EP3095566B1 - Zuführvorrichtung - Google Patents
Zuführvorrichtung Download PDFInfo
- Publication number
- EP3095566B1 EP3095566B1 EP16169372.6A EP16169372A EP3095566B1 EP 3095566 B1 EP3095566 B1 EP 3095566B1 EP 16169372 A EP16169372 A EP 16169372A EP 3095566 B1 EP3095566 B1 EP 3095566B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- holder
- accordance
- feed direction
- mount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 claims description 12
- 235000013305 food Nutrition 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 10
- 230000002093 peripheral effect Effects 0.000 claims 1
- 210000000078 claw Anatomy 0.000 description 4
- 230000006641 stabilisation Effects 0.000 description 3
- 238000011105 stabilization Methods 0.000 description 3
- 235000008429 bread Nutrition 0.000 description 1
- 235000013351 cheese Nutrition 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 235000013580 sausages Nutrition 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0683—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form specially adapted for elongated articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/14—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter
- B26D1/143—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter rotating about a stationary axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/018—Holding the work by suction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0608—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by pushers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0625—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
- B26D7/1845—Means for removing cut-out material or waste by non mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D2007/011—Means for holding or positioning work by clamping claws, e.g. in high speed slicers for food products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D2210/00—Machines or methods used for cutting special materials
- B26D2210/02—Machines or methods used for cutting special materials for cutting food products, e.g. food slicers
Definitions
- the invention relates to a feeding device according to the preamble of claim 1, a slicing device and feeding method for feeding food products to a slicing unit.
- the food products may in particular be rod-shaped.
- the products may be, for example, sausage, ham, cheese, meat, bread or the like.
- the supply device has a product support comprising at least one track for receiving a plurality of products arranged one behind the other.
- the product support can be designed for a single-track or multi-track operation. In a multi-lane operation, multiple products can be supplied, for example, parallel to each other, to a common slicing unit.
- the delivery device comprises at least one product holder, which comprises a holder for holding a rear end of a product viewed in the feed direction.
- a feeder is for example from the US 4,321,847 known (see there, for example, Fig. 12).
- Product holders are basically known. In particular, these can be designed as grippers and engage in an end region of a product. The product can thus be stabilized during the slicing operation.
- a disadvantage of previous feeding devices is that the product holder is always assigned only to the product which is being cut open. Subsequent products, on the other hand, will not be detected by the product holder until the previous product has been completely cut open.
- the object is achieved by a feeding device, a slicing device and a feeding method according to independent claims 1, 12 and 13, respectively.
- the product holder of the feeding device comprises, in addition to a holder for holding the rear end of the product viewed in the feed direction, a stop for a front end of a subsequent product.
- the product holder fulfills a dual function.
- the side facing the slicing unit is used to hold the product.
- the rear side of the product holder facing away from the slicing unit is also used to form a stop for the subsequent product.
- the following product is pressed against the stop and abuts against it.
- the stop may in particular comprise a passive stop surface.
- At least two product holders per track are provided.
- another product holder can engage in the rear end of the subsequent product and push the product against the stop of the front product holder.
- the following product can be safely guided between the two product holders in this way.
- the product holders may be the same or different and may be e.g. differ in functionality and / or shape.
- the product holders can be independently controlled by means of a controller.
- the product holder different tracks can be controlled individually and independently.
- the products which are located in different tracks and / or in the same track, can be individually fed to a slicing unit.
- the feed rate can be set individually.
- the product holders can each hold different products of a track. In principle, however, it is also possible for the same product to be held by several, in particular two, product holders, as long as the slicing thereof has not yet begun.
- At least temporarily, several products are held simultaneously by a respective product holder.
- the products which are guided in succession in the same lane, can therefore be safely fed to the slicing unit.
- the product holder can be moved out of a feed area so as not to obstruct the subsequent product. Since the subsequent product is already in engagement with a product holder, it can be advanced without delay to the slicing unit become. Breaks in the slicing mode can be minimized in this way.
- the product holders each comprise a stop for a front end of a subsequent product.
- the product holder can thus hold a previous product and also serve as a stop for a subsequent product.
- This subsequent product is also held by a product holder, which in turn can in turn itself on its side facing away from the slicing unit have a stop for another subsequent product.
- the product is therefore safely fed to the slicing unit between a holder of the product holder and a stop of the preceding product holder. In this retracted position, therefore, the product length can be determined based on the positions of the two product holder.
- the measurement result can be processed in the control.
- the feeding device according to the invention is suitable both for a single-track and a multi-track operation.
- a multi-track operation several products are arranged side by side.
- the tracks can run parallel to this.
- a track with one or more product holders can be designed in particular as a module.
- the tracks can be extended as desired. In particular, it is possible to convert a single-track operation into a multi-track operation. Also, for example, an extension of a two- in a three- or four-track operation is conceivable.
- the number of tracks is basically not limited.
- each track is assigned one or more separate product holders.
- the product holder can be connected to the product support directly or indirectly, for example via a common frame.
- the holder of the product holder holds a product and in particular can interact with the rear end of the product.
- the holder can be brought into engagement with the product end.
- a holder gripper e.g. be provided as a holder gripper. This may include claws which engage in the product end.
- a vacuum gripper is conceivable, which holds the product end by means of a generated vacuum.
- the product support may be, for example, a conveyor belt.
- the product support may be formed as a loading rocker, which from an at least substantially horizontal loading position in which the loading rocker is loaded with products, in an inclined cutting position in which the products are cut open, can be adjusted. It can e.g. a common loading rocker be provided for a plurality of tracks, wherein a feed belt covers the entire width. Alternatively, feed systems with individual, track-related arrangements are possible.
- the product support may comprise transport movers of a transport system, which is also referred to below as a magnetic conveyor system.
- a generally usable magnetic conveying system is offered by the company MagneMotion Inc., located in Devens, Massachusetts, USA. This system is based on a so-called LSM drive, ie on a drive by linear synchronous motors, which is to be distinguished from a so-called linear induction motor (LIM drive).
- LIM drive linear induction motor
- a magnetic field is not induced by the so-called electromagnetic traveling field in an LSM drive, but the magnetic field is provided by permanent magnets.
- transport movers In such a transport system, separate transport movers can be moved on a railway system.
- a product to be conveyed can be fed to a slicing unit on a transport movers.
- transport movers Several transport movers arranged one behind the other can form the product support, for example.
- a product holder can in this case intervene in particular between two movers.
- the product holder is designed to determine and / or determine the position of the subsequent product, in particular of the product beginning.
- the product holder therefore fulfills a further object, since it can be used to determine the position of the subsequent product. This happens in particular with the aid of a controller. This may, for example, measure an increase in current at the drive of the product holder when e.g. during the feed, the product has arrived at its end with its front end. Additional sensors or the like are therefore not necessary to determine the position.
- the positions of products of different tracks can in particular be determined and / or determined on a track-by-track basis.
- a stop of the product holder comprises a stop surface which is at least substantially planar and / or adapted to the shape of the front end of the subsequent product.
- the product may have an at least substantially flat end face from the outset.
- the front end piece of the subsequent product may be previously, e.g. in a pelleting machine, to cut straight. The following product can be flush with the stop surface in this way. The product can be cut immediately as soon as the previous product has been completely cut open and the associated product holder moved out of the feed area.
- the product holder comprises a further holder for holding a front end of a subsequent product.
- the product holder can therefore form both a stop and a, at least temporarily, holder for the subsequent product.
- the holder acts or points in particular counter to the feed direction and can for example be extended, unfolded and / or swung out, in particular also from the stop surface.
- an at least temporary connection between the preceding and the subsequent product can be made.
- the holder may be formed like a cramp.
- Several products can thus be supplied as a unit together as a slicing unit. If the previous product is almost completely cut open, the connection to the subsequent product can be released again in order to be able to remove the product holder from the feed area.
- only the holder between the straight to be sliced and the subsequent product may have the additional, pointing against the feed direction holder, while the rear end of the subsequent product holding product holder may only have a pointing in the feed direction holder.
- the product holder and / or a stop of the product holder is adjustable in length in the feed direction.
- the length can be adjusted automatically during operation.
- the length adjustment can be carried out in particular electrically, mechanically, pneumatically and / or hydraulically.
- the length adjustment is used to compensate for the length of the adjustment of the product holder from the feed area.
- the front product holder can be retracted by a certain amount to create a distance to the subsequent product. This creates a certain amount of play to be able to remove the product holder. Subsequently, the subsequent product can again be moved forward by the same amount.
- the product holder of the subsequent product can also be made variable in length for this purpose.
- the respective product holders are in particular by a predetermined and / or predeterminable amount adjustable, which is known to the controller or can be entered via the controller.
- a guide device for the product holder is provided, by means of which the product holder can be guided parallel to the feed direction.
- the product holder can be moved in and opposite to the feed direction.
- a plurality of product holders may be associated with a common guide.
- the product holders can also be moved on a common path, preferably a magnetic conveyor system.
- multiple product holders are associated with a single track.
- the guide can in particular run laterally and / or above the product support.
- the guide may extend at least substantially over the length of the product support.
- the product holder and / or the guide device comprises an adjusting device, which is designed to adjust the product holder, in particular the holder, out of a feed region.
- the product holder can be adjusted with the aid of the adjusting device in particular away from the product support.
- the product holder is adjusted out of the flow of the supplied products or out of the normal working position.
- the adjustment device can in particular be designed to adjust the product holder by means of a lifting, pendulum, transverse and / or rotational movement out of the feed area.
- the product holder and / or the holder is detachably connected or connectable to the guide device.
- a permanent connection with the guide device is not mandatory.
- the product holder and / or the holder can be automatically connected to the guide unit and / or released from it.
- the product holder or the holder of guide means can be handed over to guide means.
- the guide means can rotate in this case.
- a magnetic conveyor system may be provided, which comprises an annular web guide. In the area of the product overlay, the web guide can run parallel to the product overlay.
- each product holder is assigned a separate guide device and / or a separate drive.
- the guide devices can in particular be offset parallel to one another and / or arranged on different sides of the product support. While e.g. a product holder, which is associated with a product guide on the left guide means holds a first product that is being cut, another product holder, which is associated with a right guide device, already hold a subsequent product. Once the product is cut to one end, the left product holder can be moved back. The left product holder can be moved over the subsequent product away against the feed direction, to finally hold another product. On the way back this can be done a disposal of the tail.
- the drives for the product holders may be, for example, linear drives.
- the holders of second product holders are designed to hold, at least temporarily, the rear end of the same product viewed in the feed direction.
- the two product holders can hold the product especially on different sides.
- the brackets can interlock, for example, like a rake.
- the two product holders thus, in particular, they can complement each other to a complete product holder. Taken individually, each of the product holders can only be half-formed. Thus, the product holder can hold together a product until it is at least substantially completely cut. For holding the tail only a single product holder is sufficient, so that a product holder can already be returned to hold a subsequent product.
- At least one of the product holders is connected to a tractor unit and / or integrated into a tractor unit.
- This will e.g. the lateral space requirement minimized.
- the guide device of a product holder can be provided on the tractor belt or within the traction device acting from above on the product, while the guide device of a further product holder can be arranged above the tractor belt.
- the holder is pivotable and / or displaceable relative to an axis parallel or perpendicular to the feed direction.
- one of the product holders may, for example, be laterally swung out to be moved back to hold a subsequent product.
- pivoting to an axis perpendicular to the feed direction can be advantageous in order to remove the holder from the feed area in a small space.
- the holder can be folded together with the tail upwards.
- the invention also relates to a device for slicing food products, in particular high-performance slicers, with a slicing unit which comprises at least one cutting knife rotating in cutting operation and / or revolving.
- the cutting blade may in particular a circular or sickle knife act.
- the slicing device further comprises a feed device according to the invention. In particular, several products can be cut simultaneously using the same cutting blade.
- the slicing device according to the invention has the advantage that the following products can be safely guided.
- a modular extension by any number of parallel tracks is possible.
- the invention according to claim 13 relates to a method for feeding food products to a slicing unit with a feeding device according to the invention.
- a plurality of products arranged one behind the other are received on the product support comprising at least one track.
- the holder of the product holder holds a rear end of a product viewed in the feed direction, while a front end of a subsequent product rests against a stop of the product holder.
- the subsequent product is detected by another product holder and pressed against the stop of the preceding product holder.
- the following product can thus be safely guided and positioned.
- the exact position of the front product end of the subsequent product can be determined.
- the length of the usable part of the product bar can be determined from the positions of the two product holders, so that the controller can calculate and divide panes and portions.
- the holder holds the rear end of the product as long as the product is cut open except for an end piece. Subsequently, the holder is pivoted relative to an axis perpendicular to the feed direction and / or moved. The holder can be folded in particular upwards. After that, the holder releases the tail. This can be done, for example, that the tail is transported in a discharge chute.
- the product holder and / or the holder is then adjusted in parallel and opposite to the feed direction and then before and / or during the delivery of the end piece and then holds a rear end of a subsequent product.
- the holder can in this case engage in the product end.
- the illustrated embodiments are merely exemplary in nature.
- the number of illustrated tracks and product holders may vary.
- the features of one embodiment may also be arbitrarily combined with features of another embodiment.
- the product holders and / or functionalities shown can also be used in the respective other embodiments.
- Fig. 1 shows a feeding device, which feeds food products 10, 10 ', 10 "in the feed direction Z a cutting blade 12 of a slicing unit 14.
- the products 10, 10 ', 10 are hereby located on a product support 16, which is shown by way of example as a conveyor belt 10.
- the products 10, 10', 10" are held at the respective ends by means of product holders 18, 18 '.
- the product holders 18, 18 ' are designed as grippers, in which the holders 20, 20' respectively comprise claws which engage in the ends of the products 10, 10 '.
- the product holder 18, 18 ' may also comprise, for example, a vacuum device.
- the product holders 18, 18 ' are guided on a common guide device 22.
- each product holder 18, 18 'to be assigned a separate guide device 22.
- the product holders 18, 18 ' are preferably connected to the guide device 22 from above or from the side.
- the attachment of a product holder 18, 18 'on a product 10, 10', 10 "takes place in particular such that the product holder 18, 18 'with a lifting, pendulum, transverse and / or rotational movement in an area above the product support 16th for the products 10, 10 ', 10 "and thus comes into engagement with the product 10, 10', 10".
- the product holder 18, 18 ' can be removed from the region above the product support 16 for the products 10, 10', 10 "with a lifting, pendulum, transverse and / or rotational movement when a held product 10, 10 '. 10 "is completely cut open except for an end piece 34.
- the end piece 34 can remain connected to the holder 20, 20 'and should as far as possible be dropped off outside the product support 16 and then removed.
- a resulting band gap can be used if the product support 16 designed as a loading swing, for example, is pivoted downwards.
- Each stop 24, 24' comprises a stop surface for a product 10 ', 10" which is connected to a following product holder 18'. , While the first product 10 is being cut, the second product 10 'with the product holder 18' is pressed against the stop 24 of the preceding product holder 18 and can thus be gripped.
- the back of the product holder 18 serves as a passive stop 24 for the subsequent product 10 '. Accordingly, the back of the product holder 18 'in turn serves as a stop 24' for the further product 10 ".
- the product start position can be determined, so that the position, the shape and the portion distribution of a product 10, 10 ', 10 "can be taken into account for the slicing operation, in particular the product 10, 10', 10" can already be measured before the loading area in order to determine a later division into portions.
- the product holder 18 comprises a staple 26 as a holder 20.
- the stop 24 of the product holder 18 therefore also has a holder for the subsequent product 10 ', which counteracts the feed direction Z acts.
- the stop 24 thus comprises not only a passive stop surface, but also a holder or at least one further holding functionality.
- a system formed in this manner can establish an at least intermediate connection between the remainder of the product 10 and the subsequent product 10 '.
- the staple 26 formed counter to the feed direction Z can be removed, eg folded away or retracted, from the front end of the product 10 in order to move the product holder 18 out of the feed area.
- the staple 26 may be provided on the product holder 18 between the first product 10 and the second product 10 'while a normal product holder 18' may be inserted between the second product 10 'and the third product 10 ".
- Fig. 3 illustrated embodiment includes product holder 18, 18 ', which are formed adjustable in length.
- the holders 20, 20 'or the stops 24, 24' can be adjusted along the feed direction Z. This serves, in particular, for compensating for the length of the removal or retraction of the product holders 18, 18 'from the area of the product support 16.
- the product holder 18, in particular the holder 20 or the stop 24, can be retracted by a predetermined amount A. In this way, enough space is created to remove the product holder 18 from the feed area can.
- the following product 10 ' is pushed forward by exactly this dimension A in the feed direction Z.
- the product holder 18 ' which is in engagement with the subsequent product 10', can be moved apart by exactly this dimension A. The product 10 'is then immediately in the correct position and can be cut open.
- the front end of the respective products 10, 10 ', 10 can be cut straight so that a reference surface is created with which the usable region of the product 10, 10', 10" begins.
- This reference surface may rest on the associated abutment surface of the stop 24, 24 'on the back of the product holder 18, 18'.
- that may be straightforward Separating the front end piece in a not shown, previously arranged pelleting machine done.
- the respective product holders 18, 18 'associated with different guide means 22, 22' are offset parallel to one another.
- the product holder 18 of the left guide means 22 holds the first product 10 during the slicing operation
- the product holder 18 'on the right guide means 22' already engages the end of the second product 10 '.
- the left product holder 18' can be withdrawn.
- the respectively released product holder 18, 18 ' for example, by 90 ° from the working position exposed so that a return next to the product support 16 is possible.
- the product holder 18, 18 'thus does not hinder the feeding of the food products 10, 10', 10 "to the cutting blade 12.
- the product holders 18, 18 ', 18 in this case comprise holders 20, 20', 20" and guide means 28, 28 ', 28 ".
- the backs of the brackets 20, 20 ', 20 can also serve as stops 24, 24', 24".
- the brackets 20, 20 ', 20 are each connected via detachable connections with the guide means 28, 28', 28" or connectable. These are in turn assigned to the guide device 22, which ensures the movement along the product support 16 in the feed region.
- the holders 20, 20 ', 20 “remain on the products 10, 10', 10” and are transferred by a guide means 28, 28 ', 28 "respectively to the next guide means 28, 28', 28".
- the guide means 28, 28 ', 28 "run around on the guide device 22. This can in particular be track-related, ie each track is assigned a guide device 22. If a product 10, 10', 10" is completely cut open, the holder 20, 20 ', 20 "again connected to the guide means 28, 28', 28” and taken away. The end pieces 34 are then removed.
- the brackets 20, 20 ', 20 are thereby or subsequently adjusted counter to the feed direction Z, so that they again get behind a new product 10, 10', 10" and hold this.
- this application is suitable for use in a magnetic conveying system.
- the movers 30 serve as guide means 28, 28 ', 28 "and run on the guide device 22 embodied as a magnetic track.
- the movers 30 can be at least temporarily connected to holders 20, 20', 20" in order to feed the products 10, 10 '. To hold 10 ".
- brackets 20, 20 ', 20 are also rigidly connected to the movers 30 brackets 20, 20', 20" conceivable.
- a plurality of product holders 18, 18 ', 18 can move on a common guide device 22. These can be assigned in a feed region of at least one track and run parallel thereto.
- the guide means 22 extends substantially laterally and / or above the product support 16 for the products 10, 10 ', 10 ".
- the product holders 18, 18', 18" are moved out of the supply region in the vicinity of the cutting blade 10 as soon as the last one Portion or slice is cut off. Subsequently For example, the product holders 18, 18 ', 18 "can be transferred again into a rear feed region in order to take over a subsequent product 10, 10', 10" there.
- the following product 10, 10', 10" may be the next, after next, depending on the length of the product support 16 and depending on the length of the products 10, 10 ', 10 ". over, and so on, product 10, 10 ', 10 ".
- more than two products 10, 10 ', 10 " can also be prepositioned in a row on a track in the feed area or arranged one behind the other, which is possible in particular if the products 10, 10', 10" are comparatively short.
- the product holders 18, 18 ' may be designed differently and at least temporarily act on the same product 10.
- One of the product holders 18 may be connected to a tractor unit 32 or integrated into the tractor unit 32.
- another product holder 18 ' may, for example, be arranged above the tractor unit 32.
- the product holders 18, 18 ' are to a certain extent designed as a halved, common product holder, the product holders 18, 18' each forming one half.
- the halves are in particular formed symmetrically to a central axis M of the product 10. Due to the compact design here is a lateral space requirement extremely low.
- the product holder 18 is released by a lateral swinging.
- the product holder 18 can be pivoted relative to a pivot axis P parallel to the feed direction. It is conceivable that alternately always a product holder 18 'remains in engagement with the product 10 and provides for the feed or the stabilization of the product 10, while the other product holder 18 is moved back.
- an end piece of the product 10 is still fixed even on the full width, when the second product holder 18 is already on the way back against the feed Z.
- FIGS. 8A to 8G an embodiment is shown in which the product holder 18, 18 'can be moved by means of independent linear units.
- the brackets 20, 20 ' are designed to be adjustable about a pivot axis S extending perpendicular to the feed direction Z.
- a delivery system is shown in a single-track application.
- the product holders 18, 18 ' are in each case assigned to a separate guide device 22, 22'. While the product 10 is being cut, the subsequent product 10 'may be loaded and gripped with the product holder 18'. The gripping takes place in particular in that the rear product holder 18 'pushes the product 10' against the front product holder 18.
- the position of the product beginning of the subsequent product 10 ' can be determined on the basis of the increase in power at the drive of the rear product holder 18', without the need for additional sensors.
- Fig. 8C It is shown that the end piece 34 is folded together with the holder 20 upwards. If the product 10 is cut open, the product holder 18 'moves first for a short distance counter to the feed direction Z and pivots 90 ° clockwise about the pivot axis S with the narrow end piece 34 upwards. The holder 20 is also made narrow and does not affect any neighboring tracks.
- the subsequent product 10 can be immediately advanced to the cutting blade 10 and cut there.
- the product support 16 can be lowered to a new loading in the horizontal.
- the end piece 34 can be moved forward in the feed direction Z in a discharge chute 36.
- a pivoting of the front, short product support 38 is not necessary here.
- the guide of the products 10, 10 ', 10" is provided by lateral separating webs 40, the driven product support 16 and a guaranteed driven roller from above.
- Fig. 8G shows the application of this concept to a multi-lane operation.
- a two-track operation for example, four linear drives can be provided. Since the product holders 18, 18 'are each assigned to a single track, the feeding device can be modularly expanded as desired by further tracks.
- a quasi-continuous loading can be achieved so that only short loading pauses result. Also, all products are always kept safe.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Preparation Of Fruits And Vegetables (AREA)
- Specific Conveyance Elements (AREA)
Description
- Die Erfindung betrifft eine Zuführvorrichtung gemäß dem Oberbegriff des Anspruchs 1, eine Aufschneidevorrichtung sowie Zuführverfahren zum Zuführen von Lebensmittelprodukten zu einer Aufschneideeinheit. Die Lebensmittelprodukte können insbesondere stangenförmig ausgebildet sein. Bei den Produkten kann es sich beispielsweise um Wurst, Schinken, Käse, Fleisch, Brot oder dergleichen handeln.
- Die Zuführvorrichtung weist eine zumindest eine Spur umfassende Produktauflage zur Aufnahme mehrerer hintereinander angeordneter Produkte auf. Die Produktauflage kann zu einem Einspur- oder Mehrspurbetrieb ausgebildet sein. Bei einem Mehrspurbetrieb können mehrere Produkte beispielsweise parallel nebeneinander einer gemeinsamen Aufschneideeinheit zugeführt werden.
- Die Zuführvorrichtung umfasst zumindest einen Produkthalter, der eine Halterung zum Halten eines in Zuführrichtung gesehen hinteren Endes eines Produktes umfasst. Eine solche Zuführvorrichtung ist beispielsweise aus der
US 4,321,847 bekannt (siehe dort zum Beispiel Fig. 12). - Produkthalter sind grundsätzlich bekannt. Insbesondere können diese als Greifer ausgebildet sein und in einen Endbereich eines Produktes eingreifen. Das Produkt kann demnach während des Aufschneidebetriebs stabilisiert werden.
- Aus den Druckschriften
EP 0 930 137 B1 undUS 4,505,173 ist jeweils ein Produkthalter bekannt, welcher ein Produkt während des Aufschneidebetriebs hält und anschließend abseits eines Zuführbereichs für die Produkte zurückbewegt wird. - Nachteilig an bisherigen Zuführvorrichtungen ist, dass sich der Produkthalter stets lediglich dem Produkt zugeordnet ist, welches gerade aufgeschnitten wird. Nachfolgende Produkte werden hingegen erst dann vom Produkthalter erfasst, wenn das vorausgehende Produkt vollständig aufgeschnitten ist.
- Dies führt dazu, dass beispielsweise Pausen im Aufschneidebetrieb entstehen, da zunächst der Produkthalter in das nachfolgende Produkt eingreifen und dieses zur Aufschneideeinheit verschieben muss. Insbesondere bei Hochleistungs-Slicern mit einer nachgeschalteten Verpackungsvorrichtung wird jedoch ein möglichst kontinuierlicher Produkt- bzw. Portionsstrom, d.h. der Strom abgetrennter und zu Portionen gruppierter Scheiben, angestrebt. Einem kontinuierlichen Betrieb stehen jedoch die Pausen im Produktstrom, insbesondere durch das Beladen mit neuen Produkten, entgegen. Der Anteil an Beladepausen steigt umso mehr, je kürzer die aufzuschneidenden Produkte sind. Die Beladepausen machen den Einsatz von, insbesondere zusätzlichen, Pufferstrecken im Bereich von Förder- und/oder Sortierstrecken nach der Aufschneideeinheit erforderlich. Aufgrund der Pufferstrecken erhöht sich die Gesamtlänge der Aufschneidevorrichtung, was insbesondere aufgrund des limitierten Platzes beim Kunden nachteilig ist.
- Ferner sind bei einem Produkt, welches nicht von einem Produkthalter gehalten wird, Führungsvorrichtungen notwendig, um das Produkt der Aufschneideeinheit zuzuführen.
- Daneben ist eine komplexe Sensorik notwendig, um die genaue Lage des nachfolgenden Produktes, insbesondere des Produktanfangs, zu bestimmen. Diese ist jedoch mit erhöhten Kosten verbunden.
- Es ist daher eine Aufgabe der Erfindung, eine Zuführvorrichtung, eine Aufschneidevorrichtung sowie Zuführverfahren zu schaffen, bei denen neben dem sich gerade im Aufschneidebetrieb befindlichen Produkt auch ein nachfolgendes Produkt sicher geführt wird.
- Die Aufgabe wird gelöst durch eine Zuführvorrichtung, eine Aufschneidevorrichtung sowie ein Zuführverfahren gemäß dem unabhängigen Anspruch 1, 12 bzw. 13.
- Gemäß der Erfindung umfasst der Produkthalter der Zuführvorrichtung neben einer Halterung zum Halten des in Zuführrichtung gesehenen hinteren Endes des Produktes einen Anschlag für ein vorderes Ende eines nachfolgenden Produktes.
- Der Produkthalter erfüllt eine Doppelfunktion. So wird einerseits die der Aufschneideeinheit zugewandte Seite verwendet, um das Produkt zu halten. Andererseits wird auch die von der Aufschneideeinheit abgewandte Rückseite des Produkthalters genutzt, um einen Anschlag für das nachfolgende Produkt zu bilden. Das nachfolgende Produkt wird gegen den Anschlag gedrückt und liegt an diesem an. Der Anschlag kann insbesondere eine passive Anschlagfläche umfassen.
- Erfindungsgemäß sind wenigstens zwei Produkthalter pro Spur vorgesehen. So kann ein weiterer Produkthalter in das hintere Ende des nachfolgenden Produktes eingreifen und das Produkt gegen den Anschlag des vorderen Produkthalters schieben. Das nachfolgende Produkt kann auf diese Weise sicher zwischen den beiden Produkthaltern geführt werden.
- Demnach sind pro Spur mehrere Produkthalter vorgesehen, welche insbesondere in Zuführrichtung hintereinander angeordnet sind. Insbesondere können genau zwei, genau drei oder genau vier Produkthalter pro Spur vorgesehen sein.
- Die Produkthalter können gleich oder unterschiedlich ausgestaltet sein und sich z.B. hinsichtlich der Funktionalität und/oder der Form unterscheiden.
- Vorzugsweise können die Produkthalter mittels einer Steuerung unabhängig voneinander gesteuert werden. Auch können beispielsweise die Produkthalter unterschiedlicher Spuren individuell und unabhängig voneinander gesteuert werden.
- Die Produkte, welche sich in unterschiedlichen Spuren und/oder in derselben Spur befinden, können individuell einer Aufschneideeinheit zugeführt werden. Insbesondere kann die Zuführgeschwindigkeit individuell eingestellt werden.
- Die Produkthalter können jeweils unterschiedliche Produkte einer Spur halten. Grundsätzlich ist es jedoch auch möglich, dass dasselbe Produkt von mehreren, insbesondere zwei, Produkthaltern gehalten wird, solange das Aufschneiden an diesem noch nicht begonnen hat.
- Vorzugsweise werden, zumindest vorübergehend, mehrere Produkte gleichzeitig durch jeweils einen Produkthalter gehalten. Die Produkte, welche hintereinander in derselben Spur geführt werden, können daher sicher der Aufschneideeinheit zugeführt werden.
- Ist ein vorausgehendes Produkt vollständig aufgeschnitten, kann der Produkthalter aus einem Zuführbereich heraus verstellt werden, um das nachfolgende Produkt nicht zu behindern. Da das nachfolgende Produkt bereits mit einem Produkthalter in Eingriff steht, kann dieses ohne Zeitverlust zur Aufschneideeinheit hin vorgeschoben werden. Pausen im Aufschneidebetrieb können auf diese Weise minimiert werden.
- Nach einer Ausführungsform umfassen die Produkthalter jeweils einen Anschlag für ein vorderes Ende eines nachfolgenden Produktes. Der Produkthalter kann somit ein vorhergehendes Produkt halten und zudem als Anschlag für ein nachfolgendes Produkt dienen. Dieses nachfolgende Produkt wird ebenfalls von einem Produkthalter gehalten, welcher insbesondere selbst wiederum an seiner der Aufschneideeinheit abgewandten Seite einen Anschlag für ein weiteres nachfolgendes Produkt aufweisen kann. Das Produkt wird demnach zwischen einer Halterung des Produkthalters und einem Anschlag des vorhergehenden Produkthalters sicher der Aufschneideeinheit zugeführt. In dieser zusammengefahrenen Stellung kann daher auch die Produktlänge anhand der Positionen der beiden Produkthalter bestimmt werden. Das Messergebnis kann in der Steuerung verarbeitet werden.
- Die erfindungsgemäße Zuführvorrichtung eignet sich sowohl für einen Einspur- als auch einen Mehrspurbetrieb. Bei einem Mehrspurbetrieb sind mehrere Produkte nebeneinander angeordnet. Insbesondere können die Spuren hierbei parallel verlaufen. Eine Spur mit einem oder mehreren Produkthaltern kann insbesondere als Modul ausgebildet sein. Die Spuren können beliebig erweitert werden. So ist es insbesondere möglich, einen Einspurbetrieb in einen Mehrspurbetrieb umzuwandeln. Auch ist beispielsweise eine Erweiterung von einem Zwei- in einen Drei-oder Vier-Spurbetrieb denkbar. Die Anzahl an Spuren ist grundsätzlich nicht begrenzt.
- Hinsichtlich einer modularen Ausgestaltung ist es vorteilhaft, wenn jeder Spur ein bzw. mehrere separate Produkthalter zugeordnet sind. Insbesondere kann der Produkthalter mit der Produktauflage direkt oder indirekt, beispielsweise über einen gemeinsamen Rahmen, verbunden sein.
- Generell hält die Halterung des Produkthalters ein Produkt und kann insbesondere mit dem hinteren Ende des Produktes zusammenwirken. Vorzugsweise kann die Halterung mit dem Produktende in Eingriff gebracht werden. So kann z.B. als Halterung ein Greifer vorgesehen sein. Dieser kann Krallen umfassen, welche in das Produktende eingreifen. Alternativ ist beispielsweise ein Vakuum-Greifer denkbar, welcher das Produktende mit Hilfe eines erzeugten Vakuums hält.
- Bei der Produktauflage kann es sich beispielsweise um ein Förderband handeln. Auch kann die Produktauflage als Beladeschwinge ausgebildet sein, welche aus einer zumindest im Wesentlichen waagrechten Beladeposition, in der die Beladeschwinge mit Produkten beladen wird, in eine geneigte Aufschneideposition, in der die Produkte aufgeschnitten werden, verstellt werden kann. Es kann z.B. eine gemeinsame Beladeschwinge für mehrere Spuren vorgesehen sein, bei der ein Zuführband die gesamte Breite umfasst. Alternativ sind auch Zuführsysteme mit einzelnen, spurbezogenen Anordnungen möglich.
- Ferner ist es auch möglich, dass die Produktauflage Transportmover eines Transportsystems, welches im Folgenden auch als Magnetfördersystem bezeichnet wird, umfasst. Ein grundsätzlich verwendbares Magnetfördersystem, auf das hiermit ausdrücklich Bezug genommen wird, wird von der Firma MagneMotion Inc. mit Sitz in Devens, Massachusetts, USA, angeboten. Dieses System basiert auf einem sogenannten LSM-Antrieb, also auf einem Antrieb durch lineare Synchronmotoren, der von einem sogenannten linearen Induktionsmotor (LIM-Antrieb) zu unterscheiden ist. Im Unterschied zu einem LIM-Antrieb wird bei einem LSM-Antrieb ein Magnetfeld nicht mittels des sogenannten elektromagnetischen Wanderfeldes induziert, sondern das Magnetfeld wird durch Permanentmagnete bereitgestellt. Wenn der Läufer des Linearmotors die Permanentmagnete trägt und der Stator des Linearmotors das elektromagnetische Wanderfeld erzeugt, dann kann man sich das Antriebsprinzip eines LSM-Antriebs bildlich so vorstellen, dass der mit dem Permanentmagneten versehene Transporter von dem sich längs des Stators bewegenden Magnetfeld über die Transportstrecke gezogen wird. Ein solches Transportsystem bzw. Antriebsprinzip ist beispielsweise in
WO 2003/029651 A2 undWO 2010/085670 A1 beschrieben. Auf diese Dokumente wird hiermit bezüglich der Offenbarung eines möglichen Antriebs- bzw. Funktionsprinzips für die Erfindung ausdrücklich Bezug genommen. - Bei einem derartigen Transportsystem können separate Transportmover auf einem Bahnsystem bewegt werden. Ein zu förderndes Produkt kann hierbei auf einem Transportmover einer Aufschneideeinheit zugeführt werden. Mehrere hintereinander angeordnete Transportmover können dabei beispielsweise die Produktauflage bilden. Ein Produkthalter kann hierbei insbesondere zwischen zwei Movern eingreifen.
- Erfindungsgemäß kann neben dem sich gerade im Aufschneidebetrieb befindliches Produkt auch ein nachfolgendes Produkt sicher geführt werden. Auch wird eine quasi-kontinuierliche Beladung erzielt, so dass sich, wenn überhaupt, nur kurze Beladepausen ergeben. Dadurch wird ein sehr gleichmäßiger Portionsstrom erreicht. Dies erfordert nur einen relativ geringen Aufwand hinsichtlich der Pufferstrecken im Bereich der Förder- und Sortierstrecken nach der Aufschneideeinheit und vereinfacht den Gesamtaufbau der Anlage deutlich.
- Ferner ist sichergestellt, dass die Produkte sehr genau und in engen Abständen zugeführt werden können. Je kürzer die aufzuschneidenden Produkte sind und je höher der Anteil an Beladevorgängen im Verhältnis ist, desto vorteilhafter gestaltet sich der erfindungsgemäße Aufbau.
- Weiterbildungen der Erfindung sind den abhängigen Ansprüchen, der Beschreibung sowie den beigefügten Zeichnungen zu entnehmen.
- Gemäß einer Ausführungsform ist der Produkthalter dazu ausgebildet, die Position des nachfolgenden Produktes, insbesondere des Produktanfangs, festzulegen und/oder zu bestimmen. Der Produkthalter erfüllt daher eine weitere Aufgabe, da er dazu verwendet werden kann, die Lage des nachfolgenden Produktes zu bestimmen. Dies geschieht insbesondere mit Hilfe einer Steuerung. Diese kann beispielsweise eine Stromzunahme am Antrieb des Produkthalters messen, wenn z.B. während des Vorschubs das Produkt mit seinem vorderen Ende am Anschlag angekommen ist. Zusätzliche Sensoren oder dergleichen sind folglich nicht notwendig, um die Position zu bestimmen. Die Positionen von Produkten unterschiedlicher Spuren können insbesondere spurindividuell festgelegt und/oder bestimmt werden.
- Nach einer weiteren Ausführungsform umfasst ein Anschlag des Produkthalters eine Anschlagfläche, die zumindest im Wesentlichen eben und/oder an die Form des vorderen Endes des nachfolgenden Produktes angepasst ist. Hierbei kann das Produkt beispielsweise von vorneherein eine zumindest im Wesentlichen ebene Stirnfläche aufweisen. Auch ist es möglich, das vordere Endstück des nachfolgenden Produktes bereits vorher, z.B. in einer Pellmaschine, gerade abzuschneiden. Das nachfolgende Produkt kann auf diese Weise bündig an der Anschlagfläche anliegen. Das Produkt kann sofort aufgeschnitten werden, sobald das vorhergehende Produkt vollständig aufgeschnitten und der zugehörige Produkthalter aus dem Zuführbereich herausbewegt wurde.
- Gemäß einer weiteren Ausführungsform umfasst der Produkthalter eine weitere Halterung zum Halten eines vorderen Endes eines nachfolgenden Produktes. Der Produkthalter kann demnach sowohl einen Anschlag als auch eine, zumindest vorübergehende, Halterung für das nachfolgende Produkt bilden. Die Halterung wirkt bzw. zeigt insbesondere entgegen der Zuführrichtung und kann z.B. ausgefahren, ausgeklappt und/oder ausgeschwenkt werden, insbesondere auch aus der Anschlagfläche.
- Vorzugsweise kann eine zumindest vorübergehende Verbindung zwischen dem vorhergehenden und dem nachfolgenden Produkt hergestellt werden. Insbesondere kann die Halterung krampenartig ausgebildet sein. Mehrere Produkte können somit gewissermaßen als Einheit zusammen einer Aufschneideeinheit zugeführt werden. Ist das vorhergehende Produkt nahezu vollständig aufgeschnitten, kann die Verbindung zum nachfolgenden Produkt wieder gelöst werden, um den Produkthalter aus dem Zuführbereich entfernen zu können.
- Insbesondere kann lediglich die Halterung zwischen dem gerade aufzuschneidenden und dem nachfolgenden Produkt die zusätzliche, entgegen der Zuführrichtung weisende Halterung aufweisen, während der das hintere Ende des nachfolgenden Produktes haltende Produkthalter lediglich eine in Zuführrichtung weisende Halterung aufweisen kann.
- Nach einer weiteren Ausführungsform ist der Produkthalter und/oder ein Anschlag des Produkthalters in Zuführrichtung längenverstellbar ausgebildet. Vorzugsweise kann die Länge im Betrieb automatisch verstellt werden. Die Längenverstellung kann insbesondere elektrisch, mechanisch, pneumatisch und/oder hydraulisch erfolgen.
- Insbesondere dient die Längenverstellung dem Längenausgleich bei der Verstellung des Produkthalters aus dem Zuführbereich. Der vordere Produkthalter kann um ein bestimmtes Maß eingefahren werden, um einen Abstand zum nachfolgenden Produkt zu erzeugen. Dadurch entsteht ein gewisses Spiel, um den Produkthalter entfernen zu können. Anschließend kann das nachfolgende Produkt wiederum um dasselbe Maß nach vorne verschoben werden. Insbesondere kann hierzu der Produkthalter des nachfolgenden Produktes ebenfalls in der Länge veränderlich ausgebildet sein. Die jeweiligen Produkthalter sind insbesondere um ein vorgegebenes und/oder vorgebbares Maß verstellbar, welches der Steuerung bekannt ist bzw. über die Steuerung eingegeben werden kann.
- Gemäß einer weiteren Ausführungsform ist eine Führungseinrichtung für den Produkthalter vorgesehen, mittels welcher der Produkthalter parallel zur Zuführrichtung führbar ist. Insbesondere kann der Produkthalter in und entgegengesetzt zur Zuführrichtung bewegt werden. Vorzugsweise können mehrere Produkthalter einer gemeinsamen Führung zugeordnet sein. Insbesondere können die Produkthalter auch auf einer gemeinsamen Bahn, vorzugsweise eines Magnetfördersystems, bewegt werden. Vorzugsweise sind mehrere Produkthalter einer einzelnen Spur zugeordnet. Die Führung kann insbesondere seitlich und/oder oberhalb der Produktauflage verlaufen. Insbesondere kann sich die Führung zumindest im Wesentlichen über die Länge der Produktauflage erstrecken.
- Nach einer weiteren Ausführungsform umfasst der Produkthalter und/oder die Führungseinrichtung eine Verstellvorrichtung, die dazu ausgebildet ist, den Produkthalter, insbesondere die Halterung, aus einem Zuführbereich heraus zu verstellen. Der Produkthalter kann mit Hilfe der Verstellvorrichtung insbesondere von der Produktauflage weg verstellt werden. Vorzugsweise wird der Produkthalter aus dem Strom der zugeführten Produkte bzw. aus der normalen Arbeitsposition heraus verstellt. Somit ist der Weg für die nachfolgenden Produkte frei. Die Verstellvorrichtung kann insbesondere dazu ausgebildet sein, den Produkthalter mittels einer Hub-, Pendel-, Quer- und/oder Drehbewegung aus dem Zuführbereich heraus zu verstellen.
- Gemäß einer weiteren Ausführungsform ist der Produkthalter und/oder die Halterung lösbar mit der Führungseinrichtung verbunden oder verbindbar. Eine permanente Verbindung mit der Führungseinrichtung ist nicht zwingend erforderlich. Insbesondere können der Produkthalter und/oder die Halterung automatisch mit der Führungseinheit verbunden und/oder von dieser gelöst werden. Vorzugsweise kann der Produkthalter bzw. die Halterung von Führungsmittel zu Führungsmittel übergeben werden. Die Führungsmittel können hierbei umlaufen. Vorzugsweise kann ein Magnetfördersystem vorgesehen sein, welches eine ringförmige Bahnführung umfasst. Im Bereich der Produktauflage kann die Bahnführung hierbei parallel zur Produktauflage verlaufen.
- Nach einer weiteren Ausführungsform ist jedem Produkthalter eine separate Führungseinrichtung und/oder ein separater Antrieb zugeordnet. Die Führungseinrichtungen können insbesondere parallel zueinander versetzt und/oder an unterschiedlichen Seiten der Produktauflage angeordnet sein. Während z.B. ein Produkthalter, welcher einer bezüglich der Produktauflage linken Führungseinrichtung zugeordnet ist, ein erstes Produkt hält, das gerade aufgeschnitten wird, kann ein weiterer Produkthalter, der einer rechten Führungseinrichtung zugeordnet ist, bereits ein nachfolgendes Produkt halten. Sobald das Produkt bis auf ein Endstück aufgeschnitten ist, kann der linke Produkthalter zurückbewegt werden. Der linke Produkthalter kann dabei über das nachfolgende Produkt hinweg entgegen der Zuführrichtung bewegt werden, um schließlich ein weiteres Produkt zu halten. Auf dem Rückweg kann hierbei eine Entsorgung des Endstücks erfolgen.
- Es liegt gewissermaßen ein "Paddelsystem" vor, wobei die Produkthalter einer Spur jeweils alternierend in Eingriff mit den Produkten gebracht werden können. Diese sorgen für den Vorschub und/oder die Stabilisierung der Produkte. Bei den Antrieben für die Produkthalter kann es sich beispielsweise um Linearantriebe handeln.
- Nach einer weiteren Ausführungsform sind die Halterungen zweiter Produkthalter dazu ausgebildet, zumindest vorübergehend das in Zuführrichtung gesehen hintere Ende desselben Produktes zu halten. Die beiden Produkthalter können das Produkt insbesondere an unterschiedlichen Seiten halten. Auch können die Halterungen beispielsweise ineinandergreifen, z.B. rechenartig. Die beiden Produkthalter können sich somit insbesondere zu einem vollständigen Produkthalter ergänzen. Für sich genommen kann jeder der Produkthalter auch nur lediglich hälftig ausgebildet sein. So können die Produkthalter gemeinsam ein Produkt halten, bis dieses zumindest im Wesentlichen vollständig aufgeschnitten ist. Zum Halten des Endstücks reicht hierbei auch lediglich ein einzelner Produkthalter, so dass ein Produkthalter bereits zurückgeführt werden kann, um ein nachfolgendes Produkt zu halten.
- Gemäß einer weiteren Ausführungsform ist zumindest einer der Produkthalter mit einer Traktoreinheit verbunden und/oder in eine Traktoreinheit integriert. Dadurch wird z.B. der seitliche Platzbedarf minimiert. Insbesondere kann die Führungseinrichtung eines Produkthalters am Traktorband oder innerhalb der von oben auf das Produkt wirkenden Traktionseinrichtung vorgesehen sein, während die Führungseinrichtung eines weiteren Produkthalters oberhalb des Traktorbands angeordnet sein kann.
- Nach einer weiteren Ausführungsform ist die Halterung relativ zu einer zur Zuführrichtung parallelen oder senkrechten Achse verschwenkbar und/oder verschiebbar. Insbesondere wenn mehrere Produkthalter am selben Produkt angreifen, kann einer der Produkthalter beispielsweise seitlich ausgeschwenkt werden, um zum Halten eines nachfolgenden Produktes zurückbewegt zu werden. Ein Verschwenken zu einer zur Zuführrichtung senkrechten Achse kann dagegen vorteilhaft sein, um die Halterung auf engem Raum aus dem Zuführbereich zu entfernen. Insbesondere kann die Halterung zusammen mit dem Endstück nach oben geklappt werden.
- Die Erfindung betrifft auch eine Vorrichtung zum Aufschneiden von Lebensmittelprodukten, insbesondere Hochleistungs-Slicer, mit einer Aufschneideeinheit, die wenigstens ein sich im Schneidbetrieb rotierend und/oder umlaufend bewegendes Schneidmesser umfasst. Bei dem Schneidmesser kann es sich insbesondere um ein Kreis- oder Sichelmesser handeln. Die Aufschneidevorrichtung umfasst ferner eine erfindungsgemäße Zuführvorrichtung. Insbesondere können auch mehrere Produkte gleichzeitig mit Hilfe desselben Schneidmessers aufgeschnitten werden.
- Die erfindungsgemäße Aufschneidevorrichtung hat den Vorteil, dass auch die nachfolgenden Produkte sicher geführt werden können. Zudem ist aufgrund der Zuordnung der Produkthalter zu den jeweiligen Spuren auch eine modulare Erweiterung um beliebig viele parallele Spuren möglich.
- Ferner betrifft die Erfindung gemäß Anspruch 13 ein Verfahren zum Zuführen von Lebensmittelprodukten zu einer Aufschneideeinheit mit einer erfindungsgemäßen Zuführvorrichtung. Zunächst werden auf der zumindest eine Spur umfassenden Produktauflage mehrere hintereinander angeordnete Produkte aufgenommen. Die Halterung des Produkthalters hält ein in Zuführrichtung gesehen hinteres Ende eines Produktes, während ein vorderes Ende eines nachfolgenden Produktes an einem Anschlag des Produkthalters anliegt.
- Während das vordere Produkt geschnitten wird, wird hierbei insbesondere das nachfolgende Produkt durch einen weiteren Produkthalter erfasst und an den Anschlag des vorausgehenden Produkthalters gedrückt. Das nachfolgende Produkt kann somit sicher geführt und positioniert werden. Auch kann mit Hilfe des vorausgehenden Produkthalters die genaue Position des vorderen Produktendes des nachfolgenden Produktes bestimmt werden. Ebenso lässt sich aus den Positionen der beiden Produkthalter die Länge des verwertbaren Teils des Produktriegels ermitteln, so dass die Steuerung Scheiben und Portionen errechnen und einteilen kann.
- Gemäß einer Ausführungsform hält die Halterung das hintere Ende des Produktes, solange das Produkt bis auf ein Endstück aufgeschnitten wird. Anschließend wird die Halterung relativ zu einer zur Zuführrichtung senkrechten Achse verschwenkt und/oder verschoben. Die Halterung kann insbesondere nach oben geklappt werden. Danach gibt die Halterung das Endstück ab. Dies kann beispielsweise dadurch bewerkstelligt werden, dass das Endstück in einen Auswurfschacht befördert wird.
- Der Produkthalter und/oder die Halterung wird anschließend oder auch vor und/oder während der Abgabe des Endstücks parallel und entgegengesetzt zur Zuführrichtung verstellt und hält daraufhin ein hinteres Ende eines nachfolgenden Produktes. Insbesondere kann die Halterung hierbei in das Produktende eingreifen.
- Alle hier beschriebenen Ausführungsformen der Vorrichtung sind insbesondere dazu ausgebildet, nach dem hier beschriebenen Verfahren betrieben zu werden. Ferner können alle hier beschriebenen Ausführungsformen der Vorrichtung sowie alle hier beschriebenen Ausführungsformen des Verfahrens jeweils miteinander kombiniert werden.
- Die Erfindung wird im Folgenden beispielhaft unter Bezugnahme auf die Zeichnungen beschrieben. Es zeigen:
- Fig. 1
- eine Seitenansicht einer Ausführungsform einer erfindungs-gemäßen Zuführvorrichtung,
- Fig. 2
- eine Seitenansicht einer weiteren Ausführungsform einer erfindungsgemäßen Zuführvorrichtung,
- Fig. 3
- eine Seitenansicht einer weiteren Ausführungsform einer erfindungsgemäßen Zuführvorrichtung,
- Fig. 4
- Draufsichten einer weiteren Ausführungsform einer erfin-dungsgemäßen Zuführvorrichtung,
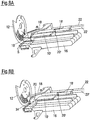
- Fig. 5
- eine Seitenansicht einer weiteren Ausführungsform einer erfindungsgemäßen Zuführvorrichtung,
- Fig. 6
- eine Draufsicht einer weiteren Ausführungsform einer erfin-dungsgemäßen Zuführvorrichtung,
- Fig. 7
- eine Vorderansicht einer weiteren Ausführungsform einer erfindungsgemäßen Zuführvorrichtung, und
- Fig. 8A bis 8G
- Perspektivansichten einer weiteren Ausführungsform einer erfindungsgemäßen Zuführvorrichtung.
- Zunächst wird festgestellt, dass die dargestellten Ausführungsformen rein beispielhafter Natur sind. Insbesondere können die Anzahl der dargestellten Spuren und Produkthalter variieren. Die Merkmale einer Ausführungsform können auch beliebig mit Merkmalen einer anderen Ausführungsform kombiniert werden. Insbesondere können die gezeigten Produkthalter und/oder Funktionalitäten auch bei den jeweils anderen Ausführungsformen zum Einsatz kommen.
-
Fig. 1 zeigt eine Zuführvorrichtung, welche Lebensmittelprodukte 10, 10', 10" in Zuführrichtung Z einem Schneidmesser 12 einer Aufschneideeinheit 14 zuführt. - Die Produkte 10, 10', 10" befinden sich hierbei auf einer Produktauflage 16, welche beispielhaft als Förderband dargestellt ist. Die Produkte 10, 10', 10" werden an den jeweiligen Enden mit Hilfe von Produkthaltern 18, 18' gehalten. Insbesondere sind die Produkthalter 18, 18' als Greifer ausgebildet, bei denen die Halterungen 20, 20' jeweils Krallen umfassen, welche in die Enden der Produkte 10, 10' eingreifen. Alternativ zu Krallen kann der Produkthalter 18, 18' auch beispielsweise eine Vakuumeinrichtung umfassen.
- Die Produkthalter 18, 18' werden an einer gemeinsamen Führungseinrichtung 22 geführt. Alternativ ist es auch möglich, dass jedem Produkthalter 18, 18' eine separate Führungseinrichtung 22 zugeordnet ist.
- Die Produkthalter 18, 18' sind vorzugsweise von oben oder von der Seite her mit der Führungseinrichtung 22 verbunden. Die Befestigung eines Produkthalters 18, 18' an einem Produkt 10, 10', 10" erfolgt insbesondere derart, dass der Produkthalter 18, 18' mit einer Hub-, Pendel-, Quer- und/oder Drehbewegung in einen Bereich oberhalb der Produktauflage 16 für die Produkte 10, 10', 10" gelangt und damit mit dem Produkt 10, 10', 10" in Eingriff kommt.
- Ebenso kann der Produkthalter 18, 18' mit einer Hub-, Pendel-, Quer- und/oder Drehbewegung aus dem Bereich oberhalb der Produktauflage 16 für die Produkte 10, 10', 10" entfernt werden, wenn ein gehaltenes Produkt 10, 10', 10" bis auf ein Endstück 34 vollständig aufgeschnitten ist. Das Endstück 34 kann mit der Halterung 20, 20' verbunden bleiben und sollte möglichst außerhalb der Produktauflage 16 abgeworfen und anschließend abgeführt werden. Hierbei kann insbesondere eine sich ergebende Bandlücke genutzt werden, wenn die z.B. als Beladeschwinge ausgebildete Produktauflage 16 nach unten geschwenkt ist. Der Produkthalter 18, 18' kann entgegen der Zuführrichtung Z bewegt werden, um anschließend ein nachfolgendes Produkt 10', 10" zu greifen.
- Die Rückseiten der jeweiligen Produkthalter 18, 18' sind als Anschläge 24, 24' für nachfolgende Produkte 10', 10" ausgebildet. Jeder Anschlag 24, 24' umfasst eine Anschlagfläche für ein mit einem nachfolgenden Produkthalter 18' erfassten Produkt 10', 10". Während das erste Produkt 10 aufgeschnitten wird, wird das zweite Produkt 10' mit dem Produkthalter 18' an den Anschlag 24 des vorhergehenden Produkthalters 18 angedrückt und kann somit gegriffen werden.
- Die Rückseite des Produkthalters 18 dient hierbei als passiver Anschlag 24 für das nachfolgende Produkt 10'. Entsprechend dient auch die Rückseite des Produkthalters 18' wiederum als Anschlag 24' für das weitere Produkt 10".
- Auf diese Weise ist die Produktanfangsposition festlegbar, so dass die Lage, die Form und die Portionsaufteilung eines Produktes 10, 10', 10" für den Aufschneidebetrieb berücksichtigt werden können. Insbesondere kann das Produkt 10, 10', 10" bereits vor dem Beladebereich vermessen werden, um eine spätere Aufteilung in Portionen festzulegen.
- Bei der in
Fig. 2 dargestellten Ausführungsform umfasst der Produkthalter 18 eine Krampe 26 als Halterung 20. Der Anschlag 24 des Produkthalters 18 weist folglich auch eine Halterung für das nachfolgende Produkt 10' auf, welche entgegen der Zuführrichtung Z wirkt. Der Anschlag 24 umfasst somit nicht lediglich eine passive Anschlagfläche, sondern auch eine Halterung oder zumindest eine weitere Haltefunktionalität. Wie dargestellt ist, kann ein derart ausgebildetes System eine zumindest zwischenzeitige Verbindung zwischen dem Rest des Produktes 10 und dem nachfolgenden Produkt 10' herstellen. Die entgegen der Zuführrichtung Z ausgebildete Krampe 26 kann insbesondere vom vorderen Ende des Produktes 10' entfernt werden, z.B. weggeklappt oder eingefahren werden, um den Produkthalter 18 aus dem Zuführbereich heraus zu bewegen. - Vorzugsweise kann die Krampe 26 am Produkthalter 18 zwischen dem ersten Produkt 10 und dem zweiten Produkt 10' vorgesehen sein, während ein normaler Produkthalter 18' zwischen dem zweiten Produkt 10' und dem dritten Produkt 10" eingesetzt werden kann.
- Durch die krampenartige Verbindung gemäß
Fig. 2 zwischen den Produkten 10, 10' können diese Produkte 10, 10' quasi als Einheit bewegt werden. - Die in
Fig. 3 dargestellte Ausführungsform umfasst Produkthalter 18, 18', welche längenverstellbar ausgebildet sind. Insbesondere können die Halterungen 20, 20' bzw. die Anschläge 24, 24' entlang der Zuführrichtung Z verstellt werden. Dies dient insbesondere dem Längenausgleich beim Entnehmen bzw. Herausfahren der Produkthalter 18, 18' aus dem Bereich der Produktauflage 16. - Der Produkthalter 18, insbesondere die Halterung 20 bzw. der Anschlag 24, kann um ein vorgegebenes Maß A eingefahren werden. Auf diese Weise wird genug Raum geschaffen, um den Produkthalter 18 aus dem Zuführbereich entfernen zu können. Sobald die Halterung 20 aus dem Bereich der Produktauflage 16 entfernt ist, wird das nachfolgende Produkt 10' um genau dieses Maß A nach vorne in Zuführrichtung Z geschoben. Insbesondere kann dazu der Produkthalter 18', welcher mit dem nachfolgenden Produkt 10' in Eingriff steht, um genau dieses Maß A auseinandergefahren werden. Das Produkt 10' befindet sich dann sofort in der richtigen Position und kann aufgeschnitten werden.
- Vorzugsweise kann als vorbereitende Maßnahme das vordere Ende der jeweiligen Produkte 10, 10', 10" gerade abgeschnitten werden, so dass eine Bezugsfläche entsteht, mit der der nutzbare Bereich des Produktes 10, 10', 10" beginnt. Diese Bezugsfläche kann an der zugeordneten Anschlagfläche des Anschlags 24, 24' an der Rückseite des Produkthalters 18, 18' anliegen. Beispielsweise kann das gerade Abtrennen des vorderen Endstücks in einer nicht gezeigten, vorher angeordneten Pellmaschine erfolgen.
- Bei der in
Fig. 4 dargestellten Ausführungsform sind den jeweiligen Produkthaltern 18, 18' unterschiedliche Führungseinrichtungen 22, 22' zugeordnet. Diese Führungseinrichtungen 22, 22' sind parallel zueinander versetzt. Während zum Beispiel der Produkthalter 18 der linken Führungseinrichtungen 22 das erste Produkt 10 während des Aufschneidebetriebs hält, ergreift der Produkthalter 18' an der rechten Führungseinrichtung 22' schon das Ende des zweiten Produktes 10'. Sobald das zweite Produkt 10' aufgeschnitten wird, kann der linke Produkthalter 18' zurückgezogen werden. Hierbei handelt es sich um eine Art "Paddelsystem", bei dem alternierend immer ein Produkthalter 18, 18' in Eingriff mit einem Produkt 10, 10', 10" bleibt und für den Vorschub bzw. die Stabilisierung des jeweiligen Produktes 10, 10', 10" sorgt. - Dazu wird der jeweils freiwerdende Produkthalter 18, 18' beispielsweise um 90° aus der Arbeitsposition herausgestellt, so dass ein Zurückfahren neben der Produktauflage 16 möglich ist. Der Produkthalter 18, 18' behindert somit nicht die Zuführung der Lebensmittelprodukte 10, 10', 10" zum Schneidmesser 12.
- Bei der Ausführungsform gemäß
Fig. 5 sind die Produkthalter 18, 18', 18" zweiteilig ausgebildet. Die Produkthalter 18, 18', 18" umfassen hierbei Halterungen 20, 20', 20" sowie Führungsmittel 28, 28', 28". Die Rückseiten der Halterungen 20, 20', 20" können auch als Anschläge 24, 24', 24" dienen. - Die Halterungen 20, 20', 20" sind jeweils über lösbare Verbindungen mit den Führungsmitteln 28, 28', 28" verbunden oder verbindbar. Diese sind wiederum der Führungseinrichtung 22 zugeordnet, welche für die Bewegung entlang der Produktauflage 16 im Zuführbereich sorgt.
- Die Halterungen 20, 20', 20" verbleiben an den Produkten 10, 10', 10" und werden von einem Führungsmittel 28, 28', 28" jeweils zum nächsten Führungsmittel 28, 28', 28" übergeben. Die Führungsmittel 28, 28', 28" laufen an der Führungseinrichtung 22 um. Dies kann insbesondere spurbezogen erfolgen, d.h. jeder Spur ist eine Führungseinrichtung 22 zugeordnet. Ist ein Produkt 10, 10', 10" vollständig aufgeschnitten, wird die Halterung 20, 20', 20" wieder mit dem Führungsmittel 28, 28', 28" verbunden und mitgenommen. Die Endstücke 34 werden daraufhin entfernt. Die Halterungen 20, 20', 20" werden dabei bzw. anschließend wieder entgegen der Zuführrichtung Z verstellt, so dass sie erneut hinter ein neues Produkt 10, 10', 10" gelangen und dieses halten.
- Insbesondere ist diese Anwendung für den Einsatz bei einem Magnetfördersystem geeignet. Dies ist in
Fig. 6 dargestellt. Die Mover 30 dienen hierbei als Führungsmittel 28, 28', 28" und laufen auf der als Magnetbahn ausgebildeten Führungseinrichtung 22 um. Die Mover 30 können zumindest vorübergehend mit Halterungen 20, 20', 20" verbunden werden, um die Produkte 10, 10', 10" zu halten. - Neben abkoppelbaren Halterungen 20, 20', 20" sind auch starr mit den Movern 30 verbundene Halterungen 20, 20', 20" denkbar.
- Wie in den
Fig. 5 undFig. 6 dargestellt ist, können sich mehrere Produkthalter 18, 18', 18" auf einer gemeinsamen Führungseinrichtung 22 bewegen. Diese können in einem Zuführbereich zumindest einer Spur zugeordnet sein und parallel dazu verlaufen. - Die Führungseinrichtung 22 verläuft im Wesentlichen seitlich und/oder oberhalb der Produktauflage 16 für die Produkte 10, 10', 10". Damit werden die Produkthalter 18, 18', 18" in der Nähe des Schneidmessers 10 aus dem Zuführbereich herausbewegt, sobald die letzte Portion bzw. Scheibe abgeschnitten ist. Anschließend können die Produkthalter 18, 18', 18" wieder in einen hinteren Zuführbereich überführt werden, um dort ein nachfolgendes Produkt 10, 10', 10" zu übernehmen.
- Je nach Anzahl der einer Spur zugeordneten Produkthalter 18, 18', 18" kann das nachfolgende Produkt 10, 10', 10" je nach Länge der Produktauflage 16 und je nach Länge der Produkte 10, 10', 10" das nächste, übernächste, überübernächste usw. Produkt 10, 10', 10" sein. Somit können auch mehr als zwei Produkte 10, 10', 10" in einer Reihe auf einer Spur im Zuführbereich vorpositioniert bzw. hintereinander angeordnet werden. Dies ist insbesondere möglich, wenn die Produkte 10, 10', 10" vergleichsweise kurz sind.
- Gemäß der in
Fig. 7 dargestellten Ausführungsform können die Produkthalter 18, 18' unterschiedlich ausgebildet sein und zumindest vorübergehend am selben Produkt 10 angreifen. Einer der Produkthalter 18 kann mit einer Traktoreinheit 32 verbunden sein bzw. in die Traktoreinheit 32 integriert sein. Ein weiterer Produkthalter 18' kann dagegen beispielsweise oberhalb der Traktoreinheit 32 angeordnet sein. Die Produkthalter 18, 18' sind gewissermaßen wie ein halbierter, gemeinsamer Produkthalter ausgebildet, wobei die Produkthalter 18, 18' jeweils eine Hälfte bilden. Die Hälften sind insbesondere symmetrisch zu einer Mittelachse M des Produkts 10 ausgebildet. Aufgrund der kompakten Bauweise ist hierbei ein seitlicher Platzbedarf äußerst gering. - Gestrichelt ist eine Option gezeigt, bei der der Produkthalter 18 durch ein seitliches Ausschwenken frei wird. Der Produkthalter 18 kann relativ zu einer hinsichtlich der Zuführrichtung parallelen Schwenkachse P verschwenkt werden. Es ist denkbar, dass dabei alternierend immer ein Produkthalter 18' in Eingriff mit dem Produkt 10 bleibt und für den Vorschub bzw. die Stabilisierung des Produktes 10 sorgt, während der andere Produkthalter 18 zurückbewegt wird.
- Die in
Fig. 7 halbseitig dargestellten Halterungen 20, 20' können auch jeweils bis auf die andere Seite reichen und ineinandergreifen, z.B. rechenartig. Damit wird ein Endstück des Produktes 10 auch dann noch auf der vollen Breite fixiert, wenn sich der zweite Produkthalter 18 bereits auf dem Rückweg entgegen der Zuführrichtung Z befindet. - In den
Figuren 8A bis 8G ist eine Ausführungsform gezeigt, bei der die Produkthalter 18, 18' mit Hilfe voneinander unabhängiger Lineareinheiten bewegt werden können. Die Halterungen 20, 20' sind dabei um eine senkrecht zur Zuführrichtung Z verlaufende Schwenkachse S verstellbar ausgebildet. - In
Fig. 8A ist zunächst ein Zuführsystem bei einer einspurigen Anwendung dargestellt. Die Produkthalter 18, 18' sind hierbei jeweils einer separaten Führungseinrichtung 22, 22' zugeordnet. Während das Produkt 10 aufgeschnitten wird, kann das nachfolgende Produkt 10' beladen und mit dem Produkthalter 18' gegriffen werden. Das Greifen erfolgt insbesondere dadurch, dass der hintere Produkthalter 18' das Produkt 10' gegen den vorderen Produkthalter 18 schiebt. - Die Position des Produktanfangs des nachfolgenden Produktes 10' kann aufgrund der Stromzunahme am Antrieb des hinteren Produkthalters 18' ermittelt werden, ohne dass eine zusätzliche Sensorik erforderlich ist.
- Wie in
Fig. 8B zu sehen ist, wird das Produkt 10 aufgeschnitten, bis nur noch ein Endstück 34 übrig ist. - In
Fig. 8C ist dargestellt, dass das Endstück 34 zusammen mit der Halterung 20 nach oben geklappt wird. Ist das Produkt 10 aufgeschnitten, fährt der Produkthalter 18' hierbei zunächst ein kurzes Stück entgegen der Zuführrichtung Z und schwenkt dabei um 90° im Uhrzeigersinn um die Schwenkachse S mit dem schmalen Endstück 34 nach oben. Die Halterung 20 ist ebenfalls schmal ausgeführt und beeinträchtigt keine etwaigen Nachbarspuren. - Bereits während des Schwenkens kann das nachfolgende Produkt 10' sofort zum Schneidmesser 10 vorgefahren und dort aufgeschnitten werden.
- Wie in
Fig. 8D zu sehen ist, kann das Endstück 34 nun durch den Produkthalter 18 entgegen der Zuführrichtung Z oberhalb des nachfolgenden Produktes 10' transportiert werden. - Schließlich wird das Endstück, wie in
Fig. 8E gezeigt, auf der Produktauflage 16 abgelegt. - Wie in
Fig. 8F dargestellt, kann die Produktauflage 16 zu einer erneuten Beladung in die Horizontale abgesenkt werden. Hierbei kann das Endstück 34 nach vorne in Zuführrichtung Z in einen Auswurfschacht 36 verfahren werden. Ein nachfolgendes Produkt 10" kann anschließend in die Produktauflage 16 eingelegt werden. Ein Verschwenken der vorderen, kurzen Produktunterstützung 38 ist hierbei nicht erforderlich. Die Führung der Produkte 10, 10', 10" wird durch seitliche Trennstege 40, der angetriebenen Produktauflage 16 sowie einer angetriebenen Rolle von oben gewährleistet. -
Fig. 8G zeigt die Anwendung dieses Konzepts auf einen Mehrspurbetrieb. Bei einem Zweispur-Betrieb können beispielsweise vier Linearantriebe vorgesehen sein. Da die Produkthalter 18, 18' jeweils einer einzelnen Spur zugeordnet sind, kann die Zuführvorrichtung modular beliebig um weitere Spuren erweitert werden. - Erfindungsgemäß kann eine quasi-kontinuierliche Beladung erzielt werden, so dass sich nur kurze Beladepausen ergeben. Auch werden sämtliche Produkte stets sicher geführt.
-
- 10, 10', 10"
- Lebensmittelprodukt
- 12
- Schneidmesser
- 14
- Aufschneideeinheit
- 16
- Produktauflage, Förderband
- 18, 18', 18"
- Produkthalter, Greifer
- 20, 20', 20"
- Halterung, Kralle
- 22, 22'
- Führungseinrichtung, Magnetbahn
- 24, 24', 24"
- Anschlag
- 26
- Halterung, Krampe
- 28, 28', 28"
- Führungsmittel
- 30
- Mover
- 32
- Traktoreinheit
- 34
- Endstück
- 36
- Auswurfschacht
- 38
- Produktunterstützung
- 40
- Trennsteg
- Z
- Zuführrichtung
- A
- Maß
- M
- Mittelachse
- P
- parallele Schwenkachse
- S
- senkrechte Schwenkachse
Claims (15)
- Zuführvorrichtung zum Zuführen von Lebensmittelprodukten (10, 10', 10") zu einer Aufschneideeinheit (14), mit
einer zumindest eine Spur umfassenden Produktauflage (16) zur Aufnahme mehrerer hintereinander angeordneter Produkte (10, 10', 10"),
dadurch gekennzeichnet,
dass wenigstens zwei Produkthalter (18, 18', 18") pro Spur vorgesehen sind, wobei zumindest einer der Produkthalter (18, 18', 18") eine Halterung (20, 20', 20") zum Halten eines in Zuführrichtung (Z) gesehen hinteren Endes eines Produktes (10) und einen Anschlag (24, 24', 24") für ein vorderes Ende eines nachfolgenden Produktes (10') umfasst. - Zuführvorrichtung nach Anspruch 1,
dadurch gekennzeichnet,
dass wenigstens zwei Produkthalter (18, 18', 18") jeweils eine Halterung (20, 20', 20") zum Halten eines in Zuführrichtung (Z) gesehen hinteren Endes eines Produktes (10, 10', 10") umfassen. - Zuführvorrichtung nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
dass wenigstens zwei Produkthalter (18, 18', 18") jeweils einen Anschlag (24, 24', 24") für ein vorderes Ende eines nachfolgenden Produktes (10') umfassen. - Zuführvorrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der Produkthalter (18, 18', 18") dazu ausgebildet ist, die Position des nachfolgenden Produktes (10') festzulegen und/oder zu bestimmen. - Zuführvorrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass ein Anschlag (24, 24', 24") des Produkthalters (18, 18', 18") eine Anschlagfläche umfasst, die zumindest im Wesentlichen eben und/oder an die Form des vorderen Endes des nachfolgenden Produktes (10') angepasst ist, und/oder dass der Produkthalter (18, 18', 18") eine weitere Halterung (26) zum Halten eines vorderen Endes eines nachfolgenden Produktes (10') umfasst. - Zuführvorrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der Produkthalter (18, 18', 18") und/oder ein Anschlag (24, 24', 24") des Produkthalters (18, 18', 18") in Zuführrichtung (Z) längenverstellbar ausgebildet ist. - Zuführvorrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass eine Führungseinrichtung (22, 22') für den Produkthalter (18, 18', 18") vorgesehen ist, mittels welcher der Produkthalter (18, 18', 18") parallel zur Zuführrichtung (Z) führbar ist. - Zuführvorrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der Produkthalter (18, 18', 18") und/oder die Führungseinrichtung (22, 22') eine Verstellvorrichtung umfasst, die dazu ausgebildet ist, den Produkthalter (18, 18', 18") aus einem Zuführbereich heraus zu verstellen. - Zuführvorrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der Produkthalter (18, 18', 18") und/oder die Halterung (20, 20', 20") lösbar mit der Führungseinrichtung (22, 22') verbunden oder verbindbar ist, und/oder dass jedem Produkthalter (18, 18', 18") eine separate Führungseinrichtung (22, 22') und/oder ein separater Antrieb zugeordnet ist. - Zuführvorrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Halterungen (20, 20', 20") zweier Produkthalter (18, 18', 18") dazu ausgebildet sind, zumindest vorübergehend das in Zuführrichtung (Z) gesehen hintere Ende desselben Produktes (10, 10', 10") zu halten. - Zuführvorrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass zumindest einer der Produkthalter (18, 18', 18") mit einer Traktoreinheit (32) verbunden und/oder in eine Traktoreinheit (32) integriert ist, und/oder dass die Halterung (20, 20', 20") relativ zu einer zur Zuführrichtung (Z) parallelen oder senkrechten Achse (P, S) verschwenkbar und/oder verschiebbar ist. - Vorrichtung zum Aufschneiden von Lebensmittelprodukten, insbesondere Hochleistungs-Slicer, mit einer Aufschneideeinheit (14), die wenigstens ein sich im Schneidebetrieb rotierend und/oder umlaufend bewegendes Schneidmesser (12) umfasst, und mit einer Zuführvorrichtung nach einem der vorhergehenden Ansprüche.
- Verfahren zum Zuführen von Lebensmittelprodukten (10, 10', 10") zu einer Aufschneideeinheit (14) mit einer Zuführvorrichtung nach einem der Ansprüche 1 bis 11, bei dem
auf der zumindest eine Spur umfassenden Produktauflage (16) mehrere hintereinander angeordnete Produkte (10, 10', 10") aufgenommen werden, die Halterung (20, 20', 20") des einen Produkthalters (18, 18', 18") ein in Zuführrichtung (Z) gesehen hinteres Ende eines Produktes (10) während eines Aufschneidens des Produktes (10) hält, und dabei ein vorderes Ende eines nachfolgenden Produktes (10') durch den anderen, nachfolgenden Produkthalter (18, 18', 18") gegen den Anschlag (24, 24', 24") des vorhergehenden Produkthalters (18, 18', 18") geschoben wird. - Verfahren zum Zuführen von Lebensmittelprodukten (10, 10', 10") nach Anspruch 13,
wobei wenigstens zwei Produkthalter (18, 18', 18") pro Spur vorgesehen sind, die jeweils mit ihren Halterungen (20, 20', 20") ein in Zuführrichtung (Z) gesehen hinteres Ende eines Produktes (10, 10', 10") halten. - Verfahren nach Anspruch 13 oder 14,
dadurch gekennzeichnet,
dass die Halterung (20, 20', 20") das hintere Ende des Produktes (10, 10', 10") hält, solange das Produkt (10) bis auf ein Endstück (34) aufgeschnitten wird,
dass die Halterung (20, 20', 20") relativ zu einer zur Zuführrichtung (Z) senkrechten Achse (S) verschwenkt und/oder verschoben wird,
die Halterung (20, 20', 20") das Endstück (34) abgibt,
oder dass die Halterung (20, 20', 20") das Endstück (34) zuerst abgibt und dann relativ zu einer zur Zuführrichtung (Z) senkrechten Achse (S) verschwenkt und/oder verschoben wird,
dass der Produkthalter (18, 18', 18") und/oder die Halterung (20, 20', 20") parallel und entgegengesetzt zur Zuführrichtung (Z) verstellt wird, und dass die Halterung (20, 20', 20") ein hinteres Ende eines nachfolgenden Produktes (10') hält.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015107716.7A DE102015107716A1 (de) | 2015-05-18 | 2015-05-18 | Zuführvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3095566A1 EP3095566A1 (de) | 2016-11-23 |
| EP3095566B1 true EP3095566B1 (de) | 2017-12-27 |
Family
ID=56008493
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16169372.6A Active EP3095566B1 (de) | 2015-05-18 | 2016-05-12 | Zuführvorrichtung |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US10751899B2 (de) |
| EP (1) | EP3095566B1 (de) |
| DE (1) | DE102015107716A1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015118202A1 (de) * | 2015-10-26 | 2017-04-27 | Textor Maschinenbau GmbH | Vorrichtung und verfahren zum aufschneiden von lebensmittelprodukten |
| EP3619015B1 (de) * | 2017-05-02 | 2023-07-05 | GEA Food Solutions Germany GmbH | Greifersystem zum greifen von aufzuschneidenden lebensmittelriegeln, aufschneidevorrichtung, verfahren |
| US11059197B2 (en) * | 2017-08-24 | 2021-07-13 | Cozzini Llc | Method of slicing a food item and slicing mechanism employing a gripping element that generates a vacuum grip |
| DE102017126377A1 (de) * | 2017-11-10 | 2019-05-16 | Weber Maschinenbau Gmbh Breidenbach | Greifer |
| US11498138B2 (en) * | 2019-01-23 | 2022-11-15 | Steve Dunivan | Bandsaw automated portioning saw system and method of use |
| US11639008B2 (en) * | 2019-12-17 | 2023-05-02 | High Liner Foods Incorporated | Method and apparatus for cutting food into unique geometric portions |
| DE102021101315A1 (de) | 2021-01-22 | 2022-07-28 | Multivac Sepp Haggenmüller Se & Co. Kg | Mehrspurige Aufschneide-Maschine mit unabhängig ansteuerbaren Greifern |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB505821A (en) * | 1937-12-16 | 1939-05-17 | Micro Westco Inc | Improvements in or relating to feed mechanism for slicing machines |
| US2801662A (en) * | 1955-08-18 | 1957-08-06 | Arrigo Bros Co Of California D | Apparatus for trimming vegetables and the like |
| US4321847A (en) * | 1979-11-09 | 1982-03-30 | Cashin Systems Corp. | Continuous cold cut slicing machine |
| DE3302946C2 (de) | 1982-02-05 | 1986-12-04 | H. Wohlenberg KG GmbH & Co, 3000 Hannover | Drei-Messer-Schneidemaschine |
| DE3239178A1 (de) * | 1982-10-22 | 1984-04-26 | Natec Reich, Summer GmbH & Co KG, 8999 Heimenkirch | Maschine zum schneiden von schneidgutriegeln |
| FR2726779B1 (fr) * | 1994-11-15 | 1996-12-20 | Mecamatic | Installation pour le tranchage de pates en croute et autres aliments presentes en pain |
| DE19801782A1 (de) | 1998-01-19 | 1999-07-22 | Alpma Alpenland Masch | Verfahren und Vorrichtung zum Transport eines Gegenstands |
| US7832316B2 (en) * | 2000-11-03 | 2010-11-16 | Weber Maschinenbau Gmbh & Co. Kg | Apparatus for the slicing of food products having two cutter heads |
| US6917136B2 (en) | 2001-10-01 | 2005-07-12 | Magnemotion, Inc. | Synchronous machine design and manufacturing |
| GB2386317B (en) * | 2002-03-13 | 2004-02-04 | Aew Eng Co Ltd | Improvements in and relating to slicing machines |
| DE20218439U1 (de) * | 2002-11-27 | 2003-01-30 | Siller, Rudi, 74232 Abstatt | Maschine zum Schneiden von stabförmigen Lebensmitteln |
| JP4768643B2 (ja) * | 2007-01-17 | 2011-09-07 | アサヒ技研株式会社 | ハム原木等のスライス装置 |
| EP2382145B1 (de) | 2009-01-23 | 2023-06-07 | Rockwell Automation, Inc. | Durch lineare synchronmotoren mit kurzen blöcken angetriebenes verbessertes transportsystem und schaltmechanismus dafür |
| US20100257984A1 (en) * | 2009-04-09 | 2010-10-14 | Scaroni David W | Produce processing apparatus |
| ES2444651T3 (es) | 2009-07-07 | 2014-02-26 | Areva Gmbh | Instalación de aislamiento y procedimiento asociado de aislamiento |
| IT1397062B1 (it) * | 2009-12-29 | 2012-12-28 | Perini Fabio Spa | Macchina troncatrice per il taglio di rotoli di materiale nastriforme |
| EP2420362B1 (de) * | 2010-08-18 | 2015-04-15 | Weber Maschinenbau GmbH Breidenbach | Verfahren und Vorrichtung zum Aufschneiden von Lebensmittelprodukten |
| DE102012214741A1 (de) * | 2012-08-20 | 2014-02-20 | Textor Maschinenbau GmbH | Vorrichtung und Verfahren zum Aufschneiden von Lebensmittelprodukten |
-
2015
- 2015-05-18 DE DE102015107716.7A patent/DE102015107716A1/de not_active Withdrawn
-
2016
- 2016-05-12 EP EP16169372.6A patent/EP3095566B1/de active Active
- 2016-05-17 US US15/157,309 patent/US10751899B2/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| US10751899B2 (en) | 2020-08-25 |
| DE102015107716A1 (de) | 2016-11-24 |
| US20160339597A1 (en) | 2016-11-24 |
| EP3095566A1 (de) | 2016-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3095566B1 (de) | Zuführvorrichtung | |
| EP2420362B1 (de) | Verfahren und Vorrichtung zum Aufschneiden von Lebensmittelprodukten | |
| EP3288731B1 (de) | Aufschneidevorrichtung | |
| EP2848380B1 (de) | Vorrichtung zum Aufschneiden von Lebensmittelprodukten und Verfahren zum Bereitstellen von Zwischenblättern | |
| EP2420364B1 (de) | Portionskomplettierung beim mehrspurigen Aufschneiden | |
| EP2468466B1 (de) | Vorrichtung und Verfahren zum Aufschneiden mehrerer Lebensmittelprodukte | |
| EP3170632B1 (de) | Vorrichtung und verfahren zum aufschneiden von lebensmittelprodukten | |
| EP1680263B1 (de) | Verfahren und vorrichtung zum aufschneiden von lebensmittelriegeln | |
| DE4425155A1 (de) | Anlage zur Herstellung von Wellpappebögen mit veränderbarem Format | |
| EP3172020A1 (de) | Aufschneidevorrichtung | |
| DE102012009648A1 (de) | Spreizeinrichtung | |
| EP1473125B1 (de) | Vorrichtung zum Bewegen von Buchblöcken in einer Vorrichtung zum Beschneiden von Buchblöcken | |
| DE102013207401A1 (de) | Vorrichtung und Verfahren zum Aufschneiden von Lebensmittelprodukten | |
| DE10329842A1 (de) | Trennblatt-Spendevorrichtung und Spendeverfahren für Trennblätter | |
| EP3112104B1 (de) | Zuführvorrichtung für aufschnittschneidmaschine | |
| EP2564998B1 (de) | Verfahren zum mehrspurigen Aufschneiden von Lebensmittelprodukten | |
| EP3785543A2 (de) | Schneidvorrichtung | |
| EP1683612B1 (de) | Verfahren und Vorrichtung zum Transportieren von flexiblen flächigen Produkten und gleichzeitigen Beschneiden derselben | |
| EP3380419B1 (de) | Verfahren und vorrichtung zum portionieren von lebensmittelscheiben mit formveränderung, insbesondere faltung, der portion | |
| EP3268174B1 (de) | Verfahren und vorrichtung zur vermeidung von leerpackungen | |
| DE102009039825A1 (de) | Schneidmaschine | |
| EP3377282A1 (de) | Verfahren zur unabhängigen portionsbildung aus lebensmittelscheiben in mehreren spuren | |
| EP3386693B1 (de) | Verfahren zur durchführung eines trimmschnitts | |
| WO2018001960A1 (de) | Geteiltes faltmittel | |
| DE102020102895A1 (de) | Vorrichtung und System zum Aufschneiden und Portionieren von Lebensmitteln |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20170406 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20170712 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65G 47/28 20060101ALN20170831BHEP Ipc: B26D 7/06 20060101AFI20170831BHEP |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B26D 7/06 20060101AFI20170906BHEP Ipc: B65G 47/28 20060101ALN20170906BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20170922 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 957901 Country of ref document: AT Kind code of ref document: T Effective date: 20180115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502016000400 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180327 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20171227 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180327 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180328 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180427 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502016000400 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| 26N | No opposition filed |
Effective date: 20180928 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171227 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20160512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 957901 Country of ref document: AT Kind code of ref document: T Effective date: 20210512 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210512 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230522 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502016000400 Country of ref document: DE Owner name: WEBER FOOD TECHNOLOGY GMBH, DE Free format text: FORMER OWNER: WEBER MASCHINENBAU GMBH BREIDENBACH, 35236 BREIDENBACH, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240522 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240517 Year of fee payment: 9 |