JP2004015194A - スピーカ振動板及びその製造方法 - Google Patents
スピーカ振動板及びその製造方法 Download PDFInfo
- Publication number
- JP2004015194A JP2004015194A JP2002162972A JP2002162972A JP2004015194A JP 2004015194 A JP2004015194 A JP 2004015194A JP 2002162972 A JP2002162972 A JP 2002162972A JP 2002162972 A JP2002162972 A JP 2002162972A JP 2004015194 A JP2004015194 A JP 2004015194A
- Authority
- JP
- Japan
- Prior art keywords
- fibers
- resin
- diaphragm
- molding material
- speaker diaphragm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; DEAF-AID SETS; PUBLIC ADDRESS SYSTEMS
- H04R31/00—Apparatus or processes specially adapted for the manufacture of transducers or diaphragms therefor
- H04R31/003—Apparatus or processes specially adapted for the manufacture of transducers or diaphragms therefor for diaphragms or their outer suspension
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; DEAF-AID SETS; PUBLIC ADDRESS SYSTEMS
- H04R7/00—Diaphragms for electromechanical transducers; Cones
- H04R7/02—Diaphragms for electromechanical transducers; Cones characterised by the construction
- H04R7/12—Non-planar diaphragms or cones
- H04R7/122—Non-planar diaphragms or cones comprising a plurality of sections or layers
- H04R7/125—Non-planar diaphragms or cones comprising a plurality of sections or layers comprising a plurality of superposed layers in contact
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
- Y10T428/24994—Fiber embedded in or on the surface of a polymeric matrix
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/50—FELT FABRIC
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Signal Processing (AREA)
- Manufacturing & Machinery (AREA)
- Multimedia (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
Abstract
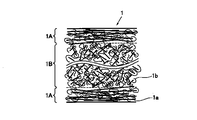
【解決手段】長さが3mm〜50mmと長い繊維1aを樹脂成分1b内に含有させた振動板1であって、振動板1の表層1Aでは、中心から周縁方向に放射状に配向する繊維1aが樹脂成分1b内に固定されており、中間層1Bではそれとは異なる方向に配向された繊維1aが樹脂成分1bに固定されている。これらの繊維1aは振動板1の内部で張力付加状態になっている。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、スピーカ振動板及びその製造方法に関するものである。
【0002】
【従来の技術】
スピーカ振動板に要求される物性は、比弾性率、比曲げ剛性率が大きいこと、周波数特性を平坦化するために内部損失がある程度大きいこと、機械的な疲労に耐え得る耐久性があること、使用状況に対応する耐環境性があること等である。これらの要求に応えるために、スピーカ振動板の材質は金属,セラミック,合成樹脂,合成繊維,天然繊維等の各種の素材が選択されており、これらの複合材或いは加工方法の開発について多くの提案がなされている。
【0003】
このようなスピーカ振動板の材質において、生産性が良好で、耐水性等の耐環境性に優れたものとして、合成樹脂製振動板を挙げることができる。このような合成樹脂製振動板では、大きな内部損失を有するポリプロピレン(PP)等の熱可塑性樹脂に対して、比弾性率を改善するために炭素繊維等の繊維を含有させることによって音質改善が図られている。
【0004】
繊維強化樹脂を用いたスピーカ振動板の従来技術は、例えば特開平6−178385号公報に開示されている。この従来技術によると、ポリプロピレン系重合体とポリオレフィン系樹脂またはゴムとからなる樹脂成分を100重量部、ガラスバルーンを1〜50重量部、並びに炭素繊維又はカーボングラファイトを5〜30重量部含む樹脂組成物を成形材として射出成形法又は押出成形法によって振動板を形成している。また、炭素繊維としては1mm〜10mmのチョップド繊維を用いることによって充分な補強能力が得られるとしている。
