EP4495019A1 - Extrusionsblasgeformter behälter - Google Patents
Extrusionsblasgeformter behälter Download PDFInfo
- Publication number
- EP4495019A1 EP4495019A1 EP24216735.1A EP24216735A EP4495019A1 EP 4495019 A1 EP4495019 A1 EP 4495019A1 EP 24216735 A EP24216735 A EP 24216735A EP 4495019 A1 EP4495019 A1 EP 4495019A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- shoulder
- angle
- neck
- central axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0223—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by shape
- B65D1/023—Neck construction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0207—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by material, e.g. composition, physical features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0223—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/12—Cans, casks, barrels, or drums
- B65D1/20—Cans, casks, barrels, or drums characterised by location or arrangement of filling or discharge apertures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/38—Devices for discharging contents
- B65D25/40—Nozzles or spouts
- B65D25/42—Integral or attached nozzles or spouts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/02—Caps or cap-like covers without lines of weakness, tearing strips, tags, or like opening or removal devices
- B65D41/04—Threaded or like caps or cap-like covers secured by rotation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2205/00—Venting means
- B65D2205/02—Venting holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2501/00—Containers having bodies formed in one piece
- B65D2501/0009—Bottles or similar containers with necks or like restricted apertures designed for pouring contents
- B65D2501/0072—Means for facilitating filling of the bottle
Definitions
- the invention relates to a container made from a plastic material by extrusion blow molding according to the preamble of claim 1 and a combination of a container and a screw cap according to the preamble of claim 20.
- plastic suitable for blow molding is plasticized using an extruder and introduced into a tube head.
- the plastic is formed into a tube, which is introduced into a blow molding tool.
- the tube is introduced into the blow molding tool and, with the tool closed, inflated using a blow mandrel using excess pressure from a gas, so that the tube expands and is pressed against an inner wall of a cavity of the blow molding tool and takes on the shape of the inner wall, which has the negative shape of a container.
- the container blow-molded from the tube is cooled using the inner wall until the plastic has hardened.
- the container is then removed from the opened blow molding tool.
- the so-called slugs which form when the tube protrudes when the blow mold is closed and are usually connected to the removed container, are separated and can be fed into the recycling stream.
- the hose can be single-layered or multi-layered.
- the outlet openings are formed at one end of the container during blow molding. Accordingly, during the filling process, the containers are filled via the outlet opening.
- the filling speed on the filling line therefore depends on the cross-section of the outlet opening and the consistency of the product to be filled.
- the WO 2017/072185 A1 an extrusion blow molded container having a first open end and a second end.
- the first end has a first and second sealing surface.
- the sealing surfaces enclose a filling opening and can be connected in a fluid-tight manner after filling.
- the second end is designed as a container base with a base. Since the Since the filling opening can extend over the entire cross-section of the container, rapid filling of the container is possible.
- the container To pour out the contents, the container must be cut open or a closure element with a pouring opening must be welded between the sealing surfaces. If the container is cut open, a pouring opening is created, which is less user-friendly because a tool is needed to open it and contents can easily be spilled when pouring. If a closure element is present, the closure element must be placed between the sealing surfaces before it can be welded to them. In addition, the closure element can be made of a different plastic to the container, which means that the container cannot be disposed of separately.
- a filling opening and a separate pouring opening can be provided on an extrusion blow-molded container. It is preferred if the filling opening is larger than the pouring opening. This allows the container to be filled quickly and the contents to be poured out precisely or transferred to another container. In addition, the material requirement is reduced if a screw cap is provided for a small pouring opening.
- such containers are not trivial to manufacture, since both openings require sufficient space.
- a further aspect of the invention relates to a container made of a plastic material, in particular by extrusion blow molding, according to the preamble of claim 24.
- the invention is also characterized in that the filling opening is formed by a The filling opening is defined by a first neck surrounding the first neck and a first and second shoulder are connected to the first neck, and the pouring opening is defined by a second neck surrounding the pouring opening and at least one third shoulder is connected to the second neck.
- the shape of the first and second neck forms two cones whose opening angles and shoulder angles can be designed flexibly.
- shoulder angles of the first and second necks are defined in that the filling opening has a first central axis and the pouring opening has a second central axis and that the first and second central axes define a plane, wherein an imaginary first straight line running along the first shoulder and lying in this plane encloses an angle ⁇ with respect to the first central axis, which differs from an angle ⁇ which encloses an imaginary third straight line running along the third shoulder and lying in this plane with respect to the first central axis.
- the two necks can therefore be adapted to different widths of basic shapes of the container (bag).
- shoulder angles of the first and second necks are also defined in that an imaginary second straight line running along the second shoulder and lying in a plane defined by the first and second central axes encloses an angle ⁇ with respect to the first central axis, which differs from an angle ⁇ which encloses an imaginary fourth straight line running along the fourth shoulder and lying in this plane with respect to the first central axis.
- first central axis and the second central axis are aligned essentially parallel to an imaginary main axis of the container, space can be saved and several cavities can be provided in the blow mold. This enables faster cycle times, which is ecologically and economically advantageous.
- angle ⁇ is larger than the angle ⁇ or if the first and third shoulders together form at least an approximately concave shape.
- angle ⁇ and the angle ⁇ are approximately equal and lie in the range of 10-30 degrees, especially 18-22 degrees.
- angle ⁇ is in the range of 30-60 degrees, especially 40-50 degrees.
- angle ⁇ and/or angle ⁇ are 0 degrees.
- the pouring opening is provided below the filling opening. This means that the pouring opening does not get in the way when the filling opening is welded. Nevertheless, it is possible for the second neck to have a certain height in order to implement design elements such as a retaining band or a guarantee ring on the screw cap. This embodiment is particularly advantageous when the container according to the invention is used in filling systems.
- a further aspect of the invention relates to the feature that the filling opening has a first central axis and the pouring opening has a second central axis and that the first and second central axes are essentially parallel to one another. This allows the openings to be formed particularly quickly and flexibly during extrusion blow molding.
- the first and second central axes are oriented parallel to the extrusion direction or to the longitudinal extension of the container. This orientation of the central axes or the openings saves space, allows several cavities in molds and thus enables a higher number of containers to be produced per cycle.
- the plane defined by the first and second central axes corresponds to the mold parting plane of the container. This arrangement of the central axes of the openings ensures that there is sufficient material for forming threads, in particular external threads.
- the filling opening is defined by a first neck surrounding the filling opening and a first and second shoulder are connected to the first neck.
- the first neck can be closed particularly easily using suitable joining techniques such as welding or gluing after the container has been filled through the filling opening. An additional closure or an additional separate inserted neck are therefore advantageously not required.
- a first cone is formed by the first and second shoulder.
- the shoulder angles can be designed flexibly and the shoulder geometries can therefore be adapted to different container volumes.
- the invention is also characterized in that the pouring opening is defined by a second neck surrounding the pouring opening and at least one third shoulder adjoins the second neck. This also allows the shoulder geometries of the at least third shoulder to be adapted to the container shape and the container volume. It is possible that there is no fourth shoulder adjoining the second neck and that the second neck merges directly into the first shoulder if this is required by the container design.
- the third and a fourth shoulder are connected to the second neck.
- the third and fourth shoulders also form a separate second cone and the shoulder angles of the third and fourth Shoulders can be flexibly adapted to the container design. It should be taken into account that closing the filling opening tilts the central axis of the small pouring opening and that this is influenced by the two shoulder geometries and their intersection.
- the design of the third and fourth shoulders can therefore lead to an optimized lateral inclination of the pouring opening, which is a consequence of the essentially circular filling opening becoming a line with half the length of the circumference of the filling opening after closing. An appropriately selected inclination can make it more convenient for the consumer to use and improve the emptying of the packaging.
- the pouring opening is provided below the filling opening. This means that the pouring opening is not in the way when the filling opening is welded. Nevertheless, it is possible for the second neck to have a certain height in order to implement design elements such as a retaining band or a guarantee ring on the screw cap. This embodiment is particularly advantageous when the container according to the invention is used in filling systems.
- an external thread is formed on the second neck, which can interact with the internal thread of a screw cap.
- the external thread of the pouring opening was specially developed for the use of lightweight packaging. It can be formed using very little material. The external thread only achieves its final rigidity when it is screwed onto the screw cap, as it is compressed like an accordion when screwing.
- the second and third shoulders merge into the casing of the container. This means that there is sufficient space between the first and second necks, so that the respective processing steps do not interfere with each other.
- the pouring opening can be closed for the first time with a closing tool without the first neck being in the way, or the filling opening can be welded without the second neck being in the way. This is also an advantage in filling systems.
- the third shoulder merges into the first shoulder. This is advantageous if there is still sufficient space between the first and second necks, although the third shoulder does not open directly into the casing of the container or into the container body.
- the second neck rises from a platform formed on the container, the platform having a first and second flank, these flanks running into the jacket.
- the platform increases the torsional rigidity of the pouring opening or the second neck. This is particularly advantageous when assembling and disassembling the screw cap.
- the shoulder facing the pouring opening has a convex shape.
- the downwardly drawn first shoulder can also create sufficient space for the mechanical attachment of the screw cap or for the connection of the screw cap to a guarantee band or a retaining band.
- the pouring opening is shaped in such a way that, when viewed from above, it lies within the outline of the container base. This simplifies the requirements for the blow mold and the second neck can be shaped to keep its shape. This also makes palletizing easier because the second neck does not protrude. This is also an advantage if the container is to be decorated, for example, printed, stuck with labels or the like, or wrapped in shrink film.
- the first and second necks are blow-molded together with the container.
- the provision of the pouring and filling openings therefore does not require an additional production step, but they are blown in the same shape and at the same time as the container.
- the container is therefore manufactured quickly and with no additional production effort. There can be no leaks between the necks and the container body, since both are blown from the identical extruded plastic tube. Extrusion-blown containers can be clearly identified by a seam on the underside of the base, which is created when the mold is closed by compressing the free end of the plastic tube.
- first and second sealing surfaces form a seam with a long side and a first and second seam end, if the sealing surfaces are connected in a fluid-tight manner and the first and second shoulders are formed on the container adjacent to the long side of the seam.
- a vent opening is conveniently provided on the container. This is conveniently located opposite the pouring opening and can be a nipple that can be cut off. This allows the contents to flow homogeneously and evenly out of the container.
- the first and second central axes form an acute angle ⁇ with one another.
- the pouring opening is oriented in the direction of the tilting movement of the container when pouring out the contents.
- the user-friendliness of the container is therefore noticeably improved by the formation of the angle ⁇ .
- At least one compensating groove is formed on the shoulders to compensate for thermal deformations, which is oriented in the circumferential direction of the shoulders.
- the compensating groove reduces the deformations and compensates for the thermal stresses caused by the welding of the filling opening.
- the compensating groove is formed at the transition of the second shoulder to the container body and at the transition of the second neck or the fourth shoulder into the first shoulder 39.
- the compensating groove can be easily formed at this point and can compensate for thermal deformations particularly efficiently.
- the at least one compensating groove runs in the direction of the shoulders.
- the shoulders are not weakened by the groove.
- the groove runs all the way around and does not end before the shoulders.
- the depth of the at least one compensating groove is expediently variable. This allows the compensating groove to compensate for more or less deformation at different points.
- the shape of the cross section can also have different shapes.
- the cross section of the groove is preferably V-shaped.
- a further aspect of the invention relates to a combination of a container according to one of the above descriptions and a screw cap which can be placed on the second neck.
- the invention is characterized in that the sealing effect between the sealing element of the screw cap and the second neck is realized in that the second neck is widened when the sealing element protrudes into the second neck.
- This type of sealing function enables the second neck to be designed with particularly thin walls, since the necessary rigidity for producing the seal is provided by the sealing element. This allows the second neck to be formed using little plastic material.
- the external thread is given its final rigidity by screwing it onto the screw cap. This means that the external thread can be formed in a way that saves material, as can the second neck.
- the rigidity is achieved through a kind of "accordion effect".
- the screw cap has a shoulder to which a tool can be attached and a torque can be transferred from the tool to the cap. This means that the screw cap can be screwed onto the second neck for the first time even if there is not enough space on the wide side of the container for a standard tool (capper) to place the cap on the second neck and thus the capper cannot grip the screw cap on its outside.
- the shoulder is preferably a hexagon socket or another form-fitting connection using a multi-tooth.
- the attachment is conveniently a recess that acts as the sealing element. This means that the sealing element fulfils two functions and the screw cap, if designed accordingly, requires less plastic material to manufacture.
- the container is made in one piece. This not only eliminates the need for further production steps, but also means that the container can be disposed of separately, together with the pouring element.
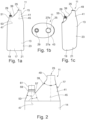
- FIGS 1 to 5 8 to 15 show possible embodiments of a container which is made of a plastic material by extrusion blow molding and is designated overall by the reference numeral 11.
- the Figure 1 shows a Front view, a side view and a perspective view of a possible embodiment of the container 11.
- the container 11 has a container body 13, which has a first end 15 and a second end 17 substantially opposite the first end 15.
- the second end 17 is closed in a fluid-tight manner and is designed as a container base 19 on which a base 21 is formed.
- the extrusion blow-molded container 11 has an inner wall 23.
- the inner wall 23 delimits a filling opening 25 at the first end 15, through which a filling material is filled into the extrusion blow-molded container 11.
- the first end 15 has on its inner wall 23 a first sealing surface 27a and a second sealing surface 27b opposite the first sealing surface 27a, which can be connected to one another in a fluid-tight manner and are connected to one another in a fluid-tight manner after the filling material has been filled in.
- the sealing surfaces 27a, 27b can be welded.
- the container 11 is therefore preferably made of a weldable plastic.
- the sealing surfaces 27a, 27b can be coated with a hot melt adhesive or an adhesion promoter, which can also be textured.
- the filling opening 25 has such a width that the filling material can be filled into the container 11 quickly and without overflowing.
- a pouring opening 29 is formed below the sealing surfaces 27a, 27b.
- the pouring opening 29 is blow-molded together with the other containers 11 and is therefore formed simultaneously with the container 11 in the blow mold by blowing up the container material.
- the sealing surfaces 27a, 27b are connected to one another in a fluid-tight manner by bringing them into contact with one another and thereby closing the filling opening 25.
- the sealing surfaces 27a, 27b form a seam 31 which Figures 3 and 8 is shown.
- the seam 31 has a long side 33 and a first and second seam end 35,37. Due to this deformation, a first and second shoulder 39,41 is formed on the container 11 below the long side 31.
- the base 19 can have the shape of an ellipse 43.
- the filling opening 25 has a first central axis 45 and the pouring opening 29 has a second central axis 47. It is particularly preferred if the first and second central axes 45, 47 are parallel to one another and are oriented parallel to the extrusion direction or to the longitudinal extension of the container 11.
- EBM Extrusion Blow Moulding
- the filling opening 25 is defined by a first neck 49 surrounding the filling opening 25, to which the first and second shoulders 39, 41 are connected.
- the pouring opening 29 is defined by a second neck 51 surrounding the pouring opening 29. At least one third shoulder 53 is connected to the second neck 51.
- both openings 25, 29 are located within the mold parting line. This ensures that there is sufficient material for forming an external thread 55 on the second neck 51.
- the first neck 49 extends into the first and second shoulders 39,41, with the second shoulder 41 merging into the container body 13 or the jacket 14 of the container 11.
- the second neck 51 extends into the third shoulder 53 and into a fourth shoulder 57 ( Figure 2 ).
- the third shoulder 53 can either run directly into the container body 13 ( Figure 2 , 3b,4b ) or is offset and runs into the first shoulder 39 ( Figure 1 , 3a , 4a , 8 , 9 ).
- the second neck 51 can also merge directly into the first shoulder 39 if the basic shape of the container 11 allows this ( Figure 3, 4 , 8a , 9a ), which eliminates a fourth shoulder 57.
- the first and second necks 49,51 are therefore mounted on two separate cones ( Fig. 2 ).
- the division into four shoulders enables flexible adjustment of the pouring and filling openings 29,25. This means that the pouring and filling openings have sufficient space on the wide side of the container 11, even if the basic shapes of the container 11 are of different widths.
- the up to four shoulders and their different shoulder angles have further advantages: By adapting the shoulder geometries, the pouring and filling openings 29,25 can be provided on the wide side of containers with different sizes or volumes without causing space problems.
- the pouring opening 29 is located lower than the filling opening 25. This means that the filling opening 25 can be welded or glued without the pouring opening 29 getting in the way during this processing step. By adapting the shoulders, there is also sufficient space for the closure of the pouring opening 29 and elements such as a guarantee ring 59 or a retaining band.
- the different positions of the pouring opening compared to the filling opening for different shoulder geometries are shown in the Figures 3 and 8 shown and highlighted by the double arrows.
- the container 11 is shown with a platform 65.
- the platform 65 has a first and second flank 67a, 67b, which flanks run into the container body 13 and the casing 14 respectively.
- the platform 65 increases the torsional rigidity of the pouring opening 29 and the second neck 51 respectively. This is particularly important when assembling and disassembling the screw cap 61.
- the external thread 55 was specially developed for the use of lightweight packaging. It can be formed using very little material and only achieves its final rigidity when screwed onto the screw cap 61, as it is compressed by the screw cap 61 when it is attached.
- the screw cap 61 has a sealing element 69 formed therein, which projects into the pouring opening 29 when the screw cap is placed on the second neck 51.
- the screw cap 61 also has an internal thread 71, which interacts with the external thread 55.
- the sealing element is designed to be so rigid that it can expand the thin-walled second neck 51. This creates the sealing effect between the second neck 51 and the screw cap 61.
- the screw cap 61 preferably has a recess 73, which acts as the sealing element 69.
- the recess can have a projection for a tool in order to be able to transfer a torque to the screw cap 61 in a form-fitting manner.
- the projection can be a hexagon socket 75 or another multi-tooth.
- first shoulder 39 has a convex shape.
- the first shoulder 39 is bent away from the pouring opening 29.
- the convex first shoulder allows, in addition to the provision of two cones below the first and second necks 49, 51, sufficient space to mechanically screw on the screw cap 61, to close the filling opening 25 and to create a required height for the provision of a guarantee ring and/or a retaining band.
- a vent opening 77 can be provided on the container body 13 ( Fig. 2 ). This can be achieved by a cuttable nipple.
- the pouring opening 29 and the filling opening 25 are shaped in such a way that they lie within the base 19 or the largest body contour in the top view of the container 11. The pouring opening and the filling opening are therefore within the "footprint" of the container 11.
- the shoulder design can lead to an optimized lateral inclination of the pouring opening 29 by changing the shape in the welding process.
- This change in the inclination of the second central axis 47 by closing the filling opening 25 with a weld seam 79 is shown in Figure 10 shown and defined by the angle ⁇ , which indicates the angle between the first and the second central axis 45,47 after the filling opening 25 has been closed and is an acute angle.
- This inclination of the second central axis 47 relative to the first central axis 45 is influenced by the two shoulder geometries and their intersection.
- the design of the third and fourth shoulders 53,57 can lead to an optimized lateral inclination of the pouring opening 29, which is a consequence of the fact that the essentially circular filling opening 25 becomes a line with half the length of the circumference of the filling opening 25 after closing.
- An appropriately selected inclination can make use more convenient for the consumer, as well as improve the emptying of the packaging, since the second central axis 47 is oriented in the tilting direction of the container 11 when pouring.
- the angles between the four shoulders 39, 41, 53, 57 and the first central axis 45 are shown.
- the first and second central axes 45, 47 span a plane. In this plane lie a first, second, third and fourth straight line, which extend along the first, second, third and fourth shoulder. If one of the shoulders is curved, the corresponding straight line runs as a tangent at the apex of the shoulder curvature.
- the container 11 has a main axis 81, which is preferably parallel to the first and second central axes 45, 47 and is oriented parallel to the extrusion direction or to the longitudinal extent or to the casing 14 of the container 11.
- the first line forms an angle ⁇ with the first central axis 45.
- the third line forms an angle ⁇ with the first central axis 45.
- the second line forms an angle ⁇ with the first central axis 45.
- the fourth line forms with the first central axis 45 an angle ⁇ . Since the first and second central axes 45,47 are preferably parallel, the four angles also occur between the four straight lines and the second central axis 47.
- angles ⁇ and ⁇ are different and the angles ⁇ and ⁇ are different. It is preferred if the angle ⁇ is in the range of 30-60 degrees, in particular 40-50 degrees. It is also preferred if the angle ⁇ and the angle ⁇ are approximately the same size and are in the range of 10-30 degrees, in particular 18-22 degrees.
- the angle ⁇ or the angle ⁇ can be 0 degrees. If the angle ⁇ and the angle ⁇ are 0 degrees, then the second cone becomes a cylinder.
- the compensation groove 83 can compensate for these deformations, whereby the rest of the container is only insignificantly deformed, if at all.
- the depth of the groove 83 can be variable. and become smaller and smaller, for example, in the direction of the two shoulders 39,41.
- the groove 83 can run out to one or both shoulders.
- the groove can also run around the shoulders 39,41 or end in front of one of the shoulders 39,41 or in front of both shoulders 39,41.
- the cross section of the groove 83 can be V-shaped, for example.
- the compensating groove 83 is preferably formed at the transition of the second shoulder 41 to the container body 13 and at the transition of the second neck 51 or the fourth shoulder 57 into the first shoulder 39.
- the extrusion blow molded container 11 is formed in one piece and the first and second necks 49,51 are blow molded together with the container body 13 in a mold.
- the first and second necks are therefore an integral part of the container 11 and do not have to be subsequently inserted into and connected to it.
- the container 11 is characterized in that during production using the EBM (Extrusion Blow Molding) process, the filling and pouring openings 25,29 are in a line parallel to the extruded tube.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
Description
- Die Erfindung betrifft einen aus einem Kunststoffmaterial im Extrusionsblasformen hergestellter Behälter gemäss Oberbegriff des Anspruchs 1 und eine Kombination aus einem Behälter und einer Schraubkappe gemäss Oberbegriff des Anspruchs 20.
- Die Herstellung von Kunststoffbehältnissen, insbesondere Kunststoffflaschen, beispielsweise aus Polyethylen oder Polypropylen, erfolgt im Extrusionsblasformen. Dabei wird mittels eines Extruders zum Blasformen geeigneter Kunststoff plastifiziert und in einen Schlauchkopf eingebracht. In dem Schlauchkopf wird der Kunststoff zu einem Schlauch geformt, der in ein Blasformwerkzeug eingebracht wird. Der Schlauch wird in das Blasformwerkzeug eingebracht, bei geschlossenem Werkzeug über einen Blasdorn durch Überdruck eines Gases aufgeblasen, so dass der Schlauch sich weitet und an einer Innenwandung einer Kavität des Blasformwerkzeugs angepresst wird und die Form der Innenwandung annimmt, die die negative Gestalt eines Behälters hat. Mittels der Innenwandung wird der aus dem Schlauch blasgeformte Behälter gekühlt, bis der Kunststoff erhärtet ist. Anschließend wird der Behälter dem geöffneten Blasformwerkzeug entnommen. In einem separaten Schritt werden die sogenannten Butzen, die sich durch Überstand des Schlauchs beim Schließen der Blasform bilden und in der Regel mit dem entnommenen Behälter verbunden sind, abgetrennt und können dem Recyclingstrom zugeführt werden. Der Schlauch kann einschichtig oder mehrschichtig ausgeführt sein.
- In der Regel werden die Austrittsöffnungen an einem Ende des Behälters während des Blasformens ausgebildet. Entsprechend werden während des Füllprozesses die Behälter über die Austrittsöffnung befüllt. Somit ist die Füllgeschwindigkeit an der Fülllinie abhängig vom Querschnitt der Austrittsöffnung und der Konsistenz des einzufüllenden Produkts.
- Um eine erhöhte Füllgeschwindigkeit zu ermöglichen ist in der
WO 2017/072185 A1 ein extrusionsblasgeformter Behälter, welcher ein erstes offenes Ende und ein zweites Ende aufweist. Das erste Ende weist eine erste und zweite Siegelfläche auf. Die Siegelflächen umschliessen eine Füllöffnung und lassen sich nach der Befüllung fluiddicht verbinden. Das zweite Ende ist als ein Behälterboden mit einer Standfläche ausgebildet. Da die Füllöffnung sich maximal über den gesamten Querschnitt des Behälters erstrecken kann, ist ein rasches Befüllen des Behälters ermöglicht. - Zum Ausgiessen des Füllgutes muss der Behälter aufgeschnitten werden oder es muss zwischen die Siegelflächen ein Verschlusselement mit einer Ausgiessöffnung eingeschweisst werden. Wird der Behälter aufgeschnitten, so entsteht eine Ausgiessöffnung, welche weniger benutzerfreundlich ist, weil ein Hilfsmittel zum Öffnen benötigt wird und Füllgut beim Ausgiessen leicht verschüttet werden kann. Ist ein Verschlusselement vorhanden, muss das Verschlusselement zwischen die Siegelflächen eingelegt werden, bevor es mit diesen verschweisst werden kann. Zusätzlich kann das Verschlusselement aus einem anderen Kunststoff wie der Behälter hergestellt sein, wodurch eine sortenreine Entsorgung des Behälters nicht möglich ist.
- Um diesen Nachteil zu überwinden können an einem extrusionsblasgeformten Behälter eine Füllöffnung und eine separate Ausgiessöffnung vorgesehen sein. Bevorzugt ist es, wenn die Füllöffnung grösser als die Ausgiessöffnung ist. Dadurch kann der Behälter rasch gefüllt werden und das Füllgut präzise ausgegossen bzw. in einen anderen Behälter umgefüllt werden. Außerdem ist der Materialbedarf verringert, wenn eine Schraubkappe für eine kleine Ausgiessöffnung vorgesehen ist. Jedoch sind solche Behälter nicht trivial herzustellen, da beide Öffnungen ausreichend Platz benötigen.
- Aus den Nachteilen des beschriebenen Stands der Technik resultiert die Aufgabe bei einem extrusionsblasgeformten Behälter, welcher eine separate Einfüll- und Ausgiessöffnung aufweist, die Herstellbarkeit zu verbessern. Außerdem sollen solche Behälter für die einfache Verwendung in Abfüllanlagen geeignet bzw. optimiert sein.
- Die Lösung der gestellten Aufgabe gelingt bei einem aus einem Kunststoffmaterial insbesondere im Extrusionsblasformen hergestellter Behälter durch die im kennzeichnenden Abschnitt des Patentanspruchs 1 angeführten Merkmale. Weiterbildungen und/oder vorteilhafte Ausführungsvarianten sind Gegenstand der abhängigen Patentansprüche.
- Ein weiterer Aspekt der Erfindung betrifft einen aus einem Kunststoffmaterial insbesondere im Extrusionsblasformen hergestellter Behälter gemäss Oberbegriff des Anspruchs 24. Die Erfindung zeichnet sich auch dadurch aus, dass die Einfüllöffnung von einem die Einfüllöffnung umgebenden ersten Hals definiert ist und an den ersten Hals eine erste und zweite Schulter anschliessen und dass die Ausgiessöffnung von einem die Ausgiessöffnung umgebenden zweiten Hals definiert ist und an den zweiten Hals wenigstens eine dritte Schulter anschliesst. Durch die Ausformung des ersten und zweiten Halses sind zwei Konen ausgebildet, deren Öffnungswinkel bzw. Schulterwinkel flexibel gestaltet werden können.
- Bevorzugt sind Schulterwinkel des ersten und zweiten Halses dadurch definiert, dass die Einfüllöffnung eine erste Mittelachse aufweist und die Ausgiessöffnung eine zweite Mittelachse aufweist und dass die erste und die zweite Mittelachse eine Ebene definieren, wobei eine gedachte, entlang der ersten Schulter verlaufende und in dieser Ebene liegende, erste Gerade gegenüber der ersten Mittelachse einen Winkel α einschließt, der sich gegenüber einem Winkel β, welcher eine gedachte, entlang der dritten Schulter verlaufende und in dieser Ebene liegende, dritte Gerade gegenüber der ersten Mittelachse einschließt, unterscheidet. Dadurch können die beiden Hälse an verschieden breite Grundformen des Behälters (Bags) angepasst werden.
- Als zweckdienlich hat es sich erwiesen, wenn an dem zweiten Hals die dritte und eine vierte Schulter anschliesst, wobei die vierte Schulter in die erste Schulter übergeht. Dadurch lassen sich die Schultergeometrien an dem zweiten Hals noch flexibler ausgestalten.
- Bevorzugt sind Schulterwinkel des ersten und zweiten Halses auch dadurch definiert, dass eine gedachte, entlang der zweiten Schulter verlaufende und in von der ersten und zweiten Mittelachse definierten Ebene liegende, zweite Gerade gegenüber der ersten Mittelachse einen Winkel γ einschließt, der sich gegenüber einem Winkel δ, welcher eine gedachte, entlang der vierten Schulter verlaufende und in dieser Ebene liegende, vierte Gerade gegenüber der ersten Mittelachse einschließt, unterscheidet.
- Dadurch, dass die erste Mittelachse und die zweite Mittelachse im Wesentlichen parallel zu einer gedachten Hauptachse des Behälters ausgerichtet sind, kann Platz gespart werden und in der Blasform können mehrere Kavitäten vorgesehen werden. Dies ermöglicht schnellere Zykluszeiten, was ökologisch und ökonomisch vorteilhaft ist.
- Die folgenden 7 Ausführungsformen ermöglichen flexible Geometrien die Schultern und Schulterwinkel betreffend, wodurch sich in bevorzugter Weise die folgenden Punkte realisieren lassen.
- Durch Anpassung der Schultergeometrien lassen sich verschiedene Größen bzw. Volumen des Behälters bzw. des Bags realisieren.
- Die Separierung der Höhe der Ausgießöffnung von der Höhe der Schweissnaht ermöglicht eine höher Halsauslegung des zweiten Halses, wodurch für Designelemente wie eine unverlierbare Schraubkappe oder ein Garantiering ausreichend Platz vorhanden ist.
- Zwischen der Einfüll- und der Ausgiessöffnung kann ausreichend Platz geschaffen werden, um das maschinelle Verschließen der Ausgiessöffnung mit einem Verschlusswerkzeug (Capper) zu erleichtern und um den Einsatz eines Schweissbalkens zum Verschluss der Einfüllöffnung zu ermöglichen.
- Als zweckdienlich hat es sich erwiesen, wenn der Winkel α größer als der Winkel β ist oder dass die erste und dritte Schulter zusammen eine zumindest angenäherte konkave Form bilden.
- Als zweckdienlich hat es sich erwiesen, wenn der Winkel α kleiner als der Winkel β ist oder dass die erste und dritte Schulter zusammen eine zumindest angenäherte konvexe Form bilden
- Als zweckdienlich hat es sich erwiesen, wenn an dem zweiten Hals die dritte und eine vierte Schulter anschliesst, wobei die vierte Schulter in die erste Schulter übergeht.
- Als zweckdienlich hat es sich erwiesen, wenn der Winkel β und der Winkel δ in etwa gleich groß sind und im Bereich von 10-30 Grad, insbesondere von 18-22 Grad, liegen.
- Als zweckdienlich hat es sich erwiesen, wenn wenigstens eine der Schultern gekrümmt ist und die entsprechende erste, zweite, dritte oder vierte Gerade eine Tangente im Scheitelpunkt der Schulterkrümmung ist.
- Als zweckdienlich hat es sich erwiesen, wenn der Winkel α im Bereich von 30-60 Grad, insbesondere von 40-50 Grad, liegt.
- Als zweckdienlich hat es sich erwiesen, wenn Winkel β und/oder der Winkel δ 0 Grad aufweisen.
- In einer bevorzugten Ausführungsform ist die Ausgiessöffnung unterhalb der Einfüllöffnung vorgesehen. Dadurch ist die Ausgiessöffnung bei der Verschweissung der Einfüllöffnung nicht im Weg. Trotzdem ist es möglich, dass der zweite Hals eine bestimmte Höhe aufweist, um Designelemente wie ein Halteband oder einen Garantiering an der Schraubkappe zu realisieren. Diese Ausführungsform ist insbesondere bei der Verwendung des erfindungsgemäßen Behälters in Abfüllanlagen von Vorteil.
- Ein weiterer Aspekt der Erfindung betrifft das Merkmal, dass die Einfüllöffnung eine erste Mittelachse aufweist und die Ausgiessöffnung eine zweite Mittelachse aufweist und dass die erste und die zweite Mittelachse im Wesentlichen parallel zueinander sind. Dadurch lassen sich die Öffnungen während des Extrusionsblasformens besonders rasch und flexibel ausformen.
- In einer besonders bevorzugten Ausführungsform der Erfindung sind die erste und zweite Mittelachse parallel zu der Extrusionsrichtung bzw. zur Längserstreckung des Behälters orientiert. Diese Orientierung der Mittelachsen bzw. der Öffnungen spart Platz, lässt mehrere Kavitäten in Formwerkzeugen zu und ermöglicht so eine höhere Anzahl von Behältern pro Zyklus herzustellen.
- In einer weiteren besonders bevorzugten Ausführungsform der Erfindung entspricht die von der ersten und der zweiten Mittelachse definierte Ebene der Formtrennebene des Behälters. Durch diese Anordnung der Mittelachsen der Öffnungen ist gewährleistet, dass genügend Material für die Ausformung von Gewinden, insbesondere Aussengewinden, vorhanden ist.
- Als zweckdienlich erweist es sich, wenn die Einfüllöffnung von einem die Einfüllöffnung umgebenden ersten Hals definiert ist und an den ersten Hals eine erste und zweite Schulter anschliessen. Der erste Hals kann besonders einfach durch geeignete Verbindungstechniken wie Verschweissen oder Verkleben verschlossen werden, nachdem der Behälter durch die Einfüllöffnung befüllt wurde. Ein zusätzlicher Verschluss oder ein zusätzlicher separater eingesetzter Hals werden daher in vorteilhafter Weise nicht benötigt. Durch die erste und zweite Schulter ist ein erster Konus gebildet. Die Schulterwinkel können flexibel gestaltet werden und dadurch können die Schultergeometrien an verschiedene Behältervolumen angepasst werden.
- Die Erfindung zeichnet sich auch dadurch aus, dass die Ausgiessöffnung von einem die Ausgiessöffnung umgebenden zweiten Hals definiert ist und an den zweiten Hals wenigstens eine dritte Schulter anschliesst. Dadurch lassen sich auch die Schultergeometrien der wenigstens dritten Schulter an die Behälterform und das Behältervolumen anpassen. Möglich ist es, dass an den zweiten Hals keine vierte Schulter anschliesst und der zweite Hals direkt in die erste Schulter übergeht, falls dies durch das Behälterdesign erforderlich ist.
- In einer weiteren bevorzugten Ausführungsform der Erfindung schliesst an dem zweiten Hals die dritte und eine vierte Schulter an. Dadurch bilden auch die dritte und vierte Schulter einen separaten zweiten Konus und die Schulterwinkel der dritten und vierten Schulter sind flexibel an das Behälterdesign anpassbar. Es ist zu berücksichtigen, dass durch das Verschließen der Einfüllöffnung die Mittelachse der kleinen Ausgiessöffnung geneigt wird und dass dies durch die beiden Schultergeometrien und deren Verschneidung beeinflusst wird. Somit kann die Auslegung der dritten und vierten Schulter zu einer optimierten seitlichen Neigung der Ausgießöffnung führen, die eine Folge dessen ist, dass die im Wesentlichen kreisrunde Einfüllöffnung nach dem Verschließen zu einer Linie mit der halben Länge des Kreisumfanges der Einfüllöffnung wird. Eine entsprechend gewählte Neigung kann die Anwendung durch den Konsumenten bequemer gestalten, sowie die Restentleerung der Verpackung verbessern.
- Als vorteilhaft erweist es sich, wenn die Ausgiessöffnung unterhalb der Einfüllöffnung vorgesehen ist. Dadurch ist die Ausgiessöffnung bei der Verschweissung der Einfüllöffnung nicht im Weg. Trotzdem ist es möglich, dass der zweite Hals eine bestimmte Höhe aufweist, um Designelemente wie ein Halteband oder einen Garantiering an der Schraubkappe zu realisieren. Diese Ausführungsform ist insbesondere bei der Verwendung des erfindungsgemäßen Behälters in Abfüllanlagen von Vorteil.
- Als vorteilhaft hat es sich erwiesen, wenn an dem zweiten Hals ein Aussengewinde ausgeformt ist, welches mit dem Innengewinde einer Schraubkappe zusammenwirken kann. Das Aussengewinde der Ausgießöffnung wurde speziell für die Anwendung von leichtgewichtigen Verpackungen entwickelt. Es kann mit sehr wenig Material ausgeformt werden. Das Aussengewinde erhält erst durch die Verschraubung mit der Schraubkappe seine endgültige Steifigkeit, da es beim Verschrauben in der Art einer Ziehharmonika zusammengedrückt wird.
- In einer weiteren Ausführungsform der Erfindung gehen die zweite und die dritte Schulter in den Mantel des Behälters über. Dadurch ist zwischen dem ersten und dem zweiten Hals ausreichend Platz vorhanden, wodurch die jeweiligen Bearbeitungsschritte gegenseitig nicht behindert werden. Beispielsweise kann die Ausgiessöffnung mit einem Verschlusswerkzeug erstmalig verschlossen werden, ohne dass der erste Hals im Weg ist oder die Einfüllöffnung kann verschweisst werden, ohne dass der zweite Hals im Weg ist. Auch dies ist in Abfüllanlagen von Vorteil.
- In einer weiteren Ausführungsform der Erfindung geht die dritte Schulter in die erste Schulter über. Dies ist von Vorteil, wenn noch ausreichend Platz zwischen dem ersten und dem zweiten Hals bleibt, obwohl die dritte Schulter nicht direkt in den Mantel des Behälters bzw. in den Behälterkörper mündet.
- In einer weiteren bevorzugten Ausführungsform der Erfindung erhebt sich der zweite Hals aus einer an dem Behälter ausgeformten Plattform, wobei die Plattform eine erste und zweite Flanke aufweist, wobei diese Flanken in den Mantel auslaufen. Die Plattform steigert die Verwindungssteifigkeit der Ausgussöffnung bzw. des zweiten Halses. Dies ist insbesondere bei der Montage und Demontage der Schraubkappe von Vorteil.
- In einer weiteren Ausführungsform der Erfindung weist die der Ausgiessöffnung zugewandte Schulter eine konvexe Form auf. Durch die nach unten gezogene erste Schulter kann ebenfalls ausreichend Platz für das maschinelle Aufsetzen der Schraubkappe oder für die Anbindung der Schraubkappe an ein Garantieband oder ein Halteband geschaffen werden.
- Als vorteilhaft erweist es sich, wenn die Ausgiessöffnung derart ausgeformt ist, sodass sie in einer Draufsicht des Behälters innerhalb des Umrisses des Behälterbodens liegt. Dadurch sind die Anforderungen an die Blasform vereinfacht und der zweite Hals lässt sich formtreu ausformen. Außerdem ermöglicht dies eine vereinfachte Palettierung, weil der zweite Hals dadurch nicht übersteht. Dies ist auch von Vorteil, wenn der Behälter dekoriert also beispielsweise bedruckt, mit Etiketten oder dergleichen beklebt oder mit einer Schrumpffolie umwickelt werden soll.
- In einer besonders bevorzugten Ausführungsform der Erfindung sind der erste und der zweite Hals zusammen mit dem Behälter blasgeformt. Das Vorsehen der Ausgiess- und der Einfüllöffnung bedarf daher keines zusätzlichen Produktionsschrittes, sondern sie werden in der identischen Form und gleichzeitig wie der Behälter geblasen. Die Herstellung des Behälters erfolgt daher rasch und mit keinem zusätzlichen Produktionsaufwand. Es können keine undichten Stellen zwischen den Hälsen und dem Behälterkörper auftreten, da beide aus dem identischen extrudierten Kunststoffschlauch geblasen werden. Eindeutig erkennbar sind extrusionsgeblasene Behälter an einer Naht an der Unterseite des Bodens die beim Zusammenfahren der Form durch das Zusammendrücken des freien Endes des Kunststoffschlauchs entstehen. Als besonders vorteilhaft erweist es sich, wenn die erste und die zweite Siegelfläche eine Naht mit einer Längsseite und einem ersten und zweiten Nahtende bilden, wenn die Siegelflächen fluiddicht verbunden sind und an dem Behälter im Anschluss an die Längsseite der Naht die erste und die zweite Schulter ausgebildet sind. Nach dem raschen Befüllen des Behälters, ermöglicht durch eine dementsprechend dimensionierte Einfüllöffnung, lässt sich der Behälter zuverlässig verschliessen.
- Zweckmässigerweise ist an dem Behälter eine Entlüftungsöffnung vorgesehen. Diese ist zweckmässigerweise gegenüber der Ausgiessöffnung angeordnet und kann ein abschneidbarer Nippel sein. Dadurch kann das Füllgut homogen und gleichmässig aus dem Behälter fliessen.
- In einer weiteren bevorzugten Ausführungsform der Erfindung schliessen nach dem Verschliessen der Einfüllöffnung die erste und zweite Mittelachse einen spitzen Winkel ε miteinander ein. Dadurch ist die Ausgiessöffnung in die Richtung der Kippbewegung des Behälters beim Ausgiessen von Füllgut orientiert. Die Benutzerfreundlichkeit des Behälters wird durch Bildung des Winkels ε daher merklich verbessert.
- Als vorteilhaft erweist es sich, wenn an den Schultern wenigstens eine Ausgleichsrille zur Kompensation von thermischen Verformungen ausgeformt ist, welche in Umfangsrichtung der Schultern orientiert ist. Die Ausgleichsrille reduziert die Verformungen bzw. kompensiert die thermischen Spannungen, welche durch das Verschweissen der Einfüllöffnung hervorgerufen werden.
- Bevorzugt ist die Ausgleichrille am Übergang der zweiten Schulter zu dem Behälterkörper und am Übergang des zweiten Halses bzw. der vierten Schulter in die erste Schulter 39 ausgebildet. An dieser Stelle lässt sich die Ausgleichrille gut ausbilden und kann thermische Verformungen besonders effizient kompensieren.
- In einer weiteren bevorzugten Ausführungsform der Erfindung läuft die wenigstens eine Ausgleichsrille in Richtung der Schultern aus. Dadurch werden die Schultern durch die Rille nicht geschwächt. Denkbar ist es jedoch auch, dass die Rille umlaufend ist und vor den Schultern nicht endet.
- Zweckmässigerweise ist die Tiefe der wenigstens einen Ausgleichsrille variabel. Dadurch kann die Ausgleichsrille an verschiedenen Stellen mehr oder weniger Verformungen ausgleichen. Auch die Form des Querschnitts kann unterschiedliche Formen haben. Bevorzugt ist der Querschnitt der Rille V-förmig.
- Ein weiterer Aspekt der Erfindung betrifft eine Kombination aus einem Behälter gemäss einem der vorstehenden Beschreibung und einer Schraubkappe, welche auf den zweiten Hals aufsetzbar ist. Die Erfindung zeichnet sich dadurch aus, dass die Dichtwirkung zwischen dem Dichtelement der Schraubkappe und dem zweiten Hals dadurch realisiert ist, dass der zweite Hals aufgeweitet ist, wenn das Dichtelement in den zweiten Hals ragt. Diese Art der Dichtfunktion ermöglicht, dass der zweite Hals besonders dünnwandig ausgebildet sein kann, da die nötige Steifigkeit zur Herstellung der Abdichtung von dem Dichtelement übernommen wird. Dadurch kann der zweite Hals mit wenig Kunststoffmaterial ausgeformt werden.
- Als vorteilhaft erweist es sich, wenn das Aussengewinde durch die Verschraubung mit der Schraubkappe seine endgültige Steifigkeit erhält. Dadurch kann neben dem zweiten Hals auch das Aussengewinde materialsparend ausgeformt werden. Die Steifigkeit erfolgt durch eine Art "Ziehharmonika-Effekt".
- In einer weiteren bevorzugten Ausführungsform der Erfindung weist die Schraubkappe einen Ansatz auf, an welchem ein Werkzeug ansetzbar ist und ein Drehmoment von dem Werkzeug auf die Kappe übertragen werden kann. Dadurch kann die Schraubkappe erstmalig auch dann auf den zweiten Hals aufgeschraubt werden, wenn für ein Standard-Werkzeug (Capper) zum Aufsetzen der Kappe auf den zweiten Hals an der Breitseite des Behälters nicht ausreichend Platz vorhanden ist und somit der Capper die Schraubkappe nicht an deren Außenseite greifen kann. Bevorzugt handelt es sich bei dem Ansatz um einen Innensechskant oder eine andere formschlüssige Verbindung mittels eines Vielzahns.
- Zweckmässigerweise ist der Ansatz eine Vertiefung, welche als das Dichtelement wirkt. Dadurch erfüllt das Dichtelement zwei Funktionen und die Schraubkappe benötigt bei entsprechender Ausführung weniger Kunststoffmaterial zu ihrer Herstellung.
- Als besonders vorteilhaft erweist es sich, wenn der Behälter einstückig ausgebildet ist. Dadurch sind nicht nur weitere Produktionsschritte obsolet, sondern der Behälter kann mitsamt dem Ausgiesselement sortenrein entsorgt werden.
- Hinsichtlich der für die Herstellung des erfindungsgemäßen Kunststoffes gilt es insbesondere zu beachten, als dass dieser zumindest im zu versiegelnden Bereich schweißbar oder klebbar sein sollte. In diesem Zusammenhang wird auf die Offenbarung der
WO 2017/072185 A1 verwiesen. - Weitere Vorteile und Merkmale ergeben sich aus der nachfolgenden Beschreibung mehrerer Ausführungsbeispiele der Erfindung unter Bezugnahme auf die schematischen Darstellungen. Es zeigen in nicht massstabsgetreuer Darstellung:
- Figur 1a, 1b, 1c:
- Eine Seitenansicht, eine Draufsicht und eine perspektivische Ansicht eines extrusionsblasgeformten Behälters mit einer Einfüllöffnung und einer Ausgiessöffnung;
- Figur 2:
- eine 1. Ausführungsform des Behälters mit aufgesetzter Schraubkappe in einer Seitenansicht;
- Figur 3a, 3b:
- eine 2. und 3. Ausführungsform eines extrusionsblasgeformten Behälters mit aufgesetzter Schraubkappe in einer Seitenansicht, welche unter anderem zeigen, dass die Ausgiessöffnung unterhalb der Einfüllöffnung angeordnet ist;
- Figur 4a,4b:
- die 2. und 3 Ausführungsform, bei welchen der Platzbedarf zwischen den beiden Öffnungen hervorgehoben ist;
- Figur 5:
- eine perspektivische Ansicht einer 4. Ausführungsform, bei welcher eine Plattform an dem Behälter ausgeformt ist;
- Figur 6:
- eine Schnittdarstellung durch die Ausgiessöffnung und einer auf die Ausgiessöffnung aufgesetzten Schraubkappe;
- Figur 7:
- die Schraubkappe in einer perspektivischen Ansicht;
- Figur 8a,8b:
- eine Gegenüberstellung von einer Ausführungsform mit einer geraden und einer konvexen Schultergeometrie und der unterschiedlichen Lage der Ausgiessöffnung im Vergleich zur Einfüllöffnung;
- Figur 9a,9b:
- eine Gegenüberstellung der Ausführungsform mit einer geraden und einer konvexen Schultergeometrie und dem damit verbundenen Platzbedarf;
- Figur 10:
- eine Seitenansicht des Behälters, nachdem die Einfüllöffnung verschweisst wurde;
- Figur 11:
- eine Seitenansicht bei welcher die Neigungswinkel der Schultern dargestellt sind;
- Figur 12
- eine Seitenansicht des Behälters in einer Ausführungsform mit zwei visualisierten Ausgleichsrillen;
- Figur 13
- eine weitere Seitenansicht des Behälters aus
Figur 12 ; - Figur 14
- eine weitere Seitenansicht des Behälters aus
Figur 12 und - Figur 15
- eine perspektivische Ansicht des Behälters aus
Figur 12 . - In den
Figuren 1 bis 5 bzw. 8 bis 15 sind mögliche Ausführungsformen eines Behälters gezeigt, welcher aus einem Kunststoffmaterial im Extrusionsblasformen hergestellt ist und gesamthaft mit dem Bezugszeichen 11 bezeichnet ist. DieFigur 1 zeigt eine Frontansicht, eine Seitenansicht und eine perspektivische Ansicht einer möglichen Ausführungsform des Behälters 11. - Der Behälter 11 weist einen Behälterkörper 13, welcher ein erstes Ende 15 und ein im Wesentlichen dem ersten Ende 15 gegenüberliegendes zweites Ende 17 besitzt. Das zweite Ende 17 ist fluiddicht verschlossen und als ein Behälterboden 19 ausgebildet, an dem eine Standfläche 21 ausgebildet ist. Der extrusionsblasgeformte Behälter 11 besitzt eine Innenwandung 23. Die Innenwandung 23 begrenzt am ersten Ende 15 eine Einfüllöffnung 25, durch die ein Füllgut in den extrusionsblasgeformten Behälter 11 gefüllt wird. Das erste Ende 15 besitzt an seiner Innenwandung 23 eine erste Siegelfläche 27a und eine der ersten Siegelfläche 27a gegenüberliegende zweite Siegelfläche 27b, die miteinander fluiddicht verbindbar sind und nach dem Einfüllen des Füllguts fluiddicht miteinander verbunden werden. Hierzu können die Siegelflächen 27a, 27b verschweisst werden. Bevorzugt ist der Behälter 11 daher aus einem verschweissbaren Kunststoff hergestellt. Alternativ können die Siegelflächen 27a, 27b mit einen Schmelzklebstoff oder einem Haftvermittler, die auch texturiert sein können, beschichtet sein. Die Einfüllöffnung 25 besitzt eine derartige Weite, dass das Füllgut rasch und ohne Überlaufen in den Behälter 11 einfüllbar ist.
- Unterhalb der Siegelflächen 27a,27b ist eine Ausgiessöffnung 29 ausgeformt. Die Ausgiessöffnung 29 ist zusammen mit den übrigen Behälter 11 blasgeformt und wird daher gleichzeitig mit dem Behälter 11 in der Blasform durch Aufblasen des Behältermaterials ausgebildet.
- Nach dem Befüllen des Behälters 11 werden die Siegelflächen 27a,27b fluiddicht miteinander verbunden, indem sie aneinanderhaftend in Kontakt gebracht werden und dadurch die Einfüllöffnung 25 verschlossen wird. Im verschlossenen Zustand bilden die Siegelflächen 27a,27b eine Naht 31, welche in den
Figuren 3 und8 gezeigt ist. Die Naht 31 besitzt eine Längsseite 33 und ein erstes und zweites Nahtende 35,37. Durch diese Verformung ist unterhalb der Längsseite 31 an dem Behälter 11 eine erste und zweite Schulter 39,41 ausgebildet. Der Boden 19 kann die Form einer Ellipse 43 aufweisen. - Die Einfüllöffnung 25 weist eine erste Mittelachse 45 und die Ausgiessöffnung 29 weist eine zweite Mittelachse 47 auf. Besonders bevorzugt ist es, wenn die erste und zweite Mittelachse 45,47 parallel zueinander sind und parallel zu der Extrusionsrichtung bzw. zur Längserstreckung des Behälters 11 orientiert sind. Bei der Herstellung im EBM (Extrusion Blow Moulding) Verfahren ist es besonders günstig, wenn beide Öffnungen 25,29 in einer Linie parallel mit dem Schlauch liegen. Dies spart Platz, lässt eine höhere Anzahl von Kavitäten in einem Formwerkzeug zu, ermöglicht daher einen höheren Output und ist daher ökonomisch und ökologisch vorteilhaft.
- Die Einfüllöffnung 25 ist von einem die Einfüllöffnung 25 umgebenden ersten Hals 49 definiert, an welchen die erste und zweite Schulter 39,41 anschliessen. Die Ausgiessöffnung 29 ist von einem die Ausgiessöffnung 29 umgebenden zweiten Hals 51 definiert An den zweiten Hals 51 schliesst wenigstens eine dritte Schulter 53 an.
- In einer besonders vorteilhaften Ausführung liegen beide Öffnungen 25,29 innerhalb der Formtrennung. Dadurch ist gewährleistet, dass genügend Material für die Ausformung eines Aussengewindes 55 an dem zweiten Hals 51 vorhanden ist.
- In einer weiteren Ausführungsform des Behälters 11 (
Figur 2 ) verläuft der erste Hals 49 in die erste und die zweite Schulter 39,41, wobei die zweite Schulter 41 in den Behälterkörper 13 bzw. in den Mantel 14 des Behälters 11 übergeht. Der zweite Hals 51 verläuft in die dritte Schulter 53 und in eine vierte Schulter 57 (Figur 2 ). Die dritte Schulter 53 kann entweder direkt in den Behälterkörper 13 verlaufen (Figur 2 ,3b,4b ) oder ist abgesetzt und verläuft in die erste Schulter 39 (Figur 1 ,3a ,4a ,8 ,9 ). - Der zweite Hals 51 kann auch direkt in die erste Schulter 39 übergehen, falls dies die Grundform des Behälters 11 erlaubt (
Figur 3, 4 ,8a ,9a ), wodurch eine vierte Schulter 57 wegfällt. Der erste und der zweite Hals 49,51 sind daher auf zwei separaten Konen aufgesetzt (Fig. 2 ). Die Aufteilung in vier Schultern ermöglicht eine flexible Anpassung der Ausgiess- und der Einfüllöffnung 29,25. Dadurch finden die Ausgiess- und die Einfüllöffnung auf der Breitseite des Behälters 11 bei unterschiedlich breiten Grundformen des Behälters 11 ausreichend Platz. Die bis zu vier Schultern und deren unterschiedliche Schulterwinkel besitzen noch weitere Vorteile:
Durch die Anpassung der Schultergeometrien kann an Behältern mit verschiedenen Grössen bzw. Volumen die Ausgiess- und die Einfüllöffnung 29,25 an der Breitseite des Behälters vorgesehen sein, ohne dass Platzprobleme auftreten. Die Ausgiessöffnung 29 liegt tiefer als die Einfüllöffnung 25. Dadurch kann die Einfüllöffnung 25 verschweisst oder verklebt werden, ohne dass die Ausgiessöffnung 29 bei diesem Verarbeitungsschritt im Weg wäre. Auch ist durch die Anpassung der Schultern ausreichend Platz für den Verschluss der Ausgiessöffnung 29 und Elemente wie ein Garantiering 59 oder ein Halteband vorhanden. Die bei unterschiedlichen Schultergeometrien unterschiedliche Lagen der Ausgiessöffnung im Vergleich zur Einfüllöffnung sind in denFiguren 3 und8 gezeigt und durch die Doppelpfeile verdeutlicht. - Auch ist zwischen der Ausgiess- und der Einfüllöffnung ausreichend Platz vorhanden, damit ein Verschlusswerkzeug eingesetzt werden kann, um eine Schraubkappe 61 auf den zweiten Hals 51 aufsetzen zu können. Der ausreichende Abstand ist in den
Figuren 4 und9 durch die schraffierte Fläche 63 verdeutlicht. Im Vergleich der in denFiguren 4a und9a gezeigten Schultergeometrien mit den in denFiguren 4b und9b gezeigten Schultergeometrien ist ersichtlich, dass die in denFiguren 4b und9b gezeigten Schultergeometrien bei gleicher Dimensionierung der Einfüllöffnung und der Ausgiessöffnung doch deutliche Platzgewinne ermöglichen. - In der
Figur 5 ist der Behälter 11 mit einer Plattform 65 gezeigt. Die Plattform 65 weist eine erste und zweite Flanke 67a,67b auf, welche Flanken in den Behälterkörper 13 bzw. den Mantel 14 auslaufen. Die Plattform 65 steigert die Verwindungssteifigkeit der Ausgussöffnung 29 bzw. des zweiten Halses 51. Das ist insbesondere bei der Montage und Demontage der Schraubkappe 61 von Bedeutung. - Das Aussengewinde 55 wurde speziell für die Anwendung von leichtgewichtigen Verpackungen entwickelt. Es kann mit sehr wenig Material ausgeformt werden und erhält erst durch die Verschraubung mit der Schraubkappe 61 seine endgültige Steifigkeit, da es durch die aufgesetzte Schraubkappe 61 zusammengedrückt wird.
- Die Schraubkappe 61 hat ein Dichtelement 69 ausgeformt, welches in die Ausgiessöffnung 29 ragt, wenn die Schraubkappe auf den zweiten Hals 51 aufgesetzt ist. Zudem weist die Schraubkappe 61 ein Innengewinde 71 auf, welches mit dem Aussengewinde 55 zusammenwirkt. Das Dichtelement ist derart steif ausgeführt, dass es den dünnwandig zweiten Hals 51 aufweiten kann. Dadurch entsteht die Dichtwirkung zwischen dem zweiten Hals 51 und der Schraubkappe 61.
- Die Schraubkappe 61 weist bevorzugt eine Vertiefung 73 auf, welche als das Dichtelement 69 wirkt. Die Vertiefung kann einen Ansatz für ein Werkzeug aufweisen, um ein Drehmoment auf die Schraubkappe 61 formschlüssig übertragen zu können. Der Ansatz kann ein Innensechskant 75 oder ein anderer Vielzahn sein.
- In den
Figuren 8b und9b ist eine weitere Ausführungsform gezeigt, bei welcher die erste Schulter 39 eine konvexe Form aufweist. Die erste Schulter 39 ist als von der Ausgiessöffnung 29 weg gebogen. Durch die konvexe erste Schulter lässt sich neben dem Vorsehen von zwei Konen unterhalb des ersten und zweiten Halses 49,51 ausreichend Platz für das maschinelle Aufschrauben der Schraubkappe 61, für das Verschliessen der Einfüllöffnung 25 und eine benötigte Höhe für das Vorsehen eines Garantieringes und/oder eines Haltebandes schaffen. - Zur Bildung eines homogenen Füllgutstroms beim Ausgiessen kann eine Entlüftungsöffnung 77 an dem Behälterkörper 13 vorgesehen sein (
Fig. 2 ). Diese kann durch einen aufschneidbaren Nippel realisiert sein. - In der
Figur 1b ist gezeigt, dass die Ausgiessöffnung 29 und die Einfüllöffnung 25 derart ausgeformt sind, dass sie in der Draufsicht auf den Behälter 11 innerhalb des Bodens 19 bzw. der grössten Körperkontur liegen. Die Ausgiess- und die Einfüllöffnung liegen daher innerhalb des "Fussabdrucks" des Behälters 11. - Das Schulterdesign kann zu einer optimierten seitlichen Neigung der Ausgießöffnung 29 durch die Änderung der Form im Schweißprozess führen. Diese Veränderung der Neigung der zweiten Mittelachse 47 durch Verschliessen der Einfüllöffnung 25 mit einer Schweissnaht 79 ist in
Figur 10 gezeigt und durch den Winkel ε definiert, welcher den Winkel zwischen der ersten und der zweiten Mittelachse 45,47 nach dem Verschliessen der Einfüllöffnung 25 angibt und ein spitzer Winkel ist. Diese Neigung der zweiten Mittelachse 47 relativ zur ersten Mittelachse 45 wird durch die beiden Schultergeometrien und deren Verschneidung beeinflusst. Somit kann die Auslegung der dritten und vierten Schulter 53,57 zu einer optimierten seitlichen Neigung der Ausgießöffnung 29 führen, die eine Folge dessen ist, dass die im Wesentlichen kreisrunde Einfüllöffnung 25 nach dem Verschließen zu einer Linie mit der halben Länge des Kreisumfanges der Einfüllöffnung 25 wird. Eine entsprechend gewählte Neigung kann die Anwendung durch den Konsumenten bequemer gestalten, sowie die Restentleerung der Verpackung verbessern, da die zweite Mittelachse 47 in die Kipprichtung des Behälters 11 beim Ausgiessen orientiert ist. - In der
Figur 11 sind die Winkel zwischen den vier Schultern 39,41,53,57 und der ersten Mittelachse 45 gezeigt. Die erste und die zweite Mittelachse 45,47 spannen eine Ebene auf. In dieser Ebene liegen eine erste, zweite, dritte und vierte Gerade, welche sich entlang der ersten, zweiten, dritten und vierten Schulter erstrecken. Falls eine der Schultern gekrümmt sein sollte, so verläuft die entsprechende Gerade als Tangente im Scheitelpunkt der Schulterkrümmung. Der Behälter 11 weist eine Hauptachse 81 auf, welche bevorzugt parallel zu der ersten und der zweiten Mittelachse 45,47 ist und parallel zu der Extrusionsrichtung bzw. zur Längserstreckung bzw. zum Mantel 14 des Behälters 11 orientiert ist. - Die erste Gerade schliesst mit der ersten Mittelachse 45 einen Winkel α ein. Die dritte Gerade schliesst mit der ersten Mittelachse 45 einen Winkel β ein. Die zweite Gerade schliesst mit der ersten Mittelachse 45 einen Winkel γ ein. Die vierte Gerade schliesst mit der ersten Mittelachse 45 einen Winkel δ ein. Nachdem die erste und die zweite Mittelachse 45,47 bevorzugt parallel sind, treten die vier Winkel auch zwischen den vier Geraden und der zweiten Mittelachse 47 auf.
- Bevorzugt ist es, wenn die Winkel α und β unterschiedlich sind und die Winkel γ und δ unterschiedlich sind. Bevorzugt ist es, wenn der Winkel α im Bereich von 30-60 Grad, insbesondere von 40-50 Grad, liegt. Bevorzugt ist es auch, wenn der Winkel β und der Winkel δ in etwa gleich groß sind und im Bereich von 10-30 Grad, insbesondere von 18-22 Grad, liegen. Der Winkel β oder der Winkel δ können 0 Grad aufweisen. Wenn der Winkel β und der Winkel δ 0 Grad aufweisen, dann wird der zweite Konus zu einem Zylinder.
- Durch Wahl der Grösse der Winkel α, β, γ und δ lassen sich Schultergeometrien flexibel ausbilden, wodurch sich folgende Punkte realisieren lassen:
- Durch Anpassung der Schultergeometrien lassen sich verschiedene Größen bzw. Volumen des Behälters 11 realisieren.
- Die Separierung der Höhe der Ausgießöffnung 29 von der Höhe der Schweissnaht 79 ermöglicht eine höher Halsauslegung des zweiten Halses 51, wodurch für Designelemente wie eine unverlierbare Schraubkappe 61 oder ein Garantiering 59 ausreichend Platz vorhanden ist. Der Schweissbereich 80, durch Schweissbalken realisiert, ist in der
Figur 12 gezeigt. - Zwischen der Einfüll- und der Ausgiessöffnung 25,29 kann ausreichend Platz geschaffen werden, um das maschinelle Verschließen der Ausgiessöffnung mit einem Verschlusswerkzeug (Capper) zu erleichtern und um den Einsatz eines Schweissbalkens zum Verschluss der Einfüllöffnung zu ermöglichen.
- Die Auslegung der Schultergeometrien kann zu einer optimierten seitlichen Neigung der Ausgießöffnung 29 durch das Verschliessen der Einfüllöffnung 25 führen. Dies kann die Anwendung durch den Konsumenten bequemer gestalten sowie die Restentleerung des Behälters 11 verbessern.
- Zwischen der ersten und zweiten Schulter 39,41 kann wenigstens eine Ausgleichsrille 80 ausgeformt sein, wie dies in den
Figuren 12 bis 15 gezeigt ist. Werden die Siegelflächen 27a,27b im Schweissbereich 80 verschweisst, so können starke thermische Verformungen durch das Verschweissen der Einfüllöffnung 25 entstehen. Die Ausgleichsrille 83 kann diese Verformungen kompensieren, wodurch der restliche Behälter, wenn überhaupt, nur unwesentlich verformt wird. Die tiefe der Rille 83 kann variabel sein und beispielsweise in Richtung der beiden Schultern 39,41 immer geringer werden. Dadurch kann die Rille 83 zu einer oder beiden Schultern auslaufen. Die Rille kann auch um die Schultern 39,41 herum laufen oder vor einer der Schulter 39,41 oder vor beiden Schultern 39,41 enden. Der Querschnitt der Rille 83 kann beispielsweise V-förmig sein. Bevorzugt ist die Ausgleichrille 83 am Übergang der zweiten Schulter 41 zu dem Behälterkörper 13 und am Übergang des zweiten Halses 51 bzw. der vierten Schulter 57 in die erste Schulter 39 ausgebildet. - Diese Gestaltungsausführungen der Rille 83 ermöglichen es, dass die Ausgleichsrille 83 an verschiedenen Stellen unterschiedlich starke Verformungen, hervorgerufen durch das Verschweissen der Einfüllöffnung 25, kompensiert.
- Der extrusionsgeblasene Behälter 11 ist einstückig ausgebildet und der erste und der zweite Hals 49,51 werden gemeinsam mit dem Behälterkörper 13 in einer Form geblasen. Der erste und zweite Hals sind daher ein integraler Bestandteil des Behälters 11 und müssen nicht im Nachhinein in diesen eingesetzt und mit diesem verbunden werden. Der Behälter 11 zeichnet sich dadurch aus, dass bei der Herstellung im EBM (Extrusion Blow Moulding) Verfahren die Einfüll- und die Ausgiessöffnung 25,29 in einer Linie parallel mit dem extrudierten Schlauch liegen.
-
- 11
- Behälter
- 13
- Behälterkörper
- 14
- Mantel
- 15
- Erstes Ende
- 17
- Zweites Ende
- 19
- Behälterboden
- 21
- Standfläche
- 23
- Innenwandung
- 25
- Einfüllöffnung
- 27a, 27b
- Erste und zweite Siegelfläche
- 29
- Ausgiessöffnung
- 31
- Naht
- 33
- Längsseite der Naht
- 35
- Erstes Nahtende
- 37
- Zweites Nahtende
- 39
- Erste Schulter
- 41
- Zweite Schulter
- 43
- Ellipse
- 45
- Erste Mittelachse
- 47
- Zweite Mittelachse
- 49
- Erster Hals
- 51
- Zweiter Hals
- 53
- Dritte Schulter
- 55
- Aussengewinde
- 57
- Vierte Schulter
- 59
- Garantiering
- 61
- Schraubkappe
- 63
- Schraffierte Fläche
- 65
- Plattform
- 67a,67b
- Erste und zweite Flanke
- 69
- Dichtelement
- 71
- Innengewinde
- 73
- Vertiefung
- 75
- Innensechskant
- 77
- Entlüftungsöffnung
- 79
- Schweissnaht
- 80
- Schweissbereich
- 81
- Hauptachse des Behälters
- 83
- Ausgleichsrille
- ε
- Winkel zwischen der ersten und zweiten Mittelachse
- α
- Winkel zwischen der ersten Mittelachse und der ersten Gerade
- β
- Winkel zwischen der ersten Mittelachse und der dritten Gerade
- γ
- Winkel zwischen der ersten Mittelachse und der zweiten Gerade
- δ
- Winkel zwischen der ersten Mittelachse und der vierten Gerade
Claims (12)
- Aus einem Kunststoffmaterial insbesondere im Extrusionsblasformen hergestellter Behälter (11) mit- einem Behälterkörper (13), ein erstes Ende (15), ein dem ersten Ende im Wesentlichen gegenüberliegendes zweites Ende (17) und einen Mantel (14) aufweisend,- eine Einfüllöffnung (25) mit einer ersten und zweiten Siegelfläche (27a,27b) ausgebildet an der Innenwandung (23) des ersten Endes (15), wobei die erste und zweite Siegelfläche (27a,27b) miteinander fluiddicht verbindbar sind,- einem Behälterboden (19) mit einer Standfläche (21) ausgebildet an dem zweiten Ende (17) undeiner an dem ersten Ende (15) ausgeformten Ausgiessöffnung (29),dadurch gekennzeichnet,dass die Einfüllöffnung (25) von einem die Einfüllöffnung (25) umgebenden ersten Hals (49) definiert ist und an den ersten Hals (49) eine erste und zweite Schulter (39,41) anschliessen und dass die Ausgiessöffnung (29) von einem die Ausgiessöffnung (29) umgebenden zweiten Hals (51) definiert ist und an den zweiten Hals (51) wenigstens eine dritte Schulter (53) anschliesst.
- Behälter nach Anspruch 1, dadurch gekennzeichnet, dass die Einfüllöffnung (25) eine erste Mittelachse (45) aufweist und die Ausgiessöffnung (29) eine zweite Mittelachse (47) aufweist und dass die erste und die zweite Mittelachse (47,49) eine Ebene definieren, wobei eine gedachte, entlang der ersten Schulter (39) verlaufende und in dieser Ebene liegende, erste Gerade gegenüber der ersten Mittelachse (45) einen Winkel α einschließt, der sich gegenüber einem Winkel β, welcher eine gedachte, entlang der dritten Schulter verlaufende und in dieser Ebene liegende, dritte Gerade gegenüber der ersten Mittelachse (45) einschließt, unterscheidet.
- Behälter nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die erste Mittelachse (45) und die zweite Mittelachse (47) im Wesentlichen parallel zu einer gedachten Hauptachse des Behälters ausgerichtet sind.
- Behälter nach einem der Ansprüche 1, 2 oder 3, dadurch gekennzeichnet, dass der Winkel α größer als der Winkel β ist oder dass die erste und dritte Schulter (39, 53) zusammen eine zumindest angenäherte konkave Form bilden.
- Behälter nach einem der Ansprüche 1, 2 oder 3, dadurch gekennzeichnet, dass der Winkel α kleiner als der Winkel β ist oder dass die erste und dritte Schulter (39, 53) zusammen eine zumindest angenäherte konvexe Form bilden.
- Behälter nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass an dem zweiten Hals (51) die dritte und eine vierte Schulter (53,57) anschliesst, wobei die vierte Schulter (57) in die erste Schulter (39) übergeht.
- Behälter nach dem Anspruch 6, dadurch gekennzeichnet, dass eine gedachte, entlang der zweiten Schulter (41) verlaufende und in von der ersten und zweiten Mittelachse definierten Ebene liegende, zweite Gerade gegenüber der ersten Mittelachse (45) einen Winkel γ einschließt, der sich gegenüber einem Winkel δ, welcher eine gedachte, entlang der vierten Schulter (57) verlaufende und in dieser Ebene liegende, vierte Gerade gegenüber der ersten Mittelachse (45) einschließt, unterscheidet.
- Behälter nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass der Winkel β und der Winkel δ in etwa gleich groß sind und im Bereich von 10-30 Grad, insbesondere von 18-22 Grad, liegen.
- Behälter nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass wenigstens eine der Schultern (39,41,53,75) gekrümmt ist und die entsprechende erste, zweite, dritte oder vierte Gerade eine Tangente im Scheitelpunkt der Schulterkrümmung ist.
- Behälter nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass der Winkel α im Bereich von 30-60 Grad, insbesondere von 40-50 Grad, liegt.
- Behälter nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass Winkel β und/oder der Winkel δ 0 Grad aufweisen.
- Behälter nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Ausgiessöffnung (29) unterhalb der Einfüllöffnung (25) vorgesehen ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH00072/21A CH718284A1 (de) | 2021-01-26 | 2021-01-26 | Behälter aus einem Kunststoffmaterial mit einer Einfüllöffnung und einer separaten Ausgiessöffnung. |
| EP22701589.8A EP4284723B1 (de) | 2021-01-26 | 2022-01-21 | Extrusionsblasgeformter behälter |
| PCT/EP2022/051394 WO2022161877A1 (de) | 2021-01-26 | 2022-01-21 | Extrusionsblasgeformter behälter |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22701589.8A Division EP4284723B1 (de) | 2021-01-26 | 2022-01-21 | Extrusionsblasgeformter behälter |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4495019A1 true EP4495019A1 (de) | 2025-01-22 |
| EP4495019B1 EP4495019B1 (de) | 2025-12-31 |
| EP4495019C0 EP4495019C0 (de) | 2025-12-31 |
Family
ID=74591699
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24216735.1A Active EP4495019B1 (de) | 2021-01-26 | 2022-01-21 | Extrusionsblasgeformter behälter |
| EP22701589.8A Active EP4284723B1 (de) | 2021-01-26 | 2022-01-21 | Extrusionsblasgeformter behälter |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22701589.8A Active EP4284723B1 (de) | 2021-01-26 | 2022-01-21 | Extrusionsblasgeformter behälter |
Country Status (6)
| Country | Link |
|---|---|
| EP (2) | EP4495019B1 (de) |
| CN (1) | CN116761759A (de) |
| CH (1) | CH718284A1 (de) |
| MX (1) | MX2023008019A (de) |
| WO (1) | WO2022161877A1 (de) |
| ZA (1) | ZA202306814B (de) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1865465U (de) * | 1962-10-19 | 1963-01-10 | Franz Baumann & Co | Behaelter aus kunststoff mit wieder verschliessbarer auslauftuelle. |
| WO1998038094A2 (en) * | 1997-02-28 | 1998-09-03 | Sprayex L.L.C. | Multiple neck spray bottle and method of making |
| WO2004035396A1 (en) * | 2002-10-16 | 2004-04-29 | Terry Shulze | Simple biodiesel production device |
| WO2017072185A1 (de) | 2015-10-27 | 2017-05-04 | Alpla Werke Alwin Lehner Gmbh & Co. Kg | Extrusionsblasgeformter behälter |
-
2021
- 2021-01-26 CH CH00072/21A patent/CH718284A1/de unknown
-
2022
- 2022-01-21 MX MX2023008019A patent/MX2023008019A/es unknown
- 2022-01-21 WO PCT/EP2022/051394 patent/WO2022161877A1/de not_active Ceased
- 2022-01-21 CN CN202280011859.5A patent/CN116761759A/zh active Pending
- 2022-01-21 EP EP24216735.1A patent/EP4495019B1/de active Active
- 2022-01-21 EP EP22701589.8A patent/EP4284723B1/de active Active
-
2023
- 2023-07-04 ZA ZA2023/06814A patent/ZA202306814B/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1865465U (de) * | 1962-10-19 | 1963-01-10 | Franz Baumann & Co | Behaelter aus kunststoff mit wieder verschliessbarer auslauftuelle. |
| WO1998038094A2 (en) * | 1997-02-28 | 1998-09-03 | Sprayex L.L.C. | Multiple neck spray bottle and method of making |
| WO2004035396A1 (en) * | 2002-10-16 | 2004-04-29 | Terry Shulze | Simple biodiesel production device |
| WO2017072185A1 (de) | 2015-10-27 | 2017-05-04 | Alpla Werke Alwin Lehner Gmbh & Co. Kg | Extrusionsblasgeformter behälter |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4284723B1 (de) | 2024-12-04 |
| EP4495019B1 (de) | 2025-12-31 |
| EP4284723C0 (de) | 2024-12-04 |
| EP4495019C0 (de) | 2025-12-31 |
| CH718284A1 (de) | 2022-07-29 |
| WO2022161877A1 (de) | 2022-08-04 |
| CN116761759A (zh) | 2023-09-15 |
| MX2023008019A (es) | 2023-08-23 |
| US20240076092A1 (en) | 2024-03-07 |
| ZA202306814B (en) | 2024-08-28 |
| EP4284723A1 (de) | 2023-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69719219T2 (de) | Verpackungsbehälter und verfahren zu seiner herstellung | |
| EP0612664B1 (de) | Verpackung für Fliessmittel, Verfahren zur Herstellung einer solchen Packung und Vorrichtung zur Durchführung des Verfahrens | |
| EP0182094B1 (de) | Verfahren zum Herstellen einer mit einer verschliessbaren Öffnung versehenen Verpackung und nach diesem Verfahren hergestellte Verpackung | |
| DE3853951T2 (de) | Kunststoffbehälter unter druck mit verbessertem ventil. | |
| DE69738001T3 (de) | Hermetisch verschlossener Behälter mit zerbrechbarem Band und Verschlussansätzen sowie Verfahren und Vorrichtung zum Herstellen desselben | |
| DE69204789T2 (de) | Kunststoffflasche mit Verschluss ohne Auskleidung. | |
| EP0786417B1 (de) | Kunststofftube mit einem Tubenkörper, sowie Verfahren zu deren Herstellung | |
| DE2821430A1 (de) | Behaelter aus kunststoff mit kreisfoermigem querschnitt, insbesondere durch blasformen hergestellte flasche fuer unter erhoehtem druck stehende fluessigkeiten | |
| DE4339219C2 (de) | Palettencontainer | |
| DE69627824T2 (de) | Verfahren und vorrichtung zum herstellen von rohrfoermigen behaeltern mit verschlussvorrichtung | |
| EP3368438B1 (de) | Extrusionsblasgeformter behälter | |
| DE102016113442A1 (de) | Abwasserbehälter | |
| EP4284723B1 (de) | Extrusionsblasgeformter behälter | |
| DE2915228A1 (de) | Verpackungsbehaelter fuer fluessige und rieselfaehige produkte und verfahren zum herstellen des behaelters | |
| DE2149569B2 (de) | Vorrichtung zum Herstellen eines zwei voneinander getrennte Zellen aufweisenden Kanisters | |
| CH719939A1 (de) | Behälter hergestellt aus Kunststoff, mit einem einstückig mit dem Behälter ausgeformten, eine Öffnung definierenden Hals. | |
| EP4051598A1 (de) | Extrusionsblasgeformter behälter | |
| CH719938A1 (de) | Behälter aus einem Kunststoffmaterial mit Schraubkappe. | |
| DE102007024849A1 (de) | Chemikalienflasche für druckaufbauende Füllgüter | |
| EP4153495B1 (de) | Kunststoffbehälter | |
| DE3940497C2 (de) | ||
| EP4514588B1 (de) | Spenderbehälter und verfahren zur herstellung eines spenderbehälters | |
| EP0734838A1 (de) | Verfahren zur Herstellung eines flaschenförmigen Behälters durch Tiefziehen | |
| EP1607342B1 (de) | Abdrückkappe aus Kunststoff | |
| DE3929665A1 (de) | Formstabiles verschlusselement fuer flexible kunststoffbehaelter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 4284723 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| 17P | Request for examination filed |
Effective date: 20250707 |
|
| INTG | Intention to grant announced |
Effective date: 20250728 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 4284723 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: F10 Free format text: ST27 STATUS EVENT CODE: U-0-0-F10-F00 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20251231 Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502022006682 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20260130 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20260206 |