EP3177408B1 - Verfahren zur kontinuierlichen beschichtung einer cellulose-basierten faserstoffsubstratbahn mit fettsäurechlorid - Google Patents
Verfahren zur kontinuierlichen beschichtung einer cellulose-basierten faserstoffsubstratbahn mit fettsäurechlorid Download PDFInfo
- Publication number
- EP3177408B1 EP3177408B1 EP15829002.3A EP15829002A EP3177408B1 EP 3177408 B1 EP3177408 B1 EP 3177408B1 EP 15829002 A EP15829002 A EP 15829002A EP 3177408 B1 EP3177408 B1 EP 3177408B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fatty acid
- acid chloride
- cellulose
- fibrous substrate
- substrate web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 235000014113 dietary fatty acids Nutrition 0.000 title claims description 97
- 239000000194 fatty acid Substances 0.000 title claims description 97
- 229930195729 fatty acid Natural products 0.000 title claims description 97
- 150000004665 fatty acids Chemical class 0.000 title claims description 92
- 239000000758 substrate Substances 0.000 title claims description 89
- 229920002678 cellulose Polymers 0.000 title claims description 70
- 239000001913 cellulose Substances 0.000 title claims description 70
- 238000000034 method Methods 0.000 title claims description 57
- 238000000576 coating method Methods 0.000 title claims description 47
- 239000011248 coating agent Substances 0.000 title claims description 44
- 239000000203 mixture Substances 0.000 claims description 56
- 239000000123 paper Substances 0.000 claims description 55
- 239000007788 liquid Substances 0.000 claims description 35
- 238000001035 drying Methods 0.000 claims description 24
- 239000012298 atmosphere Substances 0.000 claims description 18
- 230000005855 radiation Effects 0.000 claims description 15
- -1 aliphatic mono carboxylic acid chlorides Chemical class 0.000 claims description 13
- 125000004432 carbon atom Chemical group C* 0.000 claims description 11
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 238000004806 packaging method and process Methods 0.000 claims description 5
- 238000007669 thermal treatment Methods 0.000 claims description 5
- 238000009835 boiling Methods 0.000 claims description 3
- 239000011087 paperboard Substances 0.000 claims 1
- 239000003570 air Substances 0.000 description 29
- 239000011436 cob Substances 0.000 description 9
- 229920002451 polyvinyl alcohol Polymers 0.000 description 9
- 239000004372 Polyvinyl alcohol Substances 0.000 description 8
- 229920001131 Pulp (paper) Polymers 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 239000010410 layer Substances 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- ARBOVOVUTSQWSS-UHFFFAOYSA-N hexadecanoyl chloride Chemical compound CCCCCCCCCCCCCCCC(Cl)=O ARBOVOVUTSQWSS-UHFFFAOYSA-N 0.000 description 5
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 4
- 239000003153 chemical reaction reagent Substances 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- WTBAHSZERDXKKZ-UHFFFAOYSA-N octadecanoyl chloride Chemical compound CCCCCCCCCCCCCCCCCC(Cl)=O WTBAHSZERDXKKZ-UHFFFAOYSA-N 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000012080 ambient air Substances 0.000 description 3
- 239000002657 fibrous material Substances 0.000 description 3
- 230000002209 hydrophobic effect Effects 0.000 description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 238000004064 recycling Methods 0.000 description 3
- 239000001993 wax Substances 0.000 description 3
- 229920002472 Starch Polymers 0.000 description 2
- 150000001805 chlorine compounds Chemical class 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- UKMSUNONTOPOIO-UHFFFAOYSA-N docosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCCCC(O)=O UKMSUNONTOPOIO-UHFFFAOYSA-N 0.000 description 2
- 230000035622 drinking Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- KEMQGTRYUADPNZ-UHFFFAOYSA-N heptadecanoic acid Chemical compound CCCCCCCCCCCCCCCCC(O)=O KEMQGTRYUADPNZ-UHFFFAOYSA-N 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- IXCSERBJSXMMFS-UHFFFAOYSA-N hydrogen chloride Substances Cl.Cl IXCSERBJSXMMFS-UHFFFAOYSA-N 0.000 description 2
- 229910000041 hydrogen chloride Inorganic materials 0.000 description 2
- 230000007062 hydrolysis Effects 0.000 description 2
- 238000006460 hydrolysis reaction Methods 0.000 description 2
- 239000004569 hydrophobicizing agent Substances 0.000 description 2
- 238000005470 impregnation Methods 0.000 description 2
- 239000005871 repellent Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 239000008107 starch Substances 0.000 description 2
- 235000019698 starch Nutrition 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 235000021357 Behenic acid Nutrition 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 229920002488 Hemicellulose Polymers 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- 239000004614 Process Aid Substances 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000007605 air drying Methods 0.000 description 1
- 229940116226 behenic acid Drugs 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 235000013399 edible fruits Nutrition 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000000834 fixative Substances 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- VKOBVWXKNCXXDE-UHFFFAOYSA-N icosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCC(O)=O VKOBVWXKNCXXDE-UHFFFAOYSA-N 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 150000002763 monocarboxylic acids Chemical class 0.000 description 1
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 238000006557 surface reaction Methods 0.000 description 1
- 239000003760 tallow Substances 0.000 description 1
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/02—Chemical or biochemical treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/08—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation
- B05C9/12—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation the auxiliary operation being performed after the application
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0254—After-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/04—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to gases
- B05D3/0406—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to gases the gas being air
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/03—Non-macromolecular organic compounds
- D21H17/05—Non-macromolecular organic compounds containing elements other than carbon and hydrogen only
- D21H17/11—Halides
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/03—Non-macromolecular organic compounds
- D21H17/05—Non-macromolecular organic compounds containing elements other than carbon and hydrogen only
- D21H17/14—Carboxylic acids; Derivatives thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/10—Coatings without pigments
- D21H19/14—Coatings without pigments applied in a form other than the aqueous solution defined in group D21H19/12
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/16—Sizing or water-repelling agents
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/04—Physical treatment, e.g. heating, irradiating
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/08—Filter paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/10—Packing paper
Definitions
- the present invention relates to a method for continuously coating a cellulose-based fibrous substrate web with fatty acid chloride and a coating device for continuously coating the fibrous substrate web with a liquid fatty acid chloride composition.
- cellulose-based fibrous substrates such as paper, cardboard or cardboard
- hydrophobizing agents a possibility of reducing the penetration of moisture into fibrous substrates.
- the stability of cellulose-based fibrous substrates can be at least partially maintained even when exposed to moisture.
- the fatty acid chloride is dissolved in an organic solvent before application to a fibrous substrate web. While the solvent evaporates in a thermal dryer, the applied fatty acid chloride reacts with the hydroxyl groups of the paper pulp substrate with elimination of hydrogen chloride to form covalently bound fatty acid. Safe handling of the solvent is not without problems with the solvent-based processes and there is a risk of explosion if the solvent content is usually high. Thus, these methods, if at all, can only be mastered in the production process of a fibrous substrate web with a high level of security.
- Solvent-free processes for coating with fatty acid chlorides in turn have the disadvantage of poorer water repellency properties and of high ones which do not adhere to the fibrous substrate web bound, fatty acid components, which puts a strain on the production cycle.
- Another disadvantage of known processes is that they require very high application weights in order to achieve good water repellency properties.
- the WO 99/08784 describes a method for treating a solid hydrophilic material, e.g. As paper or glass, with a composition containing a reactive hydrophobicizing agent, in particular a fatty acid chloride, which reacts with the hydrophilic material to form covalent bonds, whereby a hydrophobic impregnation is obtained.
- a solution of the reactive hydrophobicizing reagent in an organic solvent is applied to the material in such a way that the hydrophobicizing reagent is deposited on the material in a finely divided form, ie in the form of a microdispersion.
- the material treated in this way is then subjected to an air stream, the hydrophobicizing reagent reacting with the substrate to form a covalent bond and volatile substances, in particular the hydrogen chloride liberated in the reaction of the hydrophobicizing reagent with the substrate, being removed.
- the process requires the use of large amounts of organic solvents.
- the US 2013 / 0236647A1 describes a method for treating cellulose-based fibrous substrates, such as paper, cardboard or cardboard, with fatty acid chloride by means of an engraving coating. After gravure coating of the cellulose-based fibrous substrate with fatty acid chloride, the cellulose-based fibrous substrate web is passed over a drying cylinder for drying and dried by means of contact drying.
- the disadvantage is high levels of fatty acids, which are not bound to the cellulose-based fiber substrate and thus put a strain on the production cycle.
- the present invention is therefore based on the object of providing an improved method for the continuous coating of a fibrous substrate web with fatty acid chloride, in which the aforementioned disadvantages are largely avoided.
- the process is intended to lead to products that are achieved in terms of The water repellency and durability of the coating are comparable to waxes and thus allow a "wax replacement".
- the products produced by the process according to the invention should meet the requirements for the paper recycling cycle and should be recyclable.
- fibrous substrate webs produced with the method according to the invention meet the requirements for recyclability in conventional paper recycling cycles or improve its recyclability.
- the products produced by the process according to the invention also have good hydrophobic properties when the fatty acid chloride is applied at a low weight and also show good, in particular adequate strength properties when and / or after exposure to moisture, for example exposure to 30 minutes of moisture, and meet the requirements of test standards.
- test standards are the tear length according to EN ISO 1924-05/2009, the short crush test according to DIN 54518 - 03/2004, the edge wicking test (http://www.istragrafika.com/preuzimanja/files/l mportant -Parameters-for-Paper-and-Paperhoard_Technical_Notes.pdf) and the Cobb test according to DIN EN 20535 - 10/1981.
- further processed products in particular boxes, boxes, packaging, crates and the like, which have been further processed from the products produced by the method according to the invention, still have sufficient or improved stability after exposure to moisture.
- the invention therefore relates to a process for the continuous coating of a cellulose-based fibrous substrate web with fatty acid chloride, comprising the steps a) to c) as defined above and below.
- At least one of the modules of the coating device is encapsulated and has an atmosphere of dry air with a relative humidity according to DIN EN 20187 of less than 20% RH, preferably less than 10% RH, particularly preferably less than 5% RH.
- Modules 1-3 are naturally arranged in such a way that the cellulose-based fibrous substrate web can be guided continuously through the modules in the order specified.
- Step a) takes place in the predrying module, coating step b) in the coating module and contact-free thermal aftertreatment in the thermal aftertreatment module.
- Another object of the invention is the use of a cellulose-based fibrous substrate web, obtainable by the method according to the invention, for producing corrugated base paper, packaging paper, cardboard, cardboard, tissue paper, tissue, printing paper, writing paper, and combinations thereof.
- a cellulose-based fibrous substrate web is understood to mean a cellulose-based substrate which is processed in web form and contains at least one fibrous material based on cellulose as the main constituent.
- fibrous materials based on cellulose include cellulose fibers, cellulose, chemo-thermo-mechanical pulp (CTMP), thermo-mechanical pulp (TMP), deinked pulp (DIP), wood pulp, wood pulp, pulp with hydrophilic properties and a combination of this.
- Typical fibrous substrate webs are paper, cardboard and cardboard.
- the main component of the fibrous substrate webs is the fibrous material based on cellulose.
- constituents of the fibrous substrate webs can include fillers, such as, for example, mineral and / or organic pigments, fine substances, in particular hemicelluloses, (shade) dyes, chemical additives, in particular retention aids, fixatives, contaminant scavengers, (dry) solidifiers, sizing agents, defoamers and other process aids.
- fillers such as, for example, mineral and / or organic pigments, fine substances, in particular hemicelluloses, (shade) dyes, chemical additives, in particular retention aids, fixatives, contaminant scavengers, (dry) solidifiers, sizing agents, defoamers and other process aids.
- Cellulose-based fibrous substrate webs can be uncoated or coated.
- the coatings can typically be a coating with a conventional, starch-containing paper coating slip.
- no cellulose-based fibrous substrate webs are used which have previously been treated with polyvinyl alcohol.
- polyvinyl alcohol is also understood to mean partially hydrolyzed polyvinyl acetates, in particular those with a degree of hydrolysis> 80%.
- fatty acid chlorides are understood to mean chlorides of aliphatic monocarboxylic acids which generally have at least 6, in particular at least 8, carbon atoms.
- the monocarboxylic acids have 12 to 26 carbon atoms.
- the fatty acids can be saturated or unsaturated.
- they are fatty acid chlorides of saturated aliphatic monocarboxylic acids, in particular saturated aliphatic fatty acid chlorides with 12 to 26 C atoms, such as the fatty acid chlorides myristic acid, palmitic acid, margaric acid, stearic acid, arachic acid or behenic acid and mixtures thereof.
- a liquid fatty acid chloride composition is understood to mean a fatty acid chloride composition which is flowable at processing temperatures and can be applied to the substrate using conventional application methods with the fatty acid chloride composition.
- Typical viscosities of liquid fatty acid chloride compositions are in the range from 0.1 to 5000 mPa ⁇ s, in particular in the range from 0.2 to 50 mPa ⁇ s. The viscosities are determined in accordance with DIN53019 - 09/2008.
- the pre-drying of the cellulose-based fibrous substrate web in step a) is carried out by conventional drying methods, for example by convection drying, in particular using impact jet dryers.
- Another drying method is contact drying, for example with drying cylinders, on which the cellulose-based fibrous substrate web is guided.
- the cellulose-based fibrous substrate web is adjusted to a moisture content according to EN ISO 638: 2008 maximum 2%, ie a dry content of at least 98% dried.
- a pre-drying module with dry air preferably with a relative humidity according to DIN EN 20187 of less than 20% rh, in particular, is flowed through and the cellulose-based fibrous substrate web is in this way reduced to a moisture content according to EN ISO 638: 2008 of a maximum of 2%, ie a dry content of at least 98%.
- the cellulose-based fibrous substrate web is predried in step a) to a moisture content according to EN ISO 638: 2008 of a maximum of 2% at most.
- the cellulose-based fibrous substrate web typically has a moisture content of at least 0.1% or at least 0.2% or at least 0.5%.
- Step a) is preferably carried out in an encapsulated atmosphere with a dry air stream with a relative humidity according to DIN EN 20187 of less than 20% RH, preferably less than 10% RH, particularly preferably less than 5% RH.
- An encapsulated atmosphere is understood to mean an atmosphere which is insulated from the ambient atmosphere, ie is encapsulated and can therefore have other atmospheric conditions.
- the encapsulated atmosphere is usually designed as an enclosure and a stream of lust flows through it.
- the air flow has a humidity which is below the above-mentioned relative humidity and typically ranges from 0 to 20% RH.
- the air flow used has a temperature in the range from 20 to 150 ° C. with a volume of 0.1 to 100 m 3 per 1 m 2 paper, or from 0.1 to 100 m 3 / h per 1 m 2 / h production speed, preferably at a volume of 1 to 10m 3 per 1m 2 paper.
- the coating in step b) is preferably carried out in such a way that a total application in the range from 0.1 to 10% by weight, in particular 0.1 to 5% by weight, based on fatty acid chloride per g / m 2 basis weight of the cellulose based fibrous substrate web results.
- the amount of fatty acid chloride applied is measured such that the fatty acid chloride content is in the range from 0.1 to 10% by weight, in particular in the range from 0.1 to 5% by weight, based on the dry mass of the cellulose based fibrous substrate web.
- the liquid fatty acid chloride composition apply in an amount such that the amount of fatty acid chloride applied is in the range from 0.1 to 10 g / m 2 , in particular in the range from 0.1 to 5 g / m 2 .
- the coating in step b) of the pre-dried cellulose-based fibrous substrate web in step a) with a liquid fatty acid chloride composition is carried out as an application of a layer of the liquid fatty acid chloride composition on the cellulose-based fibrous substrate web.
- Conventional application methods are, in particular, roller application, roller application, curtain application, spray application, stroke application and combinations thereof.
- the coating module has at least one device for applying the fatty acid chloride composition to the cellulose-based fibrous substrate web, e.g. a device for a roller application, roller application, curtain application, spray application or line application, in particular a device for a roller application.
- a device for a roller application, roller application, curtain application, spray application or line application in particular a device for a roller application.
- Step b) is preferably designed as a roller application method and in particular as an offset engraving method.
- the liquid fatty acid composition is taken up by a metering roller rotating in a sump containing the liquid fatty acid chloride composition and transferred to a transfer roller which is in contact with the metering roller.
- the liquid fatty acid chloride composition is transferred from the transfer roller to the predried cellulose-based fibrous substrate web, which is passed between the transfer roller and a fibrous substrate carrier roller.
- other rollers can also be connected upstream of the transfer roller, which regulate the leveling of the application film.
- the surface of the metering roller preferably has a multiplicity of depressions, in particular cups, in which the liquid fatty acid composition can be taken up.
- the number and volume of the cells determines the amount of liquid fatty acid composition which can be taken up by the metering roller and then released to the transfer roller.
- the amount that was dispensed from the metering roller onto the transfer roller determines the layer thickness of the liquid fatty acid composition applied to the transfer roller.
- the layer thickness of the liquid fatty acid composition determines the amount that can be transferred from the transfer roller to the cellulose-based fibrous substrate web. Further parameters determining the transfer of liquid fatty acid composition are the diameter, peripheral speeds, distances and contact forces between the metering and / or transfer roller.
- the coating in step b) is carried out using a roller application method, in particular an offset engraving method.
- the coating in step b) of the cellulose-based fibrous substrate web predried in step a) is preferably carried out with the liquid fatty acid chloride composition at a relative atmospheric humidity according to DIN EN 20187 of less than 10% RH, particularly preferably less than 5% RH.
- the main component of the liquid fatty acid chloride composition is a fatty acid chloride which is selected from aliphatic monocarboxylic acid chlorides having 6 to 26 carbon atoms, preferably having 16 to 20 carbon atoms and mixtures thereof.
- the fatty acid chloride is selected from aliphatically saturated fatty acid chlorides having 6 to 26 carbon atoms, preferably having 16 to 20 carbon atoms and mixtures thereof.
- the liquid fatty acid chloride composition contains at least 5% by weight of fatty acid chloride, preferably 50% by weight of fatty acid chloride, in particular at least 90% by weight of fatty acid chloride, in each case based on the total weight of the fatty acid chloride composition.
- the liquid fatty acid chloride composition contains more than 95% by weight of fatty acid chloride, based on the total weight of the fatty acid chloride composition.
- liquid fatty acid chloride composition contains less than 10% by weight, in particular less than 5% by weight, of organic solvents with a boiling point below 150 ° C.
- Step b) is preferably carried out in an encapsulated atmosphere with a dry air stream with a relative air humidity according to DIN EN 20187 of less than 20% RH, preferably less than 10% RH, particularly preferably less than 5% RH.
- the encapsulated atmosphere is achieved in particular through a housing through which an air stream flows.
- the relative humidity of the airflow becomes the Do not exceed the above values and can also be lower.
- the air flow used often has a temperature in the range from 10 to 80 ° C.
- Step b) is preferably carried out at temperatures in the range from 10 to 150 ° C., in particular in the range from 20 to 120 ° C.
- the cellulose-based fibrous substrate web will be tempered, e.g. to temperatures in the range from 40 to 120 ° C, in particular in the range from 50 to 100 ° C.
- the thermal treatment in step c) of the cellulose-based fibrous substrate web coated with a liquid fatty acid chloride composition in step b) can be carried out with conventional non-contact or non-contact drying devices, such as, for example, radiation dryers and / or convection dryers.
- the thermal treatment is preferably carried out with radiation dryers, in particular infrared radiation dryers.
- the thermal aftertreatment module has at least one device for contactless or contactless drying, in particular at least one radiation dryer, and in particular at least one infrared radiation dryer. The following explanations relate both to step c) and to the aftertreatment module.
- thermal aftertreatment with infrared radiation dryers is carried out at low air exchange rates in the range from 0 to 20 air changes per hour or in the range from 0 to 20 m 3 / h air volume flow per 1 m 3 dryer volume.
- Infrared radiation drying typically uses radiation with wavelengths in the range from 780 to 5000 nm. Electrically and / or gas-heated radiators with an output in the range from 5 to 50 W / m 2 are usually used as radiators for radiation drying.
- the radiation drying causes a reduction in the viscosity of the liquid fatty acid chloride composition applied, loss of substance in the fatty acid chloride composition due to evaporation due to low air exchange rates occurring only to a small extent if this takes place at all. With reduced viscosity, the liquid fatty acid chloride composition can better penetrate into the cellulose-based fibrous substrate web.
- Step c) is preferably carried out in an encapsulated atmosphere with a dry air stream with a relative air humidity in accordance with DIN EN 20187 of less than 20% RH, preferably less than 10% RH, particularly preferably less than 5% RH.
- the encapsulated atmosphere is achieved in particular through an enclosure.
- the relative humidity of the air flow will generally not exceed the above values and can also be lower.
- the air flow overflows Cellulose-based substrate web.
- the cellulose-based substrate web has a temperature in the range from 20 to 120 ° C. with low air exchange rates in the range from 0 to 20 air changes per hour.
- the coated and thermally treated cellulose-based fibrous substrate web obtained from step c) undergoes as a further step d) post-treatment in a dry air atmosphere with a relative atmospheric humidity according to DIN EN 20187 of less than 20% RH.
- the cellulose-based fibrous substrate webs coated by the process according to the invention are used, for example, in the production of corrugated cardboard and are processed in particular into fruit / vegetable crates, stacking boxes, water-repellent / solid packaging boxes.
- all paper types preferably packaging papers, in particular liner, kraft liner, test liner, corrugated material and Schrenz, are used as base papers to be coated with the fatty acid chloride composition.
- tissue papers in particular with a basis weight in the range from 10 to 100 g / m 2
- the papers can be coated or uncoated. If the papers are coated, they are in particular coatings made of materials that contain hydroxyl groups, for example a starch-containing paper coating.
- the Figure 1 shows an enlarged section of the Figure 2 with modules used in the method according to the invention.
- the cellulose-based fibrous substrate web is predried in a predrying module B, in particular to a dry content of less than 10% according to EN ISO 538: 2008.
- a coating module C the pre-dried cellulose-based fibrous substrate web is coated with a liquid fatty acid chloride composition; in particular, a three-roll applicator unit is used for the coating according to the engraving process.
- a first thermal aftertreatment module D is designed in particular as a radiation dryer and heats the cellulose-based fibrous substrate web coated with the liquid fatty acid chloride composition, in particular with infrared radiation.
- the Figure 2 shows schematically a modular arrangement of the method according to the invention.
- the cellulose-based fibrous substrate web passes through the modules listed below.
- a processing module A is used to unwind the cellulose-based fibrous substrate web, in particular from a (paper) roll.
- the cellulose-based fibrous substrate web is then subjected to predrying in the predrying module B.
- the coating module C the predried cellulose-based fibrous substrate web is coated with a liquid fatty acid chloride composition and tempered in the first thermal aftertreatment module D.
- a second thermal aftertreatment module E the coated cellulose-based fibrous substrate web is set to the temperature conditions desired for further processing.
- the second thermal aftertreatment module E serves as a kind of lock to delimit a dry atmosphere in modules B to E from, for example, a humid ambient air atmosphere.
- the arrangement of the second thermal aftertreatment module E is optional.
- the coated cellulose-based fibrous substrate web is wound up in a winding module F.
- modules B to E are supplied with a dry air supply G. After the dry air, starting from the dry air supply G, has flowed through the modules B to E, it is passed into the atmosphere via an air discharge J via one or more scrubber module (s) H, in which (s) residues of hydrochloric acid are / are washed out .
- the rewinding module F is flown through with atmospheric air via an ambient air supply I, then through one or more scrubber module (s) H and then through the air discharge J into the atmosphere.
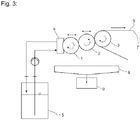
- the Figure 3 schematically shows an embodiment of the coating module C according to the invention as a three-roll applicator.
- the coating of a cellulose-based fibrous substrate web 7, in particular a paper, cardboard or cardboard web takes place in a contact mode according to the offset engraving method.
- a liquid fatty acid chloride composition is conveyed into a drinking trough 4 from a storage container 5.
- a metering roller 1 runs in the impregnating trough 4.
- the metering roller 1 is, for example, a ceramic-coated, laser-engraved roller with a small specific cell volume in the range from 1 to 10 ⁇ m well depth.
- the metering roller 1 conveys a certain amount of fatty acid chloride composition out of the impregnation trough 4 depending on the parameters set, such as the cell volume and the rotational speed, and transfers this to a transfer roller 2, whereby a layer of the fatty acid chloride composition with a specific layer thickness is located on the transfer roller 2 trains.
- This layer of the fatty acid chloride composition is transferred from the transfer roller 2 as an application film 6 to the cellulose-based fibrous substrate web 7, the cellulose-based fibrous substrate web 7 being guided around a fibrous substrate carrier roller 3. Excess fatty acid chloride composition is collected in a drip pan 8 and passed into a waste container 9.
- tallow fatty acid chloride 50/50 from BASF SE was used.
- This fatty acid chloride composition consists of 50% by weight of palmitoyl chloride (CAS number: 112-67-4) and 50% by weight of stearoyl chloride (CAS number: 112-76-5).
- the base paper used in the examples was a brown, unsized test liner from Thurpapier - Model Management AG in Weinfelden and had a basis weight of 130 g / m 2 and a Cobb 60 value of 159 g / m 2 .
- palmitoyl chloride (CAS number: 112-67-4) from BASF SE was used.
- a fatty acid chloride composition can be used which consists of 50% by weight palmitoyl chloride and 50% by weight stearoyl chloride (CAS number: 112-76-5).
- the base paper used in the examples was a brown, unsized test liner from Thurpapier - Model Management AG in Weinfelden and had a basis weight of 130 g / m 2 and a Cobb 60 value of 159 g / m 2 .
- the experimental setup 1 for the following examples 1-4 was as follows: The base paper was pre-dried to a dry content> 96% (according to EN ISO 638: 2008) using contact drying at 60 ° C and approx. 5% rh. At the same temperature and humidity, the dried raw paper was coated with fatty acid chloride using a roller applicator (ZIL2140 Zehnner Ink Lox) using the offset engraving process at a speed of 5 m / min. The engraving roller had 180 screens per cm at an angle of 45 ° and a specific cell volume of 3.8 cm 3 / m 2 . The contact pressure of the engraving roller on the transfer roller was 56 N / m.
- the rubber transfer roller had a Shore-A hardness of 40 and was pressed against the paper substrate with a line force of 152 N / m.
- the application weight was 1 to 3 g / m 2 .
- the coated paper substrate was then thermally aftertreated with two Krelus IR radiators (G7-50-2.5) at 42 kW / m 2 for 12 seconds.
- the raw paper was treated analogously to experimental setup 1, with the difference that the raw paper was pre-dried to a residual moisture content of 1.7% (according to EN ISO 638: 2008) by means of contact drying at 110 ° C. and approx. 5% rh.
- the paper treated in this way then had a Cobb 60 value of 19 g / m 2 on the coated front side and a Cobb 60 value of 72 g / m 2 on the back side.
- the treatment of the base paper with the fatty acid chloride was carried out analogously to experimental setup 1, with the difference that the base paper was not dried and had a moisture content of 5.9%.
- the paper treated in this way had a Cobb 60 value of 20 g / m 2 on the coated front side and a Cobb 60 value of 86 g / m 2 on the back side.
- the raw paper was treated with the fatty acid chloride analogously to experimental setup 1, with the difference that the paper was pre-dried for 1 min at 105 ° C. in a forced-air drying oven.
- the paper treated in this way had a Cobbeo value of 18 g / m 2 on the coated front and a Cobb 60 value of 18 g / m 2 on the back.
- the base paper was coated on a coating table from Erichsen GmbH with a doctor blade No. 2 and a coating speed of level 5 at 25 ° C. with a 20% strength aqueous polyvinyl alcohol solution (Mowiol 4-98, degree of hydrolysis> 98%) single-layer application of 5 g / m 2 coated.
- the paper thus obtained was dried at 105 ° C. for 24 hours.
- the treatment of the coated base paper with the fatty acid chloride was carried out on the side coated with polyvinyl alcohol in analogy to Example 3.
- the paper treated in this way had a Cobbeo value of 4 g / m 2 on the coated front side and a Cobbeo value of 58 on the back side g / m 2 .
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Biochemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Paper (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Coating Apparatus (AREA)
- Materials Applied To Surfaces To Minimize Adherence Of Mist Or Water (AREA)
Description
- Die vorliegende Erfindung betrifft ein Verfahren zur kontinuierlichen Beschichtung einer Cellulose-basierten Faserstoffsubstratbahn mit Fettsäurechlorid und eine Beschichtungsvorrichtung zur kontinuierlichen Beschichtung der Faserstoffsubstratbahn mit einer flüssigen Fettsäurechloridzusammensetzung.
- Die Behandlung von Cellulose-basierten Faserstoffsubstraten wie Papier, Pappe oder Karton mit Hydrophobierungsmitteln ist bekannt und eine Möglichkeit das Eindringen von Feuchtigkeit in Faserstoffsubstrate zu reduzieren. Auf diese Weise kann die Stabilität von Cellulose-basierten Faserstoffsubstraten auch bei Feuchtigkeitseinwirkung zumindest teilweise erhalten werden.
- Im Stand der Technik ist bekannt, Cellulose-basierte Faserstoffsubstrate mit Wachsen zu beschichten. Derartige Beschichtungen weisen gute Hydrophobierungseigenschaften auf, haben aber den Nachteil, dass die gewachsten Faserstoffsubstrate nicht oder nur schwer recycelbar sind. Dies trifft auch auf viele andere im Stand der Technik bekannte Hydrophobierungsmittel zu. So beschichtete Faserstoffsubstrate können daher in der Regel nicht in den normalen Papierrecyclingkreislauf zurückgeführt werden.
- Des Weiteren ist zur Hydrophobierung von Cellulose-basierter Faserstoffsubstraten bekannt, diese mit Fettsäurechloriden zu behandeln. Unter den Verfahren zur Behandlung von Cellulose-basierten Faserstoffsubstraten sind lösemittelbasierte und lösemittelfreie Verfahren bekannt.
- Bei den lösemittelbasierten Verfahren wird vor dem Auftragen auf eine Faserstoffsubstratbahn das Fettsäurechlorid in einem organischen Lösemittel gelöst. Während das Lösemittel in einem thermischen Trockner verdampft, reagiert das aufgetragene Fettsäurechlorid mit den Hydroxylgruppen des Papierfaserstoffsubstrats unter Abspaltung von Chlorwasserstoff zu kovalent gebundener Fettsäure. Eine sichere Handhabung des Lösemittels ist bei den lösemittelbasierten Verfahren nicht unproblematisch und es besteht bei üblicherweise hohen Lösungsmittelanteilen Explosionsgefahr. Somit sind diese Verfahren, wenn überhaupt, in dem Herstellungsprozess einer Faserstoffsubstratbahn nur mit hohem Sicherheitsaufwand beherrschbar. Lösungsmittelfreie Verfahren zur Beschichtung mit Fettsäurechloriden haben wiederum den Nachteil von schlechteren Hydrophobierungseigenschaften und von hohen, nicht an die Faserstoffsubstratbahn gebundenen, Fettsäureanteilen, was den Produktionskreislauf belastet. Ein weiterer Nachteil bekannter Verfahren ist, dass diese sehr hohe Auftragsgewichte benötigen, um gute Hydrophobierungseigenschaften zu erreichen.
