EP1900666A1 - Dispositif d empilage de matériaux en feuille - Google Patents
Dispositif d empilage de matériaux en feuille Download PDFInfo
- Publication number
- EP1900666A1 EP1900666A1 EP06756462A EP06756462A EP1900666A1 EP 1900666 A1 EP1900666 A1 EP 1900666A1 EP 06756462 A EP06756462 A EP 06756462A EP 06756462 A EP06756462 A EP 06756462A EP 1900666 A1 EP1900666 A1 EP 1900666A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet material
- conveyer
- conveyance
- accumulation unit
- guide belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/04—Pile receivers with movable end support arranged to recede as pile accumulates
- B65H31/06—Pile receivers with movable end support arranged to recede as pile accumulates the articles being piled on edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H15/00—Overturning articles
- B65H15/008—Overturning articles employing belts
- B65H15/012—Overturning articles employing belts twisted belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/33—Modifying, selecting, changing orientation
- B65H2301/332—Turning, overturning
- B65H2301/3321—Turning, overturning kinetic therefor
- B65H2301/33212—Turning, overturning kinetic therefor about an axis parallel to the direction of displacement of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/34—Modifying, selecting, changing direction of displacement
- B65H2301/342—Modifying, selecting, changing direction of displacement with change of plane of displacement
- B65H2301/3423—Modifying, selecting, changing direction of displacement with change of plane of displacement by travelling an angled curved path section for overturning and changing feeding direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4214—Forming a pile of articles on edge
- B65H2301/42146—Forming a pile of articles on edge by introducing articles from above
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/10—Modular constructions, e.g. using preformed elements or profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/30—Supports; Subassemblies; Mountings thereof
- B65H2402/35—Supports; Subassemblies; Mountings thereof rotating around an axis
- B65H2402/351—Turntables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/261—Arrangement of belts, or belt(s) / roller(s) facing each other for forming a transport nip
- B65H2404/2611—Arrangement of belts, or belt(s) / roller(s) facing each other for forming a transport nip forming curved transport path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/15—Height, e.g. of stack
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1912—Banknotes, bills and cheques or the like
Definitions
- the present invention relates to a sheet material accumulating apparatus.
- a sheet material accumulating apparatus for accumulating printed sheets they may be a handbill etc. and may be one printed sheet or a "folded book” obtained by folding it in two or more) printed by a rotary press into a columnar body by arranging them in a mutually overlapping state while being aligned in orientation, and in some cases, including processing of binding an accumulated bundle of this columnar body (hereinafter this bundle is referred to as "accumulated bundle” and any object that can be made into an accumulated bundle including the printed sheets and the folded book is referred to as a "sheet material") with binding band (for example, see patent documents 1 and 2).
- An apparatus that is called a "vertical type" among the sheet material accumulating apparatuses of this kind has a posture conversion unit for converting the sheet material in a flatted posture into that in a standing posture by guiding it from its one end side to a downward flow, and a table top that waits the sheet material at a lower position of the posture conversion unit, supports the arrived sheet material sequentially in a standup posture, and accumulates it in a longitudinally arranged state.
- the sheet material sent out from the rotary press etc. is often in an overlap posture that a head side in a conveyance direction is on a top in the overlapping relation and a back end side in the conveyance direction is on a bottom in the overlapping relation.
- the sheet material arriving at the table top needs to be always positioned to the most back end plane referring to the accumulated bundle being accumulated on the table.
- the carrying-in path of the sheet material from the rotary press is set such that the sheet material is temporarily guided to a lower part of this sheet material accumulating apparatus, allowing it to pass under the apparatus, makes it take a U-turn in a longitudinal direction so that it may become a upward somersault state after that, and makes it arrive at the posture conversion unit.
- a height of this binding processing unit is set to be about at a level of waist position and its peripheral part of an operator. Therefore, with the intention of matching the table top with this binding processing unit in height, the table top is set at the level of waist position and its peripheral part of the operator.
- the carrying-in path of the sheet material is made with a structure of passing it through a lower part of the apparatus as a preliminary stage of making the sheet material take a U-turn in the longitudinal direction as described above, an enlargement and a higher tallness of the apparatus will be incurred inevitably. Needless to say, the enlargement of the apparatus leads to an expansion of an installation space.
- the present invention is made in view of the above-mentioned circumstances and has as its object to provide a sheet material accumulating apparatus for accumulating a sheet material presenting a columnar body obtained by arranging the sheet material in a mutually overlapping state that is configured to be able to suppress the enlargement, the higher tallness, more complication, etc. and attain a curtailment of various costs including the manufacture cost.
- the present invention takes measures to incorporate the following means. That is, regarding the sheet material accumulating apparatus according to the present invention, a primary conveyer, a secondary conveyer, and an accumulation unit are arranged in this order following a conveyance flow of the sheet material.
- the accumulation unit has a posture conversion unit that guides the sheet material being in a flatted posture to a downward flow from its one end side and converts it into that in a standing posture, and a table top that waits the sheet material at a lower position of this posture conversion unit and accumulates the sheet material that arrived there in a longitudinally arranged state while supporting it sequentially in a standup posture.
- the primary conveyer has a flat conveyance plane for holding the sheet material in a flatted posture at a substantially same height as the table top of the accumulation unit.
- the secondary conveyer is made able to convey a sheet material received from the primary conveyer in a rise inclined direction so that it can be delivered to the posture conversion unit of the accumulation unit, and has the first guide belt and the second guide belt that sandwich the sheet material and convey it. Further, these first guide belt and second guide belt are twisted along a conveyance direction so as to invert the top and bottom of the sheet material being sandwiched while maintaining parallelism thereof.
- the first guide belt of the two becomes one that first supports the sheet material having been transferred from the primary conveyer to the secondary conveyer, while at this time the second guide belt comes to push the sheet material downward (the first guide belt).
- the second guide belt becomes one that supports the sheet material contrarily, and at this time the first guide belt press the sheet material against the lower constituent (the second guide belt).
- the apparatus is configured to apply a twist on the sheet material being conveyed and invert this sheet material up side down along the conveyance direction by using the secondary conveyer for elevation conveyance provided between the primary conveyer and the accumulation unit, it is not necessary to specially make the sheet material take a U-turn in the longitudinal direction in the carrying-in path of the sheet material.
- the need to make the sheet material pass temporality to a lower side of the accumulation unit will be eliminated.
- the apparatus such that the primary conveyer, the secondary conveyer, and the accumulation unit can each be installed independently.
- the sheet conveyance path made up of the primary conveyer, the secondary conveyer, and the accumulation unit.
- the secondary conveyer provided between the primary conveyer and the accumulation unit it becomes free to select the secondary conveyer provided between the primary conveyer and the accumulation unit to be either of a curvilinear type that makes the sheet material take a turn curve to the left or right when its conveyance direction is viewed in a plane, or of a straight type that makes the sheet material go straight. Therefore, versatility and the degree of freedom of its installation as a whole of the sheet material accumulating apparatus can be raised.
- the primary conveyer and the accumulation unit can be provided in such a way that the conveyance direction of the sheet material be bent to the right or left when its conveyance direction is viewed in a plane.
- the secondary conveyer will be of a curvilinear type having a turn curve to the left or right correspondingly to curvilinear arrangement of the primary conveyer and the accumulation unit. It is preferable that a left/right direction of a twist added to the first guide belt and the second guide belt is in the same direction as the left/right direction of a bent added to the above-mentioned turn curve.
- the secondary conveyer In a case where the secondary conveyer is specified to be of a straight type that makes the sheet material go straight when its conveyance direction is viewed in a plane, it may be specified to have a conveyer frame for holding the first guide belt and the second guide belt and an installation frame for supporting this conveyer frame.
- These conveyer frame and installation frame shall be connected together in a rotation-angle alterable way, setting an intermediate part of the conveyance span in the conveyer frame as a rotation fulcrum. By doing in this way, this conveyer frame becomes alterable freely in the height of both ends of the conveyance direction.
- this configuration enables an inclined angle of the conveyer frame to be adjusted, this will make it possible to adjust the height between the primary conveyer and the secondary conveyer and the height between the secondary conveyer and the accumulation unit.
- this capability also leads to adjustability in mutual spacing between the primary conveyer and the accumulation unit.
- this secondary conveyer is diverted as a conveyance conveyer in which the inclined direction is relatively reversed to the present direction (namely, down inclination); or this secondary conveyer is diverted as a horizontal conveyance conveyer. It is preferable to configure the secondary conveyer such that the first guide belt and the second guide belt are each constructed with belt conveyance means, and at least one of the belt conveyance means is driven to give conveyance driving to the sheet material. By configuring the apparatus as such, the secondary conveyer can transmit conveyance driving to the sheet material efficiently.
- a flat conveyance plane of the primary conveyer and a table top in the accumulation unit prefferably be formed at a height of 700 mm to 1100 mm inclusive above a floor on which the operator works in a standup posture. Specifying the plane and the table top in this way enables the operator to acquire environment easy to work in. That is, if the heights of the flat conveyance plane of the primary conveyer and the table top in the accumulation unit do not reach 700 mm, the operator is forced to work in a locking-down posture, which increases a burden to the waist.
- the operator is required to work with the arm raised higher than the waist, especially in a case where a binding processing unit follows the table top of the accumulation unit, the work becomes very heavy when the accumulated bundle after binding is raised or in other operations.
- Figs. 1 to 6 show one embodiment of a sheet material accumulating apparatus 1 according to the present invention.
- this sheet material accumulating apparatus 1 is such that a primary conveyer 2, a secondary conveyer 3, and an accumulation unit 4 are arranged in this order following a conveyance flow of a sheet material W.
- the primary conveyer 2 and the secondary conveyer 3 continuously convey the sheet material W, such as printed papers, sent out from a rotary press etc. (it may be a handbill etc. that is one printed sheet or a "folded book” obtained by folding it in two or more) in a flatted posture and helps the accumulation unit 4 to taken it in.
- the primary conveyer 2 has its top face formed as a substantially horizontal flat conveyance plane 6.
- the height h 1 of this flat conveyance plane 6 is set to be in a range from 700 mm to 1100 mm (inclusive), or further preferably be approximately 800 mm, referring to a floor G on which an operator M stands working in a standup posture facing this primary conveyer 2. Therefore, since this primary conveyer 2 top face (the flat conveyance plane 6) will correspond to a level of waist position or its peripheral part of the operator M, and this is a height easy to work on for the operator M, it can be utilized as a work station of such works: removing defectives that cause printing fault, breakage, wrinkles out of the sheet material W being conveyed; and sampling out a sample.
- the accumulation unit 4 converts the sheet material W in a flatted posture into that in a standing posture by guiding it to a downward flow from its one end side, then supports the sheet material W sequentially in a standup posture by supporting it from a bottom thereof, and accumulates it so that the each sheet material W may become in a mutually overlapping state longitudinally arranged (a fallen sideways columnar body) by shifting it laterally, as it is, by an appropriate amount.
- a part thereof for supporting the sheet material W from the bottom thereof is specified to be a substantially horizontal table top 7.
- the accumulation unit is specified to be one that is provided with a binding processing unit 8 for binding a portion that will be a downstream part of the accumulation unit 4 by circling a binding band on an accumulated bundle P accumulated in the accumulation unit 4. Therefore, the table top 7 that this accumulation unit 4 has is adjusted to have the same height h 2 as a processing table top 9 of this binding processing unit 8 so that the table top 7 can send out the accumulated bundle P to the binding processing unit 8 by making it, as it-is, move horizontally.
- the height h 2 of the processing table top 9 be set to a level of waist position or its peripheral part of the operator M so that it will be convenient to these manual works.
- a table top 7 of the accumulation plane 4 is set to be placed at the level of waist position or its peripheral part of the operator M, namely in a height range from 700 mm to 1100 mm inclusive, and further preferably at a height of approximately 800 mm referring to the floor G on which the operator M stands working in the standup posture facing the accumulation unit 4.
- a flat conveyance plane 6 of the primary conveyer 2 and the table top 7 of the accumulation unit 4 have approximately the same height (including the same height).
- the accumulation unit 4 is required to perform a descend conveyance of the sheet material W from the above toward the table top 7. Therefore, in order that the primary conveyer 2 sends out the sheet material W to the accumulation unit 4, it is necessary to temporarily raise the sheet material W to a level higher than the table top 7. Therefore, the secondary conveyer 3 provided between the primary conveyer 2 and the accumulation unit 4 is specified as an elevation conveyance conveyer for conveying the sheet material W in a rise inclined direction.
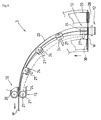
- the second conveyer 3 is configured to convey the sheet material W while sandwiching it from the above and the below and invert it up side down along a conveyance direction by applying the twist to this sheet material W being conveyed.
- the secondary conveyer 3 has a first guide belt 12 that abuts a downward plane at the time of receiving the sheet material W from the primary conveyer 2 and a second guide belt 13 that abuts an upward plane of the sheet material W.
- first guide belt 12 and second guide belt 13 are provided parallel to each other so that a sandwiching state of the sheet material W between the two can be maintained, accompanying a fact that the secondary conveyer 3 is twisted as a whole in the conveyance direction, the second guide belt 13 abuts the downward plane of the sheet material W and the first guide belt 12 abuts the upward plane at the time of delivery by feeding out the sheet material W from the secondary conveyer 3 to the accumulation unit 4.
- the primary conveyer 2 and the accumulation unit 4 are installed with an arrangement where the conveyance direction of the sheet material W is bent to the left direction when viewed in a plane, and the secondary conveyer 3 is specified to be of a curvilinear type having a turn curve to the left direction correspondingly to the bent arrangement of these primary conveyer 2 and accumulation unit 4. Then, in relation to this, the first guide belt 12 and the second guide belt 13, following the turn curve as the whole of the secondary conveyer 3, becomes one that has a twist to the left direction similarly.
- the first guide belt 12 and the second guide belt 13 cause twist actions in a same direction as that of curving inertia, and as a synergistic effect of them, a conveyance for passing and an up side down inversion by the secondary conveyer 3 will be performed smoothly.
- Both the first guide belt 12 and the second guide belt 13 are formed by belt conveyance means 20, 21, respectively.
- the belt conveyance means 21 making up of the second guide belt 13 abuts the upward plane of the sheet material W when receiving from the primary conveyer 2, and abuts the downward plane of the sheet material W when transferring to the accumulation unit 4, as described above. Further, it takes charge of convex (mountainous) curve when viewed from the turn curve and a shape of the twist, and exerts mainly an action of backuping the sheet material W when viewed from the up side down inversion action (an action supporting the inner side of a curve) of the sheet material W incident to the twist.
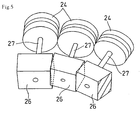
- the belt conveyance means 21 making up this second guide belt 13 is given a structure that a plurality of guide rollers 24 are provided with a mutually adjacent pitch for an overall length of a spanning span of a belt 23. That is, in between the respective guide rollers 24, there does not occur a large flexion that heads a recess direction in the belt 23, the turn curve and the shape of the twist are assured firmly, and as a result, the sheet material W can be backuped always and surely.
- the apparatus is given a structure, as shown in Fig. 5 , where a short-cut rod piece 26 is connected by welding etc.
- connection planes of the rod pieces 26 are formed to make an angle three-dimensionally, and thereby a three-dimensional bending relation of a predetermined angle is made obtainable among connections of the rod pieces 26, and the relation is used so as to make up a turn curve line and a twist line as a whole.
- the each rod piece 26 is made to hold a roller shaft 27 in a protruding manner, and the each roller shaft 27 is made to hold the guide roller 24 in a freely rotatable manner.
- first guide rail 28 in parallel to the first guide belt 12 and provide a second guide rail 29 in parallel to the second guide rail 13 so that they may be brought into correspondence with a side line of the sheet material W (in this embodiment, the right side line) equivalent to a radial outer side (a direction in which a centrifugal force acts) with respect to the turn curve.
- a guide rail 30 may also be provided in the radial inner side of the turn curve.
- the primary conveyer 2 can be specified to be a belt conveyer in which a plurality thin belts or ban codes are installed in parallel, including a strip belt conveyer, or roller conveyer, or the like. Moreover, it may be of a driving type or of a non-driving type.
- the accumulation unit 4 can be specified to be provided with a posture conversion unit 35 and a descend conveyance unit 36 in an upward part in an upstream part of the table top 7.
- the posture conversion unit 35 converts the sheet material W being in a flatted posture into that in a standing posture by guiding it to a downward flow from one end side thereof.
- the descend conveyance unit 36 conveys the sheet material from this posture conversion unit 30, as it is in the standing posture, downward and sends it into the table top 7.
- a drum type conveyer 37 can be employed for these posture conversion unit 35 and the descend conveyance unit 36.
- This drum type conveyer 37 has a drum 40 that rotates in one direction by a drum rotation motor 39 around a rotation shaft 38 whose axial center is placed horizontally as a center, and an inner belt 41 is spanned so as to encircle the drum 40 including a portion that is wound around this drum 40 and installed such that an outer belt 42 contacts a part of this inner belt 41 in a superposition state. Namely, taking a representation of a dial plane of a clock on the side of the drum 40 in Fig.
- the inner belt 41 is wound around the drum 40 for a one quarter circumferential part from 12 o'clock to 3 o'clock (Y region), and a transverse feeding region (X region) expanding in a horizontal direction from the position of 12 o'clock with this part located in the middle and a longitudinal feeding region (Z region) expanding in a right downward direction from the position of 3 o'clock are formed.
- the outer belt 42 is superposed on the inner belt 41 in a range from a region (Y region) where the inner belt 41 is wound around the drum 40 to a halfway of the longitudinal feeding region (Z region).
- the sheet material W is sandwiched in a superposition space between this inner belt 41 and the outer belt 42 and is driven to be fed to the same direction together with the inner belt 41 in accordance with the drum 40 being driven to rotate, whereby its conveyance direction is converted from a transverse feeding to a downward feeding.
- the table top 7 is provided extending to an upstream side (approximately the right downward of the drum) slightly further than the right downward position of the longitudinal feeding region (Z region) so as to be able to surely receive the sheet material W that is descend-conveyed in a standup posture by the drum type conveyer 37 from the right downward.
- This table top 7 is formed with a top face of an upper-spanned side of a driving-type conveyance belt obtained by installing a plurality of thin belts in parallel.
- This table top 7 is also provided with a holder 45 for prevention of falling down in order to maintain the standup posture of the sheet material W.
- This holder 45 for prevention of falling down is controlled so as to gradually move in a direction away from the drum type conveyer 37 while loading an appropriate back pressure to the sheet material W side, in synchronization with the sheet material W being accumulated on the table top 7 (the columnar body extending transversely).
- the sheet material W in the primary conveyer 2 is in a substantially horizontal flatted posture, wherein a head side of the each in the conveyance direction is on the top in the overlapping relation and a back end side in the conveyance direction is on a bottom in the conveyance direction, respectively.
- the sheet material W that went through transfer from the primary conveyer 2 to the secondary conveyer 3 in this state is conveyed by this secondary conveyer 3, whereby an overlap posture of the sheet material W is inverted up side down (turned over) at the time of being sent to the accumulation unit 4. That is, in the each sheet material W, the head side in the conveyance direction is on the bottom in the overlapping relation and the back end side in the conveyance direction is on the top in the overlapping relation.
- the sheet material W that passes through the posture conversion unit 35 and the descend conveyance unit 36 (a longitudinal feeding region of the drum type conveyer 37 (Z region)) to arrive at on the table top 7 will be always positioned to the most back end plane to the accumulated bundle P being accumulated on the table top 7. Therefore, it is made possible to perform an arrangement of the sheet material W in a mutually overlapping state, longitudinal arranged on the table top 2.
- the sheet material accumulating apparatus 1 is configured such that the sheet material W being conveyed is given a twist by using the secondary conveyer 3 for elevation conveyance that is provided between the primary conveyer 2 and the accumulation unit 4, thereby the sheet material W is inverted up side down along the conveyance direction, and accordingly it is not necessary to make it take a U-turn in the longitudinal direction. Therefore, this negates the need of making the sheet material W be conveyed for passing to a lower part of the accumulation unit 4 once, and therefore, an enlargement, a higher tallness, more complication, etc. of the apparatus can be suppressed and a curtailment of various costs including the manufacture cost will be attainable.
- Figs. 7 and 8 show a straight type that is adaptable as the secondary conveyer 3.
- the secondary conveyer 3 of this straight type has a conveyer frame 50 for holding the first guide belt 12 and the second guide belt 13 and an installation frame 51 for supporting this conveyer frame 50.
- the conveyer frame 50 has a main bar 53 for holding the guide rollers 24 of the second guide belt 13 in a one-line arrangement.
- a center bar 54 perpendicular to this main bar 53 is provided in an intermediate part in the lengthwise direction of this main bar 53 and end bars 55 perpendicular to the main bar 53 similarly are provided on both ends thereof.
- These center bar 54 and end bars 55 hold the tension rollers 56, 57 of the first guide belt 12 and the second guide belt 13.
- the secondary conveyer 3 of the example of illustration is configured to transmit driving to one of the tension rollers 56 that the first guide belt 12 has.
- the main bar 53 is provided with a rotation substrate 59 in its center of the lengthwise direction
- the installation frame 51 is provided with a rotation support plate 60 forming a lower pair with this rotation substrate 59
- these rotation substrate 59 and rotation support plate 60 are connected together with bolts.
- insertion holes each for a connecting bolt that are provided on either of the plate surfaces so as to penetrate the plate are specified as arc-shape long holes 61 that are arranged on one pitch circle on the plate surface, presenting an arc.
- This structure makes it possible to alter the rotation angle of the rotation substrate 59 with respect to the rotation support plate 60 along a lengthwise direction of this arc-shape long hole 61.
- this secondary conveyer 3 itself has the installation frame 51, installation of the secondary conveyer 3 independent from the primary conveyer 2 and the accumulation unit 4 is made possible, and accompanying this, the primary conveyer 2 and the accumulation unit 4 are each made to have a structure enabling independent installation; therefore, these primary conveyer 2, secondary conveyer 3, and accumulation unit 4 will be able to be adjusted independently in mutual installation positions. This is the same also in the secondary conveyer 3 of a curvilinear type explained in Figs. 1 to 5 . Therefore, by making the primary conveyer 2, the secondary conveyer 3, and the accumulation unit 4 be able to be installed independently in this way, a selection as to whether the secondary conveyer 3 of a curvilinear type explained in Figs.
- the sheet material accumulating apparatus 1 will be able to be raised in versatility and the degree of freedom of its installation as a whole.
- the present invention is not limited to the above-mentioned embodiment, but can be suitably altered according to a form of carrying it out.
- the posture conversion unit 35 and descend conveyance unit 36 are constructed with the drum type conveyer 37, but the posture conversion unit 35 not having the drum 40 may substitute the posture conversion unit 35. Therefore, the table top 7 can also be a wide-width strip belt conveyor, or a roller conveyer, or a plate plane whose top face is flat. That is, it is not limited whether it is a driving type or non-driving type.
- the present invention is applicable to a use of performing mechanically processing of arranging printed sheets printed by a rotary press in a mutually overlapping state to accumulate them in the form of the columnar body while arranging their orientation, and finally binding them with a binding band.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Registering Or Overturning Sheets (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Pile Receivers (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005199188A JP4549245B2 (ja) | 2005-07-07 | 2005-07-07 | シート材集積装置 |
| PCT/JP2006/310206 WO2007007474A1 (fr) | 2005-07-07 | 2006-05-23 | Dispositif d’empilage de matériaux en feuille |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1900666A1 true EP1900666A1 (fr) | 2008-03-19 |
| EP1900666A4 EP1900666A4 (fr) | 2011-09-14 |
| EP1900666B1 EP1900666B1 (fr) | 2014-07-16 |
Family
ID=37636874
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06756462.5A Not-in-force EP1900666B1 (fr) | 2005-07-07 | 2006-05-23 | Dispositif d empilage de matériaux en feuille |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7597318B2 (fr) |
| EP (1) | EP1900666B1 (fr) |
| JP (1) | JP4549245B2 (fr) |
| CN (1) | CN101218160B (fr) |
| WO (1) | WO2007007474A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH701347A1 (de) * | 2009-06-23 | 2010-12-31 | Ferag Ag | Verfahren und Vorrichtung zur Festlegung des räumlichen Verlaufs eines Verbindungsstücks einer Förderbahn für flache Gegenstände, gefalzte Druckprodukte, vorzugsweise einen Schuppenstrom. |
| CH704786A1 (de) * | 2011-04-14 | 2012-10-15 | Ferag Ag | Kreuzung zwischen zwei Transportstrecken, welche zum liegenden Transport von flächigen Erzeugnissen ausgebildet sind. |
| EP2674376A3 (fr) * | 2012-06-13 | 2014-09-24 | Goss International Americas, Inc. | Appareil et procédé permettant d'aligner et de transporter des produits imprimés |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11269003B2 (en) * | 2020-02-11 | 2022-03-08 | Nanya Technology Corporation | System and method for monitoring semiconductor manufacturing equipment via analysis unit |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4245832A (en) * | 1977-05-12 | 1981-01-20 | Maschinenbau Oppenweiler Gmbh | Apparatus for the stacking of sheets |
| DE3006266A1 (de) * | 1980-02-20 | 1981-09-03 | Mohndruck Reinhard Mohn Ohg | Umkehrvorrichtung fuer buchblocks, buecher, zeitschriften o.dgl. produkte |
| US20030164588A1 (en) * | 2002-03-01 | 2003-09-04 | Ferag Ag | Method and installation for transforming a stream of flat articles conveyed in a held manner into an imbricated stream in which the arrangement of the articles is selectable |
| EP1475329A1 (fr) * | 2003-05-08 | 2004-11-10 | Ferag AG | Méthode et dispositif pour la formation d'un courant d'articles plats de type différent , en particulier un courant d'articles pour un empilage |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2841394A (en) * | 1955-03-23 | 1958-07-01 | Western Printing & Lithographi | Collector for flexible sheets |
| JPS57189949A (en) * | 1981-05-13 | 1982-11-22 | Hitachi Ltd | Reversing device for sheets |
| JPS6435984A (en) | 1987-07-30 | 1989-02-07 | Toshiba Chem Corp | Manufacture of electric circuit molding |
| US5415385A (en) * | 1994-01-21 | 1995-05-16 | Southern Illinois Machinery Co., Incorporated | Apparatus for collating and feeding documents |
| JPH1035984A (ja) * | 1996-07-25 | 1998-02-10 | Dainippon Printing Co Ltd | 刷本集積装置 |
| JP2000118511A (ja) * | 1998-08-13 | 2000-04-25 | Gunze Ltd | 刷本の結束装置 |
| US6349933B1 (en) * | 1999-10-12 | 2002-02-26 | Scheffer, Inc. | Method and apparatus for horizontal stacking and batching of sheet products |
| JP2003020153A (ja) * | 2001-07-06 | 2003-01-21 | Gunze Ltd | シート材の起立整列装置及び刷本の結束装置 |
| US6746009B2 (en) * | 2002-05-17 | 2004-06-08 | Lockheed Martin Corporation | Drop pocket system and method for reorienting flat articles |
| US6793212B2 (en) * | 2002-10-24 | 2004-09-21 | Pitneybowes Inc. | On-edge envelope stacker adjustable for different sized articles |
| DE10257598A1 (de) * | 2002-12-09 | 2004-06-24 | Focke Gmbh & Co. Kg | Verfahren und Vorrichtung zur Handhabung von Zuschnitten, insbesondere Coupons |
-
2005
- 2005-07-07 JP JP2005199188A patent/JP4549245B2/ja active Active
-
2006
- 2006-05-23 WO PCT/JP2006/310206 patent/WO2007007474A1/fr active Application Filing
- 2006-05-23 EP EP06756462.5A patent/EP1900666B1/fr not_active Not-in-force
- 2006-05-23 CN CN2006800245661A patent/CN101218160B/zh not_active Expired - Fee Related
- 2006-05-23 US US11/921,939 patent/US7597318B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4245832A (en) * | 1977-05-12 | 1981-01-20 | Maschinenbau Oppenweiler Gmbh | Apparatus for the stacking of sheets |
| DE3006266A1 (de) * | 1980-02-20 | 1981-09-03 | Mohndruck Reinhard Mohn Ohg | Umkehrvorrichtung fuer buchblocks, buecher, zeitschriften o.dgl. produkte |
| US20030164588A1 (en) * | 2002-03-01 | 2003-09-04 | Ferag Ag | Method and installation for transforming a stream of flat articles conveyed in a held manner into an imbricated stream in which the arrangement of the articles is selectable |
| EP1475329A1 (fr) * | 2003-05-08 | 2004-11-10 | Ferag AG | Méthode et dispositif pour la formation d'un courant d'articles plats de type différent , en particulier un courant d'articles pour un empilage |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO2007007474A1 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH701347A1 (de) * | 2009-06-23 | 2010-12-31 | Ferag Ag | Verfahren und Vorrichtung zur Festlegung des räumlichen Verlaufs eines Verbindungsstücks einer Förderbahn für flache Gegenstände, gefalzte Druckprodukte, vorzugsweise einen Schuppenstrom. |
| EP2266906A3 (fr) * | 2009-06-23 | 2011-12-28 | Ferag AG | Méthode et dispositif pour determiner le cheminement spatial d'un tronçon de connexion d'un convoyeur pour objets plats, produits imprimées pliés, de préférence en formation imbriquée |
| CH704786A1 (de) * | 2011-04-14 | 2012-10-15 | Ferag Ag | Kreuzung zwischen zwei Transportstrecken, welche zum liegenden Transport von flächigen Erzeugnissen ausgebildet sind. |
| EP2511211A3 (fr) * | 2011-04-14 | 2013-03-06 | Ferag AG | Croisement entre deux voies de transport conçues pour le transport à plat de produits plats |
| US8789683B2 (en) | 2011-04-14 | 2014-07-29 | Ferag Ag | Crossing between two transport lines configured for the horizontal transport of planar articles |
| EP2674376A3 (fr) * | 2012-06-13 | 2014-09-24 | Goss International Americas, Inc. | Appareil et procédé permettant d'aligner et de transporter des produits imprimés |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1900666A4 (fr) | 2011-09-14 |
| US7597318B2 (en) | 2009-10-06 |
| US20090045568A1 (en) | 2009-02-19 |
| JP2007015821A (ja) | 2007-01-25 |
| WO2007007474A1 (fr) | 2007-01-18 |
| CN101218160B (zh) | 2010-05-19 |
| EP1900666B1 (fr) | 2014-07-16 |
| CN101218160A (zh) | 2008-07-09 |
| JP4549245B2 (ja) | 2010-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| USRE41976E1 (en) | Sheet folding apparatus | |
| JP5416106B2 (ja) | 紙又は印刷物の束などの平坦な物体を移送及び反転する搬送装置 | |
| US7367442B2 (en) | Device for transferring continuously transported printing products from a flat lying position into an upright position or vice versa | |
| EP2241523B1 (fr) | Corps de transport et dispositif de transport | |
| US7597318B2 (en) | Sheet material accumulating apparatus | |
| JP2001316029A (ja) | シート後処理装置 | |
| CN101205029A (zh) | 用纸后处理装置 | |
| CN110143012A (zh) | 纸张换向设备 | |
| CN100577540C (zh) | 装订设备和印刷品装订方法 | |
| US6926270B2 (en) | Rotary blade device for printed products | |
| KR101155460B1 (ko) | 인쇄종이 자동 정렬장치 | |
| CN101516751A (zh) | 裁压机供料台上片材的传送辅助驱动装置 | |
| KR101045213B1 (ko) | 박스 절곡장치 | |
| CN112776502B (zh) | 纸张束供给装置 | |
| CN102036891B (zh) | 叼纸夹传输机传送 | |
| JP5481934B2 (ja) | スタッカー及びそのスタッカーを備えた画像形成システム | |
| EP2319786B1 (fr) | Dispositif de retenue de feuilles et système d empilement de feuilles | |
| CN215478778U (zh) | 一种折纸机构以及折图机 | |
| JP2008143640A (ja) | 給紙ホッパ | |
| CN109969724A (zh) | 一种多层传输系统 | |
| CN116767916B (zh) | 翻转装置 | |
| JP4681463B2 (ja) | 用紙後処理装置 | |
| JP2642394B2 (ja) | 紙葉類搬送装置 | |
| KR102662867B1 (ko) | 지폐 처리 장치 | |
| JP3240259U (ja) | グレーチング切断送り装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080104 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20110817 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 31/06 20060101AFI20110810BHEP Ipc: B65H 29/66 20060101ALI20110810BHEP Ipc: B65H 29/12 20060101ALI20110810BHEP |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 29/12 20060101ALI20140114BHEP Ipc: B65H 29/66 20060101ALI20140114BHEP Ipc: B65B 15/00 20060101ALI20140114BHEP Ipc: B65H 31/06 20060101AFI20140114BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20140205 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 677485 Country of ref document: AT Kind code of ref document: T Effective date: 20140815 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602006042293 Country of ref document: DE Effective date: 20140828 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20140716 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 677485 Country of ref document: AT Kind code of ref document: T Effective date: 20140716 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141017 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141117 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141116 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602006042293 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150531 Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150523 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150523 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20060523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180508 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602006042293 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191203 |