EP1705257A1 - Blindage pour véhicule - Google Patents
Blindage pour véhicule Download PDFInfo
- Publication number
- EP1705257A1 EP1705257A1 EP06004684A EP06004684A EP1705257A1 EP 1705257 A1 EP1705257 A1 EP 1705257A1 EP 06004684 A EP06004684 A EP 06004684A EP 06004684 A EP06004684 A EP 06004684A EP 1705257 A1 EP1705257 A1 EP 1705257A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- component
- max
- steel
- armor
- vehicle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/42—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for armour plate
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41H—ARMOUR; ARMOURED TURRETS; ARMOURED OR ARMED VEHICLES; MEANS OF ATTACK OR DEFENCE, e.g. CAMOUFLAGE, IN GENERAL
- F41H5/00—Armour; Armour plates
- F41H5/02—Plate construction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41H—ARMOUR; ARMOURED TURRETS; ARMOURED OR ARMED VEHICLES; MEANS OF ATTACK OR DEFENCE, e.g. CAMOUFLAGE, IN GENERAL
- F41H7/00—Armoured or armed vehicles
- F41H7/02—Land vehicles with enclosing armour, e.g. tanks
- F41H7/04—Armour construction
Definitions
- the invention relates to a method for tanking a vehicle with a hardened steel component and a hardened steel component with a wall thickness of 4 to 15 mm for arming a vehicle.
- Armored steels are low-alloy tempered steels with a high hardness.
- a steel alloy for a steel armor which is characterized by a low carbon content and by the carbonitride former vanadium.
- the alloy is expressed as a percentage by mass of 0.15 to 0.2% C, 0.1 to 0.5% Si, 0.7 to 1.7% Mn, ⁇ 0.02% P, ⁇ 0.005% S , ⁇ 0.01% N, 0.009 to 0.1% Al, 0.5 to 1.0% Cr, 0.2 to 0.7% Mo, 1.0 to 2.5% Ni and 0.05 to 0.25% V, remainder iron including unavoidable impurities, which may additionally contain up to 0.005% boron.
- the alloy has a yield strength of more than 1100 N / mm 2 and a minimum tensile strength of 1250 N / mm 2 . Their elongation at break is more than 10%.
- Known ballistic steels are ARMOX 500 T, 560 T and 600 T from SSAB or SECURE 400, 450, 500 and 600 from Thyssen Krupp Stahl.
- each armor steel workpiece is annealed at a temperature above the Curie point for a given soak time to obtain an austenitic structure. Subsequently, the workpiece is cooled at a controlled cooling rate above the formation of martensitic microstructure favorable critical cooling rate and then processed the soft workpiece. Thereafter, the machined workpiece is brought to a temperature above the Curie point and then quenched to restore its hardness.
- the problem with this method is the distortion of the component due to heating and hardening after machining.
- accurate dimensional accuracy is crucial in installing such a tank armor component into a vehicle.
- the DE 197 43 802 C2 describes a method of making a metallic mold component for automotive components having regions of higher ductility.
- a board is provided of a steel alloy, which is in weight percent of carbon (C) from 0.18% to 0.3%; Silicon (Si) 0.1% to 0.7%; Manganese (Mn) 1.0% to 2.5%; Phosphorus (P) maximum 0.025%; Chromium (Cr) 0.1% to 0.8%; Molybdenum (Mo) 0.1% to 0.5%; Sulfur (S) maximum 0.01%; Titanium (Ti) 0.02% to 0.05%; Boron (B) 0.002% to 0.005%; Aluminum (AL) 0.01% to 0.06% and the balance iron including melting impurities.
- the named alloy is outstandingly suitable for thermoforming and hardening. For armor purposes, however, the sheet thickness would have to be chosen so strong that the use of the alloy is less interesting for weight reasons.
- the EP 1 335 036 A1 describes a method of making an aluminum-corrosion protected structural component by piece coating and thermoforming. The aim is to avoid cold forming of the aluminum layer.
