JP2004016930A - 微多孔膜及びその製造方法 - Google Patents
微多孔膜及びその製造方法 Download PDFInfo
- Publication number
- JP2004016930A JP2004016930A JP2002175705A JP2002175705A JP2004016930A JP 2004016930 A JP2004016930 A JP 2004016930A JP 2002175705 A JP2002175705 A JP 2002175705A JP 2002175705 A JP2002175705 A JP 2002175705A JP 2004016930 A JP2004016930 A JP 2004016930A
- Authority
- JP
- Japan
- Prior art keywords
- microporous membrane
- skeleton
- stretching
- polyethylene resin
- membrane according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Cell Separators (AREA)
- Secondary Cells (AREA)
- Fuel Cell (AREA)
- Printing Plates And Materials Therefor (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
【課題】強度及び透過性が良好であり、かつ高い耐熱性を有する医用分離フィルターに好適な微多孔膜を提供する。
【解決手段】粘度平均分子量が100万を超えるポリエチレン樹脂からなり、融解ピーク温度が145℃以上である結晶成分を少なくとも1種含み、気孔率が20〜95%、平均孔径が0.01〜10μmである微多孔膜とする。
【選択図】 なし。
【解決手段】粘度平均分子量が100万を超えるポリエチレン樹脂からなり、融解ピーク温度が145℃以上である結晶成分を少なくとも1種含み、気孔率が20〜95%、平均孔径が0.01〜10μmである微多孔膜とする。
【選択図】 なし。
Description
【0001】
【発明の属する技術分野】
本発明は、微多孔膜に関する。特に、血漿製剤やバイオ医薬品等からウィルスや細菌等の病原体を除去する医用分離フィルター、半導体製品を製造するのに使用されるフォトレジスト等のろ過に使用する電子産業用フィルター、油水分離フィルターや液ガス分離フィルター等の産業プロセス用フィルター、リチウムイオン電池等の非水電解液系電池用セパレーター、ニッケル水素電池等のアルカリ電解液系電池用セパレーターの前駆体、ポリマー電池用の固体電解質支持体、固体高分子型燃料電池や直接メタノール型燃料電池等の電解質膜支持体、感熱孔版印刷用途等の広範囲な用途に利用できる微多孔膜に関する。
【0002】
【従来の技術】
血漿製剤やバイオ医薬品等の製剤を人体に投与する際に、製剤中に含まれるかもしれない細菌やウィルス等の病原体に対する危機感がクローズアップされている。このような病原体を物理的に除去する技術として、分離膜による膜ろ過法が有用な手段として脚光を浴びつつある。このような用途に使用される微多孔膜は、一般に医用分離フィルターと呼ばれる。
【0003】
ウィルスの種類としては、直径0.02〜0.03μmのパルボウィルス、ポリオウィルス、EMCウィルス、A型肝炎ウィルス等のように極めて小さなサイズのものから、直径0.04〜0.07μmのB型肝炎ウィルス、SV40ウィルス、BVDウィルス、シンドビスウィルス等のように中程度のサイズのもの、そして、直径0.08〜0.10μmのHIVウィルス等のように大きなサイズのものがある。
【0004】
このようなウィルス群を、そのサイズにあわせて膜ろ過法によって物理的に除去するためには、サイズが小さい場合で平均孔径0.01μm、大きい場合でも平均孔径0.1μm程度の小孔径の微多孔膜を使うことになる。しかし、このような小孔径の微多孔膜を、直接、血漿製剤等に適用すると、製剤中に多量に含まれる比較的サイズの大きい不要成分により目詰まりが発生し、効率的なろ過が行えない。したがって、上述の平均孔径0.01〜0.1μm程度の微多孔膜に加えて、それより孔径が大きな微多孔膜もまた有用である。
【0005】
微多孔膜を医用分離フィルターとして使用する際には、フィルターを構成する材料に付着している病原体を何らかの方法によって滅菌処理することが不可欠である。滅菌処理方法には、薬剤滅菌法、γ線滅菌法、電子線滅菌法、及び高圧蒸気滅菌法がある。薬剤滅菌法は薬剤を使用するため、人体に有害な薬剤がフィルターに残留する可能性があり、適用範囲が限定される。γ線滅菌法や電子線滅菌法は、病原体の死骸がフィルターに残留するため、敬遠される場合がある。したがって、広く利用されている滅菌方法は、上述の問題点が無い高圧蒸気滅菌法である。高圧蒸気滅菌をフィルターに施すためには、微多孔膜に耐熱性が要求されることになる。
【0006】
また、製剤の成分である蛋白質は疎水性吸着を生じ、分離膜の微孔に目詰まりして処理量が低下したり、製剤の成分が変質するトラブルが起きる。したがって、このような蛋白質吸着を防ぐために、医用分離フィルターには親水性材料等の蛋白質非吸着性物質が被覆されている必要がある。このような要求から、医用分離フィルターの素材としては、多くの場合、親水性を付与しうる素材であることが好ましい。このような観点から、耐熱性さえ付与することができれば、ポリエチレン樹脂は医用分離フィルターとして有用な材料である。
【0007】
ポリエチレン製の微多孔膜に関する従来技術として、特開昭57−66114号公報及び特開平5−49878号公報には、ラメラ延伸開孔法による1軸延伸で製造された中空糸状の微多孔膜が開示されている。この公報において得られた微多孔膜は、1軸延伸方向に配列したミクロフィブリルの配列方向とは直角方向に連結した、結節部ないしスタックドラメラからなる短冊状構造を有する。この公報において得られた微多孔膜を、例えば医用分離フィルターとして使用するために、高圧蒸気滅菌のような過酷な加熱処理に曝すと、特に1軸延伸方向に大きな寸法収縮を生じてしまい、耐熱性に問題があった。
【0008】
特開平6−325747号公報には、ミクロフィブリルよりなる葉脈状開孔構造を有する非水電解液電池用セパレーターが開示されている。この公報における微多孔膜は、超高分子量ポリエチレンからなり、可塑剤を使用する相分離法により、希薄な溶液から調製されたシート状の成形体から可塑剤を除去した後に2軸延伸して得られる。しかし、この公報における微多孔膜は、ポリエチレン樹脂の融点未満の温度で2軸延伸して得られるため、後述する高融点結晶が生成せず、2軸延伸方向への大きな寸法収縮を生じてしまい、耐熱性に問題があった。
【0009】
特開昭52−114671号公報には、可塑剤を使用せずに成形した超高分子量ポリエチレンからなる単一シートを加熱融解状態に保って伸長することにより、多孔質材料を製造する方法が開示されている。この公報において得られた微多孔膜は、高融点結晶を含有し、高い耐熱性を有すると推測する。しかし、多孔構造の形成機構が、数十〜数百μmもの大きさの原料粉体に依存するため、均一な多孔構造を得られないという問題があった。
【0010】
【発明が解決しようとする課題】
本発明は、強度及び透過性が良好であり、かつ高い耐熱性に特徴づけられるポリエチレン樹脂からなる微多孔膜を提供することを目的とする。
【0011】
【課題を解決するための手段】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、従来に無い高い耐熱性を有する微多孔膜を得ることに成功し、本発明をなすに至った。
すなわち、本発明の第一は、粘度平均分子量が100万を超えるポリエチレン樹脂からなり、融解ピーク温度が145℃以上である結晶成分を少なくとも1種含み、気孔率が20〜95%であり、平均孔径が0.01〜10μmである微多孔膜に関する。
【0012】
好ましくは、微多孔膜全体に渡って相互に連結した3次元網目状の骨格と、該骨格の隙間に形成された開口部とからなり、開口部は骨格から分岐した平均直径0.01μm以上0.2μm未満のミクロフィブリルによって橋架けされてスクリーンを形成していることを特徴とする多孔構造を有する微多孔膜に関する。そして、より好ましくは、前記骨格が微多孔膜の膜厚方向に積層した断面構造を有し、膜厚1μmあたりの積層段数が0.05以上であり、更に好ましくは、融解ピーク温度が151℃以上である結晶成分を少なくとも1種含み、最も好ましくは、121℃の熱水浸漬試験における2軸方向の熱収縮率が0〜10%である。
【0013】
本発明の第二は、前記の微多孔膜を用いる医用分離フィルターである。
本発明の第三は、(a)ポリエチレン樹脂5〜50重量%及び可塑剤50〜95重量%を含む組成物を溶融混練して均一分散させた後に冷却固化させて成形体とする工程、(b)上記工程(a)の後に該可塑剤の実質的部分を除去する工程、(c)上記工程(b)の後に、該ポリエチレン樹脂の融点Tm℃に対し、Tm〜(Tm+30)℃の温度で、少なくとも1軸方向に少なくとも1回の延伸を行う工程、を含む微多孔膜の製造方法に関する。そして好ましくは、前記延伸倍率が24倍であり、最も好ましくは、グラフト処理、コーティング処理及び酸化処理の群から選んだ親水処理を含む微多孔膜の製造方法である。
【0014】
本発明の微多孔膜は、シート状、フィルム状、又は中空糸状の形態であることが好ましく、中でも、シート状又はフィルム状がより好ましい。
本発明の微多孔膜の膜厚は、好ましくは5μm〜1mm、より好ましくは10μm〜500μm、最も好ましくは20μm〜100μmである。膜厚が5μm未満であると、微多孔膜の強度が不十分となり、1mmを越えると透過性能が低下する傾向があり好ましくない。
【0015】
本発明の微多孔膜の気孔率は20〜95%であり、好ましくは30〜90%、最も好ましくは40〜80%である。気孔率が20%未満であると透過性能が不十分となり、95%を越えると微多孔膜の強度が不十分となる。
本発明の微多孔膜の平均孔径は0.01〜10μmであり、好ましくは0.05〜5μm、最も好ましくは0.1〜2μmである。平均孔径が0.01μm未満である場合、透過性能が低下するため望ましくない。一方、平均孔径が10μmを越えるような微多孔膜は産業上有用でない。
【0016】
本発明の微多孔膜の孔径分布は、好ましくは1〜4であり、より好ましくは1〜3、最も好ましくは1〜2である。孔径分布とは、最大孔径と平均孔径との比で定義する孔径均一性の指標である。孔径分布が1未満となることは理論上あり得ない。孔径分布が4を超えると、ろ過の際に微粒子を除去する性能が損なわれ好ましくない。
本発明の微多孔膜の透水量は、好ましくは0.1×10−9m3/秒・m2・Pa以上、より好ましくは0.3×10−9m3/秒・m2・Pa 以上、最も好ましくは0.5×10−9m3/秒・m2・Pa 以上である。透水量は前記平均孔径に左右されるため、透水量のみで一概に優劣を評価するわけにはいかないが、透水量が0.1×10−9m3/秒・m2・Pa未満であると、ろ過処理量の低下を来す原因となり好ましくない。
【0017】
本発明の微多孔膜のマトリクス突き刺し強度は、好ましくは0.05N以上であり、より好ましくは0.07N以上、最も好ましくは0.10N以上である。突き刺し試験における最大荷重として求められる突き刺し強度は、本質的に、微多孔膜の膜厚と気孔率に左右される値であり、本発明のような高い気孔率を有する微多孔膜の強度の指標としては不適切である。したがって、本発明における微多孔膜の真の強度を評価する指標としてのマトリクス突き刺し強度とは、突き刺し試験における最大荷重を前記膜厚及び気孔率によってポリマーマトリクスの厚み1μmあたりの強度として規格化したものである。マトリクス突き刺し強度が0.05N未満であると、微多孔膜の力学的耐久性が不足するため、例えば、ろ過圧力に耐えられず膜が破断する可能性があり好ましくない。
【0018】
