EP1929075B2 - Vorrichtung zum verarbeiten von fasern an der trommel einer karde - Google Patents
Vorrichtung zum verarbeiten von fasern an der trommel einer karde Download PDFInfo
- Publication number
- EP1929075B2 EP1929075B2 EP06761286.1A EP06761286A EP1929075B2 EP 1929075 B2 EP1929075 B2 EP 1929075B2 EP 06761286 A EP06761286 A EP 06761286A EP 1929075 B2 EP1929075 B2 EP 1929075B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- carding
- cylinder
- drum
- gap
- zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G15/00—Carding machines or accessories; Card clothing; Burr-crushing or removing arrangements associated with carding or other preliminary-treatment machines
- D01G15/76—Stripping or cleaning carding surfaces; Maintaining cleanliness of carding area
- D01G15/80—Arrangements for stripping cylinders or rollers
- D01G15/805—Arrangements for stripping cylinders or rollers by suction or blowing
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G15/00—Carding machines or accessories; Card clothing; Burr-crushing or removing arrangements associated with carding or other preliminary-treatment machines
- D01G15/02—Carding machines
- D01G15/12—Details
- D01G15/14—Constructional features of carding elements, e.g. for facilitating attachment of card clothing
- D01G15/24—Flats or like members
Definitions
- the present invention relates to apparatus for processing fibers on the drum of a card, in particular for the removal of impurities on the drum of a revolving flat card.
- contaminant in this application encompasses all materials that have a significantly higher specific gravity compared to dissolved (opened) cotton fibers so that they behave differently from cotton fibers under the effect of centrifugal force, for example, trash particles, leaf debris, seed husks, stem remnants , Sand and not opened nits.
- the card has a rotatable drum fitted with a garnish which can be divided into three carding zones: the main carding zone, the pre-carding zone and the post-carding zone.
- the main carding zone may consist of hard covers
- a traveling deck system is the preferred system at least for processing cotton fibers.
- the revolving system consists of 79 to 112 covers, which are combined by a chain or a belt to form a revolving endless belt.
- DE-C-3336323 proposes a device for eliminating impurities such as trash, shell parts u. Like. Before, wherein the device above the pickup, that is arranged in the Nachkardierzone.
- the device has a knife blade which is formed integrally with a suction chamber.
- DE-A-3821771 shows a method for separating waste, wherein the drum of the cotton carda sucks through its rotation at the separator air from the environment through an air gap formed by the drum, which air flows directly into a waste collector.
- EP-B-338 802 shows a complex arrangement of covers upstream of a separation gap, leaving an air supply gap between selected covers.
- EP-B-848 091 the applicant itself shows a fiber-processing machine with a Ausscheidkante, wherein at least one measure is taken to limit a caused by the air discharge pressure drop downstream of the edge or compensate.
- the measure is preferably to air in the. To let space flow downstream from the edge.
- DE-A-10207159 provides in the pre-and / or Nachkardierzone before a plurality of working elements such as Festkardieriana, suction, Ausscheidemesser ago, wherein at least two working elements, a module is formed.
- the invention is characterized in that in the pre- and / or Nachkardierzone each have at least two modules are provided for the excretion of foreign bodies (contaminants) such as trash and / or for the excretion of Nissen.
- two modules are provided in the Vorkardierzone, each comprising a Festkardierelement, a suction hood and a pressure element. These modules are designed to improve the excretion of foreign bodies such as trash, seed parts, leaf debris u. Like. Allow.
- the object of the invention is to improve the effect of the entire carding zone as the sum of the individual partial zones, and thus to improve the effect of the pre-carding zone and the post-carding zone.
- the invention provides a device for processing fibers on the drum of a Wanderdekkelkarde according to claim 1
- an air supply is provided after the first excretion module and before the last excretion module.
- FIG. 1 shows a revolving flat card, for example the Rieter card C60 with a working width of 1.5 m. Fiber flakes are transported through transport channels through the various Putzereirea mattern (not shown) and finally fed to the hopper 16 of the card.
- the shaft 16 in FIG. 1 is designed as a so-called "cleaner shaft” with a cleaning module between the shaft top and the manhole base. However, this is not essential for the present invention, instead of a cleaner shaft and a normal hopper can be provided.
- the shaft then passes the fiber flakes to the card as cotton wool, namely to a known feed device, which feeds the cotton into the card at a predetermined speed.
- the feeder feeds the fiber flakes to a licker-in module 3, which in the illustrated embodiment has three lickerins.
- the lickerins open the fiber flakes and remove some of the dirt particles.
- the last licker-in roller passes the fibers to the card drum 1.
- the card drum cooperates with the lids 7 of a revolving flat-top aggregate 2, thereby further parallelizing the fibers.
- the covers are cleaned by a cover cleaning 14 and possibly ground with a grinding device. After the fibers have partially carried out several cycles on the card drum, they are removed by the pickup 4 of the card drum, fed to the discharge area (5) and finally deposited as a card sliver in a can in a pot (not shown).
- the traveling lid unit 2 has, together with the drum 1, the function, the dissolution of the flakes into individual fibers, removal of impurities and dust, elimination of very short fibers, the dissolution of nits and the parallelization of the fibers.
- the region 8 of the main carding zone can be defined with an angle ⁇ . This area extends from the point where the first lid is placed in working position to the point where the last lid leaves the working position. Viewed in the direction of rotation of the drum, the pre-carding zone is located before the main carding zone and the post-carding zone is after the main carding zone.
- This carding nip is normally selected over almost the entire main carding zone so that the lids are set at a constant distance from the drum. However, the gap can also be opened - the carding gap is larger - or closing - the carding gap is smaller - to be set.
- the size of the carding nip is, for example, between 0.10 to 0.30 mm for cotton or to 0.40 mm for chemical fibers in the case of a revolving flat card.
- the carding drum has a diameter D and a working width A (not shown in FIG. 1 ), wherein the working width A is given by the axial length of the garnished surface of the drum.
- the working width of the drum has been increased from the usual value in the range of 1 m to 1.5 m.
- the diameter of the drum is reduced from the usual 1.3 m to about 0.814 m.
- a card with a reduced drum diameter is preferably driven at a speed such that the peripheral speed of the drum set is equal to the peripheral speed of the drum set of a conventional card.
- the resulting centrifugal force at the circumference of the drum of a "small" card is significantly higher. Due to the changed geometry and the corresponding changed processing parameters, the card can process more than 200 kg / h of cotton today.
- FIG. 2 now shows a schematic opposite to the FIG. 1 modified arrangement according to the present invention.
- the guide plate 20 and the suction hood 22 also functional, compared to the FIG. 1 have remained unchanged, they are indicated in both figures with the same reference numerals.
- This element is mainly used to catch the dirt particles that have been released by the revolving lids.
- dirt particles from the environment of the drum 1 can be additionally dissipated, this function of the suction hood is of no great importance and the suction hood 22 is therefore not counted among the separation modules.
- the separation modules 30 and 32, the carding segment 34 and the guide element 36 each form a structural unit which are attached at their ends to a respective arc 40 (only one arc 40 in the FIG. 2 visible).
