EP2656919B1 - Sieb für Abfalltrennvorrichtung - Google Patents
Sieb für Abfalltrennvorrichtung Download PDFInfo
- Publication number
- EP2656919B1 EP2656919B1 EP13165572.2A EP13165572A EP2656919B1 EP 2656919 B1 EP2656919 B1 EP 2656919B1 EP 13165572 A EP13165572 A EP 13165572A EP 2656919 B1 EP2656919 B1 EP 2656919B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- screen
- screen plate
- holes
- plate
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/02—Disintegrating by mills having rotary beater elements ; Hammer mills with horizontal rotor shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/26—Details
- B02C13/282—Shape or inner surface of mill-housings
- B02C13/284—Built-in screens
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Combined Means For Separation Of Solids (AREA)
Description
- Die vorliegende Erfindung bezieht sich auf einen Sieb gemäss Oberbegriff des Anspruchs 1.
- Bei der Entsorgung von Abfällen werden zunehmend schärfere Bestimmungen über die Behandlung verschiedener Sorten von Abfällen erlassen. Ein Ziel ist die Abfallreduktion durch eine möglichst vollständige biologische Zersetzung des organischen Anteils. Eine Voraussetzung hierfür ist eine wirksame Trennung von Abfallgemischen in einen organischen Anteil (Biomasse) und einen Störstoffanteil. Allgemein gelten als Störstoffe alle diejenigen Komponenten, die bei der Behandlung der organischen Komponenten, wie Kompostierung oder andere biologische Verfahren, stören bzw. das daraus entstehende Produkt entwerten. Werden die Störstoffe hinreichend wirksam abgeschieden, kann der organische Anteil einem effektiven Zersetzungsprozess (Vergärung, Kompostierung) unterworfen werden. Aber auch der Störstoffanteil kann besser weiterverarbeitet werden, z.B. durch eine weitere Auftrennung in Metall und Nichtmetall. Im Endeffekt wird dadurch auch eine Verminderung der Menge erzielt, die beispielsweise in einer Deponie als inerte Fraktion endgelagert werden kann.
- Eine geeignete Abfalltrennvorrichtung in Form einer Hammermühle ist aus der Patentanmeldung
EP-A-1 350 569 des Anmelders bekannt. Sie weist eine Welle mit daran beweglich befestigten Schlegeln in einem zylindrischen Stahlgehäuse auf. Durch eine schnelle Rotation der Welle zertrümmern und zerkleinern die Schlegel das der Maschine zugeführte Rohmaterial und fördern es gleichzeitig axial vorwärts. Ein in der Wand des Gehäuses angebrachtes Sieb mit trennt die hinreichend zerkleinerten Stoffe ab, so dass nur noch Material, das nicht zerkleinert wird, am ausgangsseitigen Ende des Gehäuses anlangt. Solches Material ist z.B. zu zäh, um zerkleinert zu werden. Typischerweise handelt es sich um Kunststoffteile oder Folien. - Die jüngsten Vorschriften zur Herstellung kompostierbaren Materials stellen verschärfte Anforderungen an Störstoffe, wie eben Kunststoffe, im zerkleinerten, für die Kompostierung geeigneten Material. Namentlich darf ihr Anteil höchsten 0,1 % betragen. Eine nahezu unumgängliche Massnahme, diese Forderungen zu erfüllen, stellt die Verwendung feinerer Siebe dar, d.h. von Sieben mit Poren kleineren Durchmessers. Damit insgesamt aber nicht der Durchsatz sinkt, besteht eine übliche Massnahme darin, die Anzahl der Poren oder Löcher entsprechend zu erhöhen. Als Faustregel kann gelten, dass die gesamte Fläche der Löcher konstant gehalten oder sogar vergrössert werden muss, um den Durchsatz nicht zu reduzieren. Die höhere Löcherzahl verlangt jedoch mehr Herstellungszeit. Ausserdem darf die Stabilität des Siebs nicht verringert werden, also seine Materialdicke nicht verkleinert werden. Denkbar ist die Verwendung hochfesten Materials, z.B. von verschleissfestem Stahl. Damit einher geht jedoch eine abnehmende Eignung, den Sieb in die benötigte gekrümmte Form zu bringen. Beide Effekte erhöhen die Kosten oder machen sogar ein Sieb, das die Forderungen erfüllen könnte, wirtschaftlich uninteressant. Bei wegen geringerer Verschleissfestigkeit dickerem Material führt der verringerte Lochdurchmesser zu einem erhöhten Durchgangswiderstand, wodurch der Durchsatz sinkt. Aus diesem Grund wird auch generell die Regel angewendet, dass der Lochdurchmesser mindestens so gross sein muss, wie das Blech, das durchbohrt werden soll, dick ist.
- Eine Aufgabe der vorliegenden Erfindung besteht darin, ein Sieb anzugeben, das den Störstoffanteil verringert, und eine Verringerung des Durchsatzes und der Standzeit zu vermeiden. Bevorzugt ist ein solches Sieb auch wirtschaftlicher herstellbar.
- Ein derartiges Sieb ist im Anspruch 1 angegeben. Die weiteren Ansprüche geben bevorzugte Ausführungsformen an.
- Die Erfindung soll an einem Ausführungsbeispiel mit Bezugnahme auf die Figuren erläutert werden. Es zeigen:
- Fig. 1
- Längsschnitt durch eine schematische Darstellung einer Hammermühle mit einem erfindungsgemässen Sieb;
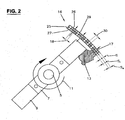
- Fig. 2
- schematisierte vergrösserte Darstellung der Wechselwirkung zwischen Schlegel und Sieb;
- Fig. 3
- getrennte Darstellung der Komponennten eines Siebs; und
- Fig. 4
- Ausschnitt eines zusammengefügten Siebes.
- Eine Hammermühle 1 (
Fig. 1 ) weist im wesentlichen ein kreiszylinderförmiges Gehäuse 3 auf, in dem zentral eine Welle 5 gelagert ist. Antrieb und Lagerung der Welle 5 sind nicht dargestellt und können entsprechend dem Stand der Technik ausgeführt sein. Die Hammermühle 1 kann insgesamt der Konstruktion derEP-A-1350569 entsprechen, die hiermit in die Beschreibung eingeschlossen wird. - An der Welle 5 sind in Lagerböcken 7 die Schlegel 9 drehbeweglich gehalten. Bei Drehung der Welle 5 (Pfeil 11) werden die Schlegel 9 durch die Zentrifugalkraft in eine näherungsweise radiale Ausrichtung gedrängt, wodurch sie die Rohmaterialstücke 13 an die Mantelfläche 15 mit Sieb 16 des Gehäuses 3 andrücken und über diese hinwegschieben (s.
Figur 2 ). Die auf die Stücke 13 wirkenden, Zentrifugalkräfte sind durch die Pfeile 17 symbolisiert. Die durch Zerkleinern des Rohmaterials durch die Schlegel 9 entstandenen Partikel von einer Grösse kleiner als der Lochdurchmesser 18 passieren das Sieb 16. - Das Gehäuse 3 ist im Wesentlichen ein Kreiszylinder und umfasst prinzipiell eine kreiszylindrische Wand oder Mantelfläche 15 und zwei Abschlussplatten 19, 21. An geeigneter Stelle, zum Beispiel nah der Abschlussplatte 19, befindet sich eine Vorkehrung wie zum Beispiel ein Zufuhrtrichter (nicht dargestellt) für das Zuführen von Rohmaterial. Entsprechend befindet sich bei oder innerhalb der zweiten Abschlussplatte 21 eine Vorkehrung wie eine Ausgabeöffnung für Bestandteile des Rohmaterials, die in der Hammermühle 1 nicht genügend zerkleinert werden konnten, insbesondere also auch die Störstoffe. Es sind weitere Vorkehrungen getroffen, wie zum Beispiel eine Schrägstellung des Gehäuses 3 oder eine Schrägstellung der Schlegel 9, so dass sich das Rohmaterial in der Hammermühle 1 von der Platte 19 zur Platte 21 bewegt.
- Die Zylinderwand 15 besteht zu einem grossen Teil oder auch insgesamt aus dem Sieb 16, das sich aus einem Innenmantel 25 und einem Aussenmantel 26 zusammensetzt. Innenmantel 25 weist Innenmantelbohrungen 27 auf, die fluchtend mit entsprechenden Aussenmantelbohrungen 29 angeordnet sind. Innenmantel 25 und Aussenmantel 26 weisen auch eine übereinstimmende Lochteilung auf. Die Innenmantelbohrungen sind bestimmend für die Trennwirkung und sind daher mit dem Sieblochdurchmesser 18 ausgeführt. Der hauptsächlich vom Verschleiss betroffene Innenmantel 25 ist aus einem verschleissfesten Stahl gefertigt, der sich durch eine hohe Festigkeit auszeichnet. Dieser Stahl zeichnet sich beispielsweise durch folgenden Festigkeitsparameter aus: Der Rm-Wert beträgt mindestens 600 und bevorzugt mindestens 1000. (Rm: Dehnfestigkeit in Newton pro Quadatratmillimeter [N/mm2] nach ISO-Norm).
- Für den Aussenmantel 26 genügt dagegen ein Stahl mittlerer Festigkeit, zum Beispiel mit einem Rm-Wert von mindestens 340 N/mm2 der jedoch mindestens 400 N/mm2 kleiner als der Rm des Innenmantels 25 ist. Bevorzugt sind Rm-Werte von 340 N/mm2 bis 590 N/mm2 und insbesondere bevorzugt von 490 N/mm2 bis 590 N/mm2.
- Die Dicken von Innenmantel 25 und Aussenmantel 26 sind annähernd identisch, zum Beispiel mit einer Abweichung von höchstens 50 % des jeweils dickeren Teils. Bevorzugt weisen sie jedoch nominell die gleiche Dicke auf. Aussenmantel 26 und Innenmantel 25 sind durch eine der gängigen Verbindungsarten wie Schweissen zusammengefügt. Dadurch ergibt sich die benötigte Festigkeit und Formbeständigkeit, um als Sieb Verwendung zu finden.
- Siebe konventioneller, einschichtiger Bauart müssen eine Stärke von etwa zweimal S (S: Dicke von Innenmantel [Si] bzw. Aussenmantel [Sa]) aufweisen, um die benötigte Festigkeit und Formbeständigkeit zu erreichen. Um die Bearbeitbarkeit und Verformbarkeit von so starkem Material wie für die vorliegende Anwendung benötigt sicherzustellen, können bei konventioneller, einschichtiger Bauweise nur Stähle mit relativ niedrigen Festigkeitswerten verwendet werden. Im praktischen Einsatz resultieren daraus kurze Standzeiten. Ausserdem ist das Herstellen der Siebbohrungen in starkwandigem Material erschwert und benötigt mehr Zeit.
- Die heutzutage bevorzugte Art, derartige Bohrungen herzustellen, ist Laserbohren. Bevorzugt sind dabei zylindrische Löcher. In starkwandigem Material sind die erforderlichen kleinen Bohrungen jedoch relativ zu ihrem Durchmesser lang und hemmen damit den Materialfluss. In der vorliegenden Anwendung besteht darüber hinaus ein hohes Verstopfungsrisiko. Konisches Ausweiten von aussen, um diese Effekte zu unterdrücken, ist bei der grossen Anzahl nötigen Bohrungen nicht realistisch.
- Bei dem Sieb gemäss vorliegender Erfindung werden die Löcher dagegen separat in Aussenmantel 26 und Innenmantel 25 hergestellt. Zum einen werden die Löcher daher in relativ dünnes Material (Dicke Si bzw. Sa) gebohrt, was mit geringerem Zeitaufwand möglich ist. Im Innenmantel 25 können die Bohrungen 27 ohne weiteres mit dem kleineren Durchmesser 18 als derjenige 30 der Bohrungen 29 im Aussenmantel 26 hergestellt werden (Siehe
Fig. 3 ). Aufgrund der Tatsache, dass die Innenmantellöcher 27 nur eine geringe Länge aufweisen, in der bevorzugten Ausführung die Hälfte der Gesamtmaterialdicke Si + Sa = 2S, ist der Widerstand für durchtretendes Material verringert und die Verstopfungsgefahr ebenfalls reduziert. Wegen der geringeren Dicke des Materials des Innenmantels 25 ist dieser auch trotz der hohen Festigkeit seines Materials in die benötigte Form, hier Kreiszylinder oder Teil eines Kreiszylindermantels, biegbar, weist aber immer noch eine hohe Standzeit auf. - Ausserdem wird trotz der kleineren Lochdurchmesser die eingangs genannte Regel eingehalten, dass der Lochdurchmesser die Blechdicke nicht unterschreiten darf. Damit sind Durchmesser der Löcher 27 im Innenmantel 25 möglich, die beispielsweise nur höchstens 80 % der Gesamtmaterialdicke Si + Sa oder auch höchstens 60 % davon betragen oder insbesondere auch etwa gleich der Dicke nur des Innenmantels 25 sind, wobei zur Verbesserung der Trennwirkung kleinere Lochdurchmesser bevorzugt sind.
- Die Bohrungen 27, 29 werden bevorzugt durch Laserbohren hergestellt. Andere Arten wie mechanisches Bohren oder Stanzen sind auch denkbar, benötigen aber mehr Zeit und sind kosteninteniver.
- Das Material für den Aussenmantel 26 ist ein Stahl einer Qualität, die gut verarbeitet werden kann und biegbar ist. Für den Innenmantel 25 wird ein Stahl mit einem hohen Verschleisswiderstand eingesetzt, der deswegen nur als dünnwandiges Material verformbar und verarbeitbar ist. Nach Zusammenfügen des Aussenmantels 26 mit dem Innenmantel 25, wobei die Löcher fluchtend aufeinander angeordnet werden, was bedingt, dass die Locheinteilungen von Aussenmantel 26 und Innenmantel 25 übereinstimmen, ergibt sich ein Sieb 16 von der benötigten Verschleissfestigkeit und Formbeständigkeit. Bevorzugt erfolgt die Verbindung der Mäntel durch Schweissverbindungen.
- Geschweisst wird dabei punktweise am Rand des Siebs und insbesondere durchgehend an den Stirnseiten, die an den Anschlussplatten anliegen. Stellt das Sieb den ganzen Zylindermantel 15 dar, wird es entsprechend am Stoss der axial aneianderstossenden, axial verlaufenden Kanten ebenfalls geschweisst.
- Das Sieb weist ein Verhältnis von Lochfläche zu Gesamtfläche von mindestens 30 % auf. Eine andere Masszahl ist, dass der Abstand zwischen zwei Löchern mindestens 60 % des Durchmessers 18 eines Lochs beträgt.
- Aufgrund der vorangehenden Beschreibung sind dem Fachmann Abwandlungen und Ergänzungen zugänglich, ohne den Schutzbereich der Erfindung zu verlassen, der durch die Ansprüche festgelegt wird. Insbesondere denkbar sind:
- Verwendung von drei oder mehr Mänteln, die zu einem Sieb zusammengefügt sind.
- Die Bohrungen im Innenmantel 27 weisen einen Durchmesser von höchstens 10 mm auf, bevorzugt von höchstens 6 mm. Denkbar sind auch kleinere Durchmesser je nach Material, das bearbeitet wird, und je nach den Anforderungen an den maximalen Gehalt an Störstoffen.
- Innen- und Aussenmantel sind sind durch andere Verbindungsarten wie bspw. Schrauben, Nieten oder Kleben verbunden, gegebenfalls auch durch Kombinationen dieser Verbindungsarten untereinander und mit Schweissen.
- Das Sieb weist für andere Einsatzarten, z.B. als Rüttelsieb, generell eine andere Form auf, z.B. flach. Im flachen Zustand ist zwar der Vorteil, mit verringertem Aufwand ein Sieb von gebogener Form herzustellen, ohne Bedeutung, jedoch bleibt der Vorteil, mit geringerem Aufwand ein Sieb von erhöhter Trennwirkung und Verschleissfestigkeit und geringerer Verstopfungsgefahr herstellen zu können.
- Die Löcher, insbesondere die des Innenmantels, können verschiedene Durchmesser aufweisen, z.B. in axialer Richtung abnehmend, z.B. um die Trennwirkung an die in Wanderungsrichtung des Rohmaterials generell abnehmende Teilchengrösse anzupassen, oder gleichmässig verteilt zur generellen Modifikation der Trennwirkung.
- Der Anteil der gesamten Lochfläche kann anders gewählt werden, z. B. kleiner sein, wodurch die Stabilität des Siebs vergrössert wird, oder auch grösser für höheren Durchsatz, wenn die Anforderungen an die Stabilität geringer sind. Ein denkbarer Lochflächenanteil in diesem Sinne ist 25 % bis 50 %
Claims (12)
- Sieb (16) für eine Abfalltrennvorrichtung (1), insbesondere eine Hammermühle, dadurch gekennzeichnet, dass es mindestens ein inneres Siebblech (25) aus einem Metall höherer Festigkeit und ein äusseres Siebblech (26) geringerer Festigkeit umfasst, die übereinstimmende Lochteilung aufweisen und zu einem Metallverbund zusammengefügt sind, um das Sieb mit kleineren Löchern (27) versehen zu können.
- Sieb (16) gemäss Anspruch 1, dadurch gekennzeichnet, dass das innere Siebblech (25) Löcher (27) mit einem Durchmesser (18) aufweist, der bezogen auf den Durchmesser (30) des jeweils fluchtenden Lochs (29) im äusseren Siebblech (26) mindestens 5 %, bevorzugt 5 bis 15 % kleiner ist als dieser Durchmesser, um den Durchtrittswiderstand der Löcher zu verringern.
- Sieb (16) gemäss einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass das innere Siebblech (25) aus einem hochverschleissfesten Stahl besteht.
- Sieb (16) gemäss einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass das äussere Siebblech (29) aus einem Stahl mittlerer Festigkeit besteht.
- Sieb (16) gemäss einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Durchmesser (18) der Löcher (27) im inneren Siebblech (25) höchstens 10 mm, bevorzugt höchstens 6 mm beträgt.
- Sieb (16) gemäss einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die gesamte Querschnittsfläche der Löcher (27) im inneren Siebblech (25) mindestens 30 %, bevorzugt mindestens 35 % der Gesamtoberfläche des inneren Siebblechs (25) beträgt.
- Sieb (16) gemäss einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die gesamte Querschnittsfläche der Löcher (27) im inneren Siebblech (25) 25 % bis 50 % der Gesamtoberfläche des inneren Siebblechs (25) beträgt.
- Sieb (16) gemäss einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass der Abstand zwischen den Löchern (27) des inneren Siebblechs (25) höchstens so gross ist wie die Dicke (S) des Metällverbunds des Siebs.
- Sieb (16) gemäss einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass inneres und äussere Siebblech (25, 26) durch eine unlösbare Verbindung miteinander verbunden sind, bevorzugt durch mindestens eines von Schweissen, Schrauben, Nieten und Kleben.
- Sieb (16) gemäss Anspruch 9, dadurch gekennzeichnet, dass die Verbindung flächendeckend, als regelmässig verteilte Punktverbindungen und/oder als am Rand vorgenommene Verbindung ausgeführt ist, wobei die letztere Verbindung streckenweise durchgehend und/oder punktförmig ausgestaltet ist.
- Sieb (16) gemäss einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass das Sieb gekrümmt ist, wobei das äussere Siebblech (26) radial weiter aussen als das innere Siebblech (25) angeordnet ist, und bevorzugt der mittlere Krümmungsradius höchstens 35 % des grössten Abstands zwischen zwei Rändern des Siebs beträgt.
- Sieb (16) gemäss einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass der Durchmesser der Löcher im inneren Siebblech (25) kleiner als die Dicke S des Metallverbunds, bevorzugt höchstens 80 % und weiter bevorzugt höchstens 60 % der Dicke des Metallverbunds und insbesondere bevorzugt im wesentlichen gleich der Dicke (Si) des inneren Siebblechs (25) ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH5872012A CH706451A2 (de) | 2012-04-27 | 2012-04-27 | Siebkorb aus Verbundmetall. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2656919A1 EP2656919A1 (de) | 2013-10-30 |
| EP2656919B1 true EP2656919B1 (de) | 2015-07-01 |
Family
ID=48444049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13165572.2A Active EP2656919B1 (de) | 2012-04-27 | 2013-04-26 | Sieb für Abfalltrennvorrichtung |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2656919B1 (de) |
| CH (1) | CH706451A2 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022171277A1 (de) | 2021-02-10 | 2022-08-18 | Ardey Goetz | Separator, insbesondere zur trennung von organischem abfall und zusatzstoffen |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1847193A (en) * | 1930-10-18 | 1932-03-01 | Louis D Peters | Adjustable mill screen |
| US3617007A (en) * | 1969-10-03 | 1971-11-02 | Joseph F Bonarrigo Jr | Grate bar assembly for a rock crusher |
| JP3947913B2 (ja) * | 2002-02-19 | 2007-07-25 | 株式会社サタケ | 穀物の衝撃式粉砕装置 |
| PT1350569E (pt) | 2002-04-03 | 2014-09-04 | Anton Berger | Dispositivo de separação de lixo |
-
2012
- 2012-04-27 CH CH5872012A patent/CH706451A2/de not_active Application Discontinuation
-
2013
- 2013-04-26 EP EP13165572.2A patent/EP2656919B1/de active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022171277A1 (de) | 2021-02-10 | 2022-08-18 | Ardey Goetz | Separator, insbesondere zur trennung von organischem abfall und zusatzstoffen |
Also Published As
| Publication number | Publication date |
|---|---|
| CH706451A2 (de) | 2013-10-31 |
| EP2656919A1 (de) | 2013-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2513853C2 (de) | Vorrichtung zum Zerkleinern und Sortieren von städtischem Abfall | |
| EP2155353B1 (de) | Pressschneckenseparator | |
| EP3626350A2 (de) | Rührwerkskugelmühle und verfahren zum betreiben einer rührwerkskugelmühle | |
| WO2009024158A1 (de) | Rührwerksmühle | |
| WO2004112973A2 (de) | Trommelsiebmaschine | |
| DE102010053484A1 (de) | Dynamisches Element für die Trenneinrichtung einer Rührwerkskugelmühle | |
| EP1909976B1 (de) | Siebvorrichtung | |
| EP2178643B1 (de) | Rührwerksmühle | |
| EP2646234B1 (de) | Vorrichtung und verfahren zum auftrennen von verbundwerkstoffen | |
| EP2065092A2 (de) | Vorrichtung und Verfahren zum Auflösen des Verbundes von im Verbund vorliegendem Aufgabegut | |
| EP2874749A2 (de) | Zerkleinerung von mahlgut in einer vertikalrollenmühle | |
| DE102011088102A1 (de) | Siebvorrichtung zum Sieben einer Faserstoffsuspension | |
| DE102011000018A1 (de) | Mehrwalzenbrecher | |
| EP2656919B1 (de) | Sieb für Abfalltrennvorrichtung | |
| DE102005039200B4 (de) | Zerkleinerungsvorrichtung mit mehreren, im Wesentlichen parallel verlaufenden, motorisch angetriebenen, rotierenden oder oszillierenden Wellen | |
| EP1826315B1 (de) | Rotor für einen Drucksortierer für Fasersuspensionen | |
| DE102017103844A1 (de) | Vorrichtung zur Aufbereitung von Materialien | |
| DE3342812A1 (de) | Vorrichtung und verfahren zur extrusion von zellulosehaltigen stoffen | |
| WO2017133720A1 (de) | Zerkleinerungsmaschine mit einer zuführrutsche und verfahren zum zuführen von material in eine zerkleinerungsmaschine | |
| DE102006006703A1 (de) | Verfahren zur Verarbeitung von faserhaltigem Material und Hammermühle dazu | |
| EP1059381B1 (de) | Rotor für eine Papierstoffaufbereitungsmaschine | |
| EP2602386A1 (de) | Bildschirmvorrichtung | |
| EP1448303B1 (de) | Rohrmühle sowie verfahren zum zerkleinern von stückigem mahlgut | |
| DE202021104919U1 (de) | Vorrichtung zum Trennen von flüssigem und festem Material voneinander | |
| EP2823702B1 (de) | Nachzerkleinerungsvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20140430 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140909 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150129 |
|
| INTG | Intention to grant announced |
Effective date: 20150210 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 733624 Country of ref document: AT Kind code of ref document: T Effective date: 20150715 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013000796 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: AMMANN PATENTANWAELTE AG BERN, CH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20150701 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151001 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151102 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151101 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013000796 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| 26N | No opposition filed |
Effective date: 20160404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160430 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502013000796 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160426 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20161230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161101 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20170426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150701 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AECN Free format text: DAS PATENT WURDE AUFGRUND DES WEITERBEHANDLUNGSANTRAGS VOM 03.01.2019 REAKTIVIERT. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: CH Effective date: 20190104 Ref country code: LI Effective date: 20190104 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 733624 Country of ref document: AT Kind code of ref document: T Effective date: 20180426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180426 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20230502 Year of fee payment: 11 |