ES2882338T3 - Acero recubierto por inmersión en caliente que tiene excelente capacidad de procesamiento y procedimiento de fabricación del mismo - Google Patents
Acero recubierto por inmersión en caliente que tiene excelente capacidad de procesamiento y procedimiento de fabricación del mismo Download PDFInfo
- Publication number
- ES2882338T3 ES2882338T3 ES17884148T ES17884148T ES2882338T3 ES 2882338 T3 ES2882338 T3 ES 2882338T3 ES 17884148 T ES17884148 T ES 17884148T ES 17884148 T ES17884148 T ES 17884148T ES 2882338 T3 ES2882338 T3 ES 2882338T3
- Authority
- ES
- Spain
- Prior art keywords
- hot
- less
- dip coated
- excluding
- rolled steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 99
- 239000010959 steel Substances 0.000 title claims abstract description 99
- 238000000034 method Methods 0.000 title claims description 17
- 230000008569 process Effects 0.000 title claims description 11
- 238000004519 manufacturing process Methods 0.000 title description 12
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims abstract description 33
- 239000011651 chromium Substances 0.000 claims abstract description 30
- 239000002244 precipitate Substances 0.000 claims abstract description 29
- 239000010949 copper Substances 0.000 claims abstract description 26
- 239000011572 manganese Substances 0.000 claims abstract description 24
- 239000010955 niobium Substances 0.000 claims abstract description 23
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 23
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims abstract description 14
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 14
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 12
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 11
- 239000012535 impurity Substances 0.000 claims abstract description 11
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 11
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 10
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 10
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 10
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 10
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 10
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims abstract description 9
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 9
- 239000010703 silicon Substances 0.000 claims abstract description 9
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 claims abstract description 9
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 8
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 claims abstract description 8
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims abstract description 8
- 239000011733 molybdenum Substances 0.000 claims abstract description 8
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 claims abstract description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 7
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims abstract description 7
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 claims abstract description 7
- 229910052802 copper Inorganic materials 0.000 claims abstract description 7
- 239000011777 magnesium Substances 0.000 claims abstract description 7
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 7
- 229910052698 phosphorus Inorganic materials 0.000 claims abstract description 7
- 239000011574 phosphorus Substances 0.000 claims abstract description 7
- 229910052717 sulfur Inorganic materials 0.000 claims abstract description 7
- 239000011593 sulfur Substances 0.000 claims abstract description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 6
- 229910052749 magnesium Inorganic materials 0.000 claims abstract description 4
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims abstract description 3
- JBQYATWDVHIOAR-UHFFFAOYSA-N tellanylidenegermanium Chemical compound [Te]=[Ge] JBQYATWDVHIOAR-UHFFFAOYSA-N 0.000 claims abstract description 3
- 238000001816 cooling Methods 0.000 claims description 23
- 238000005096 rolling process Methods 0.000 claims description 19
- 238000010438 heat treatment Methods 0.000 claims description 11
- 238000004804 winding Methods 0.000 claims description 11
- 229910001566 austenite Inorganic materials 0.000 claims description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 7
- 229910001563 bainite Inorganic materials 0.000 claims description 4
- 229910001562 pearlite Inorganic materials 0.000 claims description 4
- 239000000047 product Substances 0.000 claims description 3
- 238000003618 dip coating Methods 0.000 claims description 2
- 239000000463 material Substances 0.000 description 17
- 238000005728 strengthening Methods 0.000 description 13
- UNASZPQZIFZUSI-UHFFFAOYSA-N methylidyneniobium Chemical compound [Nb]#C UNASZPQZIFZUSI-UHFFFAOYSA-N 0.000 description 9
- 230000000694 effects Effects 0.000 description 8
- 238000001556 precipitation Methods 0.000 description 8
- 239000006104 solid solution Substances 0.000 description 7
- 230000006866 deterioration Effects 0.000 description 6
- 239000011435 rock Substances 0.000 description 6
- 238000005098 hot rolling Methods 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 230000003014 reinforcing effect Effects 0.000 description 5
- 239000010936 titanium Substances 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- 229910052720 vanadium Inorganic materials 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 238000001887 electron backscatter diffraction Methods 0.000 description 2
- 238000003303 reheating Methods 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 229910018134 Al-Mg Inorganic materials 0.000 description 1
- 229910018467 Al—Mg Inorganic materials 0.000 description 1
- 241000219307 Atriplex rosea Species 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910007570 Zn-Al Inorganic materials 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000005246 galvanizing Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/012—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of aluminium or an aluminium alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/043—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/02—Hardening by precipitation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/024—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by cleaning or etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/34—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the shape of the material to be treated
- C23C2/36—Elongated material
- C23C2/40—Plates; Strips
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/023—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/02—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material
- C23C28/023—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only
- C23C28/025—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings only including layers of metallic material only coatings of metal elements only with at least one zinc-based layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/322—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/322—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only
- C23C28/3225—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only with at least one zinc-based layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12729—Group IIA metal-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12736—Al-base component
- Y10T428/1275—Next to Group VIII or IB metal-base component
- Y10T428/12757—Fe
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12785—Group IIB metal-base component
- Y10T428/12792—Zn-base component
- Y10T428/12799—Next to Fe-base component [e.g., galvanized]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12958—Next to Fe-base component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12951—Fe-base component
- Y10T428/12972—Containing 0.01-1.7% carbon [i.e., steel]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Un acero recubierto por inmersión en caliente, que comprende un acero laminado en caliente y una capa recubierta por inmersión en caliente formada en una superficie del acero laminado en caliente, en el que el acero laminado en caliente incluye de 0,05 % en peso a 0,15 % en peso de carbono (C), 0,5 % en peso o menos de silicio (Si), excluyendo 0 % en peso, 0,5 % en peso a 1,5 % en peso de manganeso (Mn) , 0,01 % en peso a 0,05 % en peso de niobio (Nb), 0,005 % en peso a 0,05 % en peso de vanadio (V), 0,03 % en peso o menos de fósforo (P), excluyendo 0 % en peso, 0,015 % en peso o menos de azufre (S), excluyendo 0 % en peso, 0,05 % en peso o menos de aluminio (Al), excluyendo 0 % en peso, 0,01 % en peso o menos de nitrógeno (N), excluyendo 0 % en peso, y donde el resto de hierro (Fe) e impurezas inevitables, incluye cromo (Cr), níquel (Ni), molibdeno (Mo) y cobre (Cu), y se suprimen hasta 0,05 % en peso o menos de Cr, 0,05 % en peso o menos de Ni, 0,01 % en peso o menos de Mo, y 0,01% en peso o menos de Cu, incluye 90 % de área o más de ferrita como su microestructura, e incluye de 5.000 a 15.000/μm2 de precipitados con base en V, y en el que la capa recubierta por inmersión en caliente incluye al menos uno de zinc (Zn), Al y magnesio (Mg), y en el que los precipitados con base en V son uno o más de VC, VN o V (C, N).
