EP1627716A2 - Formstück für einen Schachtboden - Google Patents
Formstück für einen Schachtboden Download PDFInfo
- Publication number
- EP1627716A2 EP1627716A2 EP05450138A EP05450138A EP1627716A2 EP 1627716 A2 EP1627716 A2 EP 1627716A2 EP 05450138 A EP05450138 A EP 05450138A EP 05450138 A EP05450138 A EP 05450138A EP 1627716 A2 EP1627716 A2 EP 1627716A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- shaped piece
- mold
- shaped
- mounting plate
- channel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000465 moulding Methods 0.000 claims abstract description 32
- 239000006260 foam Substances 0.000 claims description 9
- 238000005192 partition Methods 0.000 claims description 4
- 229920001169 thermoplastic Polymers 0.000 claims description 3
- 239000004416 thermosoftening plastic Substances 0.000 claims description 3
- 239000000203 mixture Substances 0.000 claims description 2
- 239000011148 porous material Substances 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 description 16
- 239000004033 plastic Substances 0.000 description 7
- 229920003023 plastic Polymers 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 229920006328 Styrofoam Polymers 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000008261 styrofoam Substances 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 239000004927 clay Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000013618 particulate matter Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000010025 steaming Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/16—Moulds for making shaped articles with cavities or holes open to the surface, e.g. with blind holes
- B28B7/168—Moulds for making shaped articles with cavities or holes open to the surface, e.g. with blind holes for holders or similar hollow articles, e.g. vaults, sewer pits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0002—Auxiliary parts or elements of the mould
- B28B7/0014—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps
- B28B7/002—Fastening means for mould parts, e.g. for attaching mould walls on mould tables; Mould clamps using magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/02—Moulds with adjustable parts specially for modifying at will the dimensions or form of the moulded article
- B28B7/04—Moulds with adjustable parts specially for modifying at will the dimensions or form of the moulded article one or more of the parts being pivotally mounted
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/34—Moulds, cores, or mandrels of special material, e.g. destructible materials
- B28B7/342—Moulds, cores, or mandrels of special material, e.g. destructible materials which are at least partially destroyed, e.g. broken, molten, before demoulding; Moulding surfaces or spaces shaped by, or in, the ground, or sand or soil, whether bound or not; Cores consisting at least mainly of sand or soil, whether bound or not
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1376—Foam or porous material containing
Definitions
- the invention relates to a molded part of thermoplastic foam which forms a negative mold of at least part of a channel of a monolithic shaft bottom and forms the negative form of a channel of a shaft bottom in the form of a shaped body, namely as a lost core, optionally in combination with at least one further shaped part.
- the molding (s) is (are) placed on a mold bottom of a bottom mold for a manhole bottom adjusting its (their) longitudinal extent and height and a rectilinear and / or arcuate longitudinal extent (t) (en), and an assembly aid for the production of the fitting.
- Manhole bottoms provide the bottom seal of generally vertical manholes that provide access to sewer systems, such as sewers, and underground pipe systems. Such wells are often located in interfaces of conduits, i. at channel branches or outlets and junctions of secondary channels, etc.
- the bottom of such shafts forming shaft bottoms are cup-shaped structures with a relatively thick-walled dense bottom and a mostly cylindrical side wall in which connection openings for the tubes and / or channels are formed.
- connection openings for the tubes and / or channels are formed in the shaft bottom run open at the top, referred to as channels channels of mostly semi-circular or approximately U-shaped cross section between the respective provided in the side wall of a shaft bottom connection openings.
- the channels In order to ensure a jam-free flow of the frequently contaminated with significant amounts of large-scale solids liquids, the channels have a certain slope and the bottom of the shaft called a berm appearance of low slope.
- the shafts are constructed of standardized individual rings, the shaft bottoms are individually designed components which differ from one another with regard to the positioning of the connection openings acting as inlets and outlets, the cross-sectional shape of the channels and the pipes to be connected.
- only high-quality, liquid-tight concrete may be used for the production of manhole bases and in particular their channels.
- the profile pieces can not only frontally, but also in the area of the tread surface of the mold surface facing attachment surface in any way with the help of a heating wire in a relatively simple manner cut.
- the feed of the heating wire can be controlled mechanically depending on the respective required shape.
- the invention aims at a further development of these known fittings, in such a way that the fittings can be easily removed after solidification of the concrete.
- the fitting has at least one openable to the mold bottom of the bottom mold base surface cavity and formed on the longitudinal extent of the fitting opposite end surfaces substantially closed.
- a simple production of a shaped piece is ensured when the cavity extends, starting from the base surface into the interior of the shaped body tapering.
- a sufficient strength of a fitting - even if this must be reduced according to the local conditions of the shaft floor - results from the fact that several longitudinally of the fitting successive cavities are provided, which are separated from each other by extending substantially to the base intermediate walls.
- a particularly expedient embodiment of a shaped piece is characterized in that it extends with its longitudinal extension over a quarter circle arc and that three cavities arranged one behind the other in the longitudinal direction are arranged uniformly distributed.
- a simple orientation aid in assembling a plurality of shaped pieces to a shaped body or when providing connections results from the fact that a center mark in the form of a V-shaped recess or V-shaped elevation is provided on a shaped piece at its arcuate vertex.
- a shaped piece is formed such that the base of the mold with an arcuate recess extending over the entire longitudinal extent a molding extends, is provided, wherein the curvature of the arcuate recess corresponds to the curvature of the arcuate crest of the molding.
- the shaped pieces In order to obtain a smooth concrete surface, it is expedient for the shaped pieces to be closed-pored on the outer surface, which may be e.g. can be achieved in hard foam plastic characterized in that the molds are polished for the production of the fittings or are provided with a special vapor deposition.
- a simple mounting possibility of a molded piece or of a shaped body consisting of two or more moldings on a mold bottom of a bottom mold is obtained if a permanent magnet arranged approximately in alignment with the base surface is fastened in at least one cavity, wherein preferably the permanent magnet is fastened to a holder, which is fastened by means of a fastening means on a side wall of the molding.
- a particularly simple assembly of two or more fittings can be achieved by using a mounting plate, which is characterized in that the mounting plate has a diameter which is slightly smaller than the diameter of a mold bottom of the negative mold of the shaft bottom, wherein the mounting plate with at least about a portion of the circumference and circumferentially uniformly distributed recesses is provided, are inserted into the bolts, which are insertable in recesses of the end and / or intermediate walls of a molding, which recesses of the molding emanate from the base surface.
- a bolt which can be inserted into a recess of an end and / or intermediate wall of a shaped piece, is rigidly arranged at one point of the circumference of the mounting plate.
- the recesses of the mounting plate are formed as arranged in the radial direction slots.
- Fig. 1 is a partially sectioned plan view of a fitting in a curved embodiment
- Fig. 2 is an end view in the direction of arrow II
- Figs. 3 and 4 sections after Illustrate lines III-III and IV-IV.
- Fig. 5 shows the top view of a rectilinear molding
- Fig. 6 is a section along the line VI-VI of Fig. 7, which shows a section along the line VII-VII of Fig. 5.
- Fig. 8 gives Fig. 9 illustrates a composite of several moldings shaped body which is mounted on a mounting plate.
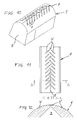
- 10, 11 and 12 illustrate a further embodiment of a shaped piece in oblique, in plan view and in sectional view on an enlarged scale.
- the molded piece 1 shown in FIG. 1 made of foam, in particular hard foam plastic or thermoplastic material such as EPS, extends over a quarter circle and has an approximately U-shaped cross-section, wherein the legs of the U-forming sides 2 to the open end of the U diverge.
- the molding 1 has three in the longitudinal extent of the molding 1 successively arranged cavities 3, between which intermediate walls 4 are provided, wherein the ends of the molding 1 are closed by end walls 5. These cavities 3 are open towards the base surface 6 of the molded piece 1 and likewise have side walls 7 diverging towards the open side, so that the production, in particular the removal from a production mold, is simplified.
- a mark 8 preferably formed as a groove or as a small elevation, whereby a central attachment of terminals is facilitated to the fitting 1.
- a further marking may also be provided vertically on the outside of the molding 1 in order to allow an accurate cutting of any protrusion on the front side.
- the fitting 1 is provided with arcuate recesses 9, which have the same curvature as the apex portion of the molding 1, so that the fittings 1 are stackable without any pressure points that could cause a deformation of a fitting 1.
- the fittings 1 are designed closed pores on the outside in contact with concrete in contact with the outside. This can be effected, for example, by polishing or steaming the manufacturing molds, when the shaped pieces are formed of hard foam plastic or the like.
- the shaped piece 10 shown in FIGS. 5 to 7 has a rectilinear longitudinal extension and is likewise provided with cavities 3 arranged one behind the other, which extend upward from the base surface 6 of the shaped piece 10, ie in the direction of the arcuate vertex area of the U-shaped cross section extend the mold 10, and also widening conically outwards.
- the end portions of this fitting 10 are end walls 5 - greater thickness 11 - equipped as the Partitions 4, so that an arcuate trimming or trimming with respect to a slope to be maintained, as illustrated for example for the end walls 5 in Fig. 7A, is possible.
- the second intermediate wall 4 ' is also thick-walled in the straight fitting 10, so that when separating the first cavity 3, this partition can also serve as an end wall.
- Fig. 8 which illustrates a cross section through a fitting, it is shown how a permanent magnet 12 by means of an angle bracket 13 and a special screw 14 to the fitting in the cavity 3 can be fastened.
- This permanent magnet 12 reliably holds the molding on a magnetic mold bottom of a bottom mold, so that the molding can not float when poured with concrete.
- This mounting plate has at one point a fixedly arranged bolt 17, which can be inserted into a corresponding recess 18 (see Fig. 7) of a fitting 1 - for example with a diameter of 12 mm, when this fitting 1 is placed on the mounting plate 16 becomes.
- the mounting plate 16 is further equipped at least over an angle of 180 ° close to the circumference with recesses 19, in the bolts 20 which are provided in fittings, so in recesses 18 of the fittings 1 and 10 were introduced, can be used, so that the other Fitting 1 or 10 can take a precise position relative to the arranged on the mounting plate previously fixed bolts 17 fitting.
- the bolts 20, which suitably have a rectangular approach at the bottom are to be arranged according to the required angles in the slots 19 at the inlet and inlet sides.
- the already glued main chute 21 is attached.
- the sub-channel (indicated by the arrow 22) is adhered to the main chute 21.
- the bolt 20 is placed first, the sub-channel (which is already adapted according to the main channel) centered on the bolt and against pushed the main channel (the bolt is movable in the slot 19 in its longitudinal direction).
- the thus assembled channel can now be cut round.
- the shaped body 15 (see Fig. 9) glued together from the shaped pieces 1 and / or 10 can be equipped with the permanent magnets 12 described after the circular cutting.
- the angle bracket 13 on an inner side 7 of a cavity 3 is first pressed into the wall (for example of styrofoam) and then screwed on with the special screw 14.
- the magnet 12 on the underside neither looking forward nor back it makes sense to use a non-magnetic bar to help to press the angle bracket 13 (with already mounted magnet 12) in the Styrofoam.
- the molded body 1 or 10 is placed on the mold bottom of a bottom mold, wherein it is aligned with the bolt which is attached to the outlet side. At the inflows and outlets, the channel is fixed by means of retaining strips, which prevent floating.
- this is provided in its apex region with recesses V, are formed by the projections in the channel.
- the depressions V have a depth of 3 to 5 mm and they are arranged with their longitudinal axis at an angle of about 45 ° relative to the longitudinal axis of the shaped piece (according to the plan view Fig. 11).
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Moulds, Cores, Or Mandrels (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Undergarments, Swaddling Clothes, Handkerchiefs Or Underwear Materials (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Manufacturing Of Tubular Articles Or Embedded Moulded Articles (AREA)
- Golf Clubs (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Abstract
Description
- Die Erfindung betrifft ein eine Negativform zumindest eines Teiles eines Gerinnes eines monolythischen Schachtbodens bildendes Formstück aus thermoplastischem Schaumstoff, das - gegebenenfalls unter Zusammensetzung mit mindestens einem weiteren Formstück - die Negativform eines Gerinnes eines Schachtbodens in Form eines Formkörpers, und zwar als verlorener Kern, bildet, wobei das bzw. die Formstück(e) auf einen Formboden einer Bodenform für einen Schachtboden unter Anpassung seiner ( ihrer) Längserstreckung und Höhe aufsetzbar ist (sind) und eine geradlinige und/oder bogenförmige Längserstreckung aufweis(t)(en), sowie eine Montagehilfe für die Herstellung des Formstücks.
- Schachtböden bilden den unteren dichten Abschluss von in der Regel vertikalen Schächten, die für Kanalisationssysteme den Zugang zu Kanälen, wie Abwasserkanälen, und unterirdischen Leitungssystemen ermöglichen. Solche Schächte befinden sich häufig in Schnittstellen von Kanälen bzw. Leitungssystemen, d.h. an Kanalverzweigungen bzw. Aus- und Einmündungen von Nebenkanälen etc. Die den unteren Abschluss solcher Schächte bildenden Schachtböden sind topfförmige Gebilde mit einem relativ dickwandigen dichten Boden und einer meist zylindrischen Seitenwand, in welcher Anschlussöffnungen für die Rohre und/oder Kanäle ausgebildet sind. In dem Schachtboden verlaufen oben offene, als Gerinne bezeichnete Kanäle von meist halbrundem oder etwa U-förmigem Querschnitt zwischen den jeweiligen in der Seitenwandung eines Schachtbodens vorgesehenen Anschlussöffnungen. Um eine staufreie Strömung der häufig mit erheblichen Anteilen an grobstückigen Feststoffen verschmutzten Flüssigkeiten zu gewährleisten, haben die Gerinne ein bestimmtes Gefälle und der Schachtboden einen auch als Berme bezeichneten Auftritt von geringer Neigung.
- Obgleich die Schächte aus genormten Einzelringen aufgebaut sind, handelt es sich bei den Schachtböden um individuell gestaltete Bauelemente, die sich bezüglich der Positionierung der als Zu- und Abläufe fungierenden Anschlussöffnungen, der Querschnittsform der Gerinne und der anzuschließenden Rohre voneinander unterscheiden. Darüber hinaus darf für die Herstellung von Schachtunterteilen und insbesondere deren Gerinne nur qualitativ hochwertiger, flüssigkeitsdichter Beton verwendet werden.
- Aus der DE 36 11 394 A1 ist es bekannt, zur Herstellung eines Schachtbodens in einer Bodenform, die einen auf einer Grundplatte aufgestellten Formmantel aufweist, einen Formboden anzuordnen, dessen Oberseite entsprechend der Negativform des Gerinnes geformt ist. Ein solcher Formboden ist immer wieder verwendbar - er wird nach dem ausreichenden Erhärten des Betons aus dem Formmantel entfernt, gereinigt und kann dann für eine Wiederverwendung zur Verfügung stehen. Nachteilig ist hierbei die sehr aufwendige Herstellung eines solchen Formbodens; für eine Herstellung individuell geformter Schachtböden müssten ebenso viele aufwendige Formböden zur Verfügung stehen, d.h. es müsste nahezu für jeden Schachtboden ein eigener Formboden zur Verfügung stehen. Da dies viel zu teuer ist, wird die aus diesem Dokument bekannte Vorrichtung nur für einige wenige Schachtböden verwendet, beispielsweise, wenn ein Gerinne geradförmig den Schachtboden durchsetzt oder beispielsweise um 90° abgewinkelt.
- Aus Kostengründen hat man für Schachtböden, deren Gerinne an zwei Kanäle, die in unterschiedlichen Richtungen verlaufen, anzuschließen sind oder andere Besonderheiten aufweisen, Schachtböden mit einem ebenen Boden hergestellt und auf dem ebenen Boden das Gerinne durch manuelles Einbringen von Beton und Ausformen des Gerinnes mittels Handarbeit hergestellt. Eine solche Handarbeit ist mühselig, da es erforderlich ist, sich über die Seitenwand des Schachtbodens in diesen hineinzubeugen. Weiters ist das Ausformen des Gerinnes mit großer Sorgfalt durchzuführen, damit sowohl das Gefälle als auch die Lage der Zweigkanäle mit den örtlichen Gegebenheiten des Kanalsystems bzw. Leitungssystems übereinstimmen. Diese manuelle Herstellung eines Gerinnes erfordert qualifiziertes Fachpersonal und ist aus diesem Grund kostenaufwendig. Weiters bedingt es auch einen erheblichen Zeitaufwand, zudem ist die Qualität des händisch geformten Betons nicht vergleichbar mit der Qualität einer maschinellen Fertigung eines Schachtbodens.
- Aus der DE 43 42 518 A1 ist es bekannt, das Gerinne durch Einlegen eines Tonschalenelements zu bilden, das nach Fertigstellung des Schachtbodens in diesem verbleibt und den Boden des Gerinnes bildet. Auch hierbei ist es schwierig, individuell zu gestaltende Gerinne zu schaffen, zumal für jedes Gerinne ein eigenes Tonschalenelement vorgefertigt werden müsste, was ebenfalls einen großen Aufwand bedingt.
- Gemäß einem weiteren Vorschlag zur Herstellung eines Schachtbodens werden vorgefertigte Kunststoff-Formteile mit einer dem Gerinne entsprechenden Negativform verwendet, wobei für jedes individuelle Gerinne ein eigener Formteil herzustellen ist, der auf dem Formboden zu fixieren ist. Diese Formteile werden als Kunststoffschalen relativ aufwendig für jedes individuelle Gerinne entsprechend dem jeweiligen Verlauf des Gerinnes hergestellt und verbleiben als sog. verlorene Form im fertig hergestellten Gerinne. Ein Nachteil dieses Verfahrens ist neben dem hohen Preis der als hochwertige Kunststoffschalen ausgebildeten Formteile auch die notwendige Herstellung bei externen Zulieferern, wodurch sich die gesamte Logistik der maschinellen Fertigung von Schachtunterteilen erheblich kompliziert.
- Es ist bekannt (WO 2004/091877 A1), zur Herstellung eines monolythischen Schachtbodens Formstücke - wie einleitend beschrieben - zur Bildung eines Formkörpers vorzusehen, die aus einem dem Druck des Betons standhaltenden Material, wie Schaumstoff, insbesondere Hartschaumkunststoff bzw. thermoplastischen Kunststoff, wie EPS, gefertigt sind, und die einen verlorenen Kern bilden. Diese Formstücke weisen zweckmäßig eine geradlinige oder bogenförmige Längserstreckung auf, wobei der Querschnitt dem Querschnitt des Gerinnes entspricht und wobei ggf. die Höhe des Querschnitts der Formstücke größer bemessen ist als die Höhe des Querschnitts des Gerinnes.
- Solche vorgefertigte Formstücke gewährleisten die maschinelle Herstellung von Schachtböden mit Gerinnen vorgegebenen Querschnittes ohne aufwendige Formarbeiten. Es muß lediglich für einen fugenlosen Übergang zwischen einzelnen Formstücken gesorgt werden. Zu diesem Zweck können allfällige Fugen zwischen den Formstücken bzw. zwischen den Formstücken und dem Formboden bzw. um die Aussparungsstücke abgedeckt und/oder mit einem Fugenfüller ausgefüllt werden.
- Aufgrund der thermoplastischen Eigenschaften der eingesetzten Schaumstoffe lassen sich die Profilstücke nicht nur stirnseitig, sondern auch im Bereich der der Auftrittfläche des Formbodens zugekehrten Aufsatzfläche in beliebiger Weise mit Hilfe eines Heizdrahtes in vergleichsweise einfacher Art beschneiden. Der Vorschub des Heizdrahtes kann in Abhängigkeit von der jeweils geforderten Form maschinell gesteuert werden.
- Die Erfindung bezweckt eine Weiterentwicklung dieser bekannten Formstücke, dahingehend, dass die Formstücke nach dem Verfestigen des Betons in einfacher Weise entfernt werden können.
- Diese Aufgabe wird bei einem Formstück der eingangs beschriebenen Art dadurch gelöst, dass das Formstück mindestens einen zur auf den Formboden der Bodenform aufsetzbaren Grundfläche offenen Hohlraum aufweist und an den in Längserstreckung des Formstücks einander gegenüberliegenden Endflächen im Wesentlichen geschlossen ausgebildet ist.
- Die Ausbildung mit dem zum Formboden offenen Hohlraum erlaubt ein schnelles und sicheres Entfernen aus dem fertigen Schachtboden durch Herausbrechen der Endflächen und Zusammenklappen der die Endflächen verbindenden sich längs erstreckenden Seiten des Formstücks. Zudem ergibt sich gegenüber dem bekannten Formstück eine Materialeinsparung.
- Aus der US 4,867,411 A ist es bekannt, für die Herstellung eines Schachtbodens hohle Formstücke einzusetzen, wobei jedoch der Schachtboden nicht monolythisch ausgebildet ist, sondern das Gerinne erst nach Herstellen eines ebenen Schachtbodens in einem eigenen Verfahrensschritt hergestellt w ird. Die Formstücke sind zwar hohl, jedoch aus Polyurethan in sehr stabiler Gestaltung gefertigt und werden immer wieder verwendet. Zur Herstellung des Gerinnes ist eine Vielzahl von unterschiedlichen Formstücken erforderlich, die in komplizierter Art und Weise miteinander verschraubt werden müssen.
- Eine einfache Herstellung eines Formstücks ist gewährleistet, wenn der Hohlraum sich ausgehend von der Grundfläche in das Innere des Formkörpers verjüngend erstreckt.
- Eine hinreichende Festigkeit eines Formstücks - auch wenn dieses den örtlichen Begebenheiten des Schachtbodens entsprechend gekürzt werden muss - ergibt sich dadurch, dass mehrere in Längsrichtung des Formstücks hintereinander liegende Hohlräume vorgesehen sind, die voneinander durch sich im Wesentlichen bis zur Grundfläche erstreckende Zwischenwände getrennt sind.
- Eine besonders zweckmäßige Ausführungsform eines Formstücks ist dadurch gekennzeichnet, dass es sich mit seiner Längserstreckung über einen Viertelkreisbogen erstreckt und dass drei in Längsrichtung hintereinander angeordnete Hohlräume gleichmäßig verteilt angeordnet sind.
- Für geradlinige Formstücke hat es sich als zweckmäßig erwiesen, wenn sich vier Hohlräume in Längsrichtung hintereinanderliegend in dem Formstück befinden, wobei vorzugsweise drei Hohlräume knapper benachbart sind und ein Hohlraum von den drei knapp benachbarten Hohlräumen mittels einer etwas dickeren Zwischenwand abgesetzt ist.
- Eine einfache Orientierungshilfe beim Zusammenbau mehrerer Formstücke zu einem Formkörper bzw. beim Vorsehen von Anschlüssen ergibt sich dadurch, dass an einem Formstück an seinem bogenförmigen Scheitel eine Mittelmarkierung in Form einer V-förmigen Vertiefung oder V-förmigen Erhebung vorgesehen ist.
- Um Formkörper, die vorgefertigt sind, platzsparend auf Lager halten zu können, und zwar unter Stapelung, ohne dass sich hierbei Verformungen der Formkörper ergeben, ist ein Formstück derart ausgebildet, dass die Grundfläche des Formstücks mit einer bogenförmigen Ausnehmung, die sich über die gesamte Längserstreckung eines Formstücks erstreckt, versehen ist, wobei die Krümmung der bogenförmigen Ausnehmung der Krümmung des bogenförmigen Scheitels des Formstücks entspricht.
- Um eine glatte Betonoberfläche zu erzielen, sind zweckmäßig die Formstücke an der Außenfläche geschlossenporig ausgebildet, was z.B. bei Hartschaumkunststoff dadurch erreicht werden kann, dass die Formen zur Herstellung der Formstücke poliert sind bzw. mit einer speziellen Bedampfung versehen sind.
- Eine einfache Befestigungsmöglichkeit eines Formstücks bzw. eines aus zwei oder mehreren Formstücken bestehenden Formkörpers an einem Formboden einer Bodenform ergibt sich, wenn in mindestens einem Hohlraum ein mit der Grundfläche in etwa fluchtend angeordneter Dauermagnet befestigt ist, wobei vorzugsweise der Dauermagnet an einer Halterung befestigt ist, die mittels eines Befestigungsmittels an einer Seitenwand des Formstücks befestigt ist.
- Ein besonders einfacher Zusammenbau zweier oder mehrerer Formstücke lässt sich durch Verwendung einer Montageplatte erzielen, die dadurch gekennzeichnet ist, dass die Montageplatte einen Durchmesser aufweist, der geringfügig geringer ist, als der Durchmesser eines Formbodens der Negativform des Schachtbodens, wobei die Montageplatte mit sich zumindest über einen Teil des Umfangs und nahe des Umfangs gleichmäßig verteilten Ausnehmungen versehen ist, in die Bolzen einsetzbar sind, die in Ausnehmungen der End- und/oder Zwischenwände eines Formstücks einsetzbar sind, welche Ausnehmungen des Formstücks von dessen Grundfläche ausgehen.
- Zur Zentrierung des Formstücks an der Auslaufseite des zu gießenden Schachtbodens ist an einer Stelle des Umfangs der Montageplatte ein Bolzen, der in eine Ausnehmung einer End- und/oder Zwischenwand eines Formstücks einsetzbar ist, starr angeordnet.
- Vorzugsweise sind die Ausnehmungen der Montageplatte als in Radialrichtung angeordnete Langlöcher ausgebildet.
- Die Erfindung ist nachfolgend anhand mehrerer in der Zeichnung dargestellter Ausführungsbeispiele näher erläutert, wobei Fig. 1 eine teilweise geschnittene Draufsicht auf ein Formstück in gebogener Ausführungsform, die Fig. 2 eine Stirnansicht in Richtung des Pfeiles II und die Fig. 3 und 4 Schnitte nach den Linien III-III und IV-IV veranschaulichen. Fig. 5 zeigt die Draufsicht auf ein geradliniges Formstück, Fig. 6 einen Schnitt gemäß der Linie VI-VI der Fig. 7, die einen Schnitt gemäß der Linie VII-VII der Fig. 5 zeigt. Fig. 8 gibt ein Detail eines Formstücks im Schnitt wieder, Fig. 9 veranschaulicht einen aus mehreren Formstücken zusammengesetzten Formkörper, der auf einer Montageplatte aufgesetzt ist. Die Fig. 10, 11 und 12 veranschaulichen eine weitere Ausführungsform eines Formstückes in Schrägriss, in Draufsicht und in Schnittdarstellung im vergrößerten Maßstab.
- Das in Fig. 1 dargestellte Formstück 1 aus Schaumstoff, insbesondere Hartschaumkunststoff bzw. thermoplastischem Kunststoff, wie EPS, erstreckt sich über einen Viertelkreisbogen und weist einen etwa U-förmigen Querschnitt auf, wobei die Schenkel der U-bildenden Seiten 2 zum offenen Ende des U divergieren. Das Formstück 1 weist drei in Längserstreckung des Formstücks 1 hintereinander angeordnete Hohlräume 3 auf, zwischen denen Zwischenwände 4 vorgesehen sind, wobei die Enden des Formstücks 1 von Endwänden 5 geschlossen sind. Diese Hohlräume 3 sind zur Grundfläche 6 des Formstücks 1 hin offen und haben ebenfalls zur offenen Seite hin divergierende Seitenwände 7, sodass die Herstellung, insbesondere das Entnehmen aus einer Herstellform, vereinfacht ist.
- Am Scheitel des Formstücks 1 befindet sich eine Markierung 8, vorzugsweise ausgebildet als Rille oder als kleine Erhebung, wodurch ein mittiges Anbringen von Anschlüssen an das Formstück 1 erleichtert ist. Eine weitere Markierung kann auch vertikal an der Außenseite des Formstücks 1 vorgesehen sein, um ein genaues Abschneiden eines etwaigen Überstandes an der Stirnseite zu ermöglichen.
- An der Grundfläche 6 ist das Formstück 1 mit bogenförmigen Ausnehmungen 9 versehen, die dieselbe Krümmung aufweisen, wie der Scheitelbereich des Formstücks 1, sodass die Formstücke 1 aufeinander stapelbar sind, ohne dass Druckstellen entstehen, die eine Verformung eines Formstücks 1 bewirken könnten.
- Die Formstücke 1 sind an der mit Beton in Kontakt gelangenden Außenseite geschlossenporig ausgeführt. Dies kann beispielsweise durch Polieren oder Bedampfen der Herstellformen bewirkt werden, wenn die Formstücke aus Hartschaumkunststoff oder dergleichen gebildet werden.
- Das in den Fig. 5 bis 7 dargestellte Formstück 10 weist eine geradlinige Längserstreckung auf und ist ebenfalls mit hintereinander angeordneten Hohlräumen 3, die sich von der Grundfläche 6 des Formstücks 10 ausgehend nach oben hin, d.h. in Richtung des bogenförmigen Scheitelbereiches des U-förmigen Querschnittes des Formstücks 10 erstrecken, und zwar ebenfalls sich nach außen hin konisch erweiternd. Die Endteile dieses Formstücks 10 sind mit Endwänden 5 - größerer Dicke 11 - ausgestattet als die Zwischenwände 4, sodass ein bogenförmiges Beschneiden bzw. ein Beschneiden im Hinblick auf ein einzuhaltendes Gefälle, wie dies beispielsweise für die Endwände 5 in Fig. 7A veranschaulicht ist, möglich ist. Um eine bessere Ausnutzung der vorgefertigten Formstücke 10 zu ermöglichen, ist bei dem geraden Formstück 10 die zweite Zwischenwand 4' ebenfalls dickwandiger ausgebildet, sodass bei einem Abtrennen des ersten Hohlraumes 3 diese Zwischenwand auch als Endwand dienen kann.
- In Fig. 8, die einen Querschnitt durch ein Formstück veranschaulicht, ist dargestellt, wie ein Dauermagnet 12 mittels einer Winkelkonsole 13 und einer Spezialschraube 14 an dem Formstück in dessen Hohlraum 3 befestigbar ist. Dieser Dauermagnet 12 hält das Formstück auf einem magnetischen Formboden einer Bodenform zuverlässig, sodass das Formstück beim Vergießen mit Beton nicht aufschwimmen kann.
- Die Zusammenstellung mehererer Formstücke 1 und/oder 10 zu einem Formkörper 15 wird, wie dies Fig. 9 veranschaulicht, durch eine Montageplatte 16 erleichtert. Diese Montageplatte weist an einer Stelle einen fix angeordneten Bolzen 17 auf, der in eine korrespondierende Ausnehmung 18 (vgl. Fig. 7) eines Formstücks 1 - beispielsweise mit einem Durchmesser von 12 mm - einsetzbar ist, wenn dieses Formstück 1 auf der Montageplatte 16 aufgesetzt wird. Die Montageplatte 16 ist weiters zumindest über einen Winkel von 180° nahe am Umfang mit Ausnehmungen 19 ausgestattet, in die Bolzen 20, die in Formstücken vorgesehen sind, also in Ausnehmungen 18 der Formstücke 1 bzw. 10 eingebracht wurden, einsetzbar sind, sodass das weitere Formstück 1 bzw. 10 eine genaue Lage gegenüber dem am an der Montageplatte zuvor fest angeordneten Bolzen 17 angeordneten Formstück einnehmen kann. Nachdem der so gebildete Formkörper an der Montageplatte gebildet ist, kann mit dem Rundschneiden der über die Montageplatte vorstehenden Enden der Formstücke begonnen werden.
- Im Einzelnen wird bei der Bildung eines Gerinnes mit Haupt- und Nebengerinne wie folgt vorgegangen: Der an der Auslaufseite fix montierte Bolzen 17 dient zur Zentrierung des Auslaufes eines Hauptgerinnes (kenntlich durch die Pfeile 21). Die Bolzen 20, welche an der Unterseite zweckmäßig einen rechteckigen Ansatz besitzen, sind an den Einlauf- bzw. Zulaufseiten den erforderlichen Winkeln entsprechend in den Langlöchern 19 anzuordnen. Zuerst wird das bereits zusammengeklebte Hauptgerinne 21 angebracht. Anschließend wird das Nebengerinne (kenntlich durch den Pfeil 22) an das Hauptgerinne 21 angeklebt. Zur richtigen Winkeleinstellung wird zuerst der Bolzen 20 plaziert, das Nebengerinne (welches bereits entsprechend dem Hauptgerinne angepasst ist) auf dem Bolzen zentriert und gegen das Hauptgerinne geschoben (der Bolzen ist im Langloch 19 in dessen Längsrichtung beweglich). Das so zusammengefügte Gerinne kann nun rund geschnitten werden.
- Der aus den Formstücken 1 und/oder 10 zusammengeklebte Formkörper 15 (vgl. Fig. 9) kann nach dem Rundschneiden mit den beschriebenen Dauermagneten 12 bestückt werden. Dazu wird die Winkelkonsole 13 an einer Innenseite 7 eines Hohlraumes 3 zuerst in die Wand (z.B. aus Styropor) gedrückt und anschließend mit der Spezialschraube 14 angeschraubt. Damit der Magnet 12 an der Unterseite weder vorschaut noch zurücksteht ist es sinnvoll eine nicht magnetische Leiste zu Hilfe zu nehmen, um die Winkelkonsole 13 (mit bereits montiertem Magnet 12) in das Styropor zu drücken. Anschließend wird der Formkörper 1 bzw. 10 auf den Formboden einer Bodenform gelegt, wobei es sich am Bolzen, welcher an der Auslaufseite angebracht ist, ausrichtet. An den Zu- und Abläufen wird das Gerinne mittels Halteleisten fixiert, welche ein Aufschwimmen verhindern.
- Gemäß der in den Fig. 10, 11 und 12 dargestellten Ausführungsform eines Formstückes, ist dieses in seinem Scheitelbereich mit Vertiefungen V versehen, durch die im Gerinne Erhöhungen gebildet werden. Die Vertiefungen V weisen eine Tiefe von 3 bis 5 mm auf und sie sind mit ihrer Längsachse in einem Winkel von etwa 45° gegenüber der Längsachse des Formstückes angeordnet (gemäß der Draufsicht Fig. 11).
- Durch diese Vertiefungen V gelingt es, Ablagerungen von Feststoffteilchen im Gerinne zu vermeiden, und zwar durch Erzeugung von Turbulenzen, die von den hierdurch gebildeten Erhöhungen in der Betonrinne bewirkt werden.
Claims (13)
- Ein eine Negativform zumindest eines Teiles eines Gerinnes eines monolythischen Schachtbodens bildendes Formstück (1, 10) aus thermoplastischem Schaumstoff, das - gegebenenfalls unter Zusammensetzung mit mindestens einem weiteren Formstück (1, 10) - die Negativform eines Gerinnes eines Schachtbodens in Form eines Formkörpers (15), und zwar als verlorener Kern, bildet, wobei das bzw. die Formstück(e) (1, 10) auf einen Formboden einer Bodenform für einen Schachtboden unter Anpassung seiner ( ihrer) Längserstreckung und Höhe aufsetzbar ist (sind) und eine geradlinige und/oder bogenförmige Längserstreckung aufweis(t)(en), dadurch gekennzeichnet, dass das Formstück (1, 10) mindestens einen zur auf den Formboden der Bodenform aufsetzbaren Grundfläche (6) offenen Hohlraum (3) aufweist und an den in Längserstreckung des Formstücks (1, 10) einander gegenüberliegenden Endflächen im Wesentlichen geschlossen ausgebildet ist.
- Formstück (1, 10) nach Anspruch 1, dadurch gekennzeichnet, dass der Hohlraum (3) sich ausgehend von der Grundfläche (6) in das Innere des Formkörpers (1, 10) verjüngend erstreckt.
- Formstück (1, 10) nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass mehrere in Längsrichtung des Formstücks (1, 10) hintereinander liegende Hohlräume (3) vorgesehen sind, die voneinander durch sich im Wesentlichen bis zur Grundfläche (6) erstreckende Zwischenwände (4, 4') getrennt sind.
- Formstück (1) nach einem oder mehreren der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass es sich mit seiner Längserstreckung über einen Viertelkreisbogen erstreckt und dass drei in Längsrichtung hintereinander angeordnete Hohlräume (3) gleichmäßig verteilt angeordnet sind.
- Formstück (10) nach einem oder mehreren der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass sich das Formstück (10) in Längsrichtung geradlinig erstreckt und vier Hohlräume (3) in Längsrichtung hintereinander liegend vorgesehen sind, wobei vorzugsweise drei Hohlräume (3) knapper benachbart sind und ein Hohlraum (3) von den drei knapp benachbarten Hohlräumen mittels einer etwas dickeren Zwischenwand (4') abgesetzt ist.
- Formstück (1, 10) nach einem oder mehreren der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass an seinem bogenförmigen Scheitel eine Mittelmarkierung (8) in Form einer V-förmigen Vertiefung oder V-förmigen Erhebung vorgesehen ist.
- Formstück (1) nach einem oder mehreren der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Grundfläche (6) des Formstücks (1) mit einer bogenförmigen Ausnehmung (9), die sich über die gesamte Längserstreckung eines Formstücks (1) erstreckt, versehen ist, wobei die Krümmung der bogenförmigen Ausnehmung (9) der Krümmung des bogenförmigen Scheitels des Formstücks (1) entspricht.
- Formstück (1, 10) nach einem oder mehreren der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Außenfläche des Formstücks geschlossenporig ausgebildet ist.
- Formstück (1, 10) nach einem oder mehreren der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass in mindestens einem Hohlraum (3) ein mit der Grundfläche (6) in etwa fluchtend angeordneter Dauermagnet (12) befestigt ist.
- Formstück (1, 10) nach Anspruch 9, dadurch gekennzeichnet, dass der Dauermagnet (12) an einer Halterung (13) befestigt ist, die mittels eines Befestigungsmittels (14) an einer Seitenwand des Formstücks (1, 10) befestigt ist.
- Montageplatte (16) als Montagehilfe für den Zusammenbau zweier oder mehrerer Formstücke zu einem das Gerinne eines Schachtbodens in Negtivform verkörpernden Formkörper (15), dadurch gekennzeichnet, dass die Montageplatte (16) einen Durchmesser aufweist, der geringfügig geringer ist, als der Durchmesser eines Formbodens der Negativform des Schachtbodens, wobei die Montageplatte (16) mit sich zumindest über einen Teil des Umfangs und nahe des Umfangs gleichmäßig verteilten Ausnehmungen (19) versehen ist, in die Bolzen (20) einsetzbar sind, die in Ausnehmungen (18) der End- und/oder Zwischenwände (4', 5) eines Formstücks (1, 10) einsetzbar sind, welche Ausnehmungen (18) des Formstücks (1, 10) von dessen Grundfläche ausgehen.
- Montageplatte (16) nach Anspruch 11, dadurch gekennzeichnet, dass an einer Stelle ihres Umfangs ein Bolzen (17), der in eine Ausnehmung (18) einer End- und/oder Zwischenwand (4', 5) eines Formstücks (1, 10) einsetzbar ist, starr angeordnet ist.
- Montageplatte (16) nach Anspruch 11 oder 12, dadurch gekennzeichnet, dass die Ausnehmungen (19) der Montageplatte (16) als in Radialrichtung angeordnete Langlöcher ausgebildet sind.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL05450138T PL1627716T3 (pl) | 2004-08-20 | 2005-08-19 | Kształtka dla dna studzienki |
| SI200531089T SI1627716T1 (sl) | 2004-08-20 | 2005-08-19 | Oblikujoč del jaškastega dna |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0141104A AT500746B1 (de) | 2004-08-20 | 2004-08-20 | Formstück für einen schachtboden |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1627716A2 true EP1627716A2 (de) | 2006-02-22 |
| EP1627716A3 EP1627716A3 (de) | 2007-05-16 |
| EP1627716B1 EP1627716B1 (de) | 2010-06-02 |
Family
ID=35431633
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05450138A Active EP1627716B1 (de) | 2004-08-20 | 2005-08-19 | Formstück für einen Schachtboden |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7947349B2 (de) |
| EP (1) | EP1627716B1 (de) |
| AT (2) | AT500746B1 (de) |
| DE (1) | DE502005009667D1 (de) |
| DK (1) | DK1627716T3 (de) |
| ES (1) | ES2347333T3 (de) |
| PL (1) | PL1627716T3 (de) |
| SI (1) | SI1627716T1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009053179A1 (de) | 2009-11-07 | 2011-05-12 | Siegfried Röser GmbH & Co. KG | Verfahren und Vorrichtung zur Herstellung von Schachtunterteilen und ein solches Schachtunterteil |
| DE102010015360A1 (de) | 2010-04-16 | 2011-10-20 | Predl Gmbh | Formensystem zur Herstellung monolithischer Betonschachtunterteile |
| US20140203165A1 (en) * | 2011-04-01 | 2014-07-24 | Bfs Betonfertigteilesysteme Gmbh | Coupling Device For a Trough-Like Female Form and Device For Producing Bottom Parts of a Shaft |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE485929T1 (de) * | 2003-04-15 | 2010-11-15 | Johann Schluesselbauer | Verfahren und vorrichtung zum herstellen eines schachtbodens sowie eine gruppe von formstücken |
| US8837721B2 (en) * | 2007-03-22 | 2014-09-16 | Microsoft Corporation | Optical DNA based on non-deterministic errors |
| AU2015349880B2 (en) | 2014-11-20 | 2019-10-17 | Press-Seal Corporation | Manhole base assembly with internal liner and method of manufacturing same |
| US10214893B2 (en) | 2014-11-20 | 2019-02-26 | Press-Seal Corporation | Manhole base assembly with internal liner and method of manufacturing same |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3611394A1 (de) | 1986-04-04 | 1987-10-08 | Niemeyer Gmbh & Co Kg Soehne | Formvorrichtung fuer betonformkoerper |
| US4867411A (en) | 1987-08-28 | 1989-09-19 | Valley Blox, Inc. | Manhole invert casting system |
| DE4342518A1 (de) | 1993-12-13 | 1995-06-14 | Baumgaertner Maschf Gmbh | Anlage zur Herstellung von topfförmigen Betonformteilen |
| WO2004091877A1 (de) | 2003-04-15 | 2004-10-28 | Schluesselbauer Johann | Verfahren zum herstellen eines schachtbodens |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4177229A (en) * | 1977-04-25 | 1979-12-04 | Moore Wayne O | Method for production of precast manhole bases |
| US4565347A (en) * | 1983-07-19 | 1986-01-21 | A-Lok Products, Inc. | Monolithic precast invert system |
| US5067298A (en) * | 1990-06-28 | 1991-11-26 | The Dow Chemical Company | Method for plaza deck construction |
| US5402592A (en) * | 1992-07-08 | 1995-04-04 | Panduit Corp. | Embossed pipe marker |
| GB9509219D0 (en) * | 1995-05-09 | 1995-06-28 | Wilson Stephen | Internal manhole shutters |
| DE29512165U1 (de) * | 1995-07-28 | 1995-12-21 | Varvaroussis, Konstantin, 63128 Dietzenbach | Vorrichtung zum Formen von Kanalisationsschächten |
| DE19815544A1 (de) * | 1998-04-07 | 1999-10-21 | Hubert Spitzenberg | Form für Sohlgerinne von Be- und Entwässerungsschächten |
| GB2374645A (en) * | 2001-04-19 | 2002-10-23 | Lionel Guy Martin | Temporary elongate plug for a conduit |
| US20040157945A1 (en) * | 2002-12-30 | 2004-08-12 | Barber Thomas Allan | Rigid urethane foams |
| AT500886B8 (de) * | 2003-04-29 | 2007-02-15 | Schluesselbauer Johann Ing | Vorrichtung zum herstellen eines schachtbodens aus beton |
| DE10317321B4 (de) * | 2003-04-15 | 2008-06-26 | SCHLÜSSELBAUER, Johann | Verfahren und Vorrichtung zur Herstellung von Schachtunterteilen aus Beton |
| US7225937B2 (en) * | 2003-05-13 | 2007-06-05 | Schroeder Michael D | Package system |
-
2004
- 2004-08-20 AT AT0141104A patent/AT500746B1/de not_active IP Right Cessation
-
2005
- 2005-08-19 EP EP05450138A patent/EP1627716B1/de active Active
- 2005-08-19 AT AT05450138T patent/ATE469744T1/de active
- 2005-08-19 ES ES05450138T patent/ES2347333T3/es active Active
- 2005-08-19 DE DE502005009667T patent/DE502005009667D1/de active Active
- 2005-08-19 DK DK05450138.2T patent/DK1627716T3/da active
- 2005-08-19 SI SI200531089T patent/SI1627716T1/sl unknown
- 2005-08-19 PL PL05450138T patent/PL1627716T3/pl unknown
-
2006
- 2006-01-13 US US11/332,449 patent/US7947349B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3611394A1 (de) | 1986-04-04 | 1987-10-08 | Niemeyer Gmbh & Co Kg Soehne | Formvorrichtung fuer betonformkoerper |
| US4867411A (en) | 1987-08-28 | 1989-09-19 | Valley Blox, Inc. | Manhole invert casting system |
| DE4342518A1 (de) | 1993-12-13 | 1995-06-14 | Baumgaertner Maschf Gmbh | Anlage zur Herstellung von topfförmigen Betonformteilen |
| WO2004091877A1 (de) | 2003-04-15 | 2004-10-28 | Schluesselbauer Johann | Verfahren zum herstellen eines schachtbodens |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009053179A1 (de) | 2009-11-07 | 2011-05-12 | Siegfried Röser GmbH & Co. KG | Verfahren und Vorrichtung zur Herstellung von Schachtunterteilen und ein solches Schachtunterteil |
| DE102010015360A1 (de) | 2010-04-16 | 2011-10-20 | Predl Gmbh | Formensystem zur Herstellung monolithischer Betonschachtunterteile |
| US20140203165A1 (en) * | 2011-04-01 | 2014-07-24 | Bfs Betonfertigteilesysteme Gmbh | Coupling Device For a Trough-Like Female Form and Device For Producing Bottom Parts of a Shaft |
Also Published As
| Publication number | Publication date |
|---|---|
| AT500746A1 (de) | 2006-03-15 |
| US7947349B2 (en) | 2011-05-24 |
| DE502005009667D1 (de) | 2010-07-15 |
| EP1627716B1 (de) | 2010-06-02 |
| PL1627716T3 (pl) | 2010-12-31 |
| EP1627716A3 (de) | 2007-05-16 |
| US20060159876A1 (en) | 2006-07-20 |
| DK1627716T3 (da) | 2010-09-27 |
| AT500746B1 (de) | 2006-10-15 |
| ES2347333T3 (es) | 2010-10-28 |
| ATE469744T1 (de) | 2010-06-15 |
| SI1627716T1 (sl) | 2010-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1627716B1 (de) | Formstück für einen Schachtboden | |
| DE1601106A1 (de) | Kondensatorbuendel | |
| EP0415265A1 (de) | Vorrichtung zur Lagerung und zum Transport von Rohren | |
| EP1613453B1 (de) | Verfahren und vorrichtung zum herstellen eines schachtbodens sowie eine gruppe von formstücken | |
| DE10317321A1 (de) | Verfahren und Vorrichtung zur Herstellung von Schachtunterteilen aus Beton | |
| DE2935392A1 (de) | Rohr mit einer mit einem schutzelement versehenen dichtflaeche | |
| EP0426147A2 (de) | Rohr aus Beton mit einer korrosionsfesten Innenauskleidung mit passgerechten Rohrverbindungsstücken und mit den Rohrendbereichen integrierten Abdichtungsanordnungen | |
| EP0532459A1 (de) | Muffe zum Verbinden zweier Kunststoffrohre. | |
| DE102005056131A1 (de) | Sicker- und Drainagekörper aus einzelnen Systemelementen | |
| AT407764B (de) | Anordnung mit einer anschlussmuffe und anschlussmuffe sowie sohlschale, öffnungsausbildung und formkern | |
| DE102005032323B3 (de) | Verfahren zur Herstellung eines Schachtunterteils | |
| DE3815843C2 (de) | ||
| AT1204U1 (de) | Formschalung für tragende bauteile | |
| WO2005080692A1 (de) | Ringelement | |
| DE102009053179A1 (de) | Verfahren und Vorrichtung zur Herstellung von Schachtunterteilen und ein solches Schachtunterteil | |
| AT500886B1 (de) | Vorrichtung zum herstellen eines schachtbodens aus beton | |
| DE2536926C3 (de) | Formkasten zum Herstellen von Formkörpern aus Beton o.dgl | |
| AT526604B1 (de) | Vorrichtung zum Herstellen eines Schachtunterteils aus Beton | |
| DE29521347U1 (de) | Wiederverwendbares Schalungssystem für zylinderförmige oder prismatische Betonsäulen | |
| WO2006114110A1 (de) | Wasserturbine, insbesondere francisturbine | |
| DE102013200221A1 (de) | Industriell vorgefertigtes Gebäude-Deckenelement mit Komponenten einer Versorgungstechnik-Einrichtung für ein Gebäude und Verfahren zur Herstellung eines solchen Deckenelements | |
| DE3114122C2 (de) | Bausatz, bestehend aus einem Betonrahmen für die Aufnahme eines Kellerfensters, einem mit diesem zu verbindenden Lichtschachtunterteil und Verbindungsmitteln sowie Vorrichtung zur Herstellung eines Betonrahmens für einen solchen Bausatz | |
| EP0145012A2 (de) | Wassereinlauf | |
| AT393147B (de) | Vorgefertigtes schachtbodenelement, insbesondere fuer kanalschaechte, sowie verfahren und vorrichtungzur herstellung eines solchen schachtbodenelementes | |
| EP0673738B1 (de) | Aus einem Kunststoffmaterial gegossene Einbauspüle mit Einlegeteil, und Verfahren zu seiner Herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20071115 |
|
| 17Q | First examination report despatched |
Effective date: 20071221 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AXX | Extension fees paid |
Extension state: YU Payment date: 20071115 Extension state: HR Payment date: 20071115 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: HR YU |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005009667 Country of ref document: DE Date of ref document: 20100715 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: MICHELI & CIE SA |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2347333 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 7925 Country of ref document: SK |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100903 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100602 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101004 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101002 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E009042 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110303 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502005009667 Country of ref document: DE Effective date: 20110302 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20220818 Year of fee payment: 18 Ref country code: BG Payment date: 20220818 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LV Payment date: 20220819 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LV Payment date: 20220819 Year of fee payment: 18 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230317 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20230821 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230814 Year of fee payment: 19 Ref country code: RO Payment date: 20230808 Year of fee payment: 19 Ref country code: IT Payment date: 20230831 Year of fee payment: 19 Ref country code: ES Payment date: 20230918 Year of fee payment: 19 Ref country code: CZ Payment date: 20230804 Year of fee payment: 19 Ref country code: CH Payment date: 20230902 Year of fee payment: 19 Ref country code: AT Payment date: 20230818 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20230815 Year of fee payment: 19 Ref country code: SI Payment date: 20230809 Year of fee payment: 19 Ref country code: SE Payment date: 20230823 Year of fee payment: 19 Ref country code: PL Payment date: 20230804 Year of fee payment: 19 Ref country code: HU Payment date: 20230811 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LT Payment date: 20230803 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230819 Ref country code: BG Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230819 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240821 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240831 Year of fee payment: 20 Ref country code: IE Payment date: 20240816 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20240822 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240822 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20240820 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240823 Year of fee payment: 20 |