- the DE 102 08 216 C1 describes a method for producing a partially cured component by keeping regions of the component isothermal after austenitization until a transformation into ferrite or pearlite takes place and the areas no longer harden in martensite during the subsequent hardening process.
- the DE 102 46 164 A1 describes hot stamping of blanks taken from a flexibly rolled strip.
- the DE 103 07 184 B3 describes the preforming and final forming of a blank from the preform heat without intermediate heating.
- the DE 100 49 660 A1 describes the thermoforming of a patchwork sheet.
- the DE 197 23 655 A1 describes the thermoforming of a sheet steel product, wherein the steel in the areas in which it is to be processed, is held by inserts or recesses in the tool in the mild steel region.
- the DE 100 16 798 A1 discloses an armor for security vehicles, wherein the element according to the invention consists of hot-rolled wear-resistant austenitic manganese steel, which has no randentkohlte layer and is strongly hardening during cold working. According to the method, the edge-decarburized layer formed during hot-rolling is removed on both sides by removal or the adjustment of this layer by the use of protective gas is avoided.
- the US 5, 458, 704 A shows a hot rolled armor steel which is 0.25 to 0.32% C; 0.05 to 0.75% Si; 0.10 to 1.50% Mn; 0.90 to 2.00% Cr; 0.10 to 0.70% Mo; 1.20 to 4.50% Ni; 0.01 to 0.08% Al; max 0.015% P; max 0.005% S; max 0.012% N; Contains residual iron and impurities caused by melting.
- This steel is intended for armor with a wall thickness of 50 mm and more.
- the DE 200 14 361 U1 describes a one-piece thermoformed B-pillar with a high strength upper part and a relatively ductile foot. During production, either parts of the foot are insulated in the oven against austenitization or cooled before curing without reaching the critical cooling rate.
- the DE 697 07 066 T2 discloses a thermoformed B-pillar with a specially set hardness distribution profile that extends approximately arcuately across the B-pillar, with the highest hardness values being in the middle of the B-pillar.
- the basic structure of the workpiece is austenitized above the AC 3 temperature.
- the austenitized steel plate is molded in a tool that may be cooled or uncooled. During the forming process, the heated steel plate is cooled by the heat flow into the tool so that it comes to martensite bainite formation. This will harden the steel.
- the board To come to a complete curing, the board must be heated to a temperature above 3 AC. If the board is heated less strongly, only a partial microstructure transformation and thus only a partial hardening takes place. Depending on the application, the reduced hardness can also meet the requirements for armor. Decisive are the deformation limits that are significantly extended during the forming steps in the uncured state of the blank, and the accurate, distortion-free final shaping and hardening in the tool.
- thermoforming and hardening in the tool as mentioned above are known, however, there is no experience with ballistic steels and the associated sheet thicknesses up to 15 mm.
- the thermoforming properties and forming limits are unknown in the application of this method. It is also unknown to what thicknesses a through hardening of ballistic steels is possible.
- the armor steel To reward the armor steel, it can be tempered after hardening.
- armor can be made, which correspond to the final contour of the vehicle to be armored and hardened without distortion until reaching the final contour.
- bending angles of> 4 ° can be set easily.
- It can even be made of armor steel structural components even, which in these structural parts such as a B-pillar or a completely deep-drawn door no additional armor is needed. It is therefore possible to replace many small parts welded together by a single component. This reduces the number of welds and the associated security risk and the effort to minimize the security risk again.
- the single component is characterized by high accuracy, which makes it easy to fit with other components in the vehicle.
- thermoforming with hardening in the tool only leads to the desired ballistic properties if the finished components have significantly higher hardnesses than in the previously used conventional steels. This means that the steel must be generally recoverable and at the same time have a high level of through hardenability. It was therefore a material to develop, on the one hand has excellent through hardenability as conventional thermoforming steels, and on the other hand has a high hardness in the final state as conventional ballistic steels.
- the through-cure can be achieved with elements such as e.g. Manganese, molybdenum and chromium are improved.
- a high hardness can be e.g. Adjust with the elements carbon, silicon and tungsten. Especially tungsten forms very hard carbides and increases the tensile strength, yield strength and toughness.
- the steel alloy has a hardness of up to 580 HV30.
- the values of copper and nickel can vary within the specified range. In a preferred embodiment, however, both values are in the ratio 1: 1.
- the steel alloy according to the invention is suitable by its formability in the soft state and its cooling behavior for an optionally cold preforming and thermoforming combined with a hardening in the tool and at the same time achieves the desired for an armor high degrees of hardness.
- the steel alloy according to the invention is intended for the armoring of motor vehicles such as, for example, armored passenger cars, in particular by replacing regular body components with armored body components.
- the invention is not limited thereto.
- armored personnel carriers and in particular military transport vehicles can be armored with sheet thicknesses around 12 mm easily according to the invention.
- battle tanks such as the Leopard
- hot-formed parts made of the steel alloy according to the invention. Usually, these thermoformed parts but because of the large wall thicknesses then tend to be only part of an armor and not represent the entire armor.
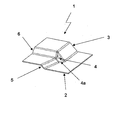
- the armor component according to the invention is described in more detail below with reference to the single FIGURE.
- the figure shows a thermoformed and hardened component 1 made of a steel armor plate.
- the component 1 has a sheet thickness 2 of 6.0 mm.
- the component 1 has at the points 3 to 6 high degrees of deformation. It is bent at points 3, 5 and 6 with an angle> 45 °. At the point 4, an acute angle ⁇ is formed, in addition, the lower boundary line 4a runs obliquely.
- the component 1 is made in one piece despite the high degree of deformation and has no weld.
- the required hardness for ballistic protection is given in all places, including in the formed areas 3, 4, 5, 6.
- the component 1 has been hardened with the final shaping in the tool. It is therefore accurate to measure.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Articles (AREA)
- Aiming, Guidance, Guns With A Light Source, Armor, Camouflage, And Targets (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005014298A DE102005014298B4 (de) | 2005-03-24 | 2005-03-24 | Panzerung für ein Fahrzeug |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1705257A1 true EP1705257A1 (fr) | 2006-09-27 |
Family
ID=36636316
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06004684A Withdrawn EP1705257A1 (fr) | 2005-03-24 | 2006-03-08 | Blindage pour véhicule |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US7357060B2 (fr) |
| EP (1) | EP1705257A1 (fr) |
| DE (1) | DE102005014298B4 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2093304A1 (fr) * | 2008-02-20 | 2009-08-26 | Benteler Automobiltechnik GmbH | Blindage pour un véhicule |
| WO2010045937A3 (fr) * | 2008-10-22 | 2010-07-15 | Benteler Automobiltechnik Gmbh | Armoire de sécurité |
| EP2228459A1 (fr) * | 2009-02-26 | 2010-09-15 | ThyssenKrupp Steel Europe AG | Composant doté de propriétés de résistance variées |
| WO2011103861A1 (fr) * | 2010-02-24 | 2011-09-01 | Benteler Automobiltechnik Gmbh | Procédé de fabrication d'un panneau extérieur, procédé de fabrication d'un véhicule automobile blindé et panneau latéral d'un véhicule automobile |
| WO2012062281A1 (fr) * | 2010-11-08 | 2012-05-18 | Benteler Defense Gmbh & Co. Kg | Utilisation d'une pièce en acier résistant à l'usure, notamment en tant que charrue d'un engin |
| EP2807445B1 (fr) * | 2012-01-23 | 2018-06-06 | Rheinmetall MAN Military Vehicles GmbH | Procédé de production du plancher d'un véhicule protégé contre les mines |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007002678A1 (de) * | 2007-01-18 | 2008-07-24 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren und Vorrichtung zum Herstellen eines warmumgeformten Blechbauteils |
| DE102007039993A1 (de) | 2007-08-23 | 2009-02-26 | Edag Gmbh & Co. Kgaa | Strukturteil für eine Fahrzeug-Panzerung |
| DE102007039998B4 (de) | 2007-08-23 | 2014-05-22 | Benteler Defense Gmbh & Co. Kg | Panzerung für ein Fahrzeug |
| DE102008014914B4 (de) | 2007-08-23 | 2013-07-04 | Vps Vehicle Protection Systems Gmbh | Strukturteil für eine Fahrzeug-Panzerung |
| AU2008355101A1 (en) * | 2007-12-14 | 2009-10-29 | Alcoa, Inc. | Concepts for weldable ballistic products for use in weld field repair and fabrication of ballistic resistant structures |
| DE102008012720A1 (de) | 2008-03-05 | 2009-09-10 | Benteler Automobiltechnik Gmbh | Panzerung für ein Fahrzeug |
| DE102008044693B4 (de) * | 2008-08-28 | 2011-02-24 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung gehärteter Bauteile mit mehrfachem Erwärmen |
| DE102008054078A1 (de) | 2008-10-31 | 2010-05-06 | Daimler Ag | Kraftfahrzeugkarosserie aus verschiedenen Stählen |
| DE102009049584A1 (de) | 2009-10-16 | 2011-04-21 | Benteler Automobiltechnik Gmbh | Gepanzerter Fahrzeuggrill |
| DE102009052210B4 (de) * | 2009-11-06 | 2012-08-16 | Voestalpine Automotive Gmbh | Verfahren zum Herstellen von Bauteilen mit Bereichen unterschiedlicher Duktilität |
| DE102009053349B4 (de) * | 2009-11-17 | 2014-07-03 | Benteler Defense Gmbh & Co. Kg | Panzerstahlbauteil |
| DE102010009184A1 (de) * | 2010-02-24 | 2011-08-25 | Benteler Automobiltechnik GmbH, 33102 | Scheibenrahmen |
| DE102011009117A1 (de) * | 2010-06-02 | 2011-12-01 | Klaus ACKERMANN | Fahrzeugtürsicherheitseinrichtung |
| DE102011109660B3 (de) * | 2011-08-08 | 2013-01-17 | Benteler Defense Gmbh & Co. Kg | Formbauteil zu Panzerungszwecken und dessen Herstellungsverfahren |
| DE102011056444C5 (de) | 2011-12-14 | 2015-10-15 | Voestalpine Metal Forming Gmbh | Verfahren und Vorrichtung zum partiellen Härten von Blechbauteilen |
| DE102012001862B4 (de) | 2012-02-01 | 2015-10-29 | Benteler Defense Gmbh & Co. Kg | Verfahren zur Herstellung eines Panzerungsbauteils und Panzerungsbauteil |
| DE102012109693B4 (de) | 2012-10-11 | 2018-06-28 | Benteler Defense Gmbh & Co. Kg | Verwendung einer Stahllegierung zur Herstellung eines Panzerbauteils und Panzerbauteil |
| DE102012109692A1 (de) | 2012-10-11 | 2014-04-17 | Benteler Defense Gmbh & Co. Kg | Verwendung einer Stahllegierung zur Herstellung eines Panzerbauteils und Panzerbauteil |
| US8931390B2 (en) * | 2013-02-27 | 2015-01-13 | Sikorsky Aircraft Corporation | Ballistic protection material |
| RU2520247C1 (ru) * | 2013-03-01 | 2014-06-20 | Общество с ограниченной ответственностью Научно-производственная фирма "ЛВС" | Высокопрочная броневая сталь и способ производства листов из нее |
| PL3321944T3 (pl) | 2014-09-17 | 2022-07-25 | Siemens Energy Global GmbH & Co. KG | Kuloodporna instalacja elektryczna |
| US10030942B2 (en) | 2015-02-02 | 2018-07-24 | Tk Armor Systems, L.L.C. | Multi-curve steel body armor and method of manufacturing same |
| DE102019116363A1 (de) | 2019-06-17 | 2020-12-17 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Panzerungsbauteils für Kraftfahrzeuge |
| DE102019209666B4 (de) | 2019-07-02 | 2020-06-04 | Audi Ag | Strukturbauteile für Panzerungen |
| DE102021103999B3 (de) * | 2021-02-19 | 2022-03-24 | Benteler Automobiltechnik Gmbh | Fahrzeugtür aus einem Panzerstahl |
Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2452486A1 (de) * | 1973-11-06 | 1975-05-07 | Norrbottens Jaernverk Ab | Verfahren zur herstellung eines werkstueckes aus gehaertetem stahl |
| EP0423004A1 (fr) * | 1989-10-09 | 1991-04-17 | Creusot-Loire Industrie | Acier de haute dureté pour blindage, procédé d'élaboration d'un tel blindage et blindage obtenu |
| US5458704A (en) | 1992-07-21 | 1995-10-17 | Thyssen Stahl Ag | Process for the production of thick armour plates |
| DE19723655A1 (de) | 1996-06-07 | 1997-12-11 | Ssab Hardtech Ab | Verfahren zur Herstellung von Stahlblechprodukten |
| DE19743802A1 (de) * | 1996-10-07 | 1999-03-11 | Benteler Werke Ag | Verfahren zur Herstellung eines metallischen Formbauteils |
| DE20014361U1 (de) | 2000-08-19 | 2000-10-12 | Benteler Ag, 33104 Paderborn | B-Säule für ein Kraftfahrzeug |
| EP1052296A2 (fr) * | 1999-05-08 | 2000-11-15 | Thyssen Krupp AG | Plaque de blindage et procédé pour sa fabrication |
| DE10016798A1 (de) | 2000-04-05 | 2001-11-08 | Sachsenring Entwicklungsgmbh | Panzerung, insbesondere für Sicherheitskraftfahrzeuge, und Verfahren zu deren Herstellung |
| DE10049660A1 (de) | 2000-10-07 | 2002-04-25 | Daimler Chrysler Ag | Verfahren zum Herstellen lokal verstärkter Blechumformteile |
| DE69707066T2 (de) | 1996-06-28 | 2002-07-11 | Toyota Jidosha K.K., Toyota | Pressformteile und Verfahren zu deren Verfestigung |
| DE10208216C1 (de) | 2002-02-26 | 2003-03-27 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines metallischen Bauteils |
| EP1335036A1 (fr) | 2002-02-06 | 2003-08-13 | Benteler Automobiltechnik GmbH & Co. KG | Procédé de fabrication d'un composant structurel pour véhicules |
| JP2003231915A (ja) * | 2002-02-08 | 2003-08-19 | Jfe Steel Kk | プレス焼入れ方法 |
| DE10307184B3 (de) | 2003-02-20 | 2004-04-08 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines gehärteten Strukturbauteils für den Fahrzeugbau |
| DE10246164A1 (de) | 2002-10-02 | 2004-04-15 | Benteler Automobiltechnik Gmbh | Verfahren zum Herstllen von Strukturbauteilen und Strukturbauteil |
| EP1431407A1 (fr) * | 2001-08-24 | 2004-06-23 | Nippon Steel Corporation | Plaque d'acier presentant une excellente aptitude au faconnage et procede de production associe |
| DE10306063A1 (de) | 2003-02-13 | 2004-08-26 | Pgam Advanced Technologies Ag | Verfahren zum Bearbeiten von Panzerstahl |
| WO2005078143A1 (fr) * | 2004-02-06 | 2005-08-25 | Fes Gmbh Fahrzeug-Entwicklung Sachsen | Procede de production d'un element de blindage forme en trois dimensions pour carrosseries de vehicules |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1649548A (en) * | 1927-11-15 | Bulletproof woven-wire fabric | ||
| USRE22072E (en) * | 1942-04-14 | Allot steel | ||
| US1831946A (en) * | 1930-06-23 | 1931-11-17 | Walter R Breeler | Alloy steels |
| US2021782A (en) * | 1931-11-20 | 1935-11-19 | Timken Roller Bearing Co | Alloy steel and articles made therefrom |
| US2201202A (en) * | 1938-12-15 | 1940-05-21 | Everett L Reed | Armor plate |
| US2438759A (en) * | 1941-05-21 | 1948-03-30 | Liebowitz Benjamin | Manufacture of composite steel plates |
| GB1170950A (en) * | 1965-12-17 | 1969-11-19 | Yawata Iron & Steel Co | Steel Sheet for Press Forming |
| US3554734A (en) * | 1966-09-10 | 1971-01-12 | Nippon Kokan Kk | Steel alloy containing low chromium and copper |
| DE2001436A1 (de) * | 1970-01-14 | 1971-07-22 | Fritz Suhr | Fenster mit einem zusaetzlichen,separaten Traegerrahmen |
| US4132342A (en) * | 1976-09-18 | 1979-01-02 | Nippon Steel Corporation | Method for producing a steel strip by hot rolling |
| DE3340031C2 (de) * | 1983-11-05 | 1985-11-21 | Thyssen Stahl AG, 4100 Duisburg | Panzerblech und Verfahren zu seiner Herstellung |
| US4740255A (en) * | 1986-03-17 | 1988-04-26 | Manton Robert B | High strength weldable seamless tube of low alloy steel |
| JP2811226B2 (ja) * | 1990-07-02 | 1998-10-15 | 新日本製鐵株式会社 | 車体補強用鋼管 |
| US5487795A (en) * | 1993-07-02 | 1996-01-30 | Dong Won Metal Ind. Co., Ltd. | Method for heat treating an impact beam of automotive vehicle door and a system of the same |
| CA2133853C (fr) * | 1994-10-07 | 1998-09-22 | John I. Robic | Emboutissages de metal traites thermiquement et exempts de deformations |
| US7048811B2 (en) * | 2001-03-07 | 2006-05-23 | Nippon Steel Corporation | Electric resistance-welded steel pipe for hollow stabilizer |
| DE10220323C1 (de) * | 2002-02-06 | 2003-08-21 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Strukturbauteils für den Fahrzeugbau |
-
2005
- 2005-03-24 DE DE102005014298A patent/DE102005014298B4/de active Active
-
2006
- 2006-03-08 EP EP06004684A patent/EP1705257A1/fr not_active Withdrawn
- 2006-03-23 US US11/387,444 patent/US7357060B2/en active Active
Patent Citations (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1490535A (en) * | 1973-11-06 | 1977-11-02 | Norrbottens Jaernverk Ab | Manufacturing a hardened steel article |
| DE2452486C2 (de) | 1973-11-06 | 1985-10-17 | Plannja AB, Luleå | Verfahren zum Preßformen und Härten eines Stahlblechs mit geringer Materialdicke und guter Maßhaltigkeit |
| DE2452486A1 (de) * | 1973-11-06 | 1975-05-07 | Norrbottens Jaernverk Ab | Verfahren zur herstellung eines werkstueckes aus gehaertetem stahl |
| EP0423004A1 (fr) * | 1989-10-09 | 1991-04-17 | Creusot-Loire Industrie | Acier de haute dureté pour blindage, procédé d'élaboration d'un tel blindage et blindage obtenu |
| US5458704A (en) | 1992-07-21 | 1995-10-17 | Thyssen Stahl Ag | Process for the production of thick armour plates |
| DE19723655A1 (de) | 1996-06-07 | 1997-12-11 | Ssab Hardtech Ab | Verfahren zur Herstellung von Stahlblechprodukten |
| DE69707066T2 (de) | 1996-06-28 | 2002-07-11 | Toyota Jidosha K.K., Toyota | Pressformteile und Verfahren zu deren Verfestigung |
| DE19743802A1 (de) * | 1996-10-07 | 1999-03-11 | Benteler Werke Ag | Verfahren zur Herstellung eines metallischen Formbauteils |
| DE19743802C2 (de) | 1996-10-07 | 2000-09-14 | Benteler Werke Ag | Verfahren zur Herstellung eines metallischen Formbauteils |
| EP1052296B1 (fr) | 1999-05-08 | 2004-12-15 | ThyssenKrupp Stahl AG | Utilisation d'un acier pour la fabrication de plaques de blindage |
| EP1052296A2 (fr) * | 1999-05-08 | 2000-11-15 | Thyssen Krupp AG | Plaque de blindage et procédé pour sa fabrication |
| DE10016798A1 (de) | 2000-04-05 | 2001-11-08 | Sachsenring Entwicklungsgmbh | Panzerung, insbesondere für Sicherheitskraftfahrzeuge, und Verfahren zu deren Herstellung |
| DE20014361U1 (de) | 2000-08-19 | 2000-10-12 | Benteler Ag, 33104 Paderborn | B-Säule für ein Kraftfahrzeug |
| DE10049660A1 (de) | 2000-10-07 | 2002-04-25 | Daimler Chrysler Ag | Verfahren zum Herstellen lokal verstärkter Blechumformteile |
| EP1431407A1 (fr) * | 2001-08-24 | 2004-06-23 | Nippon Steel Corporation | Plaque d'acier presentant une excellente aptitude au faconnage et procede de production associe |
| EP1335036A1 (fr) | 2002-02-06 | 2003-08-13 | Benteler Automobiltechnik GmbH & Co. KG | Procédé de fabrication d'un composant structurel pour véhicules |
| JP2003231915A (ja) * | 2002-02-08 | 2003-08-19 | Jfe Steel Kk | プレス焼入れ方法 |
| DE10208216C1 (de) | 2002-02-26 | 2003-03-27 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines metallischen Bauteils |
| DE10246164A1 (de) | 2002-10-02 | 2004-04-15 | Benteler Automobiltechnik Gmbh | Verfahren zum Herstllen von Strukturbauteilen und Strukturbauteil |
| DE10306063A1 (de) | 2003-02-13 | 2004-08-26 | Pgam Advanced Technologies Ag | Verfahren zum Bearbeiten von Panzerstahl |
| DE10307184B3 (de) | 2003-02-20 | 2004-04-08 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines gehärteten Strukturbauteils für den Fahrzeugbau |
| US20040163439A1 (en) * | 2003-02-20 | 2004-08-26 | Benteler Automobiltechnik Gmbh | Method of making a hardened motor-vehicle part of complex shape |
| WO2005078143A1 (fr) * | 2004-02-06 | 2005-08-25 | Fes Gmbh Fahrzeug-Entwicklung Sachsen | Procede de production d'un element de blindage forme en trois dimensions pour carrosseries de vehicules |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 2003, no. 12 5 December 2003 (2003-12-05) * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2093304A1 (fr) * | 2008-02-20 | 2009-08-26 | Benteler Automobiltechnik GmbH | Blindage pour un véhicule |
| WO2010045937A3 (fr) * | 2008-10-22 | 2010-07-15 | Benteler Automobiltechnik Gmbh | Armoire de sécurité |
| EP2228459A1 (fr) * | 2009-02-26 | 2010-09-15 | ThyssenKrupp Steel Europe AG | Composant doté de propriétés de résistance variées |
| WO2011103861A1 (fr) * | 2010-02-24 | 2011-09-01 | Benteler Automobiltechnik Gmbh | Procédé de fabrication d'un panneau extérieur, procédé de fabrication d'un véhicule automobile blindé et panneau latéral d'un véhicule automobile |
| GB2489853A (en) * | 2010-02-24 | 2012-10-10 | Benteler Defense Gmbh & Co Kg | Method for the production of an outer wall, method for the production of an armored motor vehicle and side wall for a motor vehicle |
| WO2012062281A1 (fr) * | 2010-11-08 | 2012-05-18 | Benteler Defense Gmbh & Co. Kg | Utilisation d'une pièce en acier résistant à l'usure, notamment en tant que charrue d'un engin |
| EP2807445B1 (fr) * | 2012-01-23 | 2018-06-06 | Rheinmetall MAN Military Vehicles GmbH | Procédé de production du plancher d'un véhicule protégé contre les mines |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102005014298A1 (de) | 2006-10-05 |
| US7357060B2 (en) | 2008-04-15 |
| US20060213361A1 (en) | 2006-09-28 |
| DE102005014298B4 (de) | 2006-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102005014298B4 (de) | Panzerung für ein Fahrzeug | |
| DE102007039998B4 (de) | Panzerung für ein Fahrzeug | |
| DE102008010168B4 (de) | Panzerung für ein Fahrzeug | |
| DE102009052210B4 (de) | Verfahren zum Herstellen von Bauteilen mit Bereichen unterschiedlicher Duktilität | |
| EP2441850B2 (fr) | Colonne de véhicule automobile et procédé de fabrication d'une colonne de véhicule automobile déformée à chaud et durcie à la presse | |
| EP2143808B1 (fr) | Formage et durcissement à chaud partiels à l'aide d'un échauffement de lampes infrarouges | |
| DE102010034161B4 (de) | Verfahren zur Herstellung von Werkstücken aus Leichtbaustahl mit über die Wanddicke einstellbaren Werkstoffeigenschaften | |
| EP1809776B1 (fr) | Procede de fabrication d'elements en tole et element de carrosserie | |
| DE102011057007B4 (de) | Verfahren zum Herstellen eines Kraftfahrzeugbauteils sowie Kraftfahrzeugbauteil | |
| EP3004401B1 (fr) | Procédé de fabrication d'une pièce structurale par formage à chaud d'un produit semi-fini en acier | |
| EP1939308A1 (fr) | Procédé de fabrication d'un composant par trempe de compression thermique et composant haute résistance présentant une amélioration de l'allongement de rupture | |
| EP2734652B1 (fr) | Procédé de production d'un élément structural par formage à chaud d'un produit primaire en acier | |
| EP3541966A1 (fr) | Procédé de fabrication de composants de châssis en acier micro-allié à formabilité à froid améliorée | |
| DE102009049398C5 (de) | Verfahren zur Herstellung eines Strukturbauteils für ein Kraftfahrzeug und Strukturbauteil | |
| DE102013108163B4 (de) | Verfahren zur Herstellung eines Panzerungsbauteils für ein Kraftfahrzeug | |
| DE102008022401A1 (de) | Verfahren zum Herstellen eines Stahlformteils mit einem überwiegend bainitischen Gefüge | |
| DE102017110851B3 (de) | Verfahren zum Erzeugen von Stahlverbundwerkstoffen | |
| DE102011109660B3 (de) | Formbauteil zu Panzerungszwecken und dessen Herstellungsverfahren | |
| DE102008014914B4 (de) | Strukturteil für eine Fahrzeug-Panzerung | |
| DE102017129793A1 (de) | Panzerungsbauteil und Verfahren zur Herstellung eines Panzerungsbauteils | |
| DE102012109692A1 (de) | Verwendung einer Stahllegierung zur Herstellung eines Panzerbauteils und Panzerbauteil | |
| DE102009049584A1 (de) | Gepanzerter Fahrzeuggrill | |
| DE102015116186A1 (de) | Halbzeug und Verfahren zur Herstellung einer Fahrzeugkomponente, Verwendung eines Halbzeugs und Fahrzeugkomponente | |
| DE102012109693B4 (de) | Verwendung einer Stahllegierung zur Herstellung eines Panzerbauteils und Panzerbauteil | |
| DE102019209666B4 (de) | Strukturbauteile für Panzerungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060905 |
|
| 17Q | First examination report despatched |
Effective date: 20070323 |
|
| AKX | Designation fees paid |
Designated state(s): CZ DE FR PL |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BENTELER DEFENSE GMBH & CO. KG |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C21D 8/02 20060101ALI20130821BHEP Ipc: C21D 9/46 20060101ALI20130821BHEP Ipc: F41H 7/04 20060101ALI20130821BHEP Ipc: C22C 38/22 20060101ALI20130821BHEP Ipc: C21D 9/42 20060101ALI20130821BHEP Ipc: C22C 38/02 20060101AFI20130821BHEP Ipc: C22C 38/44 20060101ALI20130821BHEP Ipc: C22C 38/04 20060101ALI20130821BHEP Ipc: F41H 5/02 20060101ALI20130821BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20130918 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20140129 |