【0005】
【発明が解決しようとする課題】
このような繊維強化樹脂を用いた振動板では、繊維の含有量を高めると内部損失が低下して周波数特性の平坦化に問題が生じ、有効な内部損失を得ようとして繊維含量を少なくすると、比弾性率の低下によって音の伝搬速度を低下させることになり、良好な音質を得ることができないという問題がある。
【0006】
ここで、比弾性率は(弾性率E)/(密度ρ)で表される物理特性であるから、これを改善するためには、材質に依らず構造的な解決に依ることも可能である。繊維強化樹脂を用いた振動板の場合には、振動板の内部に発泡層を形成することによって見掛けの密度を低下させて比弾性率を向上させることが一般になされている。
【0007】
しかしながら、振動板内部に発泡層を形成するものでは、樹脂内に発泡剤を混入させたり、或いは成形時の加圧調整が必要であったりということで製造工程が煩雑化する問題が生じる。また、発泡に伴って振動板の機械的な剛性が低下したり或いは外観性を損なうという問題も生じる。
【0008】
また、振動板内部に発泡層を形成すると、振動板の内部応力を開放することになるので、発泡によってある程度の比弾性率を確保できたとしても、振動板による音の伝搬速度を高性能に向上させることができないという問題がある。
【0009】
本発明は、このような問題に対処することを課題の一例としており、前述の各問題を解消すること、或いは各問題を解消しながら高性能を得るために充分な内部損失と音の伝搬速度を確保できることを目的の一つとする。
【0010】
【課題を解決するための手段】
このような目的を達成するために、本発明は以下の特徴を具備するものである。
【0011】
請求項1に係る発明は、樹脂に繊維を含有させた繊維強化樹脂から成形されるスピーカ振動板であって、前記繊維は、3mm〜50mmの長さを有すると共に前記スピーカ振動板の表層及び中間層において異なる方向に配向されていることを特徴とする。
【0012】
請求項3に係る発明は、樹脂に繊維を含有させた繊維強化樹脂から成形されるスピーカ振動板であって、前記繊維は樹脂の内部において、配向された張力付加状態で固定されていることを特徴とする。
【0013】
請求項7に係る発明は、樹脂に繊維を含有させた繊維強化樹脂から成形されるスピーカ振動板の製造方法であって、樹脂に混入された3mm〜50mmの長さを有する繊維が長手方向に配向されている成形材を用い、該成形材を溶融して型内に流入させる射出工程と、該型内で前記成形材を固化する工程とを有することを特徴とする。
【0014】
請求項9に係る発明は、樹脂に繊維を含有させた繊維強化樹脂から成形されるスピーカ振動板の製造方法であって、樹脂に混入された3mm〜50mmの長さを有する繊維が長手方向に配向されている成形材を用い、該成形材を溶融して下型上に供給する工程と、前記下型上の成形材上に上型を押圧する工程と、該型内で前記成形材を固化する工程とを有することを特徴とする。
【0015】
【発明の実施の形態】
以下に本発明の実施形態を説明する。
【0016】
実施形態に係るスピーカ振動板(以下、単に「振動板」という。)は、ベースとなる樹脂に3mm〜50mmの繊維を含有させた長繊維強化樹脂を成形材とし、これを樹脂成形することによって形成されたものである。このような振動板の内部構造を図1に示す。同図は振動板1の断面を微視的に示したものであるが、振動板1は線状に示される繊維1aとこの繊維1aに絡まる樹脂成分1bとによって構成されている。この繊維1aは特定方向に配向された状態でそれぞれが絡み合い、更に樹脂成分1bによって固定されている。
【0017】
この繊維1aの配向状態は、表面近くの表層1Aとその内部に形成される中間層1Bとで異なる方向になっている。図2は、繊維1aの配向方向の一例を示す説明図であるが、円錐状の振動板1を例にしてその中心から周縁に向かう放射方向(実線の矢印A)が表層1Aにおける配向方向、周方向(破線の矢印B)が中間層1Bにおける配向方向になっている。
【0018】
また、実施形態の振動板1は、繊維1aが樹脂成分1bの内部で前述のように特定方向に配向され、ほぼ全体的に張力付加状態で固定されている。つまり、ある程度の長さを有する繊維1aが互いに絡み合って局部的には同一方向に向いて固定されており、これによって繊維1aに加わる内部応力が閉じこめられた状態になっている。更には、樹脂成分1b内に短繊維グラファイト,カーボングラファイト,又はマイカ等のフィラーを細断状にして含有させてもよい。
【0019】
このような実施形態に係る振動板1によると、第1の特徴として、繊維1aは、3mm〜50mmの長さを有すると共に振動板1の表層1A及び中間層1Bにおいて異なる方向に配向されているので、長い繊維1aが端部で重なり局所的には連続性のある直線状態で樹脂成分1b内に配置することになり、また、繊維1aに沿って内部応力が生じ、この応力方向が多次元化された状態になる。
【0020】
これによって、多次元化された長い繊維の重なりによって内部損失を大きくすることが可能になると共に、繊維1aの連続性及び多方向性によって振動板が伝える音の伝搬速度を充分に高くすることが可能になり、高音質の振動板1を得ることができる。また、多次元化された内部応力或いは繊維1aの配向方向に違いによって縦と横の剛性がほぼ等しくなることにより、ボイスコイル等の振動源から伝わる応力に対して均一な応力分散が可能となり、これによっても音質を改善することができる。
【0021】
第2の特徴としては、第1の特徴を前提に、表層1Aにおける配向の方向が、振動板の中心から周縁に向けた放射方向となることにより、前述した内部応力或いは剛性の方向性を放射方向(図2における矢印Aの方向)と周方向(図2における矢印B方向)とで等しくすることができるので、音の伝搬特性を中心から周囲に向けて均一にすることができ、更に、振動板1を設置した場合のたわみに対する抵抗も確保できることになり、これによっても音質を改善することができる。