本発明の微多孔膜は、高融点の結晶成分を含むことが特徴であり、これにより、微多孔膜に高い耐熱性をもたらすと考えられる。高融点の結晶とは145℃以上に融解ピークを有する結晶成分であり、本発明者の鋭意研究の結果、中でも最も典型的な温度帯域は152〜153℃付近に見られることが判明した。熱履歴や配向性の違いにより若干の差異は有るものの、ポリエチレン樹脂のホモ重合体における一般的な結晶成分の融解ピークは135℃前後であり、本発明の微多孔膜に見られる結晶成分の融解温度の高さ、すなわち熱的安定性は異常な現象と言える。
【0019】
本発明の微多孔膜に見られる融解ピーク温度が145℃以上である結晶成分は、樹脂の融点以上で延伸、配向、ないし歪みを与える場合に特異的に生成する結晶であり、他の成形方法では生成しない。
このような高融点の結晶成分の解釈に関しては、推定の域を脱さないのだが、伸び切り鎖結晶のモデルによって説明できる。坂見ら《(高分子論文集34,653(1977)》は、高分子量ポリエチレン樹脂の単体シートの溶融状態からの配向結晶化の研究の中で、巨大分子鎖の分子間に生ずる絡み合いによって、強く緊張した分子鎖の一部に伸び切り鎖結晶が生成することを見出している。坂見らは、そのような環境下において生成したフィブリルに関し、高度に配向した伸び切り鎖結晶からなる芯状物と、その表面にエピタクシー成長した折り畳み鎖結晶からなるモデルを提案している。
融解ピーク温度が145℃以上である結晶成分の分率は、好ましくは0.1%以上、より好ましくは0.5%以上、そして最も好ましくは1%以上である。該分率が0.1%未満であると、熱収縮率が増加して微多孔膜の耐熱性が不充分となり好ましくない。
【0020】
本発明の微多孔膜は、121℃の熱水浸漬試験における2軸方向の熱収縮率が0〜10%であることが好ましく、より好ましくは0〜5%、そして最も好ましくは0〜3%である。上記の熱収縮率とは、微多孔膜を医用分離フィルターとして使用する際に要求される蒸気滅菌に対する耐久性の指標である。したがって、微多孔膜の縦横2軸方向の熱収縮率は、何れも0〜10%であることが好ましい。熱収縮率が10%を超えると、蒸気滅菌の際に、微多孔膜が寸法変化や透過性能の低下を来たすため好ましくない。一方、熱収縮率が0%未満となる場合は、微多孔膜が熱膨張することを意味するが、このようなケースは極めてまれである。
本発明の微多孔膜の多孔構造は、微多孔膜全体に渡って相互に連結した3次元網目状の骨格と、該骨格の隙間に形成された開口部とからなり、開口部は、骨格から分岐したミクロフィブリルによって橋架けされてスクリーンを形成している。
【0021】
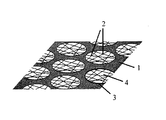
図1は、本発明の微多孔膜の表面の模式図、図2は、その断面の模式図である。図1及び図2において、本発明の微多孔膜は、ポリエチレンからなる3次元網目状の骨格1、骨格間を橋架けしているミクロフィブリル2、骨格1の相互の間隙に形成された空間である開口部3、及び開口部に形成されたスクリーン4からなっている。
【0022】
開口部3は、膜厚方向にスクリーン4を介して連通している。ミクロフィブリル2は、延伸により高度に配向した微細な構造体であり、紐状ないし繊維状等の形状を呈している。骨格1は、ミクロフィブリルが数本ないし数十本の単位で密着し結束したマクロフィブリルや、球晶から派生する粒子状物等からなる構造体である。スクリ−ン4は、ミクロフィブリルが開口部を橋架けすることにより、開口部に形成された網目状の薄い層である。
【0023】
本発明の微多孔膜の多孔構造の機能は、3次元網目状の骨格が微多孔膜の強度を担い、開口部は流体が透過する経路となり、そして開口部を橋架けする無数のミクロフィブリルからなるスクリーンが微粒子を捕捉することである。
本発明の微多孔膜に見られるミクロフィブリルの平均直径は、好ましくは0.01μm以上0.2μm未満であり、より好ましくは0.03〜0.17μm、そして最も好ましくは0.05〜0.15μmである。後述するように、ミクロフィブリルとは直径が0.2μm未満であるフィブリルを指し、その平均直径とは0.2μm未満のフィブリルの直径の平均値を指す。平均直径が0.01μm未満のミクロフィブリルは存在しない。ミクロフィブリルの平均直径が0.2μm以上となると、これはマクロフィブリルとして分類することができる。
【0024】
本発明の微多孔膜に見られる骨格の平均直径は、好ましくは0.2〜10μmであり、より好ましくは0.25〜5μm、そして最も好ましくは0.3〜3μmである。骨格の平均直径が0.2μm未満となると、これはミクロフィブリルとして分類することができる。一方、骨格の平均直径が10μmを越えると、微多孔膜の多孔構造や孔径が粗大となり過ぎるため、有用な膜材料となり得ず好ましくない。
【0025】
本発明の微多孔膜に見られる開口部の平均直径は、好ましくは0.1〜100μmであり、より好ましくは0.5〜50μm、そして最も好ましくは1〜20μmである。開口部の平均直径が0.1μm未満であると、透過性能が低下するため好ましくない。一方、開口部の平均直径が100μmを超えると、微多孔膜の多孔構造や孔径が粗大となり過ぎるため、有用な膜材料となり得ず好ましくない。
【0026】
開口部の平均直径は、本発明の微多孔膜の表面多孔構造に見られる3次元網目状の骨格により囲まれた開口の直径を円相当径として計測し、平均化した値である。開口部の平均直径は、後述する微多孔膜の製造条件により制御することができる。すなわち、ポリエチレン樹脂と可塑剤からなる組成物中に占めるポリエチレン樹脂の重量分率や延伸倍率等の条件により、0.1〜100μmの範囲に調節することができる。
【0027】
本発明の微多孔膜における断面構造の特徴としては、前記骨格が微多孔膜の膜厚方向に積層した形態を有する。電子顕微鏡による観察では、骨格に囲まれた開口部は、膜厚方向に扁平な楕円形状の空洞を形成し、あたかも隔壁によって閉塞されているように見える。しかし、開口部はミクロフィブリルによって橋架けされて形成されたスクリーンを形成しており、スクリーンは極めて連通性が高く、透過性能を阻害する隔壁とはなっていない。
【0028】
本発明の微多孔膜の断面構造の特徴として、骨格の膜厚1μmあたりの積層段数は、好ましくは0.05以上であり、より好ましくは0.1〜5、そして最も好ましくは0.15〜3である。積層段数が0.05未満であると、微多孔膜の強度を担う骨格が脆弱となり強度が低下しやすくなり好ましくない。一方、積層段数が多くなり過ぎると、気孔率が低下して透過性能が低下する傾向にあり、多くなり過ぎないほうが好ましい。
【0029】
本発明の微多孔膜は、ポリエチレン樹脂及び可塑剤を含む組成物を溶融混練して均一溶液とした後に冷却固化させて成形体とし、次に、可塑剤の実質的部分を除去して多孔質成形体とし、その後にポリエチレン樹脂の融点以上の温度において、少なくとも1軸方向に少なくとも1回の延伸を行うことにより製造する。
本発明において使用するポリエチレン樹脂は、一般に超高分子量ポリエチレンないし高分子量ポリエチレンと呼ばれるポリエチレン樹脂である。ポリエチレン樹脂の粘度平均分子量は100万を超えるものであり、好ましくは200万を超えるものであり、そして最も好ましくは300万を超えるものである。粘度平均分子量が100万以下であると、樹脂融点以上での延伸工程の際に、微多孔膜の多孔構造が孔閉塞により失われてしまう傾向がある。
【0030】
しかし、本発明の特徴を害さない範囲であれば、平均分子量100万以下のポリエチレン樹脂を、前記の超高分子量ポリエチレンと混合して使用することができる。このような平均分子量100万以下のポリエチレン樹脂とは、通常の押出、射出、インフレーション、及びブロー成形に使用するエチレン系重合体のことを指し、ホモ重合体及び/又は共重合体を単独で、又は混合して使用することができる。共重合体としては、プロピレン、1−ブテン、4−メチル−1−ペンテン、1−ヘキセン、又は1−オクテン等との共重合物があげられる。ポリエチレン樹脂の代表例としては、低密度ポリエチレン、線状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン等がある。
【0031】
本発明において使用する可塑剤は、ポリエチレン樹脂と混合した際に樹脂の結晶融点以上において均一溶液を形成し、かつ、該均一溶液を冷却した際に熱誘起型相分離を発現する不揮発性溶媒である。可塑剤の形態は、概ね常温20℃において、液体であっても固体であっても差し支えない。また、可塑剤は単独で使用しても、2種以上の可塑剤を混合して使用しても差し支えない。熱誘起型相分離とは、樹脂及び可塑剤を含む均一な一相溶液に温度刺激を与えることにより誘発される相分離のことをいう。熱誘起型相分離には、上記の一相溶液が樹脂リッチな固相と可塑剤リッチな液相とに相分離する形態と、樹脂が濃厚な液相と希薄な液相とに相分離した後に濃厚な液相が固化する形態とがある。前者を熱誘起型固液相分離、後者を熱誘起型液液相分離と呼ぶ。相分離の形態は、前者、後者、どちらでも差し支えない。
【0032】
熱誘起型固液相分離を発現する可塑剤としては、ステアリン酸エステル等の長鎖アルキルエステル類、ステアリルアルコール等の高級脂肪酸アルコール類、流動パラフィンやパラフィンワックス等の炭化水素系可塑剤等が挙げられ、中でも、流動パラフィンが好適である。
一方、熱誘起型液液相分離を発現する可塑剤としては、フタル酸ジ(2−エチルヘキシル)、フタル酸ジイソデシル、フタル酸ジブチル、フタル酸ジシクロヘキシル等のフタル酸エステル類、セバシン酸ジブチル等のセバシン酸エステル類、アジピン酸ジブチル等のアジピン酸エステル類、リン酸トリ(2−エチルヘキシル)等のリン酸エステル類、トリメリト酸トリ(2−エチルヘキシル)等のトリメリト酸エステル類、及びタローアミン類等があげられる。
【0033】
本発明において使用するポリエチレン樹脂と可塑剤の比率については、実行可能な混練温度において均一溶液を得ることができ、かつ、成形体を形成しうるのに充分な比率である必要がある。具体的には、ポリエチレン樹脂と可塑剤からなる組成物中に占めるポリエチレン樹脂の重量分率は、5〜50重量%であり、好ましくは7〜40重量%、より好ましくは10〜30重量%である。ポリエチレン樹脂の重量分率が5重量%未満であると、混練樹脂の粘性が低下し過ぎるために成形性が悪くなり望ましくない。一方、ポリエチレン樹脂の重量分率が50%を超えると、多孔構造の成形体を得難くなる傾向にあり、透過性能に劣るものとなり望ましくない。
【0034】
本発明において、シート状の成形体を得る方法は、ポリエチレン樹脂と可塑剤の均一溶液をTダイ等を介してシート状に押し出すか、圧縮成形機を使用してシート状に圧縮成形し、その後、熱伝導体に接触させて、樹脂の結晶化温度より充分に低い温度まで冷却することにより製造する。熱伝導体としては、金属、水、空気、あるいは可塑剤自身が使用できるが、特に、金属製のロールに接触させて冷却する方法が最も熱伝導の効率が高く好ましい。また、金属製のロールに接触させる際に、ロール間で挟み込む等してカレンダー成形又は熱間圧延を施すと、更に熱伝導の効率が高まり、相分離により生成する球晶の大きさを相対的に小さく制御することができるため好ましい。
【0035】
この際のロール温度は、好ましくは20〜130℃、より好ましくは20〜100℃、最も好ましくは20〜60℃である。ロール温度が20℃未満であることは生産上において実用的ではない。ロール温度が130℃を越えると、平坦な表面を持つシートに成形し難くなり好ましくない。
本発明において、中空糸状の成形体を得る方法は、例えば、ポリエチレン樹脂と可塑剤の均一溶液を中空紡口等を介して中空状又は筒状に押し出し、押し出し物を冷媒浴中に引き込んだり、及び/又は該押し出し物の中空形態の内側に冷媒を通す等して冷却固化させる。
【0036】
本発明において、成形体から可塑剤を抽出する第一の方法は、抽出溶剤が入った容器中に所定の大きさに切り取った成形体を浸漬し充分に洗浄した後に、付着した溶剤を風乾させるかまたは熱風によって乾燥させることにより多孔質成形体を得る。この際、浸漬の操作や洗浄の操作を多数回繰り返して行うと多孔質成形体中に残留する可塑剤が減少するので好ましい。また、浸漬、洗浄、乾燥の一連の操作中に成形体の収縮を抑えるために、その端部を拘束することが好ましい。
【0037】