- Die
WO 99/08784 - Die
US 2013/0236647A1 beschreibt ein Verfahren zur Behandlung von Cellulose-basierten Faserstoffsubstraten, wie beispielsweise Papier, Pappe oder Karton mit Fettsäurechlorid mittels einer Gravurbeschichtung. Nach der Gravurbeschichtung des Cellulose-basierten Faserstoffsubstrats mit Fettsäurechlorid wird die Cellulose-basierte Faserstoffsubstratbahn zur Trocknung über einen Trockenzylinder geführt und mittels Kontakttrocknung getrocknet. Nachteilig sind hohe Fettsäureanteile, welche nicht an das Cellulose-basierte Faserstoffsubstrat gebunden sind und somit den Produktionskreislauf belasten. - Aus der
US 2014/0113080 ist ein ähnliches Verfahren bekannt, bei dem man zunächst ein Cellulose-basiertes Faserstoffsubstrat, wie beispielsweise Papier, mit Polyvinylalkohol beschichtet und anschließend eine aktivierte Fettsäure auf der mit Polyvinylalkohol beschichtete Oberfläche abscheidet, wobei das Faserstoffsubstrat auf eine Temperatur oberhalb der Schmelztemperatur der aktivierten Fettsäure erhitzt ist. - Der vorliegenden Erfindung liegt daher die Aufgabe zugrunde, ein verbessertes Verfahren zur kontinuierlichen Beschichtung einer Faserstoffsubstratbahn mit Fettsäurechlorid bereitzustellen, bei dem die zuvor genannten Nachteile weitestgehend vermieden werden. Insbesondere soll das Verfahren zu Produkten führen, die hinsichtlich der erzielten Hydrophobierung und Dauerhaftigkeit der Beschichtung mit Wachsen vergleichbar sind und somit ein "Wax Replacement" erlauben. Des Weiteren sollen die nach dem erfindungsgemäßen Verfahren hergestellten Produkte die Anforderungen für den Papierrecyclingkreislauf erfüllen und recycelbar sein.
- Überraschenderweise wurde gefunden, dass die gestellte Aufgabe gelöst wird durch ein Verfahren zur kontinuierlichen Beschichtung einer Cellulose-basierten Faserstoffsubstratbahn mit Fettsäurechlorid, umfassend die Schritte
- a) Vortrocknen einer Cellulose-basierten Faserstoffsubstratbahn auf einen Feuchtigkeitsgehalt nach EN ISO 638:2008 von maximal 2 %;
- b) Beschichten der in Schritt a) vorgetrockneten Cellulose-basierten Faserstoffsubstratbahn mit einer flüssigen Fettsäurechloridzusammensetzung bei einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 20 %rF und einer Temperatur, unterhalb der Siedetemperatur der flüssigen Fettsäurechloridzusammensetzung;
- c) Kontaktloses bzw. kontaktfreies, thermisches Behandeln der aus Schritt b) erhaltenen beschichteten Cellulose-basierten Faserstoffsubstratbahn.
- Mit dem erfindungsgemäßen Verfahren hergestellte Faserstoffsubstratbahnen erfüllen aufgrund der Art des Hydrophobierungsreagenzes die Erfordernisse der Recyclingfähigkeit in konventionellen Papierrecyclingkreisläufen oder verbessern dessen Recyclingfähigkeit. Die nach dem erfindungsgemäßen Verfahren hergestellten Produkte weisen zudem bei geringen Auftragsgewichten des Fettsäurechlorids gute Hydrophobierungseigenschaften auf und zeigen auch bei und/oder nach Feuchtigkeitseinwirkung, beispielsweise bei 30 Minuten Feuchtigkeitseinwirkung noch gute, insbesondere ausreichende Festigkeitseigenschaften und erfüllen die Anforderungen an Prüfstandards. Beispiele für Prüfstandards sind die Reißlänge nach EN ISO 1924 -05/2009, der Short-Crush-Test nach DIN 54518 - 03/2004, der Edge Wicking Test (http://www.istragrafika.com/preuzimanja/files/l mportant-Parameters-for-Paper-and-Paperhoard_Technical_Notes.pdf) und der Cobb-Test nach DIN EN 20535 - 10/1981. Insbesondere weisen weiterverarbeitete Produkte, insbesondere Kisten, Schachteln, Verpackungen, Steigen und dergleichen, welche aus den nach dem erfindungsgemäßen Verfahren hergestellten Produkten weiterverarbeitet wurden, nach Feuchtigkeitseinwirkung eine noch ausreichende oder verbesserte Stabilität auf.
- Gegenstand der Erfindung ist daher ein Verfahren zur kontinuierlichen Beschichtung einer Cellulose-basierten Faserstoffsubstratbahn mit Fettsäurechlorid, umfassend die Schritte a) bis c) wie zuvor und im Folgenden definiert.
- Ein weiterer Gegenstand der Erfindung ist eine Beschichtungsvorrichtung, die zur kontinuierlichen Beschichtung einer Cellulose-basierten Faserstoffsubstratbahn mit einer flüssigen Fettsäurechloridzusammensetzung nach dem erfindungsgemäßen Verfahren geeignet ist und welche die Folgenden Bauteile umfasst:
- 1. ein Vortrocknungsmodul;
- 2. ein Beschichtungsmodul und
- 3. ein thermisches Nachbehandlungsmodul.
- Hierbei ist wenigstens eines der Module der Beschichtungsvorrichtung gekapselt und weist eine Atmosphäre von trockener Luft mit einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 20 %rF, vorzugsweise von kleiner als 10 %rF, besonders bevorzugt von kleiner als 5 %rF auf. Naturgemäß sind die Module 1 - 3 so angeordnet, dass die Cellulose-basierte Faserstoffsubstratbahn kontinuierlich in der angegebenen Reihenfolge durch die Module geführt werden kann. In dem Vortrocknungsmodul erfolgt der Schritt a), in dem Beschichtungsmodul der Beschichtungsschritt b) und im thermisches Nachbehandlungsmodul die kontaktfreie thermische Nachbehandlung.
- Ein weiterer Gegenstand der Erfindung ist die Verwendung einer Cellulose-basierten Faserstoffsubstratbahn, erhältlich durch das erfindungsgemäße Verfahren, zur Herstellung von Wellpappenrohpapier, Verpackungspapier, Karton, Pappe, Hygienepapier, Tissue, Druckpapier, Schreibpapier, und Kombinationen hiervon.
- Im Rahmen der vorliegenden Erfindung wird unter einer Cellulose-basierten Faserstoffsubstratbahn ein Substrat auf Cellulosebasis verstanden, welches bahnförmig verarbeitet ist und wenigstens ein faserförmiges Material auf Basis von Cellulose als Hauptbestandteil enthält. Beispiele für faserförmige Materialien auf Basis von Cellulose umfassen Cellulosefasern, Zellstoff, Chemo-Thermo-Mechanical-Pulp (CTMP), Thermo-Mechanical-Pulp (TMP), Deinked Pulp (DIP), Holzstoff, Holzschliff, Faserstoff mit hydrophilen Eigenschaften und eine Kombination hiervon. Typische Faserstoffsubstratbahnen sind Papier, Pappe und Karton. Der Hauptbestandteil der Faserstoffsubstratbahnen ist das faserförmige Material auf Basis von Cellulose. Weitere Bestandteile der Faserstoffsubstratbahnen können Füllstoffe, wie beispielsweise mineralische und/oder organische Pigmente, Feinstoffe, insbesondere Hemicellulosen, (Nuancier)Farbstoffe, chemische Additive, insbesondere Retentionsmittel, Fixiermittel, Störstofffänger, (Trocken)Verfestiger, Leimungsmittel, Entschäumer und sonstige Prozesshilfsmittel sein.
- Cellulose-basierten Faserstoffsubstratbahnen können unbeschichtet oder beschichtet sein. Bei den Beschichtungen kann es sich typischerweise um eine Beschichtung mit einer konventionellen, stärkehaltigen Papierstreichfarbe handeln.
- In einer Ausführungsform der Erfindung werden keine Cellulose-basierte Faserstoffsubstratbahnen eingesetzt, die zuvor mit Polyvinylalkohol behandelt worden sind. Unter Polyvinylalkohl versteht man hier und im Folgenden auch teilhydrolysierte Poylvinylacetate, insbesondere solche mit einem Hydrolysegrad > 80 %..
- Im Rahmen der vorliegenden Erfindung werden unter Fettsäurechloriden Chloride von aliphatischen Monocarbonsäuren verstanden, die in der Regel wenigstens 6, insbesondere wenigstens 8 Kohlenstoffatome aufweisen. Insbesondere haben die Monocarbonsäuren 12 bis 26 Kohlenstoffatome. Die Fettsäuren können gesättigt oder ungesättigt sein. Insbesondere handelt es sich um Fettsäurechloride gesättigter aliphatischer Monocarbonsäuren, insbesondere gesättigter aliphatischer Fettsäurechloride mit 12 bis 26 C-Atomen wie die Fettsäurechloride Myristinsäure, Palmitinsäure, Margarinsäure, Stearinsäure, Arachinsäure oder Behensäure und Mischungen hiervon.
- Im Rahmen der vorliegenden Erfindung wird unter flüssiger Fettsäurechloridzusammensetzung eine Fettsäurechloridzusammensetzung verstanden, welche bei Verarbeitungstemperaturen fließfähig ist und auf ein Substrat mit konventionellen Auftragsverfahren mit der Fettsäurechloridzusammensetzung appliziert werden kann. Typische Viskositäten flüssiger Fettsäurechloridzusammensetzungen liegen im Bereich von 0,1 bis 5000 mPa·s, insbesondere im Bereich von 0,2 bis 50 mPa·s. Die Bestimmung der Viskositäten erfolgt nach DIN53019 - 09/2008.
- Das Vortrocknen der Cellulose-basierten Faserstoffsubstratbahn in Schritt a) erfolgt nach üblichen Trocknungsverfahren z.B. durch Konvektionstrocknen, insbesondere mit Prallstrahltrocknem. Eine weitere Trocknungsmethode ist die Kontakttrocknung, beispielsweise mit Trockenzylindern, auf welchen die Cellulose-basierten Faserstoffsubstratbahn geführt wird. Zudem besteht eine weitere Trocknungsmöglichkeit durch Strahlungstrocknung, wie beispielsweise mit Infrarotstrahlern. Bevorzugt ist die Konvektionstrocknung. Bei dem erfindungsgemäßen Vortrocknen (Schritt a) wird die Cellulose-basierten Faserstoffsubstratbahn auf einen Feuchtigkeitsgehalt nach EN ISO 638:2008 von maximal 2 %, d.h. einen Trockengehalt von mindestens 98 % getrocknet.
- Beim Konvektionstrocknen wird ein Vortrockenmodul mit trockener Luft, vorzugsweise mit einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 20 %rF insbesondere durchströmt und die Cellulose-basierten Faserstoffsubstratbahn wird auf diese Weise auf einen Feuchtigkeitsgehalt nach EN ISO 638:2008 von maximal 2 %, d.h. einen Trockengehalt von mindestens 98 % getrocknet.
- Erfindungsgemäß wird die Cellulose-basierte Faserstoffsubstratbahn in Schritt a) auf einen Feuchtigkeitsgehalt nach EN ISO 638:2008 von maximal maximal 2 % vorgetrocknet. Typischerweise weist die Cellulose-basierte Faserstoffsubstratbahn nach Schritt a) einen Feuchtigkeitsgehalt von mindestens 0,1 % oder wenigstens 0,2 % oder wenigstens 0,5 % auf.
- Vorzugsweise wird der Schritt a) in einer gekapselten Atmosphäre mit einem trockenen Luftstrom mit einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 20 %rF, vorzugsweise von kleiner als 10 %rF, besonders bevorzugt von kleiner als 5 %rF durchgeführt. Unter einer gekapselten Atmosphäre versteht man eine Atmosphäre, welche gegenüber der Umgebungsatmosphäre isoliert ist, d.h. abgekapselt ist und daher andere atmosphärische Bedingungen aufweisen kann. Die gekapselte Atmosphäre wird üblicherweise als Einhausung ausgeführt und von einem Luststrom durchströmt. Der Luftstrom hat eine Feuchte, welche unterhalb der oben genannten relativen Feuchte liegt und sich typischerweise in Bereichen von 0 bis 20 %rF bewegt. Der eingesetzte Luftstrom hat eine Temperatur im Bereich von 20 bis 150°C bei einem Volumen von 0,1 bis 100 m3 pro 1 m2 Papier, beziehungsweise von 0,1 bis 100 m3/h pro 1 m2/h Produktionsgeschwindigkeit, vorzugsweise bei einem Volumen von 1 bis 10m3 pro 1 m2 Papier.
- Vorzugsweise wird das Beschichten in Schritt b) so durchgeführt, dass ein Gesamtauftrag im Bereich von 0,1 bis 10 Gew.-%, insbesondere 0,1 bis 5 Gew.-%, bezogen auf Fettsäurechlorid pro g/m2 Flächengewicht der Cellulose-basierten Faserstoffsubstratbahn, resultiert. Mit anderen Worten, die aufgetragene Menge an Fettsäurechlorid wird so bemessen, dass der Fettsäurechloridgehalt im Bereich von 0,1 bis 10 Gew.-%, insbesondere im Bereich von 0,1 bis 5 Gew.-%, bezogen auf die Trockenmasse der Cellulose-basierten Faserstoffsubstratbahn, liegt. Vorzugsweise wird man die flüssige Fettsäurechloridzusammensetzung in einer Menge auftragen, dass die aufgetragene Menge an Fettsäurechlorid im Bereich von 0,1 bis 10 g/m2, insbesondere im Bereich von 0,1 bis 5 g/m2 liegt.
- Das Beschichten in Schritt b) der in Schritt a) vorgetrockneten Cellulose-basierten Faserstoffsubstratbahn mit einer flüssigen Fettsäurechloridzusammensetzung wird als Auftragen einer Schicht der flüssigen Fettsäurechloridzusammensetzung auf die Cellulose-basierte Faserstoffsubstratbahn durchgeführt. Herkömmliche Auftragsverfahren sind insbesondere Rollauftrag, Walzenauftrag, Vorhangauftrag, Sprühauftrag, Strichauftrag und Kombinationen hiervon. Dementsprechend weist das Beschichtungsmodul wenigstens eine Vorrichtung zum Auftrag der Fettsäurechloridzusammensetzung auf die Cellulose-basierte Faserstoffsubstratbahn auf, z.B. eine Vorrichtung für einen Rollauftrag, Walzenauftrag, Vorhangauftrag, Sprühauftrag oder Strichauftrag, insbesondere eine Vorrichtung für einen Walzenauftrag auf. Die folgenden Ausführungen beziehen sich sowohl auf Schritt b) sowie auf das Beschichtungsmodul.
- Vorzugsweise ist Schritt b) als Walzenauftragsverfahren und insbesondere als Offset-Gravur-Verfahren ausgestaltet. Bei einem Walzenauftragsverfahren wird die flüssige Fettsäurezusammensetzung mit einer in einem Sumpf, beinhaltend die flüssige Fettsäurechloridzusammensetzung, rotierenden Dosierwalze aufgenommen und auf eine mit der Dosierwalze in Kontakt stehende Übertragswalze übertragen. Von der Übertragswalze wird die flüssige Fettsäurechloridzusammensetzung auf die vorgetrocknete Cellulose-basierten Faserstoffsubstratbahn übertragen, welche zwischen der Übertragswalze und einer Faserstoffsubstratträgerwalze hindurch geführt wird. Beispielsweise können der Übertragswalze auch weitere Walzen vorgeschaltet sein, welche die Egalisierung des Auftragsfilms regulieren.
- Vorzugsweise weist die Oberfläche der Dosierwalze eine Vielzahl an Vertiefungen, insbesondere Näpfchen auf, in welchen die flüssige Fettsäurezusammensetzung aufgenommen werden kann. Die Anzahl und das Volumen der Näpfchen bestimmt, welche Menge an flüssiger Fettsäurezusammensetzung von der Dosierwalze aufgenommen und danach an die Übertragswalze abgegeben werden kann. Die Menge der von der Dosierwalze auf die Übertragswalze abgegeben wurde bestimmt die Schichtdicke der aufgetragenen flüssigen Fettsäurezusammensetzung auf die Übertragswalze. Die Schichtdicke der flüssigen Fettsäurezusammensetzung bestimmt die Menge, welche von der Übertragswalze auf die Cellulose-basierte Faserstoffsubstratbahn übertragen werden kann. Weitere, die Übertragung von flüssiger Fettsäurezusammensetzung bestimmende Parameter sind die Durchmesser, Umfangsgeschwindigkeiten, Abstände und Anpresskräfte zwischen der Dosier- und/oder Übertragswalze.
- In einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens wird das Beschichten in Schritt b) mit einem Walzenauftragsverfahren, insbesondere einem Offset-Gravur-Verfahren durchgeführt.
- Vorzugsweise erfolgt das Beschichten in Schritt b) der in Schritt a) vorgetrockneten Cellulose-basierten Faserstoffsubstratbahn mit der flüssigen Fettsäurechloridzusammensetzung bei einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 10 %rF, besonders bevorzugt von kleiner als 5 %rF.
- In einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens enthält die flüssige Fettsäurechloridzusammensetzung als Hauptbestandteil ein Fettsäurechlorid, das ausgewählt ist unter aliphatischen Monocarbonsäurechloriden mit 6 bis 26 Kohlenstoffatomen, vorzugsweise mit 16 bis 20 Kohlenstoffatomen und Mischungen davon.
- In einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens ist das Fettsäurechlorid ausgewählt unter aliphatisch gesättigten Fettsäurechloriden mit 6 bis 26 Kohlenstoffatomen, vorzugsweise mit 16 bis 20 Kohlenstoffatomen und Mischungen davon.
- In der Regel enthält die flüssige Fettsäurechloridzusammensetzung wenigstens 5 Gew-% Fettsäurechlorid, vorzugsweise 50 Gew-% Fettsäurechlorid, insbesondere wenigstens 90 Gew-% Fettsäurechlorid, jeweils bezogen auf das Gesamtgewicht der Fettsäurechloridzusammensetzung.
- In einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens enthält die flüssige Fettsäurechloridzusammensetzung mehr als 95 Gew-% Fettsäurechlorid, bezogen auf das Gesamtgewicht der Fettsäurechloridzusammensetzung.
- Insbesondere enthält die flüssige Fettsäurechloridzusammensetzung weniger als 10 Gew.-%, insbesondere weniger als 5 Gew.-% organische Lösungsmittel mit einem Siedepunkt von unterhalb 150°C.
- Vorzugsweise wird Schritt b) in einer gekapselten Atmosphäre mit einem trockenen Luftstrom mit einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 20 %rF, vorzugsweise von kleiner als 10 %rF, besonders bevorzugt von kleiner als 5 %rF durchgeführt. Die gekapselte Atmosphäre wird insbesondere durch eine Einhausung erzielt, welche ein Luftstrom durchströmt. Die relative Feuchte des Luftstroms wird die oben genannten Werte nicht überschreiten und kann auch niedriger sein. Der eingesetzte Luftstrom hat häufig eine Temperatur im Bereich von 10 bis 80°C.
- Vorzugsweise erfolgt Schritt b) bei Temperaturen im Bereich von 10 bis 150°C, insbesondere im Bereich von 20 bis 120°C. Vorzugsweise wird man die Cellulose-basierte Faserstoffsubstratbahn temperieren, z.B. auf Temperaturen im Bereich von 40 bis 120°C, insbesondere im Bereich von 50 bis 100°C.
- Das thermische Behandeln in Schritt c) der in Schritt b) mit einer flüssigen Fettsäurechloridzusammensetzung beschichteten Cellulose-basierten Faserstoffsubstratbahn kann mit herkömmlichen kontaktlosen bzw. kontaktfreien Trocknungsvorrichtungen, wie beispielsweise Strahlungstrocknem und/oder Konvektionstrocknem, durchgeführt werden. Vorzugsweise wird das thermische Behandeln mit Strahlungstrocknem, insbesondere Infrarotstrahlungstrocknem durchgeführt. Dementsprechend weist das thermisches Nachbehandlungsmodul wenigstens eine Vorrichtung zur kontaktlosen bzw. kontaktfreien Trocknung, insbesondere wenigstens einen Strahlungstrockner auf und speziell wenigstens einen Infrarotstrahlungstrockner. Die folgenden Ausführungen beziehen sich sowohl auf Schritt c) sowie auf das Nachbehandlungsmodul.
- Insbesondere wird eine thermische Nachbehandlung mit Infrarotstrahlungstrocknem bei niedrigen Luftwechselzahlen im Bereich von 0 bis 20 Luftwechseln pro Stunde beziehungsweise im Bereich von 0 bis 20 m3/h Luftvolumenstrom pro 1 m3 Trocknervolumen durchgeführt. Bei der Infrarotstrahlungstrocknung wird typischerweise Strahlung mit Wellenlängen im Bereich von 780 bis 5000 nm eingesetzt. Als Strahler für die Strahlungstrocknung kommen üblicherweise elektrisch und/oder mit Gas beheizte Strahler mit einer Leistung im Bereich von 5 bis 50 W/m2 zum Einsatz. Die Strahlungstrocknung bewirkt eine Viskositätserniedrigung der aufgetragenen flüssigen Fettsäurechloridzusammensetzung, wobei ein Stoffverlust der Fettsäurechloridzusammensetzung durch Verdampfung aufgrund geringer Luftwechselzahlen nur in geringem Maße erfolgt, falls dieser überhaupt stattfindet. Mit erniedrigter Viskosität kann die flüssige Fettsäurechloridzusammensetzung verbessert in die Cellulose-basierte Faserstoffsubstratbahn penetrieren.
- Vorzugsweise wird der Schritt c) in einer gekapselten Atmosphäre mit einem trockenen Luftstrom mit einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 20 %rF, vorzugsweise von kleiner als 10 %rF, besonders bevorzugt von kleiner als 5 %rF durchgeführt. Die gekapselte Atmosphäre wird insbesondere durch eine Einhausung erzielt. Die relative Feuchte des Luftstroms wird in der Regel die oben genannten Werte nicht überschreiten und kann auch niedriger sein. Der Luftstrom überströmt die Cellulose-basierte Substratbahn. Die Cellulose-basierte Substratbahn hat bei geringen Luftwechselzahlen im Bereich von 0 bis 20 Luftwechseln pro Stunde eine Temperatur im Bereich von 20 bis 120 °C.
- In einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens erfährt die aus Schritt c) erhaltene beschichtete und thermisch behandelte Cellulose-basierte Faserstoffsubstratbahn als einen weiteren Schritt d) eine Nachbehandlung bei einer trockenen Luftatmosphäre mit einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 20 %rF.
- Die nach dem erfindungsgemäßen Verfahren beschichteten Cellulose-basierten Faserstoffsubstratbahnen finden beispielsweise Verwendung in der Wellpappenherstellung und werden insbesondere verarbeitet zu Obst-/Gemüsesteigen, Stapelkisten, wasserabweisenden/-festen Verpackungskisten. Als mit der Fettsäurechloridzusammensetzung zu beschichtende Rohpapiere kommen bei dem erfindungsgemäßen Verfahren beispielsweise alle Papiersorten vorzugsweise Verpackungspapiere, insbesondere Liner, Kraftliner, Testliner, Wellenstoff und Schrenz zum Einsatz. Erfindungsgemäß können auch Tissuepapiere insbesondere mit einem Flächengewicht im Bereich von 10 bis 100 g/m2, Druck und Schreibpapiere mit einem Flächengewicht im Bereich von 30 bis 300 g/m2 umfassend Frisch- und/oder Recycle-Fasem eingesetzt werden. Erfindungsgemäß können die Papiere beschichtet oder unbeschichtet sein. Sofern die Papiere beschichtet sind, handelt es sich insbesondere um Beschichtungen aus Materialien, die Hydroxylgruppen enthalten, beispielsweise um einen stärkehaltigen Papierstrich.
- Die Erfindung wird im Folgenden anhand der
Figuren 1 bis 3 und des nachfolgenden Beispiels 1 erläutert, ohne auf diese Ausführungen eingeschränkt zu sein. - Figur 1
- zeigt einen vergrößerten Ausschnitt der
Figur 2 mit den eingesetzten Modulen des erfindungsgemäßen Verfahrens, - Figur 2
- zeigt schematisch eine modulare Anordnung des erfindungsgemäßen Verfahrens,
- Figur 3
- zeigt schematisch eine Ausführungsform eines erfindungsgemäßen Beschichtungsmoduls als Drei-Walzen-Auftragswerk.
- In den
Figuren 1 bis 3 werden folgende Bezugszeichen verwendet: - A
- Abwicklungsmodul
- B
- Vortrocknungsmodul
- C
- Beschichtungsmodul
- D
- Erstes thermisches Nachbehandlungsmodul
- E
- Zweites thermisches Nachbehandlungsmodul
- F
- Aufwicklungsmodul
- G
- trockene Luftzufuhr
- H
- Wäschermodul
- I
- Umgebungsluftzufuhr
- J
- Luftabfuhr
- 1
- Dosierwalze
- 2
- Übertragwalze
- 3
- Faserstoffsubstratträgerwalze
- 4
- Tränkwanne
- 5
- Vorratsbehälter
- 6
- Auftragsfilm
- 7
- Faserstoffsubstratbahn
- 8
- Auffangwanne
- 9
- Abfallbehälter
- Die
Figur 1 zeigt einen vergrößerten Ausschnitt derFigur 2 mit eingesetzten Modulen des erfindungsgemäßen Verfahrens. Die Cellulose-basierte Faserstoffsubstratbahn erfährt in einem Vortrockenmodul B eine Vortrocknung, insbesondere auf einen Trockengehalt von kleiner als 10 % nach EN ISO 538:2008. In einem Beschichtungsmodul C wird die vorgetrocknete Cellulose-basierte Faserstoffsubstratbahn mit einer flüssigen Fettsäurechloridzusammensetzung beschichtet, insbesondere wird zur Beschichtung ein Drei-Walzen-Auftragswerk nach dem Gravur-Verfahren eingesetzt. Ein erstes thermisches Nachbehandlungsmodul D ist insbesondere als Strahlentrockner ausgeführt und erwärmt die mit der flüssigen Fettsäurechloridzusammensetzung beschichtete Cellulose-basierte Faserstoffsubstratbahn, insbesondere mit Infrarotstrahlung. - Die
Figur 2 zeigt schematisch eine modulare Anordnung des erfindungsgemäßen Verfahrens. Die Cellulose-basierte Faserstoffsubstratbahn durchläuft die nachfolgend angeführten Module. Mit einem Abwicklungsmodul A wird die Cellulose-basierte Faserstoffsubstratbahn insbesondere von einer (Papier)Rolle abgewickelt. Danach erfährt die Cellulose-basierte Faserstoffsubstratbahn in dem Vortrockenmodul B eine Vortrocknung. In dem Beschichtungsmodul C wird die vorgetrocknete Cellulose-basierte Faserstoffsubstratbahn mit einer flüssigen Fettsäurechloridzusammensetzung beschichtet und in dem ersten thermischen Nachbehandlungsmodul D temperiert. In einem zweiten thermischen Nachbehandlungsmodul E wird die beschichtete Cellulose-basierte Faserstoffsubstratbahn auf die für die Weiterverarbeitung gewünschten Temperaturbedingungen eingestellt. Zudem dient das zweite thermische Nachbehandlungsmodul E als eine Art Schleuse zur Abgrenzung einer trockenen Atmosphäre in den Modulen B bis E zu einer beispielsweise feuchteren Umgebungsluftatmosphäre. Die Anordnung des zweiten thermischen Nachbehandlungsmoduls E ist optional. Aus dem zweiten thermischen Nachbehandlungsmodul E kommend wird die beschichtete Cellulose-basierte Faserstoffsubstratbahn in einem Aufwicklungsmodul F aufgewickelt. Erfindungsgemäß werden die Module B bis E mit einer trockenen Luftzufuhr G beaufschlagt. Nachdem die trockene Luft ausgehend von der trockenen Luftzufuhr G die Module B bis E durchströmt hat wird sie über ein oder mehrere Wäschermodul(e) H, in welchem(n) Reste von Salzsäure herausgewaschen wird/werden, über eine Luftabfuhr J in die Atmosphäre geleitet. Das Aufwicklungsmodul F wird mit Atmosphärenluft über eine Umgebungsluftzufuhr I durchströmt, danach über ein oder mehrere Wäschermodul(e) H und anschließend über die Luftabfuhr J in die Atmosphäre geleitet. - Die
Figur 3 zeigt schematisch eine Ausführungsform des erfindungsgemäßen Beschichtungsmoduls C als ein Drei-Walzen-Auftragswerk. Hierbei erfolgt die Beschichtung einer Cellulose-basierte Faserstoffsubstratbahn 7, insbesondere einer Papier, Pappe oder Kartonbahn in Kontaktfahrweise nach dem Offset Gravur-Verfahren. Von einem Vorratsbehälter 5 wird eine flüssige Fettsäurechloridzusammensetzung in eine Tränkwanne 4 gefördert. In der Tränkwanne 4 läuft eine Dosierwalze 1. Die Dosierwalze 1 ist beispielsweise eine keramikbeschichtete, lasergravierte Walze mit einem geringen spezifischen Zellvolumen im Bereich von 1 bis 10 µm Näpfchentiefe. Die Dosierwalze 1 fördert in Abhängigkeit von den eigestellten Parametern, wie beispielsweise dem Zellvolumen und der Rotationsgeschwindigkeit eine bestimmte Menge an Fettsäurechloridzusammensetzung aus der Tränkwanne 4 heraus und überträgt diese auf eine Übertragwalze 2, wobei sich auf der Übertragwalze 2 eine Schicht der Fettsäurechloridzusammensetzung mit einer bestimmten Schichtdicke ausbildet. Diese Schicht der Fettsäurechloridzusammensetzung wird von der Übertragwalze 2 als ein Auftragsfilm 6 auf die Cellulose-basierte Faserstoffsubstratbahn 7 übertragen, wobei die Cellulose-basierte Faserstoffsubstratbahn 7 um eine Faserstoffsubstratträgerwalze 3 geführt wird. Überschüssige Fettsäurechloridzusammensetzung wird in einer Auffangwanne 8 aufgefangen und in einen Abfallbehälter 9 geleitet. - In den folgenden Beispielen kam Talgfettsäurechlorid 50/50 der BASF SE zum Einsatz. Diese Fettsäurechloridzusammensetzung besteht zu 50 Gew.-% aus Palmitoylchlorid (CAS-Nummer: 112-67-4) und zu 50 Gew.-% aus Stearoylchlorid (CAS-Nummer: 112-76-5) .
- Das in den Beispielen verwendete Rohpapier war ein brauner, ungeleimter Testliner der Thurpapier - Model Management AG in Weinfelden und wies ein Flächengewicht von 130 g/m2 und einen Cobb60-Wert von 159 g/m2 auf.
- In den folgenden Beispielen kam Palmitoylchlorid (CAS-Nummer: 112-67-4) der BASF SE zum Einsatz. Anstelle dessen kann auch eine Fettsäurechlorid-Zusammensetzung einegsetzt werden, die zu 50 Gew.-% aus Palmitoylchlorid und zu 50 Gew.-% aus Stearoylchlorid (CAS-Nummer: 112-76-5) besteht.
- Das in den Beispielen verwendete Rohpapier war ein brauner, ungeleimter Testliner der Thurpapier - Model Management AG in Weinfelden und wies ein Flächengewicht von 130 g/m2 und einen Cobb60-Wert von 159 g/m2 auf.
- Der Versuchsaufbau 1 für die folgenden Beispiele 1 - 4 war wie folgt:
Das Rohpapier wurde mittels Kontakttrocknung bei 60°C und ca. 5 %rF auf einen Trockengehalt > 96 % (nach EN ISO 638:2008) vorgetrocknet. Bei gleicher Temperatur und Luftfeuchte wurde das getrocknete Rohpapier mit einem Walzenauftraggerät (ZIL2140 Zehntner-Ink-Lox) im Offset-Gravurverfahren mit einer Geschwindigkeit von 5 m/min mit Fettsäurechlorid beschichtet. Die Gravurwalze besaß 180 Raster pro cm in einem Winkel von 45° und einem spezifischen Zellvolumen von 3,8 cm3/m2. Die Anpresskraft der Gravurwalze an die Übertragswalze betrug 56 N/m. Die Übertragswalze aus Gummi wies eine Shore-A Härte von 40 auf und wurde mit einer Linienkraft von 152 N/m gegen das Papiersubstrat gepresst. Das Auftragsgewicht betrug 1 bis 3 g/m2. Das beschichtete Papiersubstrat wurde dann mit zwei Krelus IR-Strahlem (G7-50-2.5) für 12 Sekunden bei 42 kW/m2 thermisch nachbehandelt. - Die Behandlung des Rohpapiers erfolgte analog Versuchsaufbau 1 mit dem Unterschied, dass das Rohpapier mittels Kontakttrocknung bei 110°C und ca. 5 %rF auf einen Restfeuchtegehalt von 1,7 % (nach EN ISO 638:2008) vorgetrocknet wurde. Das so behandelte Papier wies danach auf der beschichteten Vorderseite einen Cobb60-Wert von 19 g/m2 auf und auf der Rückseite einen Cobb60-Wert von 72 g/m2 auf.
- Die Behandlung des Rohpapiers mit dem Fettsäurechlorid erfolgte analog Versuchsaufbau 1 mit dem Unterschied, dass das Rohpapier nicht getrocknet wurde und einen Feuchtigkeitsgehalt von 5,9 % aufwies. Das so behandelte Papier wies auf der beschichteten Vorderseite einen Cobb60-Wert von 20 g/m2 auf und auf der Rückseite einen Cobb60-Wert von 86 g/m2 auf.
- Offensichtlich führt der höhere Feuchtigkeitsgehalt im Rohpapier zu einer schlechteren Penetration des Fettsäurechlorids in das Papier und somit zu einer schlechteren Produktqualität.
- Die Behandlung des Rohpapiers mit dem Fettsäurechlorid erfolgte analog Versuchsaufbau 1 mit dem Unterschied, dass das Papier für 1 min bei 105°C in einem Umluft-Trockenofen vorgetrocknet wurde. Das so behandelte Papier wies auf der beschichteten Vorderseite einen Cobbeo-Wert von 18 g/m2 und auf der Rückseite einen Cobb60-Wert von 18 g/m2 auf.
- Das Rohpapier wurde durch Beschichten auf einem Streichtisch der Firma Erichsen GmbH mit einem Rakel Nr. 2 und einer Beschichtungsgeschwindigkeit der Stufe 5 bei 25 °C mit einer 20 % igen wässrigen Polyvinyalkohol-Lösung (Mowiol 4-98, Hydrolysegrad > 98 %) mit einem einlagigen Flächenauftrag von 5 g/m2 beschichtet. Das so erhaltene Papier wurde 24 h bei 105°C getrocknet. Die Behandlung des beschichteten Rohpapiers mit dem Fettsäurechlorid erfolgte auf der mit Polyvinylalkohol beschichteten Seite in Analogie zu Beispiel 3. Das so behandelte Papier wies auf der beschichteten Vorderseite einen Cobbeo-Wert von 4 g/m2 und auf der Rückseite einen Cobbeo-Wert von 58 g/m2 auf.
- Offensichtlich führt die Beschichtung des Papiers mit Polyvinylalkohol zu einer Oberflächenreaktion des Fettsäurechiorids mit den Hydroxylgruppen des Polyvinylalkohols und damit zu einer geringeren Penetration des Fettsäurechlorids in das Papier. Dies äußert sich in einem schlechteren Cobb60-Wert der unbehandelten Rückseite. Zusammenfassend belegen die Beispiele 1-4, dass eine Vortrocknung der Papierbahn das Hydrophobierungsergebnis insbesondere auf der unbehandelten Rückseite deutlich verbessert.
Claims (12)
- Verfahren zur kontinuierlichen Beschichtung einer Cellulose-basierten Faserstoffsubstratbahn mit Fettsäurechlorid, umfassend die Schrittea) Vortrocknen einer Cellulose-basierten Faserstoffsubstratbahn auf einen Feuchtigkeitsgehalt nach EN ISO 638:2008 von höchstens 2 %;b) Beschichten der in Schritt a) vorgetrockneten Cellulose-basierten Faserstoffsubstratbahn mit einer flüssigen Fettsäurechloridzusammensetzung bei einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 20 %rF und einer Temperatur, unterhalb der Siedetemperatur der flüssigen Fettsäurechloridzusammensetzung;c) Kontaktfreies thermisches Behandeln der aus Schritt b) erhaltenen beschichteten Cellulose-basierten Faserstoffsubstratbahn.
- Verfahren nach Anspruch 1, wobei die flüssige Fettsäurechloridzusammensetzung als Hauptbestandteil ein Fettsäurechlorid enthält, das ausgewählt ist unter aliphatischen Monocarbonsäurechloriden mit 6 bis 26 Kohlenstoffatomen, vorzugsweise mit 16 bis 20 Kohlenstoffatomen und Mischungen davon.
- Verfahren nach Anspruch 2, wobei das Fettsäurechlorid ausgewählt ist unter aliphatisch gesättigten Fettsäurechloriden mit 6 bis 26 Kohlenstoffatomen, vorzugsweise mit 16 bis 20 Kohlenstoffatomen und Mischungen davon.
- Verfahren nach einem der vorherigen Ansprüche, wobei die flüssige Fettsäurechloridzusammensetzung wenigstens 5 Gew.-% Fettsäurechlorid, bezogen auf das Gesamtgewicht der Fettsäurechloridzusammensetzung enthält.
- Verfahren nach einem der vorherigen Ansprüche, wobei die flüssige Fettsäurechloridzusammensetzung mehr als 95 Gew.-% Fettsäurechlorid, bezogen auf das Gesamtgewicht der Fettsäurechloridzusammensetzung enthält.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei wenigstens einer der Schritte a) bis c) in einer gekapselten Atmosphäre mit einem trockenen Luftstrom mit einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 20 %rF durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei das Beschichten in Schritt b) mit einem Walzenauftragsverfahren, insbesondere einem Offset- Gravur-Verfahren durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei das Beschichten in Schritt b) mit einem Gesamtauftrag im Bereich von 0,1 bis 10 Gew.-% bezogen auf Fettsäurechlorid pro g/m<2>Flächengewicht der Cellulose-basierten Faserstoffs ubstratbahn durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei das thermische Behandeln in Schritt c) der beschichteten Cellulose-basierten Faserstoffsubstrat- bahn durch Strahlungsbehandlung, insbesondere Infrarotstrahlungstrocknen durchgeführt wird.
- Verfahren nach einem der vorhergehenden Ansprüche, wobei die aus Schritt c) erhaltene beschichtete und thermisch behandelte Cellulose-basierte Faserstoffs ubstratbahn als einen weiteren Schritt d) eine Nachbehandlung bei einer trockenen Luftatmosphäre mit einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 20 %rF erfährt.
- Beschichtungsvorrichtung zur kontinuierlichen Beschichtung einer Cellulose-basierten Faserstoffsubstratbahn mit einer flüssigen Fettsäurechloridzusammensetzung nach einem der vorherigen Ansprüche, umfassend:- ein Vortrocknungsmodul;- ein Beschichtungsmodul und- ein thermisches Nachbehandlungsmodul,wobei wenigstens eines der Module der Beschichtungsvorrichtung gekapselt ist und eine Atmosphäre von trockener Luft mit einer relativen Luftfeuchtigkeit nach DIN EN 20187 von kleiner als 20 %rF aufweist.
- Verwendung einer Cellulose-basierten Faserstoffsubstratbahn, erhältlich durch ein Verfahren, wie in einem der Ansprüche 1 bis 10 definiert, zur Herstellung von Wellpappenrohpapier, Verpackungspapier, Karton, Pappe, Hygienepapier, Tis- sue, Druckpapier, Schreibpapier und Kombinationen hiervon.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL15829002T PL3177408T3 (pl) | 2014-08-06 | 2015-08-06 | Sposób ciągłego powlekania chlorkiem kwasu tłuszczowego wstęgi podłoży włóknistych na bazie celulozy |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14180103 | 2014-08-06 | ||
| PCT/IB2015/055961 WO2016020866A1 (de) | 2014-08-06 | 2015-08-06 | Verfahren zur kontinuierlichen beschichtung einer cellulose-basierten faserstoffsubstratbahn mit fettsäurechlorid |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3177408A1 EP3177408A1 (de) | 2017-06-14 |
| EP3177408A4 EP3177408A4 (de) | 2018-04-11 |
| EP3177408B1 true EP3177408B1 (de) | 2020-04-29 |
Family
ID=51265631
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15829002.3A Active EP3177408B1 (de) | 2014-08-06 | 2015-08-06 | Verfahren zur kontinuierlichen beschichtung einer cellulose-basierten faserstoffsubstratbahn mit fettsäurechlorid |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20170241080A1 (de) |
| EP (1) | EP3177408B1 (de) |
| JP (1) | JP6636501B2 (de) |
| KR (1) | KR102193503B1 (de) |
| CN (1) | CN106573268B (de) |
| BR (1) | BR112017002040B1 (de) |
| ES (1) | ES2808674T3 (de) |
| MX (1) | MX2017001636A (de) |
| PH (1) | PH12017500194B1 (de) |
| PL (1) | PL3177408T3 (de) |
| PT (1) | PT3177408T (de) |
| WO (1) | WO2016020866A1 (de) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2988518C (en) * | 2015-06-29 | 2023-08-22 | Stora Enso Oyj | Method for hydrophobing a cellulose substrate |
| KR102035571B1 (ko) * | 2017-12-21 | 2019-11-26 | 한국기초과학지원연구원 | 친수성 표면의 방수화 처리 방법 및 친수성 표면의 방수처리용액 |
| KR101974895B1 (ko) * | 2018-10-04 | 2019-05-07 | 강원대학교산학협력단 | 압착 가열 기상 그라프팅 소수화 장치 및 이를 이용하여 제조한 내열수성 종이 및 유흡착 종이 |
| SE543029C2 (en) * | 2018-11-16 | 2020-09-29 | Stora Enso Oyj | Method for hydrophobizing a cellulose substrate by utilizing a fatty acid halide |
| SE543479C2 (en) * | 2019-07-09 | 2021-03-02 | Stora Enso Oyj | Bio-barrier coated paperboard and laminates thereof |
| SE1951393A1 (en) * | 2019-12-04 | 2021-06-05 | Stora Enso Oyj | Water-resistant cellulose-based substrate with improved repulpability |
| SE544899C2 (en) * | 2020-02-21 | 2022-12-27 | Stora Enso Oyj | Water-resistant multilayered cellulose-based substrate |
| SE544101C2 (en) * | 2020-05-13 | 2021-12-21 | Stora Enso Oyj | Water-resistant mineral-coated cellulose-based substrate grafted with fatty acid halide and method for its manufacturing |
| SE544175C2 (en) * | 2020-06-24 | 2022-02-22 | Stora Enso Oyj | Water-resistant paper or paperboard |
| US20230265613A1 (en) * | 2020-08-13 | 2023-08-24 | Cellulotech Inc | Process for acylation of a hydroxylated solid material |
| CA3200802A1 (en) * | 2020-12-01 | 2022-06-09 | Daniel Samain | Process and device for the acylation of a scrolled hydroxylated material |
| FR3135980A1 (fr) * | 2022-05-31 | 2023-12-01 | Cellulotech Inc. | Procédé d’acylation d’un matériau solide hydroxylé |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2937658B2 (ja) * | 1992-10-02 | 1999-08-23 | 日華化学 株式会社 | 故紙の再生処理方法 |
| FR2767270B1 (fr) * | 1997-08-14 | 2000-02-11 | Daniel Gamain | Procede de traitement en phase gazeuse d'un materiau solide pour le rendre hydrophobe, materiau obtenu et applications |
| DE19841767A1 (de) * | 1998-09-11 | 2000-03-16 | Voith Sulzer Papiertech Patent | Trockenpartie sowie Konvektionstrockner für eine solche Trockenpartie |
| RU2008131816A (ru) | 2006-01-03 | 2010-02-10 | Геркулес Инкорпорейтед (Us) | Получение диметров алкилкетена |
| FR2912427B1 (fr) * | 2007-02-14 | 2009-12-11 | Soprema | Procede de fabrication d'une armature de renfort et d'une membrane d'etancheite comprenant une telle armature et produits obtenus. |
| DE202008018404U1 (de) | 2007-10-11 | 2013-09-20 | manroland sheetfed GmbH | Thermoluft-Trocknungseinrichtung zur Bewerkstelligung der Trocknung eines Bedruckstoffes |
| FR2925910B1 (fr) | 2007-12-26 | 2010-02-12 | Centre Nat Rech Scient | Film aux proprietes barrieres a l'eau, aux graisses, au gaz et a la vapeur d'eau |
| JP4676564B1 (ja) * | 2009-12-28 | 2011-04-27 | 大王製紙株式会社 | ティシュペーパー製品の製造方法及び製造設備 |
| FR2967363B1 (fr) | 2010-11-16 | 2012-11-30 | Centre Nat Rech Scient | Machine et procede de traitement par greffage chromatogenique d'un substrat hydroxyle |
| FR2990694B1 (fr) * | 2012-05-15 | 2014-05-30 | Centre Nat Rech Scient | Procede d'enduction de supports solides |
| US9139661B2 (en) | 2012-06-25 | 2015-09-22 | Yagna Limited | Methods for biocompatible derivitization of cellulosic surfaces |
-
2015
- 2015-08-06 PL PL15829002T patent/PL3177408T3/pl unknown
- 2015-08-06 WO PCT/IB2015/055961 patent/WO2016020866A1/de active Application Filing
- 2015-08-06 BR BR112017002040-8A patent/BR112017002040B1/pt active IP Right Grant
- 2015-08-06 JP JP2017506407A patent/JP6636501B2/ja active Active
- 2015-08-06 PT PT158290023T patent/PT3177408T/pt unknown
- 2015-08-06 US US15/501,508 patent/US20170241080A1/en not_active Abandoned
- 2015-08-06 CN CN201580040667.7A patent/CN106573268B/zh active Active
- 2015-08-06 EP EP15829002.3A patent/EP3177408B1/de active Active
- 2015-08-06 KR KR1020177003076A patent/KR102193503B1/ko active IP Right Grant
- 2015-08-06 MX MX2017001636A patent/MX2017001636A/es active IP Right Grant
- 2015-08-06 ES ES15829002T patent/ES2808674T3/es active Active
-
2017
- 2017-02-01 PH PH12017500194A patent/PH12017500194B1/en unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112017002040A2 (pt) | 2017-12-26 |
| KR20170039179A (ko) | 2017-04-10 |
| CN106573268A (zh) | 2017-04-19 |
| EP3177408A1 (de) | 2017-06-14 |
| CN106573268B (zh) | 2019-11-19 |
| BR112017002040B1 (pt) | 2022-04-05 |
| US20170241080A1 (en) | 2017-08-24 |
| PT3177408T (pt) | 2020-07-24 |
| PL3177408T3 (pl) | 2020-11-02 |
| PH12017500194A1 (en) | 2017-06-28 |
| EP3177408A4 (de) | 2018-04-11 |
| KR102193503B1 (ko) | 2020-12-22 |
| PH12017500194B1 (en) | 2017-06-28 |
| JP2017530855A (ja) | 2017-10-19 |
| WO2016020866A1 (de) | 2016-02-11 |
| ES2808674T3 (es) | 2021-03-01 |
| JP6636501B2 (ja) | 2020-01-29 |
| MX2017001636A (es) | 2017-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3177408B1 (de) | Verfahren zur kontinuierlichen beschichtung einer cellulose-basierten faserstoffsubstratbahn mit fettsäurechlorid | |
| EP2928787B1 (de) | Verfahren zum herstellen eines beschichteten verpackungsmaterials und verpackungsmaterial mit wenigstens einer sperrschicht für hydrophobe verbindungen | |
| EP2532706B1 (de) | Verfahren zum herstellen eines beschichteten verpackungsmaterials und verpackungsmaterial mit wenigstens einer sperrschicht für hydrophobe verbindungen | |
| EP2038478B1 (de) | Verfahren zur ausrüstung von papier und papierprodukten | |
| DE2614869B2 (de) | Vernetzungsmittel und Verfahren zu seiner Herstellung | |
| US20190040583A1 (en) | Pearlescent Metallic Effect Paper Material With High Lightfastness And Related Manufacturing Method | |
| DE60311257T2 (de) | Verfahren zur herstellung von rohpapier für trennpapier | |
| WO2020020503A1 (de) | Leichtes trennbasispapier | |
| AT505577B1 (de) | Verfahren und anlage zum herstellen von gestrichenem papier oder karton | |
| DE102008040057A1 (de) | Verfahren zur Oberflächenbehandlung, insbesondere Oberflächenleimung, mit einem thermisch-chemisch modifizierte Stärke enthaltenden Oberflächenbehandlungsmittel | |
| EP0909356A1 (de) | Verfahren und vorrichtung zum beschichten einer laufenden materialbahn, insbesondere aus papier oder karton, mit flüssigem oder pastösem auftragsmedium, verfahren zur herstellung einer gestrichenen warenbahn | |
| WO1997041300A1 (de) | Verfahren zur oberflächenbehandlung von flächenförmigen materialbahnen, insbesondere aus papier und karton unter verwendung von abhäsivmitteln | |
| EP1382743B1 (de) | Vorrichtung zum Auftragen von flüssigem oder pastösem Auftragsmedium auf eine laufende Materialbahn, insbesondere aus Papier oder Karton | |
| DE1696172C3 (de) | Verfahren zur Behandlung von Papier produkten | |
| WO2023245223A1 (de) | Fettabweisendes papier | |
| DE102022122470A1 (de) | Barrierepapier | |
| DE102018115923A1 (de) | Verfahren zum Behandeln einer Faserbahn und Behandlungssystem zum Behandeln einer Faserbahn | |
| DE102006052219A1 (de) | Zusammensetzung zur Beschichtung von Oberflächen | |
| CH712249A1 (de) | Silikon- und fluorfreies Trennpapier. | |
| WO2015181129A1 (de) | Gemisch zur herstellung einer imprägnierflotte zur imprägnierung von papieren und vlieshybriden | |
| AT11922U1 (de) | Verfahren und anordnung zur einstellung der krümmung einer papier-/kartonbahn für ein wärmeempfindliches produkt | |
| DE1696172A1 (de) | Verfahren zur Behandlung von Faserbahnen und geeignete Massen fuer dieses Verfahren | |
| DE202013012244U1 (de) | Kalander einer Faserbahnmaschine | |
| DE1546271A1 (de) | Verfahren zum Begrenzen der Eindringtiefe eines in Form sehr kleiner Teilchen vorhandenen Stoffes in ein faseriges Blattmaterial |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170103 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DELFORTGROUP AG |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502015012465 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B05C0009120000 Ipc: D21H0025020000 |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20180308 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 65/42 20060101ALI20180303BHEP Ipc: D21H 19/14 20060101ALI20180303BHEP Ipc: D21H 21/16 20060101ALI20180303BHEP Ipc: D21H 27/10 20060101ALI20180303BHEP Ipc: D21H 25/04 20060101ALI20180303BHEP Ipc: D21H 17/14 20060101ALI20180303BHEP Ipc: D21H 23/22 20060101ALI20180303BHEP Ipc: D21H 27/08 20060101ALI20180303BHEP Ipc: D21H 25/02 20060101AFI20180303BHEP Ipc: D21F 5/00 20060101ALI20180303BHEP Ipc: B05D 3/02 20060101ALI20180303BHEP Ipc: D21H 27/00 20060101ALI20180303BHEP Ipc: D21H 17/11 20060101ALI20180303BHEP Ipc: B05D 3/04 20060101ALI20180303BHEP Ipc: B41F 23/00 20060101ALI20180303BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200211 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DELFORTGROUP AG |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1263447 Country of ref document: AT Kind code of ref document: T Effective date: 20200515 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015012465 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: FGE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 3177408 Country of ref document: PT Date of ref document: 20200724 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20200721 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200829 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200729 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015012465 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2808674 Country of ref document: ES Kind code of ref document: T3 Effective date: 20210301 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20210201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200831 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200806 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200831 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200831 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200806 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230313 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230825 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230718 Year of fee payment: 9 Ref country code: IT Payment date: 20230822 Year of fee payment: 9 Ref country code: GB Payment date: 20230822 Year of fee payment: 9 Ref country code: FI Payment date: 20230828 Year of fee payment: 9 Ref country code: ES Payment date: 20230914 Year of fee payment: 9 Ref country code: AT Payment date: 20230818 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20230823 Year of fee payment: 9 Ref country code: PT Payment date: 20230717 Year of fee payment: 9 Ref country code: PL Payment date: 20230711 Year of fee payment: 9 Ref country code: FR Payment date: 20230824 Year of fee payment: 9 Ref country code: DE Payment date: 20230828 Year of fee payment: 9 |