【0022】
第3の特徴としては、繊維1aは樹脂の内部において、配向された張力付加状態で固定されている。これによると、張力の付加された繊維1aに沿って振動が伝搬されるので伝搬速度が速くなり、樹脂成分1bの割合を高めて内部損失を大きくした場合でもある程度伝搬速度を速くすることができる。これによって周波数特性の平坦化を図りながら音質を改善することができる。
【0023】
第4の特徴としては、繊維1aは、樹脂の内部において、配向された張力付加状態で固定され、3mm〜50mmの長さを有すると共に前記スピーカ振動板の表層及び中間層において異なる方向に配向されているので、長い繊維1aが端部で重なり局所的には連続性のある直線状態で樹脂成分1b内に配置することになり、また、繊維1aに付加された張力が多次元化された状態になる。
【0024】
これによって、樹脂成分1bの割合を高めて内部損失を大きくした場合でも繊維1aの連続性と張力により振動板が伝える音の伝搬速度を充分に高くすることが可能になる。また、繊維1aの含有割合の調整によっては伝搬速度を非常に高くすることも可能になり、高音質の振動板1を得ることができる。また、多次元化された張力、或いは繊維1aの配向方向に違いによって縦と横の剛性がほぼ等しくなることにより、ボイスコイル等の振動源から伝わる応力に対して均一な応力分散が可能となり、これによっても音質を改善することができる。
【0025】
第5の特徴としては、前述した特徴と相俟って、繊維1aは樹脂成分1bの内部で相互に絡み合っているので、樹脂成分1b内で繊維1aが擬似的な三次元網目構造になり、実質的には発泡層と同様に密度低下を図ることができると共に、繊維1aの多次元的な絡み合いによって多方向で高剛性が得られる。
【0026】
更に第6の特徴として、前述した特徴と相俟って、樹脂成分1a中はフィラーを含有させることにより、高音質を得ながら機械的な強度を高めることができる。
【0027】
次に、スピーカ振動板の製造方法に係る実施形態を説明する。図3は実施形態の製造方法を説明するブロック図である。S11工程としては、樹脂ベースに3mm〜50mmの長さを有する繊維を混入して、これを長手方向に揃えるように配向して長繊維強化樹脂の成形材を形成する。S12工程としては、この成形材を加熱して溶融させる。S13工程としては、溶融した成形材を型内に流入して射出成形する。円錐振動板を形成する際には振動板の中心から成形材を注入して、周縁に向けて放射状に流入する。S14工程としては、この型内で成形材を冷却して固化する。S15工程としては、型を開放して成形品を離型し、成形を完了する。
【0028】
図4は、他の実施形態の製造方法を説明するブロック図である。S21工程としては、ベース樹脂に3mm〜50mmの長さを有する繊維を混入して、これを長手方向に揃えるように配向して長繊維強化樹脂の成形材を形成する。S22工程としては、この成形材を加熱して溶融させる。S23工程としては、溶融した成形材を下型上に供給する。S24工程としては、下型上に供給された成形材上に上型を載せて押圧する。S25工程としては、型内で成形材を冷却して固化する。S26工程としては、型を開放して成形品を離型し、成形を完了する。このような製造方法においては、成形材中に短繊維グラファイト,カーボングラファイト,又はマイカ等のフィラーを細断状にして含有させてもよい。
【0029】
このような製造方法の実施形態によると、第7の特徴として、樹脂に混入された3mm〜50mmの長さを有する繊維が長手方向に配向されている成形材を用い、該成形材を溶融して型内に流入させる射出工程と、該型内で前記成形材を固化する工程とを有することにより、特定方向に配向されている成形材が型内を流動する過程で、型の表面に接触する成形品の表層に成形材の流動方向と一致する配向が生じ、この表層における繊維の配向がこれより内側の中間層において予め付与されている配向の方向とは異なる方向になる。
【0030】
そして、このように配向された繊維を含む成形材が型内の閉ざされた状態で固化することになるので、繊維と樹脂の冷却速度の違い等から繊維に内部応力が発生し、この内部応力を閉じこめるように樹脂が固化することになる。
【0031】
この際に、振動板内部の繊維は、表層と中間層とで異なる配向となりながら、内部応力によって張力付加状態になり、更には、3mm〜50mmという長さの繊維が互いに絡み合うことになる。
【0032】
したがって、前述の製造方法によって成形された振動板は、前述の第1〜第5の特徴として示した構造上の特徴を有することになり、しかも、発泡層を形成する場合と比較して製造工程を簡略化できるので生産性が向上する。
【0033】
第8の特徴としては、S13工程において、振動板の中心から放射状に成形材を流入することにより、成形される振動板の表層においては中心から放射状に向けた繊維の配向が生じ、中間層においては、それとは異なり例えば周方向に向けた繊維の配向が生じる。したがって、このような製造方法で成形される振動板は、前述の特徴と共に、特に前記第2の特徴を有することになり、しかも、発泡層を形成する場合と比較して製造工程を簡略化できるので生産性が向上する。
【0034】
第9の特徴としては、樹脂に混入された3mm〜50mmの長さを有する繊維が長手方向に配向されている成形材を用い、該成形材を溶融して下型上に供給する工程と、前記下型上の成形材上に上型を押圧する工程と、該型内で前記成形材を固化する工程とを有することにより、成形品における上下型の表面に接する表層では、樹脂の流れに沿った方向に繊維が配向し、それより内側の中間層においては異なる配向となる。また、前述の製造方法と同様に、繊維に内部応力が発生し、この内部応力を閉じこめるように樹脂が固化することになる。したがって、前記第1〜第5の特徴を有し、しかも生産性の良好な振動板を形成することができる。
【0035】
第10の特徴としては、成形材中にフィラーを含有させることにより、前述の特徴と併せて更に機械的強度の高い振動板を形成することができる。
【0036】
【実施例】
以下に、本発明の更に具体的な実施例を説明する。
【0037】
[材料]本発明の一実施例に係るスピーカ振動板は以下のものから選択された材料からなる。
【0038】
ベース樹脂:ポリプロピレン(PP)、プロピレン−エチレンブロック共重合体、プロピレン−エチレンランダム共重合体、ポリエチレンなどのポリオレフィン系樹脂、ポリスチレン、ゴム変性耐衝撃性ポリスチレン、シンジオタクチック構造を含むポリスチレンなどのポリスチレン系樹脂、ABS樹脂、ポリ塩化ビニル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリアセタール系樹脂、ポリカーボネート系樹脂、ポリ芳香族エーテルまたはチオエーテル系樹脂、ポリ芳香族エステル系樹脂、ポリスルホン系樹脂およびアクリレート系樹脂などの熱可塑性樹脂。ここで、このような熱可塑性樹脂は、単独で用いることもできるが、二種類以上を組み合わせて用いてもよい。
【0039】
繊維:パラ系芳香族ポリアミド繊維、カーボン、ガラス繊維、ポリケトン繊維、ポリパラフェニレンベンズオキサゾール(PBO)繊維、メタ系芳香族ポリアミド繊維、ポリエチレンナフタレート(PEN)、ポリエステル繊維、全芳香族ポリエステル繊維(液晶ポリマー)等の内、単独又は二種類以上の組み合わせ。
【0040】
必要に応じて混入するフィラー:マイカ、タルク、炭酸カルシウム、カーボングラファイト、ホイスカ等。
【0041】
[成形材]本発明における成形材の一例を示す。前述したベース樹脂の重量比を5〜99%、前述した繊維の重量比を1〜95%とし、必要に応じて、前述のフィラーを混入する。繊維の長さを3mm〜50mmとして、長手方向に繊維が平行に揃うように配向して、ペレット形状の長繊維強化樹脂成形材を形成する。
【0042】
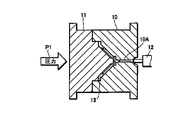
[成形方法]図5は、射出成形法を用いて実施例の振動板を形成する方法を示す説明図である。図において、10,11は金型、12はノズル、13は金型内に形成されるキャビティである。
【0043】
前述の成形材を加熱溶融してノズル12から射出させ、金型10の注入孔10Aを介してキャビティ13内に流入させる。注入孔10Aは成形される振動板の中心位置に設けられており、キャビティ13内に流入した成形材は振動板の中心位置から周縁に向けて矢印で示すように流れて、キャビティ13内に充填される。
【0044】
この間、金型10,11には圧力Pが付加されているが、成形材の充填が完了すると、この圧力P1を付加したままの状態で、金型10,11を冷却して、キャビティ13内の成形材を固化させる。所定時間経過後、成形材の固化が完了した時点で金型10,11から成形品である振動板を離型させる。
【0045】
このような製造方法によると、特定の方向に配向された成形材を溶融して、この成形材をキャビティ13の中心から周縁方向に流入させることにより、キャビティ13の内面に接する表層の繊維が、放射状の流れに従って配向されることになる。したがって、キャビティ13内に充填された成形材内の繊維は、表層部分で中心から周縁方向に向いた配向となり、その内側の中間層ではそれとは異なる配向になる。また、繊維の長さは3mm〜50mmと長く設定されているので、配向された繊維は連続性を有するように絡み合って樹脂内に存在することになる。
【0046】
そして、固化時の冷却では樹脂と繊維の冷却速度が異なるので、内部に微少な応力が生じる。この内部応力によって、配向された繊維は張力付加状態で樹脂内に固定されることになる。したがって、樹脂内の繊維は、表層と中間層とで交差する網目状の配向状態となり、しかも各方向に張力が付加された状態で絡み合って固定される。
【0047】
図6は、スタンピングモールド法を用いて実施例の振動板を成形する製造方法を示す説明図である。同図において、20が下金型、21が上金型、22が成形材供給管、22Aが供給ノズルを示している。前述の成形材を加熱溶融して、これを供給ノズル22Aから下金型20の内面上に供給する(同図(a)参照)。次に、下金型20に供給された成形材の上に上金型21を載せて圧力P2で押圧する(同図(b)参照)。この押圧によって供給された成形材Jは矢印の方向に流動する。そして、下金型20と上金型21とが接合した状態で、キャビティ23内に成形材Jが完全に充填される(同図(c))。その後は、圧力P2を付加したままの状態で、下金型20,上金型21を冷却して、キャビティ23内の成形材Jを固化させる。所定時間経過後、成形材の固化が完了した時点で下金型20,上金型21から成形品である振動板を離型させる。
【0048】
このような実施例の製造方法においても、下金型20と上金型21の押圧に伴う成形材の流れ(同図(b)参照)によって、前述した射出成形法の場合と同様に、成形材表層中の繊維に流れ方向の配向が生じ、また、その内側の中間層における繊維はそれとは異なる配向となる。また、前述の例と同様にキャビティ23内で内部応力が閉じこめられた状態になる。
【0049】
前述した各実施例の製造方法によって形成された振動板によると以下の作用を奏することができる。
【0050】
(1)内部の繊維は繊維長が長く、三次元の網目構造になっているので、内部に適度な空隙が形成され、軽量(低密度)の振動板が形成できる。また、三次元網目構造の繊維は異なる方向性を有し、各方向で連続的に絡まって全体的に広がっているので、多次元的に高い剛性を示すことができる。
【0051】
(2)異なる方向に配向された繊維が張力付加状態で固定されているので、音の伝搬速度を高めることができる。
【0052】
(3)長い繊維同士が絡み合っているので、接触部分で振動吸収作用を生じ内部損失が向上する。
【0053】
(4)多次元的な高剛性により温度変化に対しての剛性変化が軽減され、優れた耐環境性を示す。
【0054】
(5)用いられる繊維は、有機繊維の方が熱による伸縮が大きいため、閉じこめられる内部応力が大きくなり、更に効果は顕著になる。
【図面の簡単な説明】
【図1】本発明の振動板の内部構造を示す説明図である。
【図2】本発明の振動板内の繊維の配向方向を示す説明図である。
【図3】実施形態の製造方法を説明する説明図である。
【図4】他の実施形態の製造方法を説明する説明図である。
【図5】実施例の製造方法を示す説明図である。
【図6】他の実施例の製造方法を示す説明図である。
【符号の説明】
1 振動板
1a 繊維
1b 樹脂成分
1A 表層
1B 中間層
10,11 金型
12 ノズル
13,23 キャビティ
20 下金型
21 上金型
22 成形材供給管
22A 供給ノズル
Claims (10)
- 樹脂に繊維を含有させた繊維強化樹脂から成形されるスピーカ振動板であって、前記繊維は、3mm〜50mmの長さを有すると共に前記スピーカ振動板の表層及び中間層において異なる方向に配向されていることを特徴とするスピーカ振動板。
- 前記表層における配向の方向が、振動板の中心から周縁に向けた放射方向となることを特徴とする請求項1記載のスピーカ振動板。
- 樹脂に繊維を含有させた繊維強化樹脂から成形されるスピーカ振動板であって、前記繊維は樹脂の内部において、配向された張力付加状態で固定されていることを特徴とするスピーカ振動板。
- 前記繊維は、3mm〜50mmの長さを有すると共に前記スピーカ振動板の表層及び中間層において異なる方向に配向されていることを特徴とする請求項3記載のスピーカ振動板。
- 前記繊維は、前記樹脂の内部で相互に絡み合っていることを特徴とする請求項1〜4の何れかに記載のスピーカ振動板。
- 前記樹脂中にはフィラーが含有されていることを特徴とする請求項1〜5の何れかに記載のスピーカ振動板。
- 樹脂に繊維を含有させた繊維強化樹脂から成形されるスピーカ振動板の製造方法であって、
樹脂に混入された3mm〜50mmの長さを有する繊維が長手方向に配向されている成形材を用い、該成形材を溶融して型内に流入させる射出工程と、該型内で前記成形材を固化する工程とを有することを特徴とするスピーカ振動板の製造方法。 - 前記射出工程は、振動板の中心から放射状になされることを特徴とする請求項7に記載のスピーカ振動板。
- 樹脂に繊維を含有させた繊維強化樹脂から成形されるスピーカ振動板の製造方法であって、
樹脂に混入された3mm〜50mmの長さを有する繊維が長手方向に配向されている成形材を用い、該成形材を溶融して下型上に供給する工程と、前記下型上の成形材上に上型を押圧する工程と、該型内で前記成形材を固化する工程とを有することを特徴とするスピーカ振動板の製造方法。 - 前記成形材中にフィラーを含有させることを特徴とする請求項7〜9の何れかに記載のスピーカ振動板の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002162972A JP3913113B2 (ja) | 2002-06-04 | 2002-06-04 | スピーカ振動板及びその製造方法 |
| US10/446,814 US7443998B2 (en) | 2002-06-04 | 2003-05-29 | Speaker diaphragm and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002162972A JP3913113B2 (ja) | 2002-06-04 | 2002-06-04 | スピーカ振動板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004015194A true JP2004015194A (ja) | 2004-01-15 |
| JP3913113B2 JP3913113B2 (ja) | 2007-05-09 |
Family
ID=29561690
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002162972A Expired - Fee Related JP3913113B2 (ja) | 2002-06-04 | 2002-06-04 | スピーカ振動板及びその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7443998B2 (ja) |
| JP (1) | JP3913113B2 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006203563A (ja) * | 2005-01-20 | 2006-08-03 | Nippon Soken Inc | 超音波センサ |
| JP2007049471A (ja) * | 2005-08-10 | 2007-02-22 | Sony Corp | スピーカ振動板 |
| JP2009177842A (ja) * | 2009-05-11 | 2009-08-06 | Panasonic Corp | スピーカ用振動板およびこれを用いたスピーカならびにこのスピーカを用いた電子機器および装置 |
| JP2010050963A (ja) * | 2008-07-25 | 2010-03-04 | Sumitomo Chemical Co Ltd | 超音波センサ用ケース及び超音波センサ |
| WO2010095704A1 (ja) * | 2009-02-23 | 2010-08-26 | 三菱電機株式会社 | スピーカの振動板、スピーカおよびスピーカの振動板の製造方法 |
| JP2015192416A (ja) * | 2014-03-28 | 2015-11-02 | パイオニア株式会社 | スピーカ装置用振動板、及び、スピーカ装置用振動板の製造方法 |
| JP2015535309A (ja) * | 2012-11-01 | 2015-12-10 | ウーペーエム−キュンメネ コーポレイションUPM−Kymmene Corporation | 振動特性を有する複合材構造体 |
| JP2018129859A (ja) * | 2018-04-12 | 2018-08-16 | パイオニア株式会社 | スピーカ装置用振動板、及び、スピーカ装置用振動板の製造方法 |
| WO2019087834A1 (ja) * | 2017-11-02 | 2019-05-09 | ヤマハ株式会社 | スピーカー用振動板及びその製造方法 |
| WO2020022459A1 (ja) | 2018-07-27 | 2020-01-30 | ヤマハ株式会社 | スピーカ用振動板及びスピーカ用振動板の製造方法 |
| JP2020025358A (ja) * | 2019-11-21 | 2020-02-13 | パイオニア株式会社 | スピーカ装置用振動板、及び、スピーカ装置用振動板の製造方法 |
| WO2020095676A1 (ja) * | 2018-11-06 | 2020-05-14 | ヤマハ株式会社 | スピーカー振動板 |
| JP7186365B1 (ja) | 2021-05-25 | 2022-12-09 | 東レプラスチック精工株式会社 | 熱可塑性炭素繊維樹脂基材を用いたスピーカー用部品およびスピーカー |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005080098A (ja) * | 2003-09-02 | 2005-03-24 | Pioneer Electronic Corp | スピーカ用の振動板及びそれを備えたスピーカ |
| DE602004011480T2 (de) * | 2004-05-06 | 2009-01-22 | Harman Becker Automotive Systems Gmbh | Lautsprechermembran |
| JP2006222756A (ja) * | 2005-02-10 | 2006-08-24 | Pioneer Electronic Corp | 振動板、および、スピーカ装置 |
| JP2006295245A (ja) * | 2005-04-05 | 2006-10-26 | Sony Corp | 音響振動板 |
| JP2007028525A (ja) * | 2005-07-21 | 2007-02-01 | Sony Corp | 音響振動板及び音響振動板製造方法 |
| US20070183621A1 (en) * | 2006-02-03 | 2007-08-09 | Chui-Che Chen | Diaphragm for tweeter |
| US8320604B1 (en) * | 2007-05-02 | 2012-11-27 | Richard Vandersteen | Composite loudspeaker cone |
| WO2009044506A1 (ja) * | 2007-10-05 | 2009-04-09 | Panasonic Corporation | 微細化天然繊維、及び、微細化天然繊維を塗布したスピーカ用振動板 |
| US9438997B2 (en) * | 2012-12-14 | 2016-09-06 | Panasonic Intellectual Property Management Co., Ltd. | Diaphragm, loudspeaker using diaphragm, electronic device and mobile device using loudspeaker, and method for producing diaphragm |
| WO2016029357A1 (en) * | 2014-08-26 | 2016-03-03 | Goertek Inc. | Method for manufacturing thermal bimorph diaphragm and mems speaker with thermal bimorphs |
| KR101569851B1 (ko) | 2015-05-28 | 2015-11-18 | 한국기계연구원 | 비탄성률 증대를 위한 다층 구조의 진동판을 갖는 스피커 |
| JP6275793B1 (ja) * | 2016-09-16 | 2018-02-07 | アルパイン株式会社 | スピーカ |
| CN108566608B (zh) * | 2018-06-15 | 2020-02-07 | 歌尔股份有限公司 | 一种扬声器 |
| CN112511956B (zh) * | 2020-11-02 | 2023-04-28 | 歌尔股份有限公司 | 用于发声装置的振动板及发声装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2624417A (en) * | 1947-02-20 | 1953-01-06 | Joseph B Brennan | Acoustic diaphragm with flexible rim portion and rigid body portion |
| USRE24141E (en) * | 1952-10-25 | 1956-04-10 | Method of making the same | |
| US4359132A (en) * | 1981-05-14 | 1982-11-16 | Albany International Corp. | High performance speaker diaphragm |
| US4562899A (en) * | 1982-06-16 | 1986-01-07 | Nippon Gakki Seizo Kabushiki Kaisha | Diaphragm of electroacoustic transducer and method of manufacturing the same |