可塑剤を抽出する第二の方法は、抽出溶剤で満たされた槽の中に連続的に成形体を送り込み、可塑剤を除去するのに充分な時間をかけて槽中に浸漬し、しかる後に付着した溶剤を乾燥させることにより多孔質成形体を得る。この際、槽内部を多段分割することにより濃度差がついた各槽に順次、成形体を送り込む多段法や、成形体の走行方向に対し逆方向から抽出溶剤を供給して濃度勾配をつけるための向流法のような公知の手段を適用すると、抽出効率が高められ好ましい。第一、第二の方法においては、何れも可塑剤を成形体から実質的に除去することが重要である。また、抽出溶剤の温度を、溶剤の沸点未満の範囲内で加温すると、可塑剤と溶剤との拡散を促進することができるので抽出効率を高められ更に好ましい。
【0038】
本発明において使用する抽出溶剤は、ポリエチレン樹脂に対して貧溶媒であり、可塑剤に対して良溶媒であり、かつ、沸点が微多孔膜の融点より低いことが好ましい。このような抽出溶剤としては、例えば、n−ヘキサンやシクロヘキサン等の炭化水素類、塩化メチレンや1,1,1−トリクロロエタン等のハロゲン化炭化水素類、エタノールやイソプロパノール等のアルコール類、ジエチルエーテルやテトラヒドロフラン等のエーテル類、アセトンや2−ブタノン等のケトン類が挙げられる。さらに、環境適応性、安全性、衛生性を考慮すると、前記溶剤の中でもアルコール類及びケトン類が好適である。
【0039】
本発明において、可塑剤の実質的部分を除去する工程の後に、少なくとも1軸方向に、少なくとも1回の延伸を施すことが必須である。少なくとも1軸方向の延伸とは、縦方向1軸延伸、横方向1軸延伸、同時2軸延伸、又は逐次2軸延伸をさすものであり、中でも、同時2軸延伸又は逐次2軸延伸がより好ましい。少なくとも1回とは、1段延伸、多段延伸、多数回延伸のことをいう。
延伸温度は、縦方向/横方向ともに、該ポリエチレン樹脂の融点Tm℃に対し、Tm〜(Tm+30)℃の温度範囲であり、好ましくはTm〜(Tm+25)℃であり、最も好ましくは(Tm+5)〜(Tm+20)℃である。延伸温度がTm℃未満であると、熱収縮率が増大し、微多孔膜に耐熱性を付与できない。延伸温度が(Tm+30)℃を越えると、樹脂の溶融粘性の低下により孔閉塞が起こり、微多孔膜の多孔構造が失われてしまう。
【0040】
相分離法により得られた多孔質成形体を延伸する際にかかる延伸応力は、通常、延伸倍率1.5倍近傍に応力の降伏点が存在し、それ以下の延伸倍率では球晶の伸長変形が生じず、3次元網目状の骨格が形成されない。延伸倍率2〜4倍の範囲では、球晶の伸長変形に伴い、3次元骨格並びに開口部が形成される。
この際の延伸応力が大きい場合には、極めて複数のミクロフィブリルが骨格より解離して開口部に微細なスクリーンが形成され、一方、延伸応力が小さい場合には、上記と比して少数のミクロフィブリルが骨格より解離するに留まり、開口部にはやや粗いスクリーンが形成される。前者の場合には小孔径となり、後者の場合には大孔径となる傾向がある。
【0041】
したがって、延伸倍率は、縦方向/横方向ともに、1軸方向の倍率で2〜4倍であることが好ましく、より好ましくは2.5〜4倍、最も好ましくは3〜4倍である。延伸倍率が2倍未満であると、3次元網目状の骨格及び開口部が形成されず気孔率が低くなり、それゆえ透過性能が低く好ましくない。延伸倍率が4倍を越えると、延伸応力の増大に伴う膜厚方向への厚密化が起こって気孔率が低下し、それゆえ透過性能が低くなり好ましくない。
【0042】
本発明の微多孔膜を製造する工程で、さらに加熱処理を施しても良い。加熱処理の順序としては、ポリエチレン樹脂と可塑剤を溶融混練する前、成形体から可塑剤を除去する前、多孔質成形体を延伸する前、及び/又は延伸した後に施すことができる。
【0043】
第一に、ポリエチレン樹脂と可塑剤を溶融混練する前に加熱処理を施すと、樹脂粉体と可塑剤との膨潤を促進することができるため、その後の溶融混練の際の均一分散性が向上し好ましい。加熱処理の温度は、好ましくはTm〜(Tm+20)℃であり、より好ましくは(Tm+5)〜(Tm+15)℃である。
第二に、成形体から可塑剤を除去する前に加熱処理を施すと、可塑剤を除去した際の微多孔膜の寸法安定性の向上を期待できるため好ましい。加熱処理の温度は、好ましくは(Tm−55)〜Tm℃であり、より好ましくは(Tm−35)〜(Tm−5)℃である。
【0044】
第三に、多孔質成形体を延伸する前に加熱処理を施すと、微多孔膜の強度が向上する傾向があり好ましい。加熱処理の温度は、好ましくは(Tm−55)〜(Tm+30)℃であり、より好ましくは(Tm−35)〜(Tm+20)℃である。
第四に、多孔質成形体を延伸した後に加熱処理を施すと、耐熱性の向上を期待できるため好ましい。加熱処理の温度は、好ましくはTm〜(Tm+30)℃であり、より好ましくは(Tm+5)〜(Tm+20)℃である。
【0045】
本発明の微多孔膜を製造する工程において、親水処理を施すことが好ましい。親水処理とは、本来、疎水性であるポリエチレン製の微多孔膜に親水性を付与する処理を指し、これにより、血漿製剤、バイオ医薬品、上下水道水、及び半導体製品の処理水などのような水系のろ過対象液をろ過することが可能となる。親水処理の順序は、特に限定は無い。親水処理の方法としては、グラフト処理、コーティング処理、又は酸化処理の何れかを施すことが好ましい。
【0046】
グラフト処理とは、微多孔膜への放射線の照射によりポリエチレン分子中に生成したラジカルに、親水性官能基を有するモノマーを反応させる処理のことである。
コーティング処理とは、自己親水性を有する薬剤やポリマーを微多孔膜にコートすることにより、ポリエチレンのマトリクスの表層に親水性を有するコート層を形成させる処理のことである。
【0047】
酸化処理とは、例えばオゾンや酸などの酸化剤を使用したり、紫外線やプラズマ等を使用して、微多孔膜を構成するポリエチレン分子に直接的に酸素含有官能基を導入する処理のことである。
本発明において使用する組成物には、さらに目的に応じて、酸化防止剤、結晶核剤、帯電防止剤、難燃剤、滑剤、紫外線吸収剤等の添加剤を混合しても差し支えない。
【0048】
【発明の実施の形態】
以下、実施例により本発明を具体的に説明する。
本発明に用いる試験方法は次の通りである。
(1)膜厚
ダイヤルゲージ(尾崎製作所製ピーコックNO.25)を使用して測定する。
(2)気孔率
微多孔膜の体積V(cm3)と質量W(g)を測定し、次式を用いて気孔率ε(%)を計算する。式中、ρは樹脂の密度(g/cm3)である。
ε=100×(1−W/(ρ×V))
【0049】
(3)マトリクス突き刺し強度
カトーテック社製圧縮試験機KES−G5を用いて、針先端の曲率半径0.5mm、突き刺し速度2mm/秒、測定温度23±2℃の試験条件で突き刺し試験を行い、破壊点における最大荷重E(N)を観測する。最大荷重E、気孔率ε(%)、及び膜厚t(μm)より、次式の通りに規格化してマトリクス突き刺し強度S(N)とする。
S=100×E/(t×(100−ε))
(4)透水量
差圧9.8×104Pa、温度25℃における純水の透過量r(m3)を測定し、試料面積Y(m2)、差圧P(Pa)、及び測定時間τ(秒)より、次式の通りに計算して透水量R(m3/秒・m2・Pa )とする。
R=r/(τ×Y×P)
【0050】
(5)平均孔径
ハーフドライ法に準拠し、湿潤液体として表面張力γが9〜24mN/mのフロンないしアルコールを使用して、乾燥曲線及び湿潤曲線について、印可圧力及び空気透過量の測定を行い、得られた乾燥曲線の1/2の曲線と湿潤曲線とが交わる圧力PHD(Pa)から、次式により平均孔径dHD(μm)を求める。
dHD=2860×γ/PHD
(6)孔径分布
バブルポイント法に準拠し、湿潤液体として表面張力γが9〜24mN/mのフロンないしアルコールを使用して、湿潤曲線について、印可圧力及び空気透過量の測定を昇圧モードで行い、得られた湿潤曲線における最初のバブルが発生した圧力PBP(Pa)から、次式により最大孔径dBP(μm)を求める。最大孔径と平均孔径の比(dBP/dHD)から、孔径分布を求める。
dBP=2860×γ/PBP
【0051】
(7)熱水浸漬試験、並びに熱収縮率
縦横約10cm角に切り取った試料の寸法を測定した後、水中に浸漬し、高圧蒸気滅菌装置を使用して熱水浸漬試験を行う。試験条件としては、試験温度を121+2℃、試験時間を30分とする。試験終了後、試料を水中より引き上げて十分に乾燥した後、再び試料の寸法を測定する。
試験前の縦横の試料寸法をL0 MD及びL0 TDとし、試験後の縦横の試料寸法をL1 MD及びL1 TDとすると、縦横の熱収縮率CMD及びCTD(%)は次式のように定義する。
CMD=100×(L0 MD−L1 MD)/L0 MD
CTD=100×(L0 TD−L1 TD)/L0 TD
【0052】
(8)結晶成分の分率
パーキンエルマー社製熱分析装置(DSC−Pyris1)を用い、試料重量5〜10mg、昇温速度10℃/分、及び20〜300℃の範囲より任意に走査温度を選択して、1サイクル目の昇温課程における吸熱ピーク温度を観測し、融解ピーク温度(℃)とする。融解ピークが複数存在する場合は、各ピークを分離操作後に、個々の融解ピーク温度Tm i(℃)(i=1、2、…)を求める。
次に、融解ピーク温度が145℃以上である結晶成分の分率ω(%)は、積分して求めた個々の融解ピークの吸熱量Qm i(i=1、2、…)の総和に占める融解ピーク温度が145℃以上であるピークの吸熱量Qm h(h=1、2、…)の割合として、次式のようにして求める。
ω=Σ(Qm h)/Σ(Qm i)×100
また、融解ピーク温度が151℃以上である結晶成分の分率は、上記の方法と同様にして、個々の融解ピークの吸熱量の総和に占める融解ピーク温度が151℃以上であるピークの吸熱量の割合として求める。
【0053】
(9)融点
原料樹脂を150〜200℃で圧縮成形し、厚み100μm程度のシートを作成し、これを試料とする。前記熱分析装置を用い、試料重量5〜10mg、冷却速度並びに昇温速度10℃/分、及び20〜300℃の範囲より任意に走査温度を選択して、昇温、冷却、昇温、冷却の順序でサイクル測定を行う。2サイクル目以降の昇温課程における吸熱ピーク温度を観測し、これを融点(℃)と定義する。
【0054】
(10)画像処理による多孔構造解析
走査型電子顕微鏡による構造観察にて撮影した倍率が1000〜10000倍の写真をイメージスキャナーで読み取り、写真の単位面積あたりの情報量が2.6kB/cm2のイメージ像を取得する。精密な多孔構造解析を行うためには、単位面積あたりの情報量を1〜10kB/cm2とする。次に、イメージ像を、旭化成(株)製画像処理システムIP−1000PC型を用い、写真の単位面積あたりの解像度867画素/cm2にて手動2値化を行い、2値化画像を取得して多孔構造の解析を行う。精密な多孔構造解析を行うためには、単位面積あたりの解像度を500〜2000画素/cm2とする。手動2値化の際には、イメージ像における2ピークからなる濃淡分布の谷間にしきい値を設け、濃色ピーク(空孔部)と淡色ピーク(フィブリル部)を分離して2値化画像を得る。
【0055】
(11)ミクロフィブリル及び骨格の平均直径
前記画像処理システムを用い、微多孔膜の表面像写真より得られた前記2値化画像におけるフィブリル群の個々の直径を壁間距離法により測定し、直径0.2μm未満のフィブリル群の平均直径をミクロフィブリルの平均直径(μm)とし、直径0.2μm以上のフィブリル群の平均直径を骨格の平均直径(μm)とする。
【0056】
(12)開口部の平均直径
微多孔膜の表面像写真を用い、平均直径0.2μm未満のミクロフィブリルを消去して、前記画像処理システムにより2値化画像を取得し、画像解析を行う。個々の開口部面積Zi(μm2)、開口部数n(個)を演算処理にて計数する。円周率をπとし、次式より円相当径Di(μm)を算出する。円相当径Diを平均化したものを開口部の平均直径D(μm)と定義する。
Di=√(4× Zi /π)
D=(ΣDi)/n
(13)積層段数
微多孔膜の断面像写真を用いて、膜厚方向への開口部の積層個数n(個)及び膜厚t(μm)を測定する。積層個数は、微多孔膜の平面に対し法線方向に引いた線上を横切る骨格の個数を計数し、この操作を少なくとも10回繰り返すことにより平均値として求める。断面構造において、開口部と骨格は交互に積層した構造形態となっているため、次式により求まるψを積層段数として定義する。
ψ=n/t
【0057】
【実施例1】
原料樹脂として超高分子量ポリエチレン(粘度平均分子量600万、密度0.930)を使用した。DSC熱分析装置を用いて、原料ポリエチレンの融点を測定したところ135℃であった。
超高分子量ポリエチレン15重量%、流動パラフィン(37.8℃における動粘度75.9cSt)85重量%、及びポリエチレンに対して0.3重量%の2,6−ジ−t−ブチル−p−クレゾールを混合し組成物を調製した。該組成物を150℃の熱風循環式オーブン中で30分間加熱し、可塑剤を樹脂に膨潤させた。
【0058】
次いで、ラボプラストミルを使用し、混練温度200℃、スクリュー回転数50rpmで20分間の溶融混練を行い混練物を得た。得られた混練物を200℃に加熱した圧縮成形機を使用してシート状にプレスし、続いて水冷した圧縮成形機を使用して冷却固化させ、厚さ800μmのシート状の成形体を得た。
成形体を2−ブタノン中に浸漬して流動パラフィンを抽出除去した後、付着した2−ブタノンを乾燥除去し、多孔質成形体を得た。
【0059】
さらに試験2軸延伸機を用い、延伸温度145℃かつ延伸速度10%/秒で、2×2倍の同時2軸延伸を行い微多孔膜を得た。
得られた微多孔膜の構造解析、並びに性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は0.7%と寸法変化が少なかった。
【0060】
【実施例2】
延伸倍率を3×3倍としたこと以外は、実施例1に記載の方法と同様にして微多孔膜を得た。
得られた微多孔膜の構造解析及び性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は2.6%と寸法変化が少なかった。
【0061】
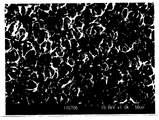
図3及び4に、得られた微多孔膜の走査型電子顕微鏡写真を示す。この微多孔膜は、3次元網目状の骨格から構成され、その開口部には、微細に分散した多数のミクロフィブリルによってスクリーンが形成されていた。
【0062】
【実施例3】
延伸倍率を4×4倍としたこと以外は、実施例1に記載の方法と同様にして微多孔膜を得た。
得られた微多孔膜の構造解析及び性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は2.0%と寸法変化が少なかった。
【0063】
【実施例4】
延伸温度を140℃としたこと以外は、実施例1に記載の方法と同様にして微多孔膜を得た。
得られた微多孔膜の構造解析及び性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は1.2%と寸法変化が少なかった。
【0064】
【実施例5】
延伸温度を150℃としたこと以外は、実施例2に記載の方法と同様にして微多孔膜を得た。
得られた微多孔膜の構造解析及び性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は2.1%と寸法変化が少なかった。
【0065】
【比較例1】
延伸温度を130℃としたこと以外は、実施例3に記載の方法と同様にして微多孔膜を得た。
得られた微多孔膜の構造解析及び性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は19.4%にも及び、寸法変化が大きく耐熱性が不充分であった。
【0066】
【実施例6】
実施例2で得られた微多孔膜に親水処理を施した。親水化剤として、ヒドロキシプロピルアクリレート8重量%、及びポリエチレングリコールジアクリレート1重量%を溶解したイソプロパノール溶液を調製した。この溶液に微多孔膜を5分間浸漬した後に引き上げ、微多孔膜の表面に付着している余分な溶液を十分に拭って除去した。
【0067】
続いて、コバルト60線源を使用し、吸収線量100kGyの条件下でγ線を照射してグラフト処理を施した後、エタノールを使用して十分に洗浄し、親水処理された微多孔膜を得た。ここで、グラフト処理によるグラフトポリマーの重量増加分を測定したところ、ポリエチレン100重量部に対して21重量部であった。
親水処理を施す前の微多孔膜と上述の方法で親水処理を施した後の微多孔膜に関し、100ppmウシ免疫グロブリン溶液を使用して蛋白質吸着試験を行った。
【0068】
親水処理を施す前の微多孔膜の場合、微多孔膜1gあたりの吸着量は50mgであり、蛋白質の吸着が認められた。一方、親水処理を施した微多孔膜の場合、微多孔膜1gあたりの吸着量は0mgであり、蛋白質の吸着が全く認められず、医用分離フィルターとしての使用に好適であった。
【0069】
【表1】
 【0070】
【0070】
【発明の効果】
本発明の微多孔膜は、強度及び透過性が良好であり、かつ高い耐熱性を有するため、医用分離フィルターとして有用である。
【図面の簡単な説明】
【図1】本発明の微多孔膜の表面構造を表す模式図。
【図2】本発明の微多孔膜の断面構造を表す模式図。
【図3】本発明の実施例2において得られた微多孔膜の表面構造を示す走査型電子顕微鏡写真(撮影倍率1000倍)。
【図4】本発明の実施例2において得られた微多孔膜の断面構造を示す走査型電子顕微鏡写真(撮影倍率1000倍)。
【発明の属する技術分野】
本発明は、微多孔膜に関する。特に、血漿製剤やバイオ医薬品等からウィルスや細菌等の病原体を除去する医用分離フィルター、半導体製品を製造するのに使用されるフォトレジスト等のろ過に使用する電子産業用フィルター、油水分離フィルターや液ガス分離フィルター等の産業プロセス用フィルター、リチウムイオン電池等の非水電解液系電池用セパレーター、ニッケル水素電池等のアルカリ電解液系電池用セパレーターの前駆体、ポリマー電池用の固体電解質支持体、固体高分子型燃料電池や直接メタノール型燃料電池等の電解質膜支持体、感熱孔版印刷用途等の広範囲な用途に利用できる微多孔膜に関する。
【0002】
【従来の技術】
血漿製剤やバイオ医薬品等の製剤を人体に投与する際に、製剤中に含まれるかもしれない細菌やウィルス等の病原体に対する危機感がクローズアップされている。このような病原体を物理的に除去する技術として、分離膜による膜ろ過法が有用な手段として脚光を浴びつつある。このような用途に使用される微多孔膜は、一般に医用分離フィルターと呼ばれる。
【0003】
ウィルスの種類としては、直径0.02〜0.03μmのパルボウィルス、ポリオウィルス、EMCウィルス、A型肝炎ウィルス等のように極めて小さなサイズのものから、直径0.04〜0.07μmのB型肝炎ウィルス、SV40ウィルス、BVDウィルス、シンドビスウィルス等のように中程度のサイズのもの、そして、直径0.08〜0.10μmのHIVウィルス等のように大きなサイズのものがある。
【0004】
このようなウィルス群を、そのサイズにあわせて膜ろ過法によって物理的に除去するためには、サイズが小さい場合で平均孔径0.01μm、大きい場合でも平均孔径0.1μm程度の小孔径の微多孔膜を使うことになる。しかし、このような小孔径の微多孔膜を、直接、血漿製剤等に適用すると、製剤中に多量に含まれる比較的サイズの大きい不要成分により目詰まりが発生し、効率的なろ過が行えない。したがって、上述の平均孔径0.01〜0.1μm程度の微多孔膜に加えて、それより孔径が大きな微多孔膜もまた有用である。
【0005】
微多孔膜を医用分離フィルターとして使用する際には、フィルターを構成する材料に付着している病原体を何らかの方法によって滅菌処理することが不可欠である。滅菌処理方法には、薬剤滅菌法、γ線滅菌法、電子線滅菌法、及び高圧蒸気滅菌法がある。薬剤滅菌法は薬剤を使用するため、人体に有害な薬剤がフィルターに残留する可能性があり、適用範囲が限定される。γ線滅菌法や電子線滅菌法は、病原体の死骸がフィルターに残留するため、敬遠される場合がある。したがって、広く利用されている滅菌方法は、上述の問題点が無い高圧蒸気滅菌法である。高圧蒸気滅菌をフィルターに施すためには、微多孔膜に耐熱性が要求されることになる。
【0006】
また、製剤の成分である蛋白質は疎水性吸着を生じ、分離膜の微孔に目詰まりして処理量が低下したり、製剤の成分が変質するトラブルが起きる。したがって、このような蛋白質吸着を防ぐために、医用分離フィルターには親水性材料等の蛋白質非吸着性物質が被覆されている必要がある。このような要求から、医用分離フィルターの素材としては、多くの場合、親水性を付与しうる素材であることが好ましい。このような観点から、耐熱性さえ付与することができれば、ポリエチレン樹脂は医用分離フィルターとして有用な材料である。
【0007】
ポリエチレン製の微多孔膜に関する従来技術として、特開昭57−66114号公報及び特開平5−49878号公報には、ラメラ延伸開孔法による1軸延伸で製造された中空糸状の微多孔膜が開示されている。この公報において得られた微多孔膜は、1軸延伸方向に配列したミクロフィブリルの配列方向とは直角方向に連結した、結節部ないしスタックドラメラからなる短冊状構造を有する。この公報において得られた微多孔膜を、例えば医用分離フィルターとして使用するために、高圧蒸気滅菌のような過酷な加熱処理に曝すと、特に1軸延伸方向に大きな寸法収縮を生じてしまい、耐熱性に問題があった。
【0008】
特開平6−325747号公報には、ミクロフィブリルよりなる葉脈状開孔構造を有する非水電解液電池用セパレーターが開示されている。この公報における微多孔膜は、超高分子量ポリエチレンからなり、可塑剤を使用する相分離法により、希薄な溶液から調製されたシート状の成形体から可塑剤を除去した後に2軸延伸して得られる。しかし、この公報における微多孔膜は、ポリエチレン樹脂の融点未満の温度で2軸延伸して得られるため、後述する高融点結晶が生成せず、2軸延伸方向への大きな寸法収縮を生じてしまい、耐熱性に問題があった。
【0009】
特開昭52−114671号公報には、可塑剤を使用せずに成形した超高分子量ポリエチレンからなる単一シートを加熱融解状態に保って伸長することにより、多孔質材料を製造する方法が開示されている。この公報において得られた微多孔膜は、高融点結晶を含有し、高い耐熱性を有すると推測する。しかし、多孔構造の形成機構が、数十〜数百μmもの大きさの原料粉体に依存するため、均一な多孔構造を得られないという問題があった。
【0010】
【発明が解決しようとする課題】
本発明は、強度及び透過性が良好であり、かつ高い耐熱性に特徴づけられるポリエチレン樹脂からなる微多孔膜を提供することを目的とする。
【0011】
【課題を解決するための手段】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、従来に無い高い耐熱性を有する微多孔膜を得ることに成功し、本発明をなすに至った。
すなわち、本発明の第一は、粘度平均分子量が100万を超えるポリエチレン樹脂からなり、融解ピーク温度が145℃以上である結晶成分を少なくとも1種含み、気孔率が20〜95%であり、平均孔径が0.01〜10μmである微多孔膜に関する。
【0012】
好ましくは、微多孔膜全体に渡って相互に連結した3次元網目状の骨格と、該骨格の隙間に形成された開口部とからなり、開口部は骨格から分岐した平均直径0.01μm以上0.2μm未満のミクロフィブリルによって橋架けされてスクリーンを形成していることを特徴とする多孔構造を有する微多孔膜に関する。そして、より好ましくは、前記骨格が微多孔膜の膜厚方向に積層した断面構造を有し、膜厚1μmあたりの積層段数が0.05以上であり、更に好ましくは、融解ピーク温度が151℃以上である結晶成分を少なくとも1種含み、最も好ましくは、121℃の熱水浸漬試験における2軸方向の熱収縮率が0〜10%である。
【0013】
本発明の第二は、前記の微多孔膜を用いる医用分離フィルターである。
本発明の第三は、(a)ポリエチレン樹脂5〜50重量%及び可塑剤50〜95重量%を含む組成物を溶融混練して均一分散させた後に冷却固化させて成形体とする工程、(b)上記工程(a)の後に該可塑剤の実質的部分を除去する工程、(c)上記工程(b)の後に、該ポリエチレン樹脂の融点Tm℃に対し、Tm〜(Tm+30)℃の温度で、少なくとも1軸方向に少なくとも1回の延伸を行う工程、を含む微多孔膜の製造方法に関する。そして好ましくは、前記延伸倍率が24倍であり、最も好ましくは、グラフト処理、コーティング処理及び酸化処理の群から選んだ親水処理を含む微多孔膜の製造方法である。
【0014】
本発明の微多孔膜は、シート状、フィルム状、又は中空糸状の形態であることが好ましく、中でも、シート状又はフィルム状がより好ましい。
本発明の微多孔膜の膜厚は、好ましくは5μm〜1mm、より好ましくは10μm〜500μm、最も好ましくは20μm〜100μmである。膜厚が5μm未満であると、微多孔膜の強度が不十分となり、1mmを越えると透過性能が低下する傾向があり好ましくない。
【0015】
本発明の微多孔膜の気孔率は20〜95%であり、好ましくは30〜90%、最も好ましくは40〜80%である。気孔率が20%未満であると透過性能が不十分となり、95%を越えると微多孔膜の強度が不十分となる。
本発明の微多孔膜の平均孔径は0.01〜10μmであり、好ましくは0.05〜5μm、最も好ましくは0.1〜2μmである。平均孔径が0.01μm未満である場合、透過性能が低下するため望ましくない。一方、平均孔径が10μmを越えるような微多孔膜は産業上有用でない。
【0016】
本発明の微多孔膜の孔径分布は、好ましくは1〜4であり、より好ましくは1〜3、最も好ましくは1〜2である。孔径分布とは、最大孔径と平均孔径との比で定義する孔径均一性の指標である。孔径分布が1未満となることは理論上あり得ない。孔径分布が4を超えると、ろ過の際に微粒子を除去する性能が損なわれ好ましくない。
本発明の微多孔膜の透水量は、好ましくは0.1×10−9m3/秒・m2・Pa以上、より好ましくは0.3×10−9m3/秒・m2・Pa 以上、最も好ましくは0.5×10−9m3/秒・m2・Pa 以上である。透水量は前記平均孔径に左右されるため、透水量のみで一概に優劣を評価するわけにはいかないが、透水量が0.1×10−9m3/秒・m2・Pa未満であると、ろ過処理量の低下を来す原因となり好ましくない。
【0017】
本発明の微多孔膜のマトリクス突き刺し強度は、好ましくは0.05N以上であり、より好ましくは0.07N以上、最も好ましくは0.10N以上である。突き刺し試験における最大荷重として求められる突き刺し強度は、本質的に、微多孔膜の膜厚と気孔率に左右される値であり、本発明のような高い気孔率を有する微多孔膜の強度の指標としては不適切である。したがって、本発明における微多孔膜の真の強度を評価する指標としてのマトリクス突き刺し強度とは、突き刺し試験における最大荷重を前記膜厚及び気孔率によってポリマーマトリクスの厚み1μmあたりの強度として規格化したものである。マトリクス突き刺し強度が0.05N未満であると、微多孔膜の力学的耐久性が不足するため、例えば、ろ過圧力に耐えられず膜が破断する可能性があり好ましくない。
【0018】
本発明の微多孔膜は、高融点の結晶成分を含むことが特徴であり、これにより、微多孔膜に高い耐熱性をもたらすと考えられる。高融点の結晶とは145℃以上に融解ピークを有する結晶成分であり、本発明者の鋭意研究の結果、中でも最も典型的な温度帯域は152〜153℃付近に見られることが判明した。熱履歴や配向性の違いにより若干の差異は有るものの、ポリエチレン樹脂のホモ重合体における一般的な結晶成分の融解ピークは135℃前後であり、本発明の微多孔膜に見られる結晶成分の融解温度の高さ、すなわち熱的安定性は異常な現象と言える。
【0019】
本発明の微多孔膜に見られる融解ピーク温度が145℃以上である結晶成分は、樹脂の融点以上で延伸、配向、ないし歪みを与える場合に特異的に生成する結晶であり、他の成形方法では生成しない。
このような高融点の結晶成分の解釈に関しては、推定の域を脱さないのだが、伸び切り鎖結晶のモデルによって説明できる。坂見ら《(高分子論文集34,653(1977)》は、高分子量ポリエチレン樹脂の単体シートの溶融状態からの配向結晶化の研究の中で、巨大分子鎖の分子間に生ずる絡み合いによって、強く緊張した分子鎖の一部に伸び切り鎖結晶が生成することを見出している。坂見らは、そのような環境下において生成したフィブリルに関し、高度に配向した伸び切り鎖結晶からなる芯状物と、その表面にエピタクシー成長した折り畳み鎖結晶からなるモデルを提案している。
融解ピーク温度が145℃以上である結晶成分の分率は、好ましくは0.1%以上、より好ましくは0.5%以上、そして最も好ましくは1%以上である。該分率が0.1%未満であると、熱収縮率が増加して微多孔膜の耐熱性が不充分となり好ましくない。
【0020】
本発明の微多孔膜は、121℃の熱水浸漬試験における2軸方向の熱収縮率が0〜10%であることが好ましく、より好ましくは0〜5%、そして最も好ましくは0〜3%である。上記の熱収縮率とは、微多孔膜を医用分離フィルターとして使用する際に要求される蒸気滅菌に対する耐久性の指標である。したがって、微多孔膜の縦横2軸方向の熱収縮率は、何れも0〜10%であることが好ましい。熱収縮率が10%を超えると、蒸気滅菌の際に、微多孔膜が寸法変化や透過性能の低下を来たすため好ましくない。一方、熱収縮率が0%未満となる場合は、微多孔膜が熱膨張することを意味するが、このようなケースは極めてまれである。
本発明の微多孔膜の多孔構造は、微多孔膜全体に渡って相互に連結した3次元網目状の骨格と、該骨格の隙間に形成された開口部とからなり、開口部は、骨格から分岐したミクロフィブリルによって橋架けされてスクリーンを形成している。
【0021】
図1は、本発明の微多孔膜の表面の模式図、図2は、その断面の模式図である。図1及び図2において、本発明の微多孔膜は、ポリエチレンからなる3次元網目状の骨格1、骨格間を橋架けしているミクロフィブリル2、骨格1の相互の間隙に形成された空間である開口部3、及び開口部に形成されたスクリーン4からなっている。
【0022】
開口部3は、膜厚方向にスクリーン4を介して連通している。ミクロフィブリル2は、延伸により高度に配向した微細な構造体であり、紐状ないし繊維状等の形状を呈している。骨格1は、ミクロフィブリルが数本ないし数十本の単位で密着し結束したマクロフィブリルや、球晶から派生する粒子状物等からなる構造体である。スクリ−ン4は、ミクロフィブリルが開口部を橋架けすることにより、開口部に形成された網目状の薄い層である。
【0023】
本発明の微多孔膜の多孔構造の機能は、3次元網目状の骨格が微多孔膜の強度を担い、開口部は流体が透過する経路となり、そして開口部を橋架けする無数のミクロフィブリルからなるスクリーンが微粒子を捕捉することである。
本発明の微多孔膜に見られるミクロフィブリルの平均直径は、好ましくは0.01μm以上0.2μm未満であり、より好ましくは0.03〜0.17μm、そして最も好ましくは0.05〜0.15μmである。後述するように、ミクロフィブリルとは直径が0.2μm未満であるフィブリルを指し、その平均直径とは0.2μm未満のフィブリルの直径の平均値を指す。平均直径が0.01μm未満のミクロフィブリルは存在しない。ミクロフィブリルの平均直径が0.2μm以上となると、これはマクロフィブリルとして分類することができる。
【0024】
本発明の微多孔膜に見られる骨格の平均直径は、好ましくは0.2〜10μmであり、より好ましくは0.25〜5μm、そして最も好ましくは0.3〜3μmである。骨格の平均直径が0.2μm未満となると、これはミクロフィブリルとして分類することができる。一方、骨格の平均直径が10μmを越えると、微多孔膜の多孔構造や孔径が粗大となり過ぎるため、有用な膜材料となり得ず好ましくない。
【0025】
本発明の微多孔膜に見られる開口部の平均直径は、好ましくは0.1〜100μmであり、より好ましくは0.5〜50μm、そして最も好ましくは1〜20μmである。開口部の平均直径が0.1μm未満であると、透過性能が低下するため好ましくない。一方、開口部の平均直径が100μmを超えると、微多孔膜の多孔構造や孔径が粗大となり過ぎるため、有用な膜材料となり得ず好ましくない。
【0026】
開口部の平均直径は、本発明の微多孔膜の表面多孔構造に見られる3次元網目状の骨格により囲まれた開口の直径を円相当径として計測し、平均化した値である。開口部の平均直径は、後述する微多孔膜の製造条件により制御することができる。すなわち、ポリエチレン樹脂と可塑剤からなる組成物中に占めるポリエチレン樹脂の重量分率や延伸倍率等の条件により、0.1〜100μmの範囲に調節することができる。
【0027】
本発明の微多孔膜における断面構造の特徴としては、前記骨格が微多孔膜の膜厚方向に積層した形態を有する。電子顕微鏡による観察では、骨格に囲まれた開口部は、膜厚方向に扁平な楕円形状の空洞を形成し、あたかも隔壁によって閉塞されているように見える。しかし、開口部はミクロフィブリルによって橋架けされて形成されたスクリーンを形成しており、スクリーンは極めて連通性が高く、透過性能を阻害する隔壁とはなっていない。
【0028】
本発明の微多孔膜の断面構造の特徴として、骨格の膜厚1μmあたりの積層段数は、好ましくは0.05以上であり、より好ましくは0.1〜5、そして最も好ましくは0.15〜3である。積層段数が0.05未満であると、微多孔膜の強度を担う骨格が脆弱となり強度が低下しやすくなり好ましくない。一方、積層段数が多くなり過ぎると、気孔率が低下して透過性能が低下する傾向にあり、多くなり過ぎないほうが好ましい。
【0029】
本発明の微多孔膜は、ポリエチレン樹脂及び可塑剤を含む組成物を溶融混練して均一溶液とした後に冷却固化させて成形体とし、次に、可塑剤の実質的部分を除去して多孔質成形体とし、その後にポリエチレン樹脂の融点以上の温度において、少なくとも1軸方向に少なくとも1回の延伸を行うことにより製造する。
本発明において使用するポリエチレン樹脂は、一般に超高分子量ポリエチレンないし高分子量ポリエチレンと呼ばれるポリエチレン樹脂である。ポリエチレン樹脂の粘度平均分子量は100万を超えるものであり、好ましくは200万を超えるものであり、そして最も好ましくは300万を超えるものである。粘度平均分子量が100万以下であると、樹脂融点以上での延伸工程の際に、微多孔膜の多孔構造が孔閉塞により失われてしまう傾向がある。
【0030】
しかし、本発明の特徴を害さない範囲であれば、平均分子量100万以下のポリエチレン樹脂を、前記の超高分子量ポリエチレンと混合して使用することができる。このような平均分子量100万以下のポリエチレン樹脂とは、通常の押出、射出、インフレーション、及びブロー成形に使用するエチレン系重合体のことを指し、ホモ重合体及び/又は共重合体を単独で、又は混合して使用することができる。共重合体としては、プロピレン、1−ブテン、4−メチル−1−ペンテン、1−ヘキセン、又は1−オクテン等との共重合物があげられる。ポリエチレン樹脂の代表例としては、低密度ポリエチレン、線状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン等がある。
【0031】
本発明において使用する可塑剤は、ポリエチレン樹脂と混合した際に樹脂の結晶融点以上において均一溶液を形成し、かつ、該均一溶液を冷却した際に熱誘起型相分離を発現する不揮発性溶媒である。可塑剤の形態は、概ね常温20℃において、液体であっても固体であっても差し支えない。また、可塑剤は単独で使用しても、2種以上の可塑剤を混合して使用しても差し支えない。熱誘起型相分離とは、樹脂及び可塑剤を含む均一な一相溶液に温度刺激を与えることにより誘発される相分離のことをいう。熱誘起型相分離には、上記の一相溶液が樹脂リッチな固相と可塑剤リッチな液相とに相分離する形態と、樹脂が濃厚な液相と希薄な液相とに相分離した後に濃厚な液相が固化する形態とがある。前者を熱誘起型固液相分離、後者を熱誘起型液液相分離と呼ぶ。相分離の形態は、前者、後者、どちらでも差し支えない。
【0032】
熱誘起型固液相分離を発現する可塑剤としては、ステアリン酸エステル等の長鎖アルキルエステル類、ステアリルアルコール等の高級脂肪酸アルコール類、流動パラフィンやパラフィンワックス等の炭化水素系可塑剤等が挙げられ、中でも、流動パラフィンが好適である。