- the bows 40 are fastened in the carding frame (not shown) by means of bolts (not shown) which cooperate with receptacles 42 on the respective bows. Since the general structure of module 30 is substantially the same as the general structure of module 32, only module 30 will be described below. The description also applies to the module 32.
- the element 70 is a carding strip.
- the structuring of the surface 71 is thus given by the teeth of the carding strip 70.
- the function of this element in the separation module can be explained relatively easily on the basis of the known structure of a carding strip. Subsequently, alternative structures for the surface 71 will be discussed.
- the FIG. 4 shows schematically (in principle) the flow conditions in the carding nip K between the carding strip 70 and the drum set with lateral surface 1A.
- the FIG. 4 also shows examples of setting parameters that can be used for a carding machine with a drum diameter of 814 mm, especially when choosing a conventional carding strip with a width B of the clothing strip of 30 mm.
- the operating direction of rotation of the drum is indicated by a curved arrow.
- the carding position of the clothing teeth of the carding strip is indicated schematically in that the tip of each tooth is directed against the drum rotation direction.
- the Gamitur tip of the strip form a lateral surface lying in a plane 74, and the central longitudinal axis of this lateral surface in a circle 75, which is concentric with the drum 1, one can, for example, a gap width of 0.35 mm in between adjust this longitudinal axis and the lateral surface of the drum set.
- the flakes have been largely dissolved, with the covers 7 being unable to pick up any trash particles and impurities and remove them from the card. By dissolving the flakes impurities ("particles”) were released.
- the structuring of the surface 71 should be chosen such that it tends to allow the particles to "bleed" (with relatively high specific gravity) and make it difficult to fiber out. It can only be spoken of tendencies, because the exact selectivity is not possible. Some of the fairies will still be associated with the good fibers to remain in the drum set while some fibers will penetrate the set of the strip 70 with the particles, with the shorter (less valuable) fibers being able to with the particles to fly outside. It will therefore be clear that a strip of teeth could be used "inverted” with respect to the carding position and nevertheless function similarly in terms of precipitation selectivity. Under these circumstances, however, the strip would not contribute to the degree of resolution or parallelization of the processed fibers. If no further resolution (eg of neps) or parallelization is necessary in the module 30, a non-carding, structured area 71 can be used. Suggestions for such areas are in EP-A-388 791 listed.
- the carding element 70 comprises a support rod 80 with a dovetail-shaped receptacle for fittings 82.
- the rod 80 viewed in its longitudinal direction, extends over the entire working width of the drum and is over its entire length provided with spacers 84, 86, wherein the two middle spacers 86 are hook-shaped and together form a receptacle for a mounting rail 88.
- the rail 88 has distributed over its length openings 90, which are each provided with a thread. After insertion of the rod 88 into the receptacle, the apertures 90 face the apertures 92 provided in the foot portion 72. Through each opening 92, a respective bolt 94 can be guided to cooperate with the thread of the corresponding opening 90.
- the guide surface 76 forms a curved surface which is arranged approximately concentrically with the drum 1.
- This baffle has, in particular, an effect on the air flow in the carding nip, after a part of the air quantity has been peeled off from the separating gap 62 on the blade 64 upstream and in the cavity 58 (FIG. Fig. 3 ) was discharged.
- an increased distance between the guide surface 76 and the lateral surface 1A is preferably provided.
- the distance between the guide surface 76 and lateral surface 1A should not be much larger than the distance y.
- the attachment of the guide element on the foot part 66 thus preferably results in a small enlargement x of the carding gap downstream of the blade 64, for example in the range 0.15 to 0.25 mm.
- the good fibers passing the knife blades of modules 30 and 32 have therefore twice been subjected to the turbulent flows near these blades.
- the baffles 68 of the modules are not designed to process the fibers to restore order to the batt on the drum surface, but rather to re-control the restless air currents.
- the structured area 71 (FIG. Fig. 3 ) is formed by a carding strip, it must be expected that the fibers lose their order again during the excretion partially. Any loss of fiber order in the nonwoven to be processed results in an increase in the number of nits in the final product, especially when processing longer, finer (ie, more valuable) fibers.
- the guide member 36 contributes nothing to the processing of the fibers, but is designed to initiate the fiber / air flow clean in the gusset between the drum 1 and the pickup 4, if possible without disturbing the previously achieved order of fibers.
- the casing seal between modules 30 and 32 is removed so that the space between these modules as the air supply channel 80 (FIG. Fig. 2 ):
- the air introduced via the duct is preferably evenly distributed over the working width.
- the amount of air that is introduced into the carding nip via this channel depends on the prevailing pressure conditions in the carding nip and is therefore largely "self-adjusting". As more air is peeled off by the blade in the module 30, the pressure in the subsequent section of the carding nip drops and it introduces more "false” air through the channel 80 into the carding nip. However, much of this newly introduced air is immediately peeled off again in module 32, helping to maintain stable flow conditions in this module.
- the benefits of the invention are not necessarily to be seen in maximizing the amount of waste but in improving (maximizing) the selectivity. This makes it possible to optimally use the limited space in the Nachkardierzone, especially when using a drum with reduced diameter. However, it is important to realize that even with the use of a conventional drum of larger diameter, the precipitation of impurities at the expense of the fiber order is performed, and therefore measures must be taken to restore the required fiber order before the forwarded from the drum fleece for Customer arrives.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Preliminary Treatment Of Fibers (AREA)
Description
- Die vorliegende Erfindung betrifft Vorrichtungen zum Verarbeiten von Fasern an der Trommel einer Karde, insbesondere zur Ausscheidung von Verunreinigungen an der Trommel einer Wanderdeckelkarde. Der Begriff "Verunreinigung" umfasst in dieser Anmeldung alle Materialien, die im Vergleich mit aufgelösten (geöffneten) Baumwollfasern ein wesentlich höheres spezifisches Gewicht aufweisen, so dass sie sich anders als Baumwollfasern unter der Wirkung der Zentrifugalkraft verhalten, beispielsweise Trashpartikel, Blattreste, Samenschalen, Stengelreste, Sand und nichtgeöffnete Nissen.
- In der Putzerei und Karderie wird die Baumwolle für die weitere Bearbeitung zu einem Garn vorbereitet. Die Baumwollflocken werden von Ballen abgenommen, gereinigt und voraufgelöst. Die Karde als letzter Reinigungsschritt ist das Herzstück. Hier wird die Baumwolle nicht nur gereinigt, sondern in Einzelfasern aufgelöst und zu einem Band zusammengefasst. Da die Verfahrensschritte nach der Karde keine Reinigungsschritte mehr enthalten, ist die Qualität des Bandes in grossem Masse für die Qualität des daraus gesponnenen Garns entscheidend. Vor allem Schmutzpartikel und Nissen, die spätestens auf der Karde hätten eliminiert werden sollen, sind direkt im Garn als Verunreinigungen oder Dickstellen wieder erkennbar.