| US4518642A (en) * | 1983-04-15 | 1985-05-21 | International Jensen Incorporated | Loudspeaker diaphragm and method for making same |
| JP2670365B2 (ja) * | 1989-10-23 | 1997-10-29 | ソニー株式会社 | 振動板の製造方法 |
| JPH06178385A (ja) | 1992-12-10 | 1994-06-24 | Nippon Petrochem Co Ltd | 電気音響変換器 |
| TW494060B (en) * | 2000-04-14 | 2002-07-11 | John T S Lin | Molding method of carbon fiber layer |
-
2002
- 2002-06-04 JP JP2002162972A patent/JP3913113B2/ja not_active Expired - Fee Related
-
2003
- 2003-05-29 US US10/446,814 patent/US7443998B2/en not_active Expired - Fee Related
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006203563A (ja) * | 2005-01-20 | 2006-08-03 | Nippon Soken Inc | 超音波センサ |
| JP2007049471A (ja) * | 2005-08-10 | 2007-02-22 | Sony Corp | スピーカ振動板 |
| JP2010050963A (ja) * | 2008-07-25 | 2010-03-04 | Sumitomo Chemical Co Ltd | 超音波センサ用ケース及び超音波センサ |
| WO2010095704A1 (ja) * | 2009-02-23 | 2010-08-26 | 三菱電機株式会社 | スピーカの振動板、スピーカおよびスピーカの振動板の製造方法 |
| US9027699B2 (en) | 2009-02-23 | 2015-05-12 | Mitsubishi Electric Corporation | Speaker diaphragm, speaker, and production method of speaker diaphragm |
| JP2009177842A (ja) * | 2009-05-11 | 2009-08-06 | Panasonic Corp | スピーカ用振動板およびこれを用いたスピーカならびにこのスピーカを用いた電子機器および装置 |
| JP2015535309A (ja) * | 2012-11-01 | 2015-12-10 | ウーペーエム−キュンメネ コーポレイションUPM−Kymmene Corporation | 振動特性を有する複合材構造体 |
| JP2015192416A (ja) * | 2014-03-28 | 2015-11-02 | パイオニア株式会社 | スピーカ装置用振動板、及び、スピーカ装置用振動板の製造方法 |
| JP7101929B2 (ja) | 2017-11-02 | 2022-07-19 | ヤマハ株式会社 | スピーカー用振動板 |
| WO2019087834A1 (ja) * | 2017-11-02 | 2019-05-09 | ヤマハ株式会社 | スピーカー用振動板及びその製造方法 |
| JP2019087817A (ja) * | 2017-11-02 | 2019-06-06 | ヤマハ株式会社 | スピーカー用振動板 |
| US11432072B2 (en) | 2017-11-02 | 2022-08-30 | Yamaha Corporation | Speaker diaphragm and production method thereof |
| JP2018129859A (ja) * | 2018-04-12 | 2018-08-16 | パイオニア株式会社 | スピーカ装置用振動板、及び、スピーカ装置用振動板の製造方法 |
| CN112385246A (zh) * | 2018-07-27 | 2021-02-19 | 雅马哈株式会社 | 扬声器用振动板以及扬声器用振动板的制造方法 |
| JPWO2020022459A1 (ja) * | 2018-07-27 | 2021-04-30 | ヤマハ株式会社 | スピーカ用振動板及びスピーカ用振動板の製造方法 |
| WO2020022459A1 (ja) | 2018-07-27 | 2020-01-30 | ヤマハ株式会社 | スピーカ用振動板及びスピーカ用振動板の製造方法 |
| JP2020077949A (ja) * | 2018-11-06 | 2020-05-21 | ヤマハ株式会社 | スピーカー振動板 |
| WO2020095676A1 (ja) * | 2018-11-06 | 2020-05-14 | ヤマハ株式会社 | スピーカー振動板 |
| JP7234585B2 (ja) | 2018-11-06 | 2023-03-08 | ヤマハ株式会社 | スピーカー振動板及びスピーカー |
| US11974110B2 (en) | 2018-11-06 | 2024-04-30 | Yamaha Corporation | Speaker diaphragm |
| JP2021168502A (ja) * | 2019-11-21 | 2021-10-21 | パイオニア株式会社 | スピーカ装置用振動板、及び、スピーカ装置用振動板の製造方法 |
