EP3020908A1 - Écarteur de verres d'une fenêtre multi-vitrage, fenêtre multi-vitrage et procédé de fabrication d'un écarteur - Google Patents
Écarteur de verres d'une fenêtre multi-vitrage, fenêtre multi-vitrage et procédé de fabrication d'un écarteur Download PDFInfo
- Publication number
- EP3020908A1 EP3020908A1 EP15200838.9A EP15200838A EP3020908A1 EP 3020908 A1 EP3020908 A1 EP 3020908A1 EP 15200838 A EP15200838 A EP 15200838A EP 3020908 A1 EP3020908 A1 EP 3020908A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spacer
- outer shell
- vapor barrier
- desiccant
- vapor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B3/66328—Section members positioned at the edges of the glazing unit of rubber, plastics or similar materials
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B3/66361—Section members positioned at the edges of the glazing unit with special structural provisions for holding drying agents, e.g. packed in special containers
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B2003/6638—Section members positioned at the edges of the glazing unit with coatings
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B2003/6639—Section members positioned at the edges of the glazing unit sinuous
Definitions
- the invention relates to a spacer for the spacing of glass panes of a multi-glazed window, a multi-glazed window, and a method for producing a spacer with the features of the preambles of the independent claims.
- Multi-glazed windows are colloquially called multi-pane insulating glass. This type of glazing is primarily used for thermal insulation, that is, the prevention of heat loss to a cold environment or the prevention of heating of the interior by a relatively warmer environment.
- Multi-glazed windows usually consist of at least two glass panes arranged in parallel, which are spaced from a spacer. The result is between the glass panes, a space between the panes, which, filled with air or gas, represents an insulating layer.
- spacers with a cavity which contains a desiccant for drying the trapped air in the space between the panes.
- Spacers are usually designed so that they prevent the diffusion of water vapor from outside the space between the panes in the space between the panes and at the same time Ensure gas and water vapor exchange between the atmosphere of the space between the panes and the desiccant.
- plastic spacers are manufactured in one piece by profile extrusion. The cavity is then subsequently filled with a desiccant.
- silicone Since silicone has the tendency to outgassing, there is also the problem that form with rapid use in the space between the panes rainfall ("fogging"). Silicone has a high water vapor penetration rate and is not suitable for protecting the loading of the desiccant matrix.
- a spacer is to be provided, which has improved properties with respect to outgassing of the plastic material and improved UV and thermal insulation properties.
- An inventive spacer for the spacing of glass panes of a multi-glazed window comprises an outer shell.
- This outer shell at least partially encloses the desiccant and the desiccant is enclosed on all sides by the outer shell at least in a first crude product.
- the drying agent is at least partially enclosed by the silicone-free outer shell.
- the outer shell is produced by coextrusion of a plastic matrix with the desiccant. Production by coextrusion allows a flexible choice of material: the material can be chosen freely in terms of color or in terms of properties for the vapor barrier function or for adhesives for contact with glass panes.
- a spacer comprises a desiccant with an outer shell and an inner structure which is more porous than the outer shell.
- the outer shell and the inner structure are made of a component, typically of a polymer matrix, in which a desiccant is incorporated. It has been found that in a mono-extrusion automatically forms an outer shell, which encloses the porous inner part.
- the outer shell has a smooth, less porous surface.
- the outer shell has a lower water vapor permeability due to their low porosity and thus protects the desiccant during storage.
- the smooth exterior structure thus has a certain protective function against the passage of water vapor.
- the component compound of plastic and desiccant after monoextrusion but also additionally packed vacuum be present in airtight containers.
- a gas and water vapor connection with an outside which is zuwendbar a space between the panes.
- gas and water vapor communication may be facilitated by means of a porous material or perforation or other openings in said region, preferably said side, of the spacer in an end product.
- the drying agent in the inner structure is held in both variants in a polymer matrix which is porous. Porous means in particular porous and water vapor permeable than the outer shell of the spacer.
- the inventive spacer also preferably has at least one primary seal for cohesive connection the spacer with at least one glass sheet, namely a highly adhesive glue.
- the adhesive adhesive may be covered with a protective film.
- a surface treatment on the profile can take place, for example, by the corona or plasma process.
- At least the silicone-free outer shell and the drying agent of the spacer are present as a composite by coextrusion. Due to the coextrusion of the outer shell with the desiccant this is present as a multi-layer composite of the two components.
- the spacer is made entirely of materials that have no or only a negligible outgassing after molding, in particular, the spacer is completely silicone-free.
- This composite eliminates the need for a later assembly of the spacer with a desiccant.
- the drying agent can be enclosed as far as desired low diffusion of the outer shell during manufacture. This allows storage of the inventive spacer at atmospheric conditions without exhausting the water absorption properties of the drying agent by the water vapor present in the atmospheric air.
- the inventive Spacer thus allows the storage of the same until the production of insulating glass.
- the outer shell substantially has a low water vapor permeability and is present as a composite by mono-extrusion with the porous inner structure.
- the moisture absorption of desiccants is typically standardized. Zeolite desiccants typically have a water holding capacity of 20%. Due to the protective function of the outer shell, the initial load of the desiccant with water remains small and this value is also retained during storage or water cooling in the profile extrusion process. It has been shown that, especially in the case of monoextrusion of a desiccant matrix of TPE, the absorption of water vapor into the desiccant present inside the outer shell takes place much more slowly than with known spacers. In the case of standard loading, the water vapor absorption after one month is 5% for a TPE spacer according to the invention, while the same value for known silicone-based spacers is more than 8%. The inventive spacers are therefore in terms of Water vapor absorption during production and storage much less critical.
- inventive spacers can be made more efficient. In particular, it is possible by simple Wasserbadkühlung to increase the extrusion rate, without significantly damaging the water absorbency of the desiccant.
- the spacer is present as a composite by coextrusion of a thermoplastic material with a plastic matrix enriched with the desiccant.
- the spacer is present as a monoextrusion of a drying agent contained in a plastic matrix, which results in an outer shell and a more porous internal structure in comparison.
- the at least one primary seal is also present as a composite by coextrusion with the outer shell.
- the primary seal extends longitudinally along the entire length of the profile.
- the thus configured primary seal can thus fulfill a dual function: connect the spacer cohesively with a glass pane and at the same time prevent the diffusion of water vapor from outside a space between panes in the space between the panes as a seal. It goes without saying that a primary seal having such a dual function, ie a material which at the same time has sufficient adhesive properties between the spacer profile and a glass pane and also has sufficient sealing properties, is associated with other types of spacers and may not be advantageous in coextruded form. To produce such a double function, for example, an adhesive butyl is used.
- an adhesive film preferably an acrylate adhesive tape
- an adhesive film which serves for positioning and fixing the spacer in relation to a glass pane during the production of an insulating glass.
- the spacer can also be subjected to a corona treatment at least in the region which is provided with the adhesive tape.
- the adhesive tape may be provided with a cover sheet which may be peeled off before use of the spacer.
- the spacer according to the invention has an essentially four-edged shape in profile.
- the profile cross section of a spacer according to the invention has a substantially rectangular shape with a first side length of between 6 and 24 mm, and particularly preferably 12 or 16 mm side length.
- the page length also depends in particular on the intended application: in applications for triple glazing, overall widths of 12-30 mm are typically preferred.
- a second side has a side width of between 6 to 16 mm, more preferably 6 to 8 mm.
- the materials of the spacer are preferably selected to provide a substantially flexible spacer that allows for automated production of multi-glazed windows and can be reeled on rolls for storage. The production of multi-glazed windows can then be done by robot.
- the spacer has at least one vapor barrier to prevent water vapor diffusion on one side of the spacer.
- the vapor barrier is intended to prevent the diffusion of water vapor through the side facing the outside during assembly, i. the frame faces prevent.
- a vapor barrier according to the invention may be a film which is adhered after extrusion.
- the vapor barrier is preferably produced by producing a vapor-impermeable plastic by coextrusion with the outer shell and the drying agent or the polymer matrix as a composite.
- the vapor barrier may be in the form of a metallic rolled foil and / or sputter-coated metallic or glassy layer.
- a vapor barrier which is present as a laminate, in particular of a PE layer, on which at least one PET-SiOx layer is applied. Preference is given to two PET-SiOx layers.
- the PE layer can be easily connected to the outer shell of a TPE spacer, in particular welded.
- the PET-SioX layer forms good contact for commonly used primary seals, e.g. Butyl adhesive.
- Such a vapor barrier can be applied in particular immediately after or during the extrusion. The welding is preferably carried out immediately after the extrusion of the profile.
- the extrusion die itself may be provided with a feed for the vapor barrier.
- film thicknesses below a permissible stress limit can be connected directly to the plastic melt within the tool.
- the film is direct passed to the extruded profile after the nozzle during the relaxation phase.
- the spacer has a first, substantially flat base surface and a second, substantially flat opposite base surface.
- the first base in the final product is substantially permeable to water vapor and the second base is substantially impermeable to water vapor.
- the first base is aligned so that it faces the space between the panes and the second base faces the window frame.
- a distinction between a tradable crude product and a tradable end product of the inventive spacer takes place.
- the diffusion of water vapor to the internal structure, which includes the desiccant difficult. This is done by a diffusion-tight outer shell in the first embodiment or by a less porous, smooth outer shell in the second embodiment.
- the final product i.
- the "activated" at or shortly before mounting spacers allows on at least one side, which faces a disc space between two glass panes, the diffusion of water vapor into the interior of the spacer better.
- the first base area has at least one opening, in particular one or more perforations.
- the second base has the vapor barrier.
- the vapor barrier is preferably a laminate of PE and at least one PET-SiOx layer.
- metallic rolled foils are also conceivable, in particular rolled foils comprising aluminum or a stainless steel foil. Also conceivable is a vapor-deposited metal layer.
- the outer shell co-extruded with the desiccant matrix has no silicone, in particular it comprises or consists essentially of a thermoplastic elastomer selected from the group consisting of: TPS (styrene block copolymers), TPC ( thermoplastic polyester elastomers), TPV (crosslinked thermoplastic olefin elastomers), TPU (thermoplastic polyurethane elastomers) and TPA (thermoplastic polyamide elastomers).
- a thermoplastic elastomer selected from the group consisting of: TPS (styrene block copolymers), TPC ( thermoplastic polyester elastomers), TPV (crosslinked thermoplastic olefin elastomers), TPU (thermoplastic polyurethane elastomers) and TPA (thermoplastic polyamide elastomers).
- the outer shell in particular TPV, additionally tempered chalk and / or talc is added. This can reduce the Shore hardness.
- the thermoplastic elastomer has at least one, preferably all of the following properties:
- the Shore hardness is between 60 ShA and 75 ShA, preferably between 65 ShA and 70 ShA.
- It preferably has a lifetime of more than 20 years.
- UV-stabilized, organic materials such as TPE olefins and TPU elastomers exposed. They are characterized by a low water vapor permeation. More preferably, TPA polyamides or adapted biopolymer compounds can be used which satisfy the above conditions.
- the polymer matrix for the drying agent consists of components of the Olefinic TPE group, in particular from Infuse 9007 of the manufacturer DOW.
- the polymer matrix in particular from Olefic TPE
- It preferably has a lifetime of more than 20 years.
- the primary seal is selected from the group consisting of butyl, acrylate and hot melt adhesives. If the primary seal is designed as an adhesive, it can simultaneously perform two functions: on the one hand, the seal is useful for sealing in a manner known per se. At the same time it assumes a positioning function in the insulating glass assembly. Instead of two different materials (acrylic for positioning and butyl for sealing), the primary seal can fulfill both functions. Of course, this solution can also be used advantageously in connection with other spacers.
- a spacer according to the invention can be adapted according to the contour of the glass.
- the spacer is preferably formed in one piece. This facilitates all handling during assembly. In addition, a particularly cost-effective production is possible by the integral formation of the spacer.
- the spacer in addition to its substantially rectangular basic shape, has a recess, in particular a groove, for receiving a glass pane.
- a spacer designed in this way is particularly suitable for receiving the middle glass pane of a triple-glazed window.
- such a spacer also has a portion of the primary seal in this groove.
- a spacer which has a basic shape as in WO 2010/11545 has shown.
- co-extruding or mono-extruding it is also conceivable to provide the spacer in a simple manner with further shape features.
- the spacer may have a shape characteristic, which has a precisely defined position relative to the central receptacle of the spacer and which serves for positioning the spacer when inserting the middle pane.
- This shape feature may typically be formed as a track groove on the side facing away from the side for receiving the middle disc. While such a shape feature is particularly preferred in connection with inventive spacers, it goes without saying that it can also be advantageous for other spacers for triple glazing.
- the outer shell has two chambers with desiccant which are present as a composite by coextrusion with the outer shell.
- the spacer has at least one weakening point on the first flat base surface, which is perforated at or shortly before the production of insulating glass, thereby ensuring gas and water vapor permeability of the first planar base to the desiccant.
- a weakening point can be achieved by a thinner compared to the surrounding wall thickness wall thickness of the outer shell.
- Such a weakening in the first variant is particularly preferred. But it can also be advantageous in the second variant.
- the drying agent may preferably be present as a matrix in a plastic.
- Particularly suitable are drying agents based on molecular sieves, in particular silica gels and zeolites.
- the outer shell ensures UV resistance, elasticity and a high dimensional stability in the first place.
- the desiccant may comprise up to 40, preferably up to 70%, more preferably up to 90%, of the cross-section of the spacer.
- the outer shell has a wall thickness of 1 ⁇ 0.5mm.
- Another aspect of the present invention relates to a method for producing a spacer, in particular a spacer as described above.
- a silicone-free outer shell and a more porous in comparison to the outer shell inner structure containing the desiccant are extruded, so that the porous inner structure is completely enclosed by the outer shell.
- a silicone-free outer shell and a drying agent are coextruded by means of a profile multi-nozzle, so that the drying agent is enclosed by the outer shell completely and diffusion-tight.
- a suitable profile nozzle is for example in US 5851609 shown.
- a suitable profile nozzle has multiple channels to extrude the individual components.
- the outer shell and the inner structure are mono-extruded, that in comparison to the outer shell more porous interior structure is formed, which is completely enclosed by the outer shell.
- the outer shell is preferably rendered air and vapor permeable at at least one point.
- this step can be dispensed with depending on the porosity of the outer shell.
- This step can be postponed until the production of insulating glass.
- the extrusion can take place with water cooling, without the drying agent being exhausted in its water absorption capacity even before assembly, because at that time the drying agent is completely enclosed by the outer shell. This makes it possible to extrude much more efficiently and with higher throughput.
- the outer shell is perforated after the extrusion at least one point, so that an opening is formed.
- the outer shell is extruded with a weakening point, which is opened at least one point after the extrusion, so that an opening is formed.
- Such a weakening point can be produced, for example, by a profiled nozzle which is designed such that a weakening point, in particular a point with reduced wall thickness, is extruded. This makes it easier to perforate the corresponding point of the outer shell.
- the extrusion additionally comprises the extrusion of a seal, in particular a seal comprising a butyl, acrylate, or hot melt adhesive.
- the part of the outer shell which faces the space between the panes is rendered air and vapor permeable only during assembly, for example by perforating the said part during processing by means of a production robot. This can happen at weak points.
- Another aspect of the present invention relates to a multi-glazed window having at least two spaced-apart parallel glass panes and a spacer disposed between the panes of glass for spacing as previously described.
- the spacer is preferably fixed directly to a primary seal with the glass.
- the gap between the first and the second glass sheet which is formed by the spacer and outside the space between the panes is sealed with a further secondary seal.
- Such secondary seals are known in the art. Polysulfites, polyurethanes and silicones have proved to be particularly suitable.
- the outer shell encloses the drying agent at the time at which the spacer is fixed on a glass pane, still completely.
- the outer shell encloses the inner structure which contains the desiccant airtight and vapor-tight.
- the edge of the spacer facing the space between the panes can be rendered permeable to air and steam in both embodiments, for example by being perforated or a part of the outer shell being loosened at a weakening point.
- the multi-glazed window is assembled in an automated process with a robot.
- Particularly preferred is perforated only in the production of insulating glass by an application robot, so that the desiccant load is small and thus the water absorption capacity remains as high as possible.
- the multi-glazed window comprises, in a preferred embodiment, at least two panes of glass spaced apart by a spacer defining a disc space therein, and an outer space located externally on the spacer between the panes.
- said outer space is sealed diffusion-tight with a secondary seal.
- the spacer comprises no silicone and in particular comprises an outer shell which at least partially encloses a desiccant matrix.
- the outer shell is preferably designed such that vapor diffusion between the space between the panes and a drying agent embedded in the drying agent matrix is made possible.
- the initial loading of the desiccant with water is very low. This also increases the life of a multi-glazed window, which is equipped with the inventive spacer.
- the conditions according to standard EN1279 part 2 and part 3 are more reliable and longer fulfilled.
- the argon loss off the gap between the panes is less than 1% per year.
- the internal structure has at least one cavity.
- the at least one cavity leads to a reduction of the PSI value.
- Interior structures without cavities are also conceivable. However, due to the material and cost savings, an embodiment with cavities is preferable.
- the wall thickness of the outer shells 7 and 12 may be variable depending on the choice of material.
- the outer shell 7 or 12 is now shown as an example.
- FIG. 1 shows a spacer 1 of the prior art with a substantially rectangular profile cross-section. On the two narrow sides of a primary seal 3 is attached. Usually, butyl compounds are used as the primary seal used.
- the spacer 1 also has a vapor barrier 4. Usually, aluminum, aluminum alloys, stainless steel or plastic films are used as a vapor barrier 4.
- FIG. 2 shows a further spacer 1, which is adapted for use with multi-glazed windows with three or more panes.
- the spacer 1 has a vapor barrier 4 and two primary seal 3 on the respective narrow sides of the spacer 1.
- the spacer also has a groove with a further sealant 6, which usually Acrylatadhesive or hot melts are used.
- a glass pane 5 is materially connected by the seal 6 with the spacer 1.
- On the side facing away from the third disc 5 side of the spacer is also provided with a track groove, which indicates the position of the groove.
- the track groove is used in the production of insulating glass, the positioning of the spacer.
- the track groove is shown in connection with a conventionally made spacer. It goes without saying that such track grooves are particularly easy to produce in connection with the coextruded or monoextruded spacers described below.
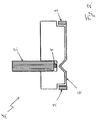
- FIG. 3 shows a spacer 1 according to the invention with a thermoplastic sheath 7, which encloses a drying agent 8.
- the spacer 1 has a sheath 7 with a thickness of 1 mm.
- the spacer 1 has a height H of 6.5 mm, a height h of 3.5 mm, a width B of 9.8 mm and a width b of 0.8 mm.
- the spacer 1 also has a sputtered surface 4, which prevents the passage of gas and water vapor as a vapor barrier.
- the narrow sides of the spacer 1 are coated with an acrylic elastomer (VAMAC; Typon) as a strong adhesive adhesive (positioning adhesive) 3 provided.
- VAMAC acrylic elastomer
- the sheath 7 also has on one side perforations 9, so that a gas exchange between the desiccant and the disc space (not shown) can take place.
- the sheath 7 consists of a flexible, hand-bendable thermoplastic elastomer.
- the elastomer has a Shore A hardness of over 60 ShA, is fogging safe and diffusion-tight for water vapor and argon gas.
- the sheath 7 from the product group Saran and is coextruded together with the desiccant matrix.
- the vapor barrier 4 to the secondary seal preferably consists of a composite functional film.
- Particularly suitable are diffusion-tight films sputtered with SiO 2 .
- Particular preference is given to a PE / PET-SiOx / PET-SiOx laminate which has been welded on after the extrusion, wherein the PE layer can be turned towards the spacer and the PET-SiOx layer can be turned towards the glass.
- films based on EVOH are conceivable.
- a glass, aluminum, stainless steel or plastic film can be glued after the coextrusion of the sheath 7 and the desiccant matrix 8.
- the primary seals (positioning adhesive) 3 can also be attached to the spacer 1 in an attached manufacturing step.
- the vapor barrier 4 may be a rolled metal foil, which may be chosen between 10 and 30 mm (aluminum) or 6 and 12 mm (stainless steel) thick depending on the material used.
- the rolled foils can also be made corrugated. The corrugation takes place transversely to the longitudinal direction of the spacer. As a result, the spacer is more flexible and can be wound up better. Of course, in this case, the plastic material applied to the film is also corrugated accordingly.
- FIG. 4 shows an alternative embodiment of the spacer 1 from FIG. 3 ,
- the spacer 1 has a thermoplastic sheath 7 of Saran TM Barrier Films from DOW, which includes a desiccant matrix 8 (described above) in two separate chambers.
- a desiccant matrix 8 (described above) in two separate chambers.
- Infuse 9007 DOW can be used as the desiccant matrix.
- the jacket 7 is provided with perforations 9 at two points 9, so that water vapor exchange between the desiccant matrix and the space between the panes (not shown) is made possible.
- Figure 4 schematically shows a central disc 5 of a triple-glazed window, which is embedded in a groove and is adhesively bonded by means of an Adhesivklebers 6 with the spacer 1.
- the spacer also has a track groove for positioning relative to the center disc.
- the spacer 1 also has a vapor barrier 4.
- the vapor barrier preferably has a film coated with SiOx, for example a PET-SiOx film.
- a laminate of PE / PET-SiOX / PET-SiOx from the manufacturer AMCOR is preferred.
- the PET-SiOx layer is a PET carrier, which is coated with silicon in a high vacuum.
- vapor barriers from a subsequently attached stainless steel foil, aluminum roller foil or other metal foil or vapor-deposited metal are conceivable.
- the spacer also has two primary seals 3 made of an acrylate adhesive, which were also attached later.
- TPU foam, butyl, hotmelt or EPDM would also be well suited.
- zeolite having a volumetric fraction of 25 to 60% in a matrix of an olefin block copolymer (eg, INFUSE TM 9700 from DOW®) or a polyolefin elastomer (eg, ENGAGE TM from DOW®).
- an olefin block copolymer eg, INFUSE TM 9700 from DOW®
- a polyolefin elastomer eg, ENGAGE TM from DOW®
- thermoplastic sheath 7 and the desiccant matrix 8 are coextruded in one process step.
- seal 6 can be coextruded with the desiccant matrix 8 and the thermoplastic jacket 7.
- FIG. 5 shows a spacer 1 mounted between two panes 5.
- the spacer 1 has a thermoplastic jacket 7 in combination with a drying agent 8.
- the thermoplastic sheath consists of TPU or olefins.
- the spacer also has on both sides an adhesive tape 11, which was previously coated with a film and wherein the film was detached before the application of the spacer 1 on the glass sheets 5.
- the spacer 1 also has primary locks 3 made of butyl adhesive.
- a secondary seal 10 of polysulfide-thiover or polyurethane-polyver additionally seals the spacer 1 from the outside atmosphere.
- the desiccant 8 is extruded as a matrix of desiccant and a plastic, the materials of the Figures 3 and 4 be used.
- FIG. 6 shows a spacer 1, in which, unlike FIG. 5 the adhesive tape and the primary barrier have been replaced by a primary barrier 3 made of Adhesiv Hotmelt or butyl (adhesive).
- the primary barrier 3 thus performs a dual function: cohesive bonding of the glass panes and prevention of vapor diffusion.
- the primary barrier 3 can be coextruded with the remaining components of the spacer.
- the adhesive tape is in FIG. 6 (not shown in detail) similar as in the Figures 2 or 3 a deposition or a groove provided (which is also already used in these figures for receiving the primary seals 3.
- a deposition in a barrier film or a groove (between the stainless steel foil and the profile) is provided for receiving the Adhesivbands.
- the FIG. 7 is different from the FIG. 5 by a welded to the thermoplastic elastomer 7 vapor barrier 4 made of a SiO x coated film or a bonded film of aluminum or stainless steel.
- the thermoplastic elastomer 7 encloses a drying agent 8.
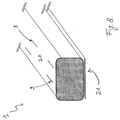
- FIG. 8 shows in perspective a cross section of a portion of a spacer 1 which is present as a band cutout.
- the spacer 1 has a first flat base surface 20 which, when mounted, faces a space between the panes (not shown) and a second flat base 21 which faces a window frame (not shown) during assembly.
- the spacer 1 has perforations 9 along the entire length of the side 20 to allow gas exchange with the desiccant.
- the base 21 is limited by a diffusion-tight film.
- FIG. 9 shows in perspective a cross section of a spacer 1, which is present as a band cutout.
- the spacer 1 has an outer shell 12 and a porous inner structure 13.
- the outer shell 12 and the inner structure 13 are mono-extruded as a component compound of a plastic matrix and desiccant.
- the desiccant preferably used is zeolite and preferably constitutes 50% of the desiccant matrix.
- the plastic for the matrix is Infuse 9007 from Dow.
- HTC8312 / 59 can also be used by KRAIBURG TPE GmbH & Co. KG.
- This embodiment can also be used for triple glazing and provided with a track groove as described above.
- this embodiment may be provided as described above with adhesive tape and vapor barriers, in particular a vapor barrier made of a PE / PET-SiOx / PET-SiOx laminate film.
- the extrusion takes place at a temperature of 130 ° C (in the extrusion die) to 160 ° C (in the forerun) and an extrusion speed of 5 to 30 m / min.
- FIG. 10 shows in perspective a cross section of a spacer 1.
- the drying means 8 has two cavities 14.
- the drying agent is surrounded by a jacket 7.
- the desiccant 8 with the cavities 14 is coextruded with the jacket 7.
- FIG. 11 differs from FIG. 10 in that the spacer 1 as a whole is mono-extruded from a plastic matrix.
- the spacer 1 has an outer shell 12 and an inner structure 13.
- the inner structure also shows two cavities 14.
- the spacer outer skin also has a lower water vapor permeability. This significantly increases the service life of multi-glazed windows with the spacers according to the invention.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15200838.9A EP3020908B1 (fr) | 2011-04-13 | 2012-04-10 | Ecarteur de verres d'une fenêtre multi-vitrage |
| PL15200838T PL3020908T3 (pl) | 2011-04-13 | 2012-04-10 | Element dystansowy do oddzielania szyb okna ze szkleniem wielokrotnym, okno ze szkleniem wielokrotnym i sposób wytwarzania elementu dystansowego |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11162316 | 2011-04-13 | ||
| EP11196113 | 2011-12-29 | ||
| EP15200838.9A EP3020908B1 (fr) | 2011-04-13 | 2012-04-10 | Ecarteur de verres d'une fenêtre multi-vitrage |
| EP12714669.4A EP2697466A1 (fr) | 2011-04-13 | 2012-04-10 | Écarteur permettant d'espacer les vitres d'une fenêtre multi-vitrage, fenêtre multi-vitrage, ainsi que procédé de fabrication d'un écarteur |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12714669.4A Division EP2697466A1 (fr) | 2011-04-13 | 2012-04-10 | Écarteur permettant d'espacer les vitres d'une fenêtre multi-vitrage, fenêtre multi-vitrage, ainsi que procédé de fabrication d'un écarteur |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3020908A1 true EP3020908A1 (fr) | 2016-05-18 |
| EP3020908B1 EP3020908B1 (fr) | 2018-06-06 |
Family
ID=45974321
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12714669.4A Withdrawn EP2697466A1 (fr) | 2011-04-13 | 2012-04-10 | Écarteur permettant d'espacer les vitres d'une fenêtre multi-vitrage, fenêtre multi-vitrage, ainsi que procédé de fabrication d'un écarteur |
| EP15191282.1A Active EP3023569B1 (fr) | 2011-04-13 | 2012-04-10 | Ecarteur pour ecarter les verres d'une fenetre multi-vitrage |
| EP15200838.9A Active EP3020908B1 (fr) | 2011-04-13 | 2012-04-10 | Ecarteur de verres d'une fenêtre multi-vitrage |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12714669.4A Withdrawn EP2697466A1 (fr) | 2011-04-13 | 2012-04-10 | Écarteur permettant d'espacer les vitres d'une fenêtre multi-vitrage, fenêtre multi-vitrage, ainsi que procédé de fabrication d'un écarteur |
| EP15191282.1A Active EP3023569B1 (fr) | 2011-04-13 | 2012-04-10 | Ecarteur pour ecarter les verres d'une fenetre multi-vitrage |
Country Status (3)
| Country | Link |
|---|---|
| EP (3) | EP2697466A1 (fr) |
| PL (2) | PL3023569T3 (fr) |
| WO (1) | WO2012140005A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018050357A1 (fr) | 2016-09-14 | 2018-03-22 | Saint-Gobain Glass France | Élément d'écartement pour vitrages isolants, procédé permettant de fabriquer l'élément d'écartement et vitrage isolant multiple |
| US10370894B2 (en) | 2015-04-22 | 2019-08-06 | Saint-Gobain Glass France | Method and device for producing a triple insulating glazing unit |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2697466A1 (fr) | 2011-04-13 | 2014-02-19 | Prowerb AG | Écarteur permettant d'espacer les vitres d'une fenêtre multi-vitrage, fenêtre multi-vitrage, ainsi que procédé de fabrication d'un écarteur |
| DE202012013283U1 (de) | 2012-01-13 | 2015-11-23 | Saint-Gobain Glass France | Abstandshalter für Isolierverglasungen |
| EP3049603B1 (fr) | 2013-09-25 | 2020-12-16 | ALU-PRO srl | Entretoise d'écartement des vitres d'une fenêtre à vitrage multiple, fenêtre à vitrage multiple, film pare-vapeur pour une entretoise, procédé de fabrication d'un film pare-vapeur, ainsi que procédé de fabrication d'une entretoise |
| WO2015086459A1 (fr) | 2013-12-12 | 2015-06-18 | Saint-Gobain Glass France | Entretoises pour vitrages isolants comportant un profilé d'étanchéité extrudé |
| US10190359B2 (en) | 2013-12-12 | 2019-01-29 | Saint-Gobain Glass France | Double glazing having improved sealing |
| WO2015197488A1 (fr) | 2014-06-27 | 2015-12-30 | Saint-Gobain Glass France | Vitrage isolant comprenant un intercalaire, son procédé de fabrication et son utilisation comme vitrage de bâtiment |
| US10301868B2 (en) | 2014-06-27 | 2019-05-28 | Saint-Gobain Glass France | Insulated glazing comprising a spacer, and production method |
| RU2684996C2 (ru) | 2015-03-02 | 2019-04-16 | Сэн-Гобэн Гласс Франс | Армированная стекловолокнами дистанционная рамка для стеклопакета |
| USD777345S1 (en) | 2015-05-21 | 2017-01-24 | Saint-Gobain Glass France | Spacer bar |
| DE102016115023A1 (de) | 2015-12-23 | 2017-06-29 | Ensinger Gmbh | Abstandhalter für Isolierglasscheiben |
| WO2018049176A1 (fr) * | 2016-09-09 | 2018-03-15 | Andersen Corporation | Ensembles espaceurs de fenêtre à haute énergie de surface |
| EP3477035B1 (fr) | 2017-10-30 | 2020-07-22 | Technoform Glass Insulation Holding GmbH | Espaceur pour des applications photovoltaïques |
| EP3505716A1 (fr) | 2018-01-02 | 2019-07-03 | Amcor Flexibles Denmark ApS | Espaceur de fenêtre de barrière à durabilité améliorée |
| JP2022503703A (ja) | 2018-09-13 | 2022-01-12 | サン-ゴバン グラス フランス | 金属側部を有するスペーサー |
| WO2020200622A1 (fr) | 2019-03-29 | 2020-10-08 | Saint-Gobain Glass France | Procédé de fabrication d'une unité de vitrage isolant |
| DE202020005504U1 (de) | 2019-03-29 | 2021-06-28 | Saint-Gobain Glass France | Hohlprofilabstandhalter mit vorapplizierter Abdichtmasse |
| EP3770369A1 (fr) | 2019-07-23 | 2021-01-27 | Saint-Gobain Glass France | Dispositif formant palier pour supports d'écartement de profil creux |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5851609A (en) | 1996-02-27 | 1998-12-22 | Truseal Technologies, Inc. | Preformed flexible laminate |
| DE102006024402A1 (de) | 2006-05-24 | 2007-11-29 | Peter Lisec | Isolierglaseinheit mit einem elastoplastischen Abstandhalterband und Applizzierverfahren für letzteres |
| WO2010011545A1 (fr) | 2008-07-21 | 2010-01-28 | Coulomb Technologies, Inc. | Station de charge de véhicule ayant une porte à verrouillage en deux positions |
| WO2010115456A1 (fr) * | 2009-04-07 | 2010-10-14 | Prowerb St. Gallen Ag | Espaceur destiné à espacer les vitres d'un vitrage multiple, un vitrage multiple ainsi qu'un procédé pour fabriquer un vitrage multiple |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3302659A1 (de) | 1983-01-27 | 1984-08-02 | Reichstadt, Hans Udo, 5628 Heiligenhaus | Abstandhalteprofil fuer mehrscheiben-isolierglas |
| CA1285177C (fr) | 1986-09-22 | 1991-06-25 | Michael Glover | Element vitre a panneaux scelles multiples |
| US6528131B1 (en) * | 1991-04-22 | 2003-03-04 | Luc Lafond | Insulated assembly incorporating a thermoplastic barrier member |
| CH683853A5 (de) | 1991-08-27 | 1994-05-31 | Glas Troesch Ag St Gallen | Isolierverglasung. |
| DE19530838A1 (de) | 1995-08-22 | 1997-02-27 | Interpane Entw & Beratungsges | Abstandshalter für Isolierscheibenanordnung |
| JPH09175843A (ja) | 1995-12-27 | 1997-07-08 | Asahi Glass Co Ltd | 複層ガラスおよびそれに用いるスペーサ |
| DE19602455A1 (de) | 1996-01-24 | 1997-07-31 | Andreas Jakob | Innenleiste für gasgefüllte Mehrscheibenisolierverglasungen |
| US5830545A (en) | 1996-04-29 | 1998-11-03 | Tetra Laval Holdings & Finance, S.A. | Multilayer, high barrier laminate |
| DE19625845A1 (de) | 1996-06-27 | 1998-01-02 | Flachglas Ag | Isolierglaseinheit |
| DE19807454A1 (de) | 1998-02-21 | 1999-08-26 | Ensinger | Abstandhalter |
| WO2000029702A1 (fr) * | 1998-11-16 | 2000-05-25 | Edgetech I.G., Inc. | Unite de vitrage isolante utilisant un produit d'etancheite en mousse et procede de production associe |
| EP1029661B1 (fr) | 1999-02-17 | 2004-11-03 | Alcan Technology & Management AG | Feuille composite et procédé pour sa fabrication |
| DE10311830A1 (de) * | 2003-03-14 | 2004-09-23 | Ensinger Kunststofftechnologie Gbr | Abstandhalterprofil für Isolierglasscheiben |
| DE102004031203A1 (de) | 2004-06-28 | 2006-01-19 | Wipak Walsrode Gmbh & Co. Kg | Siegelbare Verbundfolie und deren Verwendung zur Herstellung eines Schlauchbeutels |
| EP1892365A1 (fr) | 2006-08-25 | 2008-02-27 | Prowerb St. Gallen AG | Procédé pour la manufacture des vitrages isolants ansi qu un dispositif pour appliquer une pièce d ecartement sur une vitre |
| EP2697466A1 (fr) | 2011-04-13 | 2014-02-19 | Prowerb AG | Écarteur permettant d'espacer les vitres d'une fenêtre multi-vitrage, fenêtre multi-vitrage, ainsi que procédé de fabrication d'un écarteur |
-
2012
- 2012-04-10 EP EP12714669.4A patent/EP2697466A1/fr not_active Withdrawn
- 2012-04-10 PL PL15191282T patent/PL3023569T3/pl unknown
- 2012-04-10 PL PL15200838T patent/PL3020908T3/pl unknown
- 2012-04-10 EP EP15191282.1A patent/EP3023569B1/fr active Active
- 2012-04-10 WO PCT/EP2012/056435 patent/WO2012140005A1/fr active Application Filing
- 2012-04-10 EP EP15200838.9A patent/EP3020908B1/fr active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5851609A (en) | 1996-02-27 | 1998-12-22 | Truseal Technologies, Inc. | Preformed flexible laminate |
| DE102006024402A1 (de) | 2006-05-24 | 2007-11-29 | Peter Lisec | Isolierglaseinheit mit einem elastoplastischen Abstandhalterband und Applizzierverfahren für letzteres |
| WO2010011545A1 (fr) | 2008-07-21 | 2010-01-28 | Coulomb Technologies, Inc. | Station de charge de véhicule ayant une porte à verrouillage en deux positions |
| WO2010115456A1 (fr) * | 2009-04-07 | 2010-10-14 | Prowerb St. Gallen Ag | Espaceur destiné à espacer les vitres d'un vitrage multiple, un vitrage multiple ainsi qu'un procédé pour fabriquer un vitrage multiple |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10370894B2 (en) | 2015-04-22 | 2019-08-06 | Saint-Gobain Glass France | Method and device for producing a triple insulating glazing unit |
| WO2018050357A1 (fr) | 2016-09-14 | 2018-03-22 | Saint-Gobain Glass France | Élément d'écartement pour vitrages isolants, procédé permettant de fabriquer l'élément d'écartement et vitrage isolant multiple |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3023569A1 (fr) | 2016-05-25 |
| PL3023569T3 (pl) | 2018-11-30 |
| PL3020908T3 (pl) | 2018-11-30 |
| EP3020908B1 (fr) | 2018-06-06 |
| EP3023569B1 (fr) | 2018-06-06 |
| EP2697466A1 (fr) | 2014-02-19 |
| WO2012140005A1 (fr) | 2012-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3020908B1 (fr) | Ecarteur de verres d'une fenêtre multi-vitrage | |
| EP2906424B1 (fr) | Unité de vitrage isolant | |
| EP3421709B1 (fr) | Entretoise pour vitrages isolants | |
| EP3440299B1 (fr) | Unité isolant pour un meuble frigorifique | |
| EP3052731B1 (fr) | Pièce intercalaire pour vitrages isolants | |
| EP2513401B1 (fr) | Profilé d'écartement et ensemble vitrage isolant avec un tel profilé d'écartement | |
| EP0953716B1 (fr) | Profilé d'écartement pour vitrage isolant | |
| DE19805348A1 (de) | Abstandhalterprofil für Isolierscheibeneinheit | |
| WO2015086459A1 (fr) | Entretoises pour vitrages isolants comportant un profilé d'étanchéité extrudé | |
| EP3161237B1 (fr) | Vitrage isolant doté d'un écarteur et procede de production d'un tel vitrage et utilisation d'un tel vitrage isolant comme vitrage pour un bâtiment | |
| WO2017108242A1 (fr) | Élément intercalaire pour vitrages isolants | |
| EP3049603B1 (fr) | Entretoise d'écartement des vitres d'une fenêtre à vitrage multiple, fenêtre à vitrage multiple, film pare-vapeur pour une entretoise, procédé de fabrication d'un film pare-vapeur, ainsi que procédé de fabrication d'une entretoise | |
| WO2016150705A1 (fr) | Intercalaire pour vitrage isolant à étanchéité accrue | |
| WO2021008951A1 (fr) | Intercalaires pour unités de vitrage isolant | |
| WO2000005475A1 (fr) | Profile d'ecartement pour un cadre d'ecartement d'une unite a vitres isolantes | |
| EP3362630A1 (fr) | Élément de raccordement servant à raccorder deux baguettes profilées creuses | |
| EP3464771B1 (fr) | Vitrage isolant a haute resistance a la rupture et profile de reception en forme de u | |
| EP3708759A1 (fr) | Corps de base de vitrage isolant et vitrage isolant, ainsi que son procédé de fabrication | |
| EP3999709B1 (fr) | Écarteur pour unités de verre isolant | |
| EP2295697A2 (fr) | Procédé de fabrication d'une fenêtre ou d'une porte | |
| WO2020182576A1 (fr) | Vitrage isolant pourvu d'un positionnement amélioré de l'élément intercalaire ainsi que procédé pour sa fabrication | |
| WO2020200621A1 (fr) | Écarteur de profilé creux comportant une matière d'étanchéité pré-appliquée | |
| WO2020200622A1 (fr) | Procédé de fabrication d'une unité de vitrage isolant |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2697466 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20161118 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170331 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20171130 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2697466 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1006282 Country of ref document: AT Kind code of ref document: T Effective date: 20180615 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012012850 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180606 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180906 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180906 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180907 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181006 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502012012850 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: TECHNOFORM GLASS INSULATION HOLDING GMBH Effective date: 20190228 Opponent name: SAINT-GOBAIN GLASS FRANCE Effective date: 20190225 |
|
| 26 | Opposition filed |
Opponent name: ENSINGER GMBH & CO. Effective date: 20190306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190430 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190410 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190410 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181008 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1006282 Country of ref document: AT Kind code of ref document: T Effective date: 20190410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190410 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120410 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180606 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230327 Year of fee payment: 12 Ref country code: CZ Payment date: 20230310 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20230305 Year of fee payment: 12 Ref country code: IT Payment date: 20230321 Year of fee payment: 12 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230601 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230303 Year of fee payment: 12 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: SAINT-GOBAIN GLASS FRANCE Effective date: 20190225 |