- Die Karde weist eine drehbare, mit einer Garnitur bestückte Trommel auf, die in drei Kardierzonen eingeteilt werden kann: die Hauptkardierzone, die Vorkardierzone und die Nachkardierzone. Obwohl die Hauptkardierzone aus Festdeckeln bestehen kann, ist zumindest für die Bearbeitung von Baumwollfasern ein Wanderdeckelsystem das bevorzugte System. Das Wanderdeckelsystem besteht je nach Fabrikat der Karde aus 79 bis 112 Deckeln, die durch eine Kette oder einen Riemen zu einem umlaufenden Endlosband zusammengefasst sind. Dabei sind 20 bis 50 Deckel ständig in Arbeitsposition. In Arbeitsposition stehen die Deckel dann, wenn sie mit ihrer Garniturseite gegenüber der Trommelgarnitur angeordnet sind. Seit mehr als vierzig Jahren gehört es nun zum Stand der Technik in der Gestaltung der Baumwollkarde Vorrichtungen zur Ausscheidung von Verunreinigungen in der Vor- bzw. Nachkardierzone vorzusehen.
-
DE-C-3336323 schlägt eine Vorrichtung zum Ausscheiden von Verunreinigungen wie Trash, Schalenteile u. dgl. vor, wobei die Vorrichtung oberhalb des Abnehmers, d. h. in der Nachkardierzone, angeordnet ist. Die Vorrichtung weist eine Messerklinge auf, die einstückig mit einer Absaugkammer ausgebildet ist. -
DE-A-3821771 zeigt ein Verfahren zum Abscheiden von Abfall, wobei die Trommel der Baumwollkarde durch ihre Rotation am Abscheider Luft aus der Umgebung durch einen von der Trommel mitgebildeten Luftspalt hindurch saugt, wobei diese Luft unmittelbar in einen Abfallsammler strömt. -
EP-B-338802 -
EP-B-848091 -
DE-A-10207159 sieht in der Vor- und/oder Nachkardierzone eine Mehrzahl von Arbeitselementen wie Festkardierelemente, Absaugeinrichtungen, Ausscheidemesser vor, wobei aus mindestens zwei Arbeitselementen ein Modul gebildet ist. Die Erfindung ist dadurch gekennzeichnet, dass in der Vor- und/oder Nachkardierzone jeweils mindestens zwei Module vorhanden sind, die für die Ausscheidung von Fremdkörpern (Verunreinigungen) wie Trash und/oder für die Ausscheidung von Nissen vorgesehen sind. In der Ausführung gemäss derFigur 2 sind in der Vorkardierzone zwei Module vorgesehen, die jeweils ein Festkardierelement, eine Absaughaube und ein Druckelement umfassen. Diese Module sollen eine Verbesserung der Ausscheidung von Fremdkörpern wie Trash, Samenteile, Blattreste u. dgl. ermöglichen. In einem Modul zur Ausscheidung von Nissen soll anscheinend die Reihenfolge der Arbeitselemente geändert werden, und zwar auf die Reihenfolge Druckelement, Absaughaube, Festkardierelement. Derartige Module sind in der Ausführung gemäss derFigur 3 in der Nachkardierzone gezeigt. Gemäss der Lehre derDE-A-10207159 sollen daher die Strömungsverhältnisse des Luft-/Faserstroms im sogenannten Kardierspalt mittels Rückstauen bzw. Freigeben des Stroms beeinflusst werden. Obwohl die Luftströmungen im Kardierspalt durch mehrere, unmittelbar einander nachfolgende Ausscheidesysteme erheblich gestört werden können, kann eine Beeinflussung in den empfindlichen und gleichzeitig für die Kardierwirkung wichtigen Strömungsverhältnisse, wie diese Schrift offenbart, eher eine negative Wirkung auf das Resultat der gesamten Kardierzone als Summe der einzeln Teilzonen haben. - Die Erfindung hat als Aufgabe die Wirkung der gesamte Kardierzone als Summe der einzelnen Teilzonen, und damit die Wirkung der Vorkardierzone und der Nachkardier-zone zu verbessern.
- Die Erfindung sieht eine Vorrichtung zur Bearbeitung von Fasern an der Trommel einer Wanderdekkelkarde gemäss dem Anspruch 1 vor In der bevorzugten Ausführung wird eine Luftzufuhr nach dem ersten Ausscheidemodul und vor dem letzten Ausscheidemodul vorgesehen.
- Anhand der Figuren und Beispiele werden weitere Merkmale der Erfindung erläutert.
- Figur 1
- Schematische Seitenansicht einer Karde.
- Figur 2
- Schematische Seitenansicht der Nachkardierzone einer Karde mit einer Vorrichtung gemäss der vorliegenden Erfindung.
- Figur 3
- Darstellung im Querschnitt eines Ausscheidemoduls zur Verwendung in einer Vorrichtung gemäss der
Figur 2 . - Figur 4
- Prinzipskizze zur Darlegung der Strömungsverhältnisse im Kardierspalt zwischen einem Kardierelement und der Trommelgarnitur in der
Figur 3 . - Figur 5
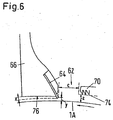
- Detail einer Befestigung für ein Kardierelement zur Verwendung in einem Modul gemäss der
Figur 3 . - Figur 6
- Prinzipskizze zur Darlegung der Strömungsverhältnisse im Kardierspalt zwischen dem Leitelement und der Trommelgarnitur in der
Figur 3 . -
Figur 1 zeigt eine Wanderdeckelkarde, zum Beispiel die Rieter Karde C60 mit einer Arbeitsbreite von 1.5 m. Faserflocken werden durch Transportkanäle durch die verschiedenen Putzereiprozessstufen transportiert (nicht gezeigt) und schliesslich dem Füllschacht 16 der Karde zugeführt. Der Schacht 16 inFigur 1 ist als ein sogenannter "Reinigerschacht" mit einem Reinigungsmodul zwischen dem Schachtoberteil und dem Schachtunterteil ausgeführt. Dies ist aber für die vorliegende Erfindung nicht wesentlich, anstelle eines Reinigerschachts kann auch ein normaler Füllschacht vorgesehen werden. Der Schacht gibt die Faserflocken dann als Watte an die Karde weiter, und zwar an eine bekannte Speisevorrichtung, welche die Watte mit einer vorgegebenen Geschwindigkeit in die Karde einzieht. - Die Speisevorrichtung speist die Faserflocken zu einem Vorreissermodul 3, der in der dargestellten Ausführung drei Vorreisser aufweist. Die Vorreisser öffnen die Faserflocken und entfernen einen Teil der Schmutzpartikel. Die letzte Vorreisserwalze übergibt die Fasern an die Kardentrommel 1. Die Kardentrommel arbeitet mit den Deckeln 7 eines Wanderdeckelaggregats 2 zusammen und parallelisiert hierbei die Fasern noch weiter. Die Deckel werden durch eine Deckelreinigung 14 gereinigt und eventuell mit einer Schleifvorrichtung nachgeschliffen. Nachdem die Fasern zum Teil mehrere Umläufe auf der Kardentrommel durchgeführt haben, werden sie vom Abnehmer 4 von der Kardentrommel abgenommen, dem Auslaufbereich (5) zugeführt und schliesslich als Kardenband in einem Kannenstock in einer Kanne abgelegt (nicht gezeigt).