一方、熱誘起型液液相分離を発現する可塑剤としては、フタル酸ジ(2−エチルヘキシル)、フタル酸ジイソデシル、フタル酸ジブチル、フタル酸ジシクロヘキシル等のフタル酸エステル類、セバシン酸ジブチル等のセバシン酸エステル類、アジピン酸ジブチル等のアジピン酸エステル類、リン酸トリ(2−エチルヘキシル)等のリン酸エステル類、トリメリト酸トリ(2−エチルヘキシル)等のトリメリト酸エステル類、及びタローアミン類等があげられる。
【0033】
本発明において使用するポリエチレン樹脂と可塑剤の比率については、実行可能な混練温度において均一溶液を得ることができ、かつ、成形体を形成しうるのに充分な比率である必要がある。具体的には、ポリエチレン樹脂と可塑剤からなる組成物中に占めるポリエチレン樹脂の重量分率は、5〜50重量%であり、好ましくは7〜40重量%、より好ましくは10〜30重量%である。ポリエチレン樹脂の重量分率が5重量%未満であると、混練樹脂の粘性が低下し過ぎるために成形性が悪くなり望ましくない。一方、ポリエチレン樹脂の重量分率が50%を超えると、多孔構造の成形体を得難くなる傾向にあり、透過性能に劣るものとなり望ましくない。
【0034】
本発明において、シート状の成形体を得る方法は、ポリエチレン樹脂と可塑剤の均一溶液をTダイ等を介してシート状に押し出すか、圧縮成形機を使用してシート状に圧縮成形し、その後、熱伝導体に接触させて、樹脂の結晶化温度より充分に低い温度まで冷却することにより製造する。熱伝導体としては、金属、水、空気、あるいは可塑剤自身が使用できるが、特に、金属製のロールに接触させて冷却する方法が最も熱伝導の効率が高く好ましい。また、金属製のロールに接触させる際に、ロール間で挟み込む等してカレンダー成形又は熱間圧延を施すと、更に熱伝導の効率が高まり、相分離により生成する球晶の大きさを相対的に小さく制御することができるため好ましい。
【0035】
この際のロール温度は、好ましくは20〜130℃、より好ましくは20〜100℃、最も好ましくは20〜60℃である。ロール温度が20℃未満であることは生産上において実用的ではない。ロール温度が130℃を越えると、平坦な表面を持つシートに成形し難くなり好ましくない。
本発明において、中空糸状の成形体を得る方法は、例えば、ポリエチレン樹脂と可塑剤の均一溶液を中空紡口等を介して中空状又は筒状に押し出し、押し出し物を冷媒浴中に引き込んだり、及び/又は該押し出し物の中空形態の内側に冷媒を通す等して冷却固化させる。
【0036】
本発明において、成形体から可塑剤を抽出する第一の方法は、抽出溶剤が入った容器中に所定の大きさに切り取った成形体を浸漬し充分に洗浄した後に、付着した溶剤を風乾させるかまたは熱風によって乾燥させることにより多孔質成形体を得る。この際、浸漬の操作や洗浄の操作を多数回繰り返して行うと多孔質成形体中に残留する可塑剤が減少するので好ましい。また、浸漬、洗浄、乾燥の一連の操作中に成形体の収縮を抑えるために、その端部を拘束することが好ましい。
【0037】
可塑剤を抽出する第二の方法は、抽出溶剤で満たされた槽の中に連続的に成形体を送り込み、可塑剤を除去するのに充分な時間をかけて槽中に浸漬し、しかる後に付着した溶剤を乾燥させることにより多孔質成形体を得る。この際、槽内部を多段分割することにより濃度差がついた各槽に順次、成形体を送り込む多段法や、成形体の走行方向に対し逆方向から抽出溶剤を供給して濃度勾配をつけるための向流法のような公知の手段を適用すると、抽出効率が高められ好ましい。第一、第二の方法においては、何れも可塑剤を成形体から実質的に除去することが重要である。また、抽出溶剤の温度を、溶剤の沸点未満の範囲内で加温すると、可塑剤と溶剤との拡散を促進することができるので抽出効率を高められ更に好ましい。
【0038】
本発明において使用する抽出溶剤は、ポリエチレン樹脂に対して貧溶媒であり、可塑剤に対して良溶媒であり、かつ、沸点が微多孔膜の融点より低いことが好ましい。このような抽出溶剤としては、例えば、n−ヘキサンやシクロヘキサン等の炭化水素類、塩化メチレンや1,1,1−トリクロロエタン等のハロゲン化炭化水素類、エタノールやイソプロパノール等のアルコール類、ジエチルエーテルやテトラヒドロフラン等のエーテル類、アセトンや2−ブタノン等のケトン類が挙げられる。さらに、環境適応性、安全性、衛生性を考慮すると、前記溶剤の中でもアルコール類及びケトン類が好適である。
【0039】
本発明において、可塑剤の実質的部分を除去する工程の後に、少なくとも1軸方向に、少なくとも1回の延伸を施すことが必須である。少なくとも1軸方向の延伸とは、縦方向1軸延伸、横方向1軸延伸、同時2軸延伸、又は逐次2軸延伸をさすものであり、中でも、同時2軸延伸又は逐次2軸延伸がより好ましい。少なくとも1回とは、1段延伸、多段延伸、多数回延伸のことをいう。
延伸温度は、縦方向/横方向ともに、該ポリエチレン樹脂の融点Tm℃に対し、Tm〜(Tm+30)℃の温度範囲であり、好ましくはTm〜(Tm+25)℃であり、最も好ましくは(Tm+5)〜(Tm+20)℃である。延伸温度がTm℃未満であると、熱収縮率が増大し、微多孔膜に耐熱性を付与できない。延伸温度が(Tm+30)℃を越えると、樹脂の溶融粘性の低下により孔閉塞が起こり、微多孔膜の多孔構造が失われてしまう。
【0040】
相分離法により得られた多孔質成形体を延伸する際にかかる延伸応力は、通常、延伸倍率1.5倍近傍に応力の降伏点が存在し、それ以下の延伸倍率では球晶の伸長変形が生じず、3次元網目状の骨格が形成されない。延伸倍率2〜4倍の範囲では、球晶の伸長変形に伴い、3次元骨格並びに開口部が形成される。
この際の延伸応力が大きい場合には、極めて複数のミクロフィブリルが骨格より解離して開口部に微細なスクリーンが形成され、一方、延伸応力が小さい場合には、上記と比して少数のミクロフィブリルが骨格より解離するに留まり、開口部にはやや粗いスクリーンが形成される。前者の場合には小孔径となり、後者の場合には大孔径となる傾向がある。
【0041】
したがって、延伸倍率は、縦方向/横方向ともに、1軸方向の倍率で2〜4倍であることが好ましく、より好ましくは2.5〜4倍、最も好ましくは3〜4倍である。延伸倍率が2倍未満であると、3次元網目状の骨格及び開口部が形成されず気孔率が低くなり、それゆえ透過性能が低く好ましくない。延伸倍率が4倍を越えると、延伸応力の増大に伴う膜厚方向への厚密化が起こって気孔率が低下し、それゆえ透過性能が低くなり好ましくない。
【0042】
本発明の微多孔膜を製造する工程で、さらに加熱処理を施しても良い。加熱処理の順序としては、ポリエチレン樹脂と可塑剤を溶融混練する前、成形体から可塑剤を除去する前、多孔質成形体を延伸する前、及び/又は延伸した後に施すことができる。
【0043】
第一に、ポリエチレン樹脂と可塑剤を溶融混練する前に加熱処理を施すと、樹脂粉体と可塑剤との膨潤を促進することができるため、その後の溶融混練の際の均一分散性が向上し好ましい。加熱処理の温度は、好ましくはTm〜(Tm+20)℃であり、より好ましくは(Tm+5)〜(Tm+15)℃である。
第二に、成形体から可塑剤を除去する前に加熱処理を施すと、可塑剤を除去した際の微多孔膜の寸法安定性の向上を期待できるため好ましい。加熱処理の温度は、好ましくは(Tm−55)〜Tm℃であり、より好ましくは(Tm−35)〜(Tm−5)℃である。
【0044】
第三に、多孔質成形体を延伸する前に加熱処理を施すと、微多孔膜の強度が向上する傾向があり好ましい。加熱処理の温度は、好ましくは(Tm−55)〜(Tm+30)℃であり、より好ましくは(Tm−35)〜(Tm+20)℃である。
第四に、多孔質成形体を延伸した後に加熱処理を施すと、耐熱性の向上を期待できるため好ましい。加熱処理の温度は、好ましくはTm〜(Tm+30)℃であり、より好ましくは(Tm+5)〜(Tm+20)℃である。
【0045】
本発明の微多孔膜を製造する工程において、親水処理を施すことが好ましい。親水処理とは、本来、疎水性であるポリエチレン製の微多孔膜に親水性を付与する処理を指し、これにより、血漿製剤、バイオ医薬品、上下水道水、及び半導体製品の処理水などのような水系のろ過対象液をろ過することが可能となる。親水処理の順序は、特に限定は無い。親水処理の方法としては、グラフト処理、コーティング処理、又は酸化処理の何れかを施すことが好ましい。
【0046】
グラフト処理とは、微多孔膜への放射線の照射によりポリエチレン分子中に生成したラジカルに、親水性官能基を有するモノマーを反応させる処理のことである。
コーティング処理とは、自己親水性を有する薬剤やポリマーを微多孔膜にコートすることにより、ポリエチレンのマトリクスの表層に親水性を有するコート層を形成させる処理のことである。
【0047】
酸化処理とは、例えばオゾンや酸などの酸化剤を使用したり、紫外線やプラズマ等を使用して、微多孔膜を構成するポリエチレン分子に直接的に酸素含有官能基を導入する処理のことである。
本発明において使用する組成物には、さらに目的に応じて、酸化防止剤、結晶核剤、帯電防止剤、難燃剤、滑剤、紫外線吸収剤等の添加剤を混合しても差し支えない。
【0048】
【発明の実施の形態】
以下、実施例により本発明を具体的に説明する。
本発明に用いる試験方法は次の通りである。
(1)膜厚
ダイヤルゲージ(尾崎製作所製ピーコックNO.25)を使用して測定する。
(2)気孔率
微多孔膜の体積V(cm3)と質量W(g)を測定し、次式を用いて気孔率ε(%)を計算する。式中、ρは樹脂の密度(g/cm3)である。
ε=100×(1−W/(ρ×V))
【0049】
(3)マトリクス突き刺し強度
カトーテック社製圧縮試験機KES−G5を用いて、針先端の曲率半径0.5mm、突き刺し速度2mm/秒、測定温度23±2℃の試験条件で突き刺し試験を行い、破壊点における最大荷重E(N)を観測する。最大荷重E、気孔率ε(%)、及び膜厚t(μm)より、次式の通りに規格化してマトリクス突き刺し強度S(N)とする。
S=100×E/(t×(100−ε))
(4)透水量
差圧9.8×104Pa、温度25℃における純水の透過量r(m3)を測定し、試料面積Y(m2)、差圧P(Pa)、及び測定時間τ(秒)より、次式の通りに計算して透水量R(m3/秒・m2・Pa )とする。
R=r/(τ×Y×P)
【0050】
(5)平均孔径
ハーフドライ法に準拠し、湿潤液体として表面張力γが9〜24mN/mのフロンないしアルコールを使用して、乾燥曲線及び湿潤曲線について、印可圧力及び空気透過量の測定を行い、得られた乾燥曲線の1/2の曲線と湿潤曲線とが交わる圧力PHD(Pa)から、次式により平均孔径dHD(μm)を求める。
dHD=2860×γ/PHD
(6)孔径分布
バブルポイント法に準拠し、湿潤液体として表面張力γが9〜24mN/mのフロンないしアルコールを使用して、湿潤曲線について、印可圧力及び空気透過量の測定を昇圧モードで行い、得られた湿潤曲線における最初のバブルが発生した圧力PBP(Pa)から、次式により最大孔径dBP(μm)を求める。最大孔径と平均孔径の比(dBP/dHD)から、孔径分布を求める。
dBP=2860×γ/PBP
【0051】
(7)熱水浸漬試験、並びに熱収縮率
縦横約10cm角に切り取った試料の寸法を測定した後、水中に浸漬し、高圧蒸気滅菌装置を使用して熱水浸漬試験を行う。試験条件としては、試験温度を121+2℃、試験時間を30分とする。試験終了後、試料を水中より引き上げて十分に乾燥した後、再び試料の寸法を測定する。
試験前の縦横の試料寸法をL0 MD及びL0 TDとし、試験後の縦横の試料寸法をL1 MD及びL1 TDとすると、縦横の熱収縮率CMD及びCTD(%)は次式のように定義する。
CMD=100×(L0 MD−L1 MD)/L0 MD
CTD=100×(L0 TD−L1 TD)/L0 TD
【0052】
(8)結晶成分の分率
パーキンエルマー社製熱分析装置(DSC−Pyris1)を用い、試料重量5〜10mg、昇温速度10℃/分、及び20〜300℃の範囲より任意に走査温度を選択して、1サイクル目の昇温課程における吸熱ピーク温度を観測し、融解ピーク温度(℃)とする。融解ピークが複数存在する場合は、各ピークを分離操作後に、個々の融解ピーク温度Tm i(℃)(i=1、2、…)を求める。
次に、融解ピーク温度が145℃以上である結晶成分の分率ω(%)は、積分して求めた個々の融解ピークの吸熱量Qm i(i=1、2、…)の総和に占める融解ピーク温度が145℃以上であるピークの吸熱量Qm h(h=1、2、…)の割合として、次式のようにして求める。
ω=Σ(Qm h)/Σ(Qm i)×100
また、融解ピーク温度が151℃以上である結晶成分の分率は、上記の方法と同様にして、個々の融解ピークの吸熱量の総和に占める融解ピーク温度が151℃以上であるピークの吸熱量の割合として求める。
【0053】
(9)融点
原料樹脂を150〜200℃で圧縮成形し、厚み100μm程度のシートを作成し、これを試料とする。前記熱分析装置を用い、試料重量5〜10mg、冷却速度並びに昇温速度10℃/分、及び20〜300℃の範囲より任意に走査温度を選択して、昇温、冷却、昇温、冷却の順序でサイクル測定を行う。2サイクル目以降の昇温課程における吸熱ピーク温度を観測し、これを融点(℃)と定義する。
【0054】
(10)画像処理による多孔構造解析
走査型電子顕微鏡による構造観察にて撮影した倍率が1000〜10000倍の写真をイメージスキャナーで読み取り、写真の単位面積あたりの情報量が2.6kB/cm2のイメージ像を取得する。精密な多孔構造解析を行うためには、単位面積あたりの情報量を1〜10kB/cm2とする。次に、イメージ像を、旭化成(株)製画像処理システムIP−1000PC型を用い、写真の単位面積あたりの解像度867画素/cm2にて手動2値化を行い、2値化画像を取得して多孔構造の解析を行う。精密な多孔構造解析を行うためには、単位面積あたりの解像度を500〜2000画素/cm2とする。手動2値化の際には、イメージ像における2ピークからなる濃淡分布の谷間にしきい値を設け、濃色ピーク(空孔部)と淡色ピーク(フィブリル部)を分離して2値化画像を得る。
【0055】
(11)ミクロフィブリル及び骨格の平均直径
前記画像処理システムを用い、微多孔膜の表面像写真より得られた前記2値化画像におけるフィブリル群の個々の直径を壁間距離法により測定し、直径0.2μm未満のフィブリル群の平均直径をミクロフィブリルの平均直径(μm)とし、直径0.2μm以上のフィブリル群の平均直径を骨格の平均直径(μm)とする。
【0056】
(12)開口部の平均直径
微多孔膜の表面像写真を用い、平均直径0.2μm未満のミクロフィブリルを消去して、前記画像処理システムにより2値化画像を取得し、画像解析を行う。個々の開口部面積Zi(μm2)、開口部数n(個)を演算処理にて計数する。円周率をπとし、次式より円相当径Di(μm)を算出する。円相当径Diを平均化したものを開口部の平均直径D(μm)と定義する。
Di=√(4× Zi /π)
D=(ΣDi)/n
(13)積層段数
微多孔膜の断面像写真を用いて、膜厚方向への開口部の積層個数n(個)及び膜厚t(μm)を測定する。積層個数は、微多孔膜の平面に対し法線方向に引いた線上を横切る骨格の個数を計数し、この操作を少なくとも10回繰り返すことにより平均値として求める。断面構造において、開口部と骨格は交互に積層した構造形態となっているため、次式により求まるψを積層段数として定義する。
ψ=n/t
【0057】
【実施例1】
原料樹脂として超高分子量ポリエチレン(粘度平均分子量600万、密度0.930)を使用した。DSC熱分析装置を用いて、原料ポリエチレンの融点を測定したところ135℃であった。
超高分子量ポリエチレン15重量%、流動パラフィン(37.8℃における動粘度75.9cSt)85重量%、及びポリエチレンに対して0.3重量%の2,6−ジ−t−ブチル−p−クレゾールを混合し組成物を調製した。該組成物を150℃の熱風循環式オーブン中で30分間加熱し、可塑剤を樹脂に膨潤させた。
【0058】
次いで、ラボプラストミルを使用し、混練温度200℃、スクリュー回転数50rpmで20分間の溶融混練を行い混練物を得た。得られた混練物を200℃に加熱した圧縮成形機を使用してシート状にプレスし、続いて水冷した圧縮成形機を使用して冷却固化させ、厚さ800μmのシート状の成形体を得た。
成形体を2−ブタノン中に浸漬して流動パラフィンを抽出除去した後、付着した2−ブタノンを乾燥除去し、多孔質成形体を得た。
【0059】
さらに試験2軸延伸機を用い、延伸温度145℃かつ延伸速度10%/秒で、2×2倍の同時2軸延伸を行い微多孔膜を得た。
得られた微多孔膜の構造解析、並びに性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は0.7%と寸法変化が少なかった。
【0060】
【実施例2】
延伸倍率を3×3倍としたこと以外は、実施例1に記載の方法と同様にして微多孔膜を得た。
得られた微多孔膜の構造解析及び性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は2.6%と寸法変化が少なかった。
【0061】
図3及び4に、得られた微多孔膜の走査型電子顕微鏡写真を示す。この微多孔膜は、3次元網目状の骨格から構成され、その開口部には、微細に分散した多数のミクロフィブリルによってスクリーンが形成されていた。
【0062】
【実施例3】
延伸倍率を4×4倍としたこと以外は、実施例1に記載の方法と同様にして微多孔膜を得た。
得られた微多孔膜の構造解析及び性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は2.0%と寸法変化が少なかった。
【0063】
【実施例4】
延伸温度を140℃としたこと以外は、実施例1に記載の方法と同様にして微多孔膜を得た。
得られた微多孔膜の構造解析及び性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は1.2%と寸法変化が少なかった。
【0064】
【実施例5】
延伸温度を150℃としたこと以外は、実施例2に記載の方法と同様にして微多孔膜を得た。
得られた微多孔膜の構造解析及び性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は2.1%と寸法変化が少なかった。
【0065】
【比較例1】
延伸温度を130℃としたこと以外は、実施例3に記載の方法と同様にして微多孔膜を得た。
得られた微多孔膜の構造解析及び性能評価を行った結果を表1に示す。得られた微多孔膜に関して、121℃における蒸気滅菌試験を行ったところ、熱収縮率は19.4%にも及び、寸法変化が大きく耐熱性が不充分であった。
【0066】
【実施例6】
実施例2で得られた微多孔膜に親水処理を施した。親水化剤として、ヒドロキシプロピルアクリレート8重量%、及びポリエチレングリコールジアクリレート1重量%を溶解したイソプロパノール溶液を調製した。この溶液に微多孔膜を5分間浸漬した後に引き上げ、微多孔膜の表面に付着している余分な溶液を十分に拭って除去した。
【0067】
続いて、コバルト60線源を使用し、吸収線量100kGyの条件下でγ線を照射してグラフト処理を施した後、エタノールを使用して十分に洗浄し、親水処理された微多孔膜を得た。ここで、グラフト処理によるグラフトポリマーの重量増加分を測定したところ、ポリエチレン100重量部に対して21重量部であった。
親水処理を施す前の微多孔膜と上述の方法で親水処理を施した後の微多孔膜に関し、100ppmウシ免疫グロブリン溶液を使用して蛋白質吸着試験を行った。
【0068】
親水処理を施す前の微多孔膜の場合、微多孔膜1gあたりの吸着量は50mgであり、蛋白質の吸着が認められた。一方、親水処理を施した微多孔膜の場合、微多孔膜1gあたりの吸着量は0mgであり、蛋白質の吸着が全く認められず、医用分離フィルターとしての使用に好適であった。
【0069】
【表1】
【発明の効果】
本発明の微多孔膜は、強度及び透過性が良好であり、かつ高い耐熱性を有するため、医用分離フィルターとして有用である。
【図面の簡単な説明】
【図1】本発明の微多孔膜の表面構造を表す模式図。
【図2】本発明の微多孔膜の断面構造を表す模式図。
【図3】本発明の実施例2において得られた微多孔膜の表面構造を示す走査型電子顕微鏡写真(撮影倍率1000倍)。
【図4】本発明の実施例2において得られた微多孔膜の断面構造を示す走査型電子顕微鏡写真(撮影倍率1000倍)。
Claims (9)
- 粘度平均分子量が100万を超えるポリエチレン樹脂からなり、融解ピーク温度が145℃以上である結晶成分を少なくとも1種含み、気孔率が20〜95%であり、平均孔径が0.01〜10μmである微多孔膜。
- 微多孔膜全体に渡って相互に連結した3次元網目状の骨格と、該骨格の隙間に形成された開口部とからなり、開口部は骨格から分岐した平均直径0.01μm以上0.2μm未満のミクロフィブリルによって橋架けされてスクリーンを形成していることを特徴とする多孔構造を有する請求項1記載の微多孔膜。
- 前記骨格が微多孔膜の膜厚方向に積層した断面構造を有し、膜厚1μmあたりの積層段数が0.05以上である請求項1又は2記載の微多孔膜。
- 結晶成分が、融解ピーク温度が151℃以上である結晶成分を少なくとも1種含む請求項1、2又は3記載の微多孔膜。
- 微多孔膜が、121℃の熱水浸漬試験における2軸方向の熱収縮率が0〜10%である請求項1、2、3又は4記載の微多孔膜。
- (a)ポリエチレン樹脂5〜50重量%及び可塑剤50〜95重量%を含む組成物を溶融混練して均一分散させた後に冷却固化させて成形体とする工程、
(b)上記工程(a)の後に該可塑剤の実質的部分を除去する工程、
(c)上記工程(b)の後に、該ポリエチレン樹脂の融点Tm℃に対し、Tm〜(Tm+30)℃の温度で、少なくとも1軸方向に少なくとも1回の延伸を行う工程、
を含む微多孔膜の製造方法。 - 前記延伸倍率が2〜4倍である請求項6記載の微多孔膜の製造方法。
- グラフト処理、コーティング処理及び酸化処理の群から選んだ親水処理工程を含む請求項5記載の微多孔膜の製造方法。
- 請求項1、2、3、4又は5記載の微多孔膜を用いる医用分離フィルター。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002175705A JP2004016930A (ja) | 2002-06-17 | 2002-06-17 | 微多孔膜及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002175705A JP2004016930A (ja) | 2002-06-17 | 2002-06-17 | 微多孔膜及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004016930A true JP2004016930A (ja) | 2004-01-22 |
Family
ID=31174279
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002175705A Withdrawn JP2004016930A (ja) | 2002-06-17 | 2002-06-17 | 微多孔膜及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004016930A (ja) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005255876A (ja) * | 2004-03-12 | 2005-09-22 | Asahi Kasei Corp | 微多孔膜及びその製造方法 |
| JP2006045328A (ja) * | 2004-08-04 | 2006-02-16 | Asahi Kasei Chemicals Corp | ポリオレフィン製微多孔膜の製造方法 |
| JP2006231212A (ja) * | 2005-02-25 | 2006-09-07 | Toppan Printing Co Ltd | 限外濾過フィルタの使用方法、及び限外濾過フィルタ再生機構付ウェット現像装置 |
| WO2007011054A1 (ja) * | 2005-07-19 | 2007-01-25 | Toyota Jidosha Kabushiki Kaisha | 複合多孔質膜、複合多孔質膜の製造方法、固体高分子電解質膜、及び燃料電池 |
| JP2007095350A (ja) * | 2005-09-27 | 2007-04-12 | Asahi Kasei Chemicals Corp | 複合水蒸気透過膜 |
