EP1737775B1 - Procede destine a produire un fil resultant de l'assemblage de plusieurs fils de base subissant une transformation prealable et le dispositif de mise en oeuvre - Google Patents
Procede destine a produire un fil resultant de l'assemblage de plusieurs fils de base subissant une transformation prealable et le dispositif de mise en oeuvre Download PDFInfo
- Publication number
- EP1737775B1 EP1737775B1 EP05739725A EP05739725A EP1737775B1 EP 1737775 B1 EP1737775 B1 EP 1737775B1 EP 05739725 A EP05739725 A EP 05739725A EP 05739725 A EP05739725 A EP 05739725A EP 1737775 B1 EP1737775 B1 EP 1737775B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarns
- yarn
- tension
- feeding
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H59/00—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators
- B65H59/38—Adjusting or controlling tension in filamentary material, e.g. for preventing snarling; Applications of tension indicators by regulating speed of driving mechanism of unwinding, paying-out, forwarding, winding, or depositing devices, e.g. automatically in response to variations in tension
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/26—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre with characteristics dependent on the amount or direction of twist
- D02G3/28—Doubled, plied, or cabled threads
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/26—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre with characteristics dependent on the amount or direction of twist
- D02G3/28—Doubled, plied, or cabled threads
- D02G3/285—Doubled, plied, or cabled threads one yarn running over the feeding spool of another yarn
Definitions
- the invention is related to the technical sector of textile yarn processing machines.
- the invention relates to machines of the type consisting of a plurality of working positions, in particular arranged in juxtaposition. Each of them has different means capable of ensuring the transformation of the wire in one or more steps and then winding or winding.
- the means for advancing the son may be constituted by cylinders cooperating with pressure rollers, capstans, wire guides or other.
- the son processing means may be based on a rotation conferring on the son, for example, a twist on themselves or a winding son on each other.
- the transformation method also provides for treating a plurality of son in parallel, and then assembling these son for subsequent processing or winding. There is therefore an assembly of several son transformed on neighboring positions before passing them together on other means of transformation and / or before returning together.
- a drive device for lowering the tension of the yarn in the form of, for example, a capstan or a dispenser grid, commonly known as pre-delivery or pre-call.
- this body will be referred to as the "first ground of appeal".
- this member allows a sliding of the wire and turns in overspeed with respect to the advancement of the wire.
- the wire is then called into a second member called "call", generally without sliding, ensuring the control of the speed of advance of the wire. Very often, this second call is constituted by the rewinding system itself.
- FIG. 1 shows, as a non-limiting indicative indicative, a son treatment engine having organs capable of making an assembly of several son, according to the state of the art.
- the first means for calling and advancing the wire (2a, 2b, 2c, 2d) are arranged in alignment and rotated by a common shaft, by means of a motor member (4).
- the means of call and winding (3a, 3b, 3c, 3d) which are arranged in alignment and rotated by a common shaft by means of a motor member (5).
- the object of the invention is to overcome these disadvantages in a simple, safe, effective and rational manner and to solve the problem of obtaining perfect control of the assembly process of the wires.
- each individual motor of the first means of call and advancement is subject to a speed variator .
- the wire guides are driven by an individual motor, the call and winding means and the first call and advance means being driven in synchronism by the same motor.
- the speed ratio between the two means is determined by a system of pulleys.
- An improvement of the invention consists in measuring the voltage of each wire by disposing a sensor between the first means of call and advancement of the wire and the assembly point, and by transmitting these voltages to a computer which drives the drives .
- the computer orders speed adjustments of the first call means for adjust the measured thread tension to a pre-programmed setpoint.
- the computer takes as reference the voltage wire corresponding to the position on which the son are towed, and orders speed readjustment of the first call organs of the other positions, for example to equalize the voltages,
- the claimed means and arrangements find an advantageous application for producing a wire, resulting from the assembly by twisting, cabling or wrapping of several basic yarns composed of plurality of elementary wires some of which undergo a prior transformation operation before being assembled and receive a new transformation step, at least one of the elementary son being different or undergoing a transformation different from the others.
- the invention relates more particularly to processes in which the preliminary operations of transformation of the elementary son (s) are twisting methods of simple twisting, double twisting, wiring or wrapping, etc., as is apparent, for example, from the patent teaching US-A-4,200,212 .
- Some technical characteristics of the yarns such as tensile strength, elasticity, elongation curve under load, fatigue resistance ... are obtained by the combination of several threads, each undergoing individual treatments, then assembled according to perfectly controlled processes.
- the elementary wires may be identical or different, and / or undergo identical or different transformations.
- the methods may aim to obtain an equi-tonguer and / or equi-tension assembly.
- the assembly process may consist on the contrary assembling wires having different elongation levels or voltages. In the following will be designated such son resulting from the assembly by twisting or wiring son of different nature, having undergone a different treatment or powered under different voltages by the term "hybrid wire".
- the patent may be US 6799618 which concerns hybrid son resulting from the assembly of several elementary son which differs in nature and by their prior treatment.
- the hybrid son composed of several elementary son different in nature and by their prior treatment, such as those set out by way of example in the aforementioned patent, are most often made in two step.
- Each elementary wire is separately processed in a first step, for example on double twist machines, and is individually received on an intermediate reel.
- the intermediate coils are taken from a creel feeding a machine that combines the assembly phase and final processing, such as a method of wiring by twisting the assembled son.
- This final treatment is most often carried out by a twisting method of simple twisting.
- the processing of the receiver coil is carried out with different means.
- At least one of the basic yarns has a low elongation capacity under load, preferably combined with a high tenacity, and at least one other elementary yarn has an elasticity. and / or a higher load elongation capability, the spun base yarns twisted separately at different twists, then assembled under equal or different stretches, and twisted together.
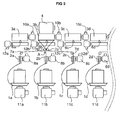
- the processing machine comprises a plurality of working positions.
- Each position comprises an upstream wire treatment assembly constituted, for example, by double twist or wiring pins (11a, 11b, 11c, 11d, ...), first call and advance means (2a , 2b, 2c, 2d, ...) of the wire (1a, 1b, 1c, 1d, ...) and call and / or winding means (3a, 3b, 3c, 3d, ...) . via wire guide (6a, 6b, 6c, 6d, ).
- the device comprises members (7a, 7b, 7c, 7d) capable of producing an assembly (A) of several wires, these members being mounted in combination with several of the first means of call and advancement ( 2a, 2b, 2c, ).
- each of the first call and advance means (2a, 2b, 2c, 2d, ...) are driven by an individual motor (8a, 8b, 8c, 8d, ).
- the assembly members (7a, 7b, 7c, 7d, ...) are arranged between the first call and advance means (2a, 2b, 2c, ...), and one of the call means and winding (3b) able to control the speed of advancement of the joined son.
- the connecting members (7a, 7b, 7c, 7d, ...) are therefore arranged downstream of the first call and advance means (2a, 2b, 2c, ...) and upstream of the means calls and winding (3a, 3b, 3c, ).
- each individual motor (8a, 8b, 8c, 8d, ...) of the first call and advancement means (2a, 2b, 2c, 2d, ...) is subject to a variator (15a, 15b, 15c, ).
- the call and winding means (3a, 3b, 3c, 3d, ...) are driven by a common motor member (5).
- the wire guides (6a, 6b, 6c, 6d, ...) are driven by a common motor member (6).
- the call and winding means (3a, 3b, 3c, 3d, ...) are each driven by an individual drive member (10a, 10b, 10c, 10d, ). It is the same for the wire guides (6a, 6b, 6c, 6d, ...) which are each driven by an individual motor (12a, 12b, 12c, 12d, ).
- the call and winding means (3a, 3b, 3c, 3d, ...) and the first call and advance means (2a, 2b, 2c, 2d, ...) are driven in synchronism by the same motor (8a, 8b, 8c, 8d, ).
- the speed ratio between the means (2a, 3a), (2b, 3b), (2c, 3c), (2d, 3d), ...) is fixed for example by a pulley ratio (9).
- the drives (15a, 15b, 15c, ...) driving the first call means are associated with a speed adjusting means in the form, for example, of a local control accessible by an operator.
- the drives (15a, 15, b, 15c, ...) are controlled by a computer (14) delivering a setpoint to each drive, said setpoint may for example be programmed by an operator.
- the device finds a particularly advantageous application, for the production of a hybrid wire resulting from the assembly by twisting, wiring or wrapping of several basic son (1a, 1b, 1c, ).
- the means (11a, 11b, 11c, %) make it possible to carry out the first transformation (Pa, Pb, Pc %) of the basic wires (1a, 1b, 1c,. ..) and are preferably arranged adjacently and comprise individual drive means, each controlled individually by systems such as variable speed drives (16a, 16b, 16c, ).
- Each means (11a, 11b, 11c %) is thus set to perform a transformation (Pa, Pb, Pc %) specific to each wire, which may be different from the others, for example a twist of value or meaning different.
- each wire has a voltage that depends on its title and the transformation (eg speed, diameter of the balloon, title of the wire ... ).
- Each wire (1a, 1b, 1c, ...) passes through a first call means (2a, 2b, 2c, ...) for adjusting its voltage and in particular to lower the voltage of the wire resulting from the transformation of the wire (Pa, Pb, Pc ...) in the form of, for example, a capstan or a grid-type emitter, generally known as a "pre-emitter” or “pre-call".
- this body will be referred to as the "first ground of appeal".
- this member allows a wire slip and turns in overspeed with respect to the advancement of the wire.
- each of the first call and advancement means (2a, 2b, 2c, ...) is provided with a means capable of adjusting its efficiency.
- This means may, for example, consist in adjusting the winding arc of a delivery gate, or the number of winding turns. around a capstan. This adjustment can be done manually or by actuators.
- This means of individually adjusting the efficiency of the first call means (2a, 2b, 2c, ...) can also consist in adjusting the speed of the delivery member, for example by being controlled by an individual motor (8a , 8b, 8c ...), controlled individually by systems such as variable speed drives (15a, 15b, 15c ).
- Each call and advancement means (2a, 2b, 2c ...) is set to adjust the voltage of each wire to the assembly voltage which may be different from the others.
- the wire At the output of the means of call and advancement means (2a, 2b, 2c ...), the wire at a voltage which corresponds to that which is to be obtained at the assembly point (A).
- the son (2a, 2b, 2c ...) are conveyed to the assembly point (A) by guide members (7a, 7b, 7c, ...)).
- the members (7a, 7b, 7c, ...) and the point (A) are arranged between the first call and advance means (2a, 2b, 2c ...) and the winding means (3). able to control the speed of advancement of the joined son.
- the son (1a, 1b, 1c) joined in parallel, are called by a winding means which forms an intermediate coil (4).
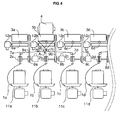
- the coil (4) of single son (1a, 1b, 1c ...) having received the first treatment (Pa, Pb, Pc ...) is then taken up in a second machine to receive the second treatment (S).
- the assembled wire is twisted in the spindle (17), passes through a call member (18) and is wound by the winding means (19), forming the final coil (20).
- each individual motor of the first transformation means (11a, 11b, 11c %) is subject to a variator (16a, 16b, 16c %) and each individual motor (8a, 8b, 8c ... ) of call and advancement (2a, 2b, 2c ...), is subject to a drive (15a, 15b, 15c ).
- These drives (15a, 15b, 15c ... 16a, 16b, 16c ...) are associated with a speed control means in the form of, for example, a setpoint or local control accessible by an operator .
- the drives (15a, 15b, 15c ... 16a, 16b, 16c ...) are controlled by a computer (14) delivering a setpoint to each drive, said setpoint can for example be programmed by an operator.
- An improvement of the invention consists in having means for measuring the voltage of each wire, in the form for example of sensors (13a, 13b, 13c, ...) downstream of the first means of call and advancement (2a, 2b, 2c , ...) and upstream of the assembly point (A) of the wires.
- the voltage signal of each wire is transmitted to a computer (14) which transmits instructions to the drives (15a, 15b, 15c %) driving the motors (8a, 8b, 8c, ...) of the first means of call and advancement (2a, 2b, 2c ).
- the computer (14) for example in the form of a central unit, continuously adjusts the speed of the first calls (2a, 2b, 2c %) to ensure a perfect respect of the voltage of the wires required by the method at point d assembly (A) to compensate for possible drift adjustments over time.
- the required voltages, by the assembly method may be equal voltages between each wire or different voltages from one wire to another.
- a means for measuring the tension of each wire can be replaced and / or supplemented by a means able to measure the speed of advance of the wire immediately before the assembly point (A).
- the process according to the invention is particularly intended for the production of a hybrid yarn for reinforcing tires or composite materials.
- This method consists in using at least two basic son (1a, 1b, 1c, ...), one of which is different in nature from the others.
- At least one of the basic yarns has a low elongation capacity under load, and at least one other elementary yarn has a higher elasticity and / or elongation capacity.
- the base wires are twisted separately at different twists, then assembled under equal or different tensions, and twisted together.
- some of the son (1a, 1b, 1c, ...) may not be transformed or twisted, only the unwinding and pretensioning means of the corresponding transformation means being used.
- an auxiliary wire (21) can be introduced into the assembly.
- the auxiliary wire (21) may be a wire having an auxiliary function such as an antistatic wire or gas absorber. It can, itself, be a wire formed by assembling several threads, and / or having undergone prior treatments.
- This second embodiment of the method according to the invention is characterized in that it uses at least two basic son (Fa, Fb, Fc, ...), one of which elementary sons has a low elongation ability preferably combined with high toughness, and at least one other elementary yarn has a higher elasticity and / or elongation capacity, the base yarns being twisted separately at different twists and then assembled under equal or different voltages, and connected together by winding with another wire.
- the process comprises the same steps as previously defined with the only difference that the intermediate coil (4) is placed in a hollow spindle (10) of wiring or wrapping (17), the assembled son is linked by associating them with another wire (4 '), according to a method of wiring or wrapping.
- the other wire (4 ') which is associated with the first wire (4) during the final step is different from the first assembled wire (4), either by its son composition (1'a, 1'b, 1'c), or by the treatment undergone (P'a, P'b, P'c, ...), the two son (4) and (4 ') being united according to the known process known as "direct wiring".
- said assembled wire (4) constitutes the core, and the wire (4 ') which is associated during the last step is a link wire surrounding the core wire according to a covering method.
- the associated wire (4 ') may be a wire having an auxiliary function such as an antistatic wire or gas absorber. He may himself a wire formed by assembly of several threads, and / or have undergone prior treatments.
- the speed of each spindle (11a, 11b, 11c %) effecting the twisting of the base wires (1a, 1b, 1c,. ..) is adjusted so that the wire (s) of lower elongation capacity receive a greater number of twists per meter than the wire (s) of high elasticity.
- the final twist of the assembled son is in the opposite direction of the twist of (or son) having the lowest elongation capacity.
- the number of twists per meter given during the final twist is less than or equal to the number of twists per meter given during the first transformation to the thread (s). having the lowest capacity for elongation.
- the following is a first example of the process according to the invention applied to the production of a thread intended for the production of tapas, consisting of two elementary threads of polypropylene BCF 1240 dtex, twisted at 180 revolutions per meter in Z, and a CF 600 dtex polypropylene yarn twisted at 130 revolutions / meter in S.
- the three yarns are assembled and twisted together at 160 revolutions / meter in Z.
- the two polypropylene yarns BCF (1a, 1b) are twisted in the spindles (11a, 11b), set to rotate at 5500 rpm in Z, and the polypropylene thread CF (1c) is twisted into the spindle (11c) set to turn at 3970 rpm in S.
- the spool (4) is taken up on a double twist spindle (17) rotating at 3500 rpm, with a calling speed of 43.7 m / min, without slippage.
- the following is a second example of the method according to the invention applied to the production of a thread intended to reinforce tires, consisting of two elementary son aramid 1100 dtex, twisted at 510 revolutions per meter Z, and a thread 940 dtex nylon twisted at 350 revolutions / meter Z.
- the three threads are assembled and twisted together at 350 revolutions / meter in S.
- the two aramid wires (1a, 1b) are twisted in the pins (11a, 11b), set to rotate at 7000 rpm in Z, and the nylon thread (1c) is twisted into the spindle (11c) set to rotate to 4800 rpm in Z.
- the winding system (3) winds the assembled wires on a coil (4) at a winding speed of 27.45 m / min, without slippage.
- the spool (4) is taken up on a double twist spindle (17) rotating at 5250 rpm, with a speed of 30 m / min without sliding.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Ropes Or Cables (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0450776A FR2869329B1 (fr) | 2004-04-23 | 2004-04-23 | Dispositif de gestion des assemblages de fils dans les machines textiles de transformation desdits fils |
| PCT/FR2005/050173 WO2005105639A1 (fr) | 2004-04-23 | 2005-03-18 | Procede destine a produire un fil resultant de l'assemblage de plusieurs fils de base subissant une transformation prealable et le dispositif de mise en oeuvre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1737775A1 EP1737775A1 (fr) | 2007-01-03 |
| EP1737775B1 true EP1737775B1 (fr) | 2008-07-30 |
Family
ID=34945334
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05739725A Expired - Lifetime EP1737775B1 (fr) | 2004-04-23 | 2005-03-18 | Procede destine a produire un fil resultant de l'assemblage de plusieurs fils de base subissant une transformation prealable et le dispositif de mise en oeuvre |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7802418B2 (enExample) |
| EP (1) | EP1737775B1 (enExample) |
| JP (1) | JP4927711B2 (enExample) |
| KR (1) | KR20070048653A (enExample) |
| CN (1) | CN1960926A (enExample) |
| AT (1) | ATE402900T1 (enExample) |
| DE (1) | DE602005008576D1 (enExample) |
| ES (1) | ES2310824T3 (enExample) |
| FR (1) | FR2869329B1 (enExample) |
| WO (1) | WO2005105639A1 (enExample) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102041593B (zh) * | 2007-05-10 | 2015-11-25 | 可隆株式会社 | 一种由多个细丝生产细丝束的方法 |
| FR2920441B1 (fr) * | 2007-08-30 | 2009-11-06 | Ritm Soc Par Actions Simplifie | Fil hybride et son procede de fabrication |
| WO2009027615A2 (fr) * | 2007-08-30 | 2009-03-05 | Ritm | Fil hybride et son procede de fabrication |
| ES2307439B1 (es) * | 2007-11-26 | 2009-07-03 | Pinter, S.A. | Procedimiento y maquina para fabricar hilos recubiertos e hilo recubierto fabricado con el mismo. |
| AU2009223536B2 (en) * | 2008-03-11 | 2014-02-06 | Invista Technologies S.A.R.L. | Methods of forming yarn and apparatus for twisting or cabling yarn |
| KR101150469B1 (ko) | 2009-09-08 | 2012-06-01 | (주)삼박 | 섬유강화 열가소성 복합재료의 성형장치 및 성형방법과 이에 의해 제조되는 성형품 |
| KR100967513B1 (ko) * | 2010-03-25 | 2010-07-07 | 허영구 | 어망사 제조용 다중 연사장치와 다중 연사장치를 이용하여 제조한 어망사 |
| DE102011113883B4 (de) | 2011-09-22 | 2019-01-10 | Saurer Germany Gmbh & Co. Kg | Mehrstellentextilmaschine, insbesondere Doppeldrahtzwirn- oder Kabliermaschine |
| CN103510212A (zh) * | 2013-09-17 | 2014-01-15 | 吴江永固纺配有限公司 | 一种并线机单个锭位上的纱线张力控制系统 |
| CN103510214A (zh) * | 2013-09-30 | 2014-01-15 | 吴江福茂纺织有限公司 | 一种能适应多种纱线的并纱机 |
| CN104960992B (zh) * | 2015-06-12 | 2017-10-31 | 丝丝姆纺织机械(中山)有限公司 | 一种具有预张力功能的并纱装置 |
| WO2019122698A1 (fr) * | 2017-12-22 | 2019-06-27 | Compagnie Generale Des Etablissements Michelin | Procede et installation de retordage avec controle de la tension pour la fabrication de fils de renfort pour pneumatiques |
| CN108190615A (zh) * | 2017-12-26 | 2018-06-22 | 南京典卡木软件有限公司 | 一种双股纱线的自动绕线装置及方法 |
| CN108766671B (zh) * | 2018-08-30 | 2024-01-12 | 安徽双马机械设备有限公司 | 一种防断线绞线机 |
| CN111206310A (zh) * | 2020-02-11 | 2020-05-29 | 盐城港隆纺织有限公司 | 一种纺纱机械的捻合机构 |
| CN112725968B (zh) * | 2020-12-28 | 2022-05-10 | 江苏恒力化纤股份有限公司 | 一种棉麻竹节花式纱的纺纱方法 |
| KR102528892B1 (ko) * | 2021-07-21 | 2023-05-04 | 주식회사 이화에스알씨 | 장력조절부재가 구비된 합사장치 |
| WO2024229054A2 (en) * | 2023-05-04 | 2024-11-07 | Eastman Chemical Company | Rewinding process |
| WO2024229055A2 (en) * | 2023-05-04 | 2024-11-07 | Eastman Chemical Company | Methods of converting assets to increase cellulosic yarn production |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE548196A (enExample) * | 1955-06-01 | |||
| US3411231A (en) * | 1966-12-16 | 1968-11-19 | Raymond D. Philbrick | Folding fishing rod holder |
| US3441231A (en) * | 1967-04-07 | 1969-04-29 | Solomon Siegel | Textile winding machine |
| DE2240199A1 (de) * | 1972-08-11 | 1974-02-21 | Siemens Ag | Nachrichtenkabel mit eine in abstaenden wechselnde verdrillungsrichtung aufweisenden verseileinheiten |
| IT1038150B (it) * | 1974-06-28 | 1979-11-20 | Fujikura Ltd | Metodo ed apparecchiatura per cordare in bicoppie conduttori isolati destinati ad essere utilizzati nei cavi di comunicazione multiconduttori |
| DE2812100C2 (de) * | 1978-03-20 | 1987-04-16 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | Verfahren zum Führen eines aus Einzelsträngen zusammengesetzten Gesamtstranges und Herstellen von gefachten Drahtspulen sowie Vorrichtung zum Durchführen des Verfahrens |
| US4246750A (en) * | 1979-07-24 | 1981-01-27 | Wwg Industries, Inc. | Self-twist yarn and method of making same |
| IT1222893B (it) * | 1987-10-13 | 1990-09-12 | Riva Off Mec | Torcitorio particolarmente per filati cablati |
| JPH01221531A (ja) * | 1988-02-25 | 1989-09-05 | Murata Mach Ltd | カバリングヤーンの製造方法 |
| DE3808957A1 (de) * | 1988-03-17 | 1989-09-28 | Mayer Fa Karl | Fachspulmaschine |
| BE1010240A3 (nl) * | 1995-10-16 | 1998-04-07 | Gilbos N Textilmaschf | Automatische assembleermachine voor garens. |
| JPH09176929A (ja) * | 1995-10-20 | 1997-07-08 | Toray Ind Inc | 撚り糸の製造方法 |
| EP0780333A1 (en) * | 1995-12-18 | 1997-06-25 | N.V. Bekaert S.A. | Winding of multiple filaments |
| US5791135A (en) * | 1996-06-20 | 1998-08-11 | American & Efird, Inc. | Heat treatment of textile strands prior to plying |
| JPH1025640A (ja) * | 1996-07-15 | 1998-01-27 | Toyobo Co Ltd | ミシン糸の製造方法 |
| JPH1077538A (ja) * | 1996-08-29 | 1998-03-24 | Sanyo Meriyasu Kk | カバリングヤーン及びその製造方法 |
| DE69917517T2 (de) * | 1998-03-13 | 2005-06-30 | Murata Kikai Kabushiki Kaisha | Textilmaschine mit Einzelspindelantrieb |
| JP2000096374A (ja) * | 1998-09-17 | 2000-04-04 | Toray Ind Inc | マット用パイル糸およびその製造方法 |
| EP1319622A1 (de) * | 2001-12-05 | 2003-06-18 | Schärer Schweiter Mettler AG | Verfahren und Vorrichtung zur Regelung der Fadenspannung auf einer Textilmaschine sowie Anwendung des Verfahrens |
-
2004
- 2004-04-23 FR FR0450776A patent/FR2869329B1/fr not_active Expired - Fee Related
-
2005
- 2005-03-18 CN CNA2005800176898A patent/CN1960926A/zh active Pending
- 2005-03-18 WO PCT/FR2005/050173 patent/WO2005105639A1/fr not_active Ceased
- 2005-03-18 EP EP05739725A patent/EP1737775B1/fr not_active Expired - Lifetime
- 2005-03-18 AT AT05739725T patent/ATE402900T1/de not_active IP Right Cessation
- 2005-03-18 DE DE602005008576T patent/DE602005008576D1/de not_active Expired - Lifetime
- 2005-03-18 KR KR1020067024529A patent/KR20070048653A/ko not_active Withdrawn
- 2005-03-18 US US11/568,043 patent/US7802418B2/en not_active Expired - Fee Related
- 2005-03-18 JP JP2007508945A patent/JP4927711B2/ja not_active Expired - Fee Related
- 2005-03-18 ES ES05739725T patent/ES2310824T3/es not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1737775A1 (fr) | 2007-01-03 |
| ATE402900T1 (de) | 2008-08-15 |
| FR2869329A1 (fr) | 2005-10-28 |
| WO2005105639A1 (fr) | 2005-11-10 |
| FR2869329B1 (fr) | 2006-06-16 |
| ES2310824T3 (es) | 2009-01-16 |
| CN1960926A (zh) | 2007-05-09 |
| JP2007533869A (ja) | 2007-11-22 |
| US20080098707A1 (en) | 2008-05-01 |
| JP4927711B2 (ja) | 2012-05-09 |
| DE602005008576D1 (de) | 2008-09-11 |
| US7802418B2 (en) | 2010-09-28 |
| KR20070048653A (ko) | 2007-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1737775B1 (fr) | Procede destine a produire un fil resultant de l'assemblage de plusieurs fils de base subissant une transformation prealable et le dispositif de mise en oeuvre | |
| JP4956667B2 (ja) | フィラメントの合糸方法及びそれにより製造されたフィラメント合糸物 | |
| EP1907197B1 (fr) | Méthode de régulation de tension d'un renfort de pneumatique | |
| CA1032837A (fr) | Machine tcg continu | |
| CH630543A5 (fr) | Cable metallique et son procede de fabrication. | |
| JP2007533869A5 (enExample) | ||
| EP3728713B1 (fr) | Procede et installation de retordage avec controle de la tension pour la fabrication de fils de renfort pour pneumatiques | |
| CN1197492A (zh) | 将多根丝同时卷绕成多丝卷轴和/或从如此卷绕的多丝卷轴同时退卷这些丝用于其后续的绞合的方法和设备 | |
| EP0483601B1 (fr) | Procédé et installation permettant d'obtenir en ligne la réalisation d'une nappe d'assemblages et son enroulage sur une ensouple | |
| FR2521599A1 (fr) | Procede et appareil de fabrication de files ayant diverses structures | |
| EP0610144A1 (fr) | Procédé de renvidage (bobinage) d'un fil sur une machine textile et machine mettant en oeuvre un tel procédé | |
| WO2009027615A2 (fr) | Fil hybride et son procede de fabrication | |
| LU84134A1 (fr) | Machine | |
| EP0551787B1 (fr) | Machine pour la réalisation de fils guipés | |
| EP0753613B1 (fr) | Dispositif pour l'insertion en continu d'un fil d'ame dans une mèche de fibres | |
| WO2008132374A2 (fr) | Dispositif de cablage pour realiser un procede de cablage direct de deux composants ou fil, au moyen d'une broche de torsion | |
| EP1918432B1 (fr) | Procédé de traitement de fils par tricotage - détricotage | |
| FR2920787A1 (fr) | Procede de fabrication d'un fil hybride | |
| JP2000110037A (ja) | 複合加撚給糸機 | |
| JPH02242928A (ja) | フィラメント原糸とスパン原糸を合糸して成る撚糸の製造方法及びその為の装置 | |
| FR2749859A1 (fr) | Procede de realisation d'un fil mixte extensible et machine pour sa mise en oeuvre | |
| FR2526457A1 (fr) | Procede et appareil pour produire des cables metalliques utilisables comme elements de renforcement de structures elastomeres | |
| BE843335A (fr) | Procede et appareil pour communiquer une fausse torsion, destine a la production de files crepes formes de plusieurs filaments | |
| FR2629479A2 (fr) | Procedes et dispositifs pour tordre ou assembler des fils avec au moins trois moyens de torsion | |
| JPS63219640A (ja) | エアジェットによる種々の糸の結合機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20061020 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: RITM |
|
| 17Q | First examination report despatched |
Effective date: 20070405 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 602005008576 Country of ref document: DE Date of ref document: 20080911 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2310824 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081130 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081030 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081230 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: OERLIKON TEXTILE GMBH & CO. KG Effective date: 20090429 |
|
| R26 | Opposition filed (corrected) |
Opponent name: OERLIKON TEXTILE GMBH & CO. KG Effective date: 20090429 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 |
|
| BERE | Be: lapsed |
Owner name: RITM Effective date: 20090331 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090318 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20100326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080730 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: SOCIETE SWISSTEX, FR Effective date: 20111024 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: RM Effective date: 20111212 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: MICHELI & CIE SA Ref country code: CH Ref legal event code: PUE Owner name: SWISSTEC FRANCE Free format text: RITM#ALLEE CHARLES BARON, ZI LES AUREATS#26014 VALENCE CEDEX (FR) -TRANSFER TO- SWISSTEC FRANCE#8, ALLEE CHARLES BARON ZI LES AUREATS#26000 VALENCE (FR) Ref country code: CH Ref legal event code: PK |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602005008576 Country of ref document: DE Representative=s name: DREISS PATENTANWAELTE, DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: SWISSTEX FRANCE Effective date: 20120314 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602005008576 Country of ref document: DE Owner name: VERDOL, FR Free format text: FORMER OWNER: RITM, VALENCE, FR Effective date: 20120306 Ref country code: DE Ref legal event code: R082 Ref document number: 602005008576 Country of ref document: DE Representative=s name: DREISS PATENTANWAELTE PARTG MBB, DE Effective date: 20120306 Ref country code: DE Ref legal event code: R081 Ref document number: 602005008576 Country of ref document: DE Owner name: SAURER GERMANY GMBH & CO. KG, DE Free format text: FORMER OWNER: RITM, VALENCE, FR Effective date: 20120306 Ref country code: DE Ref legal event code: R082 Ref document number: 602005008576 Country of ref document: DE Representative=s name: DREISS PATENTANWAELTE PARTNERSCHAFT, DE Effective date: 20120306 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: VERDOL, FR Free format text: FORMER OWNER: SWISSTEX FRANCE, FR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: VERDOL S.A.S. Effective date: 20130814 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602005008576 Country of ref document: DE Representative=s name: DREISS PATENTANWAELTE PARTNERSCHAFT, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TQ Owner name: VERDOL, FR Effective date: 20130822 Ref country code: FR Ref legal event code: TQ Owner name: REYES INTEGRATIONS, FR Effective date: 20130822 Ref country code: FR Ref legal event code: TQ Owner name: REYES GROUPE, FR Effective date: 20130822 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602005008576 Country of ref document: DE Representative=s name: DREISS PATENTANWAELTE PARTG MBB, DE Effective date: 20130828 Ref country code: DE Ref legal event code: R081 Ref document number: 602005008576 Country of ref document: DE Owner name: VERDOL, FR Free format text: FORMER OWNER: SWISSTEX FRANCE, VALENCE, FR Effective date: 20130828 Ref country code: DE Ref legal event code: R081 Ref document number: 602005008576 Country of ref document: DE Owner name: SAURER GERMANY GMBH & CO. KG, DE Free format text: FORMER OWNER: SWISSTEX FRANCE, VALENCE, FR Effective date: 20130828 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20150311 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602005008576 Country of ref document: DE Owner name: SAURER GERMANY GMBH & CO. KG, DE Free format text: FORMER OWNER: VERDOL, VALENCE, FR Ref country code: DE Ref legal event code: R082 Ref document number: 602005008576 Country of ref document: DE Representative=s name: DREISS PATENTANWAELTE PARTG MBB, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160331 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: SAURER GERMANY GMBH & CO. KG Effective date: 20170220 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TQ Owner name: SAURER GERMANY GMBH & CO. KG, DE Effective date: 20170331 Ref country code: FR Ref legal event code: TQ Owner name: REYES GROUPE, FR Effective date: 20170331 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180309 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180319 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20180420 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602005008576 Country of ref document: DE Representative=s name: DREISS PATENTANWAELTE PARTG MBB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 602005008576 Country of ref document: DE Owner name: SAURER GERMANY GMBH & CO. KG, DE Free format text: FORMER OWNER: SAURER GERMANY GMBH & CO. KG, 42897 REMSCHEID, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602005008576 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190319 |