JP2004018076A - ラベル付容器 - Google Patents
ラベル付容器 Download PDFInfo
- Publication number
- JP2004018076A JP2004018076A JP2002179166A JP2002179166A JP2004018076A JP 2004018076 A JP2004018076 A JP 2004018076A JP 2002179166 A JP2002179166 A JP 2002179166A JP 2002179166 A JP2002179166 A JP 2002179166A JP 2004018076 A JP2004018076 A JP 2004018076A
- Authority
- JP
- Japan
- Prior art keywords
- label
- container
- synthetic resin
- sensitive adhesive
- resin film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Details Of Rigid Or Semi-Rigid Containers (AREA)
Abstract
【解決手段】少なくとも、感熱接着剤層を有し、一軸、若しくは、二軸に延伸した合成樹脂フィルムからなるラベルを巻き付ける合成樹脂製容器であって、少なくとも、ラベル巻付部が、ブラスト処理面、シボ加工処理面、コロナ放電処理面のいずれかより形成される1種以上の粗面化処理面であるラベル付容器を特徴とする。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、少なくとも、感熱接着剤層を有する延伸した合成樹脂フィルムからなるラベルを巻き付ける合成樹脂容器に関するものである。
さらに詳しくは、充填時、流通時、あるいは、使用時において、ラベルが容器から脱落や、剥離することない接着強度を保ち、耐水性にも優れ、使用後、手で容易に剥離することができるラベル付容器に関するものである。
【0002】
【従来技術】
近年、合成樹脂容器は、清涼飲料水、乳・乳飲料、ビール、ワイン、調味料、化粧品などに使用される液体容器として広く使用されている。
中でも、ポリエチレンフタレート(以下「PET」という。)樹脂から形成されるPET樹脂容器は、軽量で割れにくく、無害で優れた透明性を有し、且つ内容物を高温加熱殺菌して充填可能なため、広範囲に使用されている。
通常、合成樹脂容器は、商品名、絵柄等を印刷したラベルを、容器本体の外周に、容器本体の胴部、あるいはほぼ全体に巻きつけている。
巻き付けるラベルとしては、紙、あるいは、ポリプロピレンフィルム、ポリエステルフィルム、ポリスチレンフィルム等の種々の合成樹脂フィルムを使用している。
中でも、合成樹脂フィルム製のラベルは、流通時、あるいは、使用時にラベルにしわが寄ったりすることなく、また、耐水性に優れており、清涼飲料水等の入ったボトルを冷却する際、ラベルに結露したり、露店等で販売する際に水に浸漬して冷却したりする場合においても、水がラベルに付着することによるラベルの剥離、脱落がないため、優れるものである。
更に、合成樹脂フィルム製のラベルは、熱収縮性ラベル(以下「シュリンクラベル」という。)と非熱収縮性ラベルがある。
前者のシュリンクラベルを容器に巻き付ける方法としては、例えば、筒状、若しくは、袋状のラベルに少し余裕を持たせて一次包装した後、熱風、スチーム等によって該ラベルを容器外周面にシュリンクさせる方法が知られている。
また、ラベルをある程度緊張状態で包装し、ラベルの端を容器の底部に折り込んで、該折り込み部をラベル同士の自己密着力または熱融着により一次包装した後、シュリンク処理させてラベルの弛みやシワを除去するストレッチシュリンク方法が知られている。
後者の非熱収縮性フィルムの容器への包装方法としては、接着層として、カゼイングルーなどのコールドグルー、粘着剤、ディレードタック接着剤、ホットメルト接着剤等の感熱接着剤などを全面又は部分的にコーティングを施し、容器外周面に巻きつけられて貼る方法が知られている。
【0003】
ところで、最近、環境問題や資源のリサイクル化などの面から、PETボトル等の容器を回収して再利用することが考えられてきており、容器リサイクルを円滑に行うための動きが近年活発化している。
また、リサイクル法の制定に伴い、PETボトルリサイクル推進協議会によるリサイクル法「第二種指定PETボトルの自主設計ガイドライン」によれば、ラベル、印刷等に関して、物理的に剥離でき、再生処理時の比重分離または風選分離でき、接着剤、印刷インキ等がボトルに残らないものであることを要求している。
従って、かかるラベル付容器を廃棄する場合、容器本体とラベルとを確実に分離する必要がある。
【0004】
【発明が解決しようとする課題】
しかしながら、充填時、流通時、あるいは、使用時において、合成樹脂ラベルが容器から脱落や、剥離することのない接着強度を保ち、且つ、使用後において、手で容易に剥離することができるラベル付容器は見出されていない。
上記の熱収縮性を有する合成樹脂製フィルムを基材とする合成樹脂ラベル付容器を提供する技術として、特開平11−174962号公報があるが、ラベルと容器を接着していないため、容易に剥離することができるが、炭酸飲料水等の充填物による内圧変化による容器の伸縮に伴い、しわが寄ったり、ラベルの位置ずれ、更には、ラベルの脱落を生じるため、充填物に制限があるという問題がある。更に、熱収縮性フィルムは、通常のフィルムより材料費が非常に高いという問題がある。
また、非収縮性合成樹脂製ラベルにホットメルト接着剤を介して巻き付ける容器は、ホットメルト接着剤の樹脂を溶融してラベル面と容器外面を接着するため、ラベル接着後に容器外面とラベルとの接着強度が強く、容器のリサイクル工程において、ラベルと容器とを分別することが困難であるという問題がある。
非収縮性合成樹脂製ラベルにコールドグルーを介して巻き付ける容器は、ラインでの塗工量および粘度コントロールにオペレーターの熟練が要求され、また、糊のはみ出しやしわ、浮きなどが発生しやすく、ラベリングの精度およびラベリング後の外観に問題が発生しやすい。また、充填時、流通時、使用時において、ラベルが剥離しやすいという問題がある。
非収縮性合成樹脂製ラベルにタックラベルを使用する粘着剤を介して巻き付ける容器は、材料費が非常に高く、また、剥離紙(セパレーター)を使用しなければならないため、昨今の環境問題の一つである廃棄の問題がある。
非収縮性合成樹脂製ラベルの裏面全体に有機溶剤もしくは有機溶剤系接着剤を塗布するラベル付容器を提供する技術として、特開平5−150724号公報にあるが、有機溶剤によるダメージを受けやすく、しわが寄ったり、強度が低下するという問題や、溶剤による製造工程の環境に問題がある。また、通常のフィルムより材料費が非常に高いという問題がある。
【0005】
【課題を解決するための手段】
そこで本発明者らは、上記の課題を解決するために、鋭意研究の結果、合成樹脂フィルムを基材とし、感熱接着剤層を設けるラベルを巻き付けた合成樹脂ボトルであって、当該容器の少なくともラベル巻付部に、ブラスト処理面、シボ加工処理面、コロナ放電処理面のいずれかより形成される1種以上の粗面化処理面を有することにより、充填時、流通時、あるいは、使用時において、ラベルにしわが寄ることなく、容器からラベルが脱落や、剥離することのない接着強度を保ち、且つ、使用後において、手で容易に剥がすことができ、容器リサイクル適性に優れ、耐水性に優れたラベル付容器を見出したものである。
上記において、前記の粗面化処理面が、表面粗さを3次元粗さ形状測定による中心面平均値SPaで1μm以上10μm以下であることを特徴とするラベル付容器を提供することができる。
また、前記の感熱接着剤層が、熱可塑性樹脂の水性分散体と、粘着付与剤と、固形可塑剤からなるディレードタック型感熱接着剤であることを特徴とするラベル付容器を提供することができる。
また、前記の感熱接着剤層が、合成樹脂フィルムからなるラベルの一部または全面に塗布されていることを特徴とするラベル付容器を提供することができる。また、前記の合成樹脂フィルムからなるラベルが、ポリプロピレン樹脂フィルム、または、ポリエステル系樹脂フィルムからなることを特徴とするラベル付容器を提供することができる。
また、前記の合成樹脂フィルムからなるラベルが、その表面、または、裏面のいずれか一面に、または、表面および裏面の両面に印刷層を有することを特徴とするラベル付容器を提供することができる。
また、前記の合成樹脂フィルム層、および、感熱接着剤層が、その層間をアンカーコート層を介して積層する構成からなることを特徴とするラベル付容器を提供することができる。
また、前記の合成樹脂容器が、ポリエチレンテレフタレート樹脂からなることを特徴とするラベル付容器を提供することができる。
【0006】
【発明の実施の形態】
以下に本発明の実施の形態を説明する。
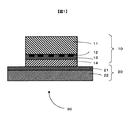
図1は、本発明のラベル付容器30の一実施例を示す断面図である。
図1に示すように、本発明のラベル付容器30は、ラベルの被着体20の外周表面にラベル10を巻き付け、感熱接着剤層14を介し、加熱加圧して接着するものである。
かかるラベルの被着体20として、合成樹脂容器22の外周表面に、合成樹脂容器を成形後、粗面化処理面21を形成する。
合成樹脂容器22の粗面化処理面21は、ブラスト処理面、シボ加工処理面、コロナ放電処理面のいずれかより形成される1種以上の粗面化処理面を有する。かかるラベル10として、合成樹脂フィルム層11の裏面に、必要に応じて印刷インキ層12を設け、必要に応じて、アンカーコート層13を設け、更に、感熱接着剤層14を介して、合成樹脂フィルム層11/印刷インキ層12/アンカーコート層13/感熱接着剤層14の層構成からなる。
【0007】
本発明において、本発明に係るラベル付容器を構成する合成樹脂容器としては、熱可塑性合成樹脂を成形後、容器外周の表面に粗面化処理面を形成することが好ましい。
合成樹脂容器の材料としては、PET樹脂等のポリエステル樹脂、ポリプロピレン樹脂、ポリエチレン樹脂等のポリオレフィン樹脂、塩化ビニル樹脂等が挙げられる。
中でも、PET樹脂から形成される容器が、特に、軽量で割れにくく、無害で優れた透明性を有し、且つ、内容物を高温加熱殺菌して充填することができるため、好ましい。
合成樹脂容器の成形法としては、二軸延伸ブロー成形法、射出成形法等が挙げられる。
上記の合成樹脂容器の形状としては、特に限定されず、丸型、角型、八角型、等が挙げられる。
【0008】
上記の合成樹脂容器の表面は、少なくとも、ラベル巻付部が、ブラスト処理面、シボ加工処理面、コロナ放電処理面、プラズマ処理面、フレーム処理面、または、レーザー直接照射処理面等により形成される1種以上の粗面化処理面からなることが好ましい。
表面処理面は、容器の少なくともラベル巻付部に形成されることが好ましく、また、容器全体に形成してもよい。
ブラスト処理は、サンドブラスト処理、ショットブラスト処理等が挙げられ、通常、サンドブラスト処理が行われる。
サンドブラスト処理としては、サンドブラスト装置を使用し、合成樹脂容器用成型金型のキャビティの表面にアルミナ等のセラミックからなるセラミックビーズ、ガラスビーズ、SUS等の金属粒子等の粒径が1μm〜数mm程度の粒子を研削材として使用し、研削材の投射速度;数十m/sec〜数百m/sec、単位時間当たりの投射量;数g/min〜数百kg/minの条件で合成樹脂容器用成型金型の表面に吹き付けて行う。
その後、上記のサンドブラスト処理を施した金型を使用して合成樹脂容器を成形することにより、合成樹脂容器の表面に中心面平均値、0.1μm〜数百μmの粗面化処理を形成することができる。
また、容器成形後、サンドブラスト装置を使用し、粒径が1μm〜数mm程度の粒子を研削材として使用して、直接、合成樹脂容器の表面に吹き付けて行なうことにより、合成樹脂容器の表面に0.1μm〜数百μmの粗面化処理面を形成することもできる。
【0009】
シボ加工(エンボス加工)としては、合成樹脂容器用成型金型のキャビティの表面に薬品を使用して金属を化学腐食することにより、当該金型のキャビティの表面に凹凸形状を付与する。
その後、上記のシボ加工処理を施した金型を使用して合成樹脂容器を成形することにより、合成樹脂容器の表面に中心面平均値、数十μm〜数百μmの粗面化処理面を形成することができる。
【0010】
コロナ放電処理、または、フレーム処理は、通常のコロナ放電処理、または、フレーム処理より強化して行うことにより、合成樹脂容器の表面が粗面化させることができる。
また、同時に、合成樹脂容器の表面に>C=O、もしくは−COOH等の酸化によって生じた官能基が生成して、ラベルとの接着性を向上させることができる。
例えば、コロナ放電処理により、合成樹脂容器の表面を粗面化するには、合成樹脂容器と電極との間隔を狭くする、もしくは合成樹脂容器が電極間を通過する速度、いわゆる加工速度を遅くすることにより行う。
これら条件の変更は、コロナ放電処理装置によっても異なるので、一概には言えないが、一例として、通常の加工条件においては、電極との間隔が通常、3mmであるのを2.5mmとし、かつ、通常の加工条件においては、加工速度が30m/mであるのを10m/mとし、コロナ放電量が2〜4×104J/m2すればよい。
【0011】
レーザー直接照射処理面は、紫外レーザーとして、エキシマーレーザーで照射することによって、合成樹脂容器の表面上に粗面処理を形成することができる。レーザー直接照射処理面は、レーザー照射により誘起される爆発的な物質の分解反応過程(以下「レーザーアブレーション」という。)において形成されるものである。
また、レーザー直接照射処理面の形状は、エネルギーおよびパルス数等の照射条件を変更することにより、凸凹の間隔、及び、溶融層の厚さ(高さ)を制御することができる。
使用するレーザーとしては、193nmの波長を有するフッ化アルゴン(ArF)−レーザー、248nmの波長を有するフッ化クリプトン(KrF)−レーザー、308nmの波長を有する塩化キセノン(XeCl)−レーザー、351nmの波長を有するフッ化キセノン(XeF)−レーザーを使用することができる。
この場合において、上記のレーザーを数パルス〜数十パルスで、1〜1000mJ/cm2のエネルギー密度で、合成樹脂容器の表面に照射することにより、中心面平均値、数μm〜数十μmの粗面化処理面を形成することができる。
【0012】
本発明において、合成樹脂製容器に形成された粗面化処理面は、表面粗さを3次元粗さ形状測定による中心面平均値SPaで1μm以上10μm以下であることが、充填時、流通時、あるいは、使用時において、ラベルが容器から脱落や、剥離することない接着強度を保ち、使用後、容器外周に巻き付けたラベルを手で簡単に剥離することができるため必要である。
なお、3次元粗さ形状測定機による中心面平均値SPaの測定には、(株)東京精密のサーフコム590Aを用いた。
この場合、中心面平均値SPaとは、抽出曲面の絶対値をとった曲面と平均面によって囲まれる部分の体積を、 測定面積で割った平均偏差を示す。
【0013】
本発明にかかる合成樹脂製容器の粗面化処理面の中心面平均値SPa、1μm未満の場合は、粗面化処理面を形成する効果がみられず、使用後、容器外周に巻き付けたラベルを手で簡単に剥離することができないため、好ましくない。
一方、粗面化処理面の中心面平均値SPa、10μmを超える場合は、ラベルと被着体である容器間との接着強度が弱く、充填時、流通時、あるいは、使用時において、ラベルが容器から脱落する場合があるため、好ましくない。
【0014】
本発明において、本発明に係るラベル付容器を構成するラベルを構成する合成樹脂フィルムからなる基材層としては、一軸、若しくは、二軸に延伸した合成樹脂フィルムからなる基材で、且つ、耐熱性を有すれば、いずれのものでも使用することができる。
例えば、ポリエチレンテレフタレートフィルム等のポリエステルフィルム、ポリスチレンフィルム、ポリプロピレンフィルム、6ナイロンフィルム、6,6ナイロンフィルム等のポリアミドフィルム、低密度ポリエチレンフィルム、中密度ポリエチレンフィルム、高密度ポリエチレンフィルム、低密度直鎖状ポリエチレンフィルム等のポリエチレンフィルム、環状ポリオレフィンフィルム、ポリスチレンフィルム、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸メチル共重合体等の樹脂から製膜されたポリオレフィン系フィルム、塩素化ポリエチレン,塩素化ポリプロピレンなどの樹脂から製膜された変性ポリオレフィンフィルム、塩化ビニル−酢酸ビニル共重合体の樹脂から製膜されたフィルム、アクリル系樹脂フィルム等が使用できる。
また、これらのフィルムをラミネートして、2層以上の積層フィルムとして、使用してもよい。
フィルムの厚さとしては、10〜100μm程度に形成されるものが好ましい。
この中でも、特に耐熱性に優れた延伸ポリプロピレンフィルム(以下「OPPフィルム」ともいう。)、二軸延伸ポリエチレンテレフタレートフィルム(以下「PETフィルム」ともいう。)が、好ましく使用できる。
【0015】
本発明において、ラベルを構成する印刷層としては、合成樹脂フィルムからなる基材層の全面に、または、部分的に、グラビア印刷、フレキソ印刷、オフセット印刷等の公知の印刷技術を用いて図形、文字、記号等の絵柄を形成したものである。
好ましくは、耐熱性に富むインキで、グラビアインキで印刷することが望ましい。
ボトルに貼着した状態における基材の内外のどちら側に形成してもよいが、この実施形態では基材の内側に形成してある。
なお、基材の外側に印刷層を形成する場合には、形成した印刷層を保護するために、透明ニス等によって形成されるオーバーコート層を設けておくのが望ましい。
印刷層に使用されるインキとしては、合成樹脂フィルムからなる基材層と接着性があり、必要な耐性を有している一般的に用いられているインキが使用できる。
印刷層の厚みは、例えば1〜8μm、好ましくは2〜5μm程度である。
【0016】
本発明において、ラベルを構成する接着剤層としては、感熱接着剤を使用できる。
感熱接着剤には、常温で固体のもの(ホットメルト接着剤)と、液状のもの(ディレードタック接着剤)とがある。
ホットメルト接着剤は、塗布時に高温にして溶融させる必要がある上、高粘度である。
これに対し、ディレードタック接着剤は、塗布時に高温にする必要はなく、また、低粘度である。
本発明にかかるディレードタック型感熱接着剤としては、熱可塑性樹脂成分からなるベースポリマーと、粘着付与剤と、結晶性の固体可塑剤から形成るものが、好適に用いられる。
而して、本発明にかかるディレードタック型感熱接着剤は、常温で粘着性がなく、60℃以上に加熱すると粘着性を生じ、この粘着性が冷却後も1日〜数年間持続するものである。
また、該接着剤はアルカリ水溶液に接触すると溶解され接着力が低下する性質を有するものである。
【0017】
本発明において、感熱接着剤の熱可塑性樹脂としては、粘着剤のベースとなるものであり、可塑剤との相溶性があり、これにより使用時の凝集力が得られる。また、アルカリ可溶性の樹脂であり、これによりラベルを剥がす際、アルカリ処理により、容易に剥がすこともできる。
例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸−イソプロピレン、アクリル酸イソブチル、アクリル酸n−ブチル、アクリル酸アミル、アクリル酸ヘキシル、アクリル酸2−エチルヘキシル等のアクリル酸エステル、メタクリル酸エステル類と、アクリル酸、マイレン酸等の不飽和カルボン酸よりなる共重合樹脂等のアクリル酸エステル共重合体、スチレン−アクリル酸エステル、スチレン−ブタジエン等が挙げられる。
この中でも、自己架橋型アクリル酸エステル共重合体は、加熱時に耐水性が向上する性質を有するため、本発明の感熱接着ラベルに適している。
【0018】
本発明において、感熱接着剤の固形可塑剤としては、融点以下では樹脂に可塑性を与えず、結晶状態であり、加熱により溶融して樹脂中に相溶して樹脂を膨潤あるいは軟化させるので、常温では非粘着性のブロッキング防止剤となり、加熱により粘着性となる機能を有する。
例えば、フタル酸ジフェニル、フタル酸ジヘキシル、フタル酸ジシクロヘキシル、フタル酸ジヒドロアビエチル、イソフタル酸ジメチル、安息香酸スクロ−ス、ジ安息香酸エチレングリコ−ル、トリ安息香酸トリメチロ−ルエタン、トリ安息香酸グリセリド、テトラ安息香酸ペンタエリトリット、八酢酸スクロ−ス、クエン酸トリシクロヘキシル、N−シクロヘキシル−p−トルエンスルホンアミド等が挙げられる。
而して、融点が50〜100℃程度のものが好ましく使用できる。
融点が50℃以下の場合、ラベルの保管時に接着剤を活性化する恐れがあり、使用前の保管や運搬がシビアになり、好ましくない。
融点が100℃以上の場合、ラベルの接着層を活性化するための効率が悪くなり、好ましくない。
【0019】
本発明において、感熱接着剤の粘着付与剤としては、粘着剤の粘着性能を向上させる作用がある。
例えばテルペン樹脂、脂肪族系石油樹脂、芳香族系石油樹脂、クマロン−インデン樹脂、スチレン系樹脂、フェノ−ル樹脂、テルペン−フェノ−ル樹脂、ロジン誘導体(ロジン、重合ロジン、水添ロジンおよびそれらのグリセリン、ペンタエリスリト−ル等とのエステル、樹脂酸ダイマ−等)が挙げられる。
【0020】
上記固形可塑剤、熱可塑性樹脂および粘着性付与剤は、熱可塑性樹脂の粒子(固体粒子または液滴)が水中に乳化分散されているエマルション、または、熱可塑性樹脂が有機溶剤に溶解または分散して、単独あるいは2種類以上の混合物で使用することができる。
また、必要に応じて分散剤や消泡剤、増粘剤等を使用することもできる。
【0021】
本発明において、ラベルの基材フィルム層と感熱接着剤層との層間の接着力を向上させるために、アンカーコート層を設けることが好ましい。
前記のアンカーコート層としては、例えば、ポリオレフィン系、有機チタネート系、ポリエチレンイミン系、ポリブタジエン系、イソシアネート系、ポリエステル系、アクリル系などの非硬化型または、硬化型のアンカーコート剤が挙げられる。
前記のアンカーコート層のコーティング方法は、グラビアコート法、ロールコート法、リバースロールコート法のコーティング方法が挙げられる。
【0022】
上述のような熱可塑性樹脂成分からなるベースポリマーと、粘着付与剤と、固形可塑剤とを溶媒に分散させてなるディレードタック型感熱接着剤は、エマルジョンの状態でグラビアコート法、ロールコート法、リバースロールコート法、リップコート法、ナイフコート法等のような通常の感熱接着剤を塗布するための手段を用いて、基材の印刷層を形成している方の面の全面にまたは部分的に塗布して接着剤層を形成させ、例えば、40〜60℃の温度で乾燥することにより、ラベルが得られる。
【0023】
ディレードタック型感熱接着剤の塗布量は、5〜25g/m2 程度が使用時において、充分な接着強度が得られ、使用後、ラベルをボトルから剥がして分別する際、ボトルの糊残りを生じないため、好ましく、8〜15g/m2 程度がより好ましい。
【0024】
ディレードタック型接着剤層は、接着層に粘着性が生じている間に合成樹脂ラベルの全面、または、部分的(一個所のみ、若しくは、散点状や、線状、格子状に形成してもよい。)にコーティングすることができる。
部分的にコーティングする場合、それぞれ必要な接着強度を得るために、第一接着部と、第二接着部の塗り幅としては、3〜25mmであることが好ましい。
【0025】
上記の合成樹脂容器の内容物としては、ビール、ビタミン飲料、乳・乳飲料、ジュ−ス、炭酸飲料、水、お茶等の飲料水、あるいは、油脂、調味料、その他種々の液状食品、化粧水、液状洗剤等が挙げられる。
【0026】
また、上記のようにして、製造した本発明にかかるラベルは、適度な接着性に優れ、耐水性に優れたものである。
前記の合成樹脂ボトル用ラベルを水中に一日浸漬後、水から取り出しても、ラベルのしわが寄ったり、ラベルの位置ずれ、ラベルの脱落を生じることなく、好ましい接着強度を有する。
【0027】
使用後に合成樹脂製容器に貼付したラベルを手で剥がす場合には、開封用ミシン目によりラベルを容易に破断することが可能である。
合成樹脂製容器の表面から容易に剥がすことができ、剥離後、ボトルにラベルや糊残りがなく、きれいな剥離面が得られる。
【0028】
使用後に合成樹脂製容器に貼付したラベルを剥がす他の処理方法として、85度の水で、15分間浸漬する方法や、アルカリ濃度1.5%の水溶液中に85〜90度で、15分間浸漬する方法があり、処理後のボトル側の接着剤の残留量が、1300ppm以下にすることが好ましく、20ppm以下にすることが望ましい。
1300ppm以下にすることで、きれいな剥離面が得られ、リサイクルに有用なボトルを得ることができる。
【0029】
【実施例】
以下に実施例を挙げて本発明を説明する。
(実施例1)
(1)ラベルの準備
基材として50μmの二軸延伸ポリプロピレンフィルム(東洋紡製P2761)を準備した。
片面に所望の絵柄のインキ層を1色目にHU単体ラベル白(ザ・インクテック株式会社製)、2色目にUPAC980白(ザ・インクテック株式会社製)のインキを用いてグラビア印刷法により施した。
さらにその上に、熱可塑性樹脂としてエマルジョンタイプのアクリル樹脂、粘着付与剤としてロジン、テルペン樹脂を、固体可塑剤としてフタル酸ジシクロヘキシルに不揮発成分61%からなるディレートタック型接着剤である接着剤層をグラビアコート法にて塗布量10g/m2で全面に塗布し、接着剤層を形成させ、こうして得られた積層フィルムを高さ100mm、幅240mmにカットして、枚葉のラベルを得た。
(2)ボトルの準備
まず、PETボトル成形金型のキャビティの表面に、ガラスビーズ(60メッシュ)を用い、サンドブラスト加工処理面を形成した。
上記で製造した金型を用いて、加熱により軟化しているポリエチレンテレフタレート樹脂の射出成形パリソン(予備成形体)を空気圧でふくらませ、金型に密着させると同時に冷却して中空体を得るブロー成形法にて成形した結果、3次元粗さ形状測定機による中心面平均値SPaが6.70μmである処理面を形成するPETボトルを得た。
なお、図2に実施例1におけるPETボトルの粗面化処理面の表面形状を3次元表示にて示す。
(3)ラベリング
次に、上記の処理面を形成したPETボトルの表面に上記で得られたラベルを、ラベリングマシンを用いて、PETボトルの周囲に巻き付け、95℃で5秒間加熱して粘着性を持たせ、ボトルに接着することで、実施例1のラベル付ボトルを得た。
【0030】(実施例2)
まず、PETボトル成形金型のキャビティの表面に、ガラスビーズ(80メッシュ)を用い、サンドブラスト加工処理面を形成した。
上記で製造した金型を用いて、加熱により軟化しているポリエチレンテレフタレート樹脂の射出成形パリソン(予備成形体)を空気圧でふくらませ、金型に密着させると同時に冷却して中空体を得るブロー成形法にて成形した結果、中心面平均値SPaが5.68μmである処理面を形成するPETボトルを得た。
ラベルとしては、実施例1と同じ材料、方法を用いてラベルを得た。
このPETボトルとラベルとを使用して、実施例1と同様にラベリングマシンを用いて、実施例1と同じ条件で貼付し、実施例2のラベル付ボトルを得た。
なお、実施例2におけるPETボトルの粗面化処理面の表面形状を3次元表示にて図3に示す。
【0031】(実施例3)
まず、PETボトル成形金型のキャビティの表面に、ガラスビーズ(120メッシュ)を用い、サンドブラスト加工処理面を形成した。
上記で製造した金型を用いて、加熱により軟化しているポリエチレンテレフタレート樹脂の射出成形パリソン(予備成形体)を空気圧でふくらませ、金型に密着させると同時に冷却して中空体を得るブロー成形法にて成形した結果、中心面平均値SPaが5.02μmである処理面を形成するPETボトルを得た。
ラベルとしては、実施例1と同じ材料、方法を用いてラベルを得た。
このPETボトルとラベルとを使用して、実施例1と同様にラベリングマシンを用いて、実施例1と同じ条件で貼付し、実施例3のラベル付ボトルを得た。
なお、実施例3におけるPETボトルの粗面化処理面の表面形状を3次元表示にて図4に示す。
【0032】(比較例1)
まず、PETボトル成形金型のキャビティの表面にシボ加工を施した。
上記で製造したシボ加工処理面を形成する金型を用いて、加熱により軟化しているポリエチレンテレフタレート樹脂の射出成形パリソン(予備成形体)を空気圧でふくらませ、金型に密着させると同時に冷却して中空体を得るブロー成形法にて成形した結果、中心面平均値SPaが13.63μmである処理面を形成するPETボトルを得た。
ラベルとしては、実施例1と同じ材料、方法を用いてラベルを得た。
このPETボトルとラベルとを使用して、実施例1と同様にラベリングマシンを用いて、実施例1と同じ条件で貼付し、比較例1のラベル付ボトルを得た。
なお、比較例1におけるPETボトルの粗面化処理面の表面形状を3次元表示にて図5に示す。
【0033】(比較例2)
比較のため、PETボトル成形金型のキャビティの表面に粗面化処理を施さず、PETボトルを成形した。
それ以外は、実施例1と同様のラベルを使用し、同じ条件でラベルをボトルに貼付して、比較例2のラベル付ボトルを得た。
なお、比較例2におけるPETボトルの粗面化処理面の表面形状を3次元表示にて図6に示す。
【0034】
このようにして作製した実施例1〜3、比較例1〜2におけるPETボトルの外表面の粗さ、PETボトルに対するラベルの接着強度、剥離性、耐水性、アルカリ処理適性の5項目を以下に記載する方法により評価・測定した。その評価・測定結果を表1に示す。
【0035】(実験1:外表面の粗さ)
実施例1〜3、比較例1〜2のPETボトルの粗面化処理面で中心面平均値SPaの測定を行った。
3次元粗さ形状測定機による中心面平均値SPaの測定には、(株)東京精密のサーフコム590Aを用いた。
なお、測定方向は、容器の口部方向から底部方向へ(以下「X方向」という。)と、X方向と直交する測定方向(以下「Y方向」という。)で、X方向、Y方向各々測定範囲2mm、測定ピッチ0.02mmで行い、その中心面平均値SPaを測定した。なお、その測定結果は、表1に示す。
また、3次元粗さ形状測定機による測定部の実施例1〜3、比較例1〜2のPETボトルの粗面化処理面における3次元表示は、図2〜図6に示す。
なお、X軸はX方向(縦方向)、Y軸はY方向(横方向)、Z軸は高さ方向を示す。
【0036】(実験2:接着強度)
実施例1〜3、比較例1〜2のPETボトルの胴部にラベルの印刷面を貼り付け、室温で1週間エージングを行った。
次に試験片を長さ10mm、幅15mmに切出し、これを引張試験機(オリエンテック社製)を用いて、JIS K6848に準じて、180度剥離により300mm/分の引張速度で測定し、以下の基準で評価した。
なお、表1中には、15mm当たりの接着強度(単位:g/15mm)を記載した。
○:接着強度が1〜15N/15mmであってラベルと合成樹脂ボトルを充分接着しているが、手で容易に剥離できる。
×:接着強度が1N/15mm未満では、他のラベル付ボトルに接触した場合、容易にラベルの位置ずれが生じる。
また、15N/15mm以上では、剥離するのに強い力が必要になり、また、ボトル側の剥離面にラベルや接着剤の一部が残る。
【0037】(実験3:剥離性)
剥離性は、ラベルの隅から爪で引掛けてラベルを合成樹脂ボトルから剥離し、合成樹脂ボトルの表面に糊(または、ラベル)の残り具合を目視で評価した。なお、その評価結果は、表1に示す。
○ :糊(または、ラベル)残りがない。
× :糊(または、ラベル)残りがボトルに付着している。
【0038】(実験4:耐水性)
実施例1〜3、比較例1〜2のPETボトルの胴部にラベルの印刷面を貼り付け、水温が5°Cの水道水に1日浸漬を行った。
次に試験片を長さ10mm、幅15mmに切出し、これを引張試験機(オリエンテック社製)を用いて、JIS K6848に準じて、180度剥離により300mm/分の引張速度で測定し、以下の基準で評価した。なお、その評価結果は、表1に示す。
○:接着強度が1N/15mm以上あって、ラベルとPETボトルを充分接着しているが、手で容易に剥離できる。
△:接着強度が1N/15mm以上を辛うじて満たしており、ラベルがPETボトルが脱着する。
×:接着強度が1N/15mm未満で、自然剥離しやすい。
または、15N/15mm以上では剥離するのに強い力が必要になり、ラベルが破けてPETボトルに残る。
【0039】(実験5:アルカリ処理適性)
実施例1〜3、比較例1〜2のPETボトルの胴部にラベルの印刷面を貼り付け、ラベル付PETボトルの試験片を長さ8mm、幅8mmに切出し、これを85〜90℃,1.5%濃度の水酸化ナトリウム水溶液に15分浸漬後、ラベルの隅から爪で引掛けてラベルをPETボトルから剥離し、PETボトルの表面に糊(または、ラベル)の残り具合を目視で評価した。なお、その評価結果は、表1に示す。
○ :糊(または、ラベル)残りがない。
× :糊(または、ラベル)残りがボトルに付着している。
【0040】
【表1】

表1に示した実験1〜5の結果から明らかなように、本発明にかかる実施例1〜3のラベル付ボトルは、ラベル/ボトル間の接着強度、耐水性を保持しつつ、ラベルを剥がしたボトル表面に糊残りがない優れた剥離性を有する。
比較例1のラベル付ボトルは、接着強度が実施例のものより劣るため、水に浸漬後、ラベルがボトルから脱落するものがあり、問題があった。
比較例2のラベル付ボトルは、接着強度、耐水性について問題ないが、ラベルをボトルから剥がす際に、容易に剥がすことができず、ラベルを剥がしたボトル表面に糊残りや、ラベルの残りがあり、問題があった。
【0042】
【発明の効果】
以上の説明で明らかなように、本発明は、少なくとも、感熱接着剤層を有し、一軸、若しくは、二軸に延伸した合成樹脂フィルムからなるラベルを巻き付ける合成樹脂製容器であって、少なくとも、ラベル巻付部が、ブラスト処理面、シボ加工処理面、コロナ放電処理面のいずれかより形成される1種以上の粗面化処理面であることを特徴とするラベル付容器を製造したところ、充填時、流通時、あるいは、使用時において、ラベルとボトルとのラベルが容器から脱落や、剥離することない接着強度を保ち、耐水性にも実用特性を満足しながら、使用後において、ラベルを容易に手で剥がすことができ、ボトルに糊残りがなく、更に、アルカリ処理適性にも優れるため、PETボトル等の合成樹脂ボトルの容器リサイクルを円滑に行うことができ、非常に有用なラベル付容器を製造し得ることができるものである。
【図面の簡単な説明】
【図1】本発明のラベル付容器の一実施例を示す断面図である。
【図2】実施例1におけるPETボトルの表面粗面化処理面の3次元表示である。
【図3】実施例2におけるPETボトルの表面粗面化処理面の3次元表示である。
【図4】実施例3におけるPETボトルの表面粗面化処理面の3次元表示である。
【図5】比較例1におけるPETボトルの表面粗面化処理面の3次元表示である。
【図6】比較例2におけるPETボトルの表面粗面化処理面の3次元表示である。
【符号の説明】
10 ラベル
11 合成樹脂フィルム層
12 印刷インキ層
13 アンカーコート層
14 感熱接着剤層
20 ラベルの被着体
21 粗面化処理面
22 合成樹脂容器
30 ラベル付容器
Claims (8)
- 少なくとも、感熱接着剤層を有し、一軸、若しくは、二軸に延伸した合成樹脂フィルムからなるラベルを巻き付ける合成樹脂製容器であって、少なくとも、ラベル巻付部が、ブラスト処理面、シボ加工処理面、コロナ放電処理面のいずれかより形成される1種以上の粗面化処理面であることを特徴とするラベル付容器。
- 前記の粗面化処理面が、表面粗さを3次元粗さ形状測定による中心面平均値SPaで1μm以上10μm以下であることを特徴とする請求項1に記載のラベル付容器。
- 前記の感熱接着剤層が、熱可塑性樹脂の水性分散体と、粘着付与剤と、固形可塑剤からなるディレードタック型感熱接着剤であることを特徴とする請求項1〜2のいずれかに記載のラベル付容器。
- 前記の感熱接着剤層が、合成樹脂フィルムからなるラベルの一部または全面に塗布されていることを特徴とする請求項1〜3のいずれかに記載のラベル付容器。
- 前記の合成樹脂フィルムからなるラベルが、ポリプロピレン樹脂フィルム、または、ポリエステル系樹脂フィルムからなることを特徴とする請求項1〜4のいずれかに記載のラベル付容器。