| JP2020025358A (ja) * | 2019-11-21 | 2020-02-13 | パイオニア株式会社 | スピーカ装置用振動板、及び、スピーカ装置用振動板の製造方法 |
| JP7186365B1 (ja) | 2021-05-25 | 2022-12-09 | 東レプラスチック精工株式会社 | 熱可塑性炭素繊維樹脂基材を用いたスピーカー用部品およびスピーカー |
| JP2022187499A (ja) * | 2021-05-25 | 2022-12-20 | 東レプラスチック精工株式会社 | 熱可塑性炭素繊維樹脂基材を用いたスピーカー用部品およびスピーカー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3913113B2 (ja) | 2007-05-09 |
| US20030223613A1 (en) | 2003-12-04 |
| US7443998B2 (en) | 2008-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3913113B2 (ja) | スピーカ振動板及びその製造方法 | |
| US20070132131A1 (en) | Resin-molded component and method for manufacturing thereof as well as diaphragm for loudspeaker | |
| US7092544B2 (en) | Diaphragm for electroacoustic transducer and method of making the same | |
| RU2618725C2 (ru) | Способ заполнения разрыва в покрытии трубопровода с нанесенным покрытием, предпочтительно термоизоляционным покрытием | |
| US5968629A (en) | Acoustic absorbing component and production process thereof | |
| US6871724B2 (en) | Electroacoustic transducer frame and method of making the same | |
| US6623838B1 (en) | Lightweight resin molded product and production method thereof | |
| CN1572460A (zh) | 制造泡沫树脂模塑产品的方法及用于模塑泡沫树脂的设备 | |
| JPH1058573A (ja) | 繊維強化熱可塑性樹脂発泡成形体およびその製造方法 | |
| JP2002369286A (ja) | 電気音響変換器用振動板及びその製造方法 | |
| JPS62202699A (ja) | スピーカ振動板 | |
| Cabrera et al. | Pressurized water pellets and supercritical nitrogen in injection molding | |
| JP2001268686A (ja) | 電気音響変換器用振動板およびその製造方法 | |
| JP4035865B2 (ja) | スピーカ用振動板およびその製法 | |
| JP2000094469A (ja) | 繊維含有軽量樹脂成形品の成形方法および成形品 | |
| JP2007161853A (ja) | プラスチック成形品及びその製造方法 | |
| JP2000033627A (ja) | 軽量樹脂成形品の製造方法および軽量樹脂成形品 | |
| JP2002225058A (ja) | 熱可塑性樹脂発泡成形体 | |
| JPH0477095A (ja) | スピーカ用振動板 | |
| JPS62149296A (ja) | スピーカ振動板およびその製造方法 | |
| JP2835974B2 (ja) | 厚肉補強部付中空成形体及びその製造方法 | |
| JP2005328297A (ja) | スピーカの振動板及びスピーカの振動板の製造方法 | |
| JP4316258B2 (ja) | プラスチック軽量成形体およびその製造方法 | |
| JPH10296772A (ja) | 発泡性繊維強化樹脂成形品の製造方法 | |
| JP2001189998A (ja) | スピーカ振動板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050530 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061020 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070130 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3913113 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110209 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110209 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120209 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130209 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140209 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |