-
Die Erfindung betrifft eine Rollenwickelvorrichtung, insbesondere für eine Rollenschneidmaschine, zum gleichzeitigen Aufwickeln von mehreren nebeneinander laufenden Teil-Materialbahnen, insbesondere Papier- oder Kartonbahnen, auf Wickelhülsen zu Wickelrollen mit jeweils einer Wickelposition für jede Wickelrolle, wobei mehrere Wickelpositionen in Axialrichtung hintereinander angeordnet sind, und mit einer ein Wickelbett bildenden Tragwalzenanordnung unterhalb der Wickelpositionen.
-
Weiterhin betrifft die Erfindung ein Verfahren zum gleichzeitigen Aufwickeln von mehreren nebeneinander laufenden Teil-Materialbahnen gemäß dem Oberbegriff des Anspruchs 8.
-
Rollenwickelvorrichtungen, insbesondere Tragwalzen-Wickelmaschinen, werden zum Aufwickeln von Materialbahnen, insbesondere von Papier- oder Kartonbahnen, zu Wickelrollen eingesetzt. Die Tragwalzen-Wickelmaschinen weisen eine erste und eine zweite Tragwalze auf, die nebeneinander liegen und die ein Wickelbett zur Aufnahme von Wickelhülsen bilden, auf die die Materialbahnen (Teilbahnen) nebeneinander aufgewickelt werden. Dabei werden in der Regel die Materialbahnen als Teilbahnen aus einer einzigen, auf einem Volltambour aufgewickelten Materialbahn erzeugt, indem die auf dem Volltambour aufgewickelte Materialbahn während ihres Abwickelns Längsschneideinrichtungen zur Erzeugung der Teilbahnen durchläuft. Die erzeugten Teilbahnen werden dann nebeneinander auf Wickelhülsen aufgewickelt.
-
Dadurch, dass in dem Wickelbett nebeneinander mehrere zumeist aus Pappe bestehende Wickelhülsen Stoß an Stoß von Hülsenführungsköpfen, die jeweils antriebs- und nichtantriebsseitig in die nebeneinander liegenden Wickelhülsen hineinfahren, aneinander gepresst werden, die anschließend mit den Materialbahnen bewickelt werden, längen sich die Papphülsen infolge der Lagenpressung der auf den Wickelhülsen aufgewickelten Materialbahnwickel und unter der zusätzlichen Last einer Druckwalze, die von oben auf die Wickelrollen drückt.
-
Die Längung der Wickelhülsen beträgt beispielsweise 1 Promille ihrer Länge. Da alle nebeneinander liegenden Wickelhülsen durch die Spannköpfe in ihrer Position "fixiert" sind, sich also nicht frei ausdehnen können, entstehen große Axialkräfte und Vibrationen in den Wickelhülsen. Diese Kräfte und unterschiedliche Wickeldurchmesser, unter anderem bedingt durch Profilschwankungen der Materialbahn in Maschinenquerrichtung, führen zum Versatz der Hülsenmitten zueinander, wodurch die Laufruhe beim Wickeln erheblich gestört wird. Es kann zu einem "Pendeln" der Wickelrollen und/oder zu Vibrationen kommen, was zu einer Herabsetzung der Wickelgeschwindigkeit zwingt und somit zu einem Produktivitätsverlust führt. Sehr nachteilig wirkt sich aus, dass die nebeneinander liegenden Wickelrollen nicht zentrisch fixiert sind. Sie rotieren deshalb nicht um eine gemeinsame Achse, sondern mittig versetzt, was zu nicht zentrisch sitzenden Wickelhülsen führen kann. Die entsprechenden Wickelrollen laufen dann in der Abwicklung von Druckmaschinen unrund, was nicht akzeptabel ist.
-
Um eine größere Laufruhe zu schaffen, ist aus der
europäischen Patentschrift EP 0 792 245 B1 ein Wickelverfahren für nebeneinander liegende Wickelrollen bekannt, bei dem der Reibungskoeffizient der Wickelhülsen untereinander reduziert werden soll. Hierzu werden die Enden der Wickelhülsen, während oder bevor diese an den Wickelpositionen angeordnet sind, mit einem Medium behandelt, das die Reibung verringert, oder es werden Stücke eines einen geringen Reibungskoeffizienten aufweisenden Materials an den Enden der Wickelhülsen plaziert. Oder es wird die Axialschubkraft zwischen den Wickelhülsen reduziert, indem ein druckbeaufschlagtes Medium aus seitlichen Spulenfeststelleinrichtungen in die Wickelhülsen hineingeleitet und jeweils zwischen den Wickelhülsen ausgestoßen wird.
-
Weiterhin ist in der
deutschen Offenlegungsschrift DE 199 60 000 A1 eine Doppeltragwalzen-Wickelmaschine beschrieben, bei der die Hülsen des Rollenauswurfs von einer Wickelstange durchsetzt sind. Die Wickelstange ist hierbei an einer Wickelstangenbestückungsvorrichtung angebracht. Diese Ausführung weist den Nachteil auf, dass sie sowohl funktionsmäßig kompliziert als auch baulich auslagernd ist.
-
Der Erfindung liegt daher die Aufgabe zugrunde, eine Rollenschneidmaschine der eingangs genannten Art derart weiterzubilden, dass Störungen beim Wickeln der Wickelrollen und bei der Weiterverarbeitung der Wickelrollen vermieden werden. Ferner soll ein entsprechendes Verfahren angegeben werden.
-
Diese Aufgabe wird bei einer Rollenschneidmaschine erfindungsgemäß dadurch gelöst, dass die Wickelhülsen an ihren Stoßstellen durch Muffen miteinander verbunden sind, welche vor dem Einschieben der Wickelhülsen in die Rollenwickelvorrichtungen vorzugsweise automatisch einbringbar sind und welche nach dem Ausstoß der Wickelhülsen aus der Rollenwickelvorrichtung vorzugsweise automatisch entfernbar sind.
-
Die erfindungsgemäße Aufgabe wird auf diese Weise vollkommen gelöst.
-
Vorteilhafte Weiterbildungen ergeben sich aus den abhängigen Ansprüchen, der Beschreibung und den Zeichnungen.
-
Durch die erfindungsgemäße Ausgestaltung der Rollenschneidmaschine werden insbesondere Vibrationen infolge eines festen, radialen Verbindens der Wickelhülsen miteinander vermieden. Auch weisen die erzeugten Wickel im Regelfall höhere Qualitäten auf, da die Stirnflächen beim Rollenausstoß nicht beschädigt werden, weil der gesamte Satz sich nicht gegeneinander verschieben kann. Es entsteht also kein Stempeln der Stirnflächen durch benachbarte Wickel. Weiterhin wird auch ein durch die Schnitttrennung bedingter Überstand der Wickelhülsen gänzlich vermieden.
-
Die Muffe weist bevorzugt einen zylindrischen, vorzugsweise hohlzylindrischen Grundkörper auf und sie weist weiterhin auch einen vorzugsweise mittig angeordneten Kragen auf, der eine Kragenbreite im Bereich einer zwischen zwei Teil-Materialbahnen erfolgten Schnitttrennung und der einen maximalen Kragendurchmesser kleiner oder gleich des Wickelhülsen-Außendurchmessers besitzt. Damit kann sich die Muffe bei leichtem Eigengewicht ideal an die beiden Innenkonturen der berührenden Wickelhülsen anpassen. Zudem steht sie nicht über die beiden Außendurchmesser der berührenden Wickelhülsen hervor und der bereits erwähnte Überstand der Wickelhülsen ist positiv vermeidbar.
-
Damit die Muffe beim axialen Trennen der beiden berührenden Wickelrollen nicht undefiniert herausgezogen wird und sogar selbst herausfällt, ist zumindest eine Hälfte der Muffe bevorzugt an ihrem Umfang derart mit mehreren Wülsten versehen, so dass sie unterschiedlich stark in den beiden Wickelhülsen klemmt. Die Wülste weisen hierbei eine bevorzugte Wulsthöhe im Bereich von 0,1 bis 2 mm, vorzugsweise von 0,5 bis 1 mm, auf. Die Wülste sind in die Muffe eingebrachte Erhebungen beliebiger Querschnittskontur.
-
Auch können die Wülste geradlinige und/oder gekrümmte Wulstkonturen aufweisen, die vorzugsweise in oder zumindest wesentlich in Längsrichtung der Muffe ausgerichtet sind. Die Wülste können hierbei sporadisch unterbrochen sein. Je nach Anwendungs- und Trennungsbedingungen werden durch die Maßnahmen ideale Voraussetzungen für einen optimierten und vielseitigen Einsatz der Muffe geschaffen.
-
Die Muffe weist bevorzugt mindestens drei, vorzugsweise mindestens sechs an ihrem Umfang angeordnete Wülste auf. Damit ist eine ideale und vorzugsweise vollumfängliche Klemmung zweier benachbarter Wickelhülsen durch eine eingebrachte Muffe gegeben.
-
Damit die Muffe beim axialen Trennen der beiden berührenden Wickelrollen nicht undefiniert herausgezogen wird und sogar selbst herausfällt, ist in zweiter bevorzugter Ausführungsform vorgesehen, dass eine Hälfte der Muffe einen anderen Durchmesser als die andere Hälfte der Muffe aufweist, so dass sie unterschiedlich stark in den beiden Wickelhülsen klemmt. Der Durchmesserunterschied liegt hierbei vorzugsweise im Bereich von 0,1 bis 0,5 mm.
-
Zum Zwecke einer erleichterten Einbringung einer Muffe in zumindest eine Wickelhülse ist sie an ihren beidseitigen Enden mit jeweils einer Fase versehen, die einen Fasenwinkel im Bereich von 30 bis 60° aufweisen.
-
Die erfindungsgemäße Aufgabe wird verfahrensmäßig dadurch gelöst, dass die Wickelhülsen an ihren Stoßstellen durch Muffen miteinander verbunden werden, welche vor dem Einschieben der Wickelhülsen in die Rollenwickelvorrichtungen eingebracht werden und welche nach dem aus der Rollenwickelvorrichtung der Wickelhülsen vorzugsweise automatisch entfernt werden.
-
Dabei können die Muffen vor dem Einschieben der Wickelhülsen in die Rollenwickelvorrichtungen manuell oder automatisch eingebracht werden. Nach dem Ausstoß der Wickelhülsen aus der Rollenwickelvorrichtung können die Muffen manuell oder in einer separaten Station oder in einer Verpackungsanlage durch einen Roboter entfernt werden.
-
Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung bevorzugter Ausführungsbeispiele unter Bezugnahme auf die Zeichnung.
-
Es zeigen
- Figur 1
- eine perspektivische Ansicht einer zwischen zwei Wickelhülsen eingebrachten Muffe; und
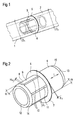
- Figur 2
- eine perspektivische Ansicht der in Figur 1 dargestellten Muffe.
-
Die Figur 1 zeigt eine perspektivische Ansicht in Form eines Drahtmodells von zwei benachbarten und unbewickelten Wickelhülsen 1, 2.
-
Derartige Wickelhülsen 1, 2 werden in einer bekannten Rollenwickelvorrichtung, insbesondere für eine Rollenschneidmaschine, zum gleichzeitigen Aufwickeln von mehreren nebeneinander laufenden Teil-Materialbahnen, insbesondere Papier-oder Kartonbahnen, zu Wickelrollen verwendet. Dabei ist jeweils eine Wickelposition für jede Wickelrolle vorgesehen, wobei mehrere Wickelpositionen in Axialrichtung hintereinander angeordnet sind. Ferner ist eine ein Wickelbett bildende Tragwalzenanordnung unterhalb der Wickelpositionen vorgesehen.
-
Die beiden Wickelhülsen 1, 2 sind an ihren Stoßstellen 3, 4 durch eine Muffe 5 miteinander verbunden, die vor dem Einschieben der Wickelhülsen 1, 2 in die Rollenwickelvorrichtung vorzugsweise automatisch einbringbar ist und die nach dem Ausstoß der Wickelhülsen 1, 2 aus der Rollenwickelvorrichtung vorzugsweise automatisch entfernbar ist.
-
Dieses axiale Trennen der Wickelrollen muss man sich wie folgt vorstellen: Der fertige Rollenwurf wird ausgestoßen. Er rollt - dank der Muffen - nun als geschlossener Verbund ("Sammelpack") auf ein Transportband, das - in Warenlaufrichtung gesehen - hinter dem Rollenschneider installiert und im rechten Winkel zur Mittenlinie der Schneidmaschine angeordnet ist. Diese zur Rollenpackanlage führende Transportstrecke ist in mindestens zwei Abschnitte unterteilt. Der Wurf wird nun so abtransportiert, dass die stromabwärts erste Fertigrolle auf den zweiten Transportabschnitt zu liegen kommt, während der Rest der Rollen noch auf dem ersten Abschnitt verbleibt. In dieser Situation wird das Transportband des ersten Abschnitts angehalten, während das Folgetransportband weiterläuft und die erste Rolle mitnimmt. Hierbei sind schmale Wickel zusätzlich zu halten beziehungsweise zu stützen. Die Muffe, die die erste und die zweite Rolle miteinander verbunden hat, bleibt dank der Muffenwülste der ersten Rolle stecken. Wird anschließend die zweite Rolle auf analoge Weise vereinzelt, so gelangt sie mitsamt ihrer der Packmaschine zugekehrten Muffe in die Packanlage. Hier kann die "störende" Muffe, wie bereits angeführt, entweder manuell oder durch einen Roboter entfernt werden - automatische Rollenpackmaschinen verfügen in der Regel ohnehin über Roboter für das Anlegen der Stirndeckel; diese Roboter könnte man nutzen, um die Muffen aus den Hülsen herauszuziehen.
-
Die Muffe 5 kann vor dem Einschieben der Wickelhülsen 1, 2 in die Rollenwickelvorrichtung manuell eingebracht werden und sie kann nach dem Ausstoß der Wickelhülsen 1, 2 aus der Rollenwickelvorrichtung manuell oder in einer separaten Station oder in einer Verpackungsanlage durch einen Roboter entfernt werden. Eine derartige, einen Roboter aufweisende Verpackungsanlage ist beispielsweise aus der
europäischen Patentschrift EP 0 610 662 B1 bekannt.
-
Die Figur 2 zeigt eine perspektivische Ansicht der in Figur 1 im Drahtmodell verdeckt gezeigten Muffe 5.
-
Die Muffe 5 weist sowohl einen zylindrischen, vorzugsweise hohlzylindrischen Grundkörper 6 als einen vorzugsweise mittig angeordneten Kragen 7 auf. Der Kragen 7 besitzt eine Kragenbreite B7 im Bereich einer zwischen zwei Teil-Materialbahnen erfolgten Schnitttrennung. Ferner ist der maximale Kragendurchmesser D7 kleiner oder gleich der beiden Wickelhülsen-Außendurchmesser D1, D2 (vgl. Figur 1)
-
Die linke Hälfte 8 der Muffe 5 ist an ihrem Umfang 9 derart mit mehreren Wülsten 10 versehen, so dass sie unterschiedlich stark in den beiden Wickelhülsen 1, 2 klemmt. Die Wülste 10 weisen eine jeweilige Wulsthöhe H10 im Bereich von 0,1 bis 2 mm, vorzugsweise von 0,5 bis 1 mm, auf. Selbstverständlich kann die Muffe 5 in weiterer Ausführung auch beidseitig Wülste 10 aufweisen, die unterschiedlich ausgeführt sein können.
-
Die in der Figur 2 erkennbaren Wülste 10 weisen geradlinige Wulstkonturen 11 auf, die vorzugsweise in oder zumindest wesentlich in Längsrichtung L (Doppelpfeil) der Muffe 5 ausgerichtet sind. Die Wulstkonturen 11 können jedoch auch andere Konturformen, beispielsweise gekrümmt, allein oder in Kombination miteinander annehmen.
-
Die Muffe 5 weist sechs an ihrem Umfang 9 angeordnete und lediglich teilweise sichtbare Wülste 10 auf. Unter praktischen Gesichtspunkten sollte die Muffe 5 mindestens drei derartige Wülste 10 aufweisen.
-
Ferner ist die Muffe 5 an ihren beidseitigen Enden 12, 13 mit jeweils einer Fase 14, 15 versehen, die einen Fasenwinkel α im Bereich von 30 bis 60° aufweisen.
-
Zudem kann in nicht dargestellter Ausführung eine Hälfte der Muffe 5 einen anderen Durchmesser als die andere Hälfte der Muffe 5 aufweisen, so dass sie unterschiedlich stark in den beiden Wickelhülsen 1, 2 klemmt. Damit wird die Muffe 5 beim axialen Trennen der beiden berührenden Wickelrollen 1, 2 nicht undefiniert herausgezogen.
-
Die dargestellten Wickelhülsen 1, 2 samt Muffe 5 eignen sich auch insbesondere zur Durchführung des erfindungsgemäßen Verfahrens.
-
Zusammenfassend ist festzuhalten, dass durch die Erfindung eine Rollenschneidmaschine der eingangs genannten Art derart weitergebildet wird, dass Störungen beim Wickeln der Wickelrollen und bei der Weiterverarbeitung der Wickelrollen vermieden werden.
Bezugszeichenliste
-
- 1
- Wickelhülse
- 2
- Wickelhülse
- 3
- Stoßstelle
- 4
- Stoßstelle
- 5
- Muffe
- 6
- Grundkörper
- 7
- Kragen
- 8
- Hälfte
- 9
- Umfang
- 10
- Wulst
- 11
- Wulstkontur
- 12
- Ende
- 13
- Ende
- 14
- Fase
- 15
- Fase
- B7
- Kragenbreite
- D1
- Wickelhülsen-Außendurchmesser
- D2
- Wickelhülsen-Außendurchmesser
- D7
- Kragendurchmesser
- H10
- Wulsthöhe
- L
- Längsrichtung (Doppelpfeil)
- α
- Fasenwinkel