- Das Wanderdeckelaggregat 2 hat zusammen mit der Trommel 1 die Funktion, die Auflösung der Flocken zu Einzelfasern, Ausscheidung von Verunreinigungen und Staub, Eliminierung von sehr kurzen Fasern, die Auflösung von Nissen und die Parallelisierung der Fasern. Der Bereich 8 der Hauptkardierzone kann mit einem Winkel α definiert werden. Dieser Bereich erstreckt sich von der Stelle, an der der erste Deckel in Arbeitsposition gesetzt wird, bis zu dem Punkt, an dem der letzte Deckel die Arbeitsposition verlässt. In der Drehrichtung der Trommel betrachtet, ist die Vorkardierzone vor der Hauptkardierzone und die Nachkardierzone nach der Hauptkardierzone angeordnet.
- Die Deckel 7 werden mit einem Endlosriemen oder einer Kette über Umlenkrollen 6 mit einem Antrieb über die Trommeloberfläche fortbewegt, meistens gegen die Drehrichtung der Trommel. Die Unterseite der Deckel ist mit einer Garnitur versehen, zum Beispiel mit einer Sägezahngarnitur oder flexiblen Garnituren in Form von Häkchen, wobei auch alternative Formen von Garnituren in Frage kommen. Auch die Trommel hat eine Garnitur, die mit dem Deckel zusammenarbeitet. Zwischen der Trommel- und der Deckelgarnitur ist ein Spalt, der Kardierspalt genannt wird. Die Deckel laufen über zwei Flexibelbogen, die an jeder Seite der Trommel angeordnet sind. Der Flexibelbogen kann mit Mitteln (nicht gezeigt) zum Einstellen der Bogen versehen werden, so dass eine genaue Einstellung des Kardierspalts vorgenommen werden kann. Dieser Kardierspalt wird normalerweise über fast die ganze Hauptkardierzone derart gewählt, dass die Deckel mit einem gleich bleibenden Abstand zur Trommel eingestellt sind. Allerdings kann der Spalt auch öffnend - der Kardierspalt wird grösser - oder schliessend - der Kardierspalt wird kleiner - eingestellt werden. Die Grösse des Kardierspalts liegt bei einer Wanderdeckelkarde beispielsweise zwischen 0.10 bis 0.30 mm für Baumwolle oder bis 0.40 mm für chemische Fasern.
- Die Kardentrommel hat einen Durchmesser D und eine Arbeitsbreite A (nicht gezeigt in
Figur 1 ), wobei die Arbeitsbreite A durch die axiale Länge der garnierten Fläche der Trommel gegeben ist. In der neuesten Generation der Hochleistungskarden, zum Beispiel die C60 Karde von Rieter, ist die Arbeitsbreite der Trommel vom bisher üblichen Wert im Bereich 1 m auf 1.5 m erhöht worden. Zusätzlich ist der Durchmesser der Trommel von den bisher üblichen 1.3 m auf rund 0.814 m reduziert. Eine Karde mit einem reduzierten Trommeldurchmesser wird vorzugsweise mit einer derartigen Drehzahl angetrieben, dass die Umfanggeschwindigkeit der Trommelgarnitur gleich der Umfanggeschwindigkeit der Trommelgarnitur einer konventionellen Karde ist. Die daraus entstehende Zentrifugalkraft am Umfang der Trommel einer "kleinen" Karde ist aber dadurch signifikant höher. Die Karde kann durch die geänderte Geometrie und die entsprechend geänderten Bearbeitungsparameter heute mehr als 200 kg/h an Baumwolle verarbeiten. - In der Karde gemäss der
Figur 1 befinden sich, in der Drehrichtung der Trommel betrachtet, die folgenden Arbeitselemente in der Nachkardierzone zwischen dem Wanderdeckelaggregat 2 und dem Abnehmer 4: - eine Leitplatte bzw. Verdeckelement 20, welche(s) in den Zwickel hineinragt, wo sich die Deckel 7 des Wanderdeckelaggregates 2 der Trommel 1: annähern oder bei umgekehrter Laufrichtung der Deckel, sich von der Trommel wegbewegen würden;
- eine Absaughaube 22 eventuell mit einem Messer 23 bestückt, welche sich unmittelbar an der Leitplatte 22 anschliesst;
- ein Ausscheidemodul 24;
- ein Kardiersegment 26, und
- eine Absaugeinheit 28, welche dem Zwickelbereich zwischen der Trommel 1 und dem Abnehmer 4 zugeordnet ist und ausserdem eine Leitfläche an der Trommel bildet.
- Die
Figur 2 zeigt nun schematisch eine gegenüber derFigur 1 veränderte Anordnung gemäss der vorliegenden Erfindung. Da aber die Leitplatte 20 und die Absaughaube 22, auch funktionell, gegenüber derFigur 1 unverändert geblieben sind, sind sie in beiden Figuren mit den gleichen Bezugszeichen angedeutet. Dieses Element dient vor allem dazu die Schmutzpartikel, die von den Wanderdeckeln freigesetzt worden, sind aufzufangen. Durch den Einsatz des Messers 23 können zusätzlich Schmutzpartikel aus der Umgebung der Trommel 1 abgeführt werden, wobei dieser Funktion der Absaughaube keine grosse Bedeutung zukommt und die Absaughaube 22 deshalb auch nicht zu den Ausscheidemodulen gezählt wird. - Die Anordnung gemäss der
Figur 2 umfasst in der Drehrichtung der Trommel betrachtet: - eine Absaughaube 22
- ein erstes Ausscheidemodul 30;
- ein zweites Ausscheidemodul 32;
- ein Kardiersegment 34, und
- ein Leitelement 36, welches in den vorerwähnten Zwickel zwischen Trommel 1 und Abnehmer 4 hineinragt.
- Die Ausscheidemodule 30 bzw. 32, das Kardiersegment 34 und das Leitelement 36 bilden je eine Baueinheit, die an ihren Enden auf je einem Bogen 40 befestigt sind (nur ein Bogen 40 in der
Figur 2 ersichtlich). Die Bogen 40 sind mittels Bolzen (nicht gezeigt), die mit Aufnahmen 42 am jeweiligen Bogen zusammenarbeiten, im Kardengestell (nicht gezeigt) befestigt. Da die allgemeine Struktur des Moduls 30 im wesentlichen der allgemeinen Struktur des Moduls 32 gleich ist, wird nur das Modul 30 nachfolgend beschrieben. Die Beschreibung gilt ebenfalls für das Modul 32. - Das Ausscheidemodul 30, 32 ist in der
Figur 3 im Querschnitt gezeigt, wobei die Mantelfläche der Trommelgarnitur mit dem Bezugszeichen 1A angedeutet ist. Das Modul 30 umfasst - ein erstes Teilprofil 54 und ein zweites Teilprofil 56, die zusammen ein Schmutzabfuhrrohr mit einem kanalförmigen Hohlraum 58 bilden;
- ein elastisches Befestigungselement 60, welches dazu dient die Teilprofile 54, 56 zusammenzuhalten und dadurch den Hohlraum 58 zu bilden;
- ein Ausscheidespalt 62, welcher den Kardierspalt K für Luftströmungen mit dem Hohlraum 58 verbindet;
- eine Messerklinge 64, die in einer dafür gebildeten Aufnahme in einer Fusspartie 66 des Teilprofils 54 befestigt ist;
- eine Leitfläche 68, welche der Trommelgarnitur gegenübersteht, und
- ein Element 70 mit einer strukturierten Fläche 71, wobei das Element 70 derart an einer Fusspartie 72 des Wandelements 56 angebracht ist, dass die Fläche 71 der Trommelgarnitur gegenübersteht.
- Es ist zu bemerken, dass das Element 70 unmittelbar am Ausscheidespalt 62 angrenzt. Die Wandelemente 54, 56 sind unabhängig voneinander, über deren jeweiligen Fusspartien 66, 72 am Bogen 40 (
Fig. 2 ) befestigt, und zwar jeweils derart, dass der Abstand zwischen der Fusspartie und der Trommelgarnitur wählbar eingestellt werden kann. Es sind dem Fachmann viele Befestigungsmethoden bekannt, welche die erforderliche Einstellbarkeit ermöglichen. Es wird hier keine spezielle Variante gezeigt bzw. beschrieben, da die Auswahl an und für sich keinen Beitrag zur Erfindung leistet. Es ist aber zu bemerken, dass die elastische Verbindung 60 die gegenseitige Verstellung der beiden Wandteile 54, 56 bei Gewährleistung einer dichten Verbindung zwischen diesen Teilen an deren gegenseitigen Berührungsstellen ermöglichen muss. - Einfachheitshalber wird vorerst angenommen, das Element 70 sei ein Kardierstreifen. Die Strukturierung der Fläche 71 wird somit durch die Zähne des Kardierstreifens 70 gegeben. Die Funktion dieses Elements im Ausscheidemodul kann anhand der bekannten Struktur eines Kardierstreifens relativ leicht erklärt werden. Anschliessend wird auf Alternativstrukturen für die Fläche 71 eingegangen.
- Die
Figur 4 zeigt schematisch (prinzipiell) die Strömungsverhältnisse im Kardierspalt K zwischen dem Kardierstreifen 70 und der Trommelgarnitur mit Mantelfläche 1A. DieFigur 4 zeigt auch Beispiele der Einstellparameter, die für eine Karde mit einem Trommeldurchmesser von 814 mm verwendet werden können, insbesondere bei der Wahl eines konventionellen Kardierstreifens mit einer Breite B des Garniturstreifens von 30 mm. Die Betriebsdrehrichtung der Trommel ist mit einem gekrümmten Pfeil angedeutet. Die Kardierstellung der Garniturzähne des Kardierstreifens ist dadurch schematisch angedeutet, dass die Spitze jedes Zahns gegen die Trommeldrehrichtung gerichtet ist. - Wenn nun angenommen wird, die Gamiturspitzen des Streifens bilden eine Mantelfläche, die in einer Ebene 74 liege, und die mittlere Längsachse dieser Mantelfläche in einem Kreis 75 liege, welcher mit der Trommel 1 konzentrisch sei, kann man zum Beispiel eine Spaltbreite von 0.35 mm zwischen dieser Längsachse und der Mantelfläche der Trommelgarnitur einstellen. Es ergibt sich dadurch in den Randbereichen des Streifens eine grössere Spaltbreite, wie aus der
Figur 4 zu entnehmen ist. In der Hauptkardierzone 8 wurden die Flocken weitgehend aufgelöst, wobei die Deckel 7 nicht in der Lage sind, sämtliche Trashpartikel und Verunreinigungen aufzunehmen und aus der Karde zu entfernen. Durch das Auflösen der Flocken wurden Verunreinigungen ("Partikeln") freigestellt. Da das spezifische Gewicht dieser Partikel höher ist als das spezifische Gewicht der Fasern, wobei beide Materialien (Verunreinigungen und Fasern) eine hohe Zentrifugalkraft unterworfen sind, neigen die freigestellte Partikeln dazu, radial nach aussen im Kardierspalt zu bewegen. Die Gassen zwischen den Garniturspitzen des Kardierstreifens 70 lassen diese radiale Verschiebung der Partikeln zu, während sich die Fasern der Flocken eher an den Garniturflächen verhaken, so dass sie an einer freien radialen Verschiebung gehindert werden. Viele Partikel gelangen daher direkt aus den Gassen des Garniturstreifens in den Ausscheidespalt 62. - Daraus folgt, dass die Strukturierung der Fläche 71 derart gewählt werden sollte, dass sie tendenziell das "Ausscheren" der Partikel (mit relativ hohem spezifischen Gewicht) ermöglicht und das Ausscheren von Fasern erschwert. Es kann hier nur von Tendenzen gesprochen werden, weil die genaue Selektivität nicht möglich ist. Manche Partykeln werden noch derart mit den Gutfasern verbunden sein, dass sie in der Trommelgarnitur bleiben, während sich gewisse Fasern in die Garnitur des Streifens 70 mit den Partikeln eindringen , wobei eher die kürzeren (weniger wertvollen) Fasern in der Lage sind, mit den Partikeln nach aussen zu fliegen. Es wird daher klar sein, dass ein Streifen mit Zähnen gegenüber der Kardierstellung "umgekehrt" eingesetzt werden könnte und trotzdem, was die Selektivität der Ausscheidung anbelangt, ähnlich funktionieren. Der Streifen würde aber unter diesen Umständen nichts zum Auflösungsgrad bzw. Parallelisierungsgrad der bearbeiteten Fasern beitragen. Sofern im Modul 30 keine weitere Auflösung (z. B. von Nissen) bzw. Parallelisierung notwendig ist, kann eine nicht-kardierende, strukturierte Fläche 71 verwendet werden. Vorschläge für derartige Flächen sind in
EP-A-388791 - Die
Figur 5 zeigt eine geeignete Befestigung für das Kardierelement 70 am Teilprofil 56. Das Kardierelement 70 umfasst einen Trägerstab 80 mit einer schwalbenschwanzförmigen Aufnahme für Garniturstücke 82. Der Stab 80 erstreckt sich, in seiner Längsrichtung betrachtet, über die ganze Arbeitsbreite der Trommel und ist über seiner ganzen Länge mit Distanzstücken 84, 86 versehen, wobei die beiden mittleren Distanzstücke 86 hakenförmig sind und zusammen eine Aufnahme für eine Befestigungsschiene 88 bilden. Die Schiene 88 hat verteilt über ihre Länge Öffnungen 90, die je mit einem Gewinde versehen sind. Nach Einführung des Stabs 88 in die Aufnahme stehen die Öffnungen 90 den Öffnungen 92 gegenüber, die in der Fusspartie 72 vorgesehen sind. Durch jede Öffnung 92 kann ein jeweiliger Bolzen 94 geführt werden, um mit dem Gewinde der entsprechenden Öffnung 90 zusammenzuarbeiten. Dadurch wird die Schiene 88 fest gegen die hakenförmigen Distanzstücke 86 gedrückt und diese werden fest zwischen der Schiene 88 und der Fusspartie 72 geklemmt. Der Zugang zu den Bolzen 94 kann über Löcher 96 im Wandteil 56 gewährleistet werden, wobei diese Löcher im Betrieb vorzugsweise mittels einer geeigneten Abdeckung 98 geschlossen sind. Als Alternative Lösung für die Befestigung können Gewindestifte verwendet werden, die in der Gewindebohrung 90 der Schiene eingeklebt werden und unten bündig überschliffen werden. Da dieses Teil von unten durch die Öffnungen 92 geführt werden kann, muss für die Verbindung nur noch eine Mutter durch die Öffnung 96 geführt und an den Gewindestiften befestigt werden. - Die Verhältnisse im Kardierspalt in der Nähe der Messerklinge 64 sind schematisch in der
Figur 6 gezeigt. Die Mantelfläche der Trommelgarnitur ist wieder mit Bezugszeichen 1A bezeichnet. Es wird angenommen, die Klinge 64 ist an der Fusspartie 66 befestigt, so dass der Abstand y zwischen der Messerkante und der Mantelfläche 1A vorgegeben ist, beispielsweise im Bereich 0.2 bis 0.6 mm, vorzugsweise ca. 0.3 bis 0.5 mm. Der Abstand zwischen dem benachbarten Randbereich des Streifens 70 und der Mantelfläche 1A ist mit z bezeichnet und ist, aus den vorerwähnten Gründen, normalerweise etwas grösser als der Abstand y, beispielsweise im Bereich 0.5 bis 1 mm. - Die Leitfläche 76 bildet ein gekrümmte Fläche die ungefähr konzentrisch mit der Trommel 1 angeordnet ist. Diese Leitfläche hat insbesondere eine Auswirkung auf die Luftströmung im Kardierspalt, nachdem ein Teil der Luftmenge stromaufwärts vom Ausscheidespalt 62 an der Klinge 64 abgeschält und im Hohlraum 58 (
Fig. 3 ) abgeführt wurde. Um die Einstellung des wichtigen Abstands y nicht zu beeinträchtigen, wird vorzugsweise ein vergrösserter Abstand zwischen der Leitfläche 76 und der Mantelfläche 1A vorgesehen. Andrerseits, um die Bildung eines "toten Raums" bzw. eines Wirbels stromabwärts von der Klinge 64 möglichst zu unterbinden, sollte der Abstand zwischen der Leitfläche 76 und Mantelfläche 1A nicht wesentlich grösser sein, als der Abstand y. Die Befestigung des Leitelements auf der Fusspartie 66 ergibt somit vorzugsweise eine kleine Vergrösserung x des Kardierspalts stromabwärts von der Klinge 64, beispielsweise im Bereich 0.15 bis 0.25 mm. - Die Ausscheidemenge kann auf mindestens 3 Arten beeinflusst werden:
- durch eine Einstellung von y und z und/oder
- durch die Auswahl der Spitzendichte des Kardierstreifens 70 und/oder
- durch die Breite C des Ausscheidespaltes 62.
- Die Gutfasern, die sich an den Messerklingen der Module 30 und 32 vorbeibewegen, sind daher zweimal den unruhigen Strömungen in der Nähe dieser Klingen unterworfen worden. Die Leitfläche 68 der Module sind nicht dazu konzipiert, die Fasern zu verarbeiten, um wieder Ordnung ins Vlies auf der Trommeloberfläche zu bringen, sondern eher die unruhigen Luftströmungen wieder unter Kontrolle zu bringen. Auch wenn im Modul 32 (
Fig. 2 ) die strukturierte Fläche 71 (Fig. 3 ) durch einen Kardierstreifen gebildet wird, muss damit gerechnet werden, dass die Fasern wieder während der Ausscheidung ihre Ordnung zum Teil verlieren. Jeder Verlust der Faserordnung im zu verarbeitenden Vlies führt zu einem Anstieg der Anzahl Nissen im Endprodukt, insbesondere dann, wenn längere, feinere (d. h. wertvollere) Fasern bearbeitet werden. Um dieser Wirkung entgegenzutreten ist das Kardiersegment 34, in der Faserfluss- bzw. Trommeldrehrichtung betrachtet, hinter dem (stromabwärts vom) letzten Ausscheidemodul (in derFig. 2 , nach dem Modul 32) vorgesehen. Das Segment 34 ist in der dargelegten Ausführung mit einem einzigen Kardierelement versehen. Dieses Element weist vorzugsweise eine Spitzendichte grösser als 300 ppsi (points per square inch) auf, beispielsweise eine Spitzendichte von 660 ppsi. Sofern ausreichend Platz vorhanden ist, können mehrere Kardierelemente im Segment 34 eingesetzt werden. Versuche haben aber gezeigt, dass die erforderliche Neuordnung der Fasern vor dem Einlauf in die Abnahmezone von einem einzigen Kardierelement bewirkt werden kann. - Das Leitelement 36 trägt nichts weiter zur Bearbeitung der Fasern bei, sondern ist dazu konzipiert die Faser-/Luftströmung sauber in den Zwickel zwischen der Trommel 1 und dem Abnehmer 4 einzuleiten, möglichst ohne die vorher erzielte Faserordnung zu stören.
- Die Wirkung der beiden Ausscheidemodule 30 bzw. 32 muss nun nicht in der Gesamtmenge des ausgeschiedenen Materials, sondern in der Zusammensetzung einer gegebenen Abgangmenge beurteilt werden, je höher der Anteil der Verunreinigungen im Abgang desto erfolgreicher (selektiver) hat das Ausscheidesystem gearbeitet. Die in einem Modul ausgeschiedene Abgangmenge kann dadurch erhöht werden, dass die Breite des Spalts zwischen dem, dem Ausscheidespalt vorangehenden, Arbeitselement und der Trommelgarnitur vergrössert wird. Die Selektivität wird dadurch erhöht, dass diese Breite verringert wird. Durch die Verwendung zweier Module ist es möglich, eine gewünschte Abgangmenge auf die beiden Module aufzuteilen, dafür aber die Spaltbreiten (Einstellungen) der Arbeitselemente zu verringern und die Selektivität damit zu erhöhen. Daraus folgt aber, dass das erste Modul 30 eine relativ hohe Luftmenge aus dem Kardierspalt entfernt. Es steht unter Umständen dann für das zweite Modul 32 zu wenig Luft zur Verfügung, um die unter den sonst gegebenen Bedingungen optimale Arbeitsweise zu gewährleisten.
- Um diese unerwünschte Wechselwirkung zu unterbinden, wird in der bevorzugten Ausführung die Verschalungsdichtung zwischen den Modulen 30 und 32 entfernt bzw. abgeschwächt, so dass der Raum zwischen diesen Modulen als Luftzufuhrkanal 80 (
Fig. 2 ) dient: Die über den Kanal eingeführte Luft wird vorzugsweise über die Arbeitsbreite gleichmässig verteilt. Die Luftmenge, die über diesen Kanal in den Kardierspalt eingeführt wird, hängt von den herrschenden Druckverhältnisse im Kardierspalt ab und ist damit weitgehend "selbsteinstellend". Wenn mehr Luft durch die Klinge im Modul 30 abgeschält wird, fällt der Druck im nachfolgenden Abschnitt des Kardierspalts und es fliesst mehr "Falschluft" über den Kanal 80 in den Kardierspalt ein. Ein grosser Teil dieser neueingeführten Luft wird aber sofort wieder im Modul 32 abgeschält, wobei sie dazu beiträgt, stabile Strömungsverhältnisse in diesem Modul aufrechtzuerhalten. Es wird dem Fachmann klar sein, dass die Abschwächung der Dichtung keine wesentliche Massnahme ist - die gleiche technologische Wirkung könnte, auf Kosten zusätzlichen technischen Aufwands, durch eine aktive Luftzufuhr, bei Beibehaltung der vollständigen Verschalung der Trommel, erzielt werden. Die aktive Luftzufuhr wäre allerdings steuerbar und würde somit eine zusätzliche Einstellmöglichkeit darstellen. - Die Vorteile der Erfindung sind nicht unbedingt in einer Maximierung der Abgangmenge, sondern in einer Verbesserung (bis zur Maximierung) der Selektivität zu sehen. Dadurch ist es möglich, die engen Platzverhältnisse in der Nachkardierzone optimal auszunutzen, speziell bei der Verwendung einer Trommel mit reduziertem Durchmesser. Wesentlich ist aber die Erkenntnis, dass auch bei der Verwendung einer konventionellen Trommel grösseren Durchmessers, das Ausscheiden von Verunreinigungen auf Kosten der Faserordnung durchgeführt wird, und dass deshalb Massnahmen getroffen werden müssen, um die erforderliche Faserordnung wiederherzustellen, bevor das von der Trommel weitergeleitete Vlies zum Abnehmer gelangt.
Claims (10)
- Vorrichtung zur Bearbeitung von Fasern an der Trommel (1) einer Wanderdeckelkarde mit einer Hauptkardierzone, einer Vorkardierzone und einer Nachkardierzone, wobei in der Nachkardierzone mehrere Ausscheidemodule (31, 32) zur Ausscheidung von Verunreinigungen vorgesehen sind, wobei mindestens ein Kardierelement (34) derart in der Nachkardierzone vorgesehen ist, dass die Fasern durch dieses Element bearbeitet werden, nachdem sie an den Ausscheidemodulen (30, 32) vorbeigefahren sind und bevor sie den Abnehmer (4) erreichen, so dass die Ausrichtung der abgenommenen Fasern im wesentlichen durch die Bearbeitung durch das genannte Kardierelement (34) bestimmt wird, wobei nach dem Kardierelement (34) in der Faserflussrichtung betrachtet ein Element (36) mit einer Leitfläche für den Faser/Luftstrom an der Trommel (1) in den Zwickel zwischen die Trommel (1) und den Abnehmer (4) hineinragt dadurch gekennzeichnet dass mindestens ein Ausscheidemodul (30, 32) ein am Kardengestell befestigtes Profil umfasst, welches ein Abfuhrrohr (58) bildet, das über einen Ausscheidespalt (62) mit dem Kardierspalt (K) in Verbindung steht, wobei das Profil (54) mit einer Messerklinge (64) nach dem Ausscheidespalt (62), einem Arbeitselement (70) mit einer strukturierten Fläche (71) vor dem Ausscheidespalt (62) und einer Leitfläche (68) nach der Messerklinge (66) versehen ist.
- Vorrichtung gemäss Anspruch 1, dadurch gekennzeichnet, dass eine Luftzufuhr (80) nach dem ersten (30) und vor dem letzten Ausscheidemodul (32) in der Nachkardierzone vorgesehen ist.
- Vorrichtung gemäss Anspruch 2, dadurch gekennzeichnet, dass die Luftzufuhr (80) durch die Bildung eines Falschluftspalts in der Trommelverschalung erzielt wird.
- Vorrichtung gemäss Anspruch 3, dadurch gekennzeichnet, dass zur Bildung der Luftzufuhr (80) ein Spalt in der Trommelverschalung mindestens teilweise offen gelassen wird.
- Vorrichtung gemäss einem der Ansprüche 2 bis 4, dadurch gekennzeichnet, dass, zwei gleich gestaltete Module (30, 32) in der Nachkardierzone vorhanden sind, wobei die Luftzufuhr (80) zwischen diesen beiden Modulen vorgesehen ist.
- Vorrichtung gemäss Anspruch 1, dadurch gekennzeichnet, dass der engste Abstand (z) zwischen der strukturierten Fläche (74) und der Mantelfläche der Trommelgarnitur (1A) im Bereich 0.2 bis 0.5 mm liegt.
- Vorrichtung gemäss Anspruch 1 oder 6, dadurch gekennzeichnet, dass der grösste Abstand (z) zwischen der strukturierten Fläche (74) und der Mantelfläche der Trommelgarnitur (1A) im Bereich 0.5 bis 1 mm liegt.
- Vorrichtung gemäss einem der Ansprüche 1, 6 oder 7, dadurch gekennzeichnet, dass der Abstand (y) zwischen der Messerkante und der Mantelfläche der Trommelgarnitur (1A) im Bereich 0.2 bis 0.6 mm, vorzugsweise zwischen 0.3 und 0.5 mm liegt.
- Vorrichtung gemäss einem der Ansprüche 1, 6, 7 oder 8, dadurch gekennzeichnet, dass der Abstand (x+y) zwischen der Leitfläche (68) des Moduls und der Mantelfläche der Trommelgarnitur (1A) nur leicht grösser als der Abstand (y) zwischen der Messerkante und der Mantelfläche der Trommelgarnitur (1A) ist.
- Vorrichtung gemäss einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass der Trommeldurchmesser zwischen 750 und 900 mm, insbesondere zwischen 800 und 850 mm liegt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH15652005 | 2005-09-26 | ||
| PCT/CH2006/000435 WO2007033504A1 (de) | 2005-09-26 | 2006-08-16 | Vorrichtung zum verarbeiten von fasern an der trommel einer karde |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1929075A1 EP1929075A1 (de) | 2008-06-11 |
| EP1929075B1 EP1929075B1 (de) | 2010-01-20 |
| EP1929075B2 true EP1929075B2 (de) | 2016-01-20 |
Family
ID=37084653
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06761286.1A Active EP1929075B2 (de) | 2005-09-26 | 2006-08-16 | Vorrichtung zum verarbeiten von fasern an der trommel einer karde |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1929075B2 (de) |
| CN (1) | CN101273160B (de) |
| DE (1) | DE502006005994D1 (de) |
| WO (1) | WO2007033504A1 (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009009331A1 (de) | 2009-02-17 | 2010-08-19 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, insbesondere Karde, Krempel o. dgl. zum Einstellen eines Arbeitsspaltes |
| DE102009009333A1 (de) | 2009-02-17 | 2010-08-19 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Spinnereivorbereitungsmaschine, insbesondere Karde, Krempel o. dgl. zum Einstellen eines Arbeitsspaltes |
| DE102009042367A1 (de) * | 2009-09-23 | 2011-03-24 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Karde oder Krempel, bei der mindestens ein Festkardierelement vorhanden ist |
| DE102010022479A1 (de) * | 2010-06-02 | 2011-12-08 | TRüTZSCHLER GMBH & CO. KG | Vorrichtung an einer Karde ode Krempel mit einer garnierten Trommel und einem benachbarten garnierten Vorreißer |
| CN102899745B (zh) * | 2012-09-11 | 2015-03-18 | 盐城金大纺织机械制造有限公司 | 梳棉机的节能清洁装置 |
| CN106835384B (zh) * | 2017-03-28 | 2022-06-10 | 金陵科技学院 | 一种绢纺生产用流水化设备 |
| CH715975A2 (de) * | 2019-03-19 | 2020-09-30 | Rieter Ag Maschf | Karde mit Ausscheideelementen. |
| CN110273242B (zh) * | 2019-08-01 | 2024-01-30 | 海宁纺织机械有限公司 | 一种直径可调的锡林 |
| DE102022106376A1 (de) * | 2022-03-18 | 2023-09-21 | Trützschler Group SE | Karde und Verfahren zum Betrieb einer Karde |
| CN114836852A (zh) * | 2022-05-20 | 2022-08-02 | 山东联润新材料科技有限公司 | 一种具有打开和排杂功能的梳理机后固定盖板 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4129924A (en) * | 1974-12-18 | 1978-12-19 | Hergeth Kg Maschinenfabrik Und Apparatebau | Apparatus for separating card strips during carding of fibrous materials |
| DE3336323C2 (de) * | 1983-10-06 | 1985-12-12 | Trützschler GmbH & Co KG, 4050 Mönchengladbach | Vorrichtung zum Ausscheiden von Verunreinigungen, wie Trash, Schalenteile u. dgl. für eine Karde oder Krempel |
| CN1022337C (zh) * | 1989-03-23 | 1993-10-06 | 里特机械公司 | 纤维网除尘器 |
| EP0848091B1 (de) * | 1996-10-18 | 2001-11-07 | Maschinenfabrik Rieter Ag | Schmutzausscheidungsvorrichtungen |
| US6477734B1 (en) * | 1998-05-26 | 2002-11-12 | Maschinenfabrik Rieter Ag | Dirt removal system for a textile machine |
| DE10207159B4 (de) * | 2002-02-20 | 2015-12-17 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung an einer Karde, bei der einer Walze, z. B. Trommel, eine Mehrzahl von Arbeitselementen zugeordnet ist |
-
2006
- 2006-08-16 DE DE502006005994T patent/DE502006005994D1/de active Active
- 2006-08-16 CN CN2006800356043A patent/CN101273160B/zh active Active
- 2006-08-16 EP EP06761286.1A patent/EP1929075B2/de active Active
- 2006-08-16 WO PCT/CH2006/000435 patent/WO2007033504A1/de not_active Ceased
Non-Patent Citations (1)
| Title |
|---|
| "PROSPEKT TRÜTZSCHLER", October 2003, article "BAND TECHNOLOGIE" † |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101273160A (zh) | 2008-09-24 |
| WO2007033504A1 (de) | 2007-03-29 |
| EP1929075B1 (de) | 2010-01-20 |
| DE502006005994D1 (de) | 2010-03-11 |
| EP1929075A1 (de) | 2008-06-11 |
| CN101273160B (zh) | 2011-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0388791B1 (de) | Vorrichtung zum Ausscheiden von Schmutz aus einem Faservlies | |
| CH622033A5 (de) | ||
| DE10139163A1 (de) | Vorrichtung an einer Karde, bei der der Garnitur der Trommel gegenüberliegend Abdeckelemente vorhanden sind | |
| EP1929075B2 (de) | Vorrichtung zum verarbeiten von fasern an der trommel einer karde | |
| DE4039773A1 (de) | Vorrichtung zum oeffnen und reinigen von fasergut, insbesondere baumwolle | |
| DE7801619U1 (de) | Kardiermaschine | |
| EP3712306A1 (de) | Karde | |
| CH679224A5 (de) | ||
| WO1990011392A1 (de) | Vorrichtung zur ausscheidung von verunreinigungen eines faserverbandes an einer karde | |
| EP1338685B2 (de) | Verfahren und Vorrichtung zum Reinigen der Abgangszone an einer Karde/Krempel | |
| DE2459781C2 (de) | Vorrichtung zur Ausscheidung von Fasernissen, Faserverklebungen, Fremdstoffpartikeln (Strips) und Kurzfasern beim Krempeln oder Kardieren von Faserstoffen | |
| EP0586641A1 (de) | Einlauf zur schmutzausscheidung | |
| CH715974A1 (de) | Messerelement für eine faserverarbeitende Maschine. | |
| EP2310561B1 (de) | Arbeitselement an einer faserverarbeitenden maschine | |
| DE68907259T2 (de) | Karde. | |
| EP1929076B2 (de) | Vorrichtung zum verarbeiten von fasern an der trommel einer karde | |
| DE19618414B4 (de) | Vorrichtung zum Reinigen von Fasermaterial an einem Offenend-Spinnaggregat | |
| WO2007019716A1 (de) | Reinigungsvorrichtung für eine textilmaschine. | |
| DE2712650C2 (de) | Vorrichtung zum Ausscheiden von Verunreinigungen aus Fasergut, insbesondere Baumwolle | |
| EP1866468B1 (de) | Roststab | |
| DE2634768C2 (de) | Vorrichtung zum Ausscheiden von Verunreinigungen aus Fasergut, insbesondere Baumwolle | |
| EP4540445B1 (de) | Karde, krempel oder reinigungsmaschine mit einer vorrichtung zum ausscheiden von verunreinigungen an einer garnierten walze | |
| DE19852562C1 (de) | Schmutzausscheider | |
| DE29810665U1 (de) | Faserreinigungsaggregat mit Schmutzausscheidungsvorrichtungen | |
| CH684487A5 (de) | Verfahren zur Vorauflösung, Reinigung und Zerfaserung von Fasermaterial und Vorrichtung zu dessen Durchführung. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080228 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE IT LI TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RBV | Designated contracting states (corrected) |
Designated state(s): CH DE IT LI TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE IT LI TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 502006005994 Country of ref document: DE Date of ref document: 20100311 Kind code of ref document: P |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20100824 Year of fee payment: 5 |
|
| 26 | Opposition filed |
Opponent name: TRUETZSCHLER GMBH & CO. KG Effective date: 20100920 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150821 Year of fee payment: 10 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20160120 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): CH DE IT LI TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502006005994 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006005994 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170301 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20250808 Year of fee payment: 20 Ref country code: IT Payment date: 20250829 Year of fee payment: 20 |