EP2085732B1 - Glaswärmetauscher mit Kunststoffrohrboden - Google Patents
Glaswärmetauscher mit Kunststoffrohrboden Download PDFInfo
- Publication number
- EP2085732B1 EP2085732B1 EP20080151043 EP08151043A EP2085732B1 EP 2085732 B1 EP2085732 B1 EP 2085732B1 EP 20080151043 EP20080151043 EP 20080151043 EP 08151043 A EP08151043 A EP 08151043A EP 2085732 B1 EP2085732 B1 EP 2085732B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- heat exchanger
- tube
- glass tubes
- bases
- der
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/16—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/16—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation
- F28D7/1607—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being arranged in parallel spaced relation with particular pattern of flow of the heat exchange media, e.g. change of flow direction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/006—Constructions of heat-exchange apparatus characterised by the selection of particular materials of glass
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/06—Constructions of heat-exchange apparatus characterised by the selection of particular materials of plastics material
- F28F21/067—Details
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D21/0001—Recuperative heat exchangers
- F28D21/0003—Recuperative heat exchangers the heat being recuperated from exhaust gases
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2225/00—Reinforcing means
- F28F2225/08—Reinforcing means for header boxes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/20—Fastening; Joining with threaded elements
- F28F2275/205—Fastening; Joining with threaded elements with of tie-rods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/04—Arrangements for sealing elements into header boxes or end plates
- F28F9/06—Arrangements for sealing elements into header boxes or end plates by dismountable joints
Definitions
- the invention relates to a heat exchanger, comprising a plurality of, preferably arranged substantially parallel to each other, can be flowed through by a fluid glass tubes, a first tube plate with openings into which the glass tubes are introduced with a first end, a second tube plate with openings, in which the Glass tubes are introduced with a second end, wherein at least one of the two tube sheets, preferably both tube plates, is at least partially made of plastic or are.
- the invention relates to a heat exchanger series, comprising two or more heat exchangers with different power classes.
- Heat exchangers of the type mentioned are used for numerous processes in various technical applications.
- a typical use is as a secondary heat exchanger for boilers where they are used to heat a liquid while cooling down and possibly condensing exhaust gases from a burner of a boiler.
- the glass tubes are usually made of a fluid medium, in particular water, flows through and the exhaust gases flow around the glass tubes flowed through by the medium.
- the exhaust gas of the boiler can be cooled so far that the water vapor components of the exhaust gas, which are formed in the combustion of hydrocarbonaceous fuels in the burner, condense. By utilizing the resulting condensation heat, a significant improvement of the combustion efficiency occurs.
- Heat exchangers of the type mentioned above are often referred to as tube bundle heat exchangers, since in them often a plurality of tubes, which are usually aligned in parallel and thereby form a tube bundle, are used.
- Heat exchangers are known with glass tubes whose tubesheets are made of metal. Although this has some advantages in terms of production engineering and also with regard to the strength of the mechanically and thermally highly stressed tube sheets, metal tube sheets cause a problem of corrosion which prematurely triggers an early technical failure of the heat exchangers due to the interaction of heat, corrosive aggressive components of the exhaust gas and their condensates to pull oneself.
- the DE 31 39 794 C2 proposes with respect to the problem of tightness specific complex seals between the glass tubes and the plastic tube floors.
- the glass tubes of each one arranged in an annular groove with play in the longitudinal direction ring of chloroprene polymer held, which in turn is housed in sleeve rings.
- the sleeve rings are glued into the bottom of a pot-like container, the annular flange is sealed at the top. If the sleeve rings already consist of hard polyvinyl chloride, an adhesive can be used to bond the sleeve ring to the cup-shaped container.
- the sleeve rings are made of or coated with a fluorocarbonate, it is necessary to etch the splices before the adhesive is applied.
- the production cost increases significantly by this type of complex sealing.
- Heat exchanger with plastic tube bottoms, as in the DE 31 39 794 C2 therefore, could not prevail in practice, especially not as a heat exchanger higher performance class.
- a heat exchanger of the type mentioned solves this object according to the invention by the features of the characterizing part of claim 1, wherein one, two or more rod-shaped reinforcing elements, each extending from an attachment point on the first tube sheet to an attachment point on the second tube sheet, preferably substantially parallel to the Glass tubes, and are attached to the tube plates such that they reduce deformation of the tubesheets or parts thereof, in particular a deflection or bulge in the longitudinal direction of the glass tubes, at least in sections.
- the respective ends of the glass tubes of the heat exchanger according to the invention are introduced into the openings in the tubesheets and sealed.
- the sealing takes place for example via O-rings.
- the tube plates of a heat exchanger are under the pressure (for example, about 1.5 bar) of this fluid medium, which rests against the side facing away from the glass tubes sides of the tube sheets.
- the invention is based on the finding that this often results in plastic tube sheets not according to the invention, on the one hand elastic, but on the other hand also plastic (visco-elastic) deformations of the tube sheets or parts thereof.
- the high temperatures of the exhaust gas (for example, over 200 ° C), as well as the temperature of the fluid medium represent a further burden of the tube sheets and favor their deformation. This deformation was recognized as the cause of the leak.
- the tube plates of a heat exchanger according to the invention consist partially or completely of plastic. Suitable materials are those which can withstand the boundary conditions usually encountered during use (for example pressure of about 1.5 bar, temperatures of about 200 ° C., condensate composition). For example, plastics such as glass fiber or carbon fiber reinforced polyphenylene sulfide (PPS) can be used.
- PPS polyphenylene sulfide
- the tubesheets of a heat exchanger according to the invention each have one, two or more attachment points for receiving one, two or more rod-shaped reinforcing elements. If in the following remarks on rod-shaped reinforcing elements in Singular or plural reference, the statements also apply to the unmentioned plural or singular.
- rod-shaped reinforcing elements are fastened with their first ends to the attachment points of the first tube plate and with their second ends to the attachment points of the second tube plate.
- the number of attachment locations per tube plate is preferably equal to or higher than the number of rod-shaped reinforcement elements. It is preferred that the rod-shaped reinforcing elements are arranged parallel to the glass tubes. However, it is also possible to let the rod-shaped reinforcing elements extend at an angle to the glass tubes.
- the rod-shaped reinforcing elements can be attached to the attachment points of the tube sheets, for example by inserting, clamping, screwing, riveting or gluing.
- the attachment points on the tubesheets may be, for example, holes, recesses or projections, but they may for example also be formed as a surface or part of a surface.
- rod-shaped reinforcing elements limit the deformation possibilities of the tube sheets.
- a deflection or bulging of the tubesheets or parts thereof in the longitudinal direction of the glass tubes can be reduced at least in sections by the rod-shaped reinforcing elements.
- the rod-shaped reinforcing elements serve as pressure rods, that is, a deformation of the tube plates or the mutually assigning tube plate walls is reduced in the direction of the glass tubes. This advantageously makes it possible to stiffen the tubesheets against deformation of the tubesheets toward one another.
- the rod-shaped reinforcing elements can serve as tension rods, in order to at least partially reduce deformation of the tube plates away from the glass tubes.
- Each individual rod-shaped connecting element prevents deformation of a tube plate or parts thereof, in particular in the region of the attachment point of the tube plate and in adjacent areas.
- the deformation of parts of the tubesheet which are further away from a reinforcing element can be reduced by the reinforcing element.
- the reinforcing elements By varying the number and arrangement of the reinforcing elements, these can be designed for the respective performance class and operating conditions of the heat exchanger.
- the glass heat exchanger according to the invention has the advantage that the long-term stability of a heat exchanger according to the invention can be increased, since in particular a deformation of the tube plate endangering the sealing between glass tubes and tubesheet is prevented by the reinforcing elements.
- a further advantage is that the tubesheets of a heat exchanger according to the invention are preferably formed entirely of plastic and thus are inexpensive to manufacture, in particular much cheaper than tube sheets made of metal.
- the use of tubesheets whose parts in contact with the exhaust gas or the condensate are made of plastic, in combination with glass tubes, furthermore has the advantage that the condensate formed during use of the heat exchanger is not contaminated by metal components.
- the advantages shown can also be achieved or improved by supporting one, two or more of the glass tubes on both sides with an axial stop in the tubesheets and matching the length of the glass tubes exactly to the distance between the glass tube bottoms is.
- this alternative is less preferred in practice because of the high manufacturing costs involved in manufacturing the glass tubes with correspondingly short length tolerances.
- the invention can be developed by virtue of the fact that the rod-shaped reinforcing element or the rod-shaped reinforcing elements has or have an annular, circular, rectangular, I or T-shaped cross section. Furthermore, the invention can be developed by the fact that the rod-shaped reinforcing element or the rod-shaped reinforcing elements is or are made of glass, stainless steel or ceramic. It is particularly preferred if the rod-shaped reinforcing elements have a cross section, which supports a high pressure stability of the rod-shaped reinforcing elements and has a high stability against bending and buckling.
- the materials used for the rod-shaped reinforcing elements are preferably designed such that on the one hand they withstand the boundary conditions (eg exhaust gas temperatures of about 200 ° C., exhaust gas and condensate composition) and on the other hand have the highest possible strength in order to be used as pressure (if necessary also as tensile) bars to be able to reduce deformation of the tube sheets.
- the rod-shaped reinforcing elements may also be glass tubes, optionally with a smaller diameter than the glass tubes through which the fluid can flow.
- the rod-shaped reinforcing elements can also be solid glass rods. Reinforcing elements of glass or ceramic have the advantage over metals that the exhaust gas condensate is not contaminated. The use of glass can continue to be less expensive than ceramic or metal.
- the invention can be further developed in that the rod-shaped reinforcing element is arranged centrally between the two tubesheets is. Furthermore, the invention can be developed in that a plurality of rod-shaped reinforcing elements are arranged uniformly distributed between the two tube sheets.
- the inventive arrangement of one or more rod-shaped reinforcing elements is particularly preferred in order to reduce the deformation of the tube plates as evenly as possible.
- the central arrangement of a rod-shaped reinforcing element between the two tube plates is particularly advantageous in order to reduce or avoid the deformation of the tubesheets, which is to be expected in the center to a large extent.
- the heat exchanger according to the invention is further characterized in that at least one tube plate, preferably both tubesheets, on its side facing away from the glass tubes has a tube bottom cover which is connected to the tube sheet such that between the tube plate and the tube plate cover a cavity is formed, which with the Glass tubes in fluid communication.
- the tube bottom cover preferably serves to create a cavity on the side of the tubesheet which faces away from the glass tubes, which is in fluid communication with the glass tubes, so that the fluid can circulate in the glass tubes and the cavities located between the tubesheets and tube bottom covers.
- the tube bottom cover may be formed for example of plastic, metal or a combination of materials. The use of metal for the tube bottom cover has the advantage that creep, as can occur in plastic parts, can be avoided. As the tube bottom cover usually not with the exhaust gas or the condensate There is also no risk of contamination of the condensate by metal components.
- the heat exchanger according to the invention is characterized in that the cavity is divided by means of a separating element between the tube sheet and the tube bottom cover into a first and a second cavity portion, wherein the first cavity portion is in fluid communication with a first group of the glass tubes and the second cavity portion with a second Group of glass tubes is in fluid communication.
- a separating element is formed between only one of the two tube plates and the associated tube bottom cover.
- Such an arrangement can advantageously ensure that fluid from the first cavity section of the divided first cavity passes through the first group of glass tubes in fluid communication with this cavity section into the second, non-divided cavity and out of this second, non-divided cavity through the second Group of glass tubes flows back into the second section of the divided first cavity.
- the circulation direction and the number and arrangement of the tubes to be flowed through in a certain direction can be defined.
- This embodiment can be further developed in that the first group comprises fewer glass tubes than the second group.
- the flow rate of the fluid through the groups of glass tubes can be configured differently. In this case, it is particularly preferred to pass incoming, comparatively cold medium at high speed through a smaller number of glass tubes and to allow flowing, comparatively warmer medium to flow back at a lower speed through a larger number of glass tubes.
- the tube bottom cover prefferably has a first connection for connecting the first cavity section to a fluid supply and a second connection for connecting the second cavity section to a fluid discharge.
- the heat exchanger can be integrated into a medium circuit.
- the invention can be further developed by the fact that the first cavity section is arranged in the installed position above the second cavity section.
- This training is particularly advantageous because in this way hot exhaust gas, which preferably flows through the heat exchanger in installation position from top to bottom, first with zuströmendem, d. H. comparatively cold fluid over which glass tube walls come in thermal contact.
- a countercurrent arrangement could be realized, which can bring an advantage in particular with significant temperature increases of the fluid over its flow path.
- the object is achieved by a heat exchanger of the type mentioned, in which at least one of the two tube sheets, preferably both tube sheets, has a groove formed in an outer edge region of its glass tubes side facing receiving a heat exchanger housing , It is preferred that the heat exchanger housing is formed as a U-shaped angled housing plate. Furthermore, it is preferred that the heat exchanger housing is fastened by one, two or more tension elements connecting the tube plates, preferably drawstrings or rods, between the tube plates.
- connection elements required for connecting the tubesheets to a heat exchanger housing can essentially be formed in the tubesheet and the heat exchanger housing can be made, for example, from a simple housing plate which is angled in a U-shape.
- the housing plate may have holes or cutouts, for example for connection to other heat exchanger elements.
- a groove for receiving the heat exchanger housing is advantageously provided. If, as preferred, the tubesheet is completely made of plastic and is produced, for example, by injection molding, the formation of a groove for receiving the heat exchanger housing or the formation of other connecting devices is different than, for example, tube sheets made of metal, manufacturing technology easy and inexpensive to implement.
- the tube sheets and heat exchanger housing In order to establish the connection between tube sheets and heat exchanger housing, it is preferable to connect the tube sheets via tension members, preferably drawstrings, rods or sheets, and in this way to clamp the heat exchanger housing between the two tube sheets and preferably within the groove formed in the tube sheets , If the heat exchanger housing is inserted into the grooves formed in the tube plates and the tubesheets are connected to each other by the tension elements, and the heat exchanger housing is fixed accordingly.
- the connection between the heat exchanger housing and tube sheets is sealed, for example by inserting a seal in the grooves formed in the tubesheets.
- the invention can be further developed by the fact that the heat exchanger housing has a closable inspection opening, which allows maintenance of the heat exchanger in the installed state.
- a closable inspection opening is preferably arranged above or laterally in the installed state of the heat exchanger, so that a user can easily reach the inspection opening.
- a further aspect of the invention is a heat exchanger of the aforementioned type, comprising an exhaust gas collector with an exhaust gas outlet opening, which is characterized in that the exhaust gas collector is arranged such that the exhaust gas outlet opening has a connection cross section has, which allows the connection of an exhaust pipe substantially parallel to the glass tubes.
- a heat exchanger according to the invention typically has an exhaust gas collector with an exhaust gas outlet opening, through which the exhaust gas which has flowed through the heat exchanger can be connected to an exhaust pipe and can be discharged through it.
- the connection cross-section of the outlet opening is arranged so that the exhaust pipe can be connected substantially parallel to the glass tubes.
- the exhaust manifold is designed such that it can be mounted alternatively in a position offset by 180 degrees to the position defined in the preceding claim. It is preferred that the exhaust gas collector is formed symmetrically with respect to the arrangement of the exhaust gas outlet opening in the first installation alternative to the second installation alternative. This further development has the advantage that an installer an increased adaptability is created with respect to the connection possibilities of an exhaust pipe. Furthermore, it is preferred that the exhaust gas collector is arranged in the installed position below the heat exchanger.
- the object can be achieved by a heat exchanger of the type mentioned, in which at least one of the two tube sheets, preferably both tube plates, is formed as a metal plate, wherein the metal plate is partially or completely coated with plastic. Due to the inventive coating of the metal plate with plastic, preferably in all coming into contact with exhaust or condensate parts of the tube sheet, it is ensured that the condensate is not contaminated by metal components. This has the advantage that the mechanical behavior is essentially defined by the material properties of the metal plate. Furthermore, this embodiment facilitates assembly, since the plastic coating can simultaneously serve as a seal between pipes and tube sheet and elastic tolerance compensation and so on an additional seal, for example by means of O-rings can be dispensed with.
- Another aspect of the invention is a heat exchanger series, comprising two or more of the heat exchanger according to the invention with different power classes, characterized in that all heat exchangers of the series have matching tube sheets and the heat exchangers of different power classes differ by the length and / or number of glass tubes.
- the heat exchanger series according to the invention has the advantage that heat exchangers of different power classes can be provided without having to use different tube sheets for this purpose.
- Heat exchangers of different performance classes are realized by installing longer or shorter glass tubes in order to achieve correspondingly high or low performance classes.
- matching tube sheets for all performance classes additional costs can be avoided, as would be required, for example, when adapting the tubesheets or producing individually different tubesheets for different performance classes and, moreover, reducing the manufacturing costs as a whole by mass production of a standardized tube plate.
- heat exchangers of higher power classes can have a higher number of glass tubes than heat exchangers of lower power classes.
- a variation of the number of glass tubes can be realized by closing such openings in the tubesheet which are not intended to receive glass tubes, for example by blind covers be. For this purpose, usually no significant, the geometry of the tubesheet significantly changing changes required, so that the production of the tubesheet can be done very inexpensively.
- the heat exchanger series according to the invention makes it possible to inexpensively provide a modular heat exchanger range for different requirements. This saves compared to the usual provision of oversized heat exchanger for lower power classes in particular material and space. Furthermore, a more flexible and finer gradation of performance classes is possible, since both length and, if appropriate, number of glass tubes can be varied very easily with constant tube plates.
- the heat exchanger series according to the invention can be further developed in that at least one heat exchanger of a higher power class is designed as an arrangement of two preferably identical heat exchangers of a lower power class.
- two heat exchangers can be arranged parallel to each other in installation position and provided with a common heat exchanger housing, so that in the common heat exchanger housing entering exhaust gas flows through the glass tubes of the two composite heat exchanger in parallel.
- three or more, preferably equal, heat exchangers of a lower power class are assembled to form a heat exchanger of higher power class.
- the tube plates of the heat exchanger in such a combination corresponding grooves for receiving a common heat exchanger housing. It is particularly preferred if the course of the grooves is arranged so that the grooves of the tubesheets serve both to receive a heat exchanger housing for only one heat exchanger or, alternatively, to accommodate a common heat exchanger housing for two, three or more heat exchangers.
- a U-shaped heat exchanger housing plate 150 and a arranged on the outside of the housing heat insulation 150 a is clamped, as in the Figures 11 and 12 shown.
- the heat exchanger housing plate 150 is formed with its two side edges in each case in a circumferential groove 111 d of the tube plate, which in FIG. 6 is shown, plugged.
- FIG. 9 shows that in the groove 111 d a seal 152 is inserted.
- the two tube sheets 111, 121 are held together by drawstrings 190, which are connected via fastening elements 113, 123 with the two tube plates 111, 121, as in the FIGS. 11 to 13 shown.
- This type of fastening has the advantage that elaborate geometries of the heat exchanger housing 150 can be avoided.
- the tension members 190 are also inexpensive to manufacture components, such as metal bands or strips.
Description
- Die Erfindung betrifft einen Wärmetauscher, umfassend eine Vielzahl von, vorzugsweise im Wesentlichen parallel zueinander angeordneten, von einem Fluid durchströmbaren Glasrohren, einen ersten Rohrboden mit Öffnungen, in welche die Glasrohre mit einem ersten Ende eingebracht sind, einen zweiten Rohrboden mit Öffnungen, in welche die Glasrohre mit einem zweiten Ende eingebracht sind, wobei zumindest einer der beiden Rohrböden, vorzugsweise beide Rohrböden, zumindest teilweise aus Kunststoff ausgebildet ist bzw. sind.
- Weiterhin betrifft die Erfindung eine Wärmetauscherbaureihe, umfassend zwei oder mehrere Wärmetauscher mit unterschiedlichen Leistungsklassen.
- Wärmetauscher der eingangs genannten Art werden für zahlreiche Prozesse in verschiedenen technischen Einsatzgebieten verwendet. Eine typische Verwendung ist der Einsatz als Nachschaltwärmetauscher für Heizkessel, wo sie zum Erwärmen einer Flüssigkeit unter Herunterkühlen und ggf. Kondensieren von Abgasen eines Brenners eines Heizkessels eingesetzt werden. Dabei werden die Glasrohre meist von einem fluiden Medium, insbesondere Wasser, durchströmt und die Abgase umströmen die von dem Medium durchströmten Glasrohre. Das Abgas des Heizkessels kann dabei so weit abgekühlt werden, dass die Wasserdampfanteile des Abgases, die bei der Verbrennung kohlenwasserstoffhaltiger Brennstoffe im Brenner entstehen, kondensieren. Durch Nutzung der so entstehenden Kondensationswärme tritt eine signifikante Verbesserung des verbrennungstechnischen Wirkungsgrads ein.
- Wärmetauscher der eingangs genannten Art werden häufig auch als Rohrbündelwärmetauscher bezeichnet, da bei ihnen häufig eine Vielzahl von Rohren, die üblicherweise parallel ausgerichtet sind und dadurch ein Rohrbündel bilden, eingesetzt werden.
- Aus
DE 26 10 817 A1 ,DE 77 24 169 U1 ,EP 0 135 188 B1 undUS 4,513,814 sind Wärmetauscher mit Glasrohren bekannt, deren Rohrböden aus Metall ausgebildet sind. Dies hat zwar aus fertigungstechnischer und auch bezüglich der Festigkeit der mechanisch und thermisch hochbeanspruchten Rohrböden einige Vorteile, allerdings rufen Rohrböden aus Metall eine Korrosionsproblematik hervor, die durch das Zusammenwirken von Hitze, korrosiv aggressiven Bestandteilen des Abgases und deren Kondensate ein frühzeitiges technisches Versagen der Wärmetauischer nach sich ziehen. - Um diesem abzuhelfen sind aus
EP0135188B1 undUS 4,513,814 Glasrohr-Wärmetauscher bekannt, bei dem diejenigen Teile, die nicht aus Glas gefertigt werden können, aus korrosionsfestem metallischem Werkstoff, z.B. Chromnickelstahl mit hohen Nickelanteilen, bestehen. Allerdings führt die Verwendung solcher korrosionsbeständiger Legierungen zu einer signifikanten Erhöhung der Materialkosten und verteuert somit das Endprodukt. Zudem hat sich gezeigt, dass durch das Zusammenwirken von Hitze, korrosiv aggressiven Bestandteilen des Abgases und deren Kondensate einzelne Legierungsbestandteile aus dem Rohrboden herausgelöst werden, wodurch (Schwer-)Metallbestandteile an das Kondensat abgegeben werden, die eine Umweltbelastung darstellen und nur mit sehr hohem Aufwand dem Kondensat wieder entzogen werden können. Zudem kommt es infolge dieses Herauslösens teilweise zu Korrosion der Rohrböden, wodurch ein technisches Versagen der Wärmetauscher resultiert. - Auf eine Reinigung des Kondensats wird oftmals aus Kostengründen verzichtet und stattdessen das Kondensat ungereinigt in öffentliche Kanalisation eingeleitet. Dies kann zu erheblichen Belastungen der Klärschlämme von Wasseraufbereitungsanlagen führen.
- Die in
EP 0135188B1 undUS4,513,814 gezeigten Glasrohr-Wärmetauscher versuchen, korrosiv wirkende Niederschläge an den Metallteilen und eine hieraus resultierende Korrosion der Rohrböden durch Erwärmung der Metallteile zu vermeiden. Dazu werden beispielsweise inEP0135188B1 von heißem Gas durchströmte Glasrohre, eingesetzt. Dies erfordert eine differenzierte Gasführung und ist mit einem erhöhten Konstruktions- und Fertigungsaufwand verbunden. Zudem wird hierdurch die Leistung und der Wirkungsgrad des Wärmetauschers verringert. - Aus
DE 31 39 794 C2 ist ein Wärmetauscher mit kleinen Nennweiten bekannt, bei dem die Korrosionsproblematik durch einen Wärmetauscher mit Glasrohren und Kunststoffrohrböden vermieden werden soll und der damit dem Oberbegriff des Anspruchs 1 entspricht. Hierzu sind topfartige Behälter als Rohrböden vorgesehen, die so dimensioniert sein sollen, dass sie die bei der Heizung auftretenden Temperaturen und Drücke einwandfrei auch dann aushalten, wenn sie vollständig aus dem säurefestem Werkstoff Hartpolyvinylchlorid bestehen. Es hat sich jedoch gezeigt, dass solche Wärmetauscher mit Kunststoffrohrböden Probleme bei der Funktionsfähigkeit, insbesondere bezüglich der Dichtigkeit des gesamten wasserführenden Systems und insbesondere nach einer längeren Betriebsdauer aufweisen. - Die
DE 31 39 794 C2 schlägt bezüglich der Problematik der Dichtigkeit spezifische aufwendige Abdichtungen zwischen den Glasrohren und den Kunststoffrohrböden vor. Dabei werden die Glasrohre von je einem in einer Ringnut mit Spiel in Längsrichtung angeordneten Ring aus Chloropren-Polymerisat gehalten, der wiederum in Muffenringen untergebracht ist. Die Muffenringe sind in den Boden eines topfähnlichen Behälters eingeklebt, dessen Ringflansch am oberen Ende abgedichtet ist. Bestehen die Muffenringe bereits aus Hartpolyvinylchlorid, so kann zum Verkleben des Muffenringes mit dem topfartigen Behälter ein Klebstoff verwendet werden. Sind aber beispielsweise die Muffenringe aus einem Fluorcarbonat hergestellt oder damit beschichtet, so ist es erforderlich, die Klebestellen anzuätzen, bevor der Kleber aufgetragen wird. Der Fertigungsaufwand erhöht sich wesentlich durch diese Art der aufwendigen Abdichtung. Eine zufriedenstellende Funktionsfähigkeit, insbesondere eine ausreichende Dichtigkeit über eine längere Betriebsdauer hinweg, kann jedoch auch mit diesen Ausgestaltungen nicht erreicht werden. Wärmetauscher mit Kunststoffrohrböden, wie in derDE 31 39 794 C2 , konnten sich daher auch in der Praxis nicht durchsetzen, insbesondere nicht als Wärmetauscher höherer Leistungsklasse. - Es ist die Aufgabe der vorliegenden Erfindung, einen Wärmetauscher bereitzustellen, der langfristig dicht und korrosionsbeständig ist.
- Ein Wärmetauscher der eingangs genannten Art löst diese Aufgabe erfindungsgemäß durch die Merkmale des Kennzeichens von Anspruch 1, wobei ein, zwei oder mehrere stabförmige Verstärkungselemente, sich jeweils von einer Befestigungsstelle am ersten Rohrboden zu einer Befestigungsstelle am zweiten Rohrboden erstrecken, vorzugsweise im Wesentlichen parallel zu den Glasrohren, und solcherart an den Rohrböden befestigt sind, dass sie eine Verformung der Rohrböden oder Teilen davon, insbesondere eine Durchbiegung oder Auswölbung in Längsrichtung der Glasrohre, zumindest abschnittsweise vermindern.
- Die jeweiligen Enden der Glasrohre des erfindungsgemäßen Wärmetauschers sind in die Öffnungen in den Rohrböden eingebracht und abgedichtet. Die Abdichtung erfolgt beispielsweise über O-Ringe. Zumindest auf einer Seite, vorzugsweise auf beiden Seiten sind die Glasrohre mit axialem Spiel, vorzugsweise längsverschiebbar in den Rohrböden gelagert und abgedichtet. Dies hat den Vorteil, dass die Glasrohre keine hohen Anforderungen in Bezug auf ihre Längstoleranzen erfüllen müssen, die häufig nur durch Schleifen erreicht werden können und die Herstellungskosten der Glasrohre stark erhöhen würden.
- Die Rohrböden eines Wärmetauschers stehen unter dem Druck (beispielsweise ca. 1,5bar) dieses fluiden Mediums, das an den von den Glasrohren abgewandten Seiten der Rohrböden anliegt. Der Erfindung liegt die Erkenntnis zu Grunde, dass es hierdurch bei nicht erfindungsgemäßen Kunststoff-Rohrböden häufig zu einerseits elastischen, andererseits aber auch plastischen (visko-elastischen) Verformungen der Rohrböden oder Teilen davon kommt. Die hohen Temperaturen des Abgases (beispielsweise über 200°C), sowie die Temperatur des fluiden Mediums stellen eine weitere Belastung der Rohrböden dar und begünstigen deren Verformung. Diese Verformung wurde als Ursache der Undichtigkeit erkannt. Insbesondere das Kriechverhalten von Kunststoff, das unter Last zu einer dauerhaften plastischen Verformung führt, ist hierbei von Nachteil und dieses Problem tritt bei Wärmetauschen höherer Leistungsklassen durch deren größere Abmessungen verstärkt auf. Mit dem erfindungsgemäßen Wärmetauscher wird diese Verformung in signifikanter Weise verringert, ohne dass hierdurch die Korrosionsbeständigkeit verringert würde.
- Die Rohrböden eines erfindungsgemäßen Wärmetauschers bestehen teilweise oder vollständig aus Kunststoff. Dafür kommen Werkstoffe in Frage, die den üblicherweise im Einsatz auftretenden Randbedingungen (z.B. Druck von etwa 1,5bar, Temperaturen von ca. 200°C, Kondensatzusammensetzung) standhalten. Beispielsweise können Kunststoffe wie Glasfaser- oder Karbonfaser-verstärktes Polyphenylensulfid (PPS) zum Einsatz kommen.
- Die Rohrböden eines erfindungsgemäßen Wärmetauschers weisen jeweils eine, zwei oder mehrere Befestigungsstellen zur Aufnahme von einem, zwei oder mehreren stabförmigen Verstärkungselementen auf. Wenn in den folgenden Ausführungen auf stabförmige Verstärkungselemente im Singular oder Plural Bezug genommen wird, gelten die Aussagen jeweils auch für den nicht genannten Plural bzw. Singular.
- Diese stabförmigen Verstärkungselemente sind mit ihren ersten Enden an den Befestigungsstellen des ersten Rohrbodens und mit ihren zweiten Enden an den Befestigungsstellen des zweiten Rohrbodens befestigt. Die Anzahl der Befestigungsstellen pro Rohrboden ist vorzugsweise gleich der oder höher als die Anzahl der stabförmigen Verstärkungselemente. Es ist bevorzugt, dass auch die stabförmigen Verstärkungselemente parallel zu den Glasrohren angeordnet sind. Es ist jedoch auch möglich, die stabförmigen Verstärkungselemente in einem Winkel zu den Glasrohren verlaufen zu lassen.
- Die stabförmigen Verstärkungselemente können an den Befestigungsstellen der Rohrböden beispielsweise durch Einstecken, Festklemmen, Verschrauben, Vernieten oder Verkleben befestigt sein. Die Befestigungsstellen an den Rohrböden können beispielsweise Bohrungen, Vertiefungen oder Vorsprünge sein, sie können jedoch beispielsweise auch als Fläche oder Teil einer Fläche ausgebildet sein.
- Die zwischen den Rohrböden angeordneten, stabförmigen Verstärkungselemente begrenzen die Verformungsmöglichkeiten der Rohrböden. Insbesondere eine Durchbiegung oder Auswölbung der Rohrböden oder Teilen davon in Längsrichtung der Glasrohre kann durch die stabförmigen Verstärkungselemente zumindest abschnittsweise verringert werden. In diesem Fall dienen die stabförmigen Verstärkungselemente als Druckstäbe, d. h. es wird eine Verformung der Rohrböden bzw. der einander zuweisenden Rohrbödenwände in Richtung der Glasrohre vermindert. Dies ermöglicht in vorteilhafter Weise eine Versteifung der Rohrböden entgegen einer Verformung der Rohrböden aufeinander zu. Alternativ können die stabförmigen Verstärkungselemente als Zugstäbe dienen, um eine Verformung der Rohrböden weg von den Glasrohren zumindest abschnittsweise zu vermindern.
- Jedes einzelne stabförmige Verbindungselement verhindert eine Verformung eines Rohrbodens bzw. Teilen davon insbesondere im Bereich der Befestigungsstelle des Rohrbodens und in daran angrenzende Bereiche. Die Verformung von Teilen des Rohrbodens, die von einem Verstärkungselement weiter entfernt sind, können durch das Verstärkungselement reduziert werden. Insbesondere bei Rohrböden mit größeren Abmessungen ist es aber von Vorteil, zwei oder mehrere Verstärkungselemente beabstandet voneinander vorzusehen, um den Rohrboden insgesamt derart abzustützen, dass keine die Funktionsfähigkeit des Wärmetauschers gefährdende Verformungen der Rohrböden auftreten. Durch Variation der Anzahl und Anordnung der Verstärkungselemente können diese für die jeweilige Leistungsklasse und Einsatzbedingungen des Wärmetauschers ausgelegt werden.
- Der erfindungsgemäße Glaswärmetauscher hat den Vorteil, dass die Langzeitstabilität eines erfindungsgemäßen Wärmetauschers erhöht werden kann, da insbesondere eine die Abdichtung zwischen Glasrohren und Rohrboden gefährdende Verformung des Rohrbodens durch die Verstärkungselemente verhindert wird. Weiterhin ist von Vorteil, dass die Rohrböden eines erfindungsgemäßen Wärmetauschers vorzugsweise vollständig aus Kunststoff ausgebildet sind und damit günstig herzustellen sind, insbesondere wesentlich günstiger als Rohrböden aus Metall. Die Verwendung von Rohrböden, deren mit dem Abgas bzw. dem Kondensat in Berührung kommenden Teile aus Kunststoff ausgebildet sind, in Kombination mit Glasrohren hat weiterhin den Vorteil, dass das beim Einsatz des Wärmetauschers entstehende Kondensat nicht durch Metallbestandteile verunreinigt wird.
- Alternativ oder zusätzlich zu der beschriebenen Lösung können die aufgezeigten Vorteile auch dadurch erreicht bzw. verbessert werden, dass eines, zwei oder mehrere der Glasrohre beidseitig mit einem axialen Anschlag in den Rohrböden gelagert sind und die Länge der Glasrohre exakt auf den Abstand zwischen den Glasrohrböden abgestimmt ist. In diesem Fall können die Glasrohre mit den entsprechenden Längen als Abstützung der Rohrböden im Sinne der stabförmigen Verstärkungselemente dienen, so dass keine zusätzlichen stabförmigen Verstärkungselemente erforderlich sind. Aufgrund der hohen Fertigungskosten, die eine Fertigung der Glasrohre mit entsprechend geringen Längentoleranzen mit sich bringt, ist diese Alternative in der Praxis jedoch weniger bevorzugt.
- Die Erfindung kann dadurch fortgebildet werden, dass das stabförmige Verstärkungselement bzw. die stabförmigen Verstärkungselemente einen ring-, kreis-, rechteck-, I- oder T-förmigen Querschnitt aufweist bzw. aufweisen. Weiterhin kann die Erfindung dadurch fortgebildet werden, dass das stabförmige Verstärkungselement bzw. die stabförmigen Verstärkungselemente aus Glas, Edelstahl oder Keramik ausgebildet ist bzw. sind. Insbesondere bevorzugt ist es, wenn die stabförmigen Verstärkungselemente einen Querschnitt aufweisen, der eine hohe Druckstabilität der stabförmigen Verstärkungselemente unterstützt und eine hohe Stabilität gegen Verbiegung und Knicken aufweist.
- Die für die stabförmigen Verstärkungselemente zum Einsatz kommenden Materialien sind vorzugsweise so ausgebildet, dass sie einerseits den Randbedingungen (z.B. Abgastemperaturen von ca. 200°C, Abgas- und Kondensatzusammensetzung) standhalten und andererseits eine möglichst hohe Festigkeit aufweisen, um als Druck- (gegebenenfalls auch als Zug-)Stäbe eine Verformung der Rohrböden vermindern zu können. Vorzugsweise können die stabförmigen Verstärkungselemente ebenfalls Glasrohre sein, gegebenenfalls mit einem kleineren Durchmesser als die von dem Fluid durchströmbaren Glasrohre. Die stabförmigen Verstärkungselemente können auch massive Glasstäbe sein. Verstärkungselemente aus Glas oder Keramik haben gegenüber solchen aus Metallen den Vorteil, dass das Abgaskondensat nicht verunreinigt wird. Die Verwendung von Glas kann weiterhin gegenüber Keramik oder Metall kostengünstiger sein.
- Die Erfindung kann dadurch fortgebildet werden, dass das stabförmige Verstärkungselement mittig zwischen den beiden Rohrböden angeordnet ist. Weiterhin kann die Erfindung dadurch fortgebildet werden, dass mehrere stabförmige Verstärkungselemente gleichmäßig verteilt zwischen den beiden Rohrböden angeordnet sind. Die erfindungsgemäße Anordnung von einem bzw. mehreren stabförmigen Verstärkungselementen ist insbesondere bevorzugt, um die Verformung der Rohrböden möglichst gleichmäßig zu vermindern. Die mittige Anordnung eines stabförmigen Verstärkungselements zwischen den beiden Rohrböden ist insbesondere vorteilhaft, um die mittig in größtem Ausmaß zu erwartende Verformung der Rohrböden zu reduzieren bzw. vermeiden. Wenn Größe, Leistungsklasse und Randbedingungen eine darüber hinausgehende die Betriebssicherheit beeinträchtigende Verformung der Rohrböden erwarten lassen, ist es vorteilhaft, mehrere stabförmige Verstärkungselemente gleichmäßig verteilt zwischen den beiden Rohrböden anzuordnen. Durch eine möglichst gleichmäßige Verteilung der stabförmigen Verstärkungselemente zwischen den beiden Rohrböden kann die insgesamt erforderliche Anzahl von stabförmigen Verstärkungselementen reduziert werden.
- Der erfindungsgemäße Wärmetauscher ist weiter dadurch gekennzeichnet, dass zumindest ein Rohrboden, vorzugsweise beide Rohrböden, auf seiner den Glasrohren abgewandten Seite einen Rohrbodendeckel aufweist, der mit dem Rohrboden derart verbunden ist, dass zwischen dem Rohrboden und dem Rohrbodendeckel ein Hohlraum ausgebildet ist, der mit den Glasrohren in Fluidverbindung steht. Der Rohrbodendeckel dient vorzugsweise dazu, auf der den Glasrohren abgewandten Seite des Rohrbodens einen Hohlraum zu schaffen, der mit den Glasrohren in Fluidverbindung steht, so dass das Fluid in den Glasrohren und den zwischen den Rohrböden und den Rohrbodendeckeln befindlichen Hohlräumen zirkulieren kann. Der Rohrbodendeckel kann beispielsweise aus Kunststoff, Metall oder einer Materialkombination ausgebildet sein. Die Verwendung von Metall für den Rohrbodendeckel hat den Vorteil, dass Kriechverformungen, wie sie bei Kunststoffteilen auftreten können, vermieden werden können. Da der Rohrbodendeckel in der Regel nicht mit dem Abgas bzw. dem Kondensat in Kontakt kommt, besteht auch nicht die Gefahr der Belastung des Kondensats durch Metallbestandteile.
- Weiterhin ist der erfindungsgemäße Wärmetauscher dadurch gekennzeichnet, dass der Hohlraum mittels eines Trennelements zwischen dem Rohrboden und dem Rohrbodendeckel in einen ersten und einen zweiten Hohlraumabschnitt unterteilt ist, wobei der erste Hohlraumabschnitt mit einer ersten Gruppe der Glasrohre in Fluidverbindung steht und der zweite Hohlraumabschnitt mit einer zweiten Gruppe der Glasrohre in Fluidverbindung steht. In einem erfindungsgemäßen Wärmetauscher ist es insbesondere bevorzugt, wenn ein solches Trennelement zwischen nur einem der beiden Rohrböden und dem zugehörigen Rohrbodendeckel ausgebildet ist. Durch eine solche Anordnung kann vorteilhaft sichergestellt werden, dass Fluid aus dem ersten Hohlraumabschnitt des unterteilten ersten Hohlraums durch die mit diesem Hohlraumabschnitt in Fluidverbindung stehende erste Gruppe der Glasrohre in den zweiten, nicht unterteilten Hohlraum gelangt und aus diesem zweiten, nicht unterteilten Hohlraum durch die zweite Gruppe der Glasrohre in den zweiten Abschnitt des unterteilten ersten Hohlraums zurückströmt. Auf diese Weise können die Zirkulationsrichtung und die Anzahl und Anordnung der Rohre, die in einer bestimmten Richtung durchströmt werden sollen, definiert werden.
- Diese Ausgestaltung kann dadurch weiter fortgebildet werden, dass die erste Gruppe weniger Glasrohre umfasst als die zweite Gruppe. Durch eine Gruppierung der Glasrohre in unterschiedlich große Gruppen kann die Durchströmungsgeschwindigkeit des Fluids durch die Gruppen von Glasrohren unterschiedlich ausgestaltet werden. Dabei ist es insbesondere bevorzugt, zuströmendes, vergleichsweise kaltes Medium mit hoher Geschwindigkeit durch eine geringere Anzahl von Glasrohren zu leiten und abströmendes, vergleichsweise wärmeres Medium mit geringerer Geschwindigkeit durch eine größere Anzahl von Glasrohren zurückströmen zu lassen.
- Weiterhin ist bevorzugt, dass der Rohrbodendeckel einen ersten Anschluss zur Verbindung des ersten Hohlraumabschnitts mit einer Fluidzufuhr und einen zweiten Anschluss zur Verbindung des zweiten Hohlraumabschnitts mit einer Fluidabfuhr aufweist. Auf diese Weise kann der Wärmetauscher in einen Mediumkreislauf eingebunden werden.
- Die Erfindung kann weiter dadurch fortgebildet, dass der erste Hohlraumabschnitt in Einbaulage oberhalb des zweiten Hohlraumabschnitts angeordnet ist. Diese Fortbildung ist insbesondere vorteilhaft, da auf diese Weise heißes Abgas, das den Wärmetauscher vorzugsweise in Einbaulage von oben nach unten durchströmt, zunächst mit zuströmendem, d. h. vergleichsweise kaltem Fluid, über die Glasrohrwandungen in Wärmekontakt kommt. Alternativ könnte eine Gegenstromanordnung realisiert werden, was insbesondere bei signifikanten Temperaturerhöhungen des Fluids über dessen Fließstrecke einen Vorteil bringen kann.
- Gemäß eines weiteren Aspekts der Erfindung wird die Aufgabe durch einen Wärmetauscher der eingangs genannten Art gelöst, bei dem zumindest einer der beiden Rohrböden, vorzugsweise beide Rohrböden, eine in einem äußeren Randbereich seiner den Glasrohren zugewandten Seite ausgebildete Nut zur Aufnahme eines Wärmetauschergehäuses aufweist bzw. aufweisen. Dabei ist es bevorzugt, dass das Wärmetauschergehäuse als U-förmig abgewinkeltes Gehäuseblech ausgebildet ist. Weiterhin ist bevorzugt, dass das Wärmetauschergehäuse durch ein, zwei oder mehrere die Rohrböden verbindende Zugelemente, vorzugsweise Zugbänder oder -stangen, zwischen den Rohrböden befestigt ist. Diese Ausführungsvariante hat den Vorteil, dass die zur Verbindung der Rohrböden mit einem Wärmetauschergehäuse erforderlichen Verbindungselemente im Wesentlichen im Rohrboden ausgebildet sein können und das Wärmetauschergehäuse beispielsweise aus einem einfachen Gehäuseblech gefertigt sein kann, das U-förmig abgewinkelt ist. Das Gehäuseblech kann dabei Löcher oder Ausstanzungen, beispielsweise zur Verbindung mit weiteren Wärmetauscherelementen, aufweisen.
- Am Rohrboden ist vorteilhafterweise eine Nut zur Aufnahme des Wärmetauschergehäuses vorgesehen. Wenn, wie bevorzugt, der Rohrboden vollständig aus Kunststoff besteht und beispielsweise im Spritzgussverfahren hergestellt wird, ist die Ausbildung einer Nut zur Aufnahme des Wärmetauschergehäuses oder die Ausbildung anderer Verbindungsvorrichtungen anders als beispielsweise bei Rohrböden aus Metall, fertigungstechnisch einfach und kostengünstig zu realisieren.
- Um die Verbindung zwischen Rohrböden und Wärmetauschergehäuse herzustellen, ist es bevorzugt, die Rohrböden über Zugelemente, vorzugsweise Zugbänder, -stangen oder -bleche, zu verbinden und auf diese Weise das Wärmetauschergehäuse zwischen den beiden Rohrböden und vorzugsweise innerhalb der in den Rohrböden ausgebildeten Nut, einzuspannen. Wenn das Wärmetauschergehäuse in die in den Rohrböden ausgebildeten Nuten eingesetzt ist und die Rohrböden durch die Zugelemente miteinander verbunden sind, ist auch das Wärmetauschergehäuse entsprechend fixiert. Vorzugsweise ist die Verbindung zwischen Wärmetauschergehäuse und Rohrböden abgedichtet, beispielsweise durch Einlegen einer Dichtung in die in den Rohrböden ausgebildeten Nuten.
- Die Erfindung kann weiter dadurch fortgebildet werden, dass das Wärmetauschergehäuse eine verschließbare Revisionsöffnung aufweist, welche eine Wartung des Wärmetauschers im Einbauzustand ermöglicht. Eine solche verschließbare Revisionsöffnung ist vorzugsweise im Einbauzustand des Wärmetauschers oben oder seitlich angeordnet, so dass ein Benutzer die Revisionsöffnung leicht erreichen kann. Die erfindungsgemäße Fortbildung ermöglicht es vorteilhafterweise, z.B. Inspektions-, Wartungs- oder Reinigungsarbeiten im eingebauten Zustand des Wärmetauschers durchzuführen.
- Ein weiterer Aspekt der Erfindung ist ein Wärmetauscher der eingangs genannten Art, umfassend einen Abgassammler mit einer Abgasauslassöffnung, der dadurch gekennzeichnet ist, dass der Abgassammler derart angeordnet ist, dass die Abgasauslassöffnung einen Anschlussquerschnitt aufweist, der den Anschluss einer Abgasleitung im Wesentlichen parallel zu den Glasrohren ermöglicht. Ein erfindungsgemäßer Wärmetauscher weist typischerweise einen Abgassammler mit einer Abgasauslassöffnung auf, durch die das Abgas, das den Wärmetauscher durchströmt hat, mit einer Abgasleitung verbunden werden und durch diese abgeführt werden kann. Vorteilhafterweise ist dabei der Anschlussquerschnitt der Auslassöffnung so angeordnet, dass die Abgasleitung im Wesentlichen parallel zu den Glasrohren angeschlossen werden kann. Dies hat den Vorteil, insbesondere in Einbausituationen mit nur geringem Bauraum bzw. Einbausituationen mit besonderen Anforderungen an die Führung der Abgasleitung, dass die Abgasleitung zumindest abschnittsweise parallel zu den Glasrohren geführt werden kann, d. h. zum Beispiel in der Regel parallel zur Heizkesselaußenwand. Anschließende Richtungsänderungen der Abgasleitung können mittels entsprechender bekannter Rohrelemente realisiert werden.
- In einer bevorzugten Fortbildung der Erfindung ist der Abgassammler derart ausgebildet, dass er alternativ in einer um 180 Grad versetzten Stellung zu der in dem vorhergehenden Anspruch definierten Stellung montiert werden kann. Dabei ist es bevorzugt, dass der Abgassammler symmetrisch ausgebildet ist in Bezug auf die Anordnung der Abgasauslassöffnung in der ersten Einbaualternative zu der zweiten Einbaualternative. Diese Fortbildungsform hat den Vorteil, dass einem Installateur eine erhöhte Anpassungsfähigkeit geschaffen wird in Bezug auf die Anschlussmöglichkeiten einer Abgasleitung. Weiterhin ist bevorzugt, dass der Abgassammler in Einbaulage unterhalb des Wärmetauschers angeordnet ist.
- Gemäß eines weiteren Aspekts der Erfindung kann die Aufgabe durch einen Wärmetauscher der eingangs genannten Art gelöst werden, bei dem zumindest einer der beiden Rohrböden, vorzugsweise beide Rohrböden, als Metallplatte ausgebildet ist, wobei die Metallplatte abschnittsweise oder vollständig mit Kunststoff beschichtet ist. Durch die erfindungsgemäße Beschichtung der Metallplatte mit Kunststoff, vorzugsweise in allen mit Abgas bzw. Kondensat in Berührung kommenden Teilen des Rohrbodens, wird sichergestellt, dass das Kondensat nicht durch Metallbestandteile verunreinigt wird. Dies hat den Vorteil, dass das mechanische Verhalten im Wesentlichen durch die Materialeigenschaften der Metallplatte definiert werden. Weiterhin erleichtert diese Ausführungsform die Montage, da die Kunststoffbeschichtung gleichzeitig als Abdichtung zwischen Rohren und Rohrboden und elastischer Toleranzausgleich dienen kann und so auf eine zusätzliche Abdichtung, beispielsweise mittels O-Ringen, verzichtet werden kann.
- Ein weiterer Aspekt der Erfindung ist eine Wärmetauscherbaureihe, umfassend zwei oder mehrere der erfindungsgemäßen Wärmetauscher mit unterschiedlichen Leistungsklassen, dadurch gekennzeichnet, dass alle Wärmetauscher der Baureihe übereinstimmende Rohrböden aufweisen und sich die Wärmetauscher unterschiedlicher Leistungsklassen durch die Länge und/oder Anzahl der Glasrohre unterscheiden.
- Die erfindungsgemäße Wärmetauscherbaureihe hat den Vorteil, dass Wärmetauscher unterschiedlicher Leistungsklassen bereitgestellt werden können, ohne hierfür unterschiedliche Rohrböden verwenden zu müssen. Wärmetauscher unterschiedlicher Leistungsklassen werden durch Einbau längerer oder kürzerer Glasrohre verwirklicht, um so entsprechend hohe oder niedrige Leistungsklassen zu erzielen. Durch die Verwendung übereinstimmender Rohrböden für alle Leistungsklassen können zusätzliche Kosten vermieden werden, wie sie beispielsweise bei Anpassung der Rohrböden oder Fertigung individuell unterschiedlicher Rohrböden für verschiedene Leistungsklassen erforderlich wären und zudem durch Massenfertigung eines standardisierten Rohrbodens die Fertigungskosten insgesamt reduziert werden.
- Alternativ oder zusätzlich können Wärmetauscher höherer Leistungsklassen eine höhere Anzahl an Glasrohren aufweisen als Wärmetauscher niedrigerer Leistungsklassen. Eine Variation der Anzahl der Glasrohre kann über ein Verschließen von solchen Öffnungen im Rohrboden, die keine Glasrohre aufnehmen sollen, beispielsweise durch Blinddeckel, realisiert sein. Hierzu sind üblicherweise keine wesentlichen, die Geometrie des Rohrbodens deutlich verändernden Änderungen erforderlich, so dass die Herstellung des Rohrbodens sehr kostengünstig erfolgen kann.
- Die erfindungsgemäße Wärmetauscherbaureihe ermöglicht es, ein modulartiges Wärmetauscher-Sortiment für unterschiedliche Anforderungen kostengünstig bereitzustellen. Dies spart im Vergleich zur bisher üblichen Bereitstellung überdimensionierter Wärmetauscher für niedrigere Leistungsklassen insbesondere Material und Bauraum ein. Weiterhin ist eine flexiblere und feinere Abstufung der Leistungsklassen möglich, da sowohl Länge als auch gegebenenfalls Anzahl der Glasrohre bei gleichbleibenden Rohrböden sehr leicht variiert werden können.
- Die erfindungsgemäße Wärmetauscherbaureihe kann dadurch fortgebildet werden, dass zumindest ein Wärmetauscher einer höheren Leistungsklasse als Anordnung von zwei vorzugsweise gleichen Wärmetauschern einer niedrigeren Leistungsklasse ausgebildet ist. Dazu können beispielsweise zwei Wärmetauscher in Einbaulage parallel nebeneinander angeordnet und mit einem gemeinsamen Wärmetauschergehäuse versehen sein, so dass in das gemeinsame Wärmetauschergehäuse eintretendes Abgas durch die Glasrohre der beiden zusammengesetzten Wärmetauscher parallel hindurchströmt. Weiterhin ist es bevorzugt, wenn drei oder mehr, vorzugsweise gleiche, Wärmetauscher einer niedrigeren Leistungsklasse zu einem Wärmetauscher höherer Leistungsklasse zusammengesetzt werden.
- Vorteilhafterweise weisen die Rohrböden der Wärmetauscher in einer solchen Kombination entsprechende Nuten zur Aufnahme eines gemeinsamen Wärmetauschergehäuses auf. Besonders bevorzugt ist es, wenn der Nutenverlauf so angeordnet ist, dass die Nuten der Rohrböden sowohl zur Aufnahme eines Wärmetauschergehäuses für nur einen Wärmetauscher dienen oder alternativ auch zur Aufnahme eines gemeinsamen Wärmetauschergehäuses für zwei, drei oder mehrere Wärmetauscher dienen können.
- Ein weiterer Aspekt ist ein Verfahren zur Herstellung eines Wärmetauschers in unterschiedlichen Leistungsklassen, mit den Schritten:
- (a) Bereitstellen einer Vielzahl von, vorzugsweise im Wesentlichen parallel zueinander angeordneten, von einem Fluid durchströmbaren Glasrohren, wobei die Länge und/oder Anzahl der Glasrohre abgängig ist von der Leistungsklasse des Wärmetauschers,
- (b) Bereitstellen eines ersten, zumindest teilweise aus Kunststoff ausgebildeten Rohrbodens mit Öffnungen,
- (c) Bereitstellen eines zweiten, zumindest teilweise aus Kunststoff ausgebildeten Rohrbodens mit Öffnungen,
- (d) Ablängen einer Mehrzahl von Glasrohren in einer solchen Länge, die in Abhängigkeit der Leistungsklasse des Wärmetauschers gewählt ist,
- (e) Einbringen der Glasrohre mit einem ersten Ende in die Öffnungen des ersten Rohrbodens,
- (f) Einbringen der Glasrohre mit einem zweiten Ende in die Öffnungen des zweiten Rohrbodens.
Das Verfahren kann durch folgende Schritte fortgebildet werden:- zweimaliges Durchführen der Schritte (a) bis (e) zum Bereitstellen eines ersten und eines zweiten Wärmetauschers, vorzugsweise der gleichen Leistungsklasse,
- Verbinden des ersten und zweiten Wärmetauschers mit einem gemeinsamen Wärmetauschergehäuse zu einem Wärmetauscher einer höheren Leistungsklasse.
Ein Bestandteil des Wärmetauschers gemäß der Erfindung ist ein Rohrboden zur Aufnahme von Enden einer Vielzahl von Rohren, insbesondere Glasrohren, wobei der Rohrboden zumindest teilweise aus Kunststoff ausgebildet ist, gekennzeichnet durch einen Befestigungspunkt zur zumindest abschnittsweisen Abstützung des Rohrbodens gegen eine Verformung des Rohrbodens oder Teilen davon, insbesondere gegen eine Durchbiegung oder Auswölbung.
Bevorzugte Ausführungsformen der Erfindung werden beispielhaft anhand der beiliegenden Figuren beschrieben. Es zeigen:- Fig. 1:
- Eine dreidimensionale Ansicht einer ersten Ausführungsform eines erfindungsgemäßen Wärmetauschers in Einbaulage an einem Heizkessel,
- Fig. 2:
- eine schematische dreidimensionale Ansicht des in
Figur 1 gezeigten Wärmetauschers ohne Wärmetauschergehäuse, - Fig. 3:
- eine perspektivische Ansicht der Innenseite eines Rohrbodens mit stabförmigen Verstärkungselementen des in
Figur 1 gezeigten Wärmetauschers, - Fig. 4:
- eine perspektivische Ansicht der Außenseite eines Rohrbodens gemäß
Figur 3 , - Fig. 5:
- eine Unteransicht des in
Figur 1 gezeigten Wärmetauscher, - Fig. 6:
- einen Querschnitt durch den in
Figur 1 gezeigten Wärmetauscher entlang der inFig. 4 gezeigten Schnittebene A-A,
- Fig. 7:
- eine Seitenansicht des in
Figur 1 gezeigten Wärmetauschers ohne Wärmetauschergehäuse, - Fig. 8:
- eine Seitenansicht des in
Figur 1 gezeigten Wärmetauschers mit Wärmetauschergehäuse, - Fig. 9:
- eine Draufsicht auf den in
Figur 1 gezeigten Wärmetauscher, - Fig. 10:
- das Detail D der in
Figur 8 gezeigten Draufsicht des inFigur 1 gezeigten Wärmetauschers, - Fig. 11:
- eine dreidimensionale Ansicht des in
Figur 1 gezeigten Wärmetauschers mit Wärmetauschergehäuse, - Fig. 12:
- eine weitere dreidimensionale Ansicht des in
Figur 1 gezeigten Wärmetauschers mit Dämmung, - Fig. 13:
- eine dreidimensionale Ansicht des in
Figur 1 gezeigten Wärmetauschers mit Dämmung mit einer ersten Anschlussvariante einer Abgasleitung, - Fig. 14:
- eine zweite dreidimensionale Ansicht des in
Figur 1 gezeigten Wärmetauschers mit Dämmung und einer weiteren Anschlussalternative einer Abgasleitung, - Fig. 15:
- eine dreidimensionale Ansicht einer alternativen Ausführungsform eines Teils eines erfindungsgemäßen Rohrbodens,
- Fig. 16:
- eine weitere dreidimensionale Ansicht eines Teils des in
Figur 14 gezeigten Rohrbodens, - Fig.17:
- eine dreidimensionale Ansicht eines Wärmetauschers einer ersten Leistungsklasse einer erfindungsgemäßen Wärmetauscherbaureihe,
- Fig.18:
- eine dreidimensionale Ansicht eines Wärmetauschers einer zweiten Leistungsklasse einer erfindungsgemäßen Wärmetauscherbaureihe,
- Fig.19:
- eine dreidimensionale Ansicht eines Wärmetauschers einer dritten Leistungsklasse einer erfindungsgemäßen Wärmetauscherbaureihe, und
- Fig. 20:
- eine Ansicht eines Teils eines erfindungsgemäßen Rohrbodens.
-
Figur 1 zeigt einen erfindungsgemäßen Wärmetauscher 100 in Einbaulage an einem mit einem Brenner 2 verbundenen Heizkessel 1. - In
Figur 2 sind zwei Wärmetauscherseitenteile 110, 120 und zwischen den Wärmetauscherseitenteilen 110, 120 angeordnete Glasrohre 130 dargestellt. Die Glasrohre 130 sind parallel zueinander in acht übereinanderliegenden Reihen mit jeweils vier Glasrohren angeordnet. Wie auch inFigur 3 zu erkennen, sind die beiden Wärmetauscherseitenteile 110, 120 jeweils aus einem Rohrboden 111, 121 und einem Rohrbodendeckel 112, 122 zusammengesetzt. Die Rohrböden 111, 121 sind im Spritzgussverfahren hergestellte Kunststoffbauteile. Die Rohrbodendeckel 112, 122 sind aus Metallblechen gefertigt.
Der Rohrboden 111 weist Öffnungen 111 a zur Aufnahme der Glasrohre 130 auf. Die Öffnungen 111 a sind ebenfalls in acht Reihen von jeweils vier Öffnungen angeordnet. Im oberen Bereich des Rohrbodens 111 sind anstelle der Öffnungen Blinddeckel 111b angeordnet, da sich, wie in denFiguren 2 und7 gezeigt, in diesem Bereich 131 des Wärmetauschers 100 keine Glasrohre 130 befinden. Der Rohrboden 111 weist einen Steg 111 c auf, mit dem der Rohrbodendeckel 112 über Befestigungselemente 114 verbunden ist. Zwischen Rohrboden 111 und Rohrbodendeckel 112 ist ein Hohlraum gebildet. Dieser Hohlraum steht mittels der Öffnungen 111 a mit den Glasrohren 130 in Fluidverbindung.
Die beiden Wärmetauscherseitenteile 110, 120 sind im Wesentlichen gleich aufgebaut. Sie unterscheiden sich darin, dass das Wärmetauscherseitenteil 110 einen Anschluss für eine Fluidzufuhr 181 und einen Anschluss für eine Fluidabfuhr 182, wie inFigur 7 gezeigt, aufweist. Weiterhin ist der Hohlraum des Wärmetauscherseitenteils 110 durch ein Trennelement 115, wie inFigur 5 gezeigt, so in einen ersten und einen zweiten Hohlraumabschnitt unterteilt, dass der erste Hohlraumabschnitt nur mit den Glasrohren 130a sowie dem Anschluss 181 und der zweite Hohlraumabschnitt nur mit den Glasrohren 130b sowie dem Anschluss 182 in Fluidverbindung steht. Durch die Anschlüsse 181 und 182 kann der Wärmetauscher 100 mit einem Fluidkreislauf, vorzugsweise einem Wasserkreislauf, verbunden werden. Dabei strömt das Wasser mit einem Druck von ca. 1,5bar durch die Fluidzufuhr 181 in den ersten Hohlraum des ersten Wärmetauscherseitenelements 110 und von dort in die oberen Glasrohre 130a. Das Wasser tritt dann in den zweiten Hohlraum des zweiten Wärmetauscherseitenelements 120 ein, fließt dort nach unten und durch die Glasrohre 130b zurück in den zweiten Abschnitt des ersten Hohlraums des ersten Wärmetauscherseitenelements 110 und von dort aus fließt das Wasser durch die Fluidabfuhr 182 ab.
An zwischen den Öffnungen 111a angeordneten Befestigungsstellen des Rohrbodens 111 sind senkrecht vom Rohrboden 111 wegweisende stabförmige Verstärkungselemente 140 befestigt. Die stabförmigen Verstärkungselemente 140 sind in Bezug auf die Breite des Rohrbodens 111 mittig am Rohrboden 111 angeordnet, d. h. jeweils zwischen den mittleren beiden Öffnungen der vier Öffnungen 111a einer Reihe. Weiterhin sind die stabförmigen Verstärkungselemente 140 gleichmäßig über die Höhe des Rohrbodens 111 verteilt, d.h. der Abstand zwischen jeweils zwei benachbarten Verstärkungselementen 140 ist gleich. Mit ihren inFigur 3 frei schwebend abgebildeten Enden sind die stabförmigen Verstärkungselemente 140 im Einbauzustand am zweiten Rohrboden 121 an entsprechenden Befestigungsstellen befestigt. Dadurch kann eine Durchbiegung und Ausbeutung der Rohrböden 111, 112 in Richtung der Glasrohre 130 vermindert werden, so dass der erfindungsgemäße Wärmetauscher 100 auch im langfristigen Gebrauch keine durch Kriechverformung verursachte Undichtigkeiten aufweist.
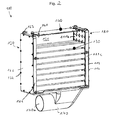
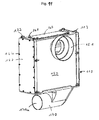
- Zwischen den beiden Rohrböden 111, 121 ist ein U-förmiges Wärmetauschergehäuseblech 150 und eine auf der Außenseite des Gehäuses angeordnete Wärmedämmung 150a eingespannt, wie in den
Figuren 11 und12 gezeigt. Das Wärmetauschergehäuseblech 150 wird mit seinen beiden Seitenkanten jeweils in eine umlaufende Nut 111d des Rohrbodens, die inFigur 6 dargestellt ist, eingesteckt.Figur 9 zeigt, dass in die Nut 111 d eine Dichtung 152 eingelegt ist. Die beiden Rohrböden 111, 121 werden durch Zugbänder 190 zusammengehalten, die über Befestigungselemente 113, 123 mit den beiden Rohrböden 111, 121 verbunden sind, wie in denFiguren 11 bis 13 gezeigt. Diese Befestigungsart hat den Vorteil, dass aufwändig herzustellende Geometrien des Wärmetauschergehäuses 150 vermieden werden können. Die Zugelemente 190 sind ebenfalls günstig herzustellende Bauteile, beispielsweise Metallbänder oder -streifen. - Wie in den
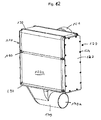
Figuren 6 ,8 und11 dargestellt, weist das Wärmetauschergehäuse 150 in seinem oberen Drittel einen Abgaszufuhrstutzen 151 auf, mit dem der Wärmetauscher 100 mit einem Abgasauslass des Heizkessels 1 verbunden werden kann. Der freie Raum 131 oberhalb der Glasrohre 130 dient dazu, dass die durch den Abgaszufuhrstutzen 151 eintretenden heißen Abgase sich in dem Raum 131 verteilen können, um den Wärmetauscher 100 vom Abgaszufuhrstutzen 151 in Richtung eines am unteren Ende des Wärmetauschers 100 angeordneten Abgassammlers 170, d.h. von oben nach unten, möglichst gleichmäßig zu durchströmen. -
Figur 5 zeigt die Basisplatte 170c des Abgassammlers 170, die über Befestigungselemente 170b am Wärmetauscher 100 befestigt ist. Die Basisplatte 170c ist vorzugsweise im Wesentlichen rechteckig. Dadurch ist es möglich, den Abgassammler 170 auch um 180° verdreht an dem Wärmetauscher 100 zu befestigen, so dass die Abgasauslassöffnung 170a in die entgegengesetzte Richtung weist.Figuren 13 und14 zeigen, dass der Abgassammler 170 unterschiedlich an eine Abgasleitung 171 angeschlossen werden kann. InFigur 13 weist die Anschlussöffnung 171a der Abgasleitung 171 seitlich vom Wärmetauscher 100 weg. InFigur 14 weist die Anschlussöffnung 171a der Abgasleitung 171 nach oben. Diese Variabilität ist insbesondere bei Einbausituationen mit nur geringem Bauraum bzw. Einschränkungen in der Abgasleitungsführung von Vorteil.
Am oberen Ende des Wärmetauschers 100 befindet sich eine Revisionsöffnung, die durch einen Revisionsdeckel 160 verschließbar ist. Wie in denFiguren 9 und11 gezeigt, ist der Revisionsdeckel 160 über Verbindungselemente 160 mit dem Wärmetauschergehäuse 150 verbunden.
Die in denFiguren 15 und 16 gezeigte weitere Ausführungsform eines erfindungsgemäßen Rohrbodens 200 besteht aus einer Metallplatte 210, die Öffnungen 220 zur Aufnahme von Glasrohren (nicht dargestellt) und Öffnungen 240 zur Aufnahme von Verbindungselementen (nicht dargestellt) aufweist. Die Unterseite 210a sowie die Innenseiten 220a und 240a der Öffnungen 220 und 240 sind vollständig mit einem Kunststoff beschichtet. Dies kann beispielsweise aufvulkanisiertes Gummi sein. Die Kunststoffbeschichtung dient gleichzeitig zur Abdichtung der Öffnungen 220 gegenüber den in die Öffnungen einzuführenden Glasrohren, so dass weitere Abdichtungsmaßnahmen, beispielsweise O-Ringe, entfallen und auf diese Weise die Montage vereinfacht und die erforderliche Montagezeit reduziert werden können. Die Verformungsbeständigkeit der erfindungsgemäßen Rohrböden 200 wird durch die Metallplatte 210 sichergestellt. Die Kunststoffschicht verhindert die Korrosion der Metallplatte 210 auf der dem Abgas bzw. dem Kondensat zugewandten Seite 210a.
Figuren 17 und 18 zeigen zwei erfindungsgemäße Wärmetauscher unterschiedlicher Leistungsklassen einer erfindungsgemäßen Wärmetauscherbaureihe.Figur 17 zeigen einen ersten Wärmetauscher 300, einen Wärmetauscherbaureihe mit einer niedrigeren Leistungsklasse (beispielsweise bis 14KW) als der inFigur 18 gezeigte, zweite Wärmetauscher 400 der gleichen Wärmetauscherbaureihe und weist mit einem Rohrboden 311 bzw. einem Wärmetauscherseitenteil 320 verbundenen Glasrohre 340 mit einer Länge L300 auf. Der zweite, inFigur 18 dargestellte Wärmetauscher 400 der gleichen Wärmetauscherbaureihe hat eine höhere Leistungsklasse (beispielsweise bis 40KW) als der Wärmetauscher 300 und weist Glasrohre 440 der Länge L400 auf. Die Rohrböden 311 und 411 bzw. die Wärmetauscherseitenteile 320, 420 stimmen überein.
Die Wärmetauscher 300, 400 sind vorzugsweise entsprechend dem in denFiguren 1 bis 14 dargestellten Wärmetauscher 100 aufgebaut. Zur Realisierung unterschiedlicher Leistungsklassen unterscheiden sich die Wärmetauscher 300, 400 der Baureihe in der Länge der Glasrohre L400, L300, des Wärmetauschergehäuses und seiner Dämmung und der die Wärmetauscherseitenteile miteinander verbindenden Zugbänder (nicht dargestellt). Diese Längenänderungen sind herstellungstechnisch günstig zu realisieren. Eine herstellungstechnisch aufwändige Variation der Rohrböden ist nicht erforderlich.
Für den inFigur 19 gezeigten erfindungsgemäßen Wärmetauscher 500 einer höheren Leistungsklasse sind drei Wärmetauscher einer niedrigeren Leistungsklasse durch ein gemeinsames Wärmetauschergehäuse 550 verbunden. Dabei sind die drei ersten Rohrböden 511, 512, 513 und die drei zweiten Rohrböden 521, 522, 523 der drei Wärmetauscher niedrigerer Leistungsklasse jeweils nebeneinander angeordnet. Das Abgas tritt durch den Abgaszufuhrstutzen 551 in den Wärmetauscher 500 ein, verteilt sich oberhalb der Glasrohre 530 und durchströmt die drei parallel angeordneten Wärmetauscher in der dargestellten Einbaulage von oben nach unten. Das Wärmetauschergehäuse 550 weist drei Revisionsöffnungen 560a, 560b, 560c auf. Diese Öffnungen können durch Revisionsdeckel (nicht dargestellt) verschlossen werden.
Zur Variation der Leistungsklassen können die Anzahl der kombinierten Wärmetauscher und damit die Tiefe des Wärmetauschergehäuses (nicht dargestellt) und der zugehörigen Dämmung (nicht dargestellt) verändert werden. Die Rohrböden 511, 512, 513, 521, 522, 523 aller zu einem Wärmetauscher höherer Leistungsklasse zu verbindenden Wärmtauscher niedrigerer Leistungsklasse sind vorteilhafterweise übereinstimmend ausgestaltet. Um einen Rohrboden sowohl für die äußeren als auch für den mittleren Wärmetauscher niedrigerer Leistungsklasse einsetzen zu können, weisen die Rohrböden 511, 512, 513, 521, 522, 523 vorteilhafterweise den inFigur 20 gezeigten Nutverlauf mit einer umlaufenden Nur 511d und einer am oberen Ende des Rohrbodens durchgehenden Nut 511e auf. Die umlaufende Nut 511d dient dazu, wenn beispielsweise nur ein Wärmetauscher niedrigerer Leistungsklasse mit einem U-förmigen Wärmetauschergehäuseblech versehen werden soll, zur Aufnahme dieses Wärmetauschergehäuseblechs. Die am oberen Ende durchgehende Nut 511 e dient dazu, bei einem kombinierten Wärmetauscher höherer Leistungsklasse, wie beispielsweise dem Wärmetauscher 500 ausFigur 19 , ein Wärmetauschergehäuse für mehrere Wärmetauscher niedrigerer Leistungsklasse aufzunehmen. Je nachdem, ob der Rohrboden 511 zwischen zwei weiteren Rohrböden oder als Rand-Rohrboden verwendet wird, verläuft das Wärmetauschergehäuse entweder durch die am oberen Ende durchlaufende Nut 511e oder durch einen Schenkel der umlaufenden Nut 511d. Vorteilhafterweise wird zur Abdichtung von Rohrboden und Wärmetauschergehäuse eine Dichtung in die Nut 511 e bzw. 511 d eingelegt.
Claims (16)
- Wärmetauscher (100), umfassend- eine Vielzahl von, vorzugsweise im Wesentlichen parallel zueinander angeordneten, von einem Fluid durchströmbaren Glasrohren (130),- einen ersten Rohrboden (111) mit Öffnungen (111a), in die die Glasrohre mit einem ersten Ende eingebracht sind,- einen zweiten Rohrboden (121) mit Öffnungen, in die die Glasrohre mit einem zweiten Ende eingebracht sind,- wobei zumindest einer der beiden Rohrböden (111, 121), vorzugsweise beide Rohrböden, aus Kunststoff ausgebildet ist bzw. sind,dadurch gekennzeichnet, dass sich ein, zwei oder mehrere stabförmige Verstärkungselemente (140), jeweils von einer Befestigungsstelle am ersten Rohrboden zu einer Befestigungsstelle am zweiten Rohrboden erstrecken, vorzugsweise im Wesentlichen parallel zu den Glasrohren, und solcherart an den Rohrböden befestigt sind, dass sie eine Verformung der Rohrböden oder Teilen davon, insbesondere eine Durchbiegung oder Auswölbung in Längsrichtung der Glasrohre, zumindest abschnittsweise vermindern,
und dass zumindest ein Rohrboden (111, 121), vorzugsweise beide Rohrböden, auf seiner den Glasrohren (130) abgewandten Seite einen Rohrbodendeckel (112, 122) aufweist, der mit dem Rohrboden derart verbunden ist, dass zwischen dem Rohrboden und dem Rohrbodendeckel ein Hohlraum ausgebildet ist, der mit den Glasrohren (130) in Fluidverbindung steht, wobei der Hohlraum mittels eines Trennelements (115) zwischen dem Rohrboden (111) und dem Rohrbodendeckel (112) in einen ersten und einen zweiten Hohlraumabschnitt unterteilt ist, wobei der erste Hohlraumabschnitt mit einer ersten Gruppe (130a) der Glasrohre in Fluidverbindung steht und der zweite Hohlraumabschnitt mit einer zweiten Gruppe (130b) der Glasrohre in Fluidverbindung steht. - Wärmetauscher (100) nach dem vorhergehenden Anspruch,
dadurch gekennzeichnet, dass das stabförmige Verstärkungselement (140) mittig zwischen den beiden Rohrböden (111, 121) angeordnet ist. - Wärmetauscher (100) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass mehrere stabförmige Verstärkungselemente (140) gleichmäßig verteilt zwischen den beiden Rohrböden (111, 121) angeordnet sind. - Wärmetauscher (100) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass der Rohrbodendeckel (112) einen ersten Anschluss zur Verbindung des ersten Hohlraumabschnitts mit einer Fluidzufuhr (181) und einen zweiten Anschluss zur Verbindung des zweiten Hohlraumabschnitts mit einer Fluidabfuhr (182) aufweist. - Wärmetauscher (100) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass der erste Hohlraumabschnitt in Einbaulage oberhalb des zweiten Hohlraumabschnitts angeordnet ist. - Wärmetauscher (100) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die erste Gruppe (130a) weniger Glasrohre umfasst als die zweite Gruppe (130b).
- Wärmetauscher (100) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass zumindest einer der beiden Rohrböden (111, 121, 511), vorzugsweise beide Rohrböden, eine in einem äußeren Randbereich seiner den Glasrohren zugewandten Seite ausgebildete Nut (111d, 511d, 511e) zur Aufnahme eines Wärmetauschergehäuses (150, 550) aufweist bzw. aufweisen. - Wärmetauscher (100) nach dem vorhergehenden Anspruch,
dadurch gekennzeichnet, dass das Wärmetauschergehäuse (150) als U-förmig abgewinkeltes Gehäuseblech ausgebildet ist. - Wärmetauscher (100) nach einem der beiden vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass das Wärmetauschergehäuse (150) durch ein, zwei oder mehrere die Rohrböden (111, 121) verbindende Zugelemente (190), vorzugsweise Zugbänder oder -stangen, zwischen den Rohrböden befestigt ist. - Wärmetauscher (100) nach einem der drei vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass das Wärmetauschergehäuse (150) eine verschließbare Revisionsöffnung (160) aufweist, welche eine Wartung des Wärmetauschers im Einbauzustand ermöglicht. - Wärmetauscher (100) nach einem der vorhergehenden Ansprüche, umfassend einen Abgassammler (170) mit einer Abgasauslassöffnung (170a),
dadurch gekennzeichnet, dass der Abgassammler derart angeordnet ist, dass die Abgasauslassöffnung einen Anschlussquerschnitt aufweist, der den Anschluss einer Abgasleitung (171) im Wesentlichen parallel zu den Glasrohren (130) ermöglicht. - Wärmetauscher (100) nach dem vorhergehenden Anspruch,
dadurch gekennzeichnet, dass der Abgassammler (170) derart ausgebildet ist, dass er alternativ in einer zu der in dem vorhergehenden Anspruch um 180 Grad versetzten Position montiert werden kann. - Wärmetauscher (100) nach einem der beiden vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass der Abgassammler (170) in Einbaulage unterhalb des Wärmetauschers (100) angeordnet ist. - Wärmetauscher (100) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass zumindest einer der beiden Rohrböden (200), vorzugsweise beide Rohrböden, als Metallplatte (210) ausgebildet ist, wobei die Metallplatte abschnittsweise oder vollständig mit Kunststoff (220) beschichtet ist. - Wärmetauscherbaureihe, umfassend zwei oder mehrere Wärmetauscher (300, 400) nach einem der vorhergehenden Ansprüche mit unterschiedlichen Leistungsklassen, wobei die Wärmetauscher Rohrböden und Glasrohre aufweisen,
dadurch gekennzeichnet, dass- alle Wärmetauscher der Baureihe übereinstimmende Rohrböden (311, 411) aufweisen und- sich die Wärmetauscher unterschiedlicher Leistungsklassen durch die Länge der Glasrohre (330, 430) unterscheiden. - Wärmetauscherbaureihe nach dem vorhergehenden Anspruch,
dadurch gekennzeichnet, dass zumindest ein Wärmetauscher einer höheren Leistungsklasse (500) als Anordnung von zwei vorzugsweise gleichen Wärmetauschern einer niedrigeren Leistungsklasse ausgebildet ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20080151043 EP2085732B1 (de) | 2008-02-04 | 2008-02-04 | Glaswärmetauscher mit Kunststoffrohrboden |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20080151043 EP2085732B1 (de) | 2008-02-04 | 2008-02-04 | Glaswärmetauscher mit Kunststoffrohrboden |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2085732A1 EP2085732A1 (de) | 2009-08-05 |
| EP2085732B1 true EP2085732B1 (de) | 2014-04-09 |
Family
ID=39619338
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080151043 Expired - Fee Related EP2085732B1 (de) | 2008-02-04 | 2008-02-04 | Glaswärmetauscher mit Kunststoffrohrboden |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2085732B1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015103268A1 (de) * | 2015-03-06 | 2016-09-08 | Bomat Heiztechnik Gmbh | Endkappe für ein Wärmetauscherrohr |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202008015206U1 (de) | 2008-11-17 | 2009-07-30 | Vincador Holding Gmbh | Nachrüstbausatz für einen Heizkessel zur Gebäudeheizung |
| DE102009053554A1 (de) * | 2009-11-18 | 2011-06-30 | Hans 77889 Fischer | Wärmeübertrager |
| DE102012011980A1 (de) * | 2012-06-16 | 2013-12-19 | Vaillant Gmbh | Abgasadapter für ein Heizgerät mit Rekuperator |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2196683A (en) * | 1937-12-04 | 1940-04-09 | Superheater Co Ltd | Multitubular heat interchanger |
| DE2440535A1 (de) * | 1974-08-23 | 1976-03-04 | Qvf Glastech Gmbh | Roehrenwaermeaustauscher mit elastisch abgedichteten rohren |
| DE2610817A1 (de) | 1975-03-21 | 1976-09-30 | Froehlich Air Ag | Rohrwaermetauscher und verfahren zu dessen herstellung |
| FR2356494A1 (fr) * | 1976-06-30 | 1978-01-27 | Bretagne Atel Chantiers | Echangeur de chaleur a faisceau tubulaire et procede de fabrication d'un tel echangeur |
| GB1573572A (en) * | 1976-12-17 | 1980-08-28 | Zeiss Stiftung | Tube-plates for glass tube bundle heat exchangers |
| DE7724169U1 (de) | 1977-08-03 | 1982-01-21 | Air Fröhlich AG für Energierückgewinnung, 9320 Arbon | Rohrwärmetauscher |
| DE3132078A1 (de) * | 1980-08-21 | 1982-03-25 | IMI Radiators Ltd., Baildon West Yorkshire | Waermeaustauscher |
| DE3139794C2 (de) | 1981-10-07 | 1985-02-14 | Nikolaus Reininger | Glasrohrbündel-Wärmeaustauscher |
| DE3142485C2 (de) | 1981-10-27 | 1983-11-17 | Langbein & Engelbracht GmbH & Co KG, 4630 Bochum | Glasrohrwärmetauscher |
| DE8323129U1 (de) * | 1983-08-11 | 1984-10-25 | Stettner & Co, 8560 Lauf | Keramischer Wärmetauscher |
| DE3333057C1 (de) | 1983-09-14 | 1985-04-18 | Peter Kaehmann | Glasrohr-Waermetauscher |
| EP0597856A1 (de) * | 1991-08-12 | 1994-05-25 | LUND, Henrik | Röhrenwärmeaustauscher sowie verfahren zur herstellung von gelochten endplatten für rohrverzweigungen für einen solchen wärmeaustauscher |
| FR2697053B1 (fr) * | 1992-10-21 | 1994-12-09 | Alsthom Gec | Condenseur en béton pour turbine à vapeur à échappement axial avec montage simplifié des faisceaux. |
-
2008
- 2008-02-04 EP EP20080151043 patent/EP2085732B1/de not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015103268A1 (de) * | 2015-03-06 | 2016-09-08 | Bomat Heiztechnik Gmbh | Endkappe für ein Wärmetauscherrohr |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2085732A1 (de) | 2009-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2304370B1 (de) | Umrüstsatz für einen rohrbündelwärmetauscher | |
| DE3028563A1 (de) | Abhitzekessel | |
| EP2459951B1 (de) | Wärmetauschervorrichtung und verwendung | |
| DE202007017283U1 (de) | Wärmetauscher mit ringförmig ausgebildeten Strömungskanälen | |
| EP2085732B1 (de) | Glaswärmetauscher mit Kunststoffrohrboden | |
| DE3208097A1 (de) | Waermetauscher | |
| WO2014083036A1 (de) | Plattenwärmeaustauscher in abgedichteter bauweise | |
| DE102008037762A1 (de) | Gliederheizkessel aus Gusseisen oder Aluminium | |
| EP1985956B1 (de) | Rohrboden für Nachschaltwärmetauscher | |
| DE19547928C2 (de) | Plattenwärmetauscher | |
| EP2250448A1 (de) | Gliederheizkessel aus gusseisen oder aluminium | |
| DE102006044201B4 (de) | Nachschaltwärmetauscher für einen Heizkessel | |
| DE202005012879U1 (de) | Rohrbündel-Wärmeüberträger | |
| WO2019229148A1 (de) | Wärmetauscher | |
| DE202009007148U1 (de) | Plattenheizkörper | |
| DE8323129U1 (de) | Keramischer Wärmetauscher | |
| EP3006887B1 (de) | Rohrbündelwärmeübertrager | |
| DE102005038552B3 (de) | Rohrbündel-Wärmeüberträger | |
| DE2709027C3 (de) | Rohrbündelwärmetauscher | |
| DE102006038982B4 (de) | Wärmetauscher zur Rückgewinnung der Latentwärme von Abgasen | |
| DE102008038663A1 (de) | Wärmetauscher mit einem Rohrbündel aus parallel zueinander verlaufenden, aus Kunststoff bestehenden Rohren | |
| DE102016110993A1 (de) | Zylinderkopf mit Merkmalen zum Begrenzen einer Auslasskrümmerschrumpfung | |
| DE102012010837A1 (de) | Wärmeübertrager mit Vorkammern in mehrgängigen Prozessverfahren | |
| DE102011054984A1 (de) | Stütze für ein Rohrbündel und damit versehener Wärmeübertrager | |
| DE102004015775B4 (de) | Rohrbündelwärmeaustauscher |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100205 |
|
| AKX | Designation fees paid |
Designated state(s): AT DE FR |
|
| 17Q | First examination report despatched |
Effective date: 20101105 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ATEC GMBH & CO. KG |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20131009 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 661571 Country of ref document: AT Kind code of ref document: T Effective date: 20140415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008011559 Country of ref document: DE Effective date: 20140522 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008011559 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| 26N | No opposition filed |
Effective date: 20150112 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008011559 Country of ref document: DE Effective date: 20150112 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20200218 Year of fee payment: 13 Ref country code: DE Payment date: 20200304 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200220 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008011559 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 661571 Country of ref document: AT Kind code of ref document: T Effective date: 20210204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210901 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210228 |