Description
DESCRIPCIÓN
Acero recubierto por inmersión en caliente que tiene excelente capacidad de procesamiento y procedimiento de fabricación del mismo
[Campo técnico]
La presente divulgación se refiere a un acero recubierto por inmersión en caliente que tiene una excelente capacidad de procesamiento y un procedimiento para fabricar el mismo, y en particular, a un acero recubierto por inmersión en caliente que tiene una excelente capacidad de procesamiento y que podría utilizarse preferentemente en un perno de roca para el soporte de túneles y taludes, y un procedimiento para fabricar el mismo.
[Técnica Antecedente]
Los pernos de roca son dispositivos que se utilizan para soportar túneles y taludes (véanse los Documentos de Patente 1 a 3), y se requiere que la resistencia de un material sea excelente, ya que es necesario que soporte una carga significativamente alta. Por lo tanto, de acuerdo con la técnica relacionada, un acero laminado en caliente se utiliza principalmente como un material para tal perno de roca, el acero laminado en caliente tiene resistencia mejorada mediante la adición de una gran cantidad de elementos de refuerzo de solución sólida, tales como C, Si, Mn, Cr, o similares, o la adición de una gran cantidad de elementos de refuerzo por precipitación, tales como Ti, Nb, V, Mo, o similares, en el acero de alta pureza con impurezas significativamente reducidas en el acero.
Sin embargo, los pernos de roca se procesan para tener una forma de herradura, y luego se insertan en una superficie de soporte y se expanden en volumen por la presión hidráulica. Aquí, durante el uso real, en el caso del acero laminado en caliente, en el que se añade una gran cantidad de elementos de refuerzo de solución sólida tales como el carbono (C), el silicio (Si), el manganeso (Mn), el cromo (Cr), o similares, o una gran cantidad de elementos de refuerzo por precipitación tales como el titanio (Ti), el niobio (Nb), el vanadio (V), el molibdeno (Mo), o similares, puede producirse una gran cantidad de grietas en una porción procesada debido a la mala capacidad de procesamiento. Además, los pernos de roca pasan a través de un procedimiento de fabricación de tubería durante un procedimiento de fabricación. Aquí, en el caso del acero laminado en caliente, en el que se añade una gran cantidad de elementos de refuerzo de solución sólida tales como C, Si, Mn, Cr, o similares, o una gran cantidad de elementos de refuerzo por precipitación tales como Ti, Nb, V, Mo, o similares, la capacidad de soldadura puede ser pobre debido a un alto equivalente de carbono.
El Documento de Patente 4 se refiere a una lámina de acero laminada en caliente para hidroformación, que tiene una resistencia a la tracción de 780 MPa o más. Sin embargo, el Documento de Patente 4 divulga que se puede obtener una resistencia muy alta debido a una cantidad de vanadio como elemento de refuerzo precipitante.
El Documento de Patente 5 se refiere a una lámina de acero laminada en frío por inmersión en caliente o chapada electrolíticamente. Sin embargo, el Documento de Patente 5 tiene el problema de que comprende además un procedimiento de laminación en frío, recocido y enfriamiento después de la laminación en caliente.
[Documento de patente]
(Documento de Patente 1) Registro de Patente Coreana No 10-0972357
(Documento de Patente 2) Registro de Patente Coreana No 10-1038472
(Documento de Patente 3) Registro de Patente Coreana No 10-1196889
(Documento de Patente 4) Publicación de Patente Japonesa Abierta al Público No 2009-057620 (Documento de Patente 5) Publicación de Patente Europea No 1431407
[Divulgación]
[Problema técnico]
Un aspecto de la presente divulgación proporciona un acero recubierto por inmersión en caliente que tiene una excelente capacidad de procesamiento y un procedimiento para fabricar el mismo.
[Solución técnica]
De acuerdo con un aspecto de la presente divulgación, un acero recubierto por inmersión en caliente incluye un acero laminado en caliente y una capa recubierta por inmersión en caliente formada en la superficie del acero laminado en caliente, y el acero laminado en caliente incluye de 0,05 % en peso a 0,15 % en peso de carbono (C), 0,5 % en peso
o menos de silicio (Si) (excluyendo 0 % en peso), 0,5 % en peso a 1,5 % en peso de manganeso (Mn), 0,01 % en peso a 0,05 % en peso de niobio (Nb), 0,005 % en peso a 0,05 % en peso de vanadio (V), 0,03 % en peso o menos de fósforo (P) (excluyendo 0 % en peso), 0,015 % en peso de azufre (S) (excluyendo 0 % en peso), 0,05 % en peso o menos de aluminio (Al) (excluyendo 0 % en peso), 0,01 % en peso o menos de nitrógeno (N) (excluyendo 0 %), donde y el resto de hierro (Fe) e impurezas inevitables, incluye cromo (Cr), níquel (Ni), molibdeno (Mo) y cobre (Cu), y se suprimen a 0,05 % en peso o menos de Cr, 0,05 % en peso o menos de Ni, 0,01 % en peso o menos de Mo, y 0,01% en peso o menos de Cu, incluye 90 % de área o más de ferrita como la microestructura de la misma, e incluye 5,000 a 15,000/pm2 de precipitados con base en V, y en el que la capa recubierta por inmersión en caliente incluye al menos uno de zinc (Zn ), Al y magnesio (Mg), y en el que los precipitados con base en V son uno o más de VC, VN o V (C, N).
De acuerdo con otro aspecto de la presente invención, un procedimiento para fabricar un acero recubierto por inmersión en caliente incluye: recalentar una placa que incluye de 0,05 % en peso a 0,15 % en peso de carbono (C), 0,5 % en peso o menos de silicio (Si) (excluyendo 0 % en peso), 0,5 % en peso a 1,5 % en peso de manganeso (Mn), 0,01 % en peso a 0,05 % en peso de niobio (Nb), 0,005 % en peso a 0,05 % en peso de vanadio (V), 0,03 % en peso o menos de fósforo (P) (excluyendo 0 % en peso), 0,015 % en peso de azufre (S) (excluyendo 0 % en peso), 0,05 % en peso o menos de aluminio (Al) (excluyendo 0 % en peso), 0,01 % en peso o menos de nitrógeno (N) (excluyendo 0 % en peso), y donde el resto de Fe e impurezas inevitables incluye cromo (Cr), níquel (Ni), molibdeno (Mo), y cobre (Cu), y se suprimen a 0,05 % en peso o menos de Cr, 0,05 % en peso o menos de Ni, 0,01 % en peso o menos de Mo, y 0.01 % en peso o menos de Cu a 1.100 °C a 1.300 °C; obtención de un acero laminado en caliente por laminado de acabado a una temperatura de austenita monofásica, después de laminar en bruto la placa recalentada; enfriamiento por aire durante 1 a 5 segundos, después de enfriar con agua el acero laminado en caliente a una temperatura de 650 °C a 750 °C a una tasa de 40 °C/seg a 60 °C/seg; bobinar el acero laminado en caliente enfriado por aire a una temperatura de 550 °C a 650 °C; y recubrir por inmersión en caliente el acero laminado en caliente bobinado después de un tratamiento térmico de 1 a 5 minutos a una temperatura de 500 °C a 650 °C, en el que el espesor de placa laminada en bruto con respecto al espesor de la placa recalentada es del 10 % al 25 %, y en el que la temperatura de laminado de acabado es de 800 °C a 900 °C.