- 前記の合成樹脂フィルムからなるラベルが、その表面または裏面のいずれか一面に、または、表面および裏面の両面に印刷層を有することを特徴とする請求項1〜5のいずれかに記載のラベル付容器。
- 前記の合成樹脂フィルム層、および、感熱接着剤層が、その層間にアンカーコート層を介して積層する構成からなることを特徴とする請求項1〜6のいずれかに記載のラベル付容器。
- 前記の合成樹脂容器が、ポリエチレンテレフタレート樹脂からなることを特徴とする請求項1〜7のいずれかに記載のラベル付容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002179166A JP2004018076A (ja) | 2002-06-19 | 2002-06-19 | ラベル付容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002179166A JP2004018076A (ja) | 2002-06-19 | 2002-06-19 | ラベル付容器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004018076A true JP2004018076A (ja) | 2004-01-22 |
Family
ID=31176666
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002179166A Pending JP2004018076A (ja) | 2002-06-19 | 2002-06-19 | ラベル付容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004018076A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008179398A (ja) * | 2007-01-25 | 2008-08-07 | Seiko Instruments Inc | 感熱性粘着シートの熱活性化方法、熱活性化装置、プリンタ、感熱性粘着シートの貼り付け方法、および貼り付け装置 |
| US20090218307A1 (en) * | 2005-04-06 | 2009-09-03 | Davies David J | Label for Removable Attachment to an Article |
| JP2010149375A (ja) * | 2008-12-25 | 2010-07-08 | Seiko Epson Corp | ノズル基板の製造方法及び液滴吐出ヘッドの製造方法 |
| JP2013018496A (ja) * | 2011-07-07 | 2013-01-31 | Meiji Rubber & Chem Co Ltd | 合成樹脂製成形品 |
| JP2013076947A (ja) * | 2011-09-30 | 2013-04-25 | Nisshin Oillio Group Ltd | ラベル接着方法及び該方法によりラベルを接着したプラスチック容器 |
| JP2017056981A (ja) * | 2015-09-17 | 2017-03-23 | 大日本印刷株式会社 | 凍結保存容器、凍結保存容器キット、凍結保存容器用基材、及び凍結保存容器の製造方法 |
| JP2017056980A (ja) * | 2015-09-17 | 2017-03-23 | 大日本印刷株式会社 | 凍結保存容器、凍結保存容器用ラベル及びその製造方法 |
| JP2017088213A (ja) * | 2015-11-10 | 2017-05-25 | 小林製薬株式会社 | 包装体及びその製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0595843U (ja) * | 1992-06-04 | 1993-12-27 | 三甲株式会社 | ラベル貼着部を備えた容器 |
| JPH09114383A (ja) * | 1995-10-19 | 1997-05-02 | Lintec Corp | ラベル貼着部形成用粘着シート |
| JPH11174962A (ja) * | 1997-12-11 | 1999-07-02 | Toppan Printing Co Ltd | 熱収縮性胴巻きラベル及びラベル付き容器 |
| JP2000098905A (ja) * | 1998-09-18 | 2000-04-07 | Toppan Printing Co Ltd | 感熱ラベル及び感熱ラベル付きガラス瓶、ボトル |
| JP2001010637A (ja) * | 1999-06-30 | 2001-01-16 | Gifu Plast Ind Co Ltd | 運搬用容器におけるラベル貼着構造 |
| JP2002020705A (ja) * | 2000-07-12 | 2002-01-23 | Fuji Seal Inc | 感熱接着性ラベル |
-
2002
- 2002-06-19 JP JP2002179166A patent/JP2004018076A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0595843U (ja) * | 1992-06-04 | 1993-12-27 | 三甲株式会社 | ラベル貼着部を備えた容器 |
| JPH09114383A (ja) * | 1995-10-19 | 1997-05-02 | Lintec Corp | ラベル貼着部形成用粘着シート |
| JPH11174962A (ja) * | 1997-12-11 | 1999-07-02 | Toppan Printing Co Ltd | 熱収縮性胴巻きラベル及びラベル付き容器 |
| JP2000098905A (ja) * | 1998-09-18 | 2000-04-07 | Toppan Printing Co Ltd | 感熱ラベル及び感熱ラベル付きガラス瓶、ボトル |
