EP2808120A2 - Substratschneidevorrichtung mit Laserstrahl - Google Patents
Substratschneidevorrichtung mit Laserstrahl Download PDFInfo
- Publication number
- EP2808120A2 EP2808120A2 EP14166831.9A EP14166831A EP2808120A2 EP 2808120 A2 EP2808120 A2 EP 2808120A2 EP 14166831 A EP14166831 A EP 14166831A EP 2808120 A2 EP2808120 A2 EP 2808120A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- laser beam
- substrate
- unit
- cutting device
- wedge prisms
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
- B23K26/382—Removing material by boring or cutting by boring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/30—Organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
- B23K2103/52—Ceramics
Definitions
- the present invention relates to a substrate cutting device, particularly to a substrate cutting device using a laser beam, which is configured to irradiate the laser beam onto a substrate so as to cut the substrate.
- a device described in Japan Laid-open Patent Application Publication No. JP-A-2007-118054 has been well-known as a substrate processing device using a laser beam.
- This type of processing device is configured to irradiate a green laser beam with a wavelength of roughly 532 nm onto a workpiece such as a substrate.
- the green laser beam penetrates a substrate.
- the laser beam is supposed to be absorbed by the substrate under a condition where the laser beam is focused and the intensity thereof exceeds a predetermined threshold. Under the condition, plasma is generated in a part of the substrate on which the laser beam is focused. The substrate is thereby evaporated.
- various types of processing e.g., boring
- processing e.g., boring
- a laser beam does not penetrate through the bottom surface of the substrate. Therefore, it is quite difficult to execute processing of the substrate with a well-known processing method as described above.
- processing e.g., boring
- processing e.g., boring
- a processing method that is different from a well-known processing method.
- a substrate cutting device using a laser beam is a device configured to irradiate the laser beam onto a substrate so as to cut the substrate, and includes a work table, a laser beam output section, a rotation unit, a beam focusing unit and a scan unit.
- the work table is a member on which the substrate to be processed is disposed.
- the laser beam output section is configured to output the laser beam, having a wavelength with an absorption rate of 50% or greater, onto the substrate.
- the rotation unit is configured to rotate the laser beam emitted from the laser beam output section with a predetermined rotation radius.
- the beam focusing unit is configured to focus the laser beam from the rotating unit onto a depth position included within the substrate, the depth position is located closer to one substrate surface disposed on a laser beam irradiation side than to the other substrate surface.
- the scan unit is configured to scan the focused and rotated laser beam along a processing line, and is also configured to repeatedly execute the scanning so as to process the substrate.
- the laser beam outputted from the laser beam output section is rotated by the rotation unit, and is focused onto a depth position that is included within the substrate and is located closer to one substrate surface disposed on the laser beam irradiation side (e.g., onto the front surface disposed on the laser beam irradiation side). Further, the focused laser beam is scanned along the processing line while being rotated. Thus, the substrate is processed.
- the laser beam herein has a wavelength with an absorption rate of 50% or greater with respect to the substrate.
- the substrate to be processed absorbs a laser beam having a predetermined wavelength at an absorption rate of 50% or greater. Therefore, the laser beam is unlikely to reach the other substrate surface disposed on the opposite side of the laser beam irradiation side.
- the laser beam does not reach the substrate surface disposed on the opposite side of the laser beam irradiation side. Therefore, such a substrate cannot be processed.
- the substrate is processed by focusing the laser beam onto a position that is included within the substrate and located on the laser beam irradiation side, and further, by rotating and simultaneously scanning the laser beam.
- the laser beam is supposed to be irradiated onto the same position at a plurality of times.
- a substrate cutting device using a laser beam according to a second aspect of the present invention relates to the substrate cutting device of the first aspect, and wherein the substrate has a thickness of 1 mm or greater.
- the laser beam is unlikely to penetrate the inside of the substrate and has difficulty in processing the substrate. Further, this tendency becomes remarkable in processing a substrate with a large thickness.
- the present invention when the present invention is applied to processing of a substrate with a thickness of 1 mm or greater, the substrate can be easily processed.
- a substrate cutting device using a laser beam relates to the substrate cutting device of the first or second aspect, and wherein the beam focusing unit is configured to move a focal position of the laser beam from the laser beam irradiation side to an opposite side thereof within the substrate.
- the substrate is processed while the focal position of the laser beam is moved from the laser beam irradiation side to the opposite side thereof. Processing efficiency can be thereby further enhanced, and processing time can be further reduced.
- a substrate cutting device using a laser beam according to a fourth aspect of the present invention relates to the substrate cutting device of any of the first to third aspects, and wherein the substrate is made of any one selected from the group consisting of carbon, ceramic and silicon.
- processing such as boring can be easily executed for a substrate made of a thick plate material with a high laser beam absorption rate in a short time.
- FIG. 1 illustrates the entire structure of a substrate cutting device according to an exemplary embodiment of the present invention.
- the substrate cutting device is a device configured to irradiate a laser beam onto a substrate made of carbon, ceramic, silicon or so forth along a processing line in order to execute various processing (e.g., boring) for the substrate.
- the substrate cutting device includes a bed 1, a work table 2 on which a substrate is disposed, and a laser beam irradiation head 3 for irradiating a laser beam onto the substrate.
- axes arranged perpendicularly to each other are herein defined as an X-coordinate axis and a Y-coordinate axis, and further, a vertical axis arranged perpendicularly to the axes is defined as a Z-coordinate axis.
- two opposite directions i.e., a positive (+) direction and a negative (-) direction
- X-coordinate axis direction two opposite directions arranged along the X-coordinate axis are collectively defined as an X-coordinate axis direction
- Y-coordinate axis direction two opposite directions arranged along the Y-coordinate axis are collectively defined as a Y-coordinate axis direction
- Z-coordinate axis direction two opposite directions arranged along the Z-coordinate axis are collectively defined as a Z-coordinate axis direction.
- the work table 2 is formed in a rectangular shape.
- a table moving mechanism 5 is disposed below the work table 2, and is configured to move the work table 2 in both of the X-coordinate axis direction and the Y-coordinate axis direction.
- the work table 2 includes a plurality of blocks 6.
- the plural blocks 6 are members for supporting a substrate W (depicted with a dashed two-dotted line in the drawing) such that the substrate W is lifted up from the surface of the work table 2.
- the blocks 6 are allowed to be attached to arbitrary positions on the work table 2 unless the blocks 6 overlap with a processing line L (depicted with a dashed line) of the substrate W.
- the work table 2 has a plurality of air inlet holes 2a bored in a grid arrangement, whereas each block 6 has an air inlet aperture 6a penetrating therethrough in the up-and-down direction.
- the air inlet apertures 6a of the blocks 6 are herein connected to the air inlet holes 2a of the work table 2.
- the substrate W can be fitted to the blocks 6 when air is sucked through the air inlet apertures 6a and the air inlet holes 2a.
- the air inlet mechanism is formed by components such as a well-known exhaust pump. Therefore, detailed explanation thereof will not be hereinafter made.
- the table moving mechanism 5 includes a pair of first guide rails 8, a pair of second guide rails 9, a first moving table 10 and a second moving table 11.
- the pair of first guide rails 8 is mounted to the top surface of the bed 1 so as to extend in the Y-coordinate axis direction.
- the first moving table 10 is disposed on the top sides of the first guide rails 8.
- the first moving table 10 has a plurality of guide parts 10a on the bottom surface thereof.
- the guide parts 10a are movably engaged with the first guide rails 8.
- the second guide rails 9 are mounted to the top surface of the first moving table 10 so as to extend in the X-coordinate axis direction.
- the second moving table 11 is disposed on the top sides of the second guide rails 9.
- the second moving table 11 has a plurality of guide parts 11a on the bottom surface thereof.
- the guide parts 11a are movably engaged with the second guide rails 9.
- the work table 2 is attached to the top side of the second moving table 11 through
- the aforementioned table moving mechanism 5 enables the work table 2 to move in both of the X-coordinate axis direction and the Y-coordinate axis direction.
- the first and second moving tables 10 and 11 are configured to be driven by a driving unit (e.g., a well-known motor), although detailed explanation thereof will not be herein made.
- the laser beam irradiation head 3 is attached to a portal frame 1a disposed on the top surface of the bed 1.
- the laser beam irradiation head 3 includes: a laser beam output section 15; an optical system 16; a first hollow motor 17 that a pair of first wedge prisms (to be described) is built in the inside thereof; and a second hollow motor 18 that a pair of second wedge prisms (to be described) and a collective lens are built in the inside thereof.
- an X-coordinate axis directional moving mechanism 21 and a Z-coordinate axis directional moving mechanism 22 are mounted to the portal frame 1a.
- the X-coordinate axis directional moving mechanism 21 is configured to move the laser beam irradiation head 3 in the X-coordinate axis direction.
- the Z-coordinate axis directional moving mechanism 22 is configured to move the first hollow motor 17 and the second hollow motor 18 in the Z-coordinate axis direction.
- the laser beam output section 15 is composed of a laser tube similar to a well-known one.
- the laser beam output section 15 is configured to irradiate a green laser beam with a wavelength of 532 nm to the opposite side of the work table 2 along the Y-coordinate axis.
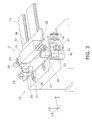
- the optical system 16 is configured to direct the laser beam irradiated from the laser beam output section 15 to the pair of first wedge prisms built in the first hollow motor 17. As illustrated in an enlarged view of FIG. 3, the optical system 16 includes first to fourth mirrors 25 to 28, a power monitor 29 configured to measure a laser power, and a beam expander 30.
- the first mirror 25 is disposed in the vicinity of the output side of the laser beam output section 15.
- the first mirror 25 is configured to reflect the Y-coordinate-axis directionally irradiated laser beam in the X-coordinate axis direction.
- the second mirror 26 is disposed in alignment with the first mirror 25 in the X-coordinate axis direction.
- the second mirror 26 is configured to reflect the X-coordinate-axis directionally transmitting laser beam in the Y-coordinate axis direction so as to direct the reflected laser beam toward the work table 2.
- the third and fourth mirrors 27 and 28 are disposed above the first hollow motor 17, while being aligned in the X-coordinate axis direction.
- the third mirror 27 is configured to direct the laser beam reflected thereto by the second mirror 26 toward the fourth mirror 28.
- the fourth mirror 28 is configured to downwardly direct the laser beam reflected thereto by the third mirror 27 toward the first hollow motor 17.
- the beam expander 30 is disposed between the second mirror 26 and the third mirror 27.
- the beam expander 30 is provided for expanding the laser beam reflected thereto by the second mirror 26 to a parallel beam flux with a constant magnification. With the beam expander 30, the laser beam can be focused on a smaller spot.
- FIG. 4 schematically illustrates the first hollow motor 17 that the first wedge prisms 321 and 322 are disposed in the inside thereof.
- the first hollow motor 17 has a rotational axis R in the center thereof.
- the rotational axis R herein extends in the Z-coordinate axis direction.
- the center part of the first hollow motor 17, including the rotational axis R, is structured to be hollow.
- the pair of first wedge prisms 321 and 322 is fixed to the hollow part.
- the shapes and the specific gravities of the first wedge prisms 321 and 322 are the same, but the refractive indices thereof are only different from each other.
- Each first wedge prism 321, 322 has a slant surface 321a, 322a and a vertical surface 321b, 322b.
- the slant surface 321a, 322a slants with respect to the rotational axis R, whereas the vertical surface 321b, 322b is vertical to the rotational axis R.
- the pair of first wedge prisms 321 and 322 is disposed such that the vertical surfaces 321b and 322b thereof are opposed adjacently to and in parallel to each other while the slant surfaces 321a and 322a thereof are in parallel to each other.
- the center of gravity of the entire two first wedge prisms 321 and 322 is configured to be positioned on the rotational axis R. Therefore, the amount of dynamic imbalance can be reduced to a great extent even when the first wedge prisms 321 and 322 are rotated at a high speed.
- angles of deviation of the wedge prisms are expressed as follows.
- angle of deviation ⁇ of the entire wedge prisms is expressed as follows.
- n1 is not equal to n2 (i.e., n1 ⁇ n2)
- the total angle of deviation is not "0" and is proportional to a difference between the refractive indices of the two wedge prisms.
- the laser beam is herein configured to be deflected when passing through the first wedge prisms 321 and 322 by setting the refractive indices of the two first wedge prisms 321 and 322 to be different from each other.
- a laser beam deflection unit with a good rotational balance can be structured with the first wedge prisms 321 and 322 as described above.
- the angle of deviation (°) is "0.169" with respect to an apex angle of 1°.
- the angle of deviation (°) is "0.232" with respect to an apex angle of 1°.
- the angle of deviation (°) is "0.170" with respect to an apex angle of 1°.
- the rotation radius r is herein determined based on the angle of deviation ⁇ and the focal length (f) of the collective lens to be described.
- FIG. 6 schematically illustrates the second hollow motor 18 that a pair of second wedge prisms 341 and 342 is disposed in the inside thereof.
- the second hollow motor 18 has a rotational axis in the center thereof.
- the rotational axis extends in the Z-coordinate axis direction. This rotational axis is the same as the rotational axis R, and thus, the second hollow motor 18 is coaxial to the first hollow motor 17.
- the second hollow motor 18 has a hollow part in the center part thereof including the rotational axis R.
- the pair of second wedge prisms 341 and 342 is attached to the hollow part.
- the second wedge prisms 341 and 342 are attached such that one wedge prism 341 is rotatable about the rotational axis R relatively to the other wedge prism 342. In other words, the angle of deviation of the pair of second wedge prisms 341 and 342 is adjustable.
- the pair of second wedge prisms 341 and 342 has the same shape and the same material (i.e., the same specific gravity), and further, has the same refractive index. Moreover, each second wedge prism 341, 342 has a slant surface 341a, 342a and a vertical surface 341b, 342b. The slant surface 341a, 342a slants with respect to the rotational axis, whereas the vertical surface 341b, 342b is vertical to the rotational axis.
- the second wedge prisms 341 and 342 are disposed while the second wedge prism 342 is rotated from the state that the angle of deviation is "0" (i.e., the slant surfaces of the both second wedge prisms 341 and 342 are in parallel to each other). Therefore, the slant surfaces 341a and 342a of the two second wedge prisms 341 and 342 are not in parallel to each other.
- the pair of second wedge prisms 341 and 342 has a predetermined angle of deviation. The angle of deviation is greater than that of the pair of first wedge prisms 321 and 322.
- one of the second wedge prisms 341 and 342 is rotated with respect to the other, and therefore, the rotational balance of the pair of second wedge prisms 341 and 342 is not better than that of the pair of first wedge prisms 321 and 322.
- the second wedge prisms 341 and 342 serve as a unit for scanning the laser beam. Therefore, the rotation speed thereof is set to be low. Thus, in processing the substrate, dynamic imbalance does not exert an adverse effect on the processing quality.
- a collective lens 35 is fixed to the output side of the pair of second wedge prisms 341 and 342. It should be noted that as a stand-alone element, the collective lens 35 may be disposed separately from the second hollow motor 18.
- the aforementioned laser beam irradiation head 3 is supported by the portal frame 1a of the bed 1.
- a pair of third guide rails 36 is mounted to the top surface of the portal frame 1a, while extending in the X-coordinate axis direction.
- the pair of third guide rails 36 and a drive mechanism compose the X-coordinate axis directional moving mechanism 21.
- a support member 37 is supported by the pair of third guide rails 36, while being movable in the X-coordinate axis direction.
- the support member 37 includes a transverse support member 38 and a vertical support member 39.
- the transverse support member 38 is supported by the third guide rails 36, whereas the vertical support member 39 downwardly extends from one end (i.e., the work-table-2 side end) of the transverse support member 38.
- a pair of fourth guide rails 40 is mounted to a lateral surface of the vertical support member 39, while extending in the Z-coordinate axis direction.
- the pair of fourth guide rails 40 and a drive mechanism compose the Z-coordinate axis directional moving mechanism 22.
- a third moving table 41 is supported by the fourth guide rails 40, while being movable in the Z-coordinate axis direction.
- transverse support member 38 supports the laser beam output section 15, the first to fourth mirrors 25 to 28, the power monitor 29 and the beam expander 30.
- a motor support member 42 is fixed to the third moving table 41, while supporting the first and second hollow motors 17 and 18.
- the plural blocks 6 are installed on the surface of the work table 2. As illustrated in FIG 2, the plural blocks 6 are herein disposed without overlapping with the processing line L of the substrate W. The substrate W to be processed is then put on the plural blocks 6 set as described above.
- the X-coordinate axis directional moving mechanism 21 moves the laser beam irradiation head 3 to an appropriate position in the X-coordinate axis direction
- the table moving mechanism 5 moves the work table 2 to an appropriate position in the Y-coordinate axis direction. Accordingly, the focal spot of a laser beam to be irradiated by the laser beam irradiation head 3 is appropriately located in a starting position of the processing line L.
- the laser beam irradiation head 3 and the substrate W are moved to their respective positions for processing. Then, a laser beam is irradiated onto the substrate W for processing the substrate W.
- the laser beam is herein irradiated by the laser beam output section 15.
- the irradiated laser beam is reflected by the first mirror 25, and is accordingly directed to the second mirror 26.
- the power monitor 29 measures the laser power of the laser beam incident upon the first mirror 25.
- the laser beam incident upon the second mirror 26 is reflected in the Y-coordinate axis direction, and is directed to the third mirror 27 while being expanded into a laser beam flux by the beam expander 30. Then, the laser beam incident upon the third mirror 27 is reflected toward the fourth mirror 28. Further, the laser beam incident upon the fourth mirror 28 is downwardly reflected and inputted into the pair of first wedge prisms 321 and 322 disposed in the center part of the first hollow motor 17.
- the laser beam inputted into the pair of first wedge prisms 321 and 322 is deflected and outputted because the refractive indices thereof are different from each other. Further, the first wedge prisms 321 and 322 are rotated at a high speed of, for instance, 15000 rpm or greater. Therefore, the laser beam, penetrating the first wedge prisms 321 and 322, is being rotated at a high speed with a small rotation radius (e.g., a diameter of 0.4 mm to 0.8 mm).
- a small rotation radius e.g., a diameter of 0.4 mm to 0.8 mm.
- One of the second wedge prisms 341 and 342 is rotated with respect to the other thereof.
- the second wedge prisms 341 and 342 have an angle of deviation greater than that of the first wedge prisms 321 and 322. Therefore, the laser beam, rotated at a high speed, is circulated and scanned with a relatively large circulation radius (e.g., an outer diameter of 5.0 mm) by rotating the second wedge prisms 341 and 342.
- a relatively large circulation radius e.g., an outer diameter of 5.0 mm
- the second wedge prisms 341 and 342 are rotated at a low rotation speed of, for instance, roughly 400 rpm to 800 rpm.
- FIG 7 illustrates a trajectory of the aforementioned laser beam on the substrate.
- a processing error, an attachment error and so forth of the first wedge prisms 321 and 322 herein cause an error in the diameter of a circle to be drawn by the laser beam deflected and rotated by the pair of first wedge prisms 321 and 322. Further, the error in the circle diameter causes an error in the diameter of a hole to be finally processed.
- it is only required to adjust the angle of deviation by rotating one of the second wedge prisms 341 and 342 with respect to the other thereof.
- the scanning trajectory of the laser beam passing through the second wedge prisms 341 and 342 is accordingly adjusted. As a result, a hole with a desired diameter can be processed with high accuracy.
- a substrate having a plate thickness of 1 mm or greater and made of carbon, ceramic or silicon
- the absorption rate of the laser beam with respect to the substrate will be greater than or equal to 50%. Therefore, when being irradiated from the front surface side of substrate, the laser beam does not reach the rear surface of the substrate and thus cannot bore the substrate. Therefore, in performing boring for a substrate, it is generally difficult to bore a hole in the substrate, i.e., to cut and drop a portion enclosed inside the processing line, even by scanning only once the focal spot of the laser beam along the processing line.
- the Z-coordinate axis directional position of the second hollow motor 18 including the collective lens 35 is firstly controlled by the Z-coordinate axis directional moving mechanism 22 such that the beam focal spot (i.e., a processing target portion) is formed on the front surface of the substrate, in other words, on the laser beam irradiated side (see FIG 8A).
- the beam focal spot is circulated several times along the processing line.
- the beam focal spot is lowered by controlling the Z-coordinate axis directional position of the second hollow motor 18 as illustrated in FIG 8B.
- the focal spot is again circulated several times along the processing line.
- the beam focal spot is further lowered. With repetition of the aforementioned operation, a hole can be bored in the substrate by cutting and dropping the portion enclosed inside the processing line.
- the substrate can be similarly bored by consecutively lowering the focal spot at an appropriate speed in the Z-coordinate axis direction and by thus helically processing the substrate.
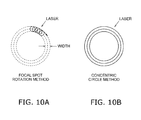
- FIG 9 shows an experimental example of processing a substrate by means of laser beam irradiation with a focal spot rotation method and another experimental example of processing a substrate by means of laser beam irradiation with a concentric circle method.
- FIG 9A relates to the processing with the focal spot rotation method.
- the focal spot rotation method is a laser beam irradiation method employed in the present invention.
- FIG. 9B relates to the processing with the concentric circle method.
- the concentric circle method is a processing method of scanning a laser beam along a processing line (a circular trajectory in FIG 10) without rotating the laser beam.
- the focal spot rotation method can be employed where a width indicated in FIG 10A is set to be 200 ⁇ m or greater.
- the wavelength of the laser beam is 532 nm, while the substrate is made of carbon and has a thickness of 1 mm. Further, the experimental examples (a) and (b) were conducted under the same conditions regarding the laser beam output power and the laser beam scanning time per circulation.
- the substrate when the focal spot rotation method is employed, the substrate can be processed with a larger processing depth at a smaller number of times of scanning. In other words, when the focal spot rotation method is employed, boring can be executed in a shorter time. As a reason of the above, it can be considered that in employing the focal spot rotation method, the laser beam is repeatedly irradiated onto the same position, i.e., the outer peripheral edge part of a processing target portion, and thereby, the part is more deeply processed.
- a substrate that has a relatively large thickness (of 1 mm or greater) and a laser beam absorption rate of 50% or greater in a shorter time.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013112765A JP2014231071A (ja) | 2013-05-29 | 2013-05-29 | レーザ光による基板切断装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2808120A2 true EP2808120A2 (de) | 2014-12-03 |
| EP2808120A3 EP2808120A3 (de) | 2015-11-18 |
Family
ID=50624503
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14166831.9A Withdrawn EP2808120A3 (de) | 2013-05-29 | 2014-05-02 | Substratschneidevorrichtung mit Laserstrahl |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20140353296A1 (de) |
| EP (1) | EP2808120A3 (de) |
| JP (1) | JP2014231071A (de) |
| KR (1) | KR20140141439A (de) |
| CN (1) | CN104209655A (de) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9852997B2 (en) * | 2016-03-25 | 2017-12-26 | Applied Materials, Inc. | Hybrid wafer dicing approach using a rotating beam laser scribing process and plasma etch process |
| JP6814459B2 (ja) * | 2016-07-28 | 2021-01-20 | 三星ダイヤモンド工業株式会社 | レーザ加工方法 |
| JP6920762B2 (ja) * | 2016-07-29 | 2021-08-18 | 三星ダイヤモンド工業株式会社 | 脆性材料基板のレーザー加工装置 |
| JP6813168B2 (ja) * | 2016-07-29 | 2021-01-13 | 三星ダイヤモンド工業株式会社 | 脆性材料基板のレーザー加工方法およびレーザー加工装置 |
| CN107389975A (zh) * | 2017-09-20 | 2017-11-24 | 水利部水文仪器及岩土工程仪器质量监督检验测试中心 | 一种用于河流流速及流向监测的装置 |
| JPWO2019065533A1 (ja) * | 2017-09-27 | 2020-11-05 | 三星ダイヤモンド工業株式会社 | ガラス基板の切断装置、切断方法、プログラム、及び記憶媒体 |
| JP7203306B2 (ja) * | 2018-02-16 | 2023-01-13 | パナソニックIpマネジメント株式会社 | レーザ溶接装置及びレーザ溶接方法 |
| JP6740267B2 (ja) * | 2018-02-19 | 2020-08-12 | ファナック株式会社 | レーザ加工装置 |
| CN109434275A (zh) * | 2018-09-27 | 2019-03-08 | 广东工业大学 | 一种透明材料表面激光加工辅助对焦方法 |
| EP3708289A1 (de) * | 2019-03-11 | 2020-09-16 | FRONIUS INTERNATIONAL GmbH | Strahlformungs- und ablenkoptik für eine laserbearbeitungsvorrichtung und verfahren zur bearbeitung eines werkstücks mit hilfe eines laserstrahls |
| KR102245462B1 (ko) * | 2019-12-27 | 2021-04-28 | 주식회사 에스에프에이 | 레이저 커팅 장치 |
| CN111618444B (zh) * | 2020-05-12 | 2021-03-19 | 济南森峰科技有限公司 | 一种具有转镜的激光加工设备 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007118054A (ja) | 2005-10-28 | 2007-05-17 | Aisin Seiki Co Ltd | レーザ加工方法及びレーザ加工装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02160190A (ja) * | 1988-12-13 | 1990-06-20 | Amada Co Ltd | レーザ加工機におけるピアス加工方法およびその装置 |
| US6407360B1 (en) * | 1998-08-26 | 2002-06-18 | Samsung Electronics, Co., Ltd. | Laser cutting apparatus and method |
| US6777645B2 (en) * | 2001-03-29 | 2004-08-17 | Gsi Lumonics Corporation | High-speed, precision, laser-based method and system for processing material of one or more targets within a field |
| US6804269B2 (en) * | 2001-06-19 | 2004-10-12 | Hitachi Via Mechanics, Ltd. | Laser beam delivery system with trepanning module |
| JP4873863B2 (ja) * | 2005-01-14 | 2012-02-08 | 日東電工株式会社 | レーザー加工品の製造方法及びレーザー加工用粘着シート |
| TWI395630B (zh) * | 2009-06-30 | 2013-05-11 | Mitsuboshi Diamond Ind Co Ltd | 使用雷射光之玻璃基板加工裝置 |
| JP2011067840A (ja) * | 2009-09-25 | 2011-04-07 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| CN102049611B (zh) * | 2009-10-30 | 2013-11-06 | 技鼎股份有限公司 | 应用于脆性材料的镭射加工装置及镭射加工和位移补偿的方法 |
| US8450638B2 (en) * | 2010-01-28 | 2013-05-28 | Seishin Trading Co., Ltd. | Laser scribing method and apparatus |
| DE102010049460A1 (de) * | 2010-09-13 | 2012-03-15 | Laser- Und Medizin-Technologie Gmbh, Berlin | Trepanieroptik |
| CN202097498U (zh) * | 2011-03-23 | 2012-01-04 | 江苏亚威机床股份有限公司 | 激光光束切割穿孔装置 |
| JP5409711B2 (ja) * | 2011-06-29 | 2014-02-05 | 三星ダイヤモンド工業株式会社 | レーザ光によるワーク加工装置 |
| JP5922906B2 (ja) * | 2011-10-18 | 2016-05-24 | 三星ダイヤモンド工業株式会社 | レーザビームによるガラス基板加工装置 |
-
2013
- 2013-05-29 JP JP2013112765A patent/JP2014231071A/ja active Pending
-
2014
- 2014-04-22 US US14/258,856 patent/US20140353296A1/en not_active Abandoned
- 2014-04-29 KR KR20140051520A patent/KR20140141439A/ko not_active Application Discontinuation
- 2014-05-02 EP EP14166831.9A patent/EP2808120A3/de not_active Withdrawn
- 2014-05-14 CN CN201410202072.4A patent/CN104209655A/zh active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007118054A (ja) | 2005-10-28 | 2007-05-17 | Aisin Seiki Co Ltd | レーザ加工方法及びレーザ加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014231071A (ja) | 2014-12-11 |
| EP2808120A3 (de) | 2015-11-18 |
| US20140353296A1 (en) | 2014-12-04 |
| CN104209655A (zh) | 2014-12-17 |
| KR20140141439A (ko) | 2014-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2808120A2 (de) | Substratschneidevorrichtung mit Laserstrahl | |
| US8448471B2 (en) | Glass substrate processing device using laser beam | |
| JP4490883B2 (ja) | レーザ加工装置およびレーザ加工方法 | |
| JP5391159B2 (ja) | レーザ光によるガラス基板加工装置 | |
| KR101362738B1 (ko) | 레이저광에 의한 워크 가공 장치 | |
| CN103212865B (zh) | 脆性材料基板的激光加工方法以及激光加工装置 | |
| JP2016516584A (ja) | テーパ制御のためのビーム角度とワークピース移動の連係方法 | |
| CN102773605A (zh) | 一种旋转光束模块组激光运动轨迹控制系统 | |
| BR102016001021A2 (pt) | método e sistema para usinar a laser uma peça de trabalho | |
| JP2020104167A (ja) | レーザー加工装置およびビームローテータユニット | |
| KR102375235B1 (ko) | 레이저 가공 시스템 및 방법 | |
| KR101186245B1 (ko) | 레이저 가공 시스템 및 이를 이용한 레이저 가공 방법 | |
| JP4607537B2 (ja) | レーザ加工方法 | |
| EP2633940A1 (de) | Laserbearbeitungsvorrichtung | |
| JP6030747B2 (ja) | レーザビームによるガラス基板加工装置 | |
| JP2020082139A (ja) | レーザー加工装置および被加工物の加工方法 | |
| JP2021142546A (ja) | 光学ユニット、レーザー加工装置及びレーザー加工方法 | |
| JP2009269084A (ja) | レーザー加工装置のビーム偏芯光学系 | |
| JP4376221B2 (ja) | スキャン光学ユニット及びその制御方法並びにレーザ加工装置 | |
| JP6430816B2 (ja) | レーザ加工装置の設定装置、これを備えるレーザ加工装置、および、レーザ加工装置の設定プログラム | |
| WO2020245957A1 (ja) | レーザ加工方法及びレーザ加工装置 | |
| KR102623097B1 (ko) | 레이저 드릴링 장치 | |
| KR20210009720A (ko) | 레이저 드릴링 장치 | |
| KR20210022019A (ko) | 레이저 드릴링 장치 | |
| CN116174891A (zh) | 可控锥度的激光微加工系统及方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140502 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B23K 26/38 20140101AFI20151015BHEP Ipc: B23K 26/40 20140101ALI20151015BHEP Ipc: B23K 26/08 20140101ALI20151015BHEP |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20160428 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20170530 |