[Efectos ventajosos]
Como uno de los diversos efectos de la presente divulgación, el acero recubierto por inmersión en caliente de acuerdo con la presente divulgación tiene la ventaja de tener un excelente equilibrio de resistencia y ductilidad.
Aunque las diversas ventajas y efectos beneficiosos del presente concepto inventivo no se limitan a lo anterior, se entenderán fácilmente en el curso de la descripción de las realizaciones específicas del presente concepto inventivo.
[Mejor modo de la invención]
A continuación, se describirá en detalle un aspecto de la presente invención, un acero recubierto por inmersión en caliente que tiene una excelente capacidad de procesamiento.
Un acero recubierto por inmersión en caliente de acuerdo con una realización incluye un acero laminado en caliente y una capa recubierta por inmersión en caliente formada en una superficie del acero laminado en caliente. En la presente divulgación, una composición de la capa recubierta por inmersión en caliente no está particularmente limitada, y la capa recubierta por inmersión en caliente puede incluir al menos uno de los elementos Zn, Al y Mg (por ejemplo, Zn, Zn-Al, o Zn-Al-Mg), a modo de ejemplo sin limitación.
A continuación, se describirá en detalle el elemento de aleación y un intervalo de contenido preferible del acero laminado en caliente, un material base. Cabe señalar que el contenido de cada elemento descrito a continuación se basa en el peso, a menos que se especifique lo contrario.
Carbono (C): 0,05 % a 0,15%
El carbono (C) es el elemento más económico y eficaz para asegurar la resistencia. Si el contenido de C es significativamente bajo, puede ser difícil alcanzar la resistencia deseada incluso si se añade un elemento de refuerzo por precipitación tal como el Nb. Por otro lado, si el contenido de C es significativamente excesivo, la ductilidad puede deteriorarse debido al aumento excesivo de la resistencia.
Silicio (Si): 0,5 % o menos (excluyendo el 0 %)
Aunque el silicio (Si) contribuye al aumento de la resistencia mediante la desoxidación del acero fundido y el refuerzo de la solución sólida, no se añade intencionadamente en la presente divulgación, y puede no haber ningún problema
para asegurar las propiedades del material sin la adición de silicio. Por otra parte, si el contenido de Si es significativamente excesivo, se forma una incrustación roja, causada por el Si, en una superficie del acero laminado en caliente, lo que provoca el deterioro de la calidad de la superficie y el deterioro de la capacidad de soldadura.
Manganeso (Mn): 0,5 % a 1,5 %
El manganeso (Mn) es un elemento eficaz para el refuerzo de la solución sólida del acero, y se requiere su adición en una cantidad del 0,5 % o más para asegurar una resistencia adecuada. Sin embargo, si el contenido de Mn es significativamente excesivo, puede existir el riesgo de que se produzca una segregación del centro en un procedimiento de colada continua.
Niobio (Nb): 0,01 % a 0,05 %
El niobio (Nb), como elemento de refuerzo por precipitación, es un elemento eficaz para asegurar la resistencia al tiempo que reduce significativamente el deterioro de la ductilidad mediante la generación de precipitados con base en carburo de niobio (NbC). En particular, cuando se añade una cantidad adecuada de Nb, el efecto de reforzar el límite elástico es significativo. Para obtener dicho efecto en la presente divulgación, se añade Nb en una cantidad de 0,01 % o más. Sin embargo, si el contenido de Nb es excesivo, la eficiencia económica puede verse deteriorada debido a un aumento de los costes de fabricación. Teniendo en cuenta esto, el límite superior de Nb se limita al 0,05 %.
Vanadio (V): 0,005 % a 0,05 %
El vanadio (V) es también un elemento de refuerzo por precipitación y es un elemento eficaz para asegurar la resistencia del acero. Para obtener dicho efecto en la presente divulgación, se añade V en una cantidad de 0,005 % o más. Sin embargo, si el contenido de V es excesivo, la tenacidad puede verse reducida. Teniendo en cuenta esto, el límite superior de V se limita al 0,05 %.
Fósforo (P): 0,03 % o menos (excluyendo el 0%)
El fósforo (P) es una impureza que inevitablemente contiene el acero, y es preferible controlar el contenido de P para que sea lo más bajo posible. En detalle, si el contenido de P es excesivo, aumenta el riesgo de deterioro de la capacidad de soldadura y la fragilidad del acero, y el contenido de P se controla al 0,03 % o menos en la presente divulgación.
Azufre (S): 0,015 % (excluyendo 0 %)
El azufre (S) es una impureza que inevitablemente contiene el acero, y es preferible controlar el contenido de P para que sea lo más bajo posible. En concreto, si el contenido de S es excesivo, el S puede combinarse con el Mn para formar una inclusión no metálica, y aumenta el riesgo de fragilidad del acero. Aquí, el contenido de S se controla al 0,015 % o menos en la presente divulgación.
Aluminio (Al): 0,05% o menos (excluyendo 0 %)
Aunque el aluminio (Al) contribuye a la desoxidación del acero fundido, no se añade intencionadamente en la presente divulgación, y puede que no haya ningún problema para asegurar las propiedades del material sin la adición de aluminio. Por otra parte, si el contenido de Al es excesivo, puede producirse un fenómeno de obstrucción de la boquilla durante la colada continua, y el contenido de Al se controla al 0,05 % o menos en la presente divulgación.
Nitrógeno (N): 0,01 % o menos (excluyendo 0 %)
Aunque el nitrógeno (N) contribuye a la mejora de la resistencia del acero, no se añade intencionadamente en la presente divulgación, y puede que no haya ningún problema para asegurar las propiedades del material sin la adición de aluminio. Por otro lado, si el contenido de N es excesivo, aumenta el riesgo de fragilidad del acero, y el contenido de N se controla al 0,01 % o menos en la presente divulgación.
El resto, aparte de las composiciones, es hierro (Fe). Simplemente, en un procedimiento de fabricación común, las impurezas no deseadas pueden mezclarse inevitablemente desde los alrededores, y, por lo tanto, esto no puede ser excluido. Estas impurezas podrían ser conocidas por los expertos en la técnica y, por lo tanto, no se mencionan específicamente todos los contenidos en la presente memoria descriptiva, pero las impurezas típicas son las siguientes.
Cromo (Cr): 0,05 % o menos
El cromo (Cr) puede ayudar a formar ferrita equiaxada retrasando la transformación de fase de la bainita durante el enfriamiento mientras se refuerza el acero en solución sólida. Sin embargo, en la presente divulgación, incluso si no se añade Cr, no hay ningún problema significativo para asegurar las propiedades del material. Por otro lado, si el contenido de Cr es excesivo, la capacidad de soldadura se deteriora, y el contenido de Cr se controla al 0,05 % o menos en la presente divulgación.
Níquel (Ni): 0,05 % o menos
El níquel (Ni) sirve para mejorar la resistencia y la tenacidad del acero simultáneamente, pero puede no haber problema en asegurar las propiedades del material sin la adición de Ni en la presente divulgación. Por otro lado, si el contenido de Ni es excesivo, no sólo se reduce la eficiencia económica, sino que también se deteriora la capacidad de soldadura, y el contenido de Ni se controla al 0,05 % o menos en la presente divulgación.
Molibdeno (Mo): 0,01 % o menos
El molibdeno (Mo) sirve para mejorar el límite elástico mediante el refuerzo de la solución sólida, y para mejorar la tenacidad al impacto mediante el refuerzo de los límites de grano, pero puede no haber ningún problema en asegurar las propiedades del material sin la adición de Mo en la presente divulgación. Por otro lado, si el contenido de Mo es excesivo, no sólo se reduce la eficiencia económica, sino que también se deteriora la capacidad de soldadura, y el contenido de Mo se controla al 0,01 % o menos en la presente divulgación.
Cobre (Cu): 0,01 % o menos
El cobre (Cu) sirve para aumentar la resistencia mediante la formación de precipitados finos, pero puede no haber problema en asegurar las propiedades del material sin la adición de Cu en la presente divulgación. Por otro lado, si el contenido de Cu es excesivo, la capacidad de trabajo en caliente y la capacidad de procesamiento a temperatura ambiente se deterioran, y el contenido de Cu se controla al 0,01 % o menos en la presente divulgación.
Aquí, es preferible controlar un equivalente de carbono (Ceq), definido por la ecuación 1, a 0,43 o menos cuando se diseña una aleación de un material de acero que tiene el intervalo de elementos descrito anteriormente. Esto es para asegurar un nivel adecuado de capacidad de soldadura.
[Ecuación 1]
Ceq= [C] [Mn] / 6+ ( [Cu] [Ni ] ) /15+ ( [Cr] [Mo] + [V] ) / 5
Aquí, cada uno de [C], [Mn], [Cu], [Ni], [Cr], [Mo] y [V] indica el contenido del elemento (% en peso).
A continuación, se describirá en detalle la microestructura del acero laminado en caliente, un material base.
El acero laminado en caliente, el material base del acero recubierto por inmersión en caliente de acuerdo con una realización, incluye de 5.000 a 15.000/pm2 de precipitados con base en V. Si el número por unidad de área de los precipitados con base en V es menor que 5.000/pm2, es posible que no se garantice una resistencia suficiente. Por otro lado, si el número por unidad de área de los precipitados con base en V supera los 15.000/pm2, puede ser difícil asegurar una ductilidad suficiente. En la presente divulgación, los precipitados con base en V son VC, VN o V(C,N).
De acuerdo con un ejemplo, un diámetro promedio de los precipitados con base en V puede ser de 5 nm a 10 nm, y un diámetro máximo de los mismos puede ser de 20 nm o menos. Si el diámetro promedio es menor que 5 nm, los precipitados se generan a una temperatura relativamente baja. En este sentido, puede ser difícil asegurar el número suficiente por unidad de superficie. Por otro lado, si el diámetro promedio supera los 10 nm, o el diámetro máximo supera los 20 nm, el efecto de refuerzo por precipitación puede no ser suficiente debido a los precipitados gruesos. Por lo tanto, puede ser difícil obtener una fuerza suficiente. Aquí, un diámetro promedio indica un diámetro circular equivalente promedio de los precipitados con base en V detectados mediante la observación de una sección transversal del acero laminado en caliente en una dirección de espesor, y un diámetro máximo indica un diámetro circular equivalente máximo de los precipitados con base en V detectados mediante la observación de una sección transversal del acero laminado en caliente en una dirección de espesor.
En la presente divulgación, una microestructura del acero laminado en caliente, un material base, no está particularmente limitada, pero por ejemplo, el material de acero laminado en caliente, un material base, puede incluir
ferrita, perlita y bainita como microestructura. En este caso, una fracción de área de ferrita es del 90 % o más. Si la fracción de área de la ferrita es menor que 90 %, debido al deterioro de la capacidad de procesamiento, puede aumentar la posibilidad de que se produzcan grietas cuando se expanda la tubería después de su fabricación.
De acuerdo con un ejemplo, una relación de aspecto de la ferrita puede ser de 0,8 a 1,4. Cuando la relación de aspecto de la ferrita se maneja al nivel descrito anteriormente, la anisotropía de un material puede reducirse, por lo que puede ser ventajoso en la capacidad de procesamiento en la fabricación de tuberías de pernos de roca y la expansión de tuberías. Si la relación de aspecto de la ferrita es menor que 0,8 o superior a 1,4, debido al deterioro de la capacidad de procesamiento, pueden producirse grietas durante la fabricación de la tubería y la expansión de la tubería. Por otra parte, la relación de aspecto de la ferrita puede obtenerse mediante Difracción de Retrodispersión de Electrones (EBSD). Más detalladamente, el EBSD se mide 10 veces en una posición aleatoria con un aumento de 500 veces, y los datos obtenidos pueden promediarse utilizando un programa de Relación de Aspecto de la Forma del Grano proporcionado básicamente por el software TSL OIM Analysis 6.0 y el valor promediado se utiliza para obtener la relación de aspecto de la ferrita.
El acero recubierto por inmersión en caliente de acuerdo con la presente divulgación tiene una excelente resistencia y ductilidad. De acuerdo con un ejemplo sin limitación, en el acero recubierto por inmersión en caliente de acuerdo con la presente divulgación, el límite elástico es de 450 MPa a 650 MPa, el límite elástico es de 400 MPa a 600 MPa, y el alargamiento es de 25 % a 35 %.
El acero recubierto por inmersión en caliente de acuerdo con la presente divulgación tiene una excelente capacidad de procesamiento. De acuerdo con un ejemplo sin limitación, el producto del límite elástico y el alargamiento puede ser de 12.000 MPa% a 15.000 MPa%.
El acero recubierto por inmersión en caliente de acuerdo con la presente divulgación descrita anteriormente puede fabricarse utilizando diversos procedimientos, y el procedimiento de fabricación del mismo no está particularmente limitado. Sin embargo, como ejemplo preferible, el acero recubierto por inmersión en caliente se fabrica mediante el siguiente procedimiento.
A continuación, se describirá en detalle otro aspecto de la presente divulgación, un procedimiento para fabricar un acero recubierto por inmersión en caliente que tiene una excelente capacidad de procesamiento.
En primer lugar, un placa que tiene el componente descrito anteriormente se recalienta a una temperatura de 1.100 °C a 1.300 °C. Si la temperatura de recalentamiento es menor que 1.100 °C, la carga de laminación puede ser significativa en un procedimiento de laminación en caliente, un procedimiento posterior. Por otro lado, si la temperatura de recalentamiento supera los 1.300°C, debido al engrosamiento parcial causado por el crecimiento anormal de algunos granos de austenita, el tamaño de grano de la microestructura final puede ser desigual. Por otro lado, en la presente divulgación, el tiempo de recalentamiento de la placa no está particularmente limitado, y puede ser una condición convencional. A modo de ejemplo y sin limitación, el tiempo de recalentamiento de la placa puede ser de 100 a 400 minutos.
A continuación, tras la laminación en bruto de la placa recalentada, se realiza la laminado de acabado a una temperatura de austenita monofásica para obtener un acero laminado en caliente.
Aquí, la laminación en bruto indica una serie de procedimientos de laminación intermedios realizados antes del laminado de acabado. En la presente divulgación, las condiciones específicas de la laminación en bruto no están particularmente limitadas, y pueden ser condiciones convencionales. Un espesor de una placa laminada en bruto a un espesor de una placa recalentada es del 10 % al 25 %, y una temperatura de laminación en bruto puede establecerse a una temperatura que sea suficientemente alta para asegurar una temperatura de laminado de acabado.
El laminado de acabado se realiza a una temperatura de austenita monofásica, con el fin de aumentar la uniformidad de una estructura.
Durante la laminación en caliente, una temperatura de laminado de acabado es de 800 °C a 900 °C. Durante el laminado en caliente de acabado en el intervalo de temperaturas descrito anteriormente, una estructura de austenita del acero laminado en caliente, laminado de acabado, tiene un tamaño de grano promedio de 10 pm a 40 pm. Si la temperatura de laminado de acabado es menor que 800 °C, la carga de laminación en caliente aumenta, por lo que la productividad puede disminuir. Por otro lado, si la temperatura de laminado de acabado supera los 900 °C, el grano de austenita de una placa puede engrosarse, por lo que puede ser difícil asegurar la capacidad de procesamiento deseada.
A continuación, el acero laminado en caliente se enfría. En este caso, si el acero laminado en caliente se enfría mediante un enfriamiento continuo convencional, puede ser difícil asegurar suficientemente la ferrita equiaxada, y la ferrita en forma de aguja puede formarse excesivamente y deteriorar la ductilidad. A este respecto, en la presente divulgación, el acero laminado en caliente se enfría con agua hasta una temperatura de 650 °C a 750 °C a una velocidad de 40 °C/seg. a 60 °C/seg. y luego se enfría con aire durante 1 a 5 segundos. Como se ha descrito
anteriormente, el acero laminado en caliente se enfría en dos etapas.
Aquí, una temperatura de 650 °C a 750°C es una temperatura en la que la ferrita se transforma más rápidamente, y corresponde a una temperatura en la que la ferrita equiaxada crece más eficientemente. En lo sucesivo, la temperatura de 650 °C a 750 °C se denomina temperatura intermedia. Un intervalo de temperatura intermedio preferible es de 680 °C a 720 °C.
Si la temperatura intermedia supera los 750 °C, o el tiempo de enfriamiento por aire supera los 5 segundos, se puede formar la ferrita equiaxada, pero la ferrita puede crecer excesivamente, lo que provoca un deterioro del límite elástico. Por otra parte, si la temperatura intermedia es menor que 650 °C, o el tiempo de enfriamiento por aire es menor que 1 segundo, puede ser difícil formar la ferrita equiaxada, lo que provoca un deterioro de la ductilidad. Además, si el tiempo de enfriamiento por aire supera los 5 segundos, los precipitados de NbC pueden volverse gruesos. Por lo tanto, el efecto de los precipitados finos de NbC generados durante el bobinado puede ser menor, y puede ser difícil asegurar la capacidad de procesamiento deseada.
Si la tasa de enfriamiento es menor que 40 °C/seg durante el enfriamiento por agua, puede ser difícil asegurar el tiempo suficiente de enfriamiento por aire en la sección de enfriamiento de la mesa de salida (ROT). Por otro lado, si la tasa de enfriamiento supera los 60 °C/seg, debido a una tasa de enfriamiento significativamente rápida, puede ser difícil asegurar la temperatura intermedia deseada.
Si una temperatura del acero laminado en caliente después del enfriamiento por aire excede una temperatura objetivo de bobinado, antes de que el acero laminado en caliente enfriado por aire sea bobinado, el acero laminado en caliente enfriado por aire es enfriado por agua a una tasa de 40 °C/seg a 60 °C/seg hasta la temperatura objetivo de bobinado. En este caso, la razón para limitar la tasa de enfriamiento es asegurar una temperatura de bobinado adecuada después de la temperatura intermedia.
A continuación, el acero laminado en caliente enfriado se bobina a una temperatura de 550 °C a 650 °C. Un intervalo de temperatura de bobinado preferible es de 600 °C a 650 °C. El intervalo de temperatura descrito anteriormente es un intervalo de temperatura en el que los precipitados de NbC se generan más rápidamente. Así, cuando se realiza el bobinado en el intervalo de temperatura descrito anteriormente, los precipitados de NbC se precipitan finamente, por lo que se puede compensar el límite elástico disminuido por la formación de la ferrita equiaxada. Si la temperatura de bobinado supera los 650 °C, se forma perlita gruesa que reduce el límite elástico, y los precipitados de NbC se engrosan y puede ser difícil asegurar la capacidad de procesamiento objetivo. Si la temperatura de bobinado es menor que 550 °C, los granos de cristal se vuelven más finos y el límite elástico aumenta, pero la ductilidad puede deteriorarse. Además, si se reduce el contenido de precipitados finos de NbC, puede ser difícil asegurar la capacidad de procesamiento del objetivo.
A continuación, el acero laminado en caliente bobinado se trata térmicamente durante 1 a 5 minutos a una temperatura de 500 °C a 650 °C. En este caso, un intervalo de temperatura de tratamiento térmico preferible es de 550 °C a 600 °C, un intervalo de temperatura de tratamiento térmico más preferible es de 550 °C a 590 °C, y un intervalo de tiempo de temperatura de tratamiento térmico preferible es de 2 a 4 minutos.
En este procedimiento de tratamiento térmico, los precipitados residuales de NbC se precipitan, y los precipitados de V(C,N) se precipitan finamente. Así, debido a un efecto de refuerzo por precipitación, se mejora la resistencia del acero. Si la temperatura de tratamiento térmico es menor que 500 °C, o la temperatura de tratamiento térmico es menor que 1 minuto, puede ser difícil precipitar suficientemente los precipitados con base en V. Por otro lado, si la temperatura de tratamiento térmico supera los 650 °C o la temperatura de tratamiento térmico supera los 5 minutos, la productividad puede verse deteriorada.
A continuación, el acero laminado en caliente tratado con calor se recubre por inmersión en caliente para fabricar un acero recubierto en caliente.
[Modo de invención]
Las realizaciones de la presente divulgación se describirán a continuación con más detalle. Sin embargo, la descripción de estas realizaciones está destinada únicamente a ilustrar la práctica de la presente divulgación, pero la presente divulgación no se limita a ella. El alcance de la presente divulgación se determina con base en las materias reivindicadas en las reivindicaciones adjuntas y las modificaciones racionalmente derivadas de las mismas.
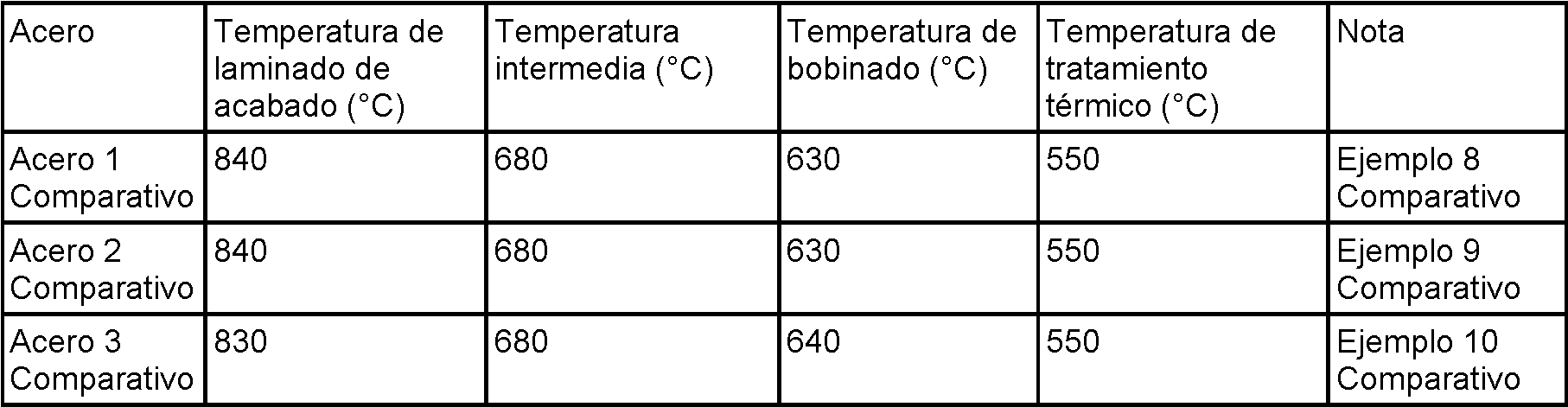
La placa con la composición ilustrada en las Tablas 1 y 2 se recalentó a 1.150 °C durante 200 minutos, y luego se laminó en bruto y laminó en acabado bajo las condiciones de la Tabla 3 para obtener el acero laminado en caliente. En este caso, en todos los ejemplos, el espesor de una placa laminada en bruto con respecto al espesor de una placa recalentada es constante, tal como, 20 %. A continuación, el acero laminado en caliente se enfrió con agua hasta una temperatura intermedia de la Tabla 3 a una tasa de 50 °C/seg, y después se enfrió con aire durante 5 segundos y se bobinó a una temperatura de bobinado de la Tabla 3. El caso en el que se describe el enfriamiento continuo en la
temperatura intermedia de la Tabla 3 es el caso en el que el enfriamiento continuo se realiza hasta una temperatura de bobinado sin enfriamiento por aire. Mientras tanto, cuando la temperatura del acero laminado en caliente enfriado por aire no alcanzaba la temperatura de bobinado de la Tabla 3, se realizaba un enfriamiento adicional con agua a una tasa de 50 °C/seg. hasta una temperatura de bobinado. A continuación, el acero laminado en caliente bobinado se sometió a un tratamiento térmico durante 2 minutos a una temperatura de tratamiento térmico de la tabla 3, y luego se realizó el galvanizado por inmersión en caliente.
A continuación, se analizó la microestructura del acero chapado laminado en caliente fabricado, se evaluaron las propiedades mecánicas y los resultados se muestran en la Tabla 4 siguiente. Como referencia, en todos los ejemplos, el resto que no era ferrita era perlita y/o bainita.
[Tabla 1]

[Tabla 2]

[Tabla 3]

(continuación)
[Tabla 4]

Como puede verse en la Tabla 4, en el caso de los Ejemplos 1 y 2 Inventivos , satisfaciendo tanto la composición de aleación como las condiciones de fabricación propuestas en la presente divulgación, el producto de resistencia y elongación fue de 12.000 MPa% o más, y el balance de resistencia y ductilidad fue significativamente excelente.
Por otro lado, en el caso de los Ejemplos 1 a 11 Comparativos , al menos una de las composiciones de aleación y las condiciones de fabricación se desvían de las condiciones propuestas en la presente divulgación, y el balance de resistencia y elongación fue pobre.
Claims (10)
1. Un acero recubierto por inmersión en caliente, que comprende un acero laminado en caliente y una capa recubierta por inmersión en caliente formada en una superficie del acero laminado en caliente, en el que el acero laminado en caliente incluye de 0,05 % en peso a 0,15 % en peso de carbono (C), 0,5 % en peso o menos de silicio (Si), excluyendo 0 % en peso, 0,5 % en peso a 1,5 % en peso de manganeso (Mn) , 0,01 % en peso a 0,05 % en peso de niobio (Nb), 0,005 % en peso a 0,05 % en peso de vanadio (V), 0,03 % en peso o menos de fósforo (P), excluyendo 0 % en peso, 0,015 % en peso o menos de azufre (S), excluyendo 0 % en peso, 0,05 % en peso o menos de aluminio (Al), excluyendo 0 % en peso, 0,01 % en peso o menos de nitrógeno (N), excluyendo 0 % en peso, y donde el resto de hierro (Fe) e impurezas inevitables, incluye cromo (Cr), níquel (Ni), molibdeno (Mo) y cobre (Cu), y se suprimen hasta 0,05 % en peso o menos de Cr, 0,05 % en peso o menos de Ni, 0,01 % en peso o menos de Mo, y 0,01% en peso o menos de Cu,
incluye 90 % de área o más de ferrita como su microestructura, e incluye de 5.000 a 15.000/pm2 de precipitados con base en V, y
en el que la capa recubierta por inmersión en caliente incluye al menos uno de zinc (Zn), Al y magnesio (Mg), y
en el que los precipitados con base en V son uno o más de VC, VN o V (C, N).
2. El acero recubierto por inmersión en caliente de la reivindicación 1, en el que un diámetro promedio de los precipitados con base en V es de 5 nm a 10 nm.
3. El acero recubierto por inmersión en caliente de la reivindicación 1, en el que un diámetro máximo de los precipitados con base en V es de 20 nm o menos.
4. El acero recubierto por inmersión en caliente de la reivindicación 1, en el que una relación de aspecto de la ferrita es de 0,8 a 1,4.
5. El acero recubierto por inmersión en caliente de la reivindicación 1, en el que el balance distinto de la ferrita es al menos uno de perlita y bainita.
6. El acero recubierto por inmersión en caliente de la reivindicación 5, en el que el acero laminado en caliente tiene un equivalente de carbono (Ceq), definido por la ecuación 1, de 0,43 o menos,
[Ecuación 1]
Ceq= [C] [Mn] /6+ ( [Cu] [Ni] ) /15+ ( [Cr] [Mo] [V] ) /5
donde cada uno de [C], [Mn], [Cu], [Ni], [Cr], [Mo] y [V] indica el contenido, % en peso, del elemento.
7. El acero recubierto por inmersión en caliente de la reivindicación 1, en el que el producto del límite elástico y el alargamiento es de 12.000 MPa% a 15.000 MPa%.
8. Un procedimiento para fabricar un acero recubierto por inmersión en caliente, que comprende:
recalentar una placa que incluye 0,05 % en peso a 0,15 % en peso de carbono (C), 0,5 % en peso o menos de silicio (Si), excluyendo 0 % en peso, 0,5 % en peso a 1,5 % en peso de manganeso (Mn), 0,01 % en peso a 0,05 % en peso de niobio (Nb), 0.005 % en peso a 0,05 % en peso de vanadio (V), 0,03 % en peso o menos de fósforo (P), excluyendo 0 % en peso, 0,015 % en peso o menos de azufre (S), excluyendo 0 % en peso, 0,05 % en peso o menos de aluminio (Al), excluyendo 0 % en peso, 0,01 % en peso o menos de nitrógeno (N), excluyendo 0 % en peso, y el balance de Fe e impurezas inevitables incluyendo cromo (Cr), níquel (Ni), molibdeno (Mo), y cobre (Cu), y se suprimen a 0,05 % en peso o menos de Cr, 0,05 % en peso o menos de Ni, 0,01 % en peso o menos de Mo, y 0,01 % en peso o menos de Cu a 1.100 °C a 1.300 °C; obteniendo un acero laminado en caliente por laminado de acabado a una temperatura de austenita monofásica, después de laminar en bruto la placa recalentada;
enfriar por aire durante 1 a 5 segundos, después de enfriar con agua el acero laminado en caliente a una temperatura de 650 °C a 750 °C a una tasa de 40 °C/seg a 60 °C/seg;
bobinar el acero laminado en caliente enfriado por aire a una temperatura de 550 °C a 650 °C; y
recubrir por inmersión en caliente el acero laminado en caliente bobinado tras un tratamiento térmico de 1 a 5 minutos a una temperatura de 500 °C a 650 °C, y
en el que el espesor de la placa laminada en bruto con respecto al espesor de la placa recalentada es del 10 % al 25 %, y
en el que la temperatura de laminado de acabado es de 800 °C a 900 °C.
9. El procedimiento para fabricar un acero recubierto por inmersión en caliente de la reivindicación 8, en el que el tiempo de recalentamiento de la placa es de 100 a 400 minutos.
10. El procedimiento para fabricar un acero recubierto por inmersión en caliente de la reivindicación 8, que comprende además: enfriar con agua el acero laminado en caliente enfriado por aire a una tasa de 40 °C/seg a 60 °C/seg hasta una temperatura de 550 °C a 650 °C, antes de bobinar el acero laminado en caliente enfriado por aire, cuando una temperatura del acero laminado en caliente enfriado por aire supera los 650 °C.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160174584A KR101899677B1 (ko) | 2016-12-20 | 2016-12-20 | 가공성이 우수한 용융도금강재 및 그 제조방법 |
| PCT/KR2017/015033 WO2018117606A1 (ko) | 2016-12-20 | 2017-12-19 | 가공성이 우수한 용융도금강재 및 그 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2882338T3 true ES2882338T3 (es) | 2021-12-01 |
Family
ID=62626673
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES17884148T Active ES2882338T3 (es) | 2016-12-20 | 2017-12-19 | Acero recubierto por inmersión en caliente que tiene excelente capacidad de procesamiento y procedimiento de fabricación del mismo |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11059269B2 (es) |
| EP (1) | EP3561114B1 (es) |
| JP (1) | JP6838160B2 (es) |
| KR (1) | KR101899677B1 (es) |
| CN (1) | CN110088330B (es) |
| ES (1) | ES2882338T3 (es) |
| WO (1) | WO2018117606A1 (es) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111356819B (zh) * | 2017-09-15 | 2022-05-17 | 兰德约克铸件有限公司 | 岩石锚杆 |
| CN112342350B (zh) * | 2020-09-14 | 2023-04-18 | 唐山中厚板材有限公司 | 一种高强韧性厚规格钢板的生产方法 |
| CN113215486B (zh) * | 2021-04-16 | 2022-05-20 | 首钢集团有限公司 | 一种热基镀锌高扩孔双相钢及其制备方法 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06264181A (ja) * | 1993-03-10 | 1994-09-20 | Sumitomo Metal Ind Ltd | 高加工性熱延高張力鋼板とその製造方法 |
| BR9806204A (pt) | 1997-09-11 | 2000-02-15 | Kawasaki Heavy Ind Ltd | Chapa de aço laminada a quente que apresenta grãos finos com formabilidade aperfeiçoada, produção de chapa de aço laminada a quente ou laminada a frio. |
| JP3473480B2 (ja) * | 1999-03-18 | 2003-12-02 | 住友金属工業株式会社 | 強度と延性に優れる溶融亜鉛めっき鋼板およびその製造方法 |
| JP3680262B2 (ja) | 2000-06-28 | 2005-08-10 | Jfeスチール株式会社 | 伸びフランジ性に優れた溶融亜鉛めっき鋼板およびその製造方法 |
| TWI290177B (en) * | 2001-08-24 | 2007-11-21 | Nippon Steel Corp | A steel sheet excellent in workability and method for producing the same |
| JP4243852B2 (ja) * | 2004-06-03 | 2009-03-25 | 住友金属工業株式会社 | 浸炭部品又は浸炭窒化部品用の鋼材、浸炭部品又は浸炭窒化部品の製造方法 |
| JP4853082B2 (ja) | 2006-03-30 | 2012-01-11 | 住友金属工業株式会社 | ハイドロフォーム加工用鋼板およびハイドロフォーム加工用鋼管と、これらの製造方法 |
| JP5124866B2 (ja) * | 2007-09-03 | 2013-01-23 | 新日鐵住金株式会社 | ハイドロフォーム用電縫管及びその素材鋼板と、これらの製造方法 |
| JP5142141B2 (ja) | 2008-01-24 | 2013-02-13 | 新日鐵住金株式会社 | ハイドロフォーム加工用鋼管素材熱延鋼板およびハイドロフォーム加工用鋼管ならびにそれらの製造方法 |
| KR100972357B1 (ko) | 2009-02-09 | 2010-07-26 | 주식회사 상신산업 | 확장가능한 튜브형 락 볼트 |
| JP5041083B2 (ja) | 2010-03-31 | 2012-10-03 | Jfeスチール株式会社 | 加工性に優れた高張力溶融亜鉛めっき鋼板およびその製造方法 |
| JP5609223B2 (ja) | 2010-04-09 | 2014-10-22 | Jfeスチール株式会社 | 温間加工性に優れた高強度鋼板およびその製造方法 |
| KR101185356B1 (ko) * | 2010-09-29 | 2012-09-21 | 현대제철 주식회사 | 방향성에 따른 재질 편차를 최소화한 고강도 열연강판 및 그 제조 방법 |
| KR101038472B1 (ko) | 2010-10-29 | 2011-06-02 | 주식회사 티에스테크노 | 락볼트 및 이를 이용한 지보공법 |
| KR101196889B1 (ko) | 2011-06-07 | 2012-11-01 | 주식회사 티에스테크노 | 락볼트 및 그 시공방법 |
| EP2746417B1 (en) * | 2011-08-17 | 2016-07-06 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | High-strength hot-rolled steel plate |
| JP5447741B1 (ja) | 2012-02-17 | 2014-03-19 | 新日鐵住金株式会社 | 鋼板、めっき鋼板、及びそれらの製造方法 |
| EP2847362B1 (en) * | 2012-05-08 | 2016-11-23 | Tata Steel IJmuiden BV | Automotive chassis part made from high strength formable hot rolled steel sheet |
| JP5817671B2 (ja) * | 2012-08-02 | 2015-11-18 | 新日鐵住金株式会社 | 熱延鋼板およびその製造方法 |
| KR20150076994A (ko) | 2013-12-27 | 2015-07-07 | 현대제철 주식회사 | 건축용 강 부품 및 제조 방법 |
| JP6048423B2 (ja) * | 2014-02-05 | 2016-12-21 | Jfeスチール株式会社 | 靭性に優れた高強度薄鋼板およびその製造方法 |
| JP6468001B2 (ja) * | 2014-03-12 | 2019-02-13 | 新日鐵住金株式会社 | 鋼板および鋼板の製造方法 |
| CN105960475B (zh) | 2014-05-28 | 2018-03-30 | 日立金属株式会社 | 热作工具材料以及热作工具的制造方法 |
-
2016
- 2016-12-20 KR KR1020160174584A patent/KR101899677B1/ko active IP Right Grant
-
2017
- 2017-12-19 ES ES17884148T patent/ES2882338T3/es active Active
- 2017-12-19 US US16/466,459 patent/US11059269B2/en active Active
- 2017-12-19 CN CN201780077822.1A patent/CN110088330B/zh active Active
- 2017-12-19 JP JP2019532942A patent/JP6838160B2/ja active Active
- 2017-12-19 WO PCT/KR2017/015033 patent/WO2018117606A1/ko unknown
- 2017-12-19 EP EP17884148.2A patent/EP3561114B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3561114B1 (en) | 2021-05-05 |
| JP2020509191A (ja) | 2020-03-26 |
| KR101899677B1 (ko) | 2018-09-17 |
| US20200070476A1 (en) | 2020-03-05 |
| EP3561114A1 (en) | 2019-10-30 |
| KR20180071682A (ko) | 2018-06-28 |
| EP3561114A4 (en) | 2019-10-30 |
| CN110088330A (zh) | 2019-08-02 |
| US11059269B2 (en) | 2021-07-13 |
| WO2018117606A1 (ko) | 2018-06-28 |
| CN110088330B (zh) | 2021-10-22 |
| JP6838160B2 (ja) | 2021-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5860354B2 (ja) | 降伏強度と成形性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| US7534312B2 (en) | Steel plate exhibiting excellent workability and method for producing the same | |
| US20130276940A1 (en) | High strength hot rolled steel sheet having excellent fatigue resistance and method for manufacturing the same | |
| JP7410936B2 (ja) | 穴拡げ性が高い高強度冷延鋼板、高強度溶融亜鉛めっき鋼板、及びこれらの製造方法 | |
| US11649515B2 (en) | Thick steel plate having excellent cryogenic impact toughness and manufacturing method therefor | |
| US20140007993A1 (en) | High strength hot rolled steel sheet having excellent blanking workability and method for manufacturing the same | |
| JP2021502484A (ja) | 冷間圧延熱処理鋼板及びその製造方法 | |
| ES2882338T3 (es) | Acero recubierto por inmersión en caliente que tiene excelente capacidad de procesamiento y procedimiento de fabricación del mismo | |
| JP6866933B2 (ja) | 熱延鋼板及びその製造方法 | |
| US20220127704A1 (en) | Steel plate having excellent heat affected zone toughness and method for manufacturing thereof | |
| CA3047937A1 (en) | Steel material for welded steel pipe, having excellent longitudinal uniform elongation, manufacturing method therefor, and steel pipe using same | |
| EP3733905B1 (en) | High-strength structural steel material having excellent fatigue crack propagation inhibitory characteristics and manufacturing method therefor | |
| JP2024038051A (ja) | 高強度鋼板及びこの製造方法 | |
| JP2018518596A (ja) | 曲げ加工性に優れた超高強度熱延鋼板及びその製造方法 | |
| KR102031499B1 (ko) | 표면품질 및 충격인성이 우수한 압력용기용 강재 및 이의 제조방법 | |
| JP7440605B2 (ja) | 高強度鋼板及びこの製造方法 | |
| EP3901306A2 (en) | Structural steel having excellent brittle fracture resistance and method for manufacturing same | |
| KR101568551B1 (ko) | 변형능 및 저온인성이 우수한 라인파이프용 강판 및 그 제조방법 | |
| CN113166906B (zh) | 具有优异的低温冲击韧性的热轧钢板及其制造方法 | |
| US20220243295A1 (en) | High strength steel for structure with excellent corrosion resistance and manufacturing method for same | |
| KR101079383B1 (ko) | 항복강도 및 연신특성이 우수한 석출경화형 냉연강판 및 그제조방법 | |
| KR101736601B1 (ko) | 충격인성이 우수한 선재 및 이의 제조방법 | |
| KR101819359B1 (ko) | 방향별 재질편차가 적은 석출경화형 강판 및 그 제조방법 | |
| KR101467048B1 (ko) | 후판 및 그 제조 방법 | |
| KR20130098498A (ko) | 강판 및 그 제조 방법 |