EP2592007B1 - Auspackvorrichtung und Verfahren - Google Patents
Auspackvorrichtung und Verfahren Download PDFInfo
- Publication number
- EP2592007B1 EP2592007B1 EP12186800.4A EP12186800A EP2592007B1 EP 2592007 B1 EP2592007 B1 EP 2592007B1 EP 12186800 A EP12186800 A EP 12186800A EP 2592007 B1 EP2592007 B1 EP 2592007B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- packing material
- primary
- robot
- package
- control unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B69/00—Unpacking of articles or materials, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B69/00—Unpacking of articles or materials, not otherwise provided for
- B65B69/0033—Unpacking of articles or materials, not otherwise provided for by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B69/00—Unpacking of articles or materials, not otherwise provided for
- B65B69/0008—Opening and emptying bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2220/00—Specific aspects of the packaging operation
- B65B2220/16—Packaging contents into primary and secondary packaging
- B65B2220/18—Packaging contents into primary and secondary packaging the primary packaging being bags the subsequent secondary packaging being rigid containers, e.g. cardboard box
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/005—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for removing material by cutting
Definitions
- the present invention relates to an unpacking method for unpacking a package and taking out contents; and, more particularly, to a technology for restraining scraps of a packing material from being mixed in contents when a package is unpacked.
- a material put into a production line is usually received in a packed state.
- a packed material is manually unpacked by a worker and is put into a production line. Most of unpacking works are repeatedly performed and are automated in many cases.
- Unpacking devices for taking out contents by cutting a packing material with an edged tool are disclosed in Japanese Patent Application Publication Nos. 2002-002638 and 2002-249116 .
- contents old newspapers
- the unpacking device of JP2002-249116A contents (old newspapers) are cut simultaneously with cutting a packing material.
- the unpacking device of JP2002-249116A the upper wall of a box is cut out with a slanting cutter.
- JP 2005-047571A also discloses an unpacking device and method according to preamble of claim 1.
- the contents are relatively small ones such as vegetable or flour, it is sometimes the case that a part of the contents remains within the packing material in an unpacking process. For that reason, it is demanded to keep, as far as possible, the contents from remaining within the packing material in an unpacking process.
- the dependent claims define some examples of such a method.
- the primary packing material may be a flexible bag
- the control unit may be configured to control the robot such that the robot grips the primary packing material of the primary package, lifts up the primary packing material and takes out the content from the bag by own weight of the contents.
- an unpacking device for taking out a plastic bag from a package formed of an incised cardboard box, lifting up the plastic bag and taking out contents from the plastic bag through the use of an articulated robot.
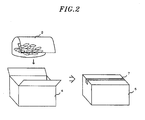
- Figs. 1 and 2 are a view schematically showing a packing process of a foodstuff.
- a foodstuff 1 as contents (see the left view in Fig. 1 ) is contained in a plastic bag 2 as a primary packing material (see the central view in Fig. 1 ).
- a taking-out mouth (bag opening) 6 is folded to form a primary package 3 (see the right view in Fig. 1 ).
- the primary package 3 is packed into a cardboard box 4 as a secondary packing material (see the left view in Fig. 2 ), thereby forming a secondary package 5 (see the right view in Fig. 2 ).
- the primary packing material is a flexible bag like the plastic bag 2 and has the taking-out mouth 6.
- the secondary packing material is a container like the cardboard box 4, the shape of which is kept unchanged unless a certain level of external force is applied thereto.
- an incision enough to take out the primary package 3 therethrough can be formed in the secondary package 5 by cutting the secondary packing material itself or the packing tape 7 adhering to the secondary packing material through the use of an edged tool.
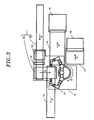
- Fig. 3 is a plan view showing a process layout according to the present embodiment. Referring to Fig. 3 , there are shown a dual arm robot 10, a package conveying unit 11, a packing material cutting unit 12, a scrap removal unit 13, a content unloading conveyor 14, a cardboard unloading conveyor 15, a cardboard storage device 16, a plastic bag recovery device 17 and a plastic bag storage box 18.
- the dual arm robot 10 is an articulated robot having fifteen axes in total and is provided with two seven-axes articulated robots which are mounted to a common shaft rotating in a substantially horizontal direction. Then, geometric terms such as "horizontal” in the present disclosure do not require the strict mathematical sense. It is intended to allow an error during implementation.
- the package conveying unit 11 conveys the secondary package 5 at least from the packing material cutting unit 12 to the operation region of the dual arm robot 10.
- the package conveying unit 11 includes a package loading conveyor 19 and a cross feed device 20.
- the package loading conveyor 19 conveys the secondary package 5 from an upstream-side unloading station to the start point of the cross feed device 20 (see an arrow A in Fig. 3 ).
- the packing material cutting unit 12 is a cutting device installed in a conveying route along which the secondary package 5 is conveyed by the package loading conveyor 19.
- the packing material cutting unit 12 forms an incision in the cardboard box 4 of the secondary package 5 using an edged tool or the like.
- the packing material cutting unit 12 forms an incision in the portion of the cardboard box 4 other than the lower surface thereof.
- the packing material may be cut by the packing material cutting unit 12 in any location other than the location where the primary package 3 is taken out by the dual arm robot 10 and the location where the foodstuff 1 is taken out by the dual arm robot 10.
- an incision may be formed on the lower surface of the cardboard box 4 by the packing material cutting unit 12, and then the secondary package 5 may be rotated so that the incision can lie at the lateral side or the upper side.
- the scrap removal unit 13 is a cleaning device installed between the packing material cutting unit 12 and the cross feed device 20.
- the scrap removal unit 13 removes the scraps generated in the packing material cutting process from the secondary package 5 by blowing the scraps away with a compressed air or by sucking the scraps.
- the scraps are removed by the scrap removal unit 13 in a location between the packing material cutting unit 12 and the operation region of the dual arm robot 10.
- the scraps may be removed by the scrap removal unit 13 in any location other than the location where the primary package 3 is taken out by the dual arm robot 10 and the location where the foodstuff 1 is taken out by the dual arm robot 10.
- Fig. 4 is a block diagram schematically showing an unpacking device 100 according to the present embodiment.
- the unpacking device 100 includes the dual arm robot 10, a primary taking-out control unit 110 and a secondary taking-out control unit 120.
- the primary taking-out control unit 110 and the secondary taking-out control unit 120 serve as a control unit.
- the primary taking-out control unit 110 and the secondary taking-out control unit 120 control the dual arm robot 10 to unpack a package and take out contents.
- Fig. 5 is a view for explaining the function of the primary taking-out control unit 110.
- the primary taking-out control unit 110 controls the dual arm robot 10 to take out the primary package 3 through the incision 8 formed by the packing material cutting unit 12. More specifically, the primary taking-out control unit 110 first controls the dual arm robot 10 to hold the cardboard box 4 of the secondary package 5 at the start point of the content unloading conveyor 14 and can lift up the secondary package 5 (see the upper view in Fig. 5 ).
- the primary taking-out control unit 110 controls the dual arm robot 10 to rotate the secondary package 5 to have the incision 8 face downward so that the primary package 3 can be taken out through the incision 8 onto the content unloading conveyor 14 under the own weight of the primary package 3 (see the lower view in Fig. 5 ).
- the primary taking-out control unit 110 controls the dual arm robot 10 to rotate the secondary package 5 by 180 degrees.
- the primary taking-out control unit 110 controls the dual arm robot 10 to rotate (see an arrow C in Fig. 3 ) while holding the cardboard box 4 and carry the cardboard box 4 onto the cardboard unloading conveyor 15.
- the cardboard unloading conveyor 15 conveys the cardboard box 4 to the cardboard storage device 16 (see an arrow D in Fig. 3 ).
- the cardboard storage device 16 stores the cardboard box 4 conveyed by the cardboard unloading conveyor 15.
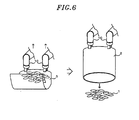
- Fig. 6 is a view for explaining the function of the secondary taking-out control unit 120.
- the secondary taking-out control unit 120 controls the dual arm robot 10 to come back to the content unloading conveyor 14 and take out the foodstuff 1 from the primary package 3. More specifically, the secondary taking-out control unit 120 controls the dual arm robot 10 to grip the plastic bag 2 of the primary package 3 (see the left view in Fig. 6 ) and lift up the plastic bag 2 so that the foodstuff 1 can be taken out through the taking-out mouth 6 onto the content unloading conveyor 14 under the own weight of the foodstuff 1 (see the right view in Fig. 6 ).
- the secondary taking-out control unit 120 confirms the gripping position through the use of a sensor (not shown). After the foodstuff 1 is taken out onto the content unloading conveyor 14, the secondary taking-out control unit 120 controls the dual arm robot 10 to rotate (see an arrow C in Fig. 3 ) while gripping the plastic bag 2 and carry the plastic bag 2 onto the plastic bag recovery device 17.
- the dual arm robot 10 When lifting up the plastic bag 2, the dual arm robot 10 may operate at a relatively low speed until the foodstuff 1 comes out from the plastic bag 2, so that the plastic bag 2 should not be torn by an operation impact. After the foodstuff 1 comes out from the plastic bag 2, the dual arm robot 10 may operate at a relatively high speed.
- the secondary taking-out control unit 120 can use the sensitivity of a servo motor of the dual arm robot 10 to detect whether the foodstuff 1 has come out from the plastic bag 2.
- the secondary taking-out control unit 120 may control the dual arm robot 10 to operate by a specified distance at a relatively low speed, and then the secondary taking-out control unit 120 may control the dual arm robot 10 to operate at a relatively high speed.
- the specified distance be substantially equal to the length of the plastic bag 2.
- the plastic bag recovery device 17 sends the plastic bag 2 to the plastic bag storage box 18 (see an arrow E in Fig. 3 ).
- the plastic bag storage box 18 stores the plastic bag 2 sent from the plastic bag recovery device 17.
- the content unloading conveyor 14 conveys the foodstuff 1 to the next station (see an arrow F in Fig. 3 ).
- the secondary packing material (the cardboard box 4) and the primary packing material (the plastic bag 2) are simultaneously cut with an edged tool. In that case, however, it is highly likely that the scraps of the secondary packing material (the cardboard box 4) and the primary packing material (the plastic bag 2) are mixed in the contents.
- the primary package 3 is first taken out from the secondary package 5 and then the contents (the foodstuff 1) are taken out without having to form an incision in the primary packing material (the plastic bag 2).
- the location where the incision is formed in the secondary packing material (the cardboard box 4) differs from the location where the primary package 3 is taken out and the location where the contents (the foodstuff 1) are taken out. This makes it particularly difficult for the scraps of the secondary packing material (the cardboard box 4) to be mixed in the contents (the foodstuff 1).
- operation for creating a grip margin means a preparatory grip operation of gripping a specified portion of the plastic bag 2, lifting up the plastic bag 2 and releasing the plastic bag 2.
- Fig. 7 is a block diagram schematically showing an unpacking device 200 according to the first modified example.
- the unpacking device 200 includes the dual arm robot 10, the primary taking-out control unit 110 and a secondary taking-out control unit 220.
- the primary taking-out control unit 110 and the secondary taking-out control unit 220 serve as a control unit.
- the same components as those of the above-described embodiment will be designated by like reference symbols and redundant description thereof will be omitted.
- the secondary taking-out control unit 220 controls the dual arm robot 10 to take out the foodstuff 1 from the primary package 3.
- the secondary taking-out control unit 220 differs from the secondary taking-out control unit 120 in that the secondary taking-out control unit 220 has an operation for creating a grip margin.
- the secondary taking-out control unit 220 includes a preparatory grip operation control unit 221, an up-down operation control unit 222 and a main grip operation control unit 223.
- Fig. 8 is a view for explaining the function of the preparatory grip operation control unit 221.
- the preparatory grip operation control unit 221 controls the dual arm robot 10 to grip a specified portion of the plastic bag 2 of the primary package 3 (see the left view in Fig. 8 ), lift up the primary package 3 by a specified displacement amount (see the central view in Fig. 8 ) and release the primary package 3 (see the right view in Fig. 8 ), prior to taking out the foodstuff 1 from the taking-out mouth 6.
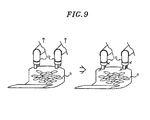
- Fig. 9 is a view for explaining the functions of the up-down operation control unit 222 and the main grip operation control unit 223.
- the up-down operation control unit 222 operates the dual arm robot 10 to move upward or downward in a state that the dual arm robot 10 has released the primary package 3 under the control of the preparatory grip operation control unit 221.
- the up-down operation control unit 222 shifts the position where the dual arm robot 10 grips the primary package 3 in a main grip operation (see the left view in Fig. 9 ).
- the up-down operation control unit 222 operates the dual arm robot 10 to move upward by about 30 cm to 50 cm.
- the main grip operation control unit 223 causes the dual arm robot 10 to grip a specified portion of the primary package 3 or the vicinity of the specified portion (see the right view in Fig. 9 ).
- the distance of upward movement or downward movement of the dual arm robot 10 and the number of the preparatory grip operations may be set by a user.
- a screen for setting the position of the grip margin and the number of the preparatory grip operations may be displayed on a touch panel so as to receive the selection of "high", “middle” and “low” options and the number of the preparatory grip operations inputted by a user. Since the movement distance of the dual arm robot 10 controlled by the up-down operation control unit 222 may be zero, the secondary taking-out control unit 220 may be configured not to include the up-down operation control unit 222.
- the dual arm robot 10 performs the operation of creating the grip margin, whereby the amount of the contents (the foodstuff 1) gripped during the main grip operation can be made smaller than the amount of the contents (the foodstuff 1) gripped during the preparatory grip operation.
- a foodstuff as a raw material is put into a snack food production line.
- the second modified example differs from the above-described embodiment in terms of the foodstuff packing state.
- a foodstuff 1 as contents is contained in the plastic bag 2 as the primary packing material.
- the primary package 3 is formed by folding the taking-out mouth 6.
- a primary package 23 (not shown) is formed by putting a foodstuff 1 as contents into a plastic bag 22 (not shown) as a primary packing material in a sealed state.
- a secondary package 25 (not shown) is formed by packing the primary package 23 with a cardboard box 4 as a secondary packing material.
- the foodstuff packing state is substantially the same as the foodstuff packing state available in the embodiment shown in Figs. 1 and 2 .
- the plastic bag 22 of the second modified example corresponds to the plastic bag 2 of the above-described embodiment.
- the plastic bag 22 of the second modified example differs from the plastic bag 2 of the above-described embodiment in that the mouth of the plastic bag 22 is closed by thermal welding.
- the primary package 23 of the second modified example corresponds to the primary package 3 of the above-described embodiment. While the contents are not sealed in the primary package 3 of the above-described embodiment, the contents are kept sealed in the primary package 23 of the second modified example.
- the secondary package 25 of the second modified example corresponds to the secondary package 5 of the above-described embodiment. While the primary package 23 is packed by the secondary package 25 of the second modified example, the primary package 3 is packed by the secondary package 5 of the above-described embodiment.
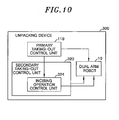
- Fig. 10 is a block diagram schematically showing an unpacking device 300 according to the second modified example.
- the unpacking device 300 includes the dual arm robot 10, the primary taking-out control unit 110 and a secondary taking-out control unit 320.
- the primary taking-out control unit 110 and the secondary taking-out control unit 320 serve as a control unit.
- the same components as those of the above-described embodiment will be designated by like reference symbols and redundant description thereof will be omitted.
- the secondary taking-out control unit 320 controls the dual arm robot 10 to can take out the foodstuff 1 from the primary package 23.
- the secondary taking-out control unit 320 differs from the secondary taking-out control unit 120 in that the secondary taking-out control unit 320 controls the dual arm robot 10 to perform an incising operation for making an incision in the plastic bag.
- the secondary taking-out control unit 320 includes an incising operation control unit 324.
- the incising operation control unit 324 controls the dual arm robot 10 to perform an incising operation in which the plastic bag 22 of the primary package 23 is gripped by one robot arm of the dual arm robot 10 and is incised by the other robot arm of the dual arm robot 10.
- the dual arm robot 10 first takes out the primary package 23 from the secondary package 25, then makes an incision in the primary packing material (the plastic bag 2) and then takes out the contents (the foodstuff 1) from the incision. This makes it difficult for the scraps of the primary packing material (the plastic bag 22) and the secondary packing material (the cardboard box 4) to be mixed in the contents (the foodstuff 1).
- the unpacking device 300 is very useful in this situation.
- the primary package 23 is formed by, e.g., putting the contents into the primary packing material (the plastic bag 22) in a sealed state as in the second modified example.
- the secondary package 25 is formed by packing the primary package 23 with a secondary packing material stronger than the cardboard box 4.
- the secondary packing material stronger than the cardboard box 4 refers to a container, e.g., a drum can, which is not readily deformed even if a considerable external force is applied thereto.
- a lid opening device for opening a lid of a container needs to be employed in the process layout of the above-described embodiment.
- operation for creating a cutting margin means a preparatory grip operation of gripping a specified portion of the plastic bag 2, lifting up the plastic bag 2 and releasing the plastic bag 2, just like the grip margin creating operation of the first modified example.
- Fig. 11 is a block diagram schematically showing an unpacking device 400 according to the third modified example.
- the unpacking device 400 includes a dual arm robot 10, a primary taking-out control unit 110 and a secondary taking-out control unit 420.
- the primary taking-out control unit 110 and the secondary taking-out control unit 420 serve as a control unit.
- the same components as those of the above-described embodiment, the first modified example and the second modified example will be designated by like reference symbols and redundant description thereof will be omitted.
- the secondary taking-out control unit 420 controls the dual arm robot 10 so that the dual arm robot 10 can take out the foodstuff 1 from the primary package 23.
- the secondary taking-out control unit 420 differs from the secondary taking-out control unit 320 in that the secondary taking-out control unit 420 has an operation for creating a cutting margin.
- the secondary taking-out control unit 420 includes a preparatory grip operation control unit 221, an operation pause control unit 421, an up-down operation control unit 222, a main grip operation control unit 223 and an incising operation control unit 324.
- the operation pause control unit 421 controls the dual arm robot 10 so that the dual arm robot 10 can cease to operate for a specified time while gripping a specified portion of the plastic bag 22 under the control of the preparatory grip operation control unit 221.
- the specified time is approximately several seconds or several tens of seconds.
- the pause control for pausing the operation of the dual arm robot 10 for the specified time under the control of the operation pause control unit 421 is performed in anticipation of an effect that the contents having a relatively small particle size, such as flour or the like, are dropped downward so as to increase the cutting margin.
- the pause control may be applied to the first modified example. If the particle size of the contents is larger than a specified size, it is difficult to expect the pause control effect. This means that the operation pause control unit 421 is not an essential element.
- the dual arm robot 10 performs the operation for creating the cutting margin. This makes it possible to restrain the contents (the foodstuff 1) from scattering when an incision is formed in the primary packing material (the plastic bag 22).
- the unpacking devices 100, 200, 300 and 400 described above are capable of unpacking a package formed of a previously-incised cardboard box 4. If the package conveying unit 11, the packing material cutting unit 12 and the scrap removal unit 13 are added to the respective unpacking devices, it becomes possible to realize an unpacking device capable of unpacking a package formed of a cardboard box 4 having no incision (which corresponds to the area indicated by a broken line G in Fig. 3 ).
- the present invention can find its application in all kinds of unpacking devices for unpacking a package and taking out contents. With the present invention, it is possible to perform an unpacking operation so that the scraps of a packing material should not be mixed in the contents. Therefore, the present invention is very high in industrial applicability.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Manipulator (AREA)
Claims (13)
- Auspackverfahren zum Auspacken einer Verpackung und Herausnehmen eines Inhalts (1) durch einen Roboter (10), der zwei Arme hat, wobei der Inhalt (1) mit einem Primärverpackungsmaterial (2) verpackt ist, um eine Primärverpackung (3) zu bilden, und die Primärverpackung (3) mit einem Sekundärverpackungsmaterial (4) verpackt ist, um eine Sekundärverpackung (5) zu bilden,
dadurch gekennzeichnet, dass das Auspackverfahren aufweist:Halten des Sekundärverpackungsmaterials (4) mit den beiden Armen des Roboters (10);Herausnehmen der Primärverpackung (3) über einen Einschnitt des Sekundärverpackungsmaterials (4) durch das Eigengewicht der Primärverpackung (3);Tragen des Sekundärverpackungsmaterials (4) an eine vorbestimmte Stelle durch Drehen des Roboters (10); und dannGreifen des Primärverpackungsmaterials (2) mit den beiden Armen des Roboters (10);Herausnehmen des Inhalts (1) aus der Primärverpackung (3) durch das Eigengewicht des Inhalts (1) durch Anheben des Primärverpackungsmaterials (2); undTragen des Primärverpackungsmaterials (2) an eine andere vorbestimmte Stelle durch Drehen des Roboters (10). - Verfahren nach Anspruch 1, wobei das Primärverpackungsmaterial (2) ein flexibler Beutel ist.
- Verfahren nach Anspruch 2, wobei das Greifen des Primärverpackungsmaterials (2) mit den beiden Armen des Roboters (10) vor dem Herausnehmen des Inhalts (1) das Durchführen eines vorbereitenden Greifvorgangs des Greifens eines bestimmten Abschnitts des Primärverpackungsmaterials (2), des Anhebens der Primärverpackung (3) um ein bestimmtes Verlagerungsmaß und des Freigebens des Primärverpackungsmaterials (2) durch den Roboter (10) und eines Hauptgreifvorgangs des Greifens des bestimmten Abschnitts oder der Umgebung des bestimmten Abschnitts aufweist.
- Verfahren nach Anspruch 3, wobei das Greifen des Primärverpackungsmaterials (2) mit den beiden Armen des Roboters (10) ferner das Durchführen eines Auf-Ab-Vorgangs zwischen dem Freigeben des Primärverpackungsmaterials (2) und dem Hauptgreifvorgang aufweist, und bei dem Auf-Ab-Vorgang der Roboter (10) sich aufwärts oder abwärts bewegt, so dass die Position, wo der Roboter (10) das Primärverpackungsmaterial (2) bei dem Hauptgreifvorgang greift, verlagert wird.
- Verfahren nach Anspruch 1, wobei das Primärverpackungsmaterial ein flexibler Beutel ist, und der Inhalt (1) innerhalb des Primärverpackungsmaterials (2) abgedichtet ist, und
wobei das Verfahren ferner das Greifen des Primärverpackungsmaterials (2) und Bilden eines Einschnitts in dem Primärverpackungsmaterial (2) zwischen dem Tragen des Sekundärverpackungsmaterials (4) und dem Greifen des Primärverpackungsmaterials (2) mit den beiden Armen des Roboters (10) aufweist. - Verfahren nach Anspruch 5, wobei das Verfahren ferner vor dem Bilden des Einschnitts in dem Primärverpackungsmaterial (2) das Durchführen eines vorbereitenden Greifvorgangs des Greifens eines bestimmten Abschnitts des Primärverpackungsmaterials (2), des Anhebens der Primärverpackung (3) um ein bestimmtes Verlagerungsmaß und des Freigebens des Primärverpackungsmaterials (2) durch den Roboter (10) und eines Hauptgreifvorgangs des Greifens des bestimmten Abschnitts oder der Umgebung des bestimmten Abschnitts aufweist.
- Verfahren nach Anspruch 6, wobei das Verfahren ferner das Durchführen eines Auf-Ab-Vorgangs zwischen dem Freigeben des Primärverpackungsmaterials (2) und dem Hauptgreifvorgang aufweist, und bei dem Auf-Ab-Vorgang der Roboter (10) sich aufwärts oder abwärts bewegt, so dass die Position, wo der Roboter (10) das Primärverpackungsmaterial (2) bei dem Hauptgreifvorgang greift, verlagert wird.
- Verfahren nach einem der Ansprüche 1 bis 7, wobei das Verfahren ferner das Stoppen des Roboters (10) für eine bestimmte Zeit während des Greifens des bestimmten Abschnitts des Primärverpackungsmaterials (2) bei dem vorbereitenden Greifvorgang aufweist.
- Verfahren nach einem der Ansprüche 1 bis 8, ferner aufweisend:Bilden des Einschnitts in dem Sekundärverpackungsmaterial (4) durch Schneiden des Sekundärverpackungsmaterials (4) an einer ersten Stelle abweichend von einer zweiten Stelle, wo die Primärverpackung (3) durch den Roboter (10) herausgenommen wird, und abweichend von einer dritten Stelle, wo der Inhalt (1) durch den Roboter (10) herausgenommen wird;Tragen der Sekundärverpackung (5) von der ersten Stelle an die zweite Stelle; undBeseitigen von Abfällen, die während des Schneidens der Sekundärverpackung (5) erzeugt werden, an einer Stelle zwischen der ersten Stelle und der zweiten Stelle abweichend von der zweiten Stelle und der dritten Stelle.
- Verfahren nach einem der Ansprüche 1 bis 9, wobei beim Anheben des Primärverpackungsmaterials (2) der Roboter (10) mit einer ersten Geschwindigkeit arbeitet, bis der Inhalt (1) aus dem Primärverpackungsmaterial (2) herausgelangt, und nachdem der Inhalt (1) aus dem Primärverpackungsmaterial (2) herausgelangt, der Roboter (10) mit einer zweiten Geschwindigkeit arbeitet, welche größer als die erste Geschwindigkeit ist.
- Verfahren nach einem der Ansprüche 1 bis 10, wobei eine Greifposition des Primärverpackungsmaterials (2) durch die Verwendung eines Sensors bestätigt wird.
- Verfahren nach einem der Ansprüche 1 bis 8, wobei das Verfahren ferner das Bilden des Einschnitts in dem Sekundärverpackungsmaterial (4) aufweist.
- Verfahren nach einem der Ansprüche 5 bis 7, wobei der Inhalt (1) über den Einschnitt des Primärverpackungsmaterials (2) aus der Primärverpackung (3) herausgenommen wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011244423A JP5413436B2 (ja) | 2011-11-08 | 2011-11-08 | 開梱装置及び開梱済物品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2592007A1 EP2592007A1 (de) | 2013-05-15 |
| EP2592007B1 true EP2592007B1 (de) | 2015-12-30 |
Family
ID=47046395
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12186800.4A Active EP2592007B1 (de) | 2011-11-08 | 2012-10-01 | Auspackvorrichtung und Verfahren |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20130125517A1 (de) |
| EP (1) | EP2592007B1 (de) |
| JP (1) | JP5413436B2 (de) |
| CN (1) | CN103086028B (de) |
| BR (1) | BR102012027452A2 (de) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5351946B2 (ja) * | 2011-08-10 | 2013-11-27 | 株式会社安川電機 | 梱包装置 |
| JP5910946B2 (ja) | 2013-08-29 | 2016-04-27 | 株式会社安川電機 | ロボットシステム及び処理済検体の製造方法 |
| JP6536110B2 (ja) * | 2015-03-20 | 2019-07-03 | セイコーエプソン株式会社 | ロボット制御装置、及び制御方法 |
| US10329042B2 (en) | 2015-03-20 | 2019-06-25 | Seiko Epson Corporation | Packing apparatus and packing method |
| JP6560752B2 (ja) * | 2015-07-30 | 2019-08-14 | 川崎重工業株式会社 | ロボットおよびその制御方法 |
| WO2018013322A1 (en) * | 2016-07-12 | 2018-01-18 | Wal-Mart Stores, Inc. | Systems and methods for automated assessment of physical objects |
| CN106966164A (zh) * | 2017-05-22 | 2017-07-21 | 山东新华医疗器械股份有限公司 | 一种预充针卸车装置 |
| CN109712331B (zh) * | 2017-12-31 | 2021-10-22 | 河北立萨信息科技有限公司 | 物品自动发放系统 |
| JP7106331B2 (ja) * | 2018-04-13 | 2022-07-26 | 東芝テック株式会社 | 商品読取システム |
| JP7005418B2 (ja) * | 2018-04-13 | 2022-01-21 | 東芝テック株式会社 | 商品読取システム |
| JP7309753B2 (ja) * | 2018-11-19 | 2023-07-18 | 川崎重工業株式会社 | 箱開梱装置及びそれを用いた箱開梱方法 |
| JP7515485B2 (ja) * | 2019-02-06 | 2024-07-12 | マレル・サーモン・アクティエセルスカブ | 蓋付き箱を開梱及び荷空けするためのシステム |
| CN110422551B (zh) * | 2019-08-21 | 2024-07-23 | 中国南方电网有限责任公司超高压输电公司天生桥局 | 一种粉料自动添加装置控制系统 |
| US11560249B2 (en) | 2019-11-01 | 2023-01-24 | DLN Integrated Systems, Inc. | Case unpacking system and method |
| CN110683145B (zh) * | 2019-11-22 | 2023-07-21 | 郑州大学 | 包装袋自动拆包系统及其拆袋分离机构 |
| CN111038807A (zh) * | 2019-12-30 | 2020-04-21 | 苏州嘉诺环境工程有限公司 | 拆包设备 |
| KR102134337B1 (ko) * | 2020-02-19 | 2020-07-15 | 씨제이제일제당(주) | 포장 박스로부터 물품을 인출하는 인출 시스템 |
| CN114426127A (zh) * | 2020-10-29 | 2022-05-03 | 云南烟草机械有限责任公司 | 一种成品烟综合质量检测设备 |
| KR20220133025A (ko) | 2021-03-24 | 2022-10-04 | 현대로보틱스 주식회사 | 언랩핑 장치 |
| CN113306816B (zh) * | 2021-06-09 | 2022-09-09 | 新疆雅澳科技有限责任公司 | 一种自动投料机 |
| EP4112238A1 (de) | 2021-06-28 | 2023-01-04 | Bayer Aktiengesellschaft | Autonomes manipulieren einer biegeschlaffen primärverpackung in einer formstabilen sekundärverpackung mittels roboter |
| JP7835551B2 (ja) * | 2021-11-25 | 2026-03-25 | 川崎重工業株式会社 | ロボットシステムおよび梱包袋の開梱方法 |
| CN114455275B (zh) * | 2021-12-20 | 2024-05-31 | 安徽和信华成科技服务有限公司 | 一种用于快递分拣伸缩机的自动化组装装置 |
| MX2024008761A (es) | 2022-03-14 | 2024-07-24 | Dln Integrated Systems Inc | Sistema y metodo de desembalaje de cajas. |
| DE102022110826A1 (de) * | 2022-05-03 | 2023-11-09 | Tt Innovation Ag | Vorrichtung zum Manipulieren von Behälter enthaltenden Beuteln |
| US20240308714A1 (en) * | 2023-03-15 | 2024-09-19 | Cornerstone Automation Systems, Llc | Automated decanting apparatus, a system including the apparatus, and a method of automatic decanting |
| JP7521075B1 (ja) | 2023-06-23 | 2024-07-23 | 株式会社安川電機 | ロボット制御システム、ロボット制御方法、及びプログラム |
| JP7549716B1 (ja) * | 2023-08-30 | 2024-09-11 | 株式会社安川電機 | ロボット制御システム、ロボットコントローラ、及びロボット制御方法 |
| US20250263192A1 (en) * | 2024-02-16 | 2025-08-21 | Design & Assembly Concepts, Inc. | Automated box opener system and method |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8300700D0 (en) * | 1983-01-12 | 1983-02-16 | Dickinson Eng Ltd W H | Unpacking tobacco bales |
| JPS619274A (ja) * | 1984-06-22 | 1986-01-16 | Maki Seisakusho:Kk | 包袋果実の包袋引裂き装置 |
| US4688979A (en) * | 1985-07-01 | 1987-08-25 | Kupersmit Julius B | Strap support system for collapsible shipping containers |
| NL8901580A (nl) * | 1989-06-22 | 1991-01-16 | E A Van Ballegooijen En Zn B V | Inrichting voor het ontpakken van in rechthoekige houders opgenomen produkten. |
| JPH0385238A (ja) * | 1989-08-15 | 1991-04-10 | Shimizu Corp | 梱包体の自動取出供給装置 |
| JP2551295B2 (ja) * | 1992-03-06 | 1996-11-06 | 東洋製罐株式会社 | 段ボール箱の自動開箱、物品取り出し、折畳方法及び装置 |
| US5295780A (en) * | 1992-05-21 | 1994-03-22 | Sokichi Tanaka | Dumping apparatus for bag filled with molten substance |
| JPH1191746A (ja) * | 1997-09-19 | 1999-04-06 | Snow Brand Milk Prod Co Ltd | 包装箱の開封装置 |
| JP2000190932A (ja) * | 1998-12-28 | 2000-07-11 | Kooriyama Narasaki Seisakusho:Kk | カ―トン開封装置及びその開封方法 |
| JP2002002638A (ja) | 2000-06-19 | 2002-01-09 | Tcm Corp | 梱包物の開梱装置 |
| JP2002249116A (ja) | 2001-02-20 | 2002-09-03 | Murata Mach Ltd | 箱の開梱装置 |
| JP2002308238A (ja) * | 2001-04-11 | 2002-10-23 | Aruemu:Kk | 物品取出装置 |
| DE10204370A1 (de) * | 2002-02-02 | 2003-08-14 | Itw Gema Ag | Vorrichtung und Verfahren zum dosierten Entnehmen von Beschichtungspulver aus einem Pulversack |
| JP4495420B2 (ja) * | 2003-07-30 | 2010-07-07 | 日揮株式会社 | 棒状容器の自動解包処理方法および搬送トレイ |
| NO323335B1 (no) * | 2005-04-29 | 2007-03-26 | Kverneland & Sonner As T | Apparat for fjerning av emballasjemateriale fra en storballe |
| EP1810925A1 (de) * | 2006-01-24 | 2007-07-25 | Metso Paper AG | Verfahren zum Auspacken einer Papierrolle und Vorrichtung zur Durchführung des Verfahrens |
| JP4584842B2 (ja) * | 2006-01-30 | 2010-11-24 | グンゼ株式会社 | 函出し方法、開函装置、及び自動開梱搬入装置 |
| JP4608524B2 (ja) * | 2007-08-06 | 2011-01-12 | 日本クラウンコルク株式会社 | カートン自動開封システム |
| IES20090919A2 (en) * | 2009-12-07 | 2011-06-08 | Thomas Sheedy | Wrapped bale handling apparatus |
| CH703288B1 (fr) * | 2010-06-11 | 2015-02-27 | Robotic Consulting S R L | Procédé et dispositif de chargement automatique de pièces plates dans un dispositif d'alimentation de machines traitant de pièces plates, notamment des enveloppes. |
-
2011
- 2011-11-08 JP JP2011244423A patent/JP5413436B2/ja active Active
-
2012
- 2012-10-01 EP EP12186800.4A patent/EP2592007B1/de active Active
- 2012-10-25 BR BRBR102012027452-3A patent/BR102012027452A2/pt not_active IP Right Cessation
- 2012-11-05 CN CN201210435067.9A patent/CN103086028B/zh active Active
- 2012-11-06 US US13/669,616 patent/US20130125517A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CN103086028B (zh) | 2015-09-09 |
| US20130125517A1 (en) | 2013-05-23 |
| EP2592007A1 (de) | 2013-05-15 |
| CN103086028A (zh) | 2013-05-08 |
| JP5413436B2 (ja) | 2014-02-12 |
| BR102012027452A2 (pt) | 2015-06-23 |
| JP2013100118A (ja) | 2013-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2592007B1 (de) | Auspackvorrichtung und Verfahren | |
| US12043441B2 (en) | Box unpacking device and method of unpacking box using the same | |
| CN107810155B (zh) | 用于装载存储区域的装置和方法 | |
| US7717255B2 (en) | End of arm tool, apparatus, and method of engaging an article | |
| CN100391801C (zh) | 带脱箱卡具的烟包纸箱自动开箱设备 | |
| CA3011892C (en) | Method of unwrapping a palletised load and device for carrying out said method | |
| CN110789762A (zh) | 一种自动脱膜上瓶机 | |
| WO2013017348A3 (de) | Vorrichtung und verfahren zum entpacken und zuführen von flach gefalteten und aufrecht stehenden packungsmänteln | |
| US20240308713A1 (en) | Method for undressing a pallet and related apparatus | |
| EP3323733B1 (de) | Vorrichtung und verfahren zum schliessen einer packung mit einem beweglichen ausgiesser | |
| US20160264279A1 (en) | Method of removing cardboard packaging from a packed food product | |
| JP2020089948A (ja) | 袋除去装置 | |
| JP2018203295A (ja) | 物品の取出し取扱い方法 | |
| CN210649742U (zh) | 用于加工易氧化工件的装置 | |
| US20250073904A1 (en) | Robot control system, robot controller, and robot control method | |
| US11970344B2 (en) | Apparatus and method for controlling robot arm | |
| JP2022057607A (ja) | 開梱システム | |
| JP2010116202A (ja) | シート状包装材料で被包した方形状包装物の切断開封装置 | |
| CN222555318U (zh) | 用于外包装的托盘拆分站及包装系统 | |
| EP3976477B1 (de) | Ausrüstung zur verpackung von produkten und insbesondere zur verpackung von produkten, die vorher schon verpackt wurden | |
| US20240308715A1 (en) | Automated decanting apparatus, a system including the apparatus, and a method of automatic decanting using a programmable mechanical device | |
| WO2019087117A1 (en) | Apparatus for opening a package of powdered material | |
| EP2589541B1 (de) | Verfahren und Gerät zur Durchführung einer sicheren Verpackungsoperation | |
| CN121773062A (zh) | 用于对托盘进行拆膜的切割装置 | |
| EP1949983A2 (de) | Vorrichtung zur handhabung von behandelten zinnblechen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20131115 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20140508 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150511 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 767335 Country of ref document: AT Kind code of ref document: T Effective date: 20160115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602012013323 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160330 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20151230 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 767335 Country of ref document: AT Kind code of ref document: T Effective date: 20151230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160502 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160430 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602012013323 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20161003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20161001 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161031 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161102 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161001 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20121001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161031 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20151230 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250902 Year of fee payment: 14 |