール10およびジョイント部30を備えた改質器1(図1)を用いて、シール性能を評価した。
この評価のため、図4に示すような水素分離モジュール(水素分離膜)を備えた膜型ガス分離システム(評価システム)を構築した。
すなわち、密閉したステンレス容器200に上記ジョイント部30を備えた水素分離モジュール10を収容し、透過ガス排出口6をガス排出管210に接続した。このガス排出管210の下流側(ステンレス容器外)には流量計220が設置されている。一方、ステンレス容器200にはガス導入管235が接続されている。このガス導入管235の上流側には、圧力ゲージ240および開閉バルブ250と共に窒素ガスボンベ(窒素ガス供給源)230が接続されている。また、ステンレス容器200の外壁にはヒーター202が装備されており、ステンレス容器200内の温度を室温から850℃程度まで上昇させることができる。
なお、本評価試験は、触媒18をチャンバー2内に充填せずに行った。
【0028】
上述の図4に示すガス分離システムを用いてシール性能の評価を窒素ガス透過試験に基づいて行った。
かかる評価試験は、ステンレス容器200内の温度を室温(約30℃)から830℃まで上昇させ、その昇温過程において室温、100℃、200℃、300℃、400℃、500℃、600℃、700℃、800℃及び830℃の時点で行った。また、830℃から室温まで冷却する過程においても、上記と同じ温度となった時点で同様に評価した。なお、かかる評価試験では、室温から830℃まで90分で加熱し、830℃で30分間維持し、その後、830℃から室温まで自然冷却した。この温度サイクルを3回繰り返し、その都度評価試験を行った。このように温度を変更させつつ連続的に試験することで、改質器1のシール性能を温度域別に評価することができる。
【0029】
かかる温度条件の下、ステンレス容器200内のガス圧が2×105Pa(2atm)となるように、窒素ガスボンベ230から窒素ガスを供給した。そして、上記の温度時において、ジョイント部30からリークしてガス排出管210側に導入されたガス量を流量計(セッケン膜流量計)220によって測定した。
その結果、常温から830℃迄のいずれの温度条件のときも、窒素ガスのリークが認められなかった。このことは、本実施例に係るジョイント部30(シールユニット)は、600℃以上さらには800℃以上(典型的には600〜1100℃)の温度条件下であっても高度なシール性能を維持し得ることを示すものである。
【0030】
以上、本発明の具体例を詳細に説明したが、これらは例示にすぎず、特許請求の範囲を限定するものではない。特許請求の範囲に記載の技術には、以上に例示した具体例を様々に変形、変更したものが含まれる。
また、本明細書または図面に説明した技術要素は、単独であるいは各種の組み合わせによって技術的有用性を発揮するものであり、出願時請求項記載の組み合わせに限定されるものではない。また、本明細書または図面に例示した技術は複数目的を同時に達成するものであり、そのうちの一つの目的を達成すること自体で技術的有用性を持つものである。
【図面の簡単な説明】
【図1】一実施例に係る改質器の構造を模式的に示す説明図である。
【図2】一実施例に係るシールユニットの構造を模式的に示す断面図である。
【図3】一実施例に係るシールユニットの構成を模式的に示す分解図である。
【図4】ガス分離システムの全体を模式的に示すブロック図である。
【図5】シール材と連結材の当接関係を例示する模式図である。
【図6】一実施例に係るシール材(パッキン)の形状を示す模式図である。
【符号の説明】
1 改質器
10 水素分離モジュール
12 水素分離膜
14 多孔質支持体(セラミックパイプ)
20 水素生成部
30 ジョイント部(シールユニット)
34 ナット
36 スリーブ
38 パッキン
40 ボディ
Claims (7)
- パイプの外周に装着されるシールユニットであって、
パイプの外周面に密着して装着される膨張黒鉛製シール材と、
そのシール材をパイプ軸方向の両側から挟みつけるようにして装着される一対の連結材とを備えており、
ここで前記シール材における前記一対の連結材のそれぞれとパイプ軸方向に当接する面の少なくとも一方は、パイプ外周面に近くなるほど張り出すようにしてパイプ軸方向に対して傾斜して形成されており、その傾斜した当接面と向かい合う連結材側の該シール材と当接する面はパイプ外周面に近くなるほど凹むようにしてパイプ軸方向に対して傾斜して形成されている、シールユニット。 - 前記シール材の当接面のパイプ軸方向に対する傾斜角は、その当接面と向かい合う前記連結材側の当接面の同方向に対する傾斜角と実質的に等しいか又はそれよりも小さい、請求項1に記載のシールユニット。
- 前記連結材は、室温〜500℃における熱膨張係数がほぼ10×10−6/℃以下の金属又は合金によって実質的に構成されている、請求項1又は2に記載のシールユニット。
- 前記連結材は、実質的にコバールから構成されている、請求項1又は2に記載のシールユニット。
- 前記シール材には、パイプ軸方向に並んで、前記傾斜した当接面を構成する傾斜部と、その当接面に連なるシール材の外壁がパイプ軸方向とほぼ同方向に形成されている幹部とが設けられており、
そのシール材は、前記幹部のパイプ軸方向の寸法が前記傾斜部のパイプ軸方向の寸法よりも大きくなるように構成されている、請求項1〜4のいずれか一項に記載のシールユニット。 - 請求項1〜5のいずれか一項に記載のシールユニットを構成するのに用いられる、膨張黒鉛製シール材。
- 原料ガスから水素を生成するための改質器であって、
その内部には、原料ガスから水素を生成する水素生成部と、その水素生成部に近接するガス通路とが設けられており、
その水素生成部とガス通路との境界には、該水素生成部側から該ガス通路側へ水素を透過させるための水素分離膜を備えた水素分離管が装着されており、
その水素分離管の外周面の一部には、請求項1〜5のいずれか一項に記載のシールユニットが取り付けられている、改質器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002178920A JP2004019879A (ja) | 2002-06-19 | 2002-06-19 | シールユニット及びシール材ならびにその利用 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002178920A JP2004019879A (ja) | 2002-06-19 | 2002-06-19 | シールユニット及びシール材ならびにその利用 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004019879A true JP2004019879A (ja) | 2004-01-22 |
Family
ID=31176501
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002178920A Pending JP2004019879A (ja) | 2002-06-19 | 2002-06-19 | シールユニット及びシール材ならびにその利用 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004019879A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009184883A (ja) * | 2008-02-06 | 2009-08-20 | Ngk Spark Plug Co Ltd | 水素分離装置 |
| JP2009234798A (ja) * | 2008-03-25 | 2009-10-15 | Ngk Spark Plug Co Ltd | 水素分離装置 |
| JP2009234799A (ja) * | 2008-03-25 | 2009-10-15 | Ngk Spark Plug Co Ltd | 水素製造装置 |
| JP2012007727A (ja) * | 2010-05-21 | 2012-01-12 | Ngk Spark Plug Co Ltd | ガスシール複合体及び該ガスシール複合体を備えた装置 |
| CN102478113A (zh) * | 2010-11-23 | 2012-05-30 | 海洋王照明科技股份有限公司 | 密封圈及使用该密封圈的灯具 |
| WO2013061575A1 (ja) * | 2011-10-24 | 2013-05-02 | Jx日鉱日石エネルギー株式会社 | 燃料電池発電装置、燃料電池システムおよび支持構造 |
| JP2015037796A (ja) * | 2013-08-19 | 2015-02-26 | 助川電気工業株式会社 | ダイカストスリーブ溶融金属供給装置と供給方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01180082U (ja) * | 1988-06-10 | 1989-12-25 | ||
| JPH03244801A (ja) * | 1990-02-23 | 1991-10-31 | Nobuyuki Sugimura | アキュムレータの拡張式ヒューズ安全装置 |
| JPH05263944A (ja) * | 1992-03-17 | 1993-10-12 | Oiles Ind Co Ltd | 球帯状シール体及びその製造方法 |
| JPH0651628U (ja) * | 1992-12-24 | 1994-07-15 | 東京瓦斯株式会社 | 耐熱性パッキングの構造 |
| JPH07112111A (ja) * | 1993-10-18 | 1995-05-02 | Ngk Insulators Ltd | 水素ガス分離装置 |
| JPH07163827A (ja) * | 1993-10-18 | 1995-06-27 | Ngk Insulators Ltd | ガス分離体と金属との接合体および水素ガス分離装置 |
| JPH1113886A (ja) * | 1997-06-25 | 1999-01-22 | Hamamatsu Gasket Seisakusho:Kk | 球面管継手用ガスケット |
| JP2000046673A (ja) * | 1998-07-31 | 2000-02-18 | Matsushita Electric Works Ltd | 圧力センサ |
| JP2001025629A (ja) * | 1999-07-16 | 2001-01-30 | Nissan Motor Co Ltd | ガス分離装置 |
| JP2002039395A (ja) * | 2000-07-25 | 2002-02-06 | Nichias Corp | 膨張黒鉛製リングパッキン |
| JP2002128512A (ja) * | 2000-10-16 | 2002-05-09 | Noritake Co Ltd | セラミック材、セラミック膜およびその利用 |
-
2002
- 2002-06-19 JP JP2002178920A patent/JP2004019879A/ja active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01180082U (ja) * | 1988-06-10 | 1989-12-25 | ||
| JPH03244801A (ja) * | 1990-02-23 | 1991-10-31 | Nobuyuki Sugimura | アキュムレータの拡張式ヒューズ安全装置 |
| JPH05263944A (ja) * | 1992-03-17 | 1993-10-12 | Oiles Ind Co Ltd | 球帯状シール体及びその製造方法 |
| JPH0651628U (ja) * | 1992-12-24 | 1994-07-15 | 東京瓦斯株式会社 | 耐熱性パッキングの構造 |
| JPH07112111A (ja) * | 1993-10-18 | 1995-05-02 | Ngk Insulators Ltd | 水素ガス分離装置 |
| JPH07163827A (ja) * | 1993-10-18 | 1995-06-27 | Ngk Insulators Ltd | ガス分離体と金属との接合体および水素ガス分離装置 |
| JPH1113886A (ja) * | 1997-06-25 | 1999-01-22 | Hamamatsu Gasket Seisakusho:Kk | 球面管継手用ガスケット |
