EP1614632B1 - Palettenfuss - Google Patents
Palettenfuss Download PDFInfo
- Publication number
- EP1614632B1 EP1614632B1 EP04019712A EP04019712A EP1614632B1 EP 1614632 B1 EP1614632 B1 EP 1614632B1 EP 04019712 A EP04019712 A EP 04019712A EP 04019712 A EP04019712 A EP 04019712A EP 1614632 B1 EP1614632 B1 EP 1614632B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pallet
- pallet base
- cardboard
- tube
- cardboard tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D19/00—Pallets or like platforms, with or without side walls, for supporting loads to be lifted or lowered
- B65D19/0004—Rigid pallets without side walls
- B65D19/0053—Rigid pallets without side walls the load supporting surface being made of more than one element
- B65D19/0077—Rigid pallets without side walls the load supporting surface being made of more than one element forming discontinuous or non-planar contact surfaces
- B65D19/0089—Rigid pallets without side walls the load supporting surface being made of more than one element forming discontinuous or non-planar contact surfaces the base surface being made of more than one element
- B65D19/0093—Rigid pallets without side walls the load supporting surface being made of more than one element forming discontinuous or non-planar contact surfaces the base surface being made of more than one element forming discontinuous or non-planar contact surfaces
- B65D19/0095—Rigid pallets without side walls the load supporting surface being made of more than one element forming discontinuous or non-planar contact surfaces the base surface being made of more than one element forming discontinuous or non-planar contact surfaces and each contact surface having a stringer-like shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2519/00—Pallets or like platforms, with or without side walls, for supporting loads to be lifted or lowered
- B65D2519/00004—Details relating to pallets
- B65D2519/00009—Materials
- B65D2519/00014—Materials for the load supporting surface
- B65D2519/00019—Paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2519/00—Pallets or like platforms, with or without side walls, for supporting loads to be lifted or lowered
- B65D2519/00004—Details relating to pallets
- B65D2519/00009—Materials
- B65D2519/00049—Materials for the base surface
- B65D2519/00054—Paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2519/00—Pallets or like platforms, with or without side walls, for supporting loads to be lifted or lowered
- B65D2519/00004—Details relating to pallets
- B65D2519/00009—Materials
- B65D2519/00119—Materials for the construction of the reinforcements
- B65D2519/00124—Paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2519/00—Pallets or like platforms, with or without side walls, for supporting loads to be lifted or lowered
- B65D2519/00004—Details relating to pallets
- B65D2519/00258—Overall construction
- B65D2519/00263—Overall construction of the pallet
- B65D2519/00273—Overall construction of the pallet made of more than one piece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2519/00—Pallets or like platforms, with or without side walls, for supporting loads to be lifted or lowered
- B65D2519/00004—Details relating to pallets
- B65D2519/00258—Overall construction
- B65D2519/00283—Overall construction of the load supporting surface
- B65D2519/00293—Overall construction of the load supporting surface made of more than one piece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2519/00—Pallets or like platforms, with or without side walls, for supporting loads to be lifted or lowered
- B65D2519/00004—Details relating to pallets
- B65D2519/00258—Overall construction
- B65D2519/00313—Overall construction of the base surface
- B65D2519/00323—Overall construction of the base surface made of more than one piece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2519/00—Pallets or like platforms, with or without side walls, for supporting loads to be lifted or lowered
- B65D2519/00004—Details relating to pallets
- B65D2519/00258—Overall construction
- B65D2519/00313—Overall construction of the base surface
- B65D2519/00328—Overall construction of the base surface shape of the contact surface of the base
- B65D2519/00333—Overall construction of the base surface shape of the contact surface of the base contact surface having a stringer-like shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2519/00—Pallets or like platforms, with or without side walls, for supporting loads to be lifted or lowered
- B65D2519/00004—Details relating to pallets
- B65D2519/00258—Overall construction
- B65D2519/00398—Overall construction reinforcements
- B65D2519/00432—Non-integral, e.g. inserts
- B65D2519/00442—Non-integral, e.g. inserts on the base surface
Definitions
- the present invention relates to the field of transport pallets used for the transportation of goods.
- Pallets are used to load goods to be transported, for example, with forklifts.
- Pallets made of cardboard material have the advantage that they can be supplied by the recipient of the goods the paper recycling cycle. But also for reasons of weight find such pallets more and more use, since they are lighter than pallets made of wood and therefore lower transport costs.
- a cardboard or corrugated cardboard existing pallet which has feet, which consist of several, parallel and spaced apart and together with the upper deck integrally formed runners.
- the skids In the folded arrangement, the skids have a triangular or square cross-section.
- EP 0 693 430 B1, EP 0544 659 B1 and EP 0 611 354 B1 show carton pallets comprising basic elements with a tightly packed corrugated cardboard core and a corrugated cardboard cover plate fixed to the base elements.
- a pallet which uses round roll cores of paper, carpet and similar material rolls as supporting elements, wherein the roll cores are arranged in two layers one above the other and perpendicular to one another.
- a pallet system which consists of a flat cover plate made of corrugated cardboard, which is provided with tubular runners.
- the runners are folded from a flat cardboard box.
- separate cuboid reinforcing elements are introduced into the runners, which consist for example of wound or honeycomb cardboard material.
- pallet feet are shown in the documents: US-A-6106451, FR-A-2152068, EP-A 0084906.
- the carton pallets of the prior art disclose various disadvantages in terms of their low strength or stability, their complex production and material consumption. Furthermore, the known carton pallets made of corrugated cardboard because of the capillary action of the cardboard material are susceptible to water and moisture. Cardboard pallets made of corrugated cardboard are also expensive because new corrugated cardboard starting material, usually in the form of sheets, must be used.
- a pallet base for a transport device comprising a wound cardboard tube having a quadrangular cross-section as the starting material, the pallet base having folded portion from the cardboard tube and the pallet base having load-bearing portions and at least one stiffening portion Area, wherein the stiffening region has at least one tubular member which is formed by an inwardly folded wall of the cardboard tube.
- Such a pallet base can be quickly and easily made from a square cardboard tube. Since the starting material is a pipe that is merely machined, no additional board elements need to be made and assembled.
- the tubular element stiffens the Palettenfuß and thus the entire range in the longitudinal direction. Furthermore, the tubular element provides a good impact protection for the fork of a forklift and allows the pallet to be lifted safely. The locally initiated lifting force of the fork is distributed by the tubular element over a larger area. This results in a structure that is stable on the one hand and very light on the other, and that withstands high loads.
- the tubular element is formed purely by folding the cardboard material present in the cardboard tube. This enables an absolutely waste-free production of the pallet feet.
- the tubular starting material is also particularly stable.
- the stiffening region comprises two tubular elements formed by inwardly folded originally opposite walls of the cardboard tube. If two tubular elements are provided, which are preferably arranged in parallel, the stability of the pallet base continues to increase.
- the walls of the load-bearing areas remain substantially in the original tube shape.
- the outer shape of the load-bearing areas that touch the ground remains essentially unchanged, since this is the inherently rigid quadrangular tubular shape.
- the pallet foot has three load-bearing areas and two stiffening areas, wherein the stiffening areas are arranged between the load-bearing areas. Due to the middle load-bearing area, the stiffening areas only need to extend over a short distance in a cantilevered manner. Loads acting on the center of the pallet foot are discharged directly into the ground via the middle load bearing area.
- the tubular element has a closed, substantially quadrangular, preferably square cross-section.
- a closed cross section is much more rigid than an open cross section.
- the flexural rigidity of the tubular member continues to increase.
- the tubular element has a closed cross section with at least one flat and at least one curved, in particular circular, curved side.
- the load-bearing areas form outwardly closed cavities. It is even more preferable if the entire pallet base forms at least one cavity closed to the outside.
- the entire Palettenfuß, or even the lower parts thereof, are immersed in an impregnating agent, preferably water glass, so that the Palettenfuß is water resistant.
- the closed shape also prevents the ingress of dirt or moisture into the pallet base.
- an additional reinforcing tube made of a wound cardboard tube is arranged parallel to the tubular element.
- the additional reinforcement tube serves to further stiffen the pallet base and thus the entire pallet.
- the use of such a reinforcing tube may be advantageous at high payloads.
- the reinforcing tube extends substantially over the entire length of the pallet base. This provides additional force balance between the load-bearing areas.
- only parts of the pallet base can be reinforced with a reinforcing tube.
- a further reinforcing tube made of a wound cardboard tube with an angular, preferably square cross section is arranged in the reinforcing tube.
- the further reinforcement tube serves to further strengthen the pallet base. From the combination of preferably round and square reinforcing tube a very good rigidity is achieved.
- the cardboard tube is endlessly wound from a cardboard or paper strip.
- narrow strips of paper are preferably used which are produced as blends in papermaking. This material is therefore available at very low cost.
- it can also be flat cardboard material ge desired strength, such as solid cardboard or corrugated cardboard, wrapped around a matching square mandrel to a pipe and glued. This is useful if suitable cardboard material, for example as a waste, is available at low cost, or if there is no endless tube winding machine.
- the load-bearing areas in the interior have at least one U-shaped reinforcing profile arranged vertically to reinforce the load bearing areas.
- a U-shaped reinforcing profile in the interior of the load-bearing area can be both a normal force pick up on the pallet base, as well as stiffen the pallet base in the direction of the transverse forces.
- the reinforcing profile is formed from an inwardly folded wall of the cardboard tube.
- the reinforcement profile is thus folded directly out of the cardboard tube without the need for additional components.
- the secondary and transition paths which are incurred as waste in the paper production, can be used without problems and thus supplied to a meaningful use. Wider sideways or transitional paths need only be cut to the required strip width, which is easy in the paper mill is possible. Since the side panels are otherwise almost unsalable, they are very inexpensive available, if not in vain, which significantly reduces the material costs for the above pallet feet.
- a carton pallet has pallet feet as defined above.
- the carton pallet has at least two first pallet feet arranged in a first direction and at least one second pallet foot disposed in a second direction perpendicular to the first direction.
- the transverse stability of the pallet is extremely increased, so that the load can be additionally increased.
- the additional second pallet foot can be used as needed or omitted so that an individually configurable pallet system is provided.
- the first and second pallet feet have a shape adapted to one another and are inserted into one another only crosswise.
- the cardboard pallet has at least two cover plates, wherein at least one cover plate protrudes cantilevered from the pallet base.
- the pallet base 10 shows a pallet base 10 according to the invention with three load-bearing areas 12 and two stiffening areas 14 arranged therebetween.
- the pallet feet 10 essentially consist of a one-piece cardboard tube 2 with a quadrangular, here in particular with a square cross-section.
- the pallet base 10 can also consist of only two load-bearing areas 12 and a stiffening area 14 arranged therebetween, if this is desired for smaller pallet sizes. Also, more than three load bearing portions 12 and corresponding stiffening portions 14 disposed therebetween may be provided.
- Each pallet base 10 is made from a square cross-section cardboard tube 2, which may be a specially wound cardboard tube, or a cardboard tube obtained as a waste product from paper or board production.
- a cardboard tube obtained as a waste product from paper or board production.
- recycled or waste paper from secondary webs or transitional webs of papermaking is preferably used, which can preferably be impregnated or coated with waterglass before winding in order to give the later pallet base 10 increased strength.
- Water glass is available as potassium water glass (potassium silicate K 2 SiO 3 ) or as sodium silicate (sodium silicate Na 2 SiO 3 ) and is a syrup-like solution of sodium silicate or potassium silicate in water. Water glass cures in the air and serves as an inorganic binder, which gives the cardboard tube 2 and the pallet base 10 increased strength and moisture resistance. Water glass is used as a component for gluing, hardening and moisture protection of pallet feet. Moisture protection can be increased even more if the pallet feet are immersed 20 - 30 mm from the bottom or completely in water glass. Due to the preferred closed form of the pallet base and the accuracy of the punching, no water glass can penetrate into the interior of the closed cavity of the pallet base.
- any suitable paper or cardboard adhesive may also be used to wind the cardboard tube 2.
- it can also be painted or impregnated with a suitable lacquer.
- the entire surface of a pallet 1 produced therefrom can be made arbitrarily colored or dirt and moisture repellent by only the top paper layer of the tube material is provided with corresponding colors or protective materials during winding , These are preferably solvent-free and environmentally friendly. Since only the uppermost paper layer of the cardboard tube 2 is treated, the cardboard tube 2 can dry without additional drying equipment, so that their energy can be saved.
- the square-section cardboard tube 2 can be made of a flat paperboard material 3 such as a solid paperboard or corrugated board by wrapping the flat paperboard material 3 around a quadrangular mandrel (not shown) one page 4 is glued overlapping.
- FIG. 2 the underside of the pallet base 10 is shown with the tubular elements 16.
- the tubular elements 16 stiffen the two stiffening regions 14 of the pallet base 10 by virtue of their preferably closed tubular shape. As a result, the rigidity or bending resistance of the pallet base 10 becomes substantial elevated.
- the pallets produced therewith can carry higher loads, since not only the load-bearing areas 12 but also the stiffening areas 14 can absorb loads.
- the tubular elements 16 are not limited to a round cross-sectional shape. Rather, they can have any cross-sectional shape, such as round, square, rectangular, hexagonal or octagonal.
- Fig. 28 shows tubular members 16 having a hexagonal cross section. Mixed forms with square and round partial cross sections are also possible, e.g. such a cross section as described with reference to FIG. 3.
- Fig. 3 shows a first embodiment of the tubular elements 16, namely those in which the outer walls of the tube are planar and the inwardly and downwardly directed walls 18 are slightly or more bent. 4, a second embodiment of the tubular elements 16 with straight inner walls 18 is shown.
- the tubular member 16 has a closed substantially square cross-section. This can also be clearly seen in FIG. 5, which shows a cross section through a stiffening region 14.
- pallet feet 10 are shown from cardboard tubes 2 having a substantially square cross-section.
- the edge length of this cross section is preferably 100 mm.
- rectangular cardboard tubes 2 whose cross section preferably has a width of 100 mm and a height of 138 mm. In such a rectangular cardboard tube 2 results in a free space for the fork of a stacker of 100 mm by suitable folding of the stiffening portions 14.
- the dimensions of the pallet base 10 are thus designed so that the standard dimensions of the most common pallets are met.
- FIGS. 6 and 7 show that in order to reinforce the pallet base 10, one or two reinforcing tubes 30 are introduced into the tubular region or regions 16 can be.
- the reinforcing tube 30 is similar to the square cardboard tube 2, a cardboard tube wound from paper strip, but with a normal circular cross-section. As can be seen in FIG. 7, it can also be subsequently inserted into the pallet base 10 and in particular into the tubular elements 16 after the manufacture of the pallet foot 10.
- a likewise wound square tube 32 made of cardboard material can additionally be introduced in parallel into the round reinforcing tube 30, as shown in FIG. 21.
- This square tube 32 preferably has a square cross-section and dimensions such that it can be inserted without play into the round reinforcing tube 30. This increases the flexural strength and buckling resistance of the reinforcing tube 30.
- pallets can be produced for particularly heavy loads.
- square tubes 32 are first inserted into the tubular elements 16 and then round reinforcing tubes 30 are introduced into these square tubes.
- the end flaps 22 are then folded and thus the pallet base 10 closed at the end.
- Fig. 7 only two end flaps 22 are shown for illustrative purposes. Since the end flaps 22 are also punched and folded from the cardboard tube 2, but is reality on each of the four sides of the cardboard tube 2, an end flap 22 so a total of four. Two of these end flaps (not shown in FIG. 7) may be used by appropriate punching and folding to support the underside of the reinforcing tubes 30 downwardly.
- the end flaps, not shown in Fig. 7 are cut in the longitudinal direction and folded suitable in the interior of the load-bearing area 12, as shown in Figs. 30A - 30F. As a result of this additional internal stiffening of the load-carrying regions 12, the reinforcing tubes 30 are also fixed, so that they remain in the desired position without being glued.
- the tubular elements 16 are formed according to the invention by folding from the wall 18 of the cardboard tube 2.
- the cardboard tube is cut to the required degree after winding and pressed by means of a tube processing machine (not shown) in the quadrangular shape and the desired cutting lines 26 and fold lines 28 introduced.
- Fig. 8 shows a side view of a cardboard tube 2 after the introduction of the cutting lines 26 (solid) and fold lines 28 (dashed).
- FIG. 10 A side view and a bottom view of a finished Palettenfuß 10 is shown in Figures 10 and 11.
- a distance 17 between the tubular portions 16 is shown, which may result depending on the folding of the tubular portions 16. But it can also be folded so that the tubular portions 16 abut each other directly, so that there is no distance 17.
- the cross-sectional dimensions of the tubular regions 16 are preferably selected such that the two tubular regions 16 of a pallet leg 10 have a square cross-section and abut each other, so that there is no distance 17, as in the example Figs. 21, 28, 29E and 30 are shown.
- the two tubular portions 16 can be locked together without additional bonding.
- reinforcing tubes 30 of increased diameter.
- FIG. 29A shows a top view of a stamped and embossed cardboard tube 2.
- the finished folded end flaps 70 then form U-shaped reinforcing profiles 70 which are vertically disposed in the load bearing areas 12 of the pallet leg 10 to reinforce it.
- Fig. 29B is a side view of this embodiment of the cardboard tube 2 is shown, wherein two punched at a cutting line 81 and provided with fold lines 82, 84, 85 side flaps 80 can be seen.
- the cutting line 81 and the folding lines 82, 84, 85 the side view from the left corresponds to the side view from the right.
- FIG. 29C shows a view of the cardboard tube 2 from below. It shows two bottom flaps 90, which serve for the end-side closing of the pallet base 10. Furthermore, FIG. 29C shows a special embodiment of four inner end flaps 100 which close the inner end faces of the load-bearing regions 12 of the pallet foot 10. Again, fold lines 102, 103, 104 are shown in phantom and cut lines 101 shown solid. An enlarged view of the folding of the inner end flaps 100 is shown in FIG. 31.
- FIG. 29D shows a side view of a pallet base 10 that has been folded from a cardboard tube according to FIGS. 29A-29C.
- Fig. 29E shows a corresponding bottom view, with the tubular members 16 abutting one another and not forming a space therebetween. Further, in Fig. 29D, three U-shaped cutouts 95 are shown, into which parts of cover plates can be inserted to form a carton pallet 1.
- FIGS. 30A-30F a folding sequence of the folding of the end flaps 70, 80, 90 is shown.
- the end flaps 70, 80, 90 respectively shown perpendicular to the cardboard tube 2 projecting, so aligned flat to the plane. In reality, this arrangement is of course not necessary.
- the given angles refer to the initial configuration shown and will differ in reality.
- a first step ( Figure 30A) the surfaces 74 of the upper end flap 70 are folded forwards at the fold lines 72 by 90 °, as indicated by the corresponding arrows.
- the upper end flap 70 then forms a U-shaped reinforcing profile 70 whose legs 74 protrude from the plane of the drawing (see Fig. 30B).
- the surfaces 86 of the side flaps 80 are folded at the fold line 82 by 180 °, for example, as indicated by the arrows.
- the side flaps 80 are shortened by the width of the surfaces 86 and their wall thicknesses doubled in the front region. The result is a configuration as shown in Fig. 30B.
- the surfaces 88 are folded at the fold line 83 by 90 °, for example, as indicated by the arrows. Depending on the dimensions actually selected, however, they can also be folded 90 ° in the opposite direction.
- the cutting lines 81 were introduced into the side flaps 80.
- the finished folded state see Fig. 30D
- the state shown in Fig. 30C results. If no reinforcing tubes 30 are used, this folding step is omitted.
- the side flaps 80 are folded on the fold lines 84 by 90 ° in front and on the fold lines 85 by 180 ° into the interior of the load-bearing area 12, as indicated by the arrows, so that the Configuration of Fig. 30D results.
- the side flaps 80 support the reinforcing tubes 30 downwardly, or when no reinforcing tubes 30 are used, the upper surface of the load-bearing portion 12 down from.
- Fig. 31 shows a preferred embodiment for folding the inner end flaps 100 of the load-bearing regions 12.
- the two surfaces 105 are folded up at the fold lines 102 by 90 ° out of the plane of the drawing, as indicated by the arrows. This results in a U-shaped reinforcing profile 106th
- the profile 106 is folded at the fold line 103 by 180 ° in the plane of the drawing until the surfaces 106 and 107 abut each other. Finally, the entire inner end flap 100 is folded in fold line 104 by 90 ° in the drawing plane, so that the inner end face of the load-bearing area is closed and the U-shaped profile 106 is perpendicular to the inside. It therefore also serves to reinforce and stiffen the load-bearing area 12.
- FIG. 1 a carton pallet 1 with three pallet feet 11 is shown in FIG.
- the pallet feet 11 in this example show a different embodiment of pallet feet from a cardboard tube. They have no tubular elements 16.
- the pallet feet 10 according to the invention or with the cover plate 50 are used instead of the Palettenfii touch 11 .
- Fig. 13 shows the carton pallet of Fig. 12 from the bottom.
- the cardboard pallet 1 no longer has a continuous cover plate to which the pallet feet 10, 11 are glued, as disclosed in the prior art, but has two smaller cover plates 50 which are laterally fixed in the pallet feet 10, 11.
- the top 19 of the pallet feet 10, 11 serves directly as a support for the goods to be transported.
- the cover plates 50 are secured to the sides of the pallet feet 10, 11 such that their top 64 are at the same height as the tops 19 of the pallet feet 10, 11, as shown in the side view of a carton pallet 1 in FIG. 14 and FIG Fig. 19 can be seen.
- the cover plates 50 consist in the illustrated embodiment of two first cardboard tube halves 54 and two second cardboard tube halves 56, which are arranged perpendicular to the first.
- the second cardboard tube halves 56 are inserted laterally into the punched-out portions 95 of the load-bearing regions 12 of the pallet base 11 and are fastened there suitably, for example by latching and / or gluing.
- the second cardboard tube halves 56 have an upwardly open U-shaped cross section and carry the first cardboard tube halves 54, which have a downwardly open U-shaped cross-section.
- the cardboard tube halves 54 and 56 are inserted into each other by means of slots in the side walls 62 and glued.
- FIG. 20 shows a detail view of the middle pallet base 11, analogous to FIG. 13, seen from below.
- two cover plates 50 are provided, each consisting of two first cardboard tube halves 54 and two short second cardboard tube halves 56, which are arranged perpendicular to one another.
- two second cardboard tube halves 56 meet in the middle palette foot 11.
- These two short second cardboard tube halves 56 can then be replaced by a common continuous long second cardboard tube half 56 which then, as shown in Fig. 20, through the load-bearing portion 12 of the middle Pallet foot 11 extends. This results in further stability advantages of the pallet 1.
- the stability of the cardboard pallet 1 can also be increased further by arranging further pallet feet 10, 11 perpendicular to the original pallet feet 10, 11 in addition to the previously described parallel pallet feet 10, 11.
- the pallet feet 10, 11 may then have corresponding mutual attachment options to the pallet feet 10, 11 together to engage.
- the ends of the pallet feet 10, 11 could be provided with recesses, so that they can simply be inserted crosswise into one another. It then results, for example, an H-shaped, square or rectangular structure of pallet feet 10, 11, which serves as a support for the first cardboard tube halves 54 and has an increased transverse stability.
- Figures 14 and 15 show an embodiment of a carton pallet 1 with three pallet feet 10, 11 and two cover plates 50, which are arranged between the Palettenfii to 10, 11. This arrangement is particularly suitable for half Euro pallets with preferred dimensions of 60cm x 80cm.
- An embodiment for lighter loads with only two pallet feet 10 and a cover plate 50 is shown in Figures 24 and 25.
- the cover plate 50 consists of five first cardboard tube halves 54 and two perpendicularly extending second cardboard tube halves 56.
- FIG. 25 shows the underside of such a cardboard pallet 1.
- a preferred embodiment of a cardboard pallet 1 is shown as a whole Euro pallet with the preferred dimensions of 80cm x 120cm. It consists of three pallet feet 10, each with three load-bearing areas 12 and two stiffening areas 14. Between the Palettenfii day 10 two cover plates 50 are attached, each consisting of two first cardboard tube halves 54 and three second cardboard tube halves 56. The second cardboard tube halves 56 may also pass integrally through the middle palette foot 10.
- FIGS. 22 and 23 Another embodiment of a cardboard pallet 1 is shown in FIGS. 22 and 23.
- the cover plate 51 is cantilevered from the pallet base 10.
- This embodiment is referred to as display pallet and is particularly suitable for product presentation.
- the cantilevered cover plate 51 consists of a first cardboard tube half 54 and two second cardboard tube halves 54, which are preferably formed integrally with the second cardboard tube halves 56 of the other cover plate 50.
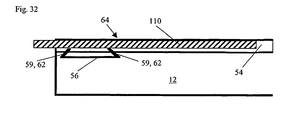
- Non-stop pallet In Fig. 32, a particular embodiment of the side walls 62 of the second Kartonrohhquen 56 for a so-called.
- Non-stop pallets are needed, for example, to continuously provide paper to a printing press.
- a fork 110 (not shown) of a non-stop device is laterally inserted between the pallet and a stack of paper (not shown) on the pallet.
- the fork 110 then carries the paper stack.
- the empty pallet can be removed down and a full range of the bottom of the fork 110 are approached.
- the fork 110 can be withdrawn laterally from the paper stack and the printing press is loaded with a new stack of paper.
- At least a portion 59 of the side wall 62 is slanted to at least locally reduce the overall height of the second paperboard tube half 56.
- the inclined part 59 encloses an angle of 45 ° with the base of the cardboard tube half 56. The result is a distance between the upper edge of the second cardboard tube half 56 and the top 64 of the cardboard pallet 1, which is sufficient that a fork 110 (shown schematically) a non-stop device under the load (especially paper for printing presses) can be inserted ,
Description
- Die vorliegende Erfindung bezieht sich auf das Gebiet der Transportpaletten, die zum Transport von Gütern dienen. Paletten werden eingesetzt, um zu transportierende Güter beispielsweise mit Gabelstaplern verladen zu können.
- Im Stand der Technik sind verschiedene Ansätze bekannt, Standardpaletten aus Holz durch Paletten aus Kartonmaterial zu ersetzen. Paletten aus Kartonmaterial haben den Vorteil, dass sie vom Empfänger der Ware dem Papierrecyclingkreislauf zugeführt werden können. Aber auch aus Gewichtsgründen finden solche Paletten mehr und mehr Verwendung, da sie leichter sind als Paletten aus Holz und insofern geringere Transportkosten verursachen.
- Aus der DE 201 03 902 U1 ist eine aus Karton oder Wellpappe bestehende Palette bekannt, welche Füße aufweist, die aus mehreren, parallel und mit Abstand zueinander verlaufenden und gemeinsam mit dem Oberdeck einstückig ausgebildeten Kufen bestehen. In der gefalteten Anordnung haben die Kufen einen dreieckigen oder viereckigen Querschnitt.
- Die EP 0 693 430 B1, die EP 0544 659 B1 und die EP 0 611 354 B1 zeigen Kartonpaletten, die Grundelemente mit einem dicht gepackten festen Kern aus Wellpappe aufweisen, sowie eine Deckplatte aus Wellpappe, die auf den Grundelementen befestigt wird.
- Aus der DE 195 23 492 A1 ist eine Palette bekannt, die runde Rollenkerne von Papier-, Teppich- und ähnlichen Materialrollen als Tragelemente verwendet, wobei die Rollenkerne zweilagig übereinander und senkrecht zueinander angeordnet sind.
- Schließlich ist aus der WO 95/25672 ein Paletten-System bekannt, welches aus einer flachen Deckplatte aus Wellpappe besteht, die mit röhrenförmigen Kufen versehen wird. Die Kufen sind aus einem flachen Karton gefaltet. Zur Verstärkung der Kufen, werden separate quaderförmige Verstärkungselemente in die Kufen eingebracht, die beispielsweise aus aufgewickeltem oder bienenwabenförmigem Kartonmaterial bestehen.
- Andere Beispiele von Palettenfüße zeigen die Dokumente: US-A-6106451, FR-A-2152068, EP-A 0084906.
- Die Kartonpaletten des Standes der Technik offenbaren verschiedene Nachteile bezüglich ihrer geringen Festigkeit oