EP3020908A1 - Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters, ein mehrfachverglastes fenster, sowie ein verfahren zur herstellung eines abstandhalters - Google Patents
Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters, ein mehrfachverglastes fenster, sowie ein verfahren zur herstellung eines abstandhalters Download PDFInfo
- Publication number
- EP3020908A1 EP3020908A1 EP15200838.9A EP15200838A EP3020908A1 EP 3020908 A1 EP3020908 A1 EP 3020908A1 EP 15200838 A EP15200838 A EP 15200838A EP 3020908 A1 EP3020908 A1 EP 3020908A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spacer
- outer shell
- vapor barrier
- desiccant
- vapor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 125000006850 spacer group Chemical group 0.000 title claims abstract description 178
- 239000011521 glass Substances 0.000 title claims abstract description 46
- 238000004519 manufacturing process Methods 0.000 title description 23
- 238000000034 method Methods 0.000 title description 20
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 55
- 230000004888 barrier function Effects 0.000 claims abstract description 48
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 claims abstract description 16
- 239000007789 gas Substances 0.000 claims abstract description 15
- 238000009792 diffusion process Methods 0.000 claims abstract description 12
- 229910052786 argon Inorganic materials 0.000 claims abstract description 8
- 229910052743 krypton Inorganic materials 0.000 claims abstract description 4
- DNNSSWSSYDEUBZ-UHFFFAOYSA-N krypton atom Chemical compound [Kr] DNNSSWSSYDEUBZ-UHFFFAOYSA-N 0.000 claims abstract description 4
- 229910052756 noble gas Inorganic materials 0.000 claims abstract description 3
- 150000002835 noble gases Chemical class 0.000 claims abstract description 3
- 239000002274 desiccant Substances 0.000 claims description 84
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 20
- 239000002131 composite material Substances 0.000 claims description 14
- 239000010935 stainless steel Substances 0.000 claims description 11
- 229910001220 stainless steel Inorganic materials 0.000 claims description 11
- 229910052782 aluminium Inorganic materials 0.000 claims description 10
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 10
- 239000002985 plastic film Substances 0.000 claims description 3
- 229920006255 plastic film Polymers 0.000 claims description 3
- 229910000838 Al alloy Inorganic materials 0.000 claims description 2
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 2
- 238000001125 extrusion Methods 0.000 description 52
- 239000011159 matrix material Substances 0.000 description 32
- 230000001070 adhesive effect Effects 0.000 description 20
- 239000000853 adhesive Substances 0.000 description 18
- 229910052814 silicon oxide Inorganic materials 0.000 description 17
- 238000010521 absorption reaction Methods 0.000 description 15
- 239000000463 material Substances 0.000 description 15
- 229920003023 plastic Polymers 0.000 description 15
- 239000004033 plastic Substances 0.000 description 15
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 14
- 239000011888 foil Substances 0.000 description 12
- 229920001296 polysiloxane Polymers 0.000 description 12
- 239000004698 Polyethylene Substances 0.000 description 9
- 239000002390 adhesive tape Substances 0.000 description 9
- 229920001971 elastomer Polymers 0.000 description 9
- 239000000806 elastomer Substances 0.000 description 9
- 230000035699 permeability Effects 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 238000003860 storage Methods 0.000 description 8
- 230000003313 weakening effect Effects 0.000 description 8
- 230000006870 function Effects 0.000 description 7
- 229920000642 polymer Polymers 0.000 description 7
- 229920001169 thermoplastic Polymers 0.000 description 7
- 239000004416 thermosoftening plastic Substances 0.000 description 7
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 6
- 238000010943 off-gassing Methods 0.000 description 6
- 150000001336 alkenes Chemical class 0.000 description 5
- 239000012943 hotmelt Substances 0.000 description 5
- 239000004831 Hot glue Substances 0.000 description 4
- 239000007795 chemical reaction product Substances 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000000565 sealant Substances 0.000 description 4
- 239000010457 zeolite Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 229910021536 Zeolite Inorganic materials 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 239000012043 crude product Substances 0.000 description 3
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 3
- 230000009977 dual effect Effects 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 230000002265 prevention Effects 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- -1 Butyl- Chemical group 0.000 description 2
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000005001 laminate film Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 239000005077 polysulfide Substances 0.000 description 2
- 229920001021 polysulfide Polymers 0.000 description 2
- 150000008117 polysulfides Polymers 0.000 description 2
- 230000009993 protective function Effects 0.000 description 2
- 229920006132 styrene block copolymer Polymers 0.000 description 2
- 239000000454 talc Substances 0.000 description 2
- 229910052623 talc Inorganic materials 0.000 description 2
- 229920002397 thermoplastic olefin Polymers 0.000 description 2
- 229920006345 thermoplastic polyamide Polymers 0.000 description 2
- 229920006346 thermoplastic polyester elastomer Polymers 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 230000006750 UV protection Effects 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 239000002313 adhesive film Substances 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 229920001222 biopolymer Polymers 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- UFRKOOWSQGXVKV-UHFFFAOYSA-N ethene;ethenol Chemical compound C=C.OC=C UFRKOOWSQGXVKV-UHFFFAOYSA-N 0.000 description 1
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000002808 molecular sieve Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006124 polyolefin elastomer Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B3/66328—Section members positioned at the edges of the glazing unit of rubber, plastics or similar materials
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B3/66361—Section members positioned at the edges of the glazing unit with special structural provisions for holding drying agents, e.g. packed in special containers
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B2003/6638—Section members positioned at the edges of the glazing unit with coatings
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B2003/6639—Section members positioned at the edges of the glazing unit sinuous
Definitions
- the invention relates to a spacer for the spacing of glass panes of a multi-glazed window, a multi-glazed window, and a method for producing a spacer with the features of the preambles of the independent claims.
- Multi-glazed windows are colloquially called multi-pane insulating glass. This type of glazing is primarily used for thermal insulation, that is, the prevention of heat loss to a cold environment or the prevention of heating of the interior by a relatively warmer environment.
- Multi-glazed windows usually consist of at least two glass panes arranged in parallel, which are spaced from a spacer. The result is between the glass panes, a space between the panes, which, filled with air or gas, represents an insulating layer.
- spacers with a cavity which contains a desiccant for drying the trapped air in the space between the panes.
- Spacers are usually designed so that they prevent the diffusion of water vapor from outside the space between the panes in the space between the panes and at the same time Ensure gas and water vapor exchange between the atmosphere of the space between the panes and the desiccant.
- plastic spacers are manufactured in one piece by profile extrusion. The cavity is then subsequently filled with a desiccant.
- silicone Since silicone has the tendency to outgassing, there is also the problem that form with rapid use in the space between the panes rainfall ("fogging"). Silicone has a high water vapor penetration rate and is not suitable for protecting the loading of the desiccant matrix.
- a spacer is to be provided, which has improved properties with respect to outgassing of the plastic material and improved UV and thermal insulation properties.
- An inventive spacer for the spacing of glass panes of a multi-glazed window comprises an outer shell.
- This outer shell at least partially encloses the desiccant and the desiccant is enclosed on all sides by the outer shell at least in a first crude product.
- the drying agent is at least partially enclosed by the silicone-free outer shell.
- the outer shell is produced by coextrusion of a plastic matrix with the desiccant. Production by coextrusion allows a flexible choice of material: the material can be chosen freely in terms of color or in terms of properties for the vapor barrier function or for adhesives for contact with glass panes.
- a spacer comprises a desiccant with an outer shell and an inner structure which is more porous than the outer shell.
- the outer shell and the inner structure are made of a component, typically of a polymer matrix, in which a desiccant is incorporated. It has been found that in a mono-extrusion automatically forms an outer shell, which encloses the porous inner part.
- the outer shell has a smooth, less porous surface.
- the outer shell has a lower water vapor permeability due to their low porosity and thus protects the desiccant during storage.
- the smooth exterior structure thus has a certain protective function against the passage of water vapor.
- the component compound of plastic and desiccant after monoextrusion but also additionally packed vacuum be present in airtight containers.
- a gas and water vapor connection with an outside which is zuwendbar a space between the panes.
- gas and water vapor communication may be facilitated by means of a porous material or perforation or other openings in said region, preferably said side, of the spacer in an end product.
- the drying agent in the inner structure is held in both variants in a polymer matrix which is porous. Porous means in particular porous and water vapor permeable than the outer shell of the spacer.
- the inventive spacer also preferably has at least one primary seal for cohesive connection the spacer with at least one glass sheet, namely a highly adhesive glue.
- the adhesive adhesive may be covered with a protective film.
- a surface treatment on the profile can take place, for example, by the corona or plasma process.
- At least the silicone-free outer shell and the drying agent of the spacer are present as a composite by coextrusion. Due to the coextrusion of the outer shell with the desiccant this is present as a multi-layer composite of the two components.
- the spacer is made entirely of materials that have no or only a negligible outgassing after molding, in particular, the spacer is completely silicone-free.
- This composite eliminates the need for a later assembly of the spacer with a desiccant.
- the drying agent can be enclosed as far as desired low diffusion of the outer shell during manufacture. This allows storage of the inventive spacer at atmospheric conditions without exhausting the water absorption properties of the drying agent by the water vapor present in the atmospheric air.
- the inventive Spacer thus allows the storage of the same until the production of insulating glass.
- the outer shell substantially has a low water vapor permeability and is present as a composite by mono-extrusion with the porous inner structure.
- the moisture absorption of desiccants is typically standardized. Zeolite desiccants typically have a water holding capacity of 20%. Due to the protective function of the outer shell, the initial load of the desiccant with water remains small and this value is also retained during storage or water cooling in the profile extrusion process. It has been shown that, especially in the case of monoextrusion of a desiccant matrix of TPE, the absorption of water vapor into the desiccant present inside the outer shell takes place much more slowly than with known spacers. In the case of standard loading, the water vapor absorption after one month is 5% for a TPE spacer according to the invention, while the same value for known silicone-based spacers is more than 8%. The inventive spacers are therefore in terms of Water vapor absorption during production and storage much less critical.
- inventive spacers can be made more efficient. In particular, it is possible by simple Wasserbadkühlung to increase the extrusion rate, without significantly damaging the water absorbency of the desiccant.
- the spacer is present as a composite by coextrusion of a thermoplastic material with a plastic matrix enriched with the desiccant.
- the spacer is present as a monoextrusion of a drying agent contained in a plastic matrix, which results in an outer shell and a more porous internal structure in comparison.
- the at least one primary seal is also present as a composite by coextrusion with the outer shell.
- the primary seal extends longitudinally along the entire length of the profile.
- the thus configured primary seal can thus fulfill a dual function: connect the spacer cohesively with a glass pane and at the same time prevent the diffusion of water vapor from outside a space between panes in the space between the panes as a seal. It goes without saying that a primary seal having such a dual function, ie a material which at the same time has sufficient adhesive properties between the spacer profile and a glass pane and also has sufficient sealing properties, is associated with other types of spacers and may not be advantageous in coextruded form. To produce such a double function, for example, an adhesive butyl is used.
- an adhesive film preferably an acrylate adhesive tape
- an adhesive film which serves for positioning and fixing the spacer in relation to a glass pane during the production of an insulating glass.
- the spacer can also be subjected to a corona treatment at least in the region which is provided with the adhesive tape.
- the adhesive tape may be provided with a cover sheet which may be peeled off before use of the spacer.
- the spacer according to the invention has an essentially four-edged shape in profile.
- the profile cross section of a spacer according to the invention has a substantially rectangular shape with a first side length of between 6 and 24 mm, and particularly preferably 12 or 16 mm side length.
- the page length also depends in particular on the intended application: in applications for triple glazing, overall widths of 12-30 mm are typically preferred.
- a second side has a side width of between 6 to 16 mm, more preferably 6 to 8 mm.
- the materials of the spacer are preferably selected to provide a substantially flexible spacer that allows for automated production of multi-glazed windows and can be reeled on rolls for storage. The production of multi-glazed windows can then be done by robot.
- the spacer has at least one vapor barrier to prevent water vapor diffusion on one side of the spacer.
- the vapor barrier is intended to prevent the diffusion of water vapor through the side facing the outside during assembly, i. the frame faces prevent.
- a vapor barrier according to the invention may be a film which is adhered after extrusion.
- the vapor barrier is preferably produced by producing a vapor-impermeable plastic by coextrusion with the outer shell and the drying agent or the polymer matrix as a composite.
- the vapor barrier may be in the form of a metallic rolled foil and / or sputter-coated metallic or glassy layer.
- a vapor barrier which is present as a laminate, in particular of a PE layer, on which at least one PET-SiOx layer is applied. Preference is given to two PET-SiOx layers.
- the PE layer can be easily connected to the outer shell of a TPE spacer, in particular welded.
- the PET-SioX layer forms good contact for commonly used primary seals, e.g. Butyl adhesive.
- Such a vapor barrier can be applied in particular immediately after or during the extrusion. The welding is preferably carried out immediately after the extrusion of the profile.
- the extrusion die itself may be provided with a feed for the vapor barrier.
- film thicknesses below a permissible stress limit can be connected directly to the plastic melt within the tool.
- the film is direct passed to the extruded profile after the nozzle during the relaxation phase.
- the spacer has a first, substantially flat base surface and a second, substantially flat opposite base surface.
- the first base in the final product is substantially permeable to water vapor and the second base is substantially impermeable to water vapor.
- the first base is aligned so that it faces the space between the panes and the second base faces the window frame.
- a distinction between a tradable crude product and a tradable end product of the inventive spacer takes place.
- the diffusion of water vapor to the internal structure, which includes the desiccant difficult. This is done by a diffusion-tight outer shell in the first embodiment or by a less porous, smooth outer shell in the second embodiment.
- the final product i.
- the "activated" at or shortly before mounting spacers allows on at least one side, which faces a disc space between two glass panes, the diffusion of water vapor into the interior of the spacer better.
- the first base area has at least one opening, in particular one or more perforations.
- the second base has the vapor barrier.
- the vapor barrier is preferably a laminate of PE and at least one PET-SiOx layer.
- metallic rolled foils are also conceivable, in particular rolled foils comprising aluminum or a stainless steel foil. Also conceivable is a vapor-deposited metal layer.
- the outer shell co-extruded with the desiccant matrix has no silicone, in particular it comprises or consists essentially of a thermoplastic elastomer selected from the group consisting of: TPS (styrene block copolymers), TPC ( thermoplastic polyester elastomers), TPV (crosslinked thermoplastic olefin elastomers), TPU (thermoplastic polyurethane elastomers) and TPA (thermoplastic polyamide elastomers).
- a thermoplastic elastomer selected from the group consisting of: TPS (styrene block copolymers), TPC ( thermoplastic polyester elastomers), TPV (crosslinked thermoplastic olefin elastomers), TPU (thermoplastic polyurethane elastomers) and TPA (thermoplastic polyamide elastomers).
- the outer shell in particular TPV, additionally tempered chalk and / or talc is added. This can reduce the Shore hardness.
- the thermoplastic elastomer has at least one, preferably all of the following properties:
- the Shore hardness is between 60 ShA and 75 ShA, preferably between 65 ShA and 70 ShA.
- It preferably has a lifetime of more than 20 years.
- UV-stabilized, organic materials such as TPE olefins and TPU elastomers exposed. They are characterized by a low water vapor permeation. More preferably, TPA polyamides or adapted biopolymer compounds can be used which satisfy the above conditions.
- the polymer matrix for the drying agent consists of components of the Olefinic TPE group, in particular from Infuse 9007 of the manufacturer DOW.
- the polymer matrix in particular from Olefic TPE
- It preferably has a lifetime of more than 20 years.
- the primary seal is selected from the group consisting of butyl, acrylate and hot melt adhesives. If the primary seal is designed as an adhesive, it can simultaneously perform two functions: on the one hand, the seal is useful for sealing in a manner known per se. At the same time it assumes a positioning function in the insulating glass assembly. Instead of two different materials (acrylic for positioning and butyl for sealing), the primary seal can fulfill both functions. Of course, this solution can also be used advantageously in connection with other spacers.
- a spacer according to the invention can be adapted according to the contour of the glass.
- the spacer is preferably formed in one piece. This facilitates all handling during assembly. In addition, a particularly cost-effective production is possible by the integral formation of the spacer.
- the spacer in addition to its substantially rectangular basic shape, has a recess, in particular a groove, for receiving a glass pane.
- a spacer designed in this way is particularly suitable for receiving the middle glass pane of a triple-glazed window.
- such a spacer also has a portion of the primary seal in this groove.
- a spacer which has a basic shape as in WO 2010/11545 has shown.
- co-extruding or mono-extruding it is also conceivable to provide the spacer in a simple manner with further shape features.
- the spacer may have a shape characteristic, which has a precisely defined position relative to the central receptacle of the spacer and which serves for positioning the spacer when inserting the middle pane.
- This shape feature may typically be formed as a track groove on the side facing away from the side for receiving the middle disc. While such a shape feature is particularly preferred in connection with inventive spacers, it goes without saying that it can also be advantageous for other spacers for triple glazing.
- the outer shell has two chambers with desiccant which are present as a composite by coextrusion with the outer shell.
- the spacer has at least one weakening point on the first flat base surface, which is perforated at or shortly before the production of insulating glass, thereby ensuring gas and water vapor permeability of the first planar base to the desiccant.
- a weakening point can be achieved by a thinner compared to the surrounding wall thickness wall thickness of the outer shell.
- Such a weakening in the first variant is particularly preferred. But it can also be advantageous in the second variant.
- the drying agent may preferably be present as a matrix in a plastic.
- Particularly suitable are drying agents based on molecular sieves, in particular silica gels and zeolites.
- the outer shell ensures UV resistance, elasticity and a high dimensional stability in the first place.
- the desiccant may comprise up to 40, preferably up to 70%, more preferably up to 90%, of the cross-section of the spacer.
- the outer shell has a wall thickness of 1 ⁇ 0.5mm.
- Another aspect of the present invention relates to a method for producing a spacer, in particular a spacer as described above.
- a silicone-free outer shell and a more porous in comparison to the outer shell inner structure containing the desiccant are extruded, so that the porous inner structure is completely enclosed by the outer shell.
- a silicone-free outer shell and a drying agent are coextruded by means of a profile multi-nozzle, so that the drying agent is enclosed by the outer shell completely and diffusion-tight.
- a suitable profile nozzle is for example in US 5851609 shown.
- a suitable profile nozzle has multiple channels to extrude the individual components.
- the outer shell and the inner structure are mono-extruded, that in comparison to the outer shell more porous interior structure is formed, which is completely enclosed by the outer shell.
- the outer shell is preferably rendered air and vapor permeable at at least one point.
- this step can be dispensed with depending on the porosity of the outer shell.
- This step can be postponed until the production of insulating glass.
- the extrusion can take place with water cooling, without the drying agent being exhausted in its water absorption capacity even before assembly, because at that time the drying agent is completely enclosed by the outer shell. This makes it possible to extrude much more efficiently and with higher throughput.
- the outer shell is perforated after the extrusion at least one point, so that an opening is formed.
- the outer shell is extruded with a weakening point, which is opened at least one point after the extrusion, so that an opening is formed.
- Such a weakening point can be produced, for example, by a profiled nozzle which is designed such that a weakening point, in particular a point with reduced wall thickness, is extruded. This makes it easier to perforate the corresponding point of the outer shell.
- the extrusion additionally comprises the extrusion of a seal, in particular a seal comprising a butyl, acrylate, or hot melt adhesive.
- the part of the outer shell which faces the space between the panes is rendered air and vapor permeable only during assembly, for example by perforating the said part during processing by means of a production robot. This can happen at weak points.
- Another aspect of the present invention relates to a multi-glazed window having at least two spaced-apart parallel glass panes and a spacer disposed between the panes of glass for spacing as previously described.
- the spacer is preferably fixed directly to a primary seal with the glass.
- the gap between the first and the second glass sheet which is formed by the spacer and outside the space between the panes is sealed with a further secondary seal.
- Such secondary seals are known in the art. Polysulfites, polyurethanes and silicones have proved to be particularly suitable.
- the outer shell encloses the drying agent at the time at which the spacer is fixed on a glass pane, still completely.
- the outer shell encloses the inner structure which contains the desiccant airtight and vapor-tight.
- the edge of the spacer facing the space between the panes can be rendered permeable to air and steam in both embodiments, for example by being perforated or a part of the outer shell being loosened at a weakening point.
- the multi-glazed window is assembled in an automated process with a robot.
- Particularly preferred is perforated only in the production of insulating glass by an application robot, so that the desiccant load is small and thus the water absorption capacity remains as high as possible.
- the multi-glazed window comprises, in a preferred embodiment, at least two panes of glass spaced apart by a spacer defining a disc space therein, and an outer space located externally on the spacer between the panes.
- said outer space is sealed diffusion-tight with a secondary seal.
- the spacer comprises no silicone and in particular comprises an outer shell which at least partially encloses a desiccant matrix.
- the outer shell is preferably designed such that vapor diffusion between the space between the panes and a drying agent embedded in the drying agent matrix is made possible.
- the initial loading of the desiccant with water is very low. This also increases the life of a multi-glazed window, which is equipped with the inventive spacer.
- the conditions according to standard EN1279 part 2 and part 3 are more reliable and longer fulfilled.
- the argon loss off the gap between the panes is less than 1% per year.
- the internal structure has at least one cavity.
- the at least one cavity leads to a reduction of the PSI value.
- Interior structures without cavities are also conceivable. However, due to the material and cost savings, an embodiment with cavities is preferable.
- the wall thickness of the outer shells 7 and 12 may be variable depending on the choice of material.
- the outer shell 7 or 12 is now shown as an example.
- FIG. 1 shows a spacer 1 of the prior art with a substantially rectangular profile cross-section. On the two narrow sides of a primary seal 3 is attached. Usually, butyl compounds are used as the primary seal used.
- the spacer 1 also has a vapor barrier 4. Usually, aluminum, aluminum alloys, stainless steel or plastic films are used as a vapor barrier 4.
- FIG. 2 shows a further spacer 1, which is adapted for use with multi-glazed windows with three or more panes.
- the spacer 1 has a vapor barrier 4 and two primary seal 3 on the respective narrow sides of the spacer 1.
- the spacer also has a groove with a further sealant 6, which usually Acrylatadhesive or hot melts are used.
- a glass pane 5 is materially connected by the seal 6 with the spacer 1.
- On the side facing away from the third disc 5 side of the spacer is also provided with a track groove, which indicates the position of the groove.
- the track groove is used in the production of insulating glass, the positioning of the spacer.
- the track groove is shown in connection with a conventionally made spacer. It goes without saying that such track grooves are particularly easy to produce in connection with the coextruded or monoextruded spacers described below.
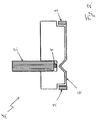
- FIG. 3 shows a spacer 1 according to the invention with a thermoplastic sheath 7, which encloses a drying agent 8.
- the spacer 1 has a sheath 7 with a thickness of 1 mm.
- the spacer 1 has a height H of 6.5 mm, a height h of 3.5 mm, a width B of 9.8 mm and a width b of 0.8 mm.
- the spacer 1 also has a sputtered surface 4, which prevents the passage of gas and water vapor as a vapor barrier.
- the narrow sides of the spacer 1 are coated with an acrylic elastomer (VAMAC; Typon) as a strong adhesive adhesive (positioning adhesive) 3 provided.
- VAMAC acrylic elastomer
- the sheath 7 also has on one side perforations 9, so that a gas exchange between the desiccant and the disc space (not shown) can take place.
- the sheath 7 consists of a flexible, hand-bendable thermoplastic elastomer.
- the elastomer has a Shore A hardness of over 60 ShA, is fogging safe and diffusion-tight for water vapor and argon gas.
- the sheath 7 from the product group Saran and is coextruded together with the desiccant matrix.
- the vapor barrier 4 to the secondary seal preferably consists of a composite functional film.
- Particularly suitable are diffusion-tight films sputtered with SiO 2 .
- Particular preference is given to a PE / PET-SiOx / PET-SiOx laminate which has been welded on after the extrusion, wherein the PE layer can be turned towards the spacer and the PET-SiOx layer can be turned towards the glass.
- films based on EVOH are conceivable.
- a glass, aluminum, stainless steel or plastic film can be glued after the coextrusion of the sheath 7 and the desiccant matrix 8.
- the primary seals (positioning adhesive) 3 can also be attached to the spacer 1 in an attached manufacturing step.
- the vapor barrier 4 may be a rolled metal foil, which may be chosen between 10 and 30 mm (aluminum) or 6 and 12 mm (stainless steel) thick depending on the material used.
- the rolled foils can also be made corrugated. The corrugation takes place transversely to the longitudinal direction of the spacer. As a result, the spacer is more flexible and can be wound up better. Of course, in this case, the plastic material applied to the film is also corrugated accordingly.
- FIG. 4 shows an alternative embodiment of the spacer 1 from FIG. 3 ,
- the spacer 1 has a thermoplastic sheath 7 of Saran TM Barrier Films from DOW, which includes a desiccant matrix 8 (described above) in two separate chambers.
- a desiccant matrix 8 (described above) in two separate chambers.
- Infuse 9007 DOW can be used as the desiccant matrix.
- the jacket 7 is provided with perforations 9 at two points 9, so that water vapor exchange between the desiccant matrix and the space between the panes (not shown) is made possible.
- Figure 4 schematically shows a central disc 5 of a triple-glazed window, which is embedded in a groove and is adhesively bonded by means of an Adhesivklebers 6 with the spacer 1.
- the spacer also has a track groove for positioning relative to the center disc.
- the spacer 1 also has a vapor barrier 4.
- the vapor barrier preferably has a film coated with SiOx, for example a PET-SiOx film.
- a laminate of PE / PET-SiOX / PET-SiOx from the manufacturer AMCOR is preferred.
- the PET-SiOx layer is a PET carrier, which is coated with silicon in a high vacuum.
- vapor barriers from a subsequently attached stainless steel foil, aluminum roller foil or other metal foil or vapor-deposited metal are conceivable.
- the spacer also has two primary seals 3 made of an acrylate adhesive, which were also attached later.
- TPU foam, butyl, hotmelt or EPDM would also be well suited.
- zeolite having a volumetric fraction of 25 to 60% in a matrix of an olefin block copolymer (eg, INFUSE TM 9700 from DOW®) or a polyolefin elastomer (eg, ENGAGE TM from DOW®).
- an olefin block copolymer eg, INFUSE TM 9700 from DOW®
- a polyolefin elastomer eg, ENGAGE TM from DOW®
- thermoplastic sheath 7 and the desiccant matrix 8 are coextruded in one process step.
- seal 6 can be coextruded with the desiccant matrix 8 and the thermoplastic jacket 7.
- FIG. 5 shows a spacer 1 mounted between two panes 5.
- the spacer 1 has a thermoplastic jacket 7 in combination with a drying agent 8.
- the thermoplastic sheath consists of TPU or olefins.
- the spacer also has on both sides an adhesive tape 11, which was previously coated with a film and wherein the film was detached before the application of the spacer 1 on the glass sheets 5.
- the spacer 1 also has primary locks 3 made of butyl adhesive.
- a secondary seal 10 of polysulfide-thiover or polyurethane-polyver additionally seals the spacer 1 from the outside atmosphere.
- the desiccant 8 is extruded as a matrix of desiccant and a plastic, the materials of the Figures 3 and 4 be used.
- FIG. 6 shows a spacer 1, in which, unlike FIG. 5 the adhesive tape and the primary barrier have been replaced by a primary barrier 3 made of Adhesiv Hotmelt or butyl (adhesive).
- the primary barrier 3 thus performs a dual function: cohesive bonding of the glass panes and prevention of vapor diffusion.
- the primary barrier 3 can be coextruded with the remaining components of the spacer.
- the adhesive tape is in FIG. 6 (not shown in detail) similar as in the Figures 2 or 3 a deposition or a groove provided (which is also already used in these figures for receiving the primary seals 3.
- a deposition in a barrier film or a groove (between the stainless steel foil and the profile) is provided for receiving the Adhesivbands.
- the FIG. 7 is different from the FIG. 5 by a welded to the thermoplastic elastomer 7 vapor barrier 4 made of a SiO x coated film or a bonded film of aluminum or stainless steel.
- the thermoplastic elastomer 7 encloses a drying agent 8.
- FIG. 8 shows in perspective a cross section of a portion of a spacer 1 which is present as a band cutout.
- the spacer 1 has a first flat base surface 20 which, when mounted, faces a space between the panes (not shown) and a second flat base 21 which faces a window frame (not shown) during assembly.
- the spacer 1 has perforations 9 along the entire length of the side 20 to allow gas exchange with the desiccant.
- the base 21 is limited by a diffusion-tight film.
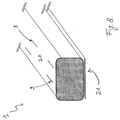
- FIG. 9 shows in perspective a cross section of a spacer 1, which is present as a band cutout.
- the spacer 1 has an outer shell 12 and a porous inner structure 13.
- the outer shell 12 and the inner structure 13 are mono-extruded as a component compound of a plastic matrix and desiccant.
- the desiccant preferably used is zeolite and preferably constitutes 50% of the desiccant matrix.
- the plastic for the matrix is Infuse 9007 from Dow.
- HTC8312 / 59 can also be used by KRAIBURG TPE GmbH & Co. KG.
- This embodiment can also be used for triple glazing and provided with a track groove as described above.
- this embodiment may be provided as described above with adhesive tape and vapor barriers, in particular a vapor barrier made of a PE / PET-SiOx / PET-SiOx laminate film.
- the extrusion takes place at a temperature of 130 ° C (in the extrusion die) to 160 ° C (in the forerun) and an extrusion speed of 5 to 30 m / min.
- FIG. 10 shows in perspective a cross section of a spacer 1.
- the drying means 8 has two cavities 14.
- the drying agent is surrounded by a jacket 7.
- the desiccant 8 with the cavities 14 is coextruded with the jacket 7.
- FIG. 11 differs from FIG. 10 in that the spacer 1 as a whole is mono-extruded from a plastic matrix.
- the spacer 1 has an outer shell 12 and an inner structure 13.
- the inner structure also shows two cavities 14.
- the spacer outer skin also has a lower water vapor permeability. This significantly increases the service life of multi-glazed windows with the spacers according to the invention.
Landscapes
- Engineering & Computer Science (AREA)
- Structural Engineering (AREA)
- Civil Engineering (AREA)
- Architecture (AREA)
- Securing Of Glass Panes Or The Like (AREA)
- Joining Of Glass To Other Materials (AREA)
Abstract
Description
- Die Erfindung betrifft einen Abstandhalter für die Beabstandung von Glasscheiben eines mehrfachverglasten Fensters, ein mehrfachverglastes Fenster, sowie ein Verfahren zur Herstellung eines Abstandhalters mit den Merkmalen der Oberbegriffe der unabhängigen Ansprüche.
- Mehrfachverglaste Fenster werden umgangssprachlich auch Mehrscheiben-Isolierglas genannt. Diese Art der Verglasung dient vornehmlich der Wärmedämmung, das heisst der Verhinderung von Wärmeverlusten an eine kalte Umgebung oder der Verhinderung der Erwärmung des Innenraums durch eine relativ wärmere Umgebung.
- Mehrfachverglaste Fenster bestehen üblicherweise aus mindestens zwei parallel angeordneten Glasscheiben, die von einem Abstandhalter beabstandet werden. So entsteht zwischen den Glasscheiben ein Scheibenzwischenraum, der, mit Luft oder Gas befüllt, eine Isolationsschicht darstellt.
- Bekannt sind Abstandhalter aus Aluminium, Edelstahl oder Kunststoff, die mit einem thermoplastischem Dichtstoff durch Verpressen fest mit den Glasoberflächen verbunden werden.
- Weiterhin ist es üblich, Abstandhalter mit einem Hohlraum zu versehen, der zur Trocknung der im Scheibenzwischenraum eingeschlossenen Luft ein Trocknungsmittel enthält.
- Abstandhalter sind üblicherweise so ausgelegt, dass sie die Diffusion von Wasserdampf von ausserhalb des Scheibenzwischenraums in den Scheibenzwischenraum unterbinden und gleichzeitig den Gas- und Wasserdampf Austausch zwischen der Atmosphäre des Scheibenzwischenraums und dem Trocknungsmittel gewährleisten.
- Bekannterweise werden Abstandhalter aus Kunststoff in einem Stück durch Profilextrusion gefertigt. Der Hohlraum wird anschliessend nachträglich mit einem Trocknungsmittel befüllt.
- Dieses Verfahren ist aber aufwändig, da es einen weiteren Arbeitsschritt ausserhalb der Fertigungsstrasse benötigt. Ein fertiger Abstandhalter mit Trocknungsmittel hat zudem nur eine kurze Lagerbeständigkeit, da sich die Aufnahmekapazität des Trocknungsmittels bei Kontakt mit dem Wasserdampf atmosphärischer Luft zunehmend erschöpft.
-
DE 10 2006 024 402 A1 beschreibt einen Abstandhalter, der in einem Schritt aus Silikon und einem, ein Trocknungsmittelgemisch enthaltenden, Kern coextrudiert wird. Dabei wird die Grundfläche des Abstandhalters, die am montierten Fenster den Scheibenzwischenraum zugewandt ist, entweder mit einem offenporigen Silikon oder mit Schlitzen versehen, sodass ein Gasaustausch stattfinden kann. - Diese Lösung löst allerdings das Problem der beschränkten Lagerzeit des so gefertigten Abstandhalters nicht. Nach wie vor erschöpft sich die Wasseraufnahmekapazität des Trocknungsmittels.
- Da Silikon die Tendenz zum Ausgasen besitzt, besteht ausserdem das Problem, dass sich bei rascher Verwendung im Scheibenzwischenraum Niederschläge bilden ("Fogging"). Silikon weist eine hohe Wasserdampfpenetrationsrate auf und eignet sich nicht als Schutz der Beladung der Trocknungsmittelmatrix.
- Es ist deshalb eine Aufgabe der vorliegenden Erfindung, die Nachteile des Bekannten zu überwinden und einen Abstandhalter, ein mehrfachverglastes Fenster und ein Verfahren zur Herstellung eines Abstandhalters bereitzustellen, das kostengünstig und effizient herstellbar ist und eine verbesserte Lagerfähigkeit aufweist.
- Insbesondere soll auch ein Abstandhalter bereitgestellt werden, der verbesserte Eigenschaften bezüglich Ausgasung des Kunststoffmaterials und verbesserte UV- sowie Wärmedämmungseigenschaften aufweist.
- Erfindungsgemäss werden diese Aufgaben mit einem Abstandhalter, einem mehrfachverglasten Fenster sowie einem Verfahren zur Herstellung eines Abstandhalters mit den Merkmalen gemäss dem kennzeichnenden Teil der unabhängigen Ansprüche gelöst.
- Ein erfindungsgemässer Abstandhalter für die Beabstandung von Glasscheiben eines mehrfachverglasten Fensters umfasst eine Aussenhülle. Diese Aussenhülle schliesst das Trocknungsmittel zumindest teilweise ein und das Trocknungsmittel ist mindestens in einem ersten Rohprodukt von der Aussenhülle allseitig umschlossen. Im Endprodukt ist das Trocknungsmittel durch die silikonfreie Aussenhülle zumindest teilweise eingeschlossen.
- In einer ersten Variante der Erfindung ist die Aussenhülle durch Coextrusion einer Kunststoffmatrix mit dem Trocknungsmittel hergestellt. Die Herstellung durch Coextrusion erlaubt eine flexible Materialwahl: Das Material kann hinsichtlicht Farbe oder hinsichtlich von Eigenschaften für die Dampfsperrfunktion oder für Kleber zum Kontakt mit Glasscheiben frei gewählt werden.
- In einer zweiten Variante umfasst ein Abstandhalter ein Trocknungsmittel mit einer Aussenhülle und einer im Vergleich zur Aussenhülle poröseren Innenstruktur. Die Aussenhülle und die Innenstruktur sind aus einer Komponente hergestellt, typischerweise aus einer Polymermatrix, in welche ein Trocknungsmittel eingebracht ist. Es hat sich herausgestellt, dass sich bei einer Monoextrusion automatisch eine Aussenhülle ausbildet, welche den poröseren Innenteil umschliesst. Die Aussenhülle weist eine glatte, weniger poröse Oberfläche auf. Die Aussenhülle hat aufgrund ihrer geringen Porösität eine kleinere Wasserdampfdurchlässigkeit und schützt so das Trocknungsmittel während der Lagerung. Der glatten Aussenstruktur kommt damit eine gewisse Schutzfunktion gegen den Durchtritt von Wasserdampf zu. Um die Wasseraufnahmekapazität der porösen Innenstruktur nicht zu erschöpfen, kann die Komponentenverbindung aus Kunststoff und Trocknungsmittel nach der Monoextrusion aber auch zusätzlich noch Vakuum verpackt, in luftdichten Behältern vorliegen.
- Im Endprodukt besteht in beiden Varianten zwischen der porösen Innenstruktur und der Umgebungsatmosphäre in mindestens einem Bereich, vorzugsweise einer Seite des Abstandhalters, eine Gasund Wasserdampfverbindung mit einer Aussenseite welche einem Scheibenzwischenraum zuwendbar ist. Eine solche Gas- und Wasserdampfverbindung kann mittels eines porösen Materials oder einer Perforation oder anderen Öffnungen im besagten Bereich, vorzugsweise der besagten Seite, des Abstandhalters in einem Endprodukt ermöglicht werden. Das Trocknungsmittel in der Innenstruktur ist in beiden Varianten in einer Polymermatrix gehalten, welche porös ist. Porös heisst insbesondere poröser und wasserdampfdurchlässiger als die Aussenhülle des Abstandhalters.
- Der erfindungsgemässe Abstandhalter weist zudem bevorzugt mindestens eine primäre Dichtung zur stoffschlüssigen Verbindung des Abstandhalters mit mindestens einer Glasscheibe auf, nämlich einen stark adhesiven Kleber. Wahlweise kann der adhäsive Kleber mit einer Schutzfolie abgedeckt sein. Zur Verbesserung der Haftung des stark adhäsiven Klebers kann eine Oberflächenbehandlung am Profil erfolgen, bspw. nach dem Corona- oder Plasmaverfahren.
- In der ersten Variante liegen mindestens die silikonfreie Aussenhülle und das Trocknungsmittel des Abstandhalters als Verbund durch Coextrusion vor. Durch die Coextrusion der Aussenhülle mit dem Trocknungsmittel liegt dieses als Mehrschichtverbund der beiden Komponenten vor.
- In einer bevorzugten Ausführungsform dieser ersten Variante ist der Abstandhalter vollständig aus Materialien gefertigt, die nach der Formgebung keine oder nur eine vernachlässigbare Ausgasung haben, insbesondere ist der Abstandhalter vollständig Silikonfrei.
- Um Silikon sicher gegenüber so genanntem "Fogging" zu machen, wird das Material nach der Extrusion in der Regel durch Tempern veredelt. Dabei besteht die Gefahr der Beladung des Trocknungsmittels. Dies ist ein weiterer Vorteil des Verzichts auf Silikon.
- Durch diesen Verbund entfällt die Notwendigkeit einer späteren Bestückung des Abstandhalters mit einem Trocknungsmittel. Ausserdem kann bei der Herstellung das Trocknungsmittel soweit wie gewünscht diffusionsarm von der Aussenhülle umschlossen werden. Dies gestattet eine Lagerung des erfindungsgemässen Abstandhalters bei atmosphärischen Bedingungen, ohne dass sich die Wasserabsorptionseigenschaften des Trocknungsmittels durch den in der atmosphärischen Luft befindlichen Wasserdampf erschöpft. Der erfindungsgemässe Abstandhalter gestattet somit die Lagerung desselben bis zur Isolierglasherstellung.
- In der zweiten Variante weist die Aussenhülle im Wesentlichen eine geringe Wasserdampfdurchlässigkeit auf und liegt als Verbund durch Monoextrusion mit der porösen Innenstruktur vor. Durch die Verwendung einer Monoextrusion, welche eine Komponentenverbindung mit zwei unterschiedlichen Strukturen zur Folge hat, können Abstandhalter kosteneffizient produziert werden, da im Gegensatz zu einer Coextrusion nur ein Materialgemisch verwendet wird.
- Durch das direkte extrudieren einer Polymerstruktur, welche das Trocknungsmittel beinhaltet, entfällt die Notwendigkeit den Abstandhalter im Nachhinein mit einem Trocknungsmittel zu bestücken. Da die Aussenhülle eine im Wesentlichen geringe Wasserdampfdurchlässigkeit aufweist ist zudem eine Lagerung bei atmosphärischen Bedingungen möglich.
- Die Feuchtigkeitsaufnahme von Trocknungsmitteln ist typischerweise genormt. Zeolit Trocknungsmittel verfügen typischerweise über eine Wasseraufnahmekapazität von 20%. Aufgrund der Schutzfunktion der Aussenhülle bleibt die Anfangsbelastung des Trocknungsmittels mit Wasser klein und dieser Wert auch bei Lagerung oder Wasserkühlung beim Profilextrusionsprozess erhalten. Es hat sich gezeigt, dass insbesondere bei der Monoextrusion einer Trocknungsmittelmatrix aus TPE die Wasserdampfaufnahme in das innerhalb der Aussenhülle vorhandene Trocknungsmittel viel langsamer erfolgt als bei bekannten Abstandhaltern. Bei einer Normbeladung beträgt bei einem erfindungsgemässen Abstandhalter aus TPE die Wasserdampfaufnahme nach einem Monat 5%, während der gleiche Wert bei bekannten silikonbasierten Abstandhaltern über 8% beträgt. Die erfindungsgemässen Abstandhalter sind daher hinsichtlich Wasserdampfaufnahme bei Herstellung und Lagerung viel unkritischer.
- Auch das Herstellungsverfahren für erfindungsgemässe Abstandhalter kann effizienter gestaltet werden. Insbesondere ist es möglich durch einfache Wasserbadkühlung die Extrusionsgeschwindigkeit zu erhöhen, ohne die Wasseraufnahmefähigkeit des Trockenmittels wesentlich zu schädigen.
- In einer bevorzugten Ausführungsform der ersten Variante liegt der Abstandhalter als Verbund durch Coextrusion eines thermoplastischen Materials mit einer mit dem Trocknungsmittel angereicherten Kunststoff-Matrix vor.
- In einer bevorzugten Ausführungsform der zweiten Variante liegt der Abstandhalter als Monoextrusion eines in einer KunststoffMatrix enthaltenen Trocknungsmittels vor, was eine Aussenhülle und eine im Vergleich porösere Innenstruktur zur Folge hat.
- In einer weiteren bevorzugten Variante beider Ausführungsformen liegt die mindestens eine primäre Dichtung auch als Verbund durch Coextrusion mit der Aussenhülle vor. Vorzugsweise verläuft die primäre Dichtung längsseitig auf der gesamten Länge des Profils. Die so ausgestaltete primäre Dichtung kann somit eine doppelte Funktion erfüllen: den Abstandhalter stoffschlüssig mit einer Glassscheibe verbinden und gleichzeitig als Dichtung die Diffusion von Wasserdampf von Ausserhalb eines Scheibenzwischenraums in den Scheibenzwischenraum verhindern. Es versteht sich von selbst, dass eine primäre Dichtung mit einer solchen Doppelfunktion, d.h. ein Material, welches gleichzeitig ausreichende adhesive Eigenschaften zwischen dem Abstandhalterprofil und einer Glasscheibe aufweist und aber auch ausreichende Dichteigenschaften hat, in Zusammenhang mit anderen Typen von Abstandhaltern und nicht zwingend in coextrudierter Form vorteilhaft sein kann. Zur Erzeugung einer solchen Doppelfunktion wird beispielsweise eine Adhesivbutyl verwendet.
- Es ist aber alternativ auch denkbar, in an sich bekannter Art und Weise eine Klebefolie (Bevorzugt ein Acrylat-Adhesivtape) zu verwenden, welche zum Positionieren und Fixieren des Abstandhalters gegenüber einer Glasscheibe während der Produktion eines Isolierglases dient. Um die Haftung des Adhesivbandes zu verbessern, kann der Abstandhalter ausserdem zumindest im Bereich, der mit dem Adhesivband versehen wird, einer Coronabehandlung unterzogen werden. Das Adhesivband kann mit einer Abdeckfolie versehen sein, welche vor der Verwendung des Abstandhalters abgezogen werden kann.
- Vorzugsweise weist der erfindungsgemässe Abstandhalter eine im Profil im Wesentlichen vier kantige Form auf. In einer bevorzugten Ausführungsform weist der Profilquerschnitt eines erfindungsgemässen Abstandhalters eine im Wesentlichen rechteckige Form auf mit einer ersten Seitenlänge von zwischen 6 und 24 mm, und besonders bevorzugt 12 bzw. 16 mm Seitenlänge auf. Die Seitenlänge hängt insbesondere auch von der geplanten Anwendung ab: bei Anwendungen für Dreifachverglasungen sind typischerweise Gesamtbreiten von 12 - 30 mm bevorzugt. Bevorzugt weist eine zweite Seite eine Seitenbreite von zwischen 6 bis 16 mm, weiter bevorzugt 6 bis 8 mm.
- Die Materialien des Abstandhalters sind vorzugsweise so ausgewählt, dass sie einen im Wesentlichen flexiblen Abstandhalter ergeben, der eine automatisierte Produktion von mehrfachverglasten Fenstern ermöglicht und zur Lagerung auf Rollen aufgewickelt werden kann. Die Fertigung der mehrfachverglasten Fenster kann anschliessend per Roboter erfolgen.
- In einer weiteren bevorzugten Ausführungsform weist der Abstandhalter mindestens eine Dampfsperre zur Verhinderung von Wasserdampfdiffusion auf einer Seite des Abstandhalters auf. Bevorzugt soll die Dampfsperre die Diffusion von Wasserdampf durch die Seite die bei einer Montage gegen Aussen weist, d.h. dem Rahmen zugewandt ist, verhindern. Eine erfindungsgemässe Dampfsperre kann eine Folie sein, die nach der Extrusion aufgeklebt wird. Bevorzugt wird die Dampfsperre erzeugt, indem ein dampfundurchlässiger Kunststoff im Coextrusionsverfahren mit der Aussenhülle und dem Trocknungsmittel bzw. der Polymermatrix als Verbund erzeugt wird. Alternativ kann die Dampfsperre in Form einer metallischen Walzfolie und/oder sputter-bedampften metallischen oder glasartigen Schicht vorliegen. Besonders bevorzugt ist eine Dampfsperre, welche als Laminat vorliegt, insbesondere aus einer PE Schicht, auf welche wenigstens eine PET-SiOx Schicht aufgebracht ist. Bevorzugt sind zwei PET-SiOx Schichten. Die PE Schicht lässt sich gut mit der Aussenhülle eines Abstandhalters aus TPE verbinden, insbesondere verschweissen. Gleichzeitig bildet die PET-SioX Schicht einen guten Kontakt für üblicherweise verwendete Primärdichtungen, z.B. Butylkleber. Eine solche Dampfsperre lässt sich insbesondere unmittelbar nach oder während der Extrusion auftragen. Die Verschweissung erfolgt dabei bevorzugt unmittelbar nach der Extrusion des Profils.
- Dazu kann beispielsweise eine Verschweissung auf drei Flanken unter Anwendung eines Leister Heissluftgerätes erfolgen.
- Alternativ kann beispielsweise die Extrusionsdüse selbst mit einer Zuführung für die Dampfsperre versehen sein. Insbesondere Foliendicken unter einer zulässigen Spannungsgrenze können innerhalb des Werkzeugs direkt mit der Kunststoffschmelze verbunden werden. In einer weiteren Alternative wird die Folie direkt nach der Düse während der Entspannungsphase an das extrudierte Profil geführt.
- In einer bevorzugten Ausführungsform weist der Abstandhalter eine erste, im Wesentlichen ebene Grundfläche und eine zweite, im Wesentlichen ebene gegenüberliegende Grundfläche auf. Bevorzugt ist die erste Grundfläche im Endprodukt im Wesentlichen durchlässig für Wasserdampf und die zweite Grundfläche im Wesentlichen undurchlässig für Wasserdampf. Bei der Montage wird die erste Grundfläche so ausgerichtet, dass sie zum Scheibenzwischenraum weist und die zweite Grundfläche zum Fensterrahmen weist.
- Im Sinne der vorliegenden Erfindung findet eine Unterscheidung statt, zwischen einem handelbaren Rohprodukt und einem handelbaren Endprodukt des erfindungsgemässen Abstandhalters. Im Rohprodukt ist die Diffusion von Wasserdampf zur Innenstruktur, welche das Trocknungsmittel beinhaltet, erschwert. Dies erfolgt durch eine diffusionsdichte Aussenhülle in der ersten Ausführungsform oder durch eine weniger poröse, glatte Aussenhülle in der zweiten Ausführungsform. Das Endprodukt, d.h. der bei oder kurz vor der Montage "aktivierte" Abstandhalter ermöglicht auf mindestens einer Seite, welche einem Scheibenzwischenraum zwischen zwei Glasscheiben zugewandt ist, die Diffusion von Wasserdampf in das Innere des Abstandhalters besser.
- In einer bevorzugten Ausführungsform weist die erste Grundfläche mindestens eine Öffnung, insbesondere eine oder mehrere Perforationen auf.
- In einer weiteren bevorzugten Ausführungsform weist die zweite Grundfläche die Dampfsperre auf. Die Dampfsperre ist bevorzugt ein Laminat aus PE und wenigstens einer PET-SiOx Schicht. Alternativ sind aber auch metallische Walzfolien denkbar, insbesondere Walzfolien umfassend Aluminium oder eine Edelstahlfolie. Ebenfalls denkbar ist eine aufgedampfte Metallschicht.
- In einer bevorzugten Ausführungsform der ersten Variante weist die mit der Trocknungsmittelmatrix coextrudierte Aussenhülle kein Silikon auf, insbesondere weist sie ein thermoplastisches Elastomer auf, oder besteht im Wesentlichen daraus, ausgewählt aus der Gruppe bestehend aus: TPS (Styrol-Block-Copolymere), TPC (thermoplastische Polyesterelastomere), TPV (vernetzte thermoplastische Olefin Elastomere), TPU (thermoplastische Polyurethan Elastomere) und TPA (thermoplastische Polyamid Elastomere).
- In einer besonders bevorzugten Ausführungsform kann der Aussenhülle insbesondere aus TPV, zusätzlich vergütete Kreide und/oder Talk beigemischt wird. Dadurch kann die Shore Härte reduziert werden.
- Bevorzugt weist das thermoplastische Elastomer mindestens eine, vorzugsweise alle der folgenden Eigenschaften auf: Die Shore Härte liegt zwischen 60 ShA und 75 ShA, bevorzugt zwischen 65 ShA und 70 ShA.
- Es ist durch Extrusion verarbeitbar.
- Es weist nur eine minime, beziehungsweise vernachlässigbare Ausgasung auf und/oder ist im Wesentlichen Lösungsmittelfrei. Akzeptable Ausgasungs- und Foggingwerte können der DIN-Norm EN 1279-6 entnommen werden,
- Es ist mit den bekannten Isolierglasdichtstoffen kompatibel, insbesondere mit Butyl, Polyurethan, Polysulfiden, Silikon oder Hotmelt.
- Es weist eine Temperaturbeständigkeit von -20°C bis 80°C auf.
- Es verfügt über eine geringe, respektive vernachlässigbare Wärmeausdehnung und Wärmeleitung.
- Es ist im Wesentlichen UV-beständig.
- Es ist im Wesentlichen farbbeständig über einen Zeitraum von bis zu 20 Jahren und unter Einwirkung von UV-Licht.
- Es verfügt über eine geringe, respektive vernachlässigbare Wasserdampfdurchlässigkeit.
- Es verfügt über eine geringe, respektive vernachlässigbare Gasabsorption, insbesondere Argonabsorption.
- Es verfügt vorzugsweise über eine Lebensdauer von mehr als 20 Jahren.
- Als besonders geeignet haben sich UV-stabilisierte, organische Materialien wie z. B. TPE Olefine und TPU Elastomere herausgestellt. Sie zeichnen sich durch eine geringe Wasserdampf-Permeation aus. Weiter bevorzugt können TPA Polyamide oder adaptierte biopolymere Kompounds verwendet werden, welche die obigen Bedingungen erfüllen.
- In einer bevorzugten Ausführungsform der zweiten Variante besteht die Polymermatrix für das Trocknungsmittel aus Komponenten der Olefinic TPE Gruppe, insbesondere aus Infuse 9007 des Herstellers DOW.
In einer besonders bevorzugten Ausführungsform wird der Polymermatrix (insbesondere aus Olefic TPE) Kreide und/oder Talk beigemischt wird. Dadurch kann die Shore Härte reduziert werden. - Bevorzugt weist die monoextrudierte Polymermatrix mindestens eine, vorzugsweise alle der folgenden Eigenschaften auf:
- Die Shore Härte liegt zwischen 60 ShA und 75 ShA, bevorzugt zwischen 65 ShA und 70 ShA.
- Sie ist durch Extrusion verarbeitbar.
- Sie ist mit den bekannten Isolierglasdichtstoffen kompatibel, insbesondere mit Butyl, Polyurethan, Polysulfiden, Silikon oder Hotmelt.
- Sie weist eine Temperaturbeständigkeit von -20°C bis 80°C auf.
- Sie verfügt über eine geringe, respektive vernachlässigbare Wärmeausdehnung und Wärmeleitung.
- Sie ist im Wesentlichen farbbeständig über einen Zeitraum von bis zu 20 Jahren und unter Einwirkung von UV-Licht.
- Sie beinhaltet eine durch Monoextrusion entstehende Aussenhülle, welche über eine geringe, respektive vernachlässigbare Wasserdampfdurchlässigkeit verfügt.
- Sie verfügt über eine geringe, respektive vernachlässigbare Gasabsorption, insbesondere Argonabsorption.
- Sie verfügt vorzugsweise über eine Lebensdauer von mehr als 20 Jahren.
- In beiden Varianten ist es ausserdem denkbar, der Trocknungsmittelmatrix weitere Komponenten beizufügen, beispielsweise zur Erhöhung der UV Stabilität. Denkbar ist beispielsweise Desmopan DP 9370AU des Herstellers Bayer.
- In einer bevorzugten Ausführungsform wird die primäre Dichtung aus einem Klebstoff ausgewählt aus der Gruppe der Butyl, - Acrylat und Hotmelt-Klebstoffe. Wenn die primäre Dichtung als Klebstoff ausgebildet ist kann sie gleichzeitig zwei Funktionen übernehmen: einerseits ist die Dichtung zum dichten in an sich bekannter Art und Weise nützlich. Gleichzeitig übernimmt sie eine Positionierungsfunktion bei der Isolierglasmontage. Statt wie bisher zwei verschiedene Materialien (Acrylat zur Positionierung und Butyl zur Dichtung) kann die primäre Dichtung beide Funktionen erfüllen. Selbstverständlich ist diese Lösung auch im Zusammenhang mit anderen Abstandhaltern vorteilhaft einsetzbar.
- Ein erfindungsgemässer Abstandhalter kann entsprechend der Kontur des Glases angepasst werden. Der Abstandhalter ist vorzugsweise einstückig ausgebildet. Dadurch wird das gesamte Handling während der Montage erleichtert. Ausserdem ist durch die einstückige Ausbildung des Abstandhalters eine besonders kostengünstige Herstellung möglich.
- In einer weiteren bevorzugten Ausführungsform weist der Abstandhalter neben seiner im Wesentlichen rechteckigen Grundform eine Ausnehmung, insbesondere eine Nut, zur Aufnahme einer Glasscheibe auf. Ein derart ausgestalteter Abstandhalter ist besonders geeignet, um die mittlere Glasscheibe eines dreifachverglasten Fensters aufzunehmen. Vorzugsweise weist ein solcher Abstandhalter ausserdem einen Teil der primären Dichtung in dieser Nut auf.
- Im Zusammenhang mit Dreifachverglasungen kann insbesondere ein Abstandhalter verwendet werden, welcher eine Grundform wie in
WO 2010/11545 - Besonders bevorzugt kann der Abstandhalter ein Formmerkmal aufweisen, welches bezogen auf die mittlere Aufnahme des Abstandshalters eine genau definierte Position aufweist und welches zum Positionieren des Abstandhalters beim Einsetzen der mittleren Scheibe dient. Dieses Formmerkmal kann typischerweise als Spurrille an der der Seite zur Aufnahme der mittleren Scheibe abgewandten Seite ausgebildet sein. Während ein solches Formmerkmal in Zusammenhang mit erfindungsgemässen Abstandhaltern besonders bevorzugt ist, versteht es sich von selbst, dass es auch bei anderen Abstandhaltern für Dreifachverglasungen vorteilhaft sein kann.
- In einer bevorzugten Ausführungsform der ersten Variante dieser für dreifachverglasungen geeigneten Abstandhalter weist die Aussenhülle zwei Kammern mit Trocknungsmittel auf, welche als Verbund durch Coextrusion mit der Aussenhülle vorliegen.
- In einer weiteren Ausführungsform der vorliegenden Erfindung weist der Abstandhalter auf der ersten ebenen Grundfläche mindestens eine Schwächungsstelle auf, die bei oder kurz vor der Isolierglasherstellung perforiert wird und dadurch Gas- und Wasserdampfdurchlässigkeit der ersten ebenen Grundfläche zum Trocknungsmittel gewährleistet. Eine solche Schwächungsstelle kann durch eine im Vergleich zur umgebenden Wandstärke dünneren Wandstärke der Aussenhülle erzielt werden. Besonders bevorzugt ist so eine Schwächung bei der ersten Variante. Sie kann aber auch bei der zweiten Variante vorteilhaft sein.
- Dies hat den Vorteil, dass das Trocknungsmittel während und nach der Herstellung des Abstandhalters von der Aussenhülle geschützt wird und sich die Wasserabsorptionsfähigkeit des Trocknungsmittels nicht vorzeitigt erschöpft.
- Das Trocknungsmittel kann vorzugsweise als Matrix in einem Kunststoff vorliegen. Besonders geeignet sind Trocknungsmittel auf der Basis von Molekularsieben, insbesondere Silikagele und Zeolithe.
- Die Aussenhülle gewährleistet in erster Hinsicht UV-Beständigkeit, Elastizität und eine hohe Formstabilität. In einer bevorzugten Ausführungsform kann das Trocknungsmittel bis zu 40, vorzugsweise bis zu 70%, weiter vorzugsweise bis zu 90% des Querschnitts des Abstandhalters ausmachen. Die Aussenhülle weist eine Wandstärke von 1 ± 0,5mm auf.
- Ein weiterer Aspekt der vorliegenden Erfindung betrifft ein Verfahren zur Herstellung eines Abstandhalters, insbesondere eines Abstandhalters wie oben beschrieben.
- Eine silikonfreie Aussenhülle und eine im Vergleich zur Aussenhülle porösere Innenstruktur, welche das Trocknungsmittel enthält, werden extrudiert, so dass die poröse Innenstruktur vollständig durch die Aussenhülle umschlossen wird.
- In einer ersten Variante werden eine silikonfreie Aussenhülle und ein Trocknungsmittel mittels einer Profil-Mehrfachdüse coextrudiert, sodass das Trocknungsmittel durch die Aussenhülle vollständig und diffusionsdicht umschlossen wird.
- Eine geeignete Profildüse ist zum Beispiel in
US 5851609 gezeigt. Eine geeignete Profildüse weist mehrere Kanäle auf, um die einzelnen Komponenten zu extrudieren. - In einer zweiten Variante werden die Aussenhülle und die Innenstruktur so monoextrudiert, dass eine im Vergleich zur Aussenhülle porösere Innenstruktur entsteht, welche von der Aussenhülle vollständig umschlossen wird.
- Nach der Extrusion wird bevorzugt in beiden Ausführungsformen die Aussenhülle an mindestens einer Stelle luft- und dampfdurchlässig gemacht. In der zweiten Variante kann je nach Porosität der Aussenhülle auch auf diesen Schritt verzichtet werden.
- Dieser Schritt kann bis zur Isolierglasherstellung aufgeschoben werden.
- Durch das erfindungsgemässe Verfahren kann die Extrusion mit Wasserkühlung stattfinden, ohne dass dabei das Trocknungsmittel in seiner Wasseraufnahmekapazität bereits vor der Montage erschöpft wird, weil zu diesem Zeitpunkt das Trocknungsmittel von der Aussenhülle vollständig umschlossen ist. Dadurch lässt sich wesentlich effizienter und mit einer höheren Durchsatzleistung extrudieren.
- In einer bevorzugten Ausführungsform wird die Aussenhülle im Anschluss an die Extrusion an mindestens einer Stelle perforiert, sodass eine Öffnung entsteht.
- In einer weiteren bevorzugten Ausführungsform wird die Aussenhülle mit einer Schwächungssstelle extrudiert, die im Anschluss an die Extrusion an mindestens einer Stelle geöffnet wird, sodass eine Öffnung entsteht.
- Eine solche Schwächungsstelle kann zum Beispiel durch eine Profildüse hergestellt werden, die so ausgestaltet ist, dass eine Schwächungsstelle, insbesondere eine Stelle mit verringerter Wandsärke extrudiert wird. Dadurch lässt sich die entsprechende Stelle der Aussenhülle leichter perforieren.
- In einer bevorzugten Ausführungsform umfasst die Extrusion zusätzlich die Extrusion einer Dichtung, insbesondere einer Dichtung umfassend einen Butyl-, Acrylat, oder Hotmelt-Klebstoff.
- In einer besonderen Ausführungsform wird der Teil der Aussenhülle der dem Scheibenzwischenraum zugewandt ist erst bei der Montage luft- und dampfdurchlässig gemacht, indem zum Beispiel bei der Verarbeitung der besagte Teil durch einen Fertigungsroboter perforiert. Dies kann an Schwächungsstellen passieren.
- Ein weiterer Aspekt der vorliegenden Erfindung betrifft ein mehrfachverglastes Fenster mit mindestens zwei voneinander beabstandeten parallelen Glasscheiben und einem zwischen den Glasscheiben zur Beabstandung angebrachten Abstandhalter wie vorgängig beschrieben.
- Der Abstandhalter ist bevorzugt direkt mit einer Primärdichtung mit der Glasscheibe fixiert.
- Bevorzugt wird der Zwischenraum zwischen der ersten und der zweiten Glasscheibe welcher durch den Abstandhalter gebildet wird und ausserhalb am Scheibenzwischenraum liegt mit einer weiteren sekundären Dichtung abgedichtet. Solche sekundären Dichtungen sind im Stand der Technik bekannt. Als besonders geeignet haben sich Polysulfite, Polyurethane und Silikone erwiesen.
- In einer bevorzugten Ausführungsform umschliesst die Aussenhülle das Trocknungsmittel zum Zeitpunkt, an dem der Abstandhalter auf einer Glasscheibe fixiert wird, noch vollständig. Dadurch umschliesst besonders in der ersten Variante die Aussenhülle die Innenstruktur welche das Trocknungsmittel enthält luft- und dampfdicht.
- Die dem Scheibenzwischenraum zugewandte Kante des Abstandhalters kann in beiden Ausführungsformen luft- und dampfdurchlässig gemacht, indem sie zum Beispiel perforiert wird oder an einer Schwächungsstelle ein Teil der Aussenhülle gelöst wird.
- In einer bevorzugten Ausführungsform wird das mehrfachverglaste Fenster in einem automatisierten Prozess mit einem Roboter montiert. Besonders bevorzugt wird erst bei der Isolierglasherstellung durch einen Applikationsroboter perforiert, damit die Trockenmittelbelastung klein und dadurch die Wasseraufnahmekapazität möglichst hoch bleibt.
- Das mehrfachverglaste Fenster umfasst in einer bevorzugten Ausführungsform mindestens zwei Glasscheiben, die durch einen Abstandhalter beabstandet sind und darin einen Scheibenzwischenraum definieren, und einen aussen am Abstandhalter zwischen den Scheiben gelegenen äusseren Zwischenraum. Bevorzugt ist der besagte äussere Zwischenraum mit einer sekundären Dichtung diffusionsdicht versiegelt. Der Abstandhalter umfasst kein Silikon und umfasst insbesondere eine Aussenhülle welche eine Trocknungsmittelmatrix zumindest teilweise einschliesst.
- Die Aussenhülle ist in beiden Varianten vorzugsweise so ausgestaltet, dass eine Dampfdiffusion zwischen dem Scheibenzwischenraum und einem in der Trocknungsmittelmatrix eingebetteten Trocknungsmittel ermöglich wird.
- Bedingt durch die Aussenhülle des Abstandhalters ist die Anfangsbeladung des Trocknungsmittels mit Wasser sehr gering. Dadurch erhöht sich auch die Lebensdauer eines mehrfachverglasten Fensters, das mit dem erfindungsgemässen Abstandhalter bestückt ist. Die Bedingungen gemäss Norm EN1279 Teil 2 und Teil 3 werden zuverlässiger und länger erfüllt. Der Argonverlust aus dem Zwischenraum zwischen den Scheiben ist geringer als 1% pro Jahr.
- In einer bevorzugten Ausführungsform beider Varianten weist die Innenstruktur mindestens einen Hohlraum auf. Der mindestens eine Hohlraum führt zu einer Reduktion des PSI Wertes. Innenstrukturen ohne Hohlräume sind auch denkbar. Aufgrund der Material- und Kosteneinsparungen ist eine Ausführungsform mit Hohlräumen jedoch zu bevorzugen.
- Im Folgenden wird die Erfindung anhand von Zeichnungen und konkreten Ausführungsbeispielen näher erläutert, ohne jedoch auf diese beschränkt zu sein.
-
Figur 1 zeigt ein schematisches Profil eines Abstandhalters aus dem Stand der Technik. -
Figur 2 zeigt ein weiteres schematisches Profil eines Abstandhalters für mehrfachverglaste Fenster. -
Figur 3 zeigt eine schematische Profilansicht eines Abstandhalters gemäss der vorliegenden Erfindung. -
Figur 4 zeigt eine schematische Profilansicht einer weiteren Ausführungsform eines Abstandhalters gemäss der vorliegenden Erfindung. -
Figur 5 zeigt eine schematische Profilansicht eines Abstandhalters gemäss der vorliegenden Erfindung zwischen zwei Glasscheiben. -
Figur 6 zeigt eine schematische Profilansicht einer weiteren alternativen Form eines Abstandhalters gemäss der vorliegenden Erfindung. -
Figur 7 zeigt eine schematische Profilansicht einer weiteren alternativen Form eines Abstandhalters gemäss der vorliegenden Erfindung. -
Figur 8 zeigt eine schematische perspektivische Darstellung eines Abstandhalters teilweise im Querschnitt gemäss der vorliegenden Erfindung. -
Figur 9 zeigt eine schematische Profilansicht einer weiteren alternativen Form eines Abstandhalters gemäss der vorliegenden Erfinding -
Figur 10 zeigt eine schematische Profilansicht einer weiteren alternativen Form eines Abstandhalters gemäss der vorliegenden Erfindung -
Figur 11 zeigt eine schematische Profilansicht einer weiteren alternativen Form eines Abstandhalters gemäss der vorliegenden Erfindung - Alle Figuren sind nicht massstabgetreu, insbesondere kann die Wandstärke der Aussenhüllen 7 bzw. 12 variabel sein je nach Wahl des Materials. In den
Figuren 5 bis 9 wird die Aussenhülle 7 bzw. 12 nunmehr exemplarisch gezeigt. -
Figur 1 zeigt einen Abstandhalter 1 aus dem Stand der Technik mit einem im Wesentlichen rechteckigen Profilquerschnitt. Auf den beiden schmalen Seiten ist eine primäre Dichtung 3 angebracht. Üblicherweise werden Butylverbindungen als Primärdichtung verwendet. Der Abstandhalter 1 verfügt zudem über eine Dampfsperre 4. Üblicherweise werden Aluminium, Aluminiumlegierungen, Edelstahl oder Kunststofffolien als Dampfsperre 4 verwendet. -
Figur 2 zeigt einen weiteren Abstandhalter 1, der für die Verwendung mit mehrfachverglasten Fenstern mit drei oder mehr Scheiben angepasst ist. Der Abstandhalter 1 verfügt über eine Dampfsperre 4 sowie zwei primäre Dichtung 3 an den jeweiligen schmalen Seiten des Abstandhalters 1. Der Abstandhalter weist zudem eine Nut auf mit einem weiteren Dichtstoff 6, wobei in der Regel Acrylatadhesive oder Hotmelts zur Anwendung kommen. In die Nut ist eine Glasscheibe 5 stoffschlüssig durch die Dichtung 6 mit dem Abstandhalter 1 verbunden. Auf der der dritten Scheibe 5 abgewandten Seite ist der Abstandhalter ausserdem mit einer Spurrille versehen, welche die Position der Nut anzeigt. Die Spurrille dient bei der Isolierglasherstellung der Positionierung des Abstandhalters. InFig. 2 ist die Spurrille in Zusammenhang mit einem herkömmlich hergestellten Abstandhalter gezeigt. Es versteht sich von selbst, dass solche Spurrillen in Zusammenhang mit den nachstehend beschriebenen coextrudierten oder monoextrudierten Abstandhaltern besonders einfach herstellbar sind. -
Figur 3 zeigt einen erfindungsgemässen Abstandhalter 1 mit einer thermoplastischen Ummantelung 7, welche ein Trocknungsmittel 8 umschliesst. Der Abstandhalter 1 weist eine Ummantelung 7 mit einer Dicke von 1 mm auf. Zudem hat der Abstandhalter 1 eine Höhe H von 6.5 mm, einer Höhe h von 3.5 mm einer Breite B von 9.8 mm und einer Breite b von 0.8 mm. Der Abstandhalter 1 weist zudem eine besputterte Fläche 4 auf, die als Dampfsperre den Durchgang von Gas und Wasserdampf verhindert. Die schmalen Seiten des Abstandhalters 1 sind mit einem Acryl Elastomer (VAMAC; Typon) als stark adhäsiver Kleber (Positionierkleber) 3 versehen. Die Ummantelung 7 weist zudem auf einer Seite Perforationen 9 auf, sodass ein Gasaustausch zwischen dem Trocknungsmittel und dem Scheibenzwischenraum (nicht gezeigt) stattfinden kann. - Die Ummantelung 7 besteht aus einem flexiblen, von Hand biegbaren thermoplastischen Elastomer. Das Elastomer weist eine Shore A Härte von über 60 ShA auf, ist fogging sicher und diffusionsdicht für Wasserdampf und Argongas. Besonders bevorzugt besteht die Ummantelung 7 aus der Warengruppe Saran und wird zusammen mit der Trockenmittelmatrix coextrudiert.
- Die Dampfsperre 4 zur Sekundärdichtung besteht vorzugsweise aus einer Verbundfunktionsfolie. Geeignet sind insbesondere diffusionsdicht mit SiO2 besputterte Folien. Besonders bevorzugt ist ein nach der Extrusion aufgeschweisstes Laminat aus PE/PET-SiOx/PET-SiOx, wobei die PE Schicht dem Abstandhalter und die PET-SiOx Schicht dem Glas zuwendbar ist. Alternativ sind Folien auf EVOH Basis denkbar. Alternativ kann auch eine Glas-, Aluminium-, Edelstahl- oder Kunststofffolie nach der Coextrusion der Ummantelung 7 und der Trocknungsmittelmatrix 8 aufgeklebt werden. Die primären Dichtungen (Positionierkleber) 3 können ebenfalls in einem angehängten Fertigungsschritt an den Abstandhalter 1 angebracht werden. Es ist auch denkbar, die Bereitstellung einer geeigneten Dampfsperre im Coextrusionsprozess zu integrieren. Die Dampfsperre 4 kann eine gewalzte Metallfolie sein, die je nach verwendetem Material zwischen 10 und 30 mm (Aluminium) oder 6 und 12 mm (Edelstahl) dick gewählt werden kann. Die gewalzten Folien können auch gewellt ausgeführt werden. Die Wellung erfolgt quer zur Längsrichtung des Abstandhalters. Dadurch ist der Abstandhalter flexibler und kann besser aufgewickelt werden. Selbstverständlich ist in diesem Fall das auf die Folie aufgetragene Kunststoffmaterial entsprechend ebenfalls gewellt.
-
Figur 4 zeigt eine alternative Ausführungsform zum Abstandhalter 1 ausFigur 3 . Der Abstandhalter 1 verfügt über eine thermoplastische Ummantelung 7 aus Saran™ Barrier Films von DOW, welche eine Trocknungsmittelmatrix 8 (entsprechend der vorstehenden Beschreibung) in zwei gesonderten Kammern einschliesst. Als Trocknungsmittelmatrix kann beispielsweise Infuse 9007 DOW verwendet werden. Die Ummantelung 7 ist an zwei Stellen 9 mit Perforationen 9 versehen, sodass Wasserdampfaustausch zwischen der Trocknungsmittelmatrix und dem Scheibenzwischenraum (nicht gezeigt) ermöglicht wird.Fig.4 zeigt schematisch eine mittlere Scheibe 5 eines dreifachverglasten Fensters, welche in eine Nut eingelassen ist und mittels eines Adhesivklebers 6 stoffschlüssig mit dem Abstandhalter 1 verbunden ist. Der Abstandhalter weist ebenfalls eine Spurrille zur Positionierung gegenüber der mittleren Scheibe auf. Der Abstandhalter 1 weist zudem eine Dampfsperre 4 auf. Die Dampfsperre weist bevorzugt eine mit SiOx beschichtete Folie, z.B. eine PET-SiOx Folie auf. Bevorzugt ist ein Laminat aus PE/PET-SiOX/PET-SiOx des Herstellers AMCOR. Bei der PET-SiOx Schicht handelt es sich um einen PET Träger, der im Hochvakuuum mit Silizium beschichtet wird. Alternativ sind aber auch Dampfsperren aus einer nachträglich angebrachten Edelstahlfolie, Aluminiumwalzfolie oder einer sonstigen Metallfolie oder aufgedampftem Metall denkbar. - Der Abstandhalter weist ausserdem zwei primäre Dichtungen 3 aus einem Acrylatklebstoff auf, welche ebenfalls nachträglich angebracht wurden. Alternativ wäre auch TPU-Foam, Butyl, Hotmelt oder EPDM gut geeignet.
- Als Trocknungsmittelmatrix wurde für
Figur 3 und 43A Zeolith mit einem volumetrischen Anteil von 25 bis 60% in einer Matrix eines Olefin Block Coplymers (z.B. INFUSE™ 9700 von DOW®) oder ein Polyolefin Elastomer (z.B. ENGAGE™ von DOW®)verwendet. - Die thermoplastische Ummantelung 7 und die Trocknungsmittelmatrix 8 werden in einem Verfahrensschritt coextrudiert. Alternativ kann auch die Dichtung 6 mit der Trocknungsmittelmatrix 8 und der thermoplastischen Ummantelung 7 coextrudiert werden.
-
Figur 5 zeigt einen zwischen zwei Scheiben 5 montierten Abstandhalter 1. Der Abstandhalter 1 weist eine thermoplastische Ummantelung 7 im Verbund mit einem Trocknungsmittel 8 auf. Die thermoplastische Ummantelung besteht aus TPU oder Olefinen. Der Abstandhalter weist zudem beidseitig ein Adhesivband 11 auf, welches vorgängig mit einer Folie beschichtet war und wobei die Folie vor der Aufbringung des Abstandhalters 1 auf die Glasscheiben 5 abgelöst wurde. Der Abstandhalter 1 weist zudem Primärsperren 3 aus Butylklebstoff auf. Eine sekundäre Dichtung 10 aus Polysulfid - Thiover oder Polyurethan - Polyver dichtet zusätzlich den Abstandhalter 1 von der Aussenatmosphäre ab. Das Trocknungsmittel 8 wird als Matrix aus Trocknungsmittel und einem Kunststoff extrudiert, wobei die Materialen derFiguren 3 und4 verwendet werden. -
Figur 6 zeigt einen Abstandhalter 1, bei dem im Unterschied zurFigur 5 das Adhesivband und die Primärsperre durch eine Primärsperre 3 aus Adhesiv Hotmelt oder Butyl(adhesiv) ersetzt wurde. Die Primärsperre 3 führt somit eine Doppelfunktion aus: stoffschlüssiges Verbinden der Glassscheiben und Verhinderung der Dampfdiffusion. Die Primärsperre 3 kann mit den übrigen Bestandteilen des Abstandhalters coextrudiert werden. Zur Applikation des Adhesivbandes ist inFigur 6 (nicht im Detail dargestellt) ähnlich wie in denFiguren 2 oder3 eine Absetzung bzw. eine Nut vorgesehen (welche in diesen Figuren ebenfalls bereits zur Aufnahme der primären Dichtungen 3 verwendet wird. Je nachdem ob eine Ausführung mit einer Barrierfolie (vergleichbar mit den Darstellungen inFiguren 3 und4 ) oder eine gewalzte Edelstahlfolie verwendet wird, ist zur Aufnahme des Adhesivbands eine Absetzung (bei einer Barrierfolie) oder eine Nut (zwischen der Edelstahfolie und dem Profil) vorgesehen. - Die
Figur 7 unterscheidet sich von derFigur 5 durch eine mit dem thermoplastischen Elastomer 7 verschweisste Dampfsperre 4 aus einer SiOx beschichteten Folie oder aus einer verklebten Folie aus Aluminium oder Edelstahl. Das thermoplastische Elastomer 7 umschliesst ein Trocknungsmittel 8. - Es versteht sich von selbst, dass alle oben genannten erfindungsgemässen Ausführungsformen beliebig miteinander kombiniert sein können.
-
Figur 8 zeigt perspektivisch einen Querschnitt eines Abschnitts eines Abstandhalters 1 der als Bandausschnitt vorliegt. Der Abstandhalter 1 weist eine erste ebene Grundfläche 20 auf, welche bei der Montage auf einen Scheibenzwischenraum zeigt (nicht gezeigt) und eine zweite ebene Grundfläche 21, welche bei der Montage gegen einen Fensterrahmen zeigt (nicht gezeigt) auf. Der Abstandhalter 1 verfügt auf der ganzen Länge der Seite 20 über Perforationen 9, um einen Gasaustausch mit dem Trocknungsmittel zu ermöglichen. Die Grundfläche 21 wird durch eine diffusionsdichte Folie begrenzt. -
Figur 9 zeigt perspektivisch einen Querschnitt eines Abstandhalters 1, der als Bandausschnitt vorliegt. Der Abstandhalter 1 weist eine Aussenhülle 12 und eine poröse Innenstruktur 13 auf. Die Aussenhülle 12 und die Innenstruktur 13 werden als Komponentenverbindung aus einer Kunststoffmatrix und Trocknungsmittel monoextrudiert. Das bevorzugt verwendete Trocknungsmittel ist Zeolith und macht bevorzugt 50% der Trocknungsmittelmatrix aus. Der Kunststoff für die Matrix ist Infuse 9007 von Dow. Alternativ kann z.B. auch HTC8312/59 von KRAIBURG TPE Gmbh & Co. KG verwendet werden. Auch diese Ausführungsform kann für Dreifachverglasungen verwendet werden und dazu mit einer Spurrille wie vorstehend beschreiben versehen werden. Ebenso kann diese Ausführungsform wie vorstehend beschrieben mit Adhesivtape und Dampfsperren, insbesondere einer Dampfsperre aus einer PE/PET-SiOx/PET-SiOx Laminatfolie versehen sein. - Die Extrusion erfolgt bei einer Temperatur von 130°C (bei der Extrusionsdüse) bis 160°C (im Vorlauf) und einer Extrusionsgeschwindigkeit von 5 bis 30 m/min.
-
Figur 10 zeigt perspektivisch einen Querschnitt eines Abstandhalters 1. Dabei weist das Trocknungsmittel 8 zwei Hohlräume 14 auf. Das Trocknungsmittel ist von einer Ummantelung 7 umgeben. Das Trocknungsmittel 8 mit den Hohlräumen 14 wird mit der Ummantelung 7 coextrudiert. -
Figur 11 unterscheidet sich vonFigur 10 dadurch, dass der Abstandhalter 1 als ganzes aus einer Kunststoffmatrix monoextrudiert wird. Dabei weist der Abstandhalter 1 eine Aussenhülle 12 und eine Innenstruktur 13 auf. Die Innenstruktur zeigt zudem zwei Hohlräume 14. - In
Figur 10 und inFigur 11 wird durch die Hohlräume 14 zum einen der PSI Wert reduziert, zum anderen werden Materialeinsparungen erreicht. Es versteht sich, dass auch diese Ausführungsformen für Dreifachverglasungen verwendet werden und dazu mit einer Spurrille wie vorstehend beschreiben versehen werden können. Ebenso können diese Ausführungsformen wie vorstehend beschrieben mit Adhesivtape und Dampfsperren, insbesondere einer Dampfsperre aus einer PE/PET-SiOx/PET-SiOx Laminatfolie versehen sein. - Für alle genannten Ausführungsformen ist es im Herstellungsverfahren möglich, die Extrusion mit Wasser zu kühlen.
- Somit ist eine hohe Extrusionsgeschwindigkeit möglich und gleichzeitig wird das Trocknungsmittel im Extrudierprozess weniger belastet. Die so hergestellten Abstandhalter verfügen über eine längere Lagerbarkeit.
- Durch die Wahl eines thermoplastischen Elastomers in den
Figuren 3-8 und10 verfügt die Abstandhalteraussenhaut zudem über eine geringere Wasserdampfdurchlässigkeit. Dies erhöht die Lebensdauer von mehrfachverglasten Fenstern mit den erfindungsgemässen Abstandhaltern massgebend. - In der
Figur 9 und11 wird die Lebensdauer mit einer Aussenhülle mit geringerer Wasserdampfdurchlässigkeit, welche durch monoextrusion entsteht ebenfalls erhöht. - Weitere neue und erfinderische Aspekte der Erfindung sind in den folgenden Abschnitten dargelegt:
- 1. Abstandhalter (1) für die Beabstandung von Glassscheiben (5) eines mehrfachverglasten Fensters, umfassend: eine silikonfreie Aussenhülle (7; 12), welche eine Innenstruktur (8; 13) umschliesst
dadurch gekennzeichnet, dass
die Aussenhülle (7; 12) durch Extrusion als Verbund mit einer Innenstruktur (8; 13) vorliegt - 2. Abstandhalter (1) gemäss Aspekt 1
dadurch gekennzeichnet, dass
die Aussenhülle (7) und das Trocknungsmittel (8) als Verbund durch Coextrusion vorliegen und dass bevorzugt die Aussenhülle (7) im Vergleich zum Trocknungsmittel (8) weniger porös ist. - 3. Abstandhalter (1) gemäss Aspekt 1
dadurch gekennzeichnet, dass
die Aussenhülle (12) und die Innenstruktur (13) als Verbund durch Monoextrusion vorliegen wobei die Aussenhülle (12) im Vergleich zur Innenstruktur (13) weniger porös ist. - 4. Abstandhalter (1) gemäss einem der Aspekte 1-3, weiter umfassend mindestens eine primäre Dichtung (3), zur stoffschlüssigen Verbindung des Abstandhalters (1) mit mindestens einer Glasscheibe (5), insbesondere wobei mindestens eine primäre Dichtung (3) als Verbund durch Coextrusion mit der Ausenhülle (7; 12) vorliegt; wobei insbesondere der Abstandhalter mit einer Nut oder einer Absetzung zur Aufnahme der primären Dichtung (3) versehen ist.
- 5. Abstandhalter (1) gemäss einem der Aspekte 1-4, wobei der Abstandhalter (1) einen im wesentlichen rechteckigen Querschnitt aufweist mit einer ersten, im wesentlichen ebenen Grundfläche (20) und einer zweiten, im wesentlichen ebenen gegenüberliegenden Grundfläche (21) versehen ist und wobei die erste Grundfläche (20) im wesentlichen durchlässig ist für Wasserdampf und die zweite Grundfläche (21) im wesentlichen undurchlässig ist für Gase, insbesondere für Wasserdampf und Edelgase, insbesondere Argon und Krypton.
- 6. Abstandhalter (1) gemäss Aspekt 5, wobei die zweite Grundfläche (21) mindestens eine Dampfsperre (4) umfasst, zur Verhinderung von Wasserdampfdiffusion durch die Dampfsperre (4) und wobei die Dampfsperre insbesondere direkt im Extrusionsprozess oder unmittelbar nach dem Extrusionsprozess aufgebracht ist, insbesondere durch Co-Extrusion.
- 7. Abstandhalter (1) gemäss Aspekt 5 oder 6, wobei die erste Grundfläche (20) mindestens eine Öffnung (9), insbesondere Perforationen (9), aufweist.
- 8. Abstandhalter (1) gemäss Aspekt 6, wobei die Dampfsperre (4) aus einer als Laminat aufgebauten Folie aus einer PE Schicht und wenigstens einer PET-SiOx Schicht oder aus einer metallischen Walzfolie (21; 4), insbesondere umfassend Aluminium oder vorzugsweise Edelstahl, gebildet ist.
- 9. Abstandhalter (1) gemäss einem der Aspekte 2 oder 4-8, wobei die Aussenhülle (7) ein thermoplastisches Elastomer/TPE aufweist oder im Wesentlichen daraus besteht, ausgewählt aus der Gruppe bestehend aus: TPS (Styrol-Block-Copolymere), TPC (Thermoplastische Polyesterelastomere), TPV (Vernetzte Thermoplastische Olefinelastomere), TPU (Thermoplastische Polyurethanesalstomere) und TPA (Thermoplastische Polyamidelastomere).
- 10. Abstandhalter (1) gemäss Aspekt 9, wobei das thermoplastische Elastomer keine oder eine vernachlässigbare Ausgasung aufweist und, insbesondere, eine Shore Härte von zwischen 60 ShA und 75 ShA aufweist
- 11. Abstandhalter (1), insbesondere gemäss Aspekt 4 oder 5, wobei der Abstandhalter mindestens eine primäre Dichtung (3) aufweist, welche gleichzeitig Adhesiveigenschaften gegenüber Glas aufweist, insbesondere eine Dichtung aus einem Klebstoff ausgewählt aus der Gruppe der Butyl-, Acrylat und Hotmelt-Klebstoffe, bevorzugt ein Adhesivbutyl.
- 12. Abstandhalter (1) gemäss Aspekt 3 oder 4-8, wobei der Abstandhalter im Wesentlichen aus einer Trocknungmittelmatrix besteht, ausgewählt aus der TPE Gruppe, insbesondere aus der Olefin Gruppe.
- 13. Abstandhalter (1) gemäss Aspekt 13, wobei die Trocknungsmittelmatrix eine Shore Härte von zwischen 60 ShA und 75 ShA aufweist.
- 14. Abstandhalter, insbesondere nach einem der Aspekte 1 bis 13, mit wenigstens einer Nut zur Aufnahme einer mittleren Scheibe, dadurch gekennzeichnet dass der Abstandhalter ein Formmerkmal, insbesondere eine Spurrille zur Ausrichtung des Abstandhalters bezogen auf die mittlere Scheibe aufweist.
- 15. Abstandhalter (1), gemäss einem der Aspekte 1 bis 14, wobei die Innenstruktur (8; 13) mindestens einen Hohlraum (14) aufweist.
- 16. Verfahren zur Herstellung eines Abstandhalters (1), insbesondere eines Abstandhalters nach Aspekt 1-15, für die Beabstandung von Glassscheiben (5), umfassend die Extrusion einer silikonfreien Aussenhülle (7; 12) und einer Innenstruktur (8; 13), so dass die Innenstruktur (8; 13) durch die Aussenhülle (7; 12) vollständig umschlossen wird.
- 17. Verfahren gemäss Aspekt 16 dadurch gekennzeichnet, dass die Aussenhülle (7) und die Innenstruktur (8) coextrudiert werden und die Aussenhülle (7) im Vergleich zur Innenstruktur (8) weniger porös ist.
- 18. Verfahren gemäss Aspekt 16 dadurch gekennzeichnet, dass die Aussenhülle (12) und die Innenstruktur (13) monoextrudiert werden und die Aussenhülle (12) im Vergleich zur Innenstruktur (13) weniger porös ist.
- 19. Verfahren gemäss Aspekt 16 bis 18, wobei die Aussenhülle (7; 12) im Anschluss an die Extrusion an mindestens einer Stelle luft- und dampfdurchlässig gemacht wird, so dass Luft oder Dampf das ummantelte Trocknungsmittel erreichen kann.
- 20. Verfahren gemäss Aspekt 16 bis 18, wobei die Aussenhülle (7; 12) im Anschluss an die Extrusion an mindestens einer Stelle perforiert wird, so dass eine Öffnung (9) entsteht.
- 21. Verfahren gemäss Aspekt 16 bis 20, wobei die Aussenhülle (7; 12) mit einer Schwächungsstelle extrudiert wird, die im Anschluss an die Extrusion an mindestens einer Stelle ausgelöst wird, so dass eine Öffnung (9) entsteht.
- 22. Verfahren gemäss einem der Aspekte 16 bis 21, wobei die Extrusion zusätzlich die Extrusion einer Dichtung (3, 6; 11), insbesondere einem Butyl-, Acrylat oder Hotmelt-Klebstoff, umfasst.
- 23. Verfahren gemäss einem der Aspekte 16 bis 22, Aussenhülle (7; 12) erst bei einer Montage luft- und dampfdurchlässig gemacht wird.
- 24. Verfahren gemäss einem der Aspekte 16 bis 23, wobei die Extrusion wassergekühlt ist.
- 25. Verfahren nach einen der Aspekte 16 bis 24, dadurch gekennzeichnet, dass bei oder unmittelbar nach der Extrusion eine Wasserdampfsperre auf das extrudierte Profil aufgebracht wird, insbesondere durch Coextrusion im Extrusionswerkzeug selbst oder durch Zuführung einer Folie im Extrusionswerkzeug selbst oder durch Zuführung einer Folie unmittelbar nach der Extrusionsdüse.
- 26. Mehrfachverglastes Fensters umfassend mindestens zwei voneinander beabstandete, parallele Glassscheiben (5) und einem zwischen den Glassscheiben (5) zur Beabstandung angebrachten Abstandhalter (1) gemäss Aspekt 1-14.
Claims (7)
- Abstandhalter (1) für die Beabstandung von Glassscheiben (5) eines mehrfachverglasten Fensters, wobei der Abstandhalter (1) einen im wesentlichen rechteckigen Querschnitt aufweist mit einer ersten, im wesentlichen ebenen Grundfläche (20) und einer zweiten, im Wesentlichen ebenen gegenüberliegenden Grundfläche (21) versehen ist und wobei die erste Grundfläche (20) im Wesentlichen durchlässig ist für Wasserdampf und die zweite Grundfläche (21) im Wesentlichen undurchlässig ist für Gase, insbesondere für Wasserdampf und Edelgase, insbesondere Argon und Krypton dadurch gekennzeichnet, dass die zweite Grundfläche (21) mindestens eine Dampfsperre (4) umfasst, zur Verhinderung von Wasserdampfdiffusion durch die Dampfsperre (4), und wobei die Dampfsperre (4) eine sputterbedampfte metallische oder glasartige Schicht aufweist.
- Abstandshalter (1) gemäss Anspruch 1, wobei die Dampfsperre (4) Aluminium, Aluminiumlegierungen oder Edelstahl umfasst.
- Abstandshalter (1) gemäss Anspruch 1 oder 2, wobei die Dampfsperre (4)eine Verbundfunktionsfolie umfasst.
- Abstandshalter (1) gemäss einem der vorherigen Ansprüche, wobei die Dampfsperre (4) eine mit SiO2 diffusionsdicht besputterte Folie umfasst.
- Abstandshalter (1) gemäss einem der vorherigen Ansprüche, wobei die Dampfsperre (4) eine Glasfolie oder Kunststofffolie umfasst.
- Abstandshalter (1) gemäss einem der vorherigen Ansprüche, wobei die Dampfsperre (4) mit einem thermoplastischen Elastomer (7) verschweisst ist.
- Abstandshalter gemäss Anspruch 7, wobei das thermoplastische Elastomer (7) ein Trocknungsmittel umschliesst.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15200838.9A EP3020908B1 (de) | 2011-04-13 | 2012-04-10 | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters |
| PL15200838T PL3020908T3 (pl) | 2011-04-13 | 2012-04-10 | Element dystansowy do oddzielania szyb okna ze szkleniem wielokrotnym, okno ze szkleniem wielokrotnym i sposób wytwarzania elementu dystansowego |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11162316 | 2011-04-13 | ||
| EP11196113 | 2011-12-29 | ||
| EP12714669.4A EP2697466A1 (de) | 2011-04-13 | 2012-04-10 | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters, ein mehrfachverglastes fenster, sowie ein verfahren zur herstellung eines abstandhalters |
| EP15200838.9A EP3020908B1 (de) | 2011-04-13 | 2012-04-10 | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12714669.4A Division EP2697466A1 (de) | 2011-04-13 | 2012-04-10 | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters, ein mehrfachverglastes fenster, sowie ein verfahren zur herstellung eines abstandhalters |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3020908A1 true EP3020908A1 (de) | 2016-05-18 |
| EP3020908B1 EP3020908B1 (de) | 2018-06-06 |
Family
ID=45974321
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15191282.1A Active EP3023569B1 (de) | 2011-04-13 | 2012-04-10 | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters |
| EP15200838.9A Revoked EP3020908B1 (de) | 2011-04-13 | 2012-04-10 | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters |
| EP12714669.4A Withdrawn EP2697466A1 (de) | 2011-04-13 | 2012-04-10 | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters, ein mehrfachverglastes fenster, sowie ein verfahren zur herstellung eines abstandhalters |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15191282.1A Active EP3023569B1 (de) | 2011-04-13 | 2012-04-10 | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12714669.4A Withdrawn EP2697466A1 (de) | 2011-04-13 | 2012-04-10 | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters, ein mehrfachverglastes fenster, sowie ein verfahren zur herstellung eines abstandhalters |
Country Status (3)
| Country | Link |
|---|---|
| EP (3) | EP3023569B1 (de) |
| PL (2) | PL3020908T3 (de) |
| WO (1) | WO2012140005A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018050357A1 (de) | 2016-09-14 | 2018-03-22 | Saint-Gobain Glass France | Abstandshalter für isolierverglasungen, verfahren zur herstellung des abstandshalters und mehrfachisolierverglasung |
| US10370894B2 (en) | 2015-04-22 | 2019-08-06 | Saint-Gobain Glass France | Method and device for producing a triple insulating glazing unit |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL3020908T3 (pl) | 2011-04-13 | 2018-11-30 | Alu-Pro Srl | Element dystansowy do oddzielania szyb okna ze szkleniem wielokrotnym, okno ze szkleniem wielokrotnym i sposób wytwarzania elementu dystansowego |
| AU2012365511B2 (en) | 2012-01-13 | 2016-07-14 | Saint-Gobain Glass France | Spacer for insulating glazing units |
| WO2015043626A1 (de) | 2013-09-25 | 2015-04-02 | Prowerb Ag | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters, mehrfachverglastes fenster, dampfsperrfolie für einen abstandhalter, verfahren zur herstellung einer dampfsperrfolie sowie verfahren zur herstellung eines abstandhalters |
| KR20160095129A (ko) | 2013-12-12 | 2016-08-10 | 쌩-고벵 글래스 프랑스 | 압출된 프로파일링된 밀봉체를 포함하는, 절연 글레이징 유닛용 스페이서 |
| US10190359B2 (en) | 2013-12-12 | 2019-01-29 | Saint-Gobain Glass France | Double glazing having improved sealing |
| WO2015197491A1 (de) | 2014-06-27 | 2015-12-30 | Saint-Gobain Glass France | Isolierverglasung mit abstandhalter und verfahren zur herstellung |
| PL3161237T3 (pl) | 2014-06-27 | 2018-12-31 | Saint-Gobain Glass France | Oszklenie zespolone z elementem dystansowym i sposób wytwarzania takiego oszklenia oraz jego zastosowanie jako oszklenia budynku |
| KR102195198B1 (ko) | 2015-03-02 | 2020-12-28 | 쌩-고벵 글래스 프랑스 | 절연 글레이징용 유리 섬유-강화 스페이서 |
| USD777345S1 (en) | 2015-05-21 | 2017-01-24 | Saint-Gobain Glass France | Spacer bar |
| DE102016115023A1 (de) * | 2015-12-23 | 2017-06-29 | Ensinger Gmbh | Abstandhalter für Isolierglasscheiben |
| WO2018049176A1 (en) * | 2016-09-09 | 2018-03-15 | Andersen Corporation | High surface energy window spacer assemblies |
| PL3477035T3 (pl) | 2017-10-30 | 2020-12-28 | Technoform Glass Insulation Holding Gmbh | Element dystansowy do zastosowań fotowoltaicznych |
| EP3505716A1 (de) | 2018-01-02 | 2019-07-03 | Amcor Flexibles Denmark ApS | Barrierefensterabstandshalter mit verbesserter haltbarkeit |
| CN112654762A (zh) | 2018-09-13 | 2021-04-13 | 法国圣戈班玻璃厂 | 具有金属的侧向部件的间距保持件 |
| WO2020200622A1 (de) | 2019-03-29 | 2020-10-08 | Saint-Gobain Glass France | Verfahren zur herstellung einer isolierglaseinheit |
| WO2020200621A1 (de) | 2019-03-29 | 2020-10-08 | Saint-Gobain Glass France | Hohlprofilabstandhalter mit vorapplizierter abdichtmasse |
| EP3770369A1 (de) | 2019-07-23 | 2021-01-27 | Saint-Gobain Glass France | Lagervorrichtung für hohlprofilabstandhalter |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5851609A (en) | 1996-02-27 | 1998-12-22 | Truseal Technologies, Inc. | Preformed flexible laminate |
| DE102006024402A1 (de) | 2006-05-24 | 2007-11-29 | Peter Lisec | Isolierglaseinheit mit einem elastoplastischen Abstandhalterband und Applizzierverfahren für letzteres |
| WO2010011545A1 (en) | 2008-07-21 | 2010-01-28 | Coulomb Technologies, Inc. | Vehicle charging station having a dual position locking door |
| WO2010115456A1 (de) * | 2009-04-07 | 2010-10-14 | Prowerb St. Gallen Ag | Abstandhalter für die beabstandung von gläsern einer mehrfachglasscheibe, eine mehrfachglasscheibe sowie ein verfahren zur herstellung einer mehrfachglasscheibe |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3302659A1 (de) | 1983-01-27 | 1984-08-02 | Reichstadt, Hans Udo, 5628 Heiligenhaus | Abstandhalteprofil fuer mehrscheiben-isolierglas |
| CA1285177C (en) | 1986-09-22 | 1991-06-25 | Michael Glover | Multiple pane sealed glazing unit |
| US6528131B1 (en) * | 1991-04-22 | 2003-03-04 | Luc Lafond | Insulated assembly incorporating a thermoplastic barrier member |
| CH683853A5 (de) | 1991-08-27 | 1994-05-31 | Glas Troesch Ag St Gallen | Isolierverglasung. |
| DE19530838A1 (de) | 1995-08-22 | 1997-02-27 | Interpane Entw & Beratungsges | Abstandshalter für Isolierscheibenanordnung |
| JPH09175843A (ja) | 1995-12-27 | 1997-07-08 | Asahi Glass Co Ltd | 複層ガラスおよびそれに用いるスペーサ |
| DE19602455A1 (de) | 1996-01-24 | 1997-07-31 | Andreas Jakob | Innenleiste für gasgefüllte Mehrscheibenisolierverglasungen |
| US5830545A (en) | 1996-04-29 | 1998-11-03 | Tetra Laval Holdings & Finance, S.A. | Multilayer, high barrier laminate |
| DE19625845A1 (de) | 1996-06-27 | 1998-01-02 | Flachglas Ag | Isolierglaseinheit |
| DE19807454A1 (de) | 1998-02-21 | 1999-08-26 | Ensinger | Abstandhalter |
| AU1625900A (en) * | 1998-11-16 | 2000-06-05 | Edgetech I.G., Inc. | Insulating glazing unit using a foamed sealant and method for manufacturing the same |
| EP1029661B1 (de) | 1999-02-17 | 2004-11-03 | Alcan Technology & Management AG | Verbundfolie und Verfahren zu ihrer Herstellung |
| DE10311830A1 (de) | 2003-03-14 | 2004-09-23 | Ensinger Kunststofftechnologie Gbr | Abstandhalterprofil für Isolierglasscheiben |
| DE102004031203A1 (de) | 2004-06-28 | 2006-01-19 | Wipak Walsrode Gmbh & Co. Kg | Siegelbare Verbundfolie und deren Verwendung zur Herstellung eines Schlauchbeutels |
| EP1892365A1 (de) * | 2006-08-25 | 2008-02-27 | Prowerb St. Gallen AG | Verfahren zur Herstellung einer Isolierglasscheibe sowie eine Vorrichtung zum Applizieren eines Abstandhalters auf eine Glasscheibe |
| PL3020908T3 (pl) | 2011-04-13 | 2018-11-30 | Alu-Pro Srl | Element dystansowy do oddzielania szyb okna ze szkleniem wielokrotnym, okno ze szkleniem wielokrotnym i sposób wytwarzania elementu dystansowego |
-
2012
- 2012-04-10 PL PL15200838T patent/PL3020908T3/pl unknown
- 2012-04-10 EP EP15191282.1A patent/EP3023569B1/de active Active
- 2012-04-10 EP EP15200838.9A patent/EP3020908B1/de not_active Revoked
- 2012-04-10 WO PCT/EP2012/056435 patent/WO2012140005A1/de active Application Filing
- 2012-04-10 EP EP12714669.4A patent/EP2697466A1/de not_active Withdrawn
- 2012-04-10 PL PL15191282T patent/PL3023569T3/pl unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5851609A (en) | 1996-02-27 | 1998-12-22 | Truseal Technologies, Inc. | Preformed flexible laminate |
| DE102006024402A1 (de) | 2006-05-24 | 2007-11-29 | Peter Lisec | Isolierglaseinheit mit einem elastoplastischen Abstandhalterband und Applizzierverfahren für letzteres |
| WO2010011545A1 (en) | 2008-07-21 | 2010-01-28 | Coulomb Technologies, Inc. | Vehicle charging station having a dual position locking door |
| WO2010115456A1 (de) * | 2009-04-07 | 2010-10-14 | Prowerb St. Gallen Ag | Abstandhalter für die beabstandung von gläsern einer mehrfachglasscheibe, eine mehrfachglasscheibe sowie ein verfahren zur herstellung einer mehrfachglasscheibe |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10370894B2 (en) | 2015-04-22 | 2019-08-06 | Saint-Gobain Glass France | Method and device for producing a triple insulating glazing unit |
| WO2018050357A1 (de) | 2016-09-14 | 2018-03-22 | Saint-Gobain Glass France | Abstandshalter für isolierverglasungen, verfahren zur herstellung des abstandshalters und mehrfachisolierverglasung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3020908B1 (de) | 2018-06-06 |
| PL3020908T3 (pl) | 2018-11-30 |
| EP2697466A1 (de) | 2014-02-19 |
| WO2012140005A1 (de) | 2012-10-18 |
| PL3023569T3 (pl) | 2018-11-30 |
| EP3023569B1 (de) | 2018-06-06 |
| EP3023569A1 (de) | 2016-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3020908B1 (de) | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters | |
| EP2906424B1 (de) | Isolierverglasungseinheit | |
| EP3052731B2 (de) | Abstandshalter für isolierverglasungen | |
| EP3421709B1 (de) | Abstandshalter für isolierverglasungen | |
| EP3440299B1 (de) | Isolierglaseinheit für ein kühlmöbel | |
| EP2513401B1 (de) | Abstandshalterprofil und isolierscheibeneinheit mit einem solchen abstandshalterprofil | |
| EP0953716B1 (de) | Abstandhalterprofil für Isolierscheibeneinheit | |
| DE19805348A1 (de) | Abstandhalterprofil für Isolierscheibeneinheit | |
| EP3161237B1 (de) | Isolierverglasung mit abstandhalter und verfahren zur herstellung einer solchen sowie deren verwendung als gebäudeverglasung | |
| DE3871939T2 (de) | Mehrfachverglasung. | |
| EP3049603B1 (de) | Abstandhalter für die beabstandung von glasscheiben eines mehrfachverglasten fensters, mehrfachverglastes fenster, dampfsperrfolie für einen abstandhalter, verfahren zur herstellung einer dampfsperrfolie sowie verfahren zur herstellung eines abstandhalters | |
| DE9408764U1 (de) | Abstandhalter | |
| WO2000005475A1 (de) | Abstandhalterprofil für einen abstandhalterrahmen einer isolierscheibeneinheit | |
| EP3362630A1 (de) | Verbinder zur verbindung von zwei hohlprofilleisten | |
| EP3464771B1 (de) | Isolierverglasung mit erhöhter durchbruchhemmung und u-förmigem aufnahmeprofil | |
| EP3708759A1 (de) | Isolierverglasungsgrundkörper und isolierverglasung, sowie verfahren zu deren herstellung | |
| EP3999709B1 (de) | Abstandhalter für isolierglaseinheiten | |
| EP2295697A2 (de) | Verfahren zum Herstellen eines Fensters oder einer Tür | |
| EP3938609A1 (de) | Isolierverglasung mit verbesserter positionierung des abstandhalters sowie verfahren zu deren herstellung | |
| WO2020200621A1 (de) | Hohlprofilabstandhalter mit vorapplizierter abdichtmasse | |
| WO2020200622A1 (de) | Verfahren zur herstellung einer isolierglaseinheit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2697466 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20161118 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170331 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20171130 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2697466 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1006282 Country of ref document: AT Kind code of ref document: T Effective date: 20180615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012012850 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180606 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180906 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180906 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180907 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181006 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502012012850 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: TECHNOFORM GLASS INSULATION HOLDING GMBH Effective date: 20190228 Opponent name: SAINT-GOBAIN GLASS FRANCE Effective date: 20190225 |
|
| 26 | Opposition filed |
Opponent name: ENSINGER GMBH & CO. Effective date: 20190306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190430 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190410 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190410 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181008 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1006282 Country of ref document: AT Kind code of ref document: T Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190410 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120410 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230327 Year of fee payment: 12 Ref country code: CZ Payment date: 20230310 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20230305 Year of fee payment: 12 Ref country code: IT Payment date: 20230321 Year of fee payment: 12 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230601 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230303 Year of fee payment: 12 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: SAINT-GOBAIN GLASS FRANCE Effective date: 20190225 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R103 Ref document number: 502012012850 Country of ref document: DE Ref country code: DE Ref legal event code: R064 Ref document number: 502012012850 Country of ref document: DE |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 27W | Patent revoked |
Effective date: 20240624 |