| JP2000046673A (ja) * | 1998-07-31 | 2000-02-18 | Matsushita Electric Works Ltd | 圧力センサ |
| JP2001025629A (ja) * | 1999-07-16 | 2001-01-30 | Nissan Motor Co Ltd | ガス分離装置 |
| JP2002039395A (ja) * | 2000-07-25 | 2002-02-06 | Nichias Corp | 膨張黒鉛製リングパッキン |
| JP2002128512A (ja) * | 2000-10-16 | 2002-05-09 | Noritake Co Ltd | セラミック材、セラミック膜およびその利用 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009184883A (ja) * | 2008-02-06 | 2009-08-20 | Ngk Spark Plug Co Ltd | 水素分離装置 |
| JP2009234798A (ja) * | 2008-03-25 | 2009-10-15 | Ngk Spark Plug Co Ltd | 水素分離装置 |
| JP2009234799A (ja) * | 2008-03-25 | 2009-10-15 | Ngk Spark Plug Co Ltd | 水素製造装置 |
| JP2012007727A (ja) * | 2010-05-21 | 2012-01-12 | Ngk Spark Plug Co Ltd | ガスシール複合体及び該ガスシール複合体を備えた装置 |
| CN102478113A (zh) * | 2010-11-23 | 2012-05-30 | 海洋王照明科技股份有限公司 | 密封圈及使用该密封圈的灯具 |
| CN102478113B (zh) * | 2010-11-23 | 2016-01-13 | 海洋王照明科技股份有限公司 | 密封圈及使用该密封圈的灯具 |
| WO2013061575A1 (ja) * | 2011-10-24 | 2013-05-02 | Jx日鉱日石エネルギー株式会社 | 燃料電池発電装置、燃料電池システムおよび支持構造 |
| JP2015037796A (ja) * | 2013-08-19 | 2015-02-26 | 助川電気工業株式会社 | ダイカストスリーブ溶融金属供給装置と供給方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW468014B (en) | Compliant high temperature seals for dissimilar materials | |
| JP3933907B2 (ja) | ガス分離体固定構造体及びそれを用いたガス分離装置 | |
| JP5057685B2 (ja) | 水素分離装置および水素製造装置 | |
| EP1695949A1 (en) | Joined body and manufacturing method for the same | |
| US9822917B2 (en) | Tube end connector and zeolite separation membrane element | |
| JP2004019879A (ja) | シールユニット及びシール材ならびにその利用 | |
| JP7418327B2 (ja) | 高温耐性ニッケル合金接合部を備えた半導体処理装置及びその製造方法 | |
| JP5313128B2 (ja) | 電気化学装置 | |
| JP5554747B2 (ja) | ガスシール複合体及び該ガスシール複合体を備えた装置 | |
| JP3770791B2 (ja) | 高温対応型膜型改質器 | |
| JP2008246315A (ja) | 水素分離装置及び燃料電池 | |
| US20040231823A1 (en) | Hydrogen storage alloy, hydrogen storage alloy unit and heat pump and hydrogen compression apparatus that utilize the hydrogen storage alloy | |
| JP2012031967A (ja) | ガスシール複合体及び該ガスシール複合体を備えた装置 | |
| JP5149026B2 (ja) | 水素分離装置 | |
| JP2002349714A (ja) | シール性を有する複合体及びその製造方法 | |
| JP4762900B2 (ja) | カーボン製筒状容器 | |
| TW442317B (en) | High flow metal membrane gas filter | |
| JP7189862B2 (ja) | ブレイクフィルタの製造方法 | |
| CN208750280U (zh) | 用于晶圆处理设备的进气管和晶圆处理设备 | |
| CN114031038B (zh) | 一种自热式钯膜纯化装置及纯化方法 | |
| JP2006269820A (ja) | 半導体熱処理炉用炉心管 | |
| JP4818667B2 (ja) | カーボン製筒状容器 | |
| JPH06281020A (ja) | セラミック製液体制御弁 | |
| JPH0821811A (ja) | 導電率測定用セル | |
| TWI277662B (en) | Chemical vapor deposition equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050407 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20050707 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20050714 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050826 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080313 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080703 |