| JP2001010637A (ja) * | 1999-06-30 | 2001-01-16 | Gifu Plast Ind Co Ltd | 運搬用容器におけるラベル貼着構造 |
| JP2002020705A (ja) * | 2000-07-12 | 2002-01-23 | Fuji Seal Inc | 感熱接着性ラベル |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090218307A1 (en) * | 2005-04-06 | 2009-09-03 | Davies David J | Label for Removable Attachment to an Article |
| US8304073B2 (en) * | 2005-04-06 | 2012-11-06 | Spear Group Holdings Limited | Label for removable attachment to an article |
| US9005742B2 (en) | 2005-04-06 | 2015-04-14 | Spear Group Holdings Limited | Label for removable attachment to an article |
| JP2008179398A (ja) * | 2007-01-25 | 2008-08-07 | Seiko Instruments Inc | 感熱性粘着シートの熱活性化方法、熱活性化装置、プリンタ、感熱性粘着シートの貼り付け方法、および貼り付け装置 |
| JP2010149375A (ja) * | 2008-12-25 | 2010-07-08 | Seiko Epson Corp | ノズル基板の製造方法及び液滴吐出ヘッドの製造方法 |
| JP2013018496A (ja) * | 2011-07-07 | 2013-01-31 | Meiji Rubber & Chem Co Ltd | 合成樹脂製成形品 |
| JP2013076947A (ja) * | 2011-09-30 | 2013-04-25 | Nisshin Oillio Group Ltd | ラベル接着方法及び該方法によりラベルを接着したプラスチック容器 |
| JP2017056981A (ja) * | 2015-09-17 | 2017-03-23 | 大日本印刷株式会社 | 凍結保存容器、凍結保存容器キット、凍結保存容器用基材、及び凍結保存容器の製造方法 |
| JP2017056980A (ja) * | 2015-09-17 | 2017-03-23 | 大日本印刷株式会社 | 凍結保存容器、凍結保存容器用ラベル及びその製造方法 |
| JP2017088213A (ja) * | 2015-11-10 | 2017-05-25 | 小林製薬株式会社 | 包装体及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5406913B2 (ja) | ラベル貼り付け方法及びラベル付き容器製造装置 | |
| US8535464B2 (en) | Pressure sensitive shrink label | |
| JP6210991B2 (ja) | 筒状シュリンクラベル及びその製造方法 | |
| EA013531B1 (ru) | Этикетка для нанесения на изделие с возможностью отделения | |
| JP2008145498A (ja) | ロールシュリンクラベル、ロールシュリンクラベル付き容器およびこれらの製造方法 | |
| JP2004018076A (ja) | ラベル付容器 | |
| JP4459551B2 (ja) | 胴巻きラベル、及び、ラベル付き容器 | |
| JP4612278B2 (ja) | 断熱性ラベル、および、ラベル付容器 | |
| JP5100204B2 (ja) | 感熱ラベル及びラベル付き容器 | |
| JP4578307B2 (ja) | 感熱ラベル | |
| JP2000047588A (ja) | インモールド成形用ラベル | |
| JP2013122514A (ja) | 胴巻きラベル | |
| WO2005027080A1 (ja) | インモールド成形用ラベル | |
| JP2003280528A (ja) | 合成樹脂ボトル用ラベル | |
| JP5948006B2 (ja) | ロールシュリンクラベル、ロールシュリンクラベル付き容器、及びその製造方法。 | |
| JP2001042775A (ja) | 感熱性粘着ラベル | |
| JP3145133B2 (ja) | クーポン券付インモールド用ラベル | |
| JP4546210B2 (ja) | 感熱ラベル | |
| JP2004240029A (ja) | プラスチックラベルおよびプラスチック容器 | |
| JP4880993B2 (ja) | 感熱ラベルおよびラベル付き容器 | |
| JP4771613B2 (ja) | 粘着シート | |
| JPH0792913A (ja) | 感熱接着性ラベル及び感熱接着性ラベル剥離方法 | |
| JP2003228292A (ja) | パターン塗工ヒートラベル | |
| EP3578359A1 (en) | A wash-off label | |
| JPH1135019A (ja) | ラベル及びラベル付きプラスチック容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050613 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070502 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070702 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070717 |