EP2915640A1 - Verfahren und Vorrichtung zur Herstellung einer OSB-Platte - Google Patents
Verfahren und Vorrichtung zur Herstellung einer OSB-Platte Download PDFInfo
- Publication number
- EP2915640A1 EP2915640A1 EP14000794.9A EP14000794A EP2915640A1 EP 2915640 A1 EP2915640 A1 EP 2915640A1 EP 14000794 A EP14000794 A EP 14000794A EP 2915640 A1 EP2915640 A1 EP 2915640A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- chip
- chips
- cover layer
- strands
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 29
- 238000000034 method Methods 0.000 title claims abstract description 13
- 239000011093 chipboard Substances 0.000 claims abstract description 37
- 239000010410 layer Substances 0.000 claims description 323
- 238000003892 spreading Methods 0.000 claims description 37
- 238000004026 adhesive bonding Methods 0.000 claims description 33
- 239000003292 glue Substances 0.000 claims description 22
- 239000000203 mixture Substances 0.000 claims description 22
- 239000008186 active pharmaceutical agent Substances 0.000 claims description 21
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 claims description 20
- 238000003825 pressing Methods 0.000 claims description 11
- HMJMQKOTEHYCRN-UHFFFAOYSA-N formaldehyde;phenol;1,3,5-triazine-2,4,6-triamine;urea Chemical compound O=C.NC(N)=O.OC1=CC=CC=C1.NC1=NC(N)=NC(N)=N1 HMJMQKOTEHYCRN-UHFFFAOYSA-N 0.000 claims description 9
- 239000002245 particle Substances 0.000 claims description 8
- 238000005520 cutting process Methods 0.000 claims description 7
- 238000001035 drying Methods 0.000 claims description 7
- 239000002344 surface layer Substances 0.000 claims description 7
- 229920003002 synthetic resin Polymers 0.000 claims description 7
- 239000000057 synthetic resin Substances 0.000 claims description 7
- 239000002023 wood Substances 0.000 claims description 6
- 239000000428 dust Substances 0.000 claims description 5
- 241001417527 Pempheridae Species 0.000 claims description 3
- 238000009434 installation Methods 0.000 claims description 2
- 241000273930 Brevoortia tyrannus Species 0.000 description 67
- 241000196324 Embryophyta Species 0.000 description 43
- 239000003795 chemical substances by application Substances 0.000 description 5
- 206010013786 Dry skin Diseases 0.000 description 3
- 230000032258 transport Effects 0.000 description 3
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- ODGAOXROABLFNM-UHFFFAOYSA-N polynoxylin Chemical compound O=C.NC(N)=O ODGAOXROABLFNM-UHFFFAOYSA-N 0.000 description 2
- 241001136792 Alle Species 0.000 description 1
- 241000237858 Gastropoda Species 0.000 description 1
- 240000007829 Haematoxylum campechianum Species 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000011363 dried mixture Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/10—Moulding of mats
- B27N3/14—Distributing or orienting the particles or fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/02—Manufacture of substantially flat articles, e.g. boards, from particles or fibres from particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/04—Manufacture of substantially flat articles, e.g. boards, from particles or fibres from fibres
Definitions
- the invention further relates to a method for producing an OSB board on a plant for producing a chipboard, which is operated in a normal operation as described above, and a cover layer spreading device for use in the method.
- chipboard and OSB Oriented Strands Board
- a company that wants to produce both chipboard and OSB boards needs to acquire and install both a particleboard plant and an OSB board plant. Due to the longer strands, the strength values of an OSB board are greater than those of a chipboard. It is known that the neutral fiber of a wood-based panel symmetrical to the center plane runs and the stability of the wood-based panel is determined essentially by their outer layers.
- OSB panels are typically used as structural panels
- particleboard is typically used as furniture panels.
- the demand for OSB boards is not constant throughout the year. When the weather is bad, the demand goes back, in good weather it rises, so there are large fluctuation margins. The manufacturer must compensate for this fluctuation range either by appropriate storage and / or an extension or shortening of the operating times of the OSB plant. Both are costly.
- the invention has for its object to provide a method for producing an OSB board including a system for producing a particle board and, where appropriate, a plant for producing an OSB board.
- the OSB beach gluing device preferably includes a beach scale and a beach gluing device.
- topsheet strands and the middle layer chips can be glued with a melamine-urea-phenol-formaldehyde (MUPF) glue or with a polymeric diphenylmethane diisocyanate (PMDI) glue. It is also possible to glaze the top layer strands with polymeric diphenylmethane diisocyanate (PMDI) and the middle layer with a melamine-urea-phenol-formaldehyde (MUPF) glue or vice versa.
- MUPF melamine-urea-phenol-formaldehyde
- topsheet strands and the middlecoat blend may be glued with a melamine-urea-phenol-formaldehyde (MUPF) glue or a polymeric diphenylmethane diisocyanate (PMDI) glue. It is also possible to glaze the top layer strands with polymeric diphenylmethane diisocyanate (PMDI) and the middle layer mixture with a melamine-urea-phenol-formaldehyde (MUPF) glue or vice versa.
- MUPF melamine-urea-phenol-formaldehyde
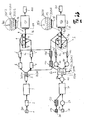
- FIG. 1 shows the schematic representation of a plant for the production of OSB boards.
- a beach chipper 1 first log wood is cut to wet strands 200.
- the strands 200 are transported by the beach scraper 1 into a wet beach bunker 2 and transported from there into a beach dryer 3.
- the wet strands 200 are dried.
- the dried strands 200 are transported by the beach dryer 3 into a beach sorter 5 where they are sorted into top layer strands DS200, middle strands MS200 and fines F.
- the cover layer strands DS200 are transported from the beach sorting installation 5 into a cover layer bunker 6 and the middle layer strands MS200 are transported into a middle layer bunker 7.
- Both the cover layer strands DS200 and the middle layer strands MS200 are each in a gluing device 6 ', 7' with a glue KL, on melamine-urea-phenol-formaldehyde (MUPF) - and / or diphenylmethane diisocyanate (PMDI) -based glued.
- Top coat strands DS200 and middle coat strands MS200 can be glued with the same or a different glue.
- the cover layer strands DS200 are transported into at least one cover layer strander 8 and the middle layer strands MS200 are transported into at least one middle layer strandshift device 9.
- the cover layer spreader 8 and the middle layer beach spreader 9 are arranged above an endlessly circulating strand forming belt 76.
- the strandshape 76 is first spread with overlay strands DS200 to form a lower overlay DSOSB.
- the middle layer strands MS200 are scattered to a middle layer MSOSB, on which in turn an upper cover layer DSOSB with cover layer strands DS200 is scattered.
- the strip forming belt 76 transports the scattered beach cake to the hot press 170, where it is pressed into an OSB plate 600 of desired thickness.
- a release agent can be applied to the beach cake 900 via an application device 159, which is particularly advantageous when a PMDI glue is used. It is also conceivable to apply the release agent to the (not shown here) press plate of the hot press 170.
- FIG. 1 shows the schematic representation of a conventional plant for the production of chipboard.
- chip chipper 10 wood chippings are first cut to wet chips 100. From here, the wet chips 100 are then transported into a wet chip bunker 20, from which they are subsequently transported into a chip dryer 30 in order to dry them. The dried chips 100 are transferred from the chip dryer 30 into the chip hopper 40, from where they are transferred to a Spansortierstrom 50. In the chip sorting plant 50, the chips 100 are sorted into coarse chips GS, surface layer chips DS100, middle layer chips MS100 and dust St. The cover shavings DS100 are transported from the chip sorting plant 50 to a top layer chip bunker 60 and the middle layer chips MS100 are transported to a middle layer chip bunker 70.
- a gluing device 60 ', 70' in which they are glued with a MUPF glue or PMDI glue (each also called Kunststoffharzleim KL).
- PMDI glue each also called Kunststoffharzleim KL
- the middle layer chips MS100 and the cover layer chips DS100 can also be glued to a urea-formaldehyde (UF) glue, as is customary in chipboard production.
- the cover shavings DS100 are transported from the gluing device 60 'into the cover layer spreading devices 80 and the middle layer chips MS100 are transported from the gluing device 70' into the middle layer scattering devices 90.
- the cover layer scattering devices 80 and the middle layer scattering devices 90 are arranged above the chip forming strip 75, on which first a lower cover layer DS of covering layer chips DS100 is scattered. On the lower cover layer DS, a middle layer MS of middle-layer chips MS100 is scattered, onto which in turn an upper cover layer DS of covering layer chips DS100 is scattered.
- the chip cake consisting of lower cover layer DS, middle layer MS and upper cover layer DS is transported by the forming belt 75 to the hot press 150, in which it is pressed into a chip bar 500 of the desired thickness. Even before the hot press 150 can be applied to the chip cake via an applicator 149 a release agent. It is also conceivable to apply the release agent to the (not shown here) press plate of the hot press 150.
- FIG. 1 a shows that transferred in the gluing device 6 'with the previously described Kunststoffharzleim KL glued Deck Anlagenstrands DS200 in the cover layer scattering devices 80 of the particle board system.
- middle layer chips 100 can be guided into the middle layer beach bunker 7.
- the amount of middle-layer chips 100 essentially corresponds to the amount of cover layer strand DS200.
- a lower cover layer DSOSB from cover layer DS200, onto which cover layer DS a middle layer MS consisting of middle layer chips MS100 and in turn an upper cover layer DS from cover layer strands DS200 were scattered.
- this beach / chip cake 850 is then transported into the hot press 150, where it is pressed into an OSB board of desired thickness.
- the middle layer MS can also be sprinkled from middle layer chips MS100 at the same time and the strand / chip cake 800 is transported there from the strip forming belt 76 into the hot press 170, where it is also pressed into an OSB plate 600 of desired thickness.
- the middle layer strands bunker 7 promoted middle layer chips MS100 are preferably mixed with the middle layer strands MS200 to form a middle layer mixture MS100 + MS200, wherein the term "mixing" does not necessarily mean an active method step, but the combination of middle layer chips MS100 and middle layer strip MS200 can certainly be sufficient.
- This middle layer mixture MS100 + MS200 is then transported into the middle layer beach scattering device 9.
- at least one middle layer MS + MSOSB is then scattered on the lower cover layer DSOSB.
- a Strandszerspaner 110 is first Round wood to wet strands 300 machined.
- the beach sweeper 110 then transports the strands 300 into a wet end bunker 120 and from there into the chip dryer 30, mixes wet strands 300 with the wet chips 100 from the wet chip bunker 20, and then mixes wet strands 300 and wet chips 100 is dried.
- the dried mixture is then transported to chip hopper 40.
- the maximum level of chip hopper 40 should not exceed 5% of its volume.
- the chips 100 and strands 300 must be continuously discharged from the chip bunker 40.
- snails (not shown) are provided in the chip bunker 40, which must rotate around so fast that chips 100 / strands 300 in the chip bunker 40 can not collect.
- the mixture of dried chips 100 and dried strands 300 is then transported to the chip sorting plant 50.
- the mixture is sorted at least in top layer chips DS300 and middle-layer chips MS100.
- the cover layer chips DS300 are then transported into the cover layer bunker 160 and from there into the glueing device 160 '.
- the glued top layer strands DS300 are subsequently transferred into the cover layer scattering devices 80.
- the MS100 middle layer chips sorted out in the chip sorting plant 50 proceed as described above, and the strand / chip cake 850 scattered from cover layer DS300 and middle layer chips MS100 is pressed by the hot press 150 to an OSB plate 600 of desired thickness as described above.
- the Beleimvoruzeen 6 ', 160' may be provided with a beach scale and a drum mixer. Any other special Beleimvoriques for the beach gluing is conceivable.
- the cover layer scattering device 80 is disposed above the chip-forming belt 75, which revolves endlessly in the working direction A (that is, the transport direction of the beach / chip cake 850). It essentially consists of a chip bunker 88 with a bunker bottom belt 81 arranged therein, which has a first end 811 and a second end 812.
- the bunker bottom band 81 is reversibly drivable in two opposite directions (working direction A and opposite thereto).
- ejector rollers 83 which can each be driven about an axis of rotation D 1 and scraper rollers 82 which can be driven reversibly in each case about an axis of rotation D are arranged.
- sieves 84 are arranged underneath the bunker bottom belt 81.
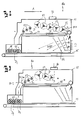
- FIG. 2 shows the cover layer scattering device 80 for spreading the lower cover layer DS in chip operation.
- the cover shavings DS1 00 are fed via the feed device 86 into the chip bunker 88. There they fall on the scraper rollers 82, which rotate in the same direction to the working direction A about the axis of rotation D. About the rotating scraper rollers 82 pass the cover chips DS100 on the bunker floor belt 81, which also rotates endlessly in the direction of A. At the first end 811 of the bunker bottom band 81, the cover shavings DS100 fall down therefrom and strike the first sieve 84 arranged beneath the bunker bottom belt 81.
- the air stream generated by the fan 87 blows the cover shavings DS100 through the sieves 84 and then to a lower cover layer DS sprinkled on the forming belt 75.
- An upper cover layer DS is then sprinkled onto the scattered middle layer MS.
- the cover layer scatterer In order for the upper cover layer DS to be scattered, the cover layer scatterer must be mirror-inverted to the cover layer diffuser 80, which means that everything is rotating in the opposite direction.
- FIG. 3 shows the beach operation of the cover layer spreading device 80 for spreading the lower cover layer DSOSB.
- the cover layer scattering device 80 must be formed in mirror image to scatter the upper cover layer DSOSB, so everything must turn in the opposite direction.
- the cover layer strands DS200 / DS300 pass via the feed device 86 into the chip bunker 88.
- a portion of the scraper rollers 82 is - since it is not needed - removed or shut down. It can scraper roles 82 different sizes are used, but it can also as in FIG. 2 shown pawl rollers 82 identical size find use.
- the illustration here is purely schematic.
- the chip forming belt 75 continues to run in the direction of A. Now the bunker bottom belt 81 is driven in rotation against the working direction A.
- the cover layer strands DS200 / DS300 fall on the scraper rollers 82, which rotate in opposite directions to the working direction A, and are transported by these in the direction of the second end 812 of the bunker bottom belt 81 to the ejector rollers 83 driven in the same direction as the scraper rollers 80. Chips falling past the scraper rollers 82 are also transported by the bunker bottom belt 81 in the direction of the ejector rollers 83 and then thrown onto the disk heads 85 which are also driven in opposite directions to the working direction A, from where they are then sprinkled onto the chip forming belt 75 for the lower or upper cover layer DSOSB become.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung einer OSB-Platte auf einer Anlage zur Herstellung einer Spanplatte unter Einbeziehung einer Anlage zur Herstellung einer OSB-Platte, wobei in einem Normalbetrieb die Anlage für die Spanplattenherstellung wie folgt betrieben wird:
- Zerspanen von Holzhackschnitzeln in einem Spanzerspaner zu nassen Spänen,
- Transportieren der nassen Späne von dem Spanzerspaner in einen Nassspanbunker,
- Transportieren der Späne aus dem Nassspanbunker in einen Spantrockner,
- Trocknen der Späne im Spantrockner,
- Transportieren der Späne aus dem Spantrockner in einen Spanbunker,
- Transportieren der Späne aus dem Spanbunker in eine Spansortieranlage,
- Sortieren der Späne in der Spansortieranlage in Grobspäne, Deckschichtspäne, Mittelschichtspäne und Staub,
- Transportieren der Deckschichtspäne aus der Spansortieranlage in einen Deckschichtspänebunker,
- Transportieren der Mittelschichtspäne aus der Spansortieranlage in einen Mittelschichtspänebunker,
- Beleimen der Deckschichtspäne und der Mittelschichtspäne mit einem Kunstharzleim,
- Transportieren der beleimten Deckschichtspäne in mindestens eine Deckschichtstreuvorrichtung,
- Transportieren der beleimten Mittelschichtspäne in mindestens eine Mittelschichtstreuvorrichtung,
- Streuen der Deckschichtspäne auf ein Spanformband zu mindestens einer unteren Deckschicht,
- Streuen der Mittelschichtspäne auf die untere Deckschicht zumindestens einer Mittelschicht,
- Streuen der Deckschichtspäne auf die Mittelschicht zu mindestens einer oberen Deckschicht,
- Transportieren des aus unterer Deckschicht, Mittelschicht und oberer Deckschicht bestehenden Spänekuchens zu einer Heißpresse,
- Verpressen des Spänekuchens in der Heißpresse zu einer Spanplatte gewünschter Dicke;
- Zerspanen von Rundholz in einem Strandszerspaner zu nassen Strands,
- Transportieren der nassen Strands von dem Strandszerspaner in einen Nassstrandsbunker,
- Transportieren der Strands aus dem Nassstrandsbunker in einen Strandstrockner,
- Trocknen der Strands im Strandstrockner,
- Transportieren der Strands aus dem Strandstrockner in eine Strandssortieranlage,
- Sortieren der Strands in der Strandssortieranlage in Deckschichtstrands, Mittelschichtstrands und Feingut,
- Transportieren der Deckschichtstrands aus der Strandssortieranlage in einen Deckschichtstrandsbunker,
- Transportieren der Mittelschichtstrands aus der Strandssortieranlage in einen Mittelschichtstrandsbunker,
- Beleimen der Deckschichtstrands und der Mittelschichtstrands in je einer Beleimvorrichtung mit einem Kunstharzleim,
- Transportieren der beleimten Deckschichtstrands in mindestens eine Deckschichtstrandsstreuvorrichtung,
- Transportieren der beleimten Mittelschichtstrands in mindestens eine Mittetschichtstrandsstreuvorrichtung,
- Streuen der Deckschichtstrands auf ein Strandsformband zu mindestens einer unteren Deckschicht,
- Streuen der Mittelschichtstrands auf die untere Deckschicht zu mindestens einer Mittelschicht,
- Streuen der Deckschichtstrands auf die Mittelschicht zu mindestens einer oberen Deckschicht,
- Transportieren des aus unterer Deckschicht, Mittelschicht und oberer Deckschicht bestehenden Strandskuchens zu einer Heißpresse,
- Verpressen des Strandskuchens in der Heißpresse zu einer OSB-Platte gewünschter Dicke.
- Die Erfindung betrifft weiterhin ein Verfahren zur Herstellung einer OSB-Platte auf einer Anlage zur Herstellung einer Spanplatte, die in einem Normalbetrieb wie zuvor beschrieben betrieben wird, sowie eine Deckschichtstreuvorrichtung zur Verwendung in den Verfahren.
- Auch wenn die Herstellung von Spanplatten und OSB-Platten (Oriented Strands Board) ähnlich abläuft, so sind die Anlagen unterschiedlich aufgebaut. Ein Unternehmen, das sowohl Spanplatten als auch OSB-Platten herstellen möchte, muss sowohl eine Spanplattenanlage als auch eine OSB-Plattenanlage erwerben und einrichten. Aufgrund der längeren Strands sind die Festigkeitswerte einer OSB-Platte größer als die einer Spanplatte. Es ist bekannt, dass die neutrale Faser einer Holzwerkstoffplatte symmetrisch zur Mittenebene verläuft und die Stabilität der Holzwerkstoffplatte im Wesentlichen durch ihre Deckschichten bestimmt wird.
- Als mit der Herstellung von OSB-Platten überhaupt begonnen wurde, haben sich die Späne für die Mittelschicht und die Deckschicht nur wenig voneinander unterschieden. Später haben die Suche nach der Verbesserung der Rentabilität, die Verringerung der Verfügbarkeit von gutem Rundholz und der Wunsch nach Steigerung der Produktionskapazität dazu beigetragen, dass die Strands für die Mittelschicht der OSB-Platte den Spänen für die Mittelschicht von Spanplatten immer mehr ähnelten.
- Aus diesem Grund werden heute von Herstellern, die sowohl über eine OSB-Plattenanlage als auch über eine Spanplattenanlage verfügen, für die Mittelschicht einer OSB-Platte oftmals Späne verwendet, die für deren Spanplatten bestimmt sind. Dadurch wird die Wirtschaftlichkeit des Produktionsprozesses verbessert und die Produktionskapazität der OSB-Anlage gesteigert. Auch bei Verwendung einer Mittelschicht aus Spänen werden die in der Norm EN-300 festgesetzten Parameter für die OSB-Platten nicht verschlechtert.
- Während OSB-Platten in der Regel als Bauplatten verwendet werden, werden Spanplatten in der Regel als Möbelplatten verwendet. Der Bedarf an OSB-Platten ist über das Jahr verteilt nicht konstant. Bei schlechtem Wetter geht der Bedarf zurück, bei gutem Wetter steigt er, sodass große Schwankungsbreiten bestehen. Der Hersteller muss diese Schwankungsbreite entweder durch eine entsprechende Lagerhaltung und/oder eine Verlängerung bzw. Verkürzung der Betriebszeiten der OSB-Anlage ausgleichen. Beides ist kostenintensiv.
- Von dieser Problemstellung ausgehend liegt der Erfindung die Aufgabe zugrunde, ein Verfahren zur Herstellung einer OSB-Platte unter Einbeziehung einer Anlage zur Herstellung einer Spanplatte und gegebenenfalls einer Anlage zur Herstellung einer OSB-Platte zu schaffen.
- Zur Problemlösung ist bei dem eingangs beschriebenen Verfahren vorgesehen, dass zur Herstellung einer OSB-Platte auf der Anlage zur Herstellung von Spanplatten folgende Schritte ausgeführt werden:
- a) Transportieren zumindest eines Teils der in der Beleimvorrichtung beleimten Deckschichtstrands in die Deckschichtstreuvorrichtung,
- b) Streuen der Deckschichtstrands auf das Spanformband zu mindestens einer unteren Deckschicht,
- c) Streuen der beleimten Mittelschichtspäne auf die untere Deckschicht zu einer Mittelschicht,
- d) Streuen der Deckschichtstrands auf die Mittelschicht zu mindestens einer oberen Deckschicht,
- e) Transportieren des aus der unteren Deckschicht, der Mittelschicht und der oberen Deckschicht bestehenden Strands/Spänekuchens zu der Heißpresse,
- f) Verpressen des Strands/Spänekuchens in der Heißpresse zu einer OSB-Platte gewünschter Dicke.
- Durch diese Ausgestaltung ist es für ein Unternehmen, das über eine OSB-Anlage und eine Spanplatten-Anlage verfügt möglich, zur Erhöhung der Kapazität die Spanplatten-Anlage mit zu verwenden. Damit können Bedarfsspitzen kurzfristig aufgefangen werden.
- Vorzugsweise werden zusätzlich die folgenden weiteren Schritte ausgeführt:
- g) Transportieren eines dem aus der Beleimvorrichtung entnommenen Teil Deckschichtstrands entsprechenden Teil Mittelschichtspäne aus dem Mittelschichtspänebunker in die Mittelschichtstrandsstreuvorrichtung,
- h) Transportieren des aus Mittelschichtspäne und Mittelschichtstrands bestehenden Mittelschichtgemisches aus dem Mittelschichtstrandsbunker in die Mittelschichtstrandsstreuvorrichtung,
- i) Streuen der Deckschichtstrands aus der Deckschichtstrandsstreuvorrichtung auf das Strandsformband zu mindestens einer unteren Deckschicht,
- j) Streuen des Mittelschichtgemisches aus der Mittelschichtstrandsstreuvorrichtung auf die untere Deckschicht zu mindestens einer Mittelschicht,
- k) Streuen der Deckschichtstrands aus der Deckschichtstrandsstreuvorrichtung auf die Mittelschicht zu mindestens einer oberen Deckschicht,
- I) Transportieren des aus der unteren Deckschicht, der Mittelschicht und der oberen Deckschicht bestehenden Strands/Spänekuchen zu der Heißpresse,
- m) Verpressen des Strand/Spänekuchens in der Heißpresse zu einer OSB-Platte gewünschter Dicke.
- Mit dieser Ausgestaltung ist es möglich, auf der OSB-Anlage und der Spanplatten-Anlage simultan identische OSB-Platten herzustellen.
- Wenn ein Hersteller nicht über eine Anlage zur Herstellung von OSB-Platten und einer Anlage von Spanplatten verfügt, müssen die Anlage für Spanplatten ergänzt und folgende Schritte durchgeführt werden:
- 3.1 Zerspanen von Rundholz in einem Strandszerspaner zu nassen Strands,
- 3.2 Transportieren der nassen Strands von dem Strandszerspaner in einen Nassstrandsbunker,
- 3.3 Transportieren der Strands aus dem Nassstrandsbunker in den Spänetrockner,
- 3.4 Trocknen des Gemisches aus Strands und Späne im Spänetrockner,
- 3.5 Transportieren des Gemisches aus Strands und Späne aus dem Spänetrockner in den Spanbunker,
- 3.6 Transportieren des Gemisches aus Strands und Späne aus dem Spanbunker in die Spansortieranlage,
- 3.7 Sortieren des Gemisches aus Strands und Späne in der Spansortieranlage mindestens in Deckschichtstrands und Mittelschichtspäne,
- 3.8 Transportieren der Deckschichtstrands aus der Spansortieranlage in einen Deckschichtstrandsbunker,
- 3.9. Transportieren der Mittelschichtspäne aus der Spansortieranlage in den Mittelschichtspänebunker,
- 3.10 Transportieren der Deckschichtstrands aus dem Deckschichtstrandsbunker in eine Deckschichtstrandsbeleimvorrichtung,
- 3.11 Transportieren der Mittelschichtspäne in eine Mittelschichtspänebeleimvorrichtung,
- 3.12 Transportieren der beleimten Deckschichtspäne in die mindestens eine Deckschichtstreuvorrichtung,
- 3.13 Transportieren der beleimten Mittelschichtspäne in die mindestens eine Mittelschichtstreuvorrichtung,
- 3.14 Streuen der Deckschichtstrands auf das Spanformband zu mindestens einer unteren Deckschicht,
- 3.15 Streuen der beleimten Mittelschichtspäne auf die untere Deckschicht zu einer Mittelschicht,
- 3.16 Streuen der Deckschichtstrands auf die Mittelschicht zu mindestens einer oberen Deckschicht,
- 3.17 Transportieren des aus der unteren Deckschicht, der Mittelschicht und der oberen Deckschicht bestehenden Strands/Spänekuchens zu der Heißpresse,
- 3.18 Verpressen des Strands/Spänekuchens in der Heißpresse zu einer OSB-Platte gewünschter Dicke.
- Die Beleimvorrichtung für die OSB-Strands umfasst vorzugsweise eine Strandswaage und eine Strandsbeleimvorrichtung.
- Die Deckschichtstrands und die Späne für die Mittelschicht können mit einem Melamin-Harnstoff-Phenol-Formaldehyd-Leim (MUPF) oder mit einem polymeren Diphenylmethandiisocyanat-Leim (PMDI) verleimt werden. Auch ist es möglich, die Deckschichtstrands mit polymeren Diphenylmethandiisocyanat (PMDI) und die Mittelschicht mit einem Melamin-Harnstoff-Phenol-Formaldehyd-Leim (MUPF) zu beleimen oder umgekehrt.
- Ebenso können die Deckschichtstrands und das Mittelschichtgemisch mit einem Melamin-Harnstoff-Phenol-Formaldehyd-Leim (MUPF) oder einem polymeren Diphenylmethandiisocyanat-Leim (PMDI) verleimt werden. Auch ist es möglich, die Deckschichtstrands mit polymeren Diphenylmethandiisocyanat (PMDI) und das Mittelschichtgemisch mit einem Melamin-Harnstoff-Phenol-Formaldehyd-Leim (MUPF) zu beleimen oder umgekehrt.
- Eine Deckschichtstreumaschine zur Verwendung in einer herkömmlichen Anlage für die Spanplattenherstellung, die oberhalb eines Spanformbandes angeordnet ist, weist mindestens folgendes auf:
- einen Spanbunker mit einem darin angeordneten ein erstes und ein zweites Ende aufweisendes Bunkerbodenband, einer Mehrzahl oberhalb des Bunkerbodenbandes angeordneter Scharrenrollen, einer Mehrzahl oberhalb des Bunkerbodenbandes angeordneter Auswerferrollen, einer Mehrzahl unterhalb des Bunkerbodenbandesangeordneter Siebe und einer Mehrzahl in einer Ebene unterhalb von und seitlich zu dem Bunkerbodenband angeordneter um je eine Drehachse antreibbarer Scheibenköpfe, einer oberhalb der Scharrenrolle angeordneten Zuführeinrichtung und einer unterhalb des Bunkerbodenbandes angeordneten Einrichtung zur Erzeugung eines Luftstromes,
wobei das Bunkerbodenband endlos umlaufend und reversibel antreibbar ist, jede Scharrenrolle um jeweils eine Drehachse drehbar angeordnet und zumindest ein Teil der Scharrenrollen reversibel antreibbar ist, die Zuführeinrichtung über den Scharrenrollen angeordnet ist, die um jeweils eine Drehachse drehbar angeordneten Auswerferrollen im Bereich des ersten Endes des Bunkerbodenbandes und die Siebe im Bereich des zweiten Ende des Bunkerbodenbandes angeordnet sind,
und wobei- 1. Im Spanbetrieb alle Scharrenrollen und das Bunkerbodenband im Drehsinn in Arbeitsrichtung umlaufend in Betrieb sind, die Auswerferrollen und die Scheibenköpfe außer Betrieb sind, sodass die von der Spanzuführeinrichtung zugeführten Späne am ersten Ende von dem Bunkerbodenband herabfallen und dann von dem Luftstrom durch die Siebe hindurchgefördert werden und anschließend auf das Spanformband gestreut werden;
- 2. Im Strandbetrieb zumindest ein Teil der Scharrenrollen, das Bunkerbodenband, die Auswerferrollen und die Scheibenköpfe im Drehsinn entgegen der Arbeitsrichtung umlaufend in Betrieb sind, sodass die Strands am zweiten Ende von dem Bunkerbodenband herabfallen und über die Scheibenköpfe auf das Spanformband gestreut werden.
- Mit einer solchen Deckschichtstreumaschine ist es möglich, sowohl OSB-Strands als auch Späne zu streuen, um entweder eine OSB-Platte mit einer Mittelschicht aus Späne oder wie herkömmlich auch eine Spanplatte auf der Spanplattenanlage herzustellen.
- Mit Hilfe einer Zeichnung sollen Ausführungsbeispiele der Erfindung nachfolgend näher beschrieben werden. Es zeigen:
- Figur 1
- - die schematische Darstellung einer herkömmlichen Anlage zur Herstellung von OSB-Platten (obere Abbildung) und einer herkömmlichen Anlage zur Herstellung von Spanplatten (untere Abbildung);
- Figur 1a
- - die Darstellung nach
Figur 1 zur Verdeutlichung der Verbindung der beiden Anlagen miteinander; - Figur 2
- - die schematische Schnittdarstellung der Deckschichtstreuvorrichtung in der Anlage zur Spanplattenherstellung im Spanbetrieb;
- Figur 3
- - die schematische Schnittdarstellung der Deckschichtstreuvorrichtung in der Anlage zur Spanplattenherstellung im Strandbetrieb.
- Die obere Abbildung von
Figur 1 zeigt die schematische Darstellung einer Anlage zur Herstellung von OSB-Platten. In einem Strandszerspaner 1 wird zunächst Rundholz zu nassen Strands 200 zerspant. Von dem Strandszerpaner 1 werden die Strands 200 in einen Nassstrandsbunker 2 transportiert und von dort aus in einen Strandstrockner 3 transportiert. In dem Strandstrockner 3 werden die nassen Strands 200 getrocknet. Die getrockneten Strands 200 werden von dem Strandstrockner 3 in eine Strandssortieranlage 5 transportiert, wo sie in Deckschichtstrands DS200, Mittelschichtstrands MS200 und Feingut F sortiert werden. Aus der Strandssortieranlage 5 werden die Deckschichtstrands DS200 in einen Deckschichtstrandsbunker 6 und die Mittelschichtstrands MS200 in einen Mittelschichtstrandsbunker 7 transportiert. Sowohl die Deckschichtstrands DS200 als auch die Mittelschichtstrands MS200 werden in je einer Beleimvorrichtung 6', 7' mit einem Leim KL, auf Melamin-Harnstoff-Phenol-Formaldehyd (MUPF)- und/oder Diphenylmethandiisocyanat (PMDI)-Basis beleimt. Deckschichtstrands DS200 und Mittelschichtstrands MS200 können mit demselben oder einem unterschiedlichen Leim beleimt werden. Nach dem Beleimen mit dem Kunstharz-Leim KL werden die Deckschichtstrands DS200 in mindestens eine Deckschichtstrandsstreuvorrichtung 8 und die Mittelschichtstrands MS200 in mindestens eine Mittelschichtstrandsstreuvorrichtung 9 transportiert. Die Deckschichtstrandsstreuvorrichtung 8 und die Mittelschichtstrandsstreuvorrichtung 9 sind oberhalb eines endlos umlaufenden Strandsformbandes 76 angeordnet. Auf das Strandsformband 76 werden zunächst Deckschichtstrands DS200 zu einer unteren Deckschicht DSOSB gestreut. Auf diese Deckschicht DSOSB werden dann die Mittelschichtstrands MS200 zu einer Mittelschicht MSOSB gestreut, auf die wiederum eine obere Deckschicht DSOSB mit Deckschichtstrands DS200 aufgestreut wird. Das Strandsformband 76 transportiert den gestreuten Strandskuchen zu der Heißpresse 170, in der dieser zu einer OSB-Platte 600 gewünschter Dicke verpresst wird. Vor der Heißpresse 170 kann über eine Auftragsvorrichtung 159 ein Trennmittel auf den Strandskuchen 900 aufgebracht werden, was insbesondere dann vorteilhaft ist, wenn ein PMDI-Leim Verwendung findet. Denkbar ist es auch, das Trennmittel auf das (hier nicht gezeigte) Pressblech der Heißpresse 170 aufzubringen. - Die untere Abbildung von
Figur 1 zeigt die schematische Darstellung einer herkömmlichen Anlage zur Herstellung von Spanplatten. - In einem Spanzerspaner 10 werden zunächst Holzhackschnitzel zu nassen Spänen 100 zerspant. Von hier aus werden die nassen Späne 100 dann in einen Nassspanbunker 20 transportiert, von dem aus sie anschließend in einen Spantrockner 30 transportiert werden, um sie zu trocknen. Die getrockneten Späne 100 werden aus dem Spantrockner 30 in den Spanbunker 40 überführt, von wo aus sie in eine Spansortieranlage 50 überführt werden. In der Spansortieranlage 50 werden die Späne 100 in Grobspäne GS, Deckschichtspäne DS100, Mittelschichtspäne MS100 und Staub St sortiert. Die Deckschichtspäne DS100 werden aus der Spansortieranlage 50 in einen Deckschichtspänebunker 60 und die Mittelschichtspäne MS100 in einen Mittelschichtspänebunker 70 transportiert. Von dort aus gelangen sie in jeweils eine Beleimvorrichtung 60', 70', in der sie mit einem MUPF-Leim oder PMDI-Leim (jeder für sich auch Kunstharzleim KL genannt) beleimt werden. Die Mittelschichtspäne MS100 und die Deckschichtspäne DS100 können aber auch wie bei der Spanplattenfertigung an sich üblich mit einem Harnstoff-Formaldehyd-Leim (UF) beleimt werden. Die Deckschichtspäne DS100 werden aus der Beleimvorrichtung 60' in die Deckschichtstreuvorrichtungen 80 und die Mittelschichtspäne MS100 aus der Beleimvorrichtung 70' in die Mittelschichtstreuvorrichtungen 90 transportiert. Die Deckschichtstreuvorrichtungen 80 und die Mittelschichtstreuvorrichtungen 90 sind über dem Spanformband 75 angeordnet, auf das zunächst eine untere Deckschicht DS aus Deckschichtspänen DS100 gestreut wird. Auf die untere Deckschicht DS wird eine Mittelschicht MS aus Mittelschichtspänen MS100 gestreut, auf die wiederum eine obere Deckschicht DS aus Deckschichtspänen DS100 gestreut wird. Der aus unterer Deckschicht DS, Mittelschicht MS und oberer Deckschicht DS bestehende Spänekuchen wird von dem Formband 75 zur Heißpresse 150 transportiert, in der er zu einer Spanlatte 500 gewünschter Dicke gepresst wird. Auch vor der Heißpresse 150 kann auf den Spänekuchen über eine Auftragsvorrichtung 149 ein Trennmittel aufgebracht werden. Denkbar ist es auch, das Trennmittel auf das (hier nicht gezeigte) Pressblech der Heißpresse 150 aufzubringen.
- Um auf der Anlage zur Herstellung von Spanplatten ebenfalls OSB-Platten herstellen zu können, werden, wie
Figur 1 a zeigt, die in der Beleimvorrichtung 6' mit dem zuvor beschriebenen Kunstharzleim KL beleimten Deckschichtstrands DS200 in die Deckschichtstreuvorrichtungen 80 der Spanplattenanlage überführt. Aus dem Mittelschichtspänebunker 70 können Mittelschichtspäne 100 in den Mittelschichtstrandbunker 7 geführt werden. Die Menge der Mittelschichtspäne 100 entspricht im Wesentlichen der Menge der Deckschichtstrands DS200. Jetzt werden auf das Spanformband 75 eine untere Deckschicht DSOSB aus Deckschichtstrands DS200, auf diese Deckschciht DS eine Mittelschicht MS aus Mittelschichtspäne MS100 und auf diese wiederum eine obere Deckschicht DS aus Deckschichtstrands DS200 gestreut. Von dem Spanformband 75 wird dieser Strands/Späne-Kuchen 850 dann in die Heißpresse 150 transportiert, wo er zu einer OSB-Platte gewünschter Dicke verpresst wird. - In der OSB-Anlage kann die Mittelschicht MS gleichzeitig ebenfalls aus Mittelschichtspäne MS100 gestreut werden und der Strands/Späne-Kuchen 800 dort von dem Strandsformband 76 in die Heißpresse 170 transportiert, wo er ebenfalls zu einer OSB-Platte 600 gewünschter Dicke verpresst wird. Bevorzugt werden die in den Mittelschichtstrandsbunker 7 geförderten Mittelschichtspäne MS100 mit den Mittelschichtstrands MS200 zu einem Mittelschichtgemisch MS100 + MS200 gemischt, wobei unter den Begriff "Mischen" nicht zwingend ein aktiver Verfahrensschritt gemeint ist, sondern das Zusammenführen von Mittelschichtspäne MS100 und Mittelschichtstrands MS200 durchaus genügen kann. Dieses Mittelschichtgemisch MS100 + MS200 wird dann in die Mittelschichtstrandsstreuvorrichtung 9 transportiert. In der OSB-Anlage wird dann auf die untere Deckschicht DSOSB mindestens eine Mittelschicht MS + MSOSB gestreut.
- In beiden Anlagen können vor der Heißpresse 150, 170 über Auftragsvorrichtungen 149, 159 dann auch Trennmittel auf den Strands/Späne-Kuchen 800, 850 oder die (nicht gezeigten) Stahlbänder der Heißpressen 150, 170 aufgebracht werden, um ein Verkleben der Deckschichtstrands DS200 an den (nicht gezeigten) Pressblechen der Heißpressen 150, 170 zu verhindern.
- Wenn ein Hersteller nicht sowohl über eine OSB-Plattenanlage und eine Spanplattenanlage verfügt, sondern nur über eine Spanplattenanlage, mit der er auch OSB-Platten herstellen möchte, dann muss die Spanplattenanlage entsprechend ergänzt werden, wie dies im unteren Bild der
Figur 1 a durch die schraffierten Kästen angegeben ist. In einem Strandszerspaner 110 wird zunächst Rundholz zu nassen Strands 300 zerspant. Von dem Strandszerspaner 110 werden die Strands 300 dann in einen Nasstrandsbunker 120 transportiert und von dort aus in den Spantrockner 30 überführt, in dem nasse Strands 300 mit den nassen Spänen 100 aus dem Nassspanbunker 20 vermischt und dann das Gemisch aus nassen Strands 300 und nassen Spänen 100 getrocknet wird. Das getrocknete Gemisch wird dann in den Spanbunker 40 transportiert. Der maximale Füllstand des Spanbunkers 40 sollte nicht mehr als 5% seines Volumens betragen. Die Späne 100 und Strands 300 müssen laufend aus dem Spanbunker 40 ausgetragen werden. Hierzu sind in dem Spanbunker 40 (nicht dargestellte) Schnecken vorgesehen, die so schnell umlaufen müssen, dass sich Späne 100 / Strands 300 in dem Spanbunker 40 nicht sammeln können. Aus dem Spanbunker 40 wird das Gemisch aus getrockneten Späne 100 und getrockneten Strands 300 dann in die Spansortieranlage 50 transportiert. In der Spansortieranlage 50 wird das Gemisch mindestens in Deckschichtspäne DS300 und Mittelschichtspäne MS100 sortiert. Die Deckschichtspäne DS300 werden dann in den Deckschichtstrandsbunker 160 transportiert und gelangen von dort aus in die Beleimvorrichtung 160'. Die beleimten Deckschichtstrands DS300 werden anschließend in die Deckschichtstreuvorrichtungen 80 überführt. Die in der Spansortieranlage 50 aussortierten Mittelschichtspäne MS100 nehmen ihren Weg wie zuvor beschrieben und der aus Deckschichtstrands DS300 und der Mittelschichtspäne MS100 gestreute Strands/Spänekuchen 850 wird wie zuvor beschrieben von der Heißpresse 150 zu einer OSB-Platte 600 gewünschter Dicke verpresst. - Die Beleimvorrichtungen 6', 160' können mit einer Strandswaage und einem Trommelmischer versehen sein. Auch jede andere spezielle Beleimvorrichtung für die Strandsbeleimung ist aber denkbar.
- Damit über die Deckschichtstreuvorrichtungen 80 der Spanplattenanlage sowohl Deckschichtspäne DS100 als auch Deckschichtstrands DS200, DS300 gestreut werden können, muss diese so umgebaut werden, wie dies in den Figuren 2 und 3 schematisch dargestellt ist.
- Die Deckschichtstreuvorrichtung 80 ist oberhalb des in Arbeitsrichtung A (das ist die Transportrichtung des Strands/Späne-Kuchens 850) endlos umlaufenden Spanformbandes 75 angeordnet. Sie besteht im Wesentlichen aus einem Spanbunker 88 mit einem darin angeordneten Bunkerbodenband 81, das ein erstes Ende 811 und ein zweites Ende 812 aufweist. Das Bunkerbodenband 81 ist in zwei gegenläufige Richtungen (Arbeitsrichtung A und entgegengesetzt dazu) reversibel antreibbar. Oberhalb des Bunkerbodenbandes 81 sind jeweils um eine Drehachse D1 antreibbare Auswerferrollen 83 und jeweils um eine Drehachse D reversibel antreibbare Scharrenrollen 82 angeordnet. Im Bereich des ersten Endes 811 sind unterhalb des Bunkerbodenbandes 81 Siebe 84 angeordnet.
-
Figur 2 zeigt die Deckschichtstreuvorrichtung 80 zum Streuen der unteren Deckschicht DS im Spanbetrieb. Die Deckschichtspäne DS1 00 werden über die Zuführeinrichtung 86 in den Spanbunker 88 eingegeben. Dort fallen sie auf die Scharrenrollen 82, die gleichsinnig zur Arbeitsrichtung A um die Drehachse D rotieren. Über die sich drehenden Scharrenrollen 82 gelangen die Deckschichtspäne DS100 auf das Bunkerbodenband 81, das ebenfalls in Arbeitsrichtung A endlos umläuft. Am ersten Ende 811 des Bunkerbodenbandes 81 fallen die Deckschichtspäne DS100 von diesem herunter und treffen auf das erste unterhalb des Bunkerbodenbandes 81 angeordnete Sieb 84. Über den von dem Gebläse 87 erzeugten Luftstrom werden die Deckschichtspäne DS100 durch die Siebe 84 hindurchgeblasen und dann zu einer unteren Deckschicht DS auf dem Formband 75 aufgestreut. Auf die gestreute Mittelschicht MS wird anschließend eine obere Deckschicht DS aufgestreut. Damit die obere Deckschicht DS aufgestreut werden kann, muss die Deckschichtstreuvorrichtung spiegelbildlich zu der Deckschichtstreuvorrichtung 80 ausgebildet sein, was bedeutet, dass sich alles in entgegengesetzter Richtung dreht. -
Figur 3 zeigt den Strandbetrieb der Deckschichtstreuvorrichtung 80 zum Streuen der unteren Deckschicht DSOSB. Auch hier gilt, dass die Deckschichtstreuvorrichtung 80 spiegelbildlich ausgebildet sein muss, um die obere Deckschicht DSOSB zu streuen, also sich alles in entgegengesetzter Richtung drehen muss. Die Deckschichtstrands DS200/DS300 gelangen über die Zuführeinrichtung 86 in den Spanbunker 88. Ein Teil der Scharrenrollen 82 ist - da er nicht benötigt wird - ausgebaut oder stillgesetzt. Es können Scharrenrollen 82 unterschiedlicher Größe eingesetzt werden, es können aber auch wie inFigur 2 gezeigt Scharrenrollen 82 identischer Größe Verwendung finden. Die Darstellung hier ist rein schematisch. Das Spanformband 75 läuft weiterhin in Arbeitsrichtung A um. Jetzt wird das Bunkerbodenband 81 entgegen die Arbeitsrichtung A umlaufend angetrieben. Die Deckschichtstrands DS200/DS300 fallen auf die Scharrenrollen 82, die gegensinnig zur Arbeitsrichtung A rotieren und werden von diesen in Richtung des zweiten Endes 812 des Bunkerbodenbandes 81 zu den in derselben Richtung wie die Scharrenrollen 80 angetriebenen Auswerferrollen 83 transportiert. An den Scharrenrollen 82 vorbei fallende Späne werden vom Bunkerbodenband 81 ebenfalls in Richtung der Auswerferrollen 83, transportiert und dann auf die ebenfalls gegensinnig zur Arbeitsrichtung A angetriebenen Scheibenköpfe 85 geworfen, von wo aus sie dann auf das Spanformband 75 zur unteren bzw. oberen Deckschicht DSOSB gestreut werden. - Die Drehrichtungen sind in den Figuren jeweils durch Pfeile an den entsprechenden Bauteilen angegeben.
Bezugszeichenliste 1 Strandszerspaner 85 Scheibenkopf 2 Nassstrandsbunker 86 Zuführvorrichtung 3 Strandstrockner 87 Gebläse/Einrichtung 5 Strandssortieranlage 90 Mittelschichtstreu-vorrichtung 6 Deckschichtstrandsbunker 6' Beleimvorrichtung 100 Späne 7 Mittelschichtstrandsbunker 149 Auftragsvorrichtung 7' Beleimvorrichtung 150 Heißpresse 8 Deckschichtstrandsstreu-vorrichtung 159 Auftragsvorrichtung 160 Deckschichtstrandsbunker 9 Mittelschichtstrands-streuvorrichtung 160' Beleimvorrichtung 170 Heißpresse 10 Spanzerspaner 200 Strands 20 Nassspanbunker 300 Strands 30 Spantrockner 500 Spanplatte 40 Spanbunker 600 OSB-Platte 50 Spansortieranlage 800 Strands/Spänekuchen 60 Deckschichtspänebunker 811 erstes Ende 60' Beleimvorrichtung 812 zweites Ende 70 Mittelschichtspänebunker 850 Strands/Spänekuchen 70' Beleimvorrichtung 900 Strandskuchen 75 Spanformband 950 Spänekuchen 76 Strandsformband A Arbeitsrichtung 80 Deckschichtstreuvorrichtung D Drehachse 81 Bunkerbodenband D1 Drehachse 82 Scharrenrolle D2 Drehachse 83 Auswerferrolle DS100 Deckschichtspäne 84 Sieb DS200 Deckschichtstrand DS300 Deckschichtstrand DSOSB Deckschicht F Feingut GS Grobspäne KL Kunstharzleim MS Mittelschicht MSOSB Mittelschicht MS100 Mittelschichtspäne MS200 Mittelschichtstrands MS100 + MS200 Mittelschichtgemisch St Staub
Claims (10)
- Verfahren zur Herstellung einer OSB-Platte auf einer Anlage zur Herstellung einer Spanplatte unter Einbeziehung einer Anlage zur Herstellung einer OSB-Platte,
wobei in einem Normalbetrieb die Anlage für die Spanplattenherstellung wie folgt betrieben wird:- Zerspanen von Holzhackschnitzeln in einem Spanzerspaner (10) zu nassen Spänen (100),- Transportieren der nassen Späne (100) von dem Spanzerspaner (10) in einen Nassspanbunker (20),- Transportieren der Späne (100) aus dem Nassspanbunker (20) in einen Spantrockner (30),- Trocknen der Späne (100) im Spantrockner (30),- Transportieren der Späne (100) aus dem Spantrockner (30) in einen Spanbunker (40),- Transportieren der Späne (100) aus dem Spanbunker (40) in eine Spansortieranlage (50),- Sortieren der Späne (100) in der Spansortieranlage (50) in Grobspäne (GS), Deckschichtspäne (DS100), Mittelschichtspäne (MS100) und Staub (St),- Transportieren der Deckschichtspäne (DS100) aus der Spansortieranlage (50) in einen Deckschichtspänebunker (60),- Transportieren der Mittelschichtspäne (MS100) aus der Spansortieranlage (50) in einen Mittelschichtspänebunker (70),- Beleimen der Deckschichtspäne (DS100) und der Mittelschichtspäne (MS100) mit einem Kunstharzleim (KL),- Transportieren der beleimten Deckschichtspäne (DS100) in mindestens eine Deckschichtstreuvorrichtung (80),- Transportieren der beleimten Mittelschichtspäne (MS100) in mindestens eine Mittelschichtstreuvorrichtung (90),- Streuen der Deckschichtspäne (DS100) auf ein Spanformband (75) zu mindestens einer unteren Deckschicht (DS),- Streuen der Mittelschichtspäne (MS100) auf die untere Deckschicht (DS) zumindestens einer Mittelschicht (MS),- Streuen der Deckschichtspäne (DS100) auf die Mittelschicht (MS) zu mindestens einer oberen Deckschicht (DS),- Transportieren des aus unterer Deckschicht (DS), Mittelschicht (MS) und oberer Deckschicht (DS) bestehenden Spänekuchens (950) zu einer Heißpresse (150),- Verpressen des Spänekuchens (950) in der Heißpresse (150) zu einer Spanplatte (500) gewünschter Dicke;und wobei in einem Normalbetrieb die Anlage für die OSB-Plattenherstellung wie folgt betrieben wird:- Zerspanen von Rundholz in einem Strandszerspaner (1) zu nassen Strands (200),- Transportieren der nassen Strands (200) von dem Strandszerspaner (1) in einen Nassstrandsbunker (2),- Transportieren der Strands (200) aus dem Nassstrandsbunker (2) in einen Strandstrockner (3),- Trocknen der Strands (200) im Strandstrockner (3),- Transportieren der Strands (200) aus dem Strandstrockner (3) in eine Strandssortieranlage (5),- Sortieren der Strands (200) in der Strandssortieranlage (5) in Deckschichtstrands (DS200), Mittelschichtstrands (MS200) und Feingut (F),- Transportieren der Deckschichtstrands (DS200) aus der Strandssortieranlage (5) in einen Deckschichtstrandsbunker (6),- Transportieren der Mittelschichtstrands (MS200) aus der Strandssortieranlage (5) in einen Mittelschichtstrandsbunker (7),- Beleimen der Deckschichtstrands (DS200) und der Mittelschichtstrands (MS200) in je einer Beleimvorrichtung (6', 7') mit einem Kunstharzleim,- Transportieren der beleimten Deckschichtstrands (DS200) in mindestens eine Deckschichtstrandsstreuvorrichtung (8),- Transportieren der beleimten Mittelschichtstrands (MS200) in mindestens eine Mittelschichtstrandsstreuvorrichtung (9),- Streuen der Deckschichtstrands (DS200) auf ein Strandsformband (76) zu mindestens einer unteren Deckschicht (DSOSB),- Streuen der Mittelschichtstrands (MS200) auf die untere Deckschicht (DSOSB) zu mindestens einer Mittelschicht (MSOSB),- Streuen der Deckschichtstrands (DS200) auf die Mittelschicht (MSOSB) zu mindestens einer oberen Deckschicht (DSOSB),- Transportieren des aus unterer Deckschicht (DSOSB), Mittelschicht (MSOSB) und oberer Deckschicht (DSOSB) bestehenden Strandskuchens (900) zu einer Heißpresse (170),- Verpressen des Strandskuchens (900) in der Heißpresse (170) zu einer OSB-Platte gewünschter Dicke,dadurch gekennzeichnet, dass zur Herstellung einer OSB-Platte auf der Anlage zur Herstellung von Spanplatten folgende Schritte ausgeführt werden:a) Transportieren zumindest eines Teils der in der Beleimvorrichtung (6') beleimten Deckschichtstrands (DS200) in die mindestens eine Deckschichtstreuvorrichtung (80),b) Streuen der Deckschichtstrands (DS200) auf das Spanformband (75) zu mindestens einer unteren Deckschicht (DSOSB),c) Streuen der beleimten Mittelschichtspäne (MS100) auf die untere Deckschicht (DSOSB) zu einer Mittelschicht (MS),d) Streuen der Deckschichtstrands (DS200) auf die Mittelschicht (MS) zu mindestens einer oberen Deckschicht (DSOSB),e) Transportieren des aus der unteren Deckschicht (DSOSB), der Mittelschicht (MS) und der oberen Deckschicht (DSOSB) bestehenden Strands/Spänekuchens (850) zu der Heißpresse (150),f) Verpressen des Strands/Spänekuchens (850) in der Heißpresse (150) zu einer OSB-Platte (600) gewünschter Dicke. - Verfahren nach Anspruch 1, gekennzeichnet durch folgende weitere Schritte:g) Transportieren eines dem aus der Beleimvorrichtung (6') entnommenen Teils Deckschichtstrands (DS200) entsprechenden Teils Mittelschichtspäne (MS100) aus dem Mittelschichtspänebunker (70) in den Mittelschichtstrandsbunker (7),h) Transportieren des aus Mittelschichtspäne (MS100) und Mittelschichtstrands (MS200) bestehenden Mittelschichtgemisches (MS100 + MS200) aus dem Mittelschichtstrandsbunker (7) in die Mittelschichtstrandsstreuvorrichtung (9),i) Streuen der Deckschichtstrands (DS200) aus der Deckschichtstrandsstreuvorrichtung (8) auf das Strandsformband (76) zu mindestens einer unteren Deckschicht (DSOSB),j) Streuen des Mittelschichtgemischs (MS100 + MS200) aus der Mittelschichtstrandsstreuvorrichtung (9) auf die untere Deckschicht (DSOSB) zu mindestens einer Mittelschicht (MS + MSOSB),k) Streuen der Deckschichtstrands (DS200) aus der Deckschichtstrandsstreuvorrichtung (8) auf die Mittelschicht (MS + MSOSB) zu mindestens einer oberen Deckschicht (DSOSB),I) Transportieren des aus der unteren Deckschicht (DSOSB), der Mittelschicht (MS + MSOSB) und der oberen Deckschicht (DSOSB) bestehenden Strand/Spänekuchen (800) zu der Heißpresse (170),m) Verpressen des Strand/Spänekuchens (800) in der Heißpresse (170) zu einer OSB-Platte (600) gewünschter Dicke.
- Verfahren zur Herstellung einer OSB-Platte auf einer Anlage zur Herstellung einer Spanplatte, wobei in einem Normalbetrieb die Anlage wie folgt betrieben wird:- Zerspanen von Holzhackschnitzeln in einem Spanzerspaner (10) zu nassen Spänen (100),- Transportieren der nassen Späne (100) von dem Spanzerspaner (10) in einen Nassspanbunker (20),- Transportieren der Späne (100) aus dem Nassspanbunker (20) in einen Spantrockner (30),- Trocknen der Späne (100) im Spantrockner (30),- Transportieren der Späne (100) aus dem Spantrockner (30) in einen Spanbunker (40),- Transportieren der Späne (100) aus dem Spanbunker (40) in eine Spansortieranlage (50),- Sortieren der Späne (100) in der Spansortieranlage (50) in Grobspäne (GS), Deckschichtspäne (DS100), Mittelschichtspäne (MS100) und Staub (St),- Transportieren der Deckschichtspäne (DS100) aus der Spansortieranlage (50) in einen Deckschichtspänebunker (60),- Transportieren der Mittelschichtspäne (MS100) aus der Spansortieranlage (50) in einen Mittelschichtspänebunker (70),- Beleimen der Deckschichtspäne (DS100) und der Mittelschichtspäne (MS100) mit einem Kunstharzleim (KL),- Transportieren der beleimten Deckschichtspäne (DS100) in mindestens eine Deckschichtstreuvorrichtung (80),- Transportieren der beleimten Mittelschichtspäne (MS100) in mindestens eine Mittelschichtstreuvorrichtung (90),- Streuen der Deckschichtspäne (DS100) auf ein Spanformband (75) zu mindestens einer unteren Deckschicht (DS),- Streuen der Mittelschichtspäne (MS100) auf die untere Deckschicht (DS) zumindestens einer Mittelschicht (MS),- Streuen der Deckschichtspäne (DS100) auf die Mittelschicht (MS) zu mindestens einer oberen Deckschicht (DS),- Transportieren des aus unterer Deckschicht (DS), Mittelschicht (MS) und oberer Deckschicht (DS) bestehenden Spänekuchens (950) zu einer Heißpresse (150),- Verpressen des Spänekuchens (950) in der Heißpresse (150) zu einer Spanplatte (500) gewünschter Dicke;gekennzeichnet durch folgende Schritte:3.1 Zerspanen von Rundholz in einem Strandszerspaner (110) zu nassen Strands (300),3.2 Transportieren der nassen Strands (300) von dem Strandszerspaner (110) in einen Nassstrandsbunker (120),3.3 Transportieren der Strands (300) aus dem Nassstrandsbunker (120) in den Spänetrockner (30),3.4 Trocknen des Gemisches aus Strands (300) und Späne (100) im Spänetrockner (30),3.5 Transportieren des Gemisches aus Strands (300) und Späne (100) aus dem Spänetrockner (30) in den Spanbunker (40),3.6 Transportieren des Gemisches aus Strands (300) und Späne (100) aus dem Spanbunker (40) in die Spansortieranlage (50),3.7 Sortieren des Gemisches aus Strands (300) und Späne (100) in der Spansortieranlage (50) in mindestens Deckschichtstrands (DS300) und Mittelschichtspäne (MS100),3.8 Transportieren der Deckschichtstrands (DS300) aus der Spansortieranlage (50) in einen Deckschichtstrandsbunker (160),3.9 Transportieren der Mittelschichtspäne (MS100) aus der Spansortieranlage (50) in den Mittelschichtspänebunker (70),3.10 Transportieren der Deckschichtstrands (DS300) aus dem Deckschichtstrandsbunker (160) in eine Deckschichtstrandsbeleimvorrichtung (160'),3.11 Transportieren der Mittelschichtspäne (MS100) in eine Mittelschichtspänebeleimvorrichtung (70'),3.12 Transportieren der beleimten Deckschichtspäne (DS300) in die mindestens eine Deckschichtstreuvorrichtung (80),3.13 Transportieren der beleimten Mittelschichtspäne (MS100) in die mindestens eine Mittelschichtstreuvorrichtung (90),3.14 Streuen der Deckschichtstrands (DS300) auf das Spanformband (75) zu mindestens einer unteren Deckschicht (DSOSB),3.15 Streuen der beleimten Mittelschichtspäne (MS100) auf die untere Deckschicht (DSOSB) zu mindestens einer Mittelschicht (MS),3.16 Streuen der Deckschichtstrands (DS300) auf die Mittelschicht (MS) zu mindestens einer oberen Deckschicht (DSOSB),3.17 Transportieren des aus der unteren Deckschicht (DSOSB), der Mittelschicht (MS) und der oberen Deckschicht (DSOSB) bestehenden Strands/Spänekuchens (850) zu der Heißpresse (150),3.18 Verpressen des Strands/Spänekuchens (850) in der Heißpresse (150) zu einer OSB-Platte (600) gewünschter Dicke.
- Verfahren nach Anspruch 1 oder 3, dadurch gekennzeichnet, dass die Deckschichtstrands (DS200) und die Späne (100) für die Mittelschicht (MSOSB) mit einem Melamin-Harnstoff-Phenol-Formaldehyd-Leim (MUPF) beleimt werden.
- Verfahren nach Anspruch 1 oder 3, dadurch gekennzeichnet, dass zur Beleimung der Deckschichtstrands (DS200) polymeres Diphenylmethandiisocyanat (PMDI) und zur Beleimung der Späne (100) für die Mittelschicht (MSOSB) Melamin-Harnstoff-Phenol-Formaldehyd-Leim (MUPF) verwendet wird oder umgekehrt.
- Verfahren nach Anspruch 1 oder 3, dadurch gekennzeichnet, dass zur Beleimung der Deckschichtstrands (DS200) und der Späne (100) für die Mittelschicht (MSOSB) polymeres Diphenylmethandiisocyanat (PMDI) weiter verwendet wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass die Deckschichtstrands (DS200) und das Mittelschichtgemisch (MS100 + MS200) mit einem Melamin-Harnstoff-Phenol-Formaldehyd-Leim (MUPF) beleimt werden.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass zur Beleimung der Deckschichtstrands (DS200) polymeres Diphenylmethandiisocyanat (PMDI) und zur Beleimung des Mittelschichtgemischs (MS100 + MS200) Melamin-Harnstoff-Phenol-Formaldehyd-Leim (MUPF) verwendet wird oder umgekehrt.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass zur Beleimung der Deckschichtstrands (DS200) und des Mittelschichtgemischs (MS100 + MS200) polymeres Diphenylmethandiisocyanat (PMDI) verwendet wird.
- Deckschichtstreuvorrichtung zur Verwendung in dem Verfahren nach einem der Ansprüche 1 bis 7, zur Anordnung oberhalb eines in einer Arbeitsrichtung (A) endlos umlaufenden Spanformbandes (75), mindestens aufweisend:einen Spanbunker (88) mit einem darin angeordneten ein erstes (811) und ein zweites (812) Ende aufweisenden Bunkerbodenband (81), einer Mehrzahl oberhalb des Bunkerbodenbandes (81) angeordneter Scharrenrollen (82), einer Mehrzahl oberhalb des Bunkerbodenbandes (81) angeordneter Auswerferrollen (83), einer Mehrzahl unterhalb des Bunkerbodenbandes (81) angeordneter Siebe (84) und einer Mehrzahl in einer Ebene unterhalb von und seitlich zu dem Bunkerbodenband (81) angeordneter um je eine Drehachse (D2) antreibbarer Scheibenköpfe (85), einer oberhalb der Scharrenrolle (82) angeordneten Zuführeinrichtung (86) und einer unterhalb des Bunkerbodenbandes (81) angeordneten Einrichtung (87) zur Erzeugung eines Luftstromes,wobei das Bunkerbodenband (81) endlos umlaufend und reversibel antreibbar ist, jede Scharrenrolle (82) um jeweils eine Drehachse (D) drehbar angeordnet und zumindest ein Teil der Scharrenrollen (82) reversibel antreibbar ist, die Span- oder Strands-Zuführeinrichtung (86) über den Scharrenrollen (82) angeordnet ist, die um jeweils eine Drehachse (D1) drehbar angeordneten Auswerferrollen (83) im Bereich des ersten Endes des Bunkerbodenbandes (81) und die Siebe (84) im Bereich des zweiten Endes des Bunkerbodenbandes (81) angeordnet sind,und wobei1. Im Spanbetrieb
alle Scharrenrollen (82) und das Bunkerbodenband (81) im Drehsinn in Arbeitsrichtung (A) umlaufend in Betrieb sind, die Auswerferrollen (83) und die Scheibenköpfe (85) außer Betrieb sind, sodass die von der Spanzuführeinrichtung (86) zugeführten Späne (100) am ersten Ende (811) von dem Bunkerbodenband (81) herabfallen, dann von dem Luftstrom durch die Siebe (84) hindurchgefördert werden und anschließend auf das Spanformband (75) gestreut werden;2. Im Strandbetrieb
zumindest ein Teil der Scharrenrollen (82), das Bunkerbodenband (81), die Auswerferrollen (83) und die Scheibenköpfe (85) im Drehsinn entgegen der Arbeitsrichtung (A) umlaufend in Betrieb sind, sodass die Strands (200, 300) am Ende (812) von dem Bunkerbodenband (81) herabfallen und über die Scheibenköpfe (85) auf das Spanformband (75) gestreut werden.
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| LTEP14000794.9T LT2915640T (lt) | 2014-03-05 | 2014-03-05 | Būdas ir aparatas osb plokštei gaminti |
| EP14000794.9A EP2915640B1 (de) | 2014-03-05 | 2014-03-05 | Verfahren und Vorrichtung zur Herstellung einer OSB-Platte |
| PT140007949T PT2915640T (pt) | 2014-03-05 | 2014-03-05 | Método e dispositivo para produção de um painel osb |
| PL14000794T PL2915640T3 (pl) | 2014-03-05 | 2014-03-05 | Sposób i urządzenie do wytwarzania płyty OSB |
| DK14000794.9T DK2915640T3 (da) | 2014-03-05 | 2014-03-05 | Fremgangsmåde og indretning til fremstilling af en OSB-plade |
| HUE14000794A HUE031057T2 (en) | 2014-03-05 | 2014-03-05 | Procedure and apparatus for producing OSB plate |
| ES14000794.9T ES2603423T3 (es) | 2014-03-05 | 2014-03-05 | Procedimiento y equipo para fabricar un panel OSB |
| RU2015107522A RU2668328C2 (ru) | 2014-03-05 | 2015-03-04 | Способ изготовления ориентировано-стружечной плиты |
| HRP20161496TT HRP20161496T1 (hr) | 2014-03-05 | 2016-11-11 | Postupak i uređaj za proizvodnju osb panela |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14000794.9A EP2915640B1 (de) | 2014-03-05 | 2014-03-05 | Verfahren und Vorrichtung zur Herstellung einer OSB-Platte |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2915640A1 true EP2915640A1 (de) | 2015-09-09 |
| EP2915640B1 EP2915640B1 (de) | 2016-08-24 |
Family
ID=50238091
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14000794.9A Active EP2915640B1 (de) | 2014-03-05 | 2014-03-05 | Verfahren und Vorrichtung zur Herstellung einer OSB-Platte |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP2915640B1 (de) |
| DK (1) | DK2915640T3 (de) |
| ES (1) | ES2603423T3 (de) |
| HR (1) | HRP20161496T1 (de) |
| HU (1) | HUE031057T2 (de) |
| LT (1) | LT2915640T (de) |
| PL (1) | PL2915640T3 (de) |
| PT (1) | PT2915640T (de) |
| RU (1) | RU2668328C2 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3216574A1 (de) | 2016-03-10 | 2017-09-13 | SWISS KRONO Tec AG | Verfahren zum herstellen einer osb |
| WO2017207448A1 (de) * | 2016-05-31 | 2017-12-07 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Anlage und verfahren zur herstellung einer werkstoffplatte |
| WO2018215401A1 (de) * | 2017-05-22 | 2018-11-29 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Verfahren und anlage zur herstellung einer spanplatte |
| EP3774245B1 (de) | 2018-03-28 | 2022-04-20 | Siempelkamp Maschinen- und Anlagenbau GmbH | Streuverfahren. |
| WO2023004917A1 (en) * | 2021-07-28 | 2023-02-02 | Huzhou Glory Home Furnishings Co., Ltd | Artificial wood board applicable to furniture and bed frame using the same |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017124063A1 (de) * | 2017-10-16 | 2019-04-18 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Streuanlage und Verfahren zur Herstellung einer Streugutmatte im Zuge der Herstellung von Werkstoffplatten |
| RU2763720C1 (ru) * | 2021-05-13 | 2021-12-30 | Бранимир Плазинич | Установка для производства строительных плит из отходов или многослойных частично полимерных материалов и способ производства |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2119397A1 (de) * | 1970-04-24 | 1971-11-04 | Ab Karlstadplattan, Karlstad (Schweden) | Verfahren und Anordnung zur Herstellung von Holzspanplatten |
| US5202133A (en) * | 1990-07-10 | 1993-04-13 | G. Siempelkamp Gmbh & Co. | Apparatus for spreading a particle mass |
| EP0543052A1 (de) * | 1991-11-22 | 1993-05-26 | CERIT S.a.r.L | Anlage zum Herstellen von biologisch abbaubaren und biologisch nicht abbaubaren Produkten und das entsprechende Verfahren |
| DE4212000A1 (de) * | 1992-04-09 | 1993-10-14 | Baehre & Greten | Deckschichtstreuvorrichtung |
| US5641819A (en) * | 1992-03-06 | 1997-06-24 | Campbell; Craig C. | Method and novel composition board products |
| DE20209991U1 (de) * | 2002-06-28 | 2003-10-30 | Metso Paper Inc., Järvenpää | Doppelbandpresse zur Herstellung von Plattenwerkstoffen |
| US20070144663A1 (en) * | 2005-12-23 | 2007-06-28 | Huber Engineered Woods L.L.C. | Process for manufacture of oriented strand lumber products |
| US20120094093A1 (en) * | 2008-10-16 | 2012-04-19 | Bo Nilsson | Particle board with middle layer of defibrated wood particles |
| DE102011118009A1 (de) * | 2011-07-07 | 2013-01-10 | Binos Gmbh | Verfahren zur Herstellung von OSB-Platten und Wafer-Platten aus Palmen |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3346469C2 (de) * | 1983-12-22 | 1987-02-26 | Heggenstaller, Anton, 8892 Kühbach | Verfahren und Vorrichtung zum Strangpressen von mit Bindemittel vermengten pflanzlichen Kleinteilen, insbesondere Holzkleinteilen |
| DE20305236U1 (de) * | 2003-04-01 | 2003-07-17 | Kronospan Technical Co. Ltd., Engomi, Nicosia | Vorrichtung zum Bedampfen |
-
2014
- 2014-03-05 EP EP14000794.9A patent/EP2915640B1/de active Active
- 2014-03-05 ES ES14000794.9T patent/ES2603423T3/es active Active
- 2014-03-05 PT PT140007949T patent/PT2915640T/pt unknown
- 2014-03-05 LT LTEP14000794.9T patent/LT2915640T/lt unknown
- 2014-03-05 DK DK14000794.9T patent/DK2915640T3/da active
- 2014-03-05 HU HUE14000794A patent/HUE031057T2/en unknown
- 2014-03-05 PL PL14000794T patent/PL2915640T3/pl unknown
-
2015
- 2015-03-04 RU RU2015107522A patent/RU2668328C2/ru active
-
2016
- 2016-11-11 HR HRP20161496TT patent/HRP20161496T1/hr unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2119397A1 (de) * | 1970-04-24 | 1971-11-04 | Ab Karlstadplattan, Karlstad (Schweden) | Verfahren und Anordnung zur Herstellung von Holzspanplatten |
| US5202133A (en) * | 1990-07-10 | 1993-04-13 | G. Siempelkamp Gmbh & Co. | Apparatus for spreading a particle mass |
| EP0543052A1 (de) * | 1991-11-22 | 1993-05-26 | CERIT S.a.r.L | Anlage zum Herstellen von biologisch abbaubaren und biologisch nicht abbaubaren Produkten und das entsprechende Verfahren |
| US5641819A (en) * | 1992-03-06 | 1997-06-24 | Campbell; Craig C. | Method and novel composition board products |
| DE4212000A1 (de) * | 1992-04-09 | 1993-10-14 | Baehre & Greten | Deckschichtstreuvorrichtung |
| DE20209991U1 (de) * | 2002-06-28 | 2003-10-30 | Metso Paper Inc., Järvenpää | Doppelbandpresse zur Herstellung von Plattenwerkstoffen |
| US20070144663A1 (en) * | 2005-12-23 | 2007-06-28 | Huber Engineered Woods L.L.C. | Process for manufacture of oriented strand lumber products |
| US20120094093A1 (en) * | 2008-10-16 | 2012-04-19 | Bo Nilsson | Particle board with middle layer of defibrated wood particles |
| DE102011118009A1 (de) * | 2011-07-07 | 2013-01-10 | Binos Gmbh | Verfahren zur Herstellung von OSB-Platten und Wafer-Platten aus Palmen |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3216574A1 (de) | 2016-03-10 | 2017-09-13 | SWISS KRONO Tec AG | Verfahren zum herstellen einer osb |
| US10955357B2 (en) | 2016-03-10 | 2021-03-23 | SWISS KRONO Tec AG | Method for producing an OSB |
| WO2017207448A1 (de) * | 2016-05-31 | 2017-12-07 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Anlage und verfahren zur herstellung einer werkstoffplatte |
| CN107443536A (zh) * | 2016-05-31 | 2017-12-08 | 迪芬巴赫机械工程有限公司 | 用于生产材料板的设备和方法 |
| CN107443536B (zh) * | 2016-05-31 | 2022-11-01 | 迪芬巴赫机械工程有限公司 | 用于生产材料板的设备和方法 |
| WO2018215401A1 (de) * | 2017-05-22 | 2018-11-29 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Verfahren und anlage zur herstellung einer spanplatte |
| EP3774245B1 (de) | 2018-03-28 | 2022-04-20 | Siempelkamp Maschinen- und Anlagenbau GmbH | Streuverfahren. |
| WO2023004917A1 (en) * | 2021-07-28 | 2023-02-02 | Huzhou Glory Home Furnishings Co., Ltd | Artificial wood board applicable to furniture and bed frame using the same |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2603423T3 (es) | 2017-02-27 |
| HRP20161496T1 (hr) | 2016-12-16 |
| PL2915640T3 (pl) | 2017-07-31 |
| DK2915640T3 (da) | 2017-01-02 |
| EP2915640B1 (de) | 2016-08-24 |
| RU2668328C2 (ru) | 2018-09-28 |
| HUE031057T2 (en) | 2017-06-28 |
| RU2015107522A3 (de) | 2018-07-31 |
| PT2915640T (pt) | 2016-11-25 |
| RU2015107522A (ru) | 2016-09-27 |
| LT2915640T (lt) | 2017-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2915640B1 (de) | Verfahren und Vorrichtung zur Herstellung einer OSB-Platte | |
| EP1140447B1 (de) | Vorrichtung und verfahren zum streuen von teilchen zu einem vlies | |
| DE102007049947A1 (de) | Verfahren, Streukopf und Anlage zur Herstellung einer Streugutmatte aus orientiert gestreuten Spanschichten im Zuge der Herstellung von Holzwerkstoffplatten | |
| EP3280575B1 (de) | Paneel | |
| EP4010158B1 (de) | Werkstoffplatte und verfahren zur herstellung einer werkstoffplatte | |
| EP1202849B1 (de) | Verfahren und vorrichtung zur herstellung von formkörpern | |
| DE10206595A1 (de) | Streustation zum homogenen Streuen von beleimten Streugütern insbesondere Holzspänen | |
| DE102004033777A1 (de) | Verfahren, Vorrichtung und Streukopf zur Streuung oder Schüttung von Partikeln | |
| EP1256426B1 (de) | Streugutanlage zum Streuen von Streugut, insbesondere von Holzspänen, Holzfasern o. dgl. auf einen Streubandförderer | |
| EP2480388A1 (de) | Verfahren zur herstellung von kartonähnlichen faserplatten aus holzfasern | |
| DE102015120653B4 (de) | Verfahren und Anlage zur Herstellung einer mehrschichtigen Werkstoffplatte und mehrschichtige Werkstoffplatte | |
| DE10024543A1 (de) | Verfahren und Anlage zur kontinuierlichen Herstellung einer Mehrschichtplatte | |
| WO2017207450A1 (de) | Formstation und verfahren zur herstellung einer mehrschichtigen streugutmatte zur verpressung zu werkstoffplatten und eine streugutmatte | |
| WO2017207446A1 (de) | Streuanlage zur herstellung einer streugutmatte und verfahren zum betreiben einer solchen streuanlage | |
| WO2000061341A1 (de) | Streustation für faserplatten | |
| EP3470191B1 (de) | Verfahren und vorrichtung zum herstellen einer holzwerkstoffplatte | |
| WO2016180881A1 (de) | Verfahren und vorrichtung zum streuen eines vlieses im zuge der herstellung von werkstoffplatten und eine werkstoffplatte | |
| DE102004049473B4 (de) | Verfahren und Vorrichtung zur Herstellung von Holzwerkstoffplatten, insbesondere Faserplatten | |
| DE202015102415U1 (de) | Vorrichtung zum Streuen eines Vlieses im Zuge der Herstellung von Werkstoffplatten und eine Werkstoffplatte | |
| WO2021023784A1 (de) | Verfahren zum herstellen einer werkstoffplatte | |
| DE102013103272B4 (de) | Verfahren zur Herstellung einer Sandwich-Faserplatte | |
| EP3976331A1 (de) | Verfahren und vorrichtung zur vorwärmung einer pressgutmatte | |
| EP3181315A1 (de) | Verfahren zur herstellung einer osb mit glatter oberfläche | |
| DE10210725A1 (de) | Verfahren und Anlage zur Herstellung von Holzwerkstoffplatten mit strukturierter Oberfläche | |
| CH389896A (de) | Verfahren zum Herstellen von Spanplatten und Anlage zur Durchführung des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150508 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20151002 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SWISS KRONO TEC AG |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 822642 Country of ref document: AT Kind code of ref document: T Effective date: 20160915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014001277 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20161496 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 2915640 Country of ref document: PT Date of ref document: 20161125 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20161117 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BRAUNPAT BRAUN EDER AG, CH Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR Ref country code: RO Ref legal event code: EPE |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SWISS KRONO TEC AG |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20161496 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20160824 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20161219 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: FG4A Ref document number: E012811 Country of ref document: EE Effective date: 20161116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2603423 Country of ref document: ES Kind code of ref document: T3 Effective date: 20170227 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 22549 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20160402849 Country of ref document: GR Effective date: 20170222 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014001277 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E031057 Country of ref document: HU |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20170526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: HOLEESTRASSE 87, 4054 BASEL (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20161496 Country of ref document: HR Payment date: 20190221 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160824 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20161496 Country of ref document: HR Payment date: 20200227 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20200323 Year of fee payment: 7 Ref country code: NO Payment date: 20200323 Year of fee payment: 7 Ref country code: GR Payment date: 20200320 Year of fee payment: 7 Ref country code: FI Payment date: 20200319 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20161224 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20161496 Country of ref document: HR Payment date: 20210224 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: MAE |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: MMEP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210305 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20210331 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: HC1A Ref document number: E012811 Country of ref document: EE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211008 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20161496 Country of ref document: HR Payment date: 20220225 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20161496 Country of ref document: HR Payment date: 20230222 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20230222 Year of fee payment: 10 Ref country code: LT Payment date: 20230216 Year of fee payment: 10 Ref country code: IE Payment date: 20230320 Year of fee payment: 10 Ref country code: BG Payment date: 20230317 Year of fee payment: 10 Ref country code: AT Payment date: 20230317 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230303 Year of fee payment: 10 Ref country code: SK Payment date: 20230301 Year of fee payment: 10 Ref country code: SE Payment date: 20230315 Year of fee payment: 10 Ref country code: PT Payment date: 20230224 Year of fee payment: 10 Ref country code: LV Payment date: 20230317 Year of fee payment: 10 Ref country code: HU Payment date: 20230226 Year of fee payment: 10 Ref country code: HR Payment date: 20230222 Year of fee payment: 10 Ref country code: EE Payment date: 20230317 Year of fee payment: 10 Ref country code: BE Payment date: 20230321 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230322 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230331 Year of fee payment: 10 Ref country code: ES Payment date: 20230414 Year of fee payment: 10 Ref country code: CH Payment date: 20230402 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20240321 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240325 Year of fee payment: 11 Ref country code: CZ Payment date: 20240223 Year of fee payment: 11 Ref country code: GB Payment date: 20240322 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240301 Year of fee payment: 11 Ref country code: FR Payment date: 20240320 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: PBON Ref document number: P20161496 Country of ref document: HR Effective date: 20240305 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MM4D Effective date: 20240305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240305 Ref country code: LT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240905 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E012811 Country of ref document: EE Effective date: 20240331 |