| WO2009054460A1 (ja) * | 2007-10-26 | 2009-04-30 | Asahi Kasei Chemicals Corporation | 気体分離膜 |
| JP2009212086A (ja) * | 2008-02-06 | 2009-09-17 | Sony Corp | セパレータおよびこれを用いた電池 |
| JP2010050024A (ja) * | 2008-08-25 | 2010-03-04 | Teijin Ltd | 非水系二次電池用セパレータ、その製造方法および非水系二次電池 |
| JP2010067358A (ja) * | 2008-09-08 | 2010-03-25 | Teijin Ltd | 非水系二次電池用セパレータ、その製造方法および非水系二次電池 |
| JP2011502775A (ja) * | 2007-11-15 | 2011-01-27 | ディーエスエム アイピー アセッツ ビー.ブイ. | 高性能膜 |
| JP2011527710A (ja) * | 2008-07-11 | 2011-11-04 | 東レ東燃機能膜合同会社 | 微多孔性膜、微多孔膜の製造方法および使用方法 |
| JP2012518073A (ja) * | 2009-02-18 | 2012-08-09 | スリーエム イノベイティブ プロパティズ カンパニー | 親水性多孔質基材 |
| JP2016097362A (ja) * | 2014-11-21 | 2016-05-30 | 旭化成ケミカルズ株式会社 | 多孔性中空糸膜、多孔性中空糸膜の製造方法、及び浄水方法 |
| CN108110194A (zh) * | 2017-12-29 | 2018-06-01 | 上海恩捷新材料科技股份有限公司 | 一种过氧化物交联聚合物隔离膜及其制备方法 |
| WO2018181579A1 (ja) | 2017-03-31 | 2018-10-04 | Jnc株式会社 | 微多孔膜 |
| WO2020183955A1 (ja) | 2019-03-14 | 2020-09-17 | 帝人株式会社 | 生物学的粒子の濃縮膜、濃縮デバイス、濃縮システム及び濃縮方法、並びに生物学的粒子の検出方法 |
| KR20210124410A (ko) | 2019-03-14 | 2021-10-14 | 데이진 가부시키가이샤 | 친수성 복합 다공질막 |
| KR20210132607A (ko) | 2020-04-27 | 2021-11-04 | 스미또모 가가꾸 가부시키가이샤 | 비수 전해액 이차 전지용 적층 세퍼레이터의 제조 방법 및 비수 전해액 이차 전지용 적층 세퍼레이터 |
-
2002
- 2002-06-17 JP JP2002175705A patent/JP2004016930A/ja not_active Withdrawn
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005255876A (ja) * | 2004-03-12 | 2005-09-22 | Asahi Kasei Corp | 微多孔膜及びその製造方法 |
| JP2006045328A (ja) * | 2004-08-04 | 2006-02-16 | Asahi Kasei Chemicals Corp | ポリオレフィン製微多孔膜の製造方法 |
| JP4696593B2 (ja) * | 2005-02-25 | 2011-06-08 | 凸版印刷株式会社 | 限外濾過フィルタの使用方法、及び限外濾過フィルタ再生機構付ウェット現像装置 |
| JP2006231212A (ja) * | 2005-02-25 | 2006-09-07 | Toppan Printing Co Ltd | 限外濾過フィルタの使用方法、及び限外濾過フィルタ再生機構付ウェット現像装置 |
| WO2007011054A1 (ja) * | 2005-07-19 | 2007-01-25 | Toyota Jidosha Kabushiki Kaisha | 複合多孔質膜、複合多孔質膜の製造方法、固体高分子電解質膜、及び燃料電池 |
| EP1909347A1 (en) * | 2005-07-19 | 2008-04-09 | Toyota Jidosha Kabushiki Kaisha | Composite porous membrane, method for production thereof, solid polymer electrolyte membrane, and fuel cell |
| EP1909347A4 (en) * | 2005-07-19 | 2009-05-27 | Toyota Motor Co Ltd | COMPOSITE POROUS MEMBRANE, PROCESS FOR PRODUCING THE SAME, SOLID POLYMER ELECTROLYTE MEMBRANE, AND FUEL CELL |
| JP2007095350A (ja) * | 2005-09-27 | 2007-04-12 | Asahi Kasei Chemicals Corp | 複合水蒸気透過膜 |
| WO2009054460A1 (ja) * | 2007-10-26 | 2009-04-30 | Asahi Kasei Chemicals Corporation | 気体分離膜 |
| US8206493B2 (en) | 2007-10-26 | 2012-06-26 | Asahi Kasei Chemicals Corporation | Gas separation membrane |
| JP2014094374A (ja) * | 2007-11-15 | 2014-05-22 | Dsm Ip Assets Bv | 高性能膜 |
| JP2011502775A (ja) * | 2007-11-15 | 2011-01-27 | ディーエスエム アイピー アセッツ ビー.ブイ. | 高性能膜 |
| JP2009212086A (ja) * | 2008-02-06 | 2009-09-17 | Sony Corp | セパレータおよびこれを用いた電池 |
| JP2014017261A (ja) * | 2008-02-06 | 2014-01-30 | Sony Corp | セパレータおよびこれを用いた電池 |
| JP2011527710A (ja) * | 2008-07-11 | 2011-11-04 | 東レ東燃機能膜合同会社 | 微多孔性膜、微多孔膜の製造方法および使用方法 |
| JP2010050024A (ja) * | 2008-08-25 | 2010-03-04 | Teijin Ltd | 非水系二次電池用セパレータ、その製造方法および非水系二次電池 |
| JP2010067358A (ja) * | 2008-09-08 | 2010-03-25 | Teijin Ltd | 非水系二次電池用セパレータ、その製造方法および非水系二次電池 |
| JP2012518073A (ja) * | 2009-02-18 | 2012-08-09 | スリーエム イノベイティブ プロパティズ カンパニー | 親水性多孔質基材 |
| JP2016097362A (ja) * | 2014-11-21 | 2016-05-30 | 旭化成ケミカルズ株式会社 | 多孔性中空糸膜、多孔性中空糸膜の製造方法、及び浄水方法 |
| WO2018181579A1 (ja) | 2017-03-31 | 2018-10-04 | Jnc株式会社 | 微多孔膜 |
| CN108110194A (zh) * | 2017-12-29 | 2018-06-01 | 上海恩捷新材料科技股份有限公司 | 一种过氧化物交联聚合物隔离膜及其制备方法 |
| CN108110194B (zh) * | 2017-12-29 | 2021-09-10 | 上海恩捷新材料科技有限公司 | 一种过氧化物交联聚合物隔离膜及其制备方法 |
| WO2020183955A1 (ja) | 2019-03-14 | 2020-09-17 | 帝人株式会社 | 生物学的粒子の濃縮膜、濃縮デバイス、濃縮システム及び濃縮方法、並びに生物学的粒子の検出方法 |
| KR20210124410A (ko) | 2019-03-14 | 2021-10-14 | 데이진 가부시키가이샤 | 친수성 복합 다공질막 |
| KR20210129131A (ko) | 2019-03-14 | 2021-10-27 | 데이진 가부시키가이샤 | 생물학적 입자의 농축막, 농축 디바이스, 농축 시스템 및 농축 방법, 그리고 생물학적 입자의 검출 방법 |
| KR20210132607A (ko) | 2020-04-27 | 2021-11-04 | 스미또모 가가꾸 가부시키가이샤 | 비수 전해액 이차 전지용 적층 세퍼레이터의 제조 방법 및 비수 전해액 이차 전지용 적층 세퍼레이터 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4012822B2 (ja) | 微多孔膜およびその製造方法 | |
| CA2388246C (en) | Heat resistant microporous membrane | |
| JP2004016930A (ja) | 微多孔膜及びその製造方法 | |
| EP2052771B1 (en) | Porous membrane of vinylidene fluoride resin and process for producing the same | |
| AU2003301399B2 (en) | Microporous hydrophilic membrane | |
| JP4531395B2 (ja) | 多層微多孔膜 | |
| DE19983047B4 (de) | Mikroporöse Polyolefinmembran | |
| EP3003538B1 (de) | Mikroporöse polyvinylidenfluorid-membran | |
| TWI669152B (zh) | 微孔性聚偏二氟乙烯平面膜及其製造方法 | |
| JPH078926B2 (ja) | ポリテトラフルオロエチレン複層多孔膜の製造方法 | |
| EP3023138A1 (en) | Hydrophilised vinylidene fluoride-based porous hollow fibre membrane, and manufacturing method therefor | |
| JP5318385B2 (ja) | フッ化ビニリデン系樹脂よりなる多孔膜及びその製造方法 | |
| JP5171012B2 (ja) | ポリオレフィン微多孔膜の製造方法 | |
| JP5079188B2 (ja) | 高透過性微多孔膜 | |
| JPS61114701A (ja) | 平膜型透過性膜およびその製造方法 | |
| JPH078927B2 (ja) | ポリテトラフルオロエチレン複層多孔膜の製造方法 | |
| JP6260016B2 (ja) | Ptfe/pfsaブレンド膜 | |
| JP6782788B2 (ja) | 多孔膜及び多孔膜の製造方法 | |
| JP4855414B2 (ja) | スキンレス多孔膜とその製造方法 | |
| KR20210060601A (ko) | 폴리올레핀 미다공막 및 액체 필터 | |
| JP4822596B2 (ja) | 微多孔膜の製造方法 | |
| WO2023074670A1 (ja) | 多孔質膜及び多孔質膜の製造方法 | |
| JP2004224915A (ja) | 微多孔膜 | |
| WO2024162331A1 (ja) | ポリオレフィン微多孔膜 | |
| JP2022049164A (ja) | ポリオレフィン微多孔膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20050906 |