EP2885115B1 - Device and method for slicing food products - Google Patents
Device and method for slicing food products Download PDFInfo
- Publication number
- EP2885115B1 EP2885115B1 EP13745627.3A EP13745627A EP2885115B1 EP 2885115 B1 EP2885115 B1 EP 2885115B1 EP 13745627 A EP13745627 A EP 13745627A EP 2885115 B1 EP2885115 B1 EP 2885115B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- work unit
- conveying direction
- movement
- blocking position
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 235000013305 food Nutrition 0.000 title claims description 25
- 238000000034 method Methods 0.000 title claims description 15
- 230000000903 blocking effect Effects 0.000 claims description 70
- 238000005520 cutting process Methods 0.000 claims description 66
- 238000003825 pressing Methods 0.000 claims description 53
- 230000009471 action Effects 0.000 claims description 4
- 238000013461 design Methods 0.000 claims description 4
- 239000000463 material Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 238000009434 installation Methods 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 230000009977 dual effect Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 230000000087 stabilizing effect Effects 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 235000013351 cheese Nutrition 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 235000013580 sausages Nutrition 0.000 description 1
- 230000008093 supporting effect Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0625—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/02—Means for holding or positioning work with clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0683—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form specially adapted for elongated articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D2210/00—Machines or methods used for cutting special materials
- B26D2210/02—Machines or methods used for cutting special materials for cutting food products, e.g. food slicers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/647—With means to convey work relative to tool station
- Y10T83/6572—With additional mans to engage work and orient it relative to tool station
Definitions
- the invention relates to a device for slicing food products, in particular high-performance slicers, with a product feed comprising at least one conveying device, with which at least one product can be fed to a cutting plane, in which at least one cutting blade, in particular rotating and / or circulating, moving.
- the cutting knife may be, for example, a sickle knife, an orbital knife or a circular knife.
- a food product having a defined velocity profile is conveyed to a rotating knife.
- the knife cuts slices off the food product.
- the slice thickness is defined by the feed rate of the food product relative to the speed of the cutting knife, which can be several hundred to several thousand revolutions per minute.
- traction systems are used, for example, ie the product is conveyed by one or more driven rollers or belts.
- a product can thus ideally be transported without slippage.
- two parallel conveyor belts in particular below and above the product, can be provided for each product, between which the product is guided.
- an upper hold-down system can be provided which presses the product onto the lower conveyor belt.
- the hold-down system has the particular task of stabilizing the product when entering and leaving the cutting blade.
- the product supply can be controlled, for example track individual.
- a common conveyor for all tracks can be provided.
- Several juxtaposed products are fed to the cutting plane by means of a common product feed.
- all product holders are only moved together, ie all product holders engaging each at the rear end of the product are always in the same position with respect to the conveying direction.
- the products are moved in all tracks together using the endless belt conveyor and / or the product holder.
- the end of the food product located on the product holder must be eliminated.
- the product feed and thus also the product holder is usually tilted in practice, in particular at a feed angle of 30 ° to 80 ° relative to the horizontal.
- a slider may be provided, which prevents the tail from reaching the cutting plane.
- a hold-down device for the food product and, on the other hand, a slide which, on the one hand, prevents a product end piece from entering the cutting plane are therefore necessary on the one hand for an optimum cutting result.
- Such a slide can also act as a stop when a new product is inserted manually or automatically into the slicing device.
- the slider prevents movement of the product to the cutting plane when the product holder engages the rear end of the product during the preparation of the cutting operation.
- a slider is particularly advantageous if several food products to be cut, because then the slide can serve as a stop for all products at the same time. If, however, what happens regularly in practice, the products have a different length and be acted upon at their rear ends by a product feeder, which moves only as a whole, ie can not be operated track individual, then products of different lengths are clamped between the slide and eg individual product holders of the product feeder. A longer food product is more compressed than a shorter food product. This can lead to undesirable deformations or even inevitable damage to the products.
- Such product impairments can occur not only on multi-lane but also on slitters that cut only one product at a time, for example, because of product consistency in the preparation of the cutting operation, a product holder must apply a relatively high force to the rear end of the product to provide sufficient to ensure firm hold.
- the product holders In order for the products to relax before the actual cutting process begins, the product holders, once engaged with the products, are usually withdrawn before the pusher is opened. This movement of the product feed counter to the conveying direction slows down the cutting process and thus reduces overall the achievable product throughput.
- a hold-down which presses the product against a lower product support
- a pressing device which presses the product against a lateral product system
- a slicing apparatus must have a plurality of partially independent ones and partially perform interrelated functions, so that an optimal cutting result and the highest possible cutting performance can be achieved.
- Such requirements are placed on both devices that can only cut a product at a time, as well as on devices that are capable of a multi-lane operation.
- the product supply may, for example, have one or more product holders which are designed, for example, as product claws provided with claws or as pure slides.
- the product feeder to engage the rear end of the product.
- the product feeder can also attack, for example, laterally or from the side at the rear of the product.
- the slicing device comprises at least one multifunctional working unit for at least temporary handling of the product, the working unit being adjustable into a pressing position in which the working unit presses the product movable in the conveying direction against a lower product support and / or a lateral product contact, and into a blocking position is, wherein the working unit, starting from the blocking position with a component in the conveying direction in a path for the product releasing position is pivotable.
- the working unit can act as a hold-down for the product in the pressing position.
- the product can be clamped between the lower product support, in particular a conveyor belt, a roller conveyor or an immovable surface with a low static friction coefficient, and the working unit.
- the product in the pressing position, can also be pressed against a lateral product installation, for example a side wall, in particular a conveyor belt, a roller conveyor or an immovable surface with a low static friction coefficient.
- a lateral product installation for example a side wall, in particular a conveyor belt, a roller conveyor or an immovable surface with a low static friction coefficient.
- the product is thereby stabilized, in particular during the entry and exit of the cutting blade.
- the product is thereby stabilized, in particular during the entry and exit of the cutting blade.
- e.g. allows slicing the products into even slices.
- the working unit counteracts a movement of the product in the conveying direction, ie in particular the path to the cutting blade is blocked for the product.
- the working unit according to the invention thus fulfills a dual function and can thus assume those functions which are fulfilled in known slicers by two structurally separate and separately operated devices, namely a product holder on the one hand and a slider on the other hand.
- the work unit may be passive or active.
- a passive unit of work may e.g. a sheet metal bending part or a non-driven roller conveyor include.
- an active working unit for example, a belt or driven rollers may be provided.
- the conveying of the product along and / or against the conveying direction in the pressing position of the working unit can be supported.
- the blocking position e.g. the termination of an end piece is actively supported.
- the pressing position can simultaneously be a traction or conveying position, since the working unit at least supports the conveying of the product.
- the working unit located in the blocking position is effective as a stop for the front end of the product or as a deflector for a product end to be rejected, depending on the operating situation.
- the working unit in the blocking position can also be effective as a deflector for a product end to be rejected.
- the locking position prevents the product end from falling into the cutting plane when it is disengaged from the product holder. Otherwise, this could, for example, lead to unwanted chips and impurities of the slicing device.
- the tail When rejecting, i. Removing the end piece from the product feeder, the tail can be transported, for example, down into a shaft or laterally out of the conveyor.
- the working unit can have a surface running vertically or obliquely to the product support in order to discharge the product end piece. In this way, a targeted slipping or slipping or disposal of the tail is ensured.
- the work unit can passively act as a deflector. It is also conceivable to actively form the working unit, for example by means of a driven belt belt, whereby the separation of the tail is actively supported. This allows a particularly reliable and fast release of the product feeder.
- the working unit located in the blocking position is made yielding with respect to a force applied in the conveying direction.
- the working unit is thus not rigid in particular. This can be achieved, for example, by an elastic and / or flexible material, e.g. a rubber or plastic material can be realized. Alternatively or additionally, for example, spring systems or pneumatic and / or hydraulic systems are conceivable.
- the working unit can yield evenly or in stages - especially in dependence on the applied force - be adjusted in different positions.
- the compliance behavior may in particular be adjustable, e.g. by the choice of material, the choice of the spring used or an adjustment or control or regulation of the pneumatic and / or hydraulic system. This can be used to regulate whether or how much the working unit gives way depending on an acting force.
- the working unit located in the blocking position is movable by a force exceeding a threshold, applied in the conveying direction with a component in the conveying direction, in particular against the action of a holding force. From a certain force thus the way for the product is released at least a little way in the conveying direction.
- a force exceeding a threshold For example, spring systems or pneumatic and / or hydraulic systems are conceivable.
- the work unit can be moved evenly or gradually - in particular depending on the applied force - be adjusted in different positions.
- the threshold value and / or the holding force are in particular adjustable. Thereby, e.g. the resistance to be determined, which is opposed to a product. If the pressure is sufficiently high, the blocking position is at least partially or temporarily released and the working unit at least partially clears the way for the product.
- the movement of the working unit is at least a part of an adjusting movement of the working unit into the pressing position.
- the applied force thus at least partially displaces the working unit into the pressing position.
- the movement due to the threshold crossing thus forms in particular already the beginning of the movement for adjusting the working unit from the blocking position to the pressing position. This saves valuable time.
- the working unit is adjustable from the blocking position directly into the pressing position and vice versa. There are thus, for example, no intermediate positions provided. Alternatively, however, it is also conceivable to first transfer the working unit from the blocking position into an intermediate position. In this intermediate position, for example, another function could be performed. Only after this intermediate position, the working unit would be adjusted in the Andrückwolf. In both cases, the working unit may be permanently in contact with the product during the adjustment movement.
- the working unit is adjustable without a movement component directed counter to the conveying direction and can be pivoted with a component in the conveying direction into a position releasing the path for the product.
- the product does not have to be moved in this way first, for example, by means of the product holder in the opposite direction of the product feed, so that the working unit can be adjusted.
- Such adjustment of the working unit e.g. in the conveying direction or perpendicular from the conveying direction or a lateral movement out of the conveying path is particularly advantageous.
- the speed of operation of the slicing apparatus can be increased in this way, since the product delivery need not be interrupted and it is not necessary to retract the product by means of a product holder before releasing the conveying path, i. to move against the conveying direction.
- an adjusting movement of the working unit comprises a pivoting movement.
- the working unit may comprise at least one joint or hinge.
- the working unit comprises at least one adjustable holding section, which exerts a pressing function in the pressing position and a blocking function for the product in the blocking position.
- the holding section can be used as a passive element, e.g. as a sheet metal bent part or as a non-driven roller conveyor, or as an active conveying element, e.g. be designed as a belt or driven roller conveyor.
- the holding section has, in particular, an at least substantially planar holding surface facing the product, which preferably extends at least approximately parallel to the conveying direction in the pressing position and at least approximately perpendicular to the conveying direction in the blocking position. In this way, the largest possible contact surface with the product can be made available both in the pressing position and in the blocking position.
- the holding portion may also have a different geometric shape.
- the holding surface can press the product from above onto a lower product support or from the side against a product installation.
- the position of the working unit in particular the distance of the working unit from the lower product support and / or from the lateral product installation, can be changed.
- the working unit can be set, for example, to the diameter of the product.
- the position change can be done manually, for example by means of screws, or automatically, for example by means of an electric, electromagnetic, hydraulic and / or pneumatic drive.
- an adjusting movement of the working unit and a movement for changing the position of the working unit independent from each other.
- the height of the working unit and / or the lateral position of the working unit can be changed independently of the adjusting movement between the pressing position and the blocking position.
- a separate drive is provided for each of these two movements.
- the working unit is thus particularly variable and with high precision to the particular circumstances, in particular to be sliced product customizable. Thanks to the independent drives, the product can be handled safely and in a controlled manner, which in particular leads to exact guidance of the product and a good cutting result.
- an adjusting movement of the working unit and a movement for changing the position of the working unit are positively coupled with each other.
- a slotted guide can be provided.
- the adjusting movement may comprise a curved section in order to additionally transfer the working unit from the pressing position into the blocking position and vice versa when the position of the working unit changes. In this way, various movements are performed due to a single exciter movement. Such excitation movement can be realized for example with only a single drive, which costs can be saved.
- the working unit comprises a base and at the base a holding portion for the product, wherein the position of the base is variable and the holding portion is adjustable.
- the holding portion is in particular hingedly connected to the base and can be adjusted in this way from a pressing position into a blocking position, for example by pivoting.
- the height and / or the lateral distance of the base can be adjusted relative to the product.
- the holding section is movable relative to the base.
- the holding portion e.g. be pivoted relative to the base by means of a joint.
- a movement of the base for changing the position and an adjusting movement of the holding portion are independent of each other and in particular effected by means of separate drives.
- the height and / or the lateral distance of the base relative to the product can thus be carried out independently of the adjusting movement of the holding section from the pressing position and the blocking position or vice versa. This ensures a particularly precise adjustment of the working unit to the product.
- a movement for changing the position of the base and an adjusting movement of the holding portion are derivable from a single movement of the working unit, in particular, the movement of the working unit is effected by means of a single drive.
- a single drive for example, a slotted guide.
- the adjusting movement may comprise a curved section. In this way, for example, a single drive for both adjustment movements may be sufficient. This leads to a significant cost reduction.
- the working unit in particular a holding section of the working unit, is designed as an at least temporarily effective drive for the product.
- the working unit may comprise, for example, a belt or driven rollers.
- the working unit may, for example, assist a lower belt conveyor on which the product rests in conveying the product. Even with a tip elimination, a driven and thus active working unit can have a supporting effect.
- the product feed is multi-tracked to cut several products simultaneously.
- the working unit is track-individually operable.
- the particularities, for example the length, width, height, cross-sectional shape, contour, consistency, hardness, density and / or structure, of the respective products can be taken into account individually and independently of each other.
- the working unit for each track comprises an adjustable holding section which exerts a pressing function in a pressing position and a blocking function for the product in a blocking position, the holding sections being operable independently of one another. In this way, all tracks can be blocked independently of each other, for example. Also, the compliance or threshold of the unit of work can be customized for each track and product.
- the holding portions are attached to a common base of the working unit and independently adjustable relative to the base. This allows flexible adaptation. On the common basis all holding sections and thus all tracks are centrally influenced.
- the position of the base in particular its distance from the lower product support and / or from the lateral product installation, can be changed.
- the Height and / or the lateral position of the base for all or at least some tracks are set together, while the adjustment of the holding portions between the Andrückwolf and the locking position can be made track-individual.
- the adjustment of the holding sections can also be dependent on each other. In this case, in particular, a common holding section can be provided for all or at least some tracks.
- a separate drive is provided for the base and for each of the holding sections.
- the base and the holding sections can be operated with a common drive. It is also conceivable to drive at least some holding sections with a common drive.
- a device for slicing food products in particular high-performance slicers, with a product feed comprising at least one conveyor with which at least one product can be fed to a cutting plane in which at least one cutting blade, in particular rotating and / or rotating, moves .
- the slicing device further comprises at least one working unit for at least temporary handling of the product, which is effective in a blocking position as a stop for the front product end, wherein the working unit located in the blocking position is resilient to a force applied in the conveying direction.
- the working unit is thus not rigid in particular.
- This can be realized for example by an elastic and / or flexible material, for example a rubber or plastic material.
- spring systems or pneumatic and / or hydraulic systems are conceivable.
- the work unit can be uniform give way or gradually - in particular depending on the applied force - be adjusted in different positions.
- the compliance behavior may in particular be adjustable, for example by the choice of material, the choice of the spring used or an adjustment or control or regulation of the pneumatic and / or hydraulic system. This can be used to regulate whether or how much the working unit gives way depending on an acting force.
- the working unit located in the blocking position is movable by a force exceeding a threshold, applied in the conveying direction with a component in the conveying direction, in particular against the action of a holding force.
- the work unit can be moved evenly or gradually - in particular depending on the applied force - be adjusted in different positions.
- the threshold value and / or the holding force are in particular adjustable. Thereby, e.g. the resistance to be determined, which is opposed to a product. If the pressure is sufficiently high, the blocking position is at least partially or temporarily released and the working unit at least partially clears the way for the product.
- the product feed is multi-tracked to cut several products simultaneously.
- the working unit is track-individually operable.
- the working unit for each track comprises an adjustable holding section, which in a blocking position has a blocking function for the product, the holding sections being operable independently of one another.
- the threshold value and / or the holding force can be set in a track-specific manner.
- these values are chosen approximately equal.
- the length and / or consistency of the respective products will cause the holding section to yield and thus at least partially clear the way for the product in the direction of the cutting plane.
- the working unit is multifunctional, wherein the working unit in a Andrückwolf, in the working unit presses the product movable in the conveying direction against a lower product support and / or a lateral product support, and is adjustable into the blocking position, in which the working unit counteracts a movement of the product in the conveying direction.
- the invention further relates to a method for slicing food products, in particular by means of a device according to the invention, in which at least one product is fed to a cutting plane by means of a product feed comprising at least one conveyor, in which at least one cutting blade, in particular rotating, and / or circulating, moving.
- at least one multifunctional working unit is moved into a pressing position as a function of the operating situation, in which the working unit presses the product moving in the conveying direction against a lower product support and / or a lateral product contact, or into a blocking position in which the work unit moves Counteracts product in conveying direction.
- the working unit is moved into the blocking position before the start of the slicing, in order to serve as a stop for the front end of the product when the rear end of the product is loaded by means of a product holder of the conveyor.
- the front end of the product strikes, for example, the stop, while the product holder engages the rear end of the product.
- the process unit is moved to the apply position to press the product against the product support and / or the product line during slicing.
- the working unit acts, for example, as a product holder.
- the work unit can be designed, for example, as an active conveyor in order to promote the product to the cutting blade or at least to support the conveying.
- the working unit After cutting, the working unit is moved back to the locking position, in particular to prevent the product end from falling into the cutting plane when the product holder is removed from the rear end of the product.
- the working unit in the blocking position can at least support a leaving of a product end.
- the working unit may, for example, have a vertical or oblique passive surface in order to deflect the product end piece.
- the working unit can be actively driven in the blocking position in order to accelerate the separation of the product end piece.
- the working unit is at least during an adjusting movement from the blocking position to the pressing position and vice versa in, in particular permanent, contact with the product, i.
- the work unit constantly touches the product.
- the movement of the product and the adjustment of the working unit are particularly matched. The product can thus be safely guided at any time.
- the product is fed to the cutting plane during an adjustment movement of the working unit from the blocking position into the pressing position.
- the feeding of the product can take place, for example, with the aid of a conveyor belt, in particular arranged below the product, and / or with the aid of a product holder.
- the force which is exerted on the working unit when the product is conveyed to the cutting plane from the product can thereby at least partially be used to adjust the working unit from the locked position to the Andschreibwolf.
- the product holder remains in its position or is moved in the conveying direction during an adjusting movement of the working unit from the blocking position into the pressing position. Due to the fact that the adjustment movement from the blocking position into the pressing position preferably takes place with a component in the conveying direction, the product and / or the product holder can move permanently in the conveying direction. A movement of the product holder counter to the conveying direction is therefore not necessary. The product therefore does not have to be retracted first in order to move the working unit out of the blocking position into the pressing position. As a result, the product promotion is not interrupted unnecessarily. The product loading time is thereby reduced and the slicing process thus overall faster.
- the product holder is moved counter to the conveying direction during the adjusting movement of the working unit from the pressing position into the blocking position.
- apreservingd Ireland be withdrawn by means of the product holder, so that the working unit adjusted in the blocking position and - seen in the conveying direction - can get in front of the product holder.
- the product holder may then be released and the product end removed by the process cartridge or at least with the assistance of the process cartridge.
- the product support is in two parts and comprises a rear support section, which is pivotable in particular for a loading operation, and a front stationary support section, which reaches as far as the cutting plane.
- both support sections are designed as active conveyor, but also a passive design is possible.
- the working unit interacts in the pressing position.
- the working unit can be designed both as a passive hold-down and as an active conveyor, which cooperates with a passive or actively promoting front support section. If both the working unit and the front support section are active, these together form a traction system for the product, which is thereby guided particularly precisely to the cutting plane.
- the working unit may be provided with guide means for the or each product, which provide, in particular for the front product area during product transport from the blocking position to the pressing position, for safe or punctual delivery of the or each product.
- the guide means may e.g. be provided for each track in the form of a contour adapted to the product cross-section, which is formed on the working unit.
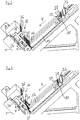
- Fig. 1 shows a device for slicing food products in the form of a multi-lane high-performance slicer with an inclined during cutting continuous belt conveyor 10, which serves as a conveyor and with the same time several food products 12 along a conveying direction F of a cutting plane S supplied and cut.
- the side views in particular the Fig. 1 and 2 not shown multi track formation of Slicers is mainly in the perspective views of the 3 and 4 to recognize.
- the food products 12 may in particular be sausage, ham, cheese or similar products. These may be rod-shaped or bar-shaped and differ in terms of production in length.
- a downwardly angled front part 10 ' is provided, which can be arranged relative to the conveyor 10 pivotable or at a fixed angle to the conveyor 10.
- the Front part 10 ' may also be designed as an active conveyor, but this is not mandatory.
- the conveyor 10 In the conveying direction F, the conveyor 10 is followed by a stationary front conveyor 11 in the form of an endless conveyor belt, which extends to just before the cutting plane S.
- the slicer comprises a working unit 16 with a base 18 and a plurality of holding elements 20 which form holding sections of the working unit 16, wherein a holding element 20 is provided for each track of the slicer.
- the holding elements 20 are in the functional position of Fig. 1 oriented parallel to the conveying direction F and press the products 12 on the product support formed by the stationary front conveyor 11. The holding elements 20 thus form hold-downs for the products 12.
- the holding elements 20 also each comprise a band belt 22, with which the products 12 can be actively moved in the conveying direction F.
- the promotion of the products 12 in the direction of the cutting plane S thus takes place with the aid of the endless conveyor belt 10 and the front conveyor 11, the belt straps 22 and a plurality of product holders designed as grippers 28, which respectively engage in a rear product end 30 of the food products 12.
- the product holders 28 may be passive insofar as they themselves do not serve as a drive for conveying the products 12 in the conveying direction F, but only for stabilizing the products 12 and later (cf. Fig. 2 ) are effective for retracting the product end pieces 30 and are pulled along by the products 12 during the movement in the conveying direction F, for example.
- the products 12 are thus transported by the active holding elements 20 and the stationary front conveyor 11 to the cutting plane.
- the working unit 16 comprises a pneumatic height adjustment drive 24 with which the distance of the base 18 from the front conveyor 11 along a height adjustment direction H can be adjusted.
- the working unit 16 includes pneumatic pivoting drives 26 with which the holding elements 20 relative to the base 18 of the in Fig. 1 shown Andschreibwolf can be pivoted into a locked position.
- Each holding element 20 is associated with its own pivoting drive 26, which comprises a piston / cylinder arrangement which is articulated at one end to the base 18 and at the other end to the respective holding element 20, wherein the holding elements 20 each hinged to the base 18th are connected, on a spaced from the axis of attack of the piston / cylinder arrangement pivot axis, so that a change in length of the piston / cylinder arrangement generates a pivoting movement of the respective holding element 20.
- pivoting drive 26 comprises a piston / cylinder arrangement which is articulated at one end to the base 18 and at the other end to the respective holding element 20, wherein the holding elements 20 each hinged to the base 18th are connected, on a spaced from the axis of attack of the piston / cylinder arrangement pivot axis, so that a change in length of the piston / cylinder arrangement generates a pivoting movement of the respective holding element 20.
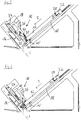
- a blocking position of the holding elements 20 is in Fig. 2 shown.
- the holding elements 20 are in this case oriented perpendicular to the front conveyor 11 and form a barrier for the product end pieces 30th
- the holding elements 20 serve as hold-down for the products 12.
- the products 12 are held by the gripper 28 and conveyed to the sickle blade 14 by means of the endless conveyor belt 10, the front conveyor 11 and the belt straps 22 until the products 12 almost completely cut open.
- the gripper 28 against the Conveying direction F withdrawn.
- the height adjustment drive 24 moves the base 18 upwards along the height adjustment direction H, while the pivoting drive 26 pivots the holding elements 20 out of the pressing position into the blocking position.
- Fig. 2 shows remains in this slicer, the product feed is inclined, wherein for loading the product feeder a conveyor 10 comprehensive loading device from a substantially horizontal loading position according to Fig. 2 in which the products 12 to be sliced are brought into the inclined cutting position according to FIG Fig. 1 is pivoted.
- this embodiment is not mandatory and can be modified within the scope of the invention.
- Fig. 3 is a perspective view of the slicing according to Fig. 1 shown with four newly loaded products 12, which are supplied by the common endless conveyor belt 10 and the front conveyor 11 to the cutting blade 14. Also attached to a common carrier 32 gripper 28 can not track individual, but only together along or against the conveying direction F are moved by the driven carrier 32.
- Each track is assigned its own retaining element 20, which in each case comprises a separate pivoting drive 26.
- the common height adjustment drive 24 is provided which can move the base 18 together with the holding elements 20 along the height adjustment direction H.
- the holding elements 20 are designed to be yielding independently of each other, so that they can yield to the products 12 after a certain force, i. E. a pressed by means of the product holder 28 against its associated holding member 20 product 12, the way in the conveying direction F release a piece as soon as the force exceeds a predetermined amount.
- the products 12 can be individually relieved, if this is necessary due to a different length of the products 12, as will be explained in more detail below.
- FIG. 4 and 5 This situation is in Fig. 4 and 5 shown.
- the holding elements 20, which are associated with longer products 12, are deflected in the conveying direction F and thus already pivoted a little way from the original blocking position in the direction of the pressing position, but without completely clearing the way for the products 12, so that furthermore a holding force is effective with which the deflected holding elements 20 continue to oppose the respective products 12 in order to ensure that the product holders 28 engage as intended.
- the individual compliance of the holding elements 20 is realized by the effective manner of a spring, mutually independent pneumatic devices of the pivoting drives 26.
- the compliance behavior of the holding elements 20 can be adjusted on the pneumatic pivoting drives 26 or in another way.
- the setting is made in such a way that the products 12 on the one hand, a sufficiently large force is opposed, so that the gripper 28 can engage the rear product end 30, while on the other hand give the holding elements 20 before the products 12 are upset too much.
- the holding elements 20 can be further pivoted by means of the pivoting drives 26 from the locking position into the pressing position ( Fig. 6 ).
- the holding elements 20 are in constant contact with the products 12.
- the base 18 is moved by means of the height adjustment drive 24 down.
- the products 12 are conveyed by means of the endless conveyor belt 10, the front conveyor 11 and the gripper 28 in the conveying direction F to the cutting plane S.
- each pivoting drive 26 can be operated separately and independently of the respective other pivoting drives 26, so that the holding elements 20 not only give in individually, but can also be individually adjusted as desired.
- the holding elements 20 are in the pressing position, the products 12 are conveyed further along the conveying direction F until they reach the cutting plane and the slicing operation begins (cf. Fig. 1 ).
- the working unit 16 is thus multifunctional and serves as a product stop in the preparation of the slicing operation, as product hold-down during slicing and End Glaabweiser at the end of the slicing process, and also in the case of an active embodiment, the working unit 16 simultaneously with the hold function also fulfills a promotion function to the or to transport each product 12 to the cutting plane S, together with the active front conveyor 11, which may alternatively also be passive and serve only as a product support.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Details Of Cutting Devices (AREA)
- Processing Of Meat And Fish (AREA)
- Formation And Processing Of Food Products (AREA)
- Confectionery (AREA)
Description
Die Erfindung betrifft gemäß Anspruch 1 eine Vorrichtung zum Aufschneiden von Lebensmittelprodukten, insbesondere Hochleistungs-Slicer, mit einer Produktzuführung, die wenigstens eine Fördereinrichtung umfasst, mit der zumindest ein Produkt einer Schneidebene zuführbar ist, in der sich wenigstens ein Schneidmesser, insbesondere rotierend und/oder umlaufend, bewegt.According to claim 1, the invention relates to a device for slicing food products, in particular high-performance slicers, with a product feed comprising at least one conveying device, with which at least one product can be fed to a cutting plane, in which at least one cutting blade, in particular rotating and / or circulating, moving.
Bei dem Schneidmesser kann es sich beispielsweise um ein Sichelmesser, ein Orbitalmesser oder ein Kreismesser handeln.The cutting knife may be, for example, a sickle knife, an orbital knife or a circular knife.
Bei derartigen Aufschneidevorrichtungen wird ein Lebensmittelprodukt mit einem definierten Geschwindigkeitsprofil zu einem sich drehenden Messer gefördert. Dabei schneidet das Messer Scheiben von dem Lebensmittelprodukt ab. Die Scheibendicke wird durch die Zuführgeschwindigkeit des Lebensmittelprodukts relativ zur Drehzahl des Schneidmessers definiert, die mehrere Hundert bis einige Tausend Umdrehungen pro Minute betragen kann.In such slicing devices, a food product having a defined velocity profile is conveyed to a rotating knife. The knife cuts slices off the food product. The slice thickness is defined by the feed rate of the food product relative to the speed of the cutting knife, which can be several hundred to several thousand revolutions per minute.
Um sicherzustellen, dass das Produkt mit einer durch einen Präzisionsantrieb vorgegebenen Geschwindigkeit gefördert wird, setzt man z.B. Traktionssysteme ein, d.h. das Produkt wird durch ein oder mehrere angetriebene Rollen oder Bänder gefördert. Ein Produkt kann dadurch idealerweise ohne Schlupf transportiert werden. So können beispielsweise für jedes Produkt zwei parallele Förderbänder, insbesondere unterhalb und oberhalb des Produkts, vorgesehen sein, zwischen denen das Produkt geführt wird.To ensure that the product is conveyed at a speed determined by a precision drive, traction systems are used, for example, ie the product is conveyed by one or more driven rollers or belts. A product can thus ideally be transported without slippage. Thus, for example, two parallel conveyor belts, in particular below and above the product, can be provided for each product, between which the product is guided.
Wird lediglich ein unteres Förderband zum Transportieren des Produkts verwendet bzw. reicht ein oberes Förderband nicht nahe genug an die Schneidebene heran, kann dabei ein oberes Niederhaltesystem vorgesehen sein, welches das Produkt auf das untere Förderband drückt. Das Niederhaltesystem hat hierbei insbesondere die Aufgabe, das Produkt beim Ein- und Austritt des Schneidmessers zu stabilisieren.If only a lower conveyor belt is used to transport the product, or if an upper conveyor belt is not close enough to the cutting plane, an upper hold-down system can be provided which presses the product onto the lower conveyor belt. The hold-down system has the particular task of stabilizing the product when entering and leaving the cutting blade.
Es können auch mehrere, insbesondere nebeneinander angeordnete, Lebensmittelprodukte gleichzeitig einer Schneidebene zugeführt werden. Dort können die Lebensmittelprodukte von einem gemeinsamen Schneidmesser oder aber von mehreren einzelnen Schneidmessern aufgeschnitten werden.It is also possible for a plurality of, in particular juxtaposed, food products to be fed simultaneously to a cutting plane. There, the food products can be cut by a common cutting blade or by several individual cutting blades.
Die Produktzuführung kann dabei beispielsweise spurindividuell gesteuert werden. So kann z.B. jede Spur mit einer eigenen Fördereinrichtung, insbesondere einem Endlosbandförderer und/oder einem Produkthalter, ausgestattet sein.The product supply can be controlled, for example track individual. Thus, e.g. Each track with its own conveyor, in particular an endless belt conveyor and / or a product holder, be equipped.
Eine spurindividuelle Produktförderung bei mehreren Produkten hat jedoch den Nachteil, dass die jeweiligen Produkthalter, bei denen es sich beispielsweise um Greifer handelt, individuell gesteuert werden müssen. Dies erfordert eine aufwändige und teure Servotechnologie.However, track-individual product promotion in the case of several products has the disadvantage that the respective product holders, which are, for example, grippers, have to be individually controlled. This requires a complex and expensive servo technology.
Alternativ kann in einer kostengünstigeren Ausgestaltung auch eine gemeinsame Fördereinrichtung für alle Spuren vorgesehen sein. Dabei werden mehrere nebeneinander angeordnete Produkte mithilfe einer gemeinsamen Produktzuführung der Schneidebene zugeführt. Insbesondere werden hierbei sämtliche Produkthalter nur gemeinsam bewegt, d.h. alle jeweils am hinteren Produktende angreifenden Produkthalter befinden sich bezüglich der Förderrichtung stets an derselben Position. Die Produkte werden dabei in allen Spuren gemeinsam mithilfe des Endlosbandförderers und/oder der Produkthalter bewegt.Alternatively, in a less expensive embodiment, a common conveyor for all tracks can be provided. Several juxtaposed products are fed to the cutting plane by means of a common product feed. In particular, in this case all product holders are only moved together, ie all product holders engaging each at the rear end of the product are always in the same position with respect to the conveying direction. The products are moved in all tracks together using the endless belt conveyor and / or the product holder.
Ist der Schneidprozess abgeschlossen, so muss üblicherweise das an dem Produkthalter befindliche Endstück des Lebensmittelprodukts ausgeschieden werden. Während des Schneidprozesses und beim Ausscheiden des Endstücks ist die Produktzuführung und somit auch der Produkthalter in der Praxis meist schräg gestellt, insbesondere unter einem Zuführwinkel von 30° bis 80° gegenüber der Horizontalen.Once the cutting process is completed, usually the end of the food product located on the product holder must be eliminated. During the cutting process and when leaving the tail, the product feed and thus also the product holder is usually tilted in practice, in particular at a feed angle of 30 ° to 80 ° relative to the horizontal.
Beim Ausscheiden des Endstücks muss vermieden werden, dass das Endstück nach dem Lösen des Produkthalters in die Schneidebene fällt. Dazu kann ein Schieber vorgesehen sein, welcher verhindert, dass das Endstück zur Schneidebene gelangt.When removing the end piece, it must be avoided that the end piece falls into the cutting plane after releasing the product holder. For this purpose, a slider may be provided, which prevents the tail from reaching the cutting plane.
Bei einer Aufschneidevorrichtung sind somit einerseits für ein optimales Schneidergebnis ein Niederhalter für das Lebensmittelprodukt und andererseits ein Schieber notwendig, der verhindert, dass ein Produktendstück in die Schneidebene gelangt.In the case of a slicing device, a hold-down device for the food product and, on the other hand, a slide which, on the one hand, prevents a product end piece from entering the cutting plane are therefore necessary on the one hand for an optimum cutting result.
Ein derartiger Schieber kann auch als Anschlag fungieren, wenn ein neues Produkt in die Aufschneidevorrichtung manuell oder automatisch eingelegt wird. Der Schieber verhindert hierbei eine Bewegung des Produkts zur Schneidebene, wenn bei der Vorbereitung des Schneidvorgangs der Produkthalter am hinteren Produktende angreift.Such a slide can also act as a stop when a new product is inserted manually or automatically into the slicing device. The slider prevents movement of the product to the cutting plane when the product holder engages the rear end of the product during the preparation of the cutting operation.
Ein Schieber ist insbesondere vorteilhaft, wenn mehrere Lebensmittelprodukte aufgeschnitten werden sollen, da dann der Schieber gleichzeitig für alle Produkte als Anschlag dienen kann. Wenn allerdings, was in der Praxis regelmäßig vorkommt, die Produkte eine unterschiedliche Länge aufweisen und an ihren hinteren Enden von einer Produktzuführung beaufschlagt werden, die nur als Ganzes bewegt, d.h. nicht spurindividuell betrieben werden kann, dann sind zwischen dem Schieber und z.B. einzelnen Produkthaltern der Produktzuführung Produkte unterschiedlicher Länge eingeklemmt. Ein längeres Lebensmittelprodukt wird dabei stärker komprimiert als ein kürzeres Lebensmittelprodukt. Dies kann zu unerwünschten Verformungen oder sogar zu unbedingt zu vermeidenden Beschädigungen der Produkte führen.A slider is particularly advantageous if several food products to be cut, because then the slide can serve as a stop for all products at the same time. If, however, what happens regularly in practice, the products have a different length and be acted upon at their rear ends by a product feeder, which moves only as a whole, ie can not be operated track individual, then products of different lengths are clamped between the slide and eg individual product holders of the product feeder. A longer food product is more compressed than a shorter food product. This can lead to undesirable deformations or even inevitable damage to the products.
Derartige Produktbeeinträchtigungen können nicht nur an mehrspurigen, sondern auch an solchen Aufschneidevorrichtungen, die nur ein Produkt zur Zeit aufschneiden, auftreten, wenn beispielsweise aufgrund der Produktkonsistenz bei der Vorbereitung des Schneidvorgangs ein Produkthalter das hintere Produktende mit einer relativ hohen Kraft beaufschlagen muss, um einen ausreichend festen Halt zu gewährleisten.Such product impairments can occur not only on multi-lane but also on slitters that cut only one product at a time, for example, because of product consistency in the preparation of the cutting operation, a product holder must apply a relatively high force to the rear end of the product to provide sufficient to ensure firm hold.
Damit sich die Produkte vor Beginn des eigentlichen Schneidprozesses entspannen können, werden die Produkthalter, nachdem sie in Eingriff mit den Produkten gelangt sind, üblicherweise zurückgezogen, ehe der Schieber geöffnet wird. Diese Bewegung der Produktzuführung entgegen der Förderrichtung verlangsamt den Schneidprozess und verringert somit insgesamt den erzielbaren Produktdurchsatz.In order for the products to relax before the actual cutting process begins, the product holders, once engaged with the products, are usually withdrawn before the pusher is opened. This movement of the product feed counter to the conveying direction slows down the cutting process and thus reduces overall the achievable product throughput.
Zum Stabilisieren und Führen des Produktes kann nicht nur ein Niederhalter, der das Produkt gegen eine untere Produktauflage drückt, sondern alternativ oder zusätzlich eine Andrückeinrichtung vorgesehen sein, die das Produkt gegen eine seitliche Produktanlage drückt.To stabilize and guide the product not only a hold-down, which presses the product against a lower product support, but alternatively or additionally be provided a pressing device which presses the product against a lateral product system.
Um die vorstehend genannten Probleme zu vermeiden, muss eine Aufschneidevorrichtung folglich eine Mehrzahl von teilweise voneinander unabhängigen und teilweise miteinander zusammenhängenden Funktionen erfüllen können, damit ein optimales Schneidergebnis und eine möglichst hohe Schneidleistung erzielt werden können. Derartige Anforderungen werden sowohl an Vorrichtungen, mit denen lediglich ein Produkt zur Zeit aufgeschnitten werden kann, als auch an Vorrichtungen gestellt, die zu einem Mehrspurbetrieb in der Lage sind. Auch kommt es zumindest hinsichtlich einiger Anforderungen nicht auf die konkrete Art und Weise an, wie die Produktzuführung am Produkt angreift. Die Produktzuführung kann z.B. einen oder mehrere Produkthalter aufweisen, die beispielsweise als mit Krallen versehene Produktgreifer oder als reine Schieber ausgebildet sind. Außerdem ist es zwar üblich, aber nicht zwingend, dass die Produktzuführung am hinteren Produktende angreift. Die Produktzuführung kann z.B. auch seitlich bzw. von der Seite kommend am hinteren Bereich des Produktes angreifen.Consequently, in order to avoid the above-mentioned problems, a slicing apparatus must have a plurality of partially independent ones and partially perform interrelated functions, so that an optimal cutting result and the highest possible cutting performance can be achieved. Such requirements are placed on both devices that can only cut a product at a time, as well as on devices that are capable of a multi-lane operation. Also, at least with regard to some requirements, it does not depend on the concrete way in which the product feed attacks the product. The product supply may, for example, have one or more product holders which are designed, for example, as product claws provided with claws or as pure slides. It is also common, but not mandatory, for the product feeder to engage the rear end of the product. The product feeder can also attack, for example, laterally or from the side at the rear of the product.
Die vorstehend erläuterten Probleme bzw. Anforderungen beim Umgang mit aufzuschneidenden Produkten lassen sich mit den derzeit bekannten Slicern prinzipiell gut in den Griff bekommen, wozu allerdings ein relativ hoher konstruktiver und steuerungstechnischer Aufwand betrieben werden muss, der mit vergleichsweise hohen Kosten einhergeht.The above-described problems or requirements when dealing with sliced products can be in principle get well under control with the currently known Slicers, including, however, a relatively high constructive and control engineering effort must be operated, which is associated with relatively high costs.
Es ist daher eine Aufgabe der Erfindung, eine Vorrichtung sowie ein Verfahren zum Aufschneiden von Lebensmittelprodukten zu schaffen, die mit möglichst geringem konstruktiven und steuerungstechnischen Aufwand für einen optimalen Umgang mit den Produkten sorgen und dabei insbesondere eine hohe Schneidqualität sicherstellen sowie einen hohen Produktdurchsatz ermöglichen.It is therefore an object of the invention to provide an apparatus and a method for slicing food products, which ensure the best possible handling of the products with the least possible design and control technology, and in particular ensure high cutting quality and enable high product throughput.
Die Lösung dieser Aufgabe erfolgt durch eine Vorrichtung mit den Merkmalen des Anspruchs 1 sowie durch ein Verfahren mit den Merkmalen des Anspruchs 11.The solution of this object is achieved by a device having the features of claim 1 and by a method having the features of
Erfindungsgemäß umfasst die Aufschneidevorrichtung wenigstens eine multifunktionale Arbeitseinheit zum zumindest zeitweisen Umgang mit dem Produkt, wobei die Arbeitseinheit in eine Andrückstellung, in der die Arbeitseinheit das dabei in Förderrichtung bewegbare Produkt gegen eine untere Produktauflage und/oder eine seitliche Produktanlage drückt, und in eine Sperrstellung verstellbar ist, wobei die Arbeitseinheit ausgehend von der Sperrstellung mit einer Komponente in Förderrichtung in eine den Weg für das Produkt freigebende Stellung verschwenkbar ist.According to the invention, the slicing device comprises at least one multifunctional working unit for at least temporary handling of the product, the working unit being adjustable into a pressing position in which the working unit presses the product movable in the conveying direction against a lower product support and / or a lateral product contact, and into a blocking position is, wherein the working unit, starting from the blocking position with a component in the conveying direction in a path for the product releasing position is pivotable.
Aus
Erfindungsgemäß kann in der Andrückstellung die Arbeitseinheit als Niederhalter für das Produkt fungieren. Das Produkt kann dabei zwischen der unteren Produktauflage, insbesondere einem Förderband, einer Rollenbahn oder einer unbewegliche Fläche mit einem geringen Haftreibungskoeffizienten, und der Arbeitseinheit eingeklemmt werden.According to the invention, the working unit can act as a hold-down for the product in the pressing position. The product can be clamped between the lower product support, in particular a conveyor belt, a roller conveyor or an immovable surface with a low static friction coefficient, and the working unit.
Alternativ oder zusätzlich kann in der Andrückstellung das Produkt auch an eine seitliche Produktanlage, z.B. eine Seitenwand, insbesondere ein Förderband, eine Rollenbahn oder eine unbewegliche Fläche mit einem geringen Haftreibungskoeffizienten, gedrückt werden.Alternatively or additionally, in the pressing position, the product can also be pressed against a lateral product installation, for example a side wall, in particular a conveyor belt, a roller conveyor or an immovable surface with a low static friction coefficient.
Das Produkt wird dadurch insbesondere beim Ein- und Austritt des Schneidmessers stabilisiert. Somit wird z.B. ein Aufschneiden der Produkte in gleichmäßige Scheiben ermöglicht.The product is thereby stabilized, in particular during the entry and exit of the cutting blade. Thus, e.g. allows slicing the products into even slices.
In der Sperrstellung wirkt die Arbeitseinheit hingegen einer Bewegung des Produkts in Förderrichtung entgegen, d.h. insbesondere der Weg zum Schneidmesser wird für das Produkt versperrt.In the blocking position, on the other hand, the working unit counteracts a movement of the product in the conveying direction, ie in particular the path to the cutting blade is blocked for the product.
Die erfindungsgemäße Arbeitseinheit erfüllt somit eine Doppelfunktion und kann so diejenigen Funktionen übernehmen, die bei bekannten Slicern von zwei baulich getrennten und separat zu betreibenden Einrichtungen erfüllt werden, nämlich von einem Produktniederhalter einerseits und einem Schieber andererseits.The working unit according to the invention thus fulfills a dual function and can thus assume those functions which are fulfilled in known slicers by two structurally separate and separately operated devices, namely a product holder on the one hand and a slider on the other hand.
Durch diese Doppelfunktion ist nur eine einzige Einrichtung notwendig, wodurch Kosten gespart werden können. Die Konstruktion der Aufschneidevorrichtung gestaltet sich zudem besonders einfach. Auch Wartungsarbeiten werden dadurch verringert.Due to this dual function, only a single device is necessary, which costs can be saved. The construction of the slicing device is also particularly simple. Maintenance is also reduced.
Weiterbildungen der Erfindung sind auch den abhängigen Ansprüchen, der Beschreibung sowie den beigefügten Zeichnungen zu entnehmen.Further developments of the invention can be found in the dependent claims, the description and the accompanying drawings.
Die Arbeitseinheit kann passiv oder aktiv ausgebildet sein. Eine passive Arbeitseinheit kann z.B. ein Blechbiegeteil oder eine nicht angetriebene Rollenbahn umfassen. Bei einer aktiven Arbeitseinheit können beispielsweise ein Bandgurt oder angetriebene Rollen vorgesehen sein. Dadurch kann die Förderung des Produkts entlang und/oder entgegen der Förderrichtung in der Andrückstellung der Arbeitseinheit unterstützt werden. Auch in der Sperrstellung kann z.B. das Ausscheiden eines Endstücks aktiv unterstützt werden. Bei einer derartigen aktiven Ausbildung der Arbeitseinheit kann ist die Andrückstellung gleichzeitig eine Traktions- oder Förderstellung, da die Arbeitseinheit das Fördern des Produktes zumindest unterstützt.The work unit may be passive or active. A passive unit of work may e.g. a sheet metal bending part or a non-driven roller conveyor include. In an active working unit, for example, a belt or driven rollers may be provided. As a result, the conveying of the product along and / or against the conveying direction in the pressing position of the working unit can be supported. Also in the blocking position, e.g. the termination of an end piece is actively supported. With such an active embodiment of the working unit, the pressing position can simultaneously be a traction or conveying position, since the working unit at least supports the conveying of the product.
Gemäß einer Ausführungsform ist die in der Sperrstellung befindliche Arbeitseinheit in Abhängigkeit von der Betriebssituation als Anschlag für das vordere Produktende oder als Abweiser für ein auszuscheidendes Produktendstück wirksam.According to one embodiment, the working unit located in the blocking position is effective as a stop for the front end of the product or as a deflector for a product end to be rejected, depending on the operating situation.
Wird z.B. ein neues Produkt eingelegt, so schlägt dieses mit seinem einen Ende an dem Anschlag an und wird an seinem anderen Ende in Eingriff mit einem Produkthalter gebracht. Durch den Anschlag kann ein sicheres Eingreifen des Produkthalters z.B. in das hintere Produktende garantiert werden. Während des Eingreifens des Produkthalters wird das Produkt aufgrund des Anschlags noch nicht entlang der Förderrichtung zur Schneidebene geschoben.If e.g. inserted a new product, so this proposes with its one end to the stop and is brought at the other end in engagement with a product holder. By the stop, a secure engagement of the product holder, e.g. be guaranteed in the rear end of the product. During the intervention of the product holder, the product is not yet pushed along the conveying direction to the cutting plane due to the stop.
Ist ein Produkt fast vollständig aufgeschnitten, so kann die Arbeitseinheit in der Sperrstellung auch als Abweiser für ein auszuscheidendes Produktendstück wirksam sein. Durch die Sperrstellung wird verhindert, dass das Produktendstück in die Schneidebene fällt, wenn es außer Eingriff mit dem Produkthalter gebracht wird. Dies könnte anderenfalls beispielsweise zu unerwünschten Schnitzelbildungen und Verunreinigungen der Aufschneidevorrichtung führen.If a product is almost completely cut open, the working unit in the blocking position can also be effective as a deflector for a product end to be rejected. The locking position prevents the product end from falling into the cutting plane when it is disengaged from the product holder. Otherwise, this could, for example, lead to unwanted chips and impurities of the slicing device.
Beim Abweisen, d.h. Entfernen, des Endstücks aus der Produktzuführung kann das Endstück beispielsweise nach unten in einen Schacht oder seitlich aus dem Förderweg transportiert werden. Insbesondere kann die Arbeitseinheit dabei eine vertikal oder schräg zur Produktauflage verlaufende Fläche aufweisen, um das Produktendstück abzuführen. Auf diese Weise wird ein zielgerichtetes Abrutschen oder Abgleiten bzw. Entsorgen des Endstücks sichergestellt.When rejecting, i. Removing the end piece from the product feeder, the tail can be transported, for example, down into a shaft or laterally out of the conveyor. In particular, the working unit can have a surface running vertically or obliquely to the product support in order to discharge the product end piece. In this way, a targeted slipping or slipping or disposal of the tail is ensured.
Die Arbeitseinheit kann dabei passiv als Abweiser fungieren. Es ist auch denkbar, die Arbeitseinheit aktiv auszubilden, z.B. mittels eines angetriebenen Bandgurtes, wodurch das Ausscheiden des Endstücks aktiv unterstützt wird. Dies ermöglicht eine besonders zuverlässige und schnelle Freigabe der Produktzuführung.The work unit can passively act as a deflector. It is also conceivable to actively form the working unit, for example by means of a driven belt belt, whereby the separation of the tail is actively supported. This allows a particularly reliable and fast release of the product feeder.
Nach einer weiteren Ausführungsform ist die in der Sperrstellung befindliche Arbeitseinheit gegenüber einer in Förderrichtung aufgebrachten Kraft nachgiebig ausgebildet. Die Arbeitseinheit ist somit insbesondere nicht starr ausgebildet. Dies kann beispielsweise durch ein elastisches und/oder flexibles Material, z.B. ein Gummi- oder Kunststoffmaterial, realisiert werden. Alternativ oder zusätzlich sind beispielsweise Federsysteme oder pneumatische und/oder hydraulische Systeme denkbar. Die Arbeitseinheit kann dabei gleichmäßig nachgeben oder aber stufenweise - insbesondere in Abhängigkeit von der aufgebrachten Kraft - in verschiedene Positionen verstellt werden. Das Nachgiebigkeitsverhalten kann dabei insbesondere einstellbar sein, z.B. durch die Materialwahl, die Wahl der verwendeten Feder oder eine Justierung bzw. Steuerung oder Regelung des pneumatischen und/oder hydraulischen Systems. Dadurch kann reguliert werden, ob bzw. wie stark die Arbeitseinheit in Abhängigkeit von einer einwirkenden Kraft nachgibt.According to a further embodiment, the working unit located in the blocking position is made yielding with respect to a force applied in the conveying direction. The working unit is thus not rigid in particular. This can be achieved, for example, by an elastic and / or flexible material, e.g. a rubber or plastic material can be realized. Alternatively or additionally, for example, spring systems or pneumatic and / or hydraulic systems are conceivable. The working unit can yield evenly or in stages - especially in dependence on the applied force - be adjusted in different positions. The compliance behavior may in particular be adjustable, e.g. by the choice of material, the choice of the spring used or an adjustment or control or regulation of the pneumatic and / or hydraulic system. This can be used to regulate whether or how much the working unit gives way depending on an acting force.
Gemäß einer weiteren Ausführungsform ist die in der Sperrstellung befindliche Arbeitseinheit durch eine einen Schwellenwert überschreitende, in Förderrichtung aufgebrachte Kraft mit einer Komponente in Förderrichtung bewegbar, insbesondere gegen die Wirkung einer Haltekraft. Ab einer bestimmten Krafteinwirkung wird somit der Weg für das Produkt zumindest ein Stück weit in Förderrichtung freigegeben. Dabei sind beispielsweise Federsysteme oder pneumatische und/oder hydraulische Systeme denkbar. Die Arbeitseinheit kann dabei gleichmäßig bewegt oder aber stufenweise - insbesondere in Abhängigkeit von der aufgebrachten Kraft - in verschiedene Positionen verstellt werden.According to a further embodiment, the working unit located in the blocking position is movable by a force exceeding a threshold, applied in the conveying direction with a component in the conveying direction, in particular against the action of a holding force. From a certain force thus the way for the product is released at least a little way in the conveying direction. For example, spring systems or pneumatic and / or hydraulic systems are conceivable. The work unit can be moved evenly or gradually - in particular depending on the applied force - be adjusted in different positions.
Insbesondere dann, wenn mehrere Produkte unterschiedlicher Länge mit Produkthaltern in Eingriff gebracht werden, welche nur gemeinsam, d.h. nicht spurindividuell, bewegt werden, werden vor allem längere Produkte zwischen der Arbeitseinheit, die sich in Sperrstellung befindet und z.B. mit einer bestimmten Haltekraft in dieser Sperrstellung gehalten ist, und den Produkthaltern eingeklemmt. Dadurch, dass sich nun zumindest eine Komponente der Arbeitseinheit in Förderrichtung bewegen kann, kann sich insbesondere ein unter Druck stehendes Produkt entspannen. Eine übermäßige Belastung des Produktendes am Produkthalter wird dadurch vermieden. Auch wird das Produkt sofort sicher gehalten. Somit lassen sich Produkte unterschiedlicher Länge auf einfache und sichere Weise verarbeiten. Zudem treten keine nachteiligen Kompressionen der Produkte auf. Durch diese Maßnahmen erhält sozusagen jedes Produkt individuell so viel Platz, wie es aufgrund seiner Länge benötigt, um nicht übermäßig stark zusammengedrückt zu werden.In particular, when several products of different lengths are brought into engagement with product holders, which only together, ie not track individual, be moved, especially longer products between the work unit, which is in the locked position and is held for example with a certain holding force in this blocking position, and the product holders are trapped. Because at least one component of the working unit can now move in the conveying direction, in particular a product under pressure can relax. Excessive loading of the product end on the product holder is thereby avoided. Also, the product is kept safe immediately. Thus, products of different lengths can be processed easily and safely. In addition, no adverse compression of the products occur. Through these measures, so to speak, each product individually receives as much space as needed because of its length, so as not to be overly compressed.
Der Schwellenwert und/oder die Haltekraft sind insbesondere einstellbar. Dadurch kann z.B. der Widerstand bestimmt werden, welcher einem Produkt entgegengesetzt wird. Ist der Druck ausreichend groß, wird die Sperrstellung zumindest teilweise bzw. vorübergehend gelöst und die Arbeitseinheit gibt zumindest teilweise den Weg für das Produkt frei.The threshold value and / or the holding force are in particular adjustable. Thereby, e.g. the resistance to be determined, which is opposed to a product. If the pressure is sufficiently high, the blocking position is at least partially or temporarily released and the working unit at least partially clears the way for the product.
In einer Weiterbildung ist die Bewegung der Arbeitseinheit zumindest ein Teil einer Verstellbewegung der Arbeitseinheit in die Andrückstellung. Durch die aufgebrachte Kraft wird somit die Arbeitseinheit zumindest teilweise in die Andrückstellung verstellt. Die Bewegung aufgrund der Schwellenwertüberschreitung bildet somit insbesondere bereits den Anfang der Bewegung zum Verstellen der Arbeitseinheit von der Sperrstellung in die Andrückstellung. Hierdurch wird wertvolle Zeit gespart.In a development, the movement of the working unit is at least a part of an adjusting movement of the working unit into the pressing position. The applied force thus at least partially displaces the working unit into the pressing position. The movement due to the threshold crossing thus forms in particular already the beginning of the movement for adjusting the working unit from the blocking position to the pressing position. This saves valuable time.
Nach einer weiteren Ausführungsform ist die Arbeitseinheit von der Sperrstellung direkt in die Andrückstellung und umgekehrt verstellbar. Es sind somit beispielsweise keine Zwischenstellungen vorgesehen. Alternativ ist jedoch auch denkbar, die Arbeitseinheit von der Sperrstellung zunächst in eine Zwischenstellung zu überführen. In dieser Zwischenstellung könnte beispielsweise eine weitere Funktion ausgeführt werden. Erst nach dieser Zwischenstellung würde die Arbeitseinheit in die Andrückstellung verstellt werden. In beiden Fällen kann die Arbeitseinheit während der Verstellbewegung permanent mit dem Produkt in Kontakt sein.According to a further embodiment, the working unit is adjustable from the blocking position directly into the pressing position and vice versa. There are thus, for example, no intermediate positions provided. Alternatively, however, it is also conceivable to first transfer the working unit from the blocking position into an intermediate position. In this intermediate position, for example, another function could be performed. Only after this intermediate position, the working unit would be adjusted in the Andrückstellung. In both cases, the working unit may be permanently in contact with the product during the adjustment movement.
Gemäß einer weiteren Ausführungsform ist die Arbeitseinheit ausgehend von der Sperrstellung ohne eine entgegen der Förderrichtung gerichtete Bewegungskomponente verstellbar und mit einer Komponente in Förderrichtung in eine den Weg für das Produkt freigebende Stellung verschwenkbar. Das Produkt muss auf diese Weise nicht zunächst beispielsweise mithilfe des Produkthalters entgegen der Produktzuführrichtung bewegt werden, damit die Arbeitseinheit verstellt werden kann. Ein derartiges Verstellen der Arbeitseinheit, z.B. in die Förderrichtung oder senkrecht aus der Förderrichtung bzw. ein seitliches Bewegen aus dem Förderweg, ist besonders vorteilhaft. So kann beispielsweise die Arbeitsgeschwindigkeit der Aufschneidevorrichtung auf diese Weise erhöht werden, da die Produktförderung nicht unterbrochen werden muss und es auch nicht notwendig ist, vor der Freigabe des Förderweges das Produkt mittels eines Produkthalters zurückzuziehen, d.h. entgegen der Förderrichtung zu bewegen.According to a further embodiment, starting from the blocking position, the working unit is adjustable without a movement component directed counter to the conveying direction and can be pivoted with a component in the conveying direction into a position releasing the path for the product. The product does not have to be moved in this way first, for example, by means of the product holder in the opposite direction of the product feed, so that the working unit can be adjusted. Such adjustment of the working unit, e.g. in the conveying direction or perpendicular from the conveying direction or a lateral movement out of the conveying path is particularly advantageous. Thus, for example, the speed of operation of the slicing apparatus can be increased in this way, since the product delivery need not be interrupted and it is not necessary to retract the product by means of a product holder before releasing the conveying path, i. to move against the conveying direction.
Erfindungsgemäß umfasst eine Verstellbewegung der Arbeitseinheit eine Schwenkbewegung. Auf diese Weise kann besonders einfach ein direktes Verstellen der Arbeitseinheit von der Sperrstellung in die Antriebsstellung umgesetzt werden. Die Arbeitseinheit kann dazu insbesondere zumindest ein Gelenk oder Scharnier umfassen.According to the invention, an adjusting movement of the working unit comprises a pivoting movement. In this way, a direct adjustment of the working unit from the locking position to the drive position can be implemented particularly easily. In particular, the working unit may comprise at least one joint or hinge.
Gemäß einer weiteren Ausführungsform umfasst die Arbeitseinheit zumindest einen verstellbaren Halteabschnitt, der in der Andrückstellung eine Andrückfunktion und in der Sperrstellung eine Sperrfunktion für das Produkt ausübt. Der Halteabschnitt kann dabei als passives Element, z.B. als Blechbiegeteil oder als nicht angetriebene Rollenbahn, oder als aktives Förderelement, z.B. als Bandgurt oder angetriebene Rollenbahn, ausgebildet sein. Der Halteabschnitt weist insbesondere eine zumindest im Wesentlichen ebene, dem Produkt zugewandte Haltefläche auf, die vorzugsweise in der Andrückstellung zumindest näherungsweise parallel zur Förderrichtung und in der Sperrstellung zumindest näherungsweise senkrecht zur Förderrichtung verläuft. Auf diese Weise kann sowohl in der Andrückstellung als auch in der Sperrstellung eine möglichst große Kontaktfläche mit dem Produkt zur Verfügung gestellt werden. Alternativ kann der Halteabschnitt auch eine andere geometrische Form aufweisen.According to a further embodiment, the working unit comprises at least one adjustable holding section, which exerts a pressing function in the pressing position and a blocking function for the product in the blocking position. The holding section can be used as a passive element, e.g. as a sheet metal bent part or as a non-driven roller conveyor, or as an active conveying element, e.g. be designed as a belt or driven roller conveyor. The holding section has, in particular, an at least substantially planar holding surface facing the product, which preferably extends at least approximately parallel to the conveying direction in the pressing position and at least approximately perpendicular to the conveying direction in the blocking position. In this way, the largest possible contact surface with the product can be made available both in the pressing position and in the blocking position. Alternatively, the holding portion may also have a different geometric shape.
In der Andrückstellung kann die Haltefläche das Produkt von oben auf eine untere Produktauflage oder von der Seite gegen eine Produktanlage drücken.In the pressing position, the holding surface can press the product from above onto a lower product support or from the side against a product installation.
Nach einer weiteren Ausführungsform ist die Position der Arbeitseinheit, insbesondere der Abstand der Arbeitseinheit von der unteren Produktauflage und/oder von der seitlichen Produktanlage, veränderbar. Auf diese Weise kann die Arbeitseinheit beispielsweise auf den Durchmesser des Produkts eingestellt werden. Die Positionsänderung kann manuell, beispielsweise mittels Stellschrauben, erfolgen oder aber automatisch, beispielsweise mittels eines elektrischen, elektromagnetischen, hydraulischen und/oder pneumatischen Antriebs.According to a further embodiment, the position of the working unit, in particular the distance of the working unit from the lower product support and / or from the lateral product installation, can be changed. In this way, the working unit can be set, for example, to the diameter of the product. The position change can be done manually, for example by means of screws, or automatically, for example by means of an electric, electromagnetic, hydraulic and / or pneumatic drive.
Gemäß einer weiteren Ausführungsform sind eine Verstellbewegung der Arbeitseinheit und eine Bewegung zum Verändern der Position der Arbeitseinheit voneinander unabhängig. So kann beispielsweise die Höhe der Arbeitseinheit und/oder die seitliche Position der Arbeitseinheit unabhängig von der Verstellbewegung zwischen der Andrückstellung und der Sperrstellung verändert werden. Insbesondere ist für jede dieser beiden Bewegungen ein separater Antrieb vorgesehen. Die Arbeitseinheit ist somit besonders variabel und mit hoher Präzision an die jeweiligen Umstände, insbesondere an das aufzuschneidende Produkt, anpassbar. Durch die unabhängigen Antriebe kann mit dem Produkt sicher und kontrolliert umgegangen werden, was insbesondere zu einer exakten Führung des Produkts und einem guten Schneidergebnis führt.According to a further embodiment, an adjusting movement of the working unit and a movement for changing the position of the working unit independent from each other. For example, the height of the working unit and / or the lateral position of the working unit can be changed independently of the adjusting movement between the pressing position and the blocking position. In particular, a separate drive is provided for each of these two movements. The working unit is thus particularly variable and with high precision to the particular circumstances, in particular to be sliced product customizable. Thanks to the independent drives, the product can be handled safely and in a controlled manner, which in particular leads to exact guidance of the product and a good cutting result.
Alternativ sind eine Verstellbewegung der Arbeitseinheit und eine Bewegung zum Verändern der Position der Arbeitseinheit miteinander zwangsgekoppelt. Dabei kann beispielsweise eine Kulissenführung vorgesehen sein. Die Verstellbewegung kann insbesondere einen gekrümmten Abschnitt umfassen, um bei einer Veränderung der Position der Arbeitseinheit zusätzlich die Arbeitseinheit aus der Andrückstellung in die Sperrstellung und umgekehrt zu überführen. Auf diese Weise werden verschiedene Bewegungen aufgrund einer einzigen Erregerbewegung durchgeführt. Eine solche Erregerbewegung lässt sich beispielsweise mit nur einem einzigen Antrieb realisieren, wodurch Kosten gespart werden können.Alternatively, an adjusting movement of the working unit and a movement for changing the position of the working unit are positively coupled with each other. In this case, for example, a slotted guide can be provided. In particular, the adjusting movement may comprise a curved section in order to additionally transfer the working unit from the pressing position into the blocking position and vice versa when the position of the working unit changes. In this way, various movements are performed due to a single exciter movement. Such excitation movement can be realized for example with only a single drive, which costs can be saved.
Nach einer weiteren Ausführungsform umfasst die Arbeitseinheit eine Basis und an der Basis einen Halteabschnitt für das Produkt, wobei die Position der Basis veränderbar und der Halteabschnitt verstellbar ist. Der Halteabschnitt ist dabei insbesondere gelenkig mit der Basis verbunden und kann auf diese Weise von einer Andrückstellung in eine Sperrstellung verstellt werden, beispielsweise durch Verschwenken. Zudem kann beispielsweise die Höhe und/oder der seitliche Abstand der Basis relativ zum Produkt verstellt werden.According to a further embodiment, the working unit comprises a base and at the base a holding portion for the product, wherein the position of the base is variable and the holding portion is adjustable. The holding portion is in particular hingedly connected to the base and can be adjusted in this way from a pressing position into a blocking position, for example by pivoting. In addition, for example, the height and / or the lateral distance of the base can be adjusted relative to the product.
In einer Weiterbildung ist der Halteabschnitt relativ zur Basis bewegbar. Insbesondere kann der Halteabschnitt, z.B. mithilfe eines Gelenks, relativ zur Basis verschwenkt werden.In a development, the holding section is movable relative to the base. In particular, the holding portion, e.g. be pivoted relative to the base by means of a joint.
Nach einer weiteren Ausführungsform sind eine Bewegung der Basis zum Verändern der Position und eine Verstellbewegung des Halteabschnitts voneinander unabhängig und insbesondere mittels separater Antriebe bewirkbar. Beispielsweise die Höhe und/oder der seitliche Abstand der Basis relativ zum Produkt kann somit unabhängig von der Verstellbewegung des Halteabschnitts aus der Andrückstellung und der Sperrstellung bzw. umgekehrt ausgeführt werden. Dadurch wird eine besonders präzise Anpassung der Arbeitseinheit an das Produkt gewährleistet.According to a further embodiment, a movement of the base for changing the position and an adjusting movement of the holding portion are independent of each other and in particular effected by means of separate drives. For example, the height and / or the lateral distance of the base relative to the product can thus be carried out independently of the adjusting movement of the holding section from the pressing position and the blocking position or vice versa. This ensures a particularly precise adjustment of the working unit to the product.
Alternativ sind eine Bewegung zum Verändern der Position der Basis und eine Verstellbewegung des Halteabschnitts von einer einzigen Bewegung der Arbeitseinheit ableitbar, wobei insbesondere die Bewegung der Arbeitseinheit mittels eines einzigen Antriebs bewirkt wird. Diese erfolgt beispielsweise mithilfe einer Kulissenführung. Die Verstellbewegung kann dabei einen gekrümmten Abschnitt umfassen. Auf diese Weise kann beispielsweise ein einziger Antrieb für beide Verstellbewegungen ausreichend sein. Dies führt zu einer erheblichen Kostenreduzierung.Alternatively, a movement for changing the position of the base and an adjusting movement of the holding portion are derivable from a single movement of the working unit, in particular, the movement of the working unit is effected by means of a single drive. This is done, for example, using a slotted guide. The adjusting movement may comprise a curved section. In this way, for example, a single drive for both adjustment movements may be sufficient. This leads to a significant cost reduction.
Gemäß einer weiteren Ausführungsform ist die Arbeitseinheit, insbesondere ein Halteabschnitt der Arbeitseinheit, als zumindest zeitweise wirksamer Antrieb für das Produkt ausgebildet. Die Arbeitseinheit kann dabei beispielsweise einen Bandgurt oder angetriebene Rollen umfassen. Auf diese Weise kann die Arbeitseinheit beispielsweise einen unteren Bandförderer, auf dem das Produkt aufliegt, bei der Förderung des Produkts unterstützen. Auch bei einer Endstückausscheidung kann eine angetriebene und somit aktive Arbeitseinheit unterstützend wirken.According to a further embodiment, the working unit, in particular a holding section of the working unit, is designed as an at least temporarily effective drive for the product. The working unit may comprise, for example, a belt or driven rollers. In this way, the working unit may, for example, assist a lower belt conveyor on which the product rests in conveying the product. Even with a tip elimination, a driven and thus active working unit can have a supporting effect.
Bei einer weiteren Ausführungsform ist die Produktzuführung mehrspurig ausgebildet, um mehrere Produkte gleichzeitig aufzuschneiden. Hierbei ist die Arbeitseinheit spurindividuell betreibbar. Dadurch können die Besonderheiten, beispielsweise die Länge, Breite, Höhe, Querschnittsform, Kontur, Konsistenz, Härte, Dichte und/oder Struktur, der jeweiligen Produkte individuell und unabhängig voneinander berücksichtigt werden. Alternativ ist auch denkbar, eine gemeinsame Arbeitseinheit für mehrere oder sämtliche Spuren vorzusehen.In another embodiment, the product feed is multi-tracked to cut several products simultaneously. Here, the working unit is track-individually operable. As a result, the particularities, for example the length, width, height, cross-sectional shape, contour, consistency, hardness, density and / or structure, of the respective products can be taken into account individually and independently of each other. Alternatively, it is also conceivable to provide a common working unit for several or all tracks.
Nach einer weiteren Ausführungsform umfasst die Arbeitseinheit für jede Spur einen verstellbaren Halteabschnitt, der in einer Andrückstellung eine Andrückfunktion und in einer Sperrstellung eine Sperrfunktion für das Produkt ausübt, wobei die Halteabschnitte unabhängig voneinander betreibbar sind. Auf diese Weise können sämtliche Spuren unabhängig voneinander beispielsweise versperrt werden. Auch die Nachgiebigkeit bzw. der Schwellenwert der Arbeitseinheit kann für jede Spur und jedes Produkt individuell angepasst werden.According to a further embodiment, the working unit for each track comprises an adjustable holding section which exerts a pressing function in a pressing position and a blocking function for the product in a blocking position, the holding sections being operable independently of one another. In this way, all tracks can be blocked independently of each other, for example. Also, the compliance or threshold of the unit of work can be customized for each track and product.
Nach einer weiteren Ausführungsform sind die Halteabschnitte an einer gemeinsamen Basis der Arbeitseinheit angebracht und unabhängig voneinander relativ zur Basis verstellbar. Dadurch wird eine flexible Anpassung ermöglicht. Über die gemeinsame Basis sind alle Halteabschnitte und somit alle Spuren zentral beeinflussbar.According to a further embodiment, the holding portions are attached to a common base of the working unit and independently adjustable relative to the base. This allows flexible adaptation. On the common basis all holding sections and thus all tracks are centrally influenced.
Gemäß einer weiteren Ausführungsform ist die Position der Basis, insbesondere deren Abstand von der unteren Produktauflage und/oder von der seitlichen Produktanlage, veränderbar. Somit kann beispielsweise die Höhe und/oder die seitliche Position der Basis für sämtliche oder zumindest einige Spuren gemeinsam eingestellt werden, während die Verstellung der Halteabschnitte zwischen der Andrückstellung und der Sperrstellung spurindividuell erfolgen kann. Alternativ kann die Verstellung der Halteabschnitte auch abhängig voneinander erfolgen. Dabei kann insbesondere ein gemeinsamer Halteabschnitt für sämtliche oder zumindest einige Spuren vorgesehen sein.According to a further embodiment, the position of the base, in particular its distance from the lower product support and / or from the lateral product installation, can be changed. Thus, for example, the Height and / or the lateral position of the base for all or at least some tracks are set together, while the adjustment of the holding portions between the Andrückstellung and the locking position can be made track-individual. Alternatively, the adjustment of the holding sections can also be dependent on each other. In this case, in particular, a common holding section can be provided for all or at least some tracks.
Nach einer weiteren Ausführungsform ist für die Basis und für jeden der Halteabschnitte jeweils ein eigener Antrieb vorgesehen. Alternativ können auch die Basis und die Halteabschnitte mit einem gemeinsamen Antrieb betrieben werden. Auch ist denkbar, zumindest einige Halteabschnitte mit einem gemeinsamen Antrieb anzutreiben.According to a further embodiment, a separate drive is provided for the base and for each of the holding sections. Alternatively, the base and the holding sections can be operated with a common drive. It is also conceivable to drive at least some holding sections with a common drive.
Beschrieben wird zudem eine Vorrichtung zum Aufschneiden von Lebensmittelprodukten, insbesondere Hochleistungs-Slicer, mit einer Produktzuführung, die wenigstens eine Fördereinrichtung umfasst, mit der zumindest ein Produkt einer Schneidebene zuführbar ist, in der sich wenigstens ein Schneidmesser, insbesondere rotierend und/oder umlaufend, bewegt. Die Aufschneidevorrichtung umfasst ferner wenigstens eine Arbeitseinheit zum zumindest zeitweisen Umgang mit dem Produkt, die in einer Sperrstellung als Anschlag für das vordere Produktende wirksam ist, wobei die in der Sperrstellung befindliche Arbeitseinheit gegenüber einer in Förderrichtung aufgebrachten Kraft nachgiebig ausgebildet ist.Also described is a device for slicing food products, in particular high-performance slicers, with a product feed comprising at least one conveyor with which at least one product can be fed to a cutting plane in which at least one cutting blade, in particular rotating and / or rotating, moves , The slicing device further comprises at least one working unit for at least temporary handling of the product, which is effective in a blocking position as a stop for the front product end, wherein the working unit located in the blocking position is resilient to a force applied in the conveying direction.
Die Arbeitseinheit ist somit insbesondere nicht starr ausgebildet. Dies kann beispielsweise durch ein elastisches und/oder flexibles Material, z.B. ein Gummi- oder Kunststoffmaterial, realisiert werden. Alternativ oder zusätzlich sind beispielsweise Federsysteme oder pneumatische und/oder hydraulische Systeme denkbar. Die Arbeitseinheit kann dabei gleichmäßig nachgeben oder aber stufenweise - insbesondere in Abhängigkeit von der aufgebrachten Kraft - in verschiedene Positionen verstellt werden. Das Nachgiebigkeitsverhalten kann dabei insbesondere einstellbar sein, z.B. durch die Materialwahl, die Wahl der verwendeten Feder oder eine Justierung bzw. Steuerung oder Regelung des pneumatischen und/oder hydraulischen Systems. Dadurch kann reguliert werden, ob bzw. wie stark die Arbeitseinheit in Abhängigkeit von einer einwirkenden Kraft nachgibt.The working unit is thus not rigid in particular. This can be realized for example by an elastic and / or flexible material, for example a rubber or plastic material. Alternatively or additionally, for example, spring systems or pneumatic and / or hydraulic systems are conceivable. The work unit can be uniform give way or gradually - in particular depending on the applied force - be adjusted in different positions. The compliance behavior may in particular be adjustable, for example by the choice of material, the choice of the spring used or an adjustment or control or regulation of the pneumatic and / or hydraulic system. This can be used to regulate whether or how much the working unit gives way depending on an acting force.
Alternativ oder zusätzlich ist die in der Sperrstellung befindliche Arbeitseinheit durch eine einen Schwellenwert überschreitende, in Förderrichtung aufgebrachte Kraft mit einer Komponente in Förderrichtung bewegbar, insbesondere gegen die Wirkung einer Haltekraft.Alternatively or additionally, the working unit located in the blocking position is movable by a force exceeding a threshold, applied in the conveying direction with a component in the conveying direction, in particular against the action of a holding force.
Ab einer bestimmten Krafteinwirkung wird somit der Weg für das Produkt zumindest ein Stück weit in Förderrichtung freigegeben. Dabei sind beispielsweise Federsysteme oder pneumatische und/oder hydraulische Systeme denkbar. Die Arbeitseinheit kann dabei gleichmäßig bewegt oder aber stufenweise - insbesondere in Abhängigkeit von der aufgebrachten Kraft - in verschiedene Positionen verstellt werden.From a certain force thus the way for the product is released at least a little way in the conveying direction. For example, spring systems or pneumatic and / or hydraulic systems are conceivable. The work unit can be moved evenly or gradually - in particular depending on the applied force - be adjusted in different positions.
Der Schwellenwert und/oder die Haltekraft sind insbesondere einstellbar. Dadurch kann z.B. der Widerstand bestimmt werden, welcher einem Produkt entgegengesetzt wird. Ist der Druck ausreichend groß, wird die Sperrstellung zumindest teilweise bzw. vorübergehend gelöst und die Arbeitseinheit gibt zumindest teilweise den Weg für das Produkt frei.The threshold value and / or the holding force are in particular adjustable. Thereby, e.g. the resistance to be determined, which is opposed to a product. If the pressure is sufficiently high, the blocking position is at least partially or temporarily released and the working unit at least partially clears the way for the product.
Nach einer weiteren Ausführungsform ist die Produktzuführung mehrspurig ausgebildet, um mehrere Produkte gleichzeitig aufzuschneiden. Hierbei ist die Arbeitseinheit spurindividuell betreibbar.According to another embodiment, the product feed is multi-tracked to cut several products simultaneously. Here, the working unit is track-individually operable.
Insbesondere dann, wenn mehrere Produkte unterschiedlicher Länge mit Produkthaltern in Eingriff gebracht werden, von denen zumindest einige, insbesondere alle, nur gemeinsam, d.h. nicht spurindividuell, bewegt werden, werden längere Produkte zwischen der Arbeitseinheit, die sich in Sperrstellung befindet und z.B. mit einer bestimmten Haltekraft in dieser Sperrstellung gehalten ist, und den Produkthaltern eingeklemmt. Dadurch, dass sich nun zumindest eine Komponente der Arbeitseinheit in Förderrichtung bewegen kann, bzw. aufgrund der Nachgiebigkeit kann sich insbesondere ein unter Druck stehendes Produkt entspannen. Eine übermäßige Belastung des Produktendes am Produkthalter wird dadurch größtenteils vermieden. Auch wird das Produkt sofort sicher gehalten. Somit lassen sich Produkte unterschiedlicher Länge auf einfache und sichere Weise verarbeiten. Zudem treten keine nachteiligen Kompressionen der Produkte auf. Durch diese Maßnahmen erhält sozusagen jedes Produkt individuell so viel Platz, wie es aufgrund seiner Länge benötigt, um nicht übermäßig stark zusammengedrückt zu werden.In particular, when a plurality of different length products are engaged with product holders, at least some of which, particularly all, are only shared, i. not track individual, are moved longer products between the working unit, which is in the locked position and e.g. held with a certain holding force in this blocking position, and clamped the product holders. Due to the fact that at least one component of the working unit can now move in the conveying direction or, in particular, due to the flexibility, a product under pressure can relax. Excessive load on the product end on the product holder is thereby largely avoided. Also, the product is kept safe immediately. Thus, products of different lengths can be processed easily and safely. In addition, no adverse compression of the products occur. Through these measures, so to speak, each product individually receives as much space as needed because of its length, so as not to be overly compressed.
Gemäß einer weiteren Ausführungsform umfasst die Arbeitseinheit für jede Spur einen verstellbaren Halteabschnitt, der in einer Sperrstellung eine Sperrfunktion für das Produkt ausübt, wobei die Halteabschnitte unabhängig voneinander betreibbar sind. Auf diese Weise kann insbesondere das Nachgiebigkeitsverhalten, der Schwellenwert und/oder die Haltekraft spurindividuell eingestellt werden. Vorzugsweise werden diese Werte näherungsweise gleich gewählt. In Abhängigkeit z.B. von der Länge und/oder der Konsistenz der jeweiligen Produkte gibt der Halteabschnitt früher oder später nach und damit zumindest teilweise bzw. ein Stück weit den Weg für das Produkt in Richtung der Schneidebene frei.According to a further embodiment, the working unit for each track comprises an adjustable holding section, which in a blocking position has a blocking function for the product, the holding sections being operable independently of one another. In this way, in particular the compliance behavior, the threshold value and / or the holding force can be set in a track-specific manner. Preferably, these values are chosen approximately equal. Depending on e.g. sooner or later, the length and / or consistency of the respective products will cause the holding section to yield and thus at least partially clear the way for the product in the direction of the cutting plane.
Nach einer weiteren Ausführungsform ist die Arbeitseinheit multifunktional ausgebildet, wobei die Arbeitseinheit in eine Andrückstellung, in der die Arbeitseinheit das dabei in Förderrichtung bewegbare Produkt gegen eine untere Produktauflage und/oder eine seitliche Produktauflage drückt, und in die Sperrstellung verstellbar ist, in der die Arbeitseinheit einer Bewegung des Produkts in Förderrichtung entgegenwirkt.According to a further embodiment, the working unit is multifunctional, wherein the working unit in a Andrückstellung, in the the working unit presses the product movable in the conveying direction against a lower product support and / or a lateral product support, and is adjustable into the blocking position, in which the working unit counteracts a movement of the product in the conveying direction.
Die Erfindung betrifft zudem gemäß Anspruch 11 ein Verfahren zum Aufschneiden von Lebensmittelprodukten, insbesondere mittels einer erfindungsgemäßen Vorrichtung, bei dem mittels einer Produktzuführung, die wenigstens eine Fördereinrichtung umfasst, zumindest ein Produkt einer Schneidebene zugeführt wird, in der sich wenigstens ein Schneidmesser, insbesondere rotierend, und/oder umlaufend, bewegt. Dabei wird wenigstens eine multifunktionale Arbeitseinheit in Abhängigkeit von der Betriebssituation in eine Andrückstellung, in der die Arbeitseinheit das sich in Förderrichtung bewegende Produkt gegen eine untere Produktauflage und/oder eine seitliche Produktanlage drückt, oder in eine Sperrstellung verstellt, in der die Arbeitseinheit einer Bewegung des Produkts in Förderrichtung entgegenwirkt.The invention further relates to a method for slicing food products, in particular by means of a device according to the invention, in which at least one product is fed to a cutting plane by means of a product feed comprising at least one conveyor, in which at least one cutting blade, in particular rotating, and / or circulating, moving. In this case, at least one multifunctional working unit is moved into a pressing position as a function of the operating situation, in which the working unit presses the product moving in the conveying direction against a lower product support and / or a lateral product contact, or into a blocking position in which the work unit moves Counteracts product in conveying direction.
Nach einer Ausführungsform wird die Arbeitseinheit vor Beginn des Aufschneidens in die Sperrstellung verstellt, um beim Beaufschlagen des hinteren Produktendes mittels eines Produkthalters der Fördereinrichtung als Anschlag für das vordere Produktende zu dienen. Das vordere Produktende schlägt dabei beispielsweise am Anschlag an, während der Produkthalter am hinteren Produktende eingreift. Während des Eingreifens des Produkthalters wird das Produkt somit nicht in Richtung der Schneidebene verschoben. Anschließend, insbesondere sobald der Produkthalter mit dem Produkt in Eingriff steht, wird die Arbeitseinheit in die Andrückstellung verstellt, um das Produkt während des Aufschneidens gegen die Produktauflage und/oder die Produktanlage zu drücken. In der Andrückstellung fungiert die Arbeitseinheit beispielsweise als Produktniederhalter. Die Arbeitseinheit kann dabei beispielsweise als aktiver Förderer ausgebildet sein, um das Produkt zum Schneidmesser zu fördern oder zumindest das Fördern zu unterstützen.According to one embodiment, the working unit is moved into the blocking position before the start of the slicing, in order to serve as a stop for the front end of the product when the rear end of the product is loaded by means of a product holder of the conveyor. The front end of the product strikes, for example, the stop, while the product holder engages the rear end of the product. During the intervention of the product holder, the product is thus not moved in the direction of the cutting plane. Thereafter, particularly as soon as the product holder engages the product, the process unit is moved to the apply position to press the product against the product support and / or the product line during slicing. In the pressing position, the working unit acts, for example, as a product holder. The work unit can be designed, for example, as an active conveyor in order to promote the product to the cutting blade or at least to support the conveying.
Nach dem Aufschneiden wird die Arbeitseinheit wieder zurück in die Sperrstellung verstellt, um insbesondere zu verhindern, dass das Produktende in die Schneidebene fällt, wenn der Produkthalter aus dem hinteren Produktende entfernt wird. Auch kann die Arbeitseinheit in der Sperrstellung ein Ausscheiden eines Produktendes zumindest unterstützen. Die Arbeitseinheit kann dazu beispielsweise eine vertikal oder schräg verlaufende, passive Fläche aufweisen, um das Produktendstück abzuweisen. Alternativ oder zusätzlich kann die Arbeitseinheit in der Sperrstellung aktiv angetrieben werden, um das Ausscheiden des Produktendstücks zu beschleunigen.After cutting, the working unit is moved back to the locking position, in particular to prevent the product end from falling into the cutting plane when the product holder is removed from the rear end of the product. Also, the working unit in the blocking position can at least support a leaving of a product end. For this purpose, the working unit may, for example, have a vertical or oblique passive surface in order to deflect the product end piece. Alternatively or additionally, the working unit can be actively driven in the blocking position in order to accelerate the separation of the product end piece.
Nach einer weiteren Ausführungsform steht die Arbeitseinheit zumindest während einer Verstellbewegung von der Sperrstellung in die Andrückstellung und umgekehrt in, insbesondere permanentem, Kontakt mit dem Produkt, d.h. die Arbeitseinheit berührt insbesondere ständig das Produkt. Die Bewegung des Produkts und die Verstellbewegung der Arbeitseinheit sind insbesondere aufeinander abgestimmt. Das Produkt kann somit zu jeder Zeit sicher geführt werden.According to a further embodiment, the working unit is at least during an adjusting movement from the blocking position to the pressing position and vice versa in, in particular permanent, contact with the product, i. In particular, the work unit constantly touches the product. The movement of the product and the adjustment of the working unit are particularly matched. The product can thus be safely guided at any time.
Gemäß einer weiteren Ausführungsform wird während einer Verstellbewegung der Arbeitseinheit von der Sperrstellung in die Andrückstellung das Produkt der Schneidebene zugeführt. Die Zuführung des Produkts kann beispielsweise mit Hilfe eines, insbesondere unterhalb des Produkts angeordneten, Förderbandes erfolgen und/oder mit Hilfe eines Produkthalters. Die Kraft, die bei der Zuführung des Produkts zur Schneidebene vom Produkt auf die Arbeitseinheit ausgeübt wird, kann dabei zumindest teilweise dazu verwendet werden, die Arbeitseinheit aus der Sperrstellung in die Andrückstellung zu verstellen.According to a further embodiment, the product is fed to the cutting plane during an adjustment movement of the working unit from the blocking position into the pressing position. The feeding of the product can take place, for example, with the aid of a conveyor belt, in particular arranged below the product, and / or with the aid of a product holder. The force which is exerted on the working unit when the product is conveyed to the cutting plane from the product can thereby at least partially be used to adjust the working unit from the locked position to the Andrückstellung.
Nach einer weiteren Ausführungsform verbleibt während einer Verstellbewegung der Arbeitseinheit von der Sperrstellung in die Andrückstellung der Produkthalter in seiner Position oder wird in Förderrichtung bewegt. Dadurch, dass die Verstellbewegung aus der Sperrstellung in die Andrückstellung vorzugsweise mit einer Komponente in Förderrichtung erfolgt, kann sich das Produkt und/oder der Produkthalter permanent in Förderrichtung bewegen. Eine Bewegung des Produkthalters entgegen der Förderrichtung ist somit nicht notwendig. Das Produkt muss also nicht erst zurückgezogen werden, um die Arbeitseinheit aus der Sperrstellung in die Andrückstellung zu verstellen. Dadurch wird die Produktförderung nicht unnötig unterbrochen. Die Produktbeladezeit wird dadurch reduziert und der Aufschneidevorgang somit insgesamt schneller.According to a further embodiment, the product holder remains in its position or is moved in the conveying direction during an adjusting movement of the working unit from the blocking position into the pressing position. Due to the fact that the adjustment movement from the blocking position into the pressing position preferably takes place with a component in the conveying direction, the product and / or the product holder can move permanently in the conveying direction. A movement of the product holder counter to the conveying direction is therefore not necessary. The product therefore does not have to be retracted first in order to move the working unit out of the blocking position into the pressing position. As a result, the product promotion is not interrupted unnecessarily. The product loading time is thereby reduced and the slicing process thus overall faster.
Gemäß einer weiteren Ausführungsform wird während der Verstellbewegung der Arbeitseinheit von der Andrückstellung in die Sperrstellung der Produkthalter entgegen der Förderrichtung bewegt. Insbesondere kann hierbei ein Produktendstück mit Hilfe des Produkthalters zurückgezogen werden, so dass die Arbeitseinheit in die Sperrstellung verstellt und dabei - in Förderrichtung gesehen - vor den Produkthalter gelangen kann. Der Produkthalter kann anschließend gelöst und das Produktendstück durch die Arbeitseinheit oder zumindest mit Unterstützung der Arbeitseinheit entfernt werden.According to a further embodiment, the product holder is moved counter to the conveying direction during the adjusting movement of the working unit from the pressing position into the blocking position. In particular, in this case a Produktendstück be withdrawn by means of the product holder, so that the working unit adjusted in the blocking position and - seen in the conveying direction - can get in front of the product holder. The product holder may then be released and the product end removed by the process cartridge or at least with the assistance of the process cartridge.
Unabhängig davon, ob eine Einspur- oder Mehrspurausgestaltung vorgesehen ist, ist in einer möglichen Ausführungsform die Produktauflage zweiteilig ausgebildet und umfasst einen hinteren Auflageabschnitt, der insbesondere für einen Beladebetrieb verschwenkbar ist, und einen vorderen stationären Auflageabschnitt, der bis an die Schneidebene heranreicht. Bevorzugt sind beide Auflageabschnitte als aktive Förderer ausgebildet, wobei aber auch eine passive Ausgestaltung möglich ist. Mit dem vorderen Auflageabschnitt wirkt die Arbeitseinheit in der Andrückstellung zusammen. Dabei sind alle Kombinationen aus aktiver und passiver Ausgestaltung denkbar, d.h. die Arbeitseinheit kann sowohl als passiver Niederhalter als auch als aktiver Förderer ausgebildet sein, der mit einem passiven oder ebenfalls aktiv fördernden vorderen Auflageabschnitt zusammenwirkt. Sind sowohl die Arbeitseinheit als auch der vordere Auflageabschnitt aktiv, bilden diese gemeinsam ein Traktionssystem für das Produkt, das hierdurch besonders präzise zur Schneidebene geführt wird.Regardless of whether a single-track or multi-track design is provided, in one possible embodiment, the product support is in two parts and comprises a rear support section, which is pivotable in particular for a loading operation, and a front stationary support section, which reaches as far as the cutting plane. Preferably, both support sections are designed as active conveyor, but also a passive design is possible. With the front support section, the working unit interacts in the pressing position. In this case, all combinations of active and passive embodiment are conceivable, ie, the working unit can be designed both as a passive hold-down and as an active conveyor, which cooperates with a passive or actively promoting front support section. If both the working unit and the front support section are active, these together form a traction system for the product, which is thereby guided particularly precisely to the cutting plane.
In einer weiteren Ausführungsform kann die Arbeitseinheit mit Führungseinrichtungen für das oder jedes Produkt ausgestattet sein, die insbesondere für den vorderen Produktbereich beim Produkttransport von der Sperrstellung in die Andrückstellung für eine sichere, spurtreue Förderung des oder jedes Produktes sorgen. Die Führungseinrichtungen können z.B. für jede Spur in Form einer an den Produktquerschnitt angepassten Kontur vorgesehen sein, die an der Arbeitseinheit ausgebildet ist.In a further embodiment, the working unit may be provided with guide means for the or each product, which provide, in particular for the front product area during product transport from the blocking position to the pressing position, for safe or punctual delivery of the or each product. The guide means may e.g. be provided for each track in the form of a contour adapted to the product cross-section, which is formed on the working unit.
Die Erfindung wird im Folgenden beispielhaft unter Bezugnahme auf die Zeichnungen beschrieben. Es zeigen:
- Fig. 1
- eine Seitenansicht einer Ausführungsform einer erfindungsgemäßen Aufschneidevorrichtung mit einer Arbeitseinheit in einer Andrückstellung,
- Fig. 2
- eine Aufschneidevorrichtung gemäß
Fig. 1 mit der Arbeitseinheit in einer Sperrstellung, - Fig. 3
- eine Perspektivansicht der Aufschneidevorrichtung gemäß
Fig. 1 mit neu geladenen Produkten, - Fig. 4
- eine Aufschneidevorrichtung gemäß
Fig. 3 beim Übergang der Arbeitseinheit von der Sperrstellung in die Andrückstellung, - Fig. 5
- eine Seitenansicht der Aufschneidevorrichtung gemäß
Fig. 4 , und - Fig. 6
- die Aufschneidevorrichtung gemäß
Fig. 5 mit weiter vorgerückten Produkten.
- Fig. 1
- a side view of an embodiment of a slicing device according to the invention with a working unit in a Andrückstellung,
- Fig. 2
- a slicing device according to
Fig. 1 with the work unit in a locked position, - Fig. 3
- a perspective view of the slicing according to
Fig. 1 with newly loaded products, - Fig. 4
- a slicing device according to
Fig. 3 during the transition of the working unit from the blocking position into the pressing position, - Fig. 5
- a side view of the slicing according to
Fig. 4 , and - Fig. 6
- the slicing device according to
Fig. 5 with further advanced products.
Bei den Lebensmittelprodukten 12 kann es sich insbesondere um Wurst, Schinken, Käse oder ähnliche Produkte handeln. Diese können stangen- oder riegelförmig ausgebildet sein und sich herstellungsbedingt in der Länge unterscheiden.The
Am vorderen Ende des Förderers 10 ist ein nach unten abgewinkeltes Vorderteil 10' vorgesehen, das relativ zum Förderer 10 verschwenkbar oder in einem festen Winkel zum Föderer 10 angeordnet sein kann. Das Vorderteil 10' kann ebenfalls als aktiver Förderer ausgebildet sein, wobei dies aber nicht zwingend ist.At the front end of the
In Förderrichtung F schließt sich an den Förderer 10 ein stationärer vorderer Förderer 11 in Form eines Endlosförderbandes an, der bis kurz vor die Schneidebene S reicht.In the conveying direction F, the
In der Schneidebene S ist ein als Sichelmesser 14 ausgebildetes Schneidmesser angeordnet. Zudem umfasst der Slicer eine Arbeitseinheit 16 mit einer Basis 18 und mehreren Halteelementen 20, welche Halteabschnitte der Arbeitseinheit 16 bilden, wobei für jede Spur des Slicers ein Halteelement 20 vorgesehen ist. Die Halteelemente 20 sind in der Funktionsstellung der
In dieser Ausführungsform umfassen die Halteelemente 20 zudem je einen Bandgurt 22, mit dem die Produkte 12 aktiv in Förderrichtung F bewegt werden können. Die Förderung der Produkte 12 in Richtung der Schneidebene S erfolgt also mit Hilfe des Endlosförderbands 10 und des vorderen Förderers 11, der Bandgurte 22 sowie mehrerer als Greifer 28 ausgebildeter Produkthalter, welche jeweils in ein hinteres Produktende 30 der Lebensmittelprodukte 12 eingreifen. Alternativ können die Produkthalter 28 insofern passiv sein, als sie selbst nicht als Antrieb zum Fördern der Produkte 12 in Förderrichtung F, sondern lediglich zum Stabilisieren der Produkte 12 und später (vgl.
Im vorderen Bereich werden die Produkte 12 folglich von den aktiven Halteelementen 20 und dem stationären vorderen Förderer 11 zur Schneidebene transportiert.In the front region, the
Die Arbeitseinheit 16 umfasst einen pneumatischen Höhenverstellantrieb 24, mit dem der Abstand der Basis 18 vom vorderen Förderer 11 entlang einer Höhenverstellrichtung H verstellt werden kann. Zudem umfasst die Arbeitseinheit 16 pneumatische Verschwenkantriebe 26 mit denen die Halteelemente 20 relativ zur Basis 18 aus der in
Eine Sperrstellung der Halteelemente 20 ist in
Werden somit gemäß
In
Anschließend werden die Greifer 28 in ihre Ausgangsposition zurück verfahren, so dass in
In
Jeder Spur ist ein eigenes Halteelement 20 zugeordnet, welches jeweils einen separaten Verschwenkantrieb 26 umfasst. Zur Höhenverstellung ist der gemeinsame Höhenverstellantrieb 24 vorgesehen, welcher die Basis 18 zusammen mit den Halteelementen 20 entlang der Höhenverstellrichtung H bewegen kann.Each track is assigned its
Erfindungsgemäß sind die Halteelemente 20 unabhängig voneinander nachgiebig ausgebildet, sodass sie ab einer bestimmten Krafteinwirkung den Produkten 12 nachgeben können, d.h. einem mittels des Produkthalters 28 gegen das ihm zugeordnete Halteelement 20 gedrückten Produkt 12 wird der Weg in Förderrichtung F ein Stück weit freigeben, sobald die Kraft ein vorgegebenes Maß übersteigt.According to the invention, the holding
Durch diese erfindungsgemäße Ausgestaltung der Arbeitseinheit 16 können die Produkte 12 individuell entlastet werden, wenn dies aufgrund einer unterschiedlichen Länge der Produkte 12 erforderlich ist, wie nachstehend näher erläutert wird.By means of this embodiment of the working
Werden aufzuschneidende Lebensmittelprodukte 12, welche eine unterschiedliche Länge aufweisen, in die Aufschneidevorrichtung eingelegt, so stoßen die Produkte 12 mit ihrem vorderen Ende an das jeweilige Halteelement 20. Die Greifer 28 werden gemeinsam entlang der Förderrichtung F verfahren, bis sie jeweils in das hintere Produktende 30 eingreifen können. Bei herkömmlichen Slicern wird hierbei ein Produkt, welches länger als die anderen Produkte ist, stärker komprimiert als die anderen Produkte. Da die Halteelemente 20 eine gewisse Nachgiebigkeit aufweisen, geben diese ab einer bestimmten Krafteinwirkung auf die Halteelemente 20 also nach, so dass auch ein vergleichsweise kurzes Produkt 12 sicher gegriffen werden kann, ohne dass ein längeres Produkt 12 übermäßig stark komprimiert wird.If
Diese Situation ist in
Die individuelle Nachgiebigkeit der Halteelemente 20 ist durch die nach Art einer Feder wirksamen, voneinander unabhängigen Pneumatikeinrichtungen der Verschwenkantriebe 26 realisiert. Das Nachgiebigkeitsverhalten der Halteelemente 20 kann an den pneumatischen Verschwenkantrieben 26 oder auf andere Weise eingestellt werden. Die Einstellung erfolgt in einer Weise, dass den Produkten 12 einerseits eine ausreichend große Kraft entgegengesetzt wird, so dass die Greifer 28 in das hintere Produktende 30 eingreifen können, während andererseits die Halteelemente 20 nachgeben, ehe die Produkte 12 zu stark gestaucht werden.The individual compliance of the holding
Sobald die Greifer 28 in Eingriff mit den hinteren Produktenden 30 sind, können die Halteelemente 20 mittels der Verschwenkantriebe 26 weiter aus der Sperrstellung in die Andrückstellung verschwenkt werden (
Während die Halteelemente 20 unabhängig voneinander und somit in Abhängigkeit von dem jeweiligen Produkt 12 bzw. von der über das Produkt 12 aufgebrachten Kraft individuell nachgeben können bzw. ausgelenkt werden, erfolgt das anschließend Verstellen in die Andrückstellung zum Einleiten des Schneidbetriebs (und später auch die Rückstellung von der Andrückstellung in die Sperrstellung) für alle Halteelemente 20 gemeinsam. Folglich ist lediglich ein einziger gemeinsamer aktiver Antrieb für die Einzel-Verschwenkantriebe 26 der Halteelemente 20 erforderlich. Erfindungsgemäß ist aber nicht ausgeschlossen, dass jeder Verschwenkantrieb 26 separat ansteuerbar und unabhängig von den jeweils anderen Verschwenkantrieben 26 betreibbar ist, so dass die Halteelemente 20 nicht nur individuell nachgeben, sondern außerdem individuell beliebig verstellt werden können.While the holding
In
Die Verstellbewegung der Halteelemente 20 beim Eingreifen der Greifer 28 gemäß
Beim Übergang von der Schneidvorbereitung zum Schneidbetrieb werden sozusagen aus Sperrelementen Niederhalter, und zwar jeweils durch eine simple Schwenkbewegung.During the transition from the cutting preparation to the cutting operation, so to speak, locking elements become hold-downs, in each case by a simple pivoting movement.
Befinden sich die Halteelemente 20 in der Andrückstellung, so werden die Produkte 12 weiter entlang der Förderrichtung F gefördert, bis sie in die Schneidebene gelangen und der Aufschneidebetrieb beginnt (vgl.
Die Arbeitseinheit 16 ist somit multifunktional und dient als Produktanschlag bei der Vorbereitung des Aufschneidebetriebs, als Produktniederhalter während des Aufschneidens und als Endstückabweiser am Ende des Aufschneidevorgangs, wobei außerdem im Falle einer aktiven Ausgestaltung die Arbeitseinheit 16 gleichzeitig mit der Niederhaltefunktion auch eine Förderfunktion erfüllt, um das oder jedes Produkt 12 zur Schneidebene S zu transportieren, und zwar gemeinsam mit dem aktiven vorderen Förderer 11, der alternativ auch passiv sein und lediglich als Produktauflage dienen kann.The working
- 1010
- Endlosförderband, FördereinrichtungEndless conveyor belt, conveyor
- 10'10 '
- Vorderteil des EndlosförderbandesFront part of the endless conveyor belt
- 1111
- stationärer vorderer Fördererstationary front conveyor
- 1212
- LebensmittelproduktFood product
- 1414
- Schneidmessercutting blade
- 1616
- Arbeitseinheitwork unit
- 1818
- BasisBase
- 2020
- Halteelement, HalteabschnittRetaining element, holding section
- 2222
- Bandgurtlap belt
- 2424
- Höhenverstellantriebvertical adjustment
- 2626
- Verschwenkantriebpivot drive
- 2828
- Produkthalter, GreiferProduct holder, gripper
- 3030
- ProduktendstückProduktendstück
- 3232
- Trägercarrier
- FF
- Förderrichtungconveying direction
- SS
- Schneidebenecutting plane
- HH
- Höhenverstellrichtungheight adjustment
Claims (15)
- An apparatus for slicing food products (12), in particular a high-performance slicer, comprising
a product feed which comprises at least one conveying device (10, 11) with which at least one product (12) can be fed to a cutting plane (S) in which at least one cutting blade (14) moves, in particular in a rotating and/or revolving manner; and
at least one multifunctional work unit (16) for the at least temporary handling of the product (12), wherein the work unit (16) can be adjusted into a pressing position, in which the work unit (16) presses the product (12), which is movable in the conveying direction (F) in so doing, toward a lower product support (11) and/or toward a lateral product contact, and into a blocking position in which the work unit (16) counteracts a movement of the product (12) in the conveying direction (F),
wherein the work unit (16), starting from the blocking position, is pivotable with a component in the conveying direction (F) into a position clearing the path for the product (12). - An apparatus in accordance with claim 1,
characterized in that
the work unit (16), when located in the blocking position, is active in dependence on the operating situation as an abutment for the front product end or as a deflector for a product end piece (30) to be discarded; and/or
in that the work unit (16), when located in the blocking position, is configured as yielding with respect to a force applied in the conveying direction (F), with in particular the yield behavior being settable. - An apparatus in accordance with claim 1 or claim 2,
characterized in that
the work unit (16), when located in the blocking position, is movable with a component in the conveying direction (F) by a force exceeding a threshold value and applied in the conveying direction (F), in particular against the action of a holding force, with the threshold value and/or the holding force in particular being settable, with in particular the movement of the work unit (16) being at least a part of an adjustment movement of the work unit (16) into the pressing position. - An apparatus in accordance with any one of the preceding claims,
characterized in that
the work unit (16) is adjustable from the blocking position directly into the pressing position and vice versa; and/or
in that the work unit (16) is adjustable, starting from the blocking position, without a movement component directed against the conveying direction (F), in particular with a component in the conveying direction (F), into a position clearing the path for the product (12). - An apparatus in accordance with any one of the preceding claims,
characterized in that
the work unit (16) comprises at least one adjustable holding section (20) which exerts a pressing function in the pressing position and a blocking function for the product (12) in the blocking position, with in particular the holding section (20) having a holding surface which is at least substantially planar, which faces the product (12) and which preferably extends at least approximately in parallel with the conveying direction (F) in the pressing position and at least approximately perpendicular to the conveying direction (F) in the blocking position; and/or
in that the position of the work unit (16), in particular the spacing of the work unit (16) from the lower product support and/or from the lateral product contact, can be varied. - An apparatus in accordance with any one of the preceding claims,
characterized in that
an adjustment movement of the work unit (16) and a movement for varying the position of the work unit (16) are independent of one another, with in particular a separate drive (24, 26) being provided for each of these two movements; or
in that an adjustment movement of the work unit (16) and a movement for varying the position of the work unit (16) are positively coupled to one another. - An apparatus in accordance with any one of the preceding claims,
characterized in that
the work unit (16) comprises a base (18) and at the base (18) a holding section (20) for the product (12), with the position of the base (18) being variable and the holding section (20) being adjustable, with in particular the holding section (20) being movable relative to the base (18). - An apparatus in accordance with claim 7,
characterized in that
a movement of the base (18) to vary the position and an adjustment movement of the holding section (20) can be effected independently of one another and in particular by means of separate drives (24, 26); and/or in that a movement for varying the position of the base (18) and an adjustment movement of the holding section (20) can be derived from a single movement of the work unit (16), with in particular the movement of the work unit (16) being effected by means of a single drive; and/or in that the work unit (16), in particular a holding section (20) of the work unit (16), is configured as an at least temporarily active drive for the product. - An apparatus in accordance with any one of the preceding claims,
characterized in that
the product feed is of multi-track design to slice a plurality of products (12) simultaneously, with the work unit (16) being operable individually per track, with in particular the work unit (16) comprising an adjustable holding section (20) for each track which exerts a pressing function in a pressing position and a blocking function for the product (12) in a blocking position, with the holding sections (20) being operable independently of one another; with in particular
the holding sections (20) being attached to a common base (18) of the work unit (16) and being adjustable relative to the base (18) independently of one another;
with in particular the position of the base (18), in particular its spacing from the lower product support (11) and/or from the lateral product contact, being variable. - An apparatus in accordance with claim 9,
characterized in that
a respective separate drive (24, 26) is provided for the base (18) and for each of the holding sections (20). - A method for the slicing of food products by means of an apparatus in accordance with any one of the preceding claims, in which
at least one product is fed to a cutting plane (S) in which at least one cutting blade (14) moves, in particular in a rotating and/or revolving manner, by means of a product feed which comprises at least one conveying device (10, 11); and
at least one multifunctional work unit (16) is adjusted in dependence on the operating situation into a pressing position, in which the work unit (16) presses the product (12) moving in the conveying direction (F) toward a lower product support (11) and/or toward a lateral product contact, or into a blocking position in which the work unit (16) counteracts a movement of the product (12) in the conveying direction (F),
with the work unit (16), starting from the blocking position, being pivoted with a component in the conveying direction (F) into a pressing position clearing the path for the product (12). - A method in accordance with claim 11,
characterized in that
the work unit (16) is adjusted into the blocking position before the start of the slicing to serve as an abutment for the front product end on an action on the rear product end (30) by means of a product holder (28) of the conveying device (10), is subsequently adjusted into the pressing position to press the product (12) toward the product support (11) and/or toward the product contact during the slicing and is adjusted back into the blocking position again after the slicing to at least assist a discarding of a product end piece (30). - A method in accordance with claim 11 or claim 12,
characterized in that
the work unit (16) is in contact with the product (12) at least during an adjustment movement from the blocking position into the pressing position. - A method in accordance with any one of the claims 11 to 13,
characterized in that
the product (12) is fed to the cutting plane (S) during an adjustment movement of the work unit (16) from the blocking position into the pressing position. - A method in accordance with any one of the claims 11 to 14,
characterized in that
the product holder (28) remains in its position or is moved in the conveying direction (F) during an adjustment movement of the work unit (16) from the blocking position into the pressing position;
and/or
in that the product holder (28) is moved against the conveying direction (F) during the adjustment movement of the work unit (16) from the pressing position into the blocking position.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL13745627T PL2885115T3 (en) | 2012-08-20 | 2013-07-30 | Device and method for slicing food products |
| EP17206542.7A EP3332928B1 (en) | 2012-08-20 | 2013-07-30 | Device for cutting food products |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012214741.1A DE102012214741A1 (en) | 2012-08-20 | 2012-08-20 | Apparatus and method for slicing food products |
| PCT/EP2013/066030 WO2014029590A1 (en) | 2012-08-20 | 2013-07-30 | Device and method for cutting up food products |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17206542.7A Division-Into EP3332928B1 (en) | 2012-08-20 | 2013-07-30 | Device for cutting food products |
| EP17206542.7A Division EP3332928B1 (en) | 2012-08-20 | 2013-07-30 | Device for cutting food products |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2885115A1 EP2885115A1 (en) | 2015-06-24 |
| EP2885115B1 true EP2885115B1 (en) | 2018-04-18 |
Family
ID=48918387
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13745627.3A Active EP2885115B1 (en) | 2012-08-20 | 2013-07-30 | Device and method for slicing food products |
| EP17206542.7A Active EP3332928B1 (en) | 2012-08-20 | 2013-07-30 | Device for cutting food products |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17206542.7A Active EP3332928B1 (en) | 2012-08-20 | 2013-07-30 | Device for cutting food products |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US10307927B2 (en) |
| EP (2) | EP2885115B1 (en) |
| JP (1) | JP6200504B2 (en) |
| CN (1) | CN104619470B (en) |
| BR (1) | BR112015003573B1 (en) |
| DE (1) | DE102012214741A1 (en) |
| ES (2) | ES2673326T3 (en) |
| NZ (1) | NZ705255A (en) |
| PL (1) | PL2885115T3 (en) |
| WO (1) | WO2014029590A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020122957B3 (en) | 2020-09-02 | 2022-01-13 | Bizerba SE & Co. KG | Slicer with product recognition |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012214741A1 (en) | 2012-08-20 | 2014-02-20 | Textor Maschinenbau GmbH | Apparatus and method for slicing food products |
| DE102012109247A1 (en) | 2012-09-28 | 2014-04-03 | Gea Food Solutions Germany Gmbh | Apparatus and method for the continuous production of portions |
| DE102014112800A1 (en) * | 2014-09-05 | 2016-03-10 | Weber Maschinenbau Gmbh Breidenbach | slicing |
| CH710403B1 (en) | 2014-11-24 | 2019-06-14 | Multivac Haggenmueller Kg | Cuts cutting machine. |
| DE102015107716A1 (en) * | 2015-05-18 | 2016-11-24 | Weber Maschinenbau Gmbh Breidenbach | feeder |
| DE102015110533A1 (en) | 2015-06-30 | 2017-01-05 | Weber Maschinenbau Gmbh Breidenbach | feeder |
| ES2790549T3 (en) * | 2015-08-27 | 2020-10-28 | Gea Food Solutions Germany Gmbh | Cutting device with a half stop |
| CN106493776A (en) * | 2015-09-07 | 2017-03-15 | 申晓丽 | Semi-manual medicinal herbs slicer |
| DE102016101753A1 (en) | 2016-02-01 | 2017-08-03 | Textor Maschinenbau GmbH | CUTTING FOOD PRODUCTS |
| DE112017002213A5 (en) * | 2016-04-29 | 2019-01-10 | Gea Food Solutions Germany Gmbh | Slicer with an adjustable sling |
| DE102016118707A1 (en) * | 2016-10-04 | 2018-04-05 | Weber Maschinenbau Gmbh Breidenbach | Apparatus and method for slicing food products and methods for detecting the start of a food product |
| US10160602B2 (en) | 2017-01-04 | 2018-12-25 | Provisur Technologies, Inc. | Configurable in-feed for a food processing machine |
| US9950869B1 (en) | 2017-01-04 | 2018-04-24 | Provisur Technologies, Inc. | Belt tensioner in a food processing machine |
| US10836065B2 (en) | 2017-01-04 | 2020-11-17 | Provisur Technologies, Inc. | Exposed load cell in a food processing machine |
| US10639798B2 (en) | 2017-01-04 | 2020-05-05 | Provisur Technologies, Inc. | Gripper actuating system in a food processing machine |
| DE102017123058A1 (en) * | 2017-10-05 | 2019-04-11 | Tpv Gmbh | Method for slicing a food strand and cutting device |
| WO2019147784A1 (en) * | 2018-01-26 | 2019-08-01 | Provisur Technologies, Inc. | Food log slicing apparatus for slicing multiple layers of stacked food logs |
| US11198565B2 (en) | 2019-02-19 | 2021-12-14 | Provisur Technologies, Inc. | Multi-presentation slicing conveyor apparatus |
| DE102019109145A1 (en) | 2019-04-08 | 2020-10-08 | Weber Maschinenbau Gmbh Breidenbach | SLICING FOOD PRODUCTS |
| DE102019110026A1 (en) * | 2019-04-16 | 2020-10-22 | Tvi Entwicklung Und Produktion Gmbh | Cutting machine and method for slicing a loaf |
| CN110604329A (en) * | 2019-09-19 | 2019-12-24 | 邳州中秋食品有限公司 | Food processing equipment and production method |
| DE102020110424A1 (en) | 2020-04-16 | 2021-10-21 | Multivac Sepp Haggenmüller Se & Co. Kg | Slicing machine |
| DE102020110425A1 (en) | 2020-04-16 | 2021-10-21 | Multivac Sepp Haggenmüller Se & Co. Kg | Slicing machine |
| CN114274192B (en) * | 2021-11-17 | 2024-03-08 | 盒马(中国)有限公司 | Cutting device and method |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007063112A1 (en) * | 2007-12-23 | 2009-07-23 | Dipl.-Ing. Schindler & Wagner Gmbh & Co. Kg | Cutting machine for cutting e.g. cheese truckle, into slice, has support, where longitudinal axis of support in working position with plane exhibits setting angle, which is different from specific degrees |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1976825A (en) * | 1930-01-06 | 1934-10-16 | Us Slicing Machine Co | Bacon slicing machine |
| US2038770A (en) * | 1932-09-29 | 1936-04-28 | Ind Patents Corp | Slicing machine |
| GB538919A (en) * | 1939-03-28 | 1941-08-21 | Berkel & Parnall Mach Mfg Co | Improvements relating to slicing machines |
| US2768666A (en) * | 1953-10-02 | 1956-10-30 | Wilson & Co Inc | Automatic slice thickness control for bacon slicing machine |
| US3354920A (en) * | 1965-08-02 | 1967-11-28 | Swift & Co | Bacon slicing apparatus |
| US4309927A (en) * | 1979-12-05 | 1982-01-12 | Cashin Systems Corporation | Continuous cold cut slicing machine |
| US4329900A (en) * | 1980-01-11 | 1982-05-18 | Cashin Systems Corporation | Bacon slicing machine |
| DE3018446A1 (en) * | 1980-05-14 | 1981-11-19 | Roland 8961 Wiggensbach Glaenzer | Salami or cheese slicing system - uses pusher shifting food bulk in quick travel against blade, while claws enter bulk rear end |
| US4548108A (en) * | 1983-08-08 | 1985-10-22 | Cashin Systems Corporation | Slicing machine |
| GB8800920D0 (en) * | 1988-01-15 | 1988-02-17 | Thurne Eng Co Ltd | Feeding device for slicing machine |
| US5271304A (en) | 1990-07-03 | 1993-12-21 | Carruthers Equipment Co. | Automatic food slicing machine |
| BR9306279A (en) * | 1992-04-23 | 1998-06-30 | Townsend Engineering Co | Meat slicing machine and process for its use |
| JP4032146B2 (en) * | 1997-06-04 | 2008-01-16 | 株式会社日本キャリア工業 | Block meat slicer |
| ATE297299T1 (en) | 1998-01-24 | 2005-06-15 | Magurit Gefrierschneider Gmbh | DEVICE FOR CUTTING FOOD |
| JP4145413B2 (en) * | 1999-03-31 | 2008-09-03 | プリマハム株式会社 | Method and apparatus for manufacturing sliced ham products |
| CN2559459Y (en) * | 2002-08-22 | 2003-07-09 | 河南环宇实业投资有限公司 | Automatic cutting vegetables machine |
| US20050252354A1 (en) * | 2004-05-14 | 2005-11-17 | Tzu-Feng Tseng | Flat media cutting device |
| US7603936B2 (en) * | 2005-03-05 | 2009-10-20 | Formax, Inc. | Loaf seam synchronization device for continuous loaf feed slicing machine |
| JP4190016B2 (en) * | 2005-11-08 | 2008-12-03 | 株式会社日本キャリア工業 | Meat slicer that uses a round blade |
| GB2436785A (en) * | 2007-02-15 | 2007-10-10 | Aew Delford Systems Ltd | Food slicing machines having moveable gates |
| US8276491B2 (en) | 2007-10-22 | 2012-10-02 | Formax, Inc. | Food article loading mechanism for a food article slicing machine |
| DE102008019776A1 (en) | 2008-04-18 | 2009-10-22 | CFS Bühl GmbH | Method, device and knife for slicing food |
| WO2013164143A2 (en) * | 2012-04-30 | 2013-11-07 | GEA CFS Bühl GmbH | Slicing device comprising a product gripper |
| DE102012214741A1 (en) | 2012-08-20 | 2014-02-20 | Textor Maschinenbau GmbH | Apparatus and method for slicing food products |
-
2012
- 2012-08-20 DE DE102012214741.1A patent/DE102012214741A1/en not_active Withdrawn
-
2013
- 2013-07-30 BR BR112015003573-6A patent/BR112015003573B1/en active IP Right Grant
- 2013-07-30 CN CN201380044347.XA patent/CN104619470B/en active Active
- 2013-07-30 PL PL13745627T patent/PL2885115T3/en unknown
- 2013-07-30 EP EP13745627.3A patent/EP2885115B1/en active Active
- 2013-07-30 ES ES13745627.3T patent/ES2673326T3/en active Active
- 2013-07-30 JP JP2015527829A patent/JP6200504B2/en active Active
- 2013-07-30 US US14/421,347 patent/US10307927B2/en active Active
- 2013-07-30 EP EP17206542.7A patent/EP3332928B1/en active Active
- 2013-07-30 WO PCT/EP2013/066030 patent/WO2014029590A1/en active Application Filing
- 2013-07-30 ES ES17206542T patent/ES2773792T3/en active Active
- 2013-07-30 NZ NZ705255A patent/NZ705255A/en unknown
-
2019
- 2019-04-16 US US16/385,794 patent/US10836063B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007063112A1 (en) * | 2007-12-23 | 2009-07-23 | Dipl.-Ing. Schindler & Wagner Gmbh & Co. Kg | Cutting machine for cutting e.g. cheese truckle, into slice, has support, where longitudinal axis of support in working position with plane exhibits setting angle, which is different from specific degrees |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020122957B3 (en) | 2020-09-02 | 2022-01-13 | Bizerba SE & Co. KG | Slicer with product recognition |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2885115T3 (en) | 2018-09-28 |
| BR112015003573B1 (en) | 2022-02-15 |
| ES2773792T3 (en) | 2020-07-14 |
| EP2885115A1 (en) | 2015-06-24 |
| BR112015003573A2 (en) | 2017-07-04 |
| US20190240857A1 (en) | 2019-08-08 |
| CN104619470B (en) | 2017-07-25 |
| JP2015530932A (en) | 2015-10-29 |
| WO2014029590A1 (en) | 2014-02-27 |
| ES2673326T3 (en) | 2018-06-21 |
| CN104619470A (en) | 2015-05-13 |
| JP6200504B2 (en) | 2017-09-20 |
| US20150202786A1 (en) | 2015-07-23 |
| DE102012214741A1 (en) | 2014-02-20 |
| EP3332928A1 (en) | 2018-06-13 |
| US10307927B2 (en) | 2019-06-04 |
| NZ705255A (en) | 2017-07-28 |
| EP3332928B1 (en) | 2020-01-08 |
| US10836063B2 (en) | 2020-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2885115B1 (en) | Device and method for slicing food products | |
| EP3448641B1 (en) | Cutting machine and method for slicing elastic strands, in particular meat strands | |
| EP3172020B1 (en) | Slicing device | |
| EP2407285B1 (en) | Method and device for cutting food products | |
| EP2900440B2 (en) | Device and method for continuously producing portions | |
| EP2537651A1 (en) | Method and device for cutting a length of food into slices | |
| EP1995026B1 (en) | Method for slicing food bars | |
| EP2384867B1 (en) | Cutting machine for frozen meat blocks | |
| EP3341168B1 (en) | Slicing device comprising a stop means | |
| WO2017186498A1 (en) | Slicing device having an adjustable stop means | |
| EP2127828B1 (en) | Device for separating a processable stack from an initial stack by cutting | |
| EP3125696B1 (en) | Device and method for removing a surface layer including the skin from fish fillets | |
| EP1704973B2 (en) | Method and apparatus for slicing elongated food products | |
| EP2543484B1 (en) | Food cutting device | |
| EP3722057A1 (en) | Slicing food products | |
| DE102020110424A1 (en) | Slicing machine | |
| EP3380419B1 (en) | Method and device for portioning slices of food with change of shape, in particular folding, of the portion | |
| EP2417860A1 (en) | Device and method for separating sections of balls of a pressed good | |
| DE102013218263A1 (en) | Apparatus for slicing food products such as sausage, has wear portion which is provided to feed, support and/or fix interleaver web material during and/or prior to cutting of interleaver pieces, and is integrated in cutting block | |
| EP3645226B1 (en) | Cross-cutting device and method for stabilizing a cutting edge during crush cutting | |
| DE102016108318A1 (en) | Apparatus for rasping, grating or dicing foodstuffs from a product strand | |
| EP2436623B1 (en) | Method and device for removing a row of stacks | |
| WO1984000715A1 (en) | Device for cutting boards or similar objects | |
| DE102022130256A1 (en) | Discharge unit, slicing machine equipped therewith, method for adjusting the discharge unit | |
| DE1653095B1 (en) | Device for drawing veneers into scissors |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150303 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20160425 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20171110 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 989934 Country of ref document: AT Kind code of ref document: T Effective date: 20180515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013009959 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2673326 Country of ref document: ES Kind code of ref document: T3 Effective date: 20180621 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180718 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180719 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180820 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013009959 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20190121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180730 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180730 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 989934 Country of ref document: AT Kind code of ref document: T Effective date: 20180730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180418 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180818 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230522 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240722 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240719 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240723 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240816 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240723 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240731 Year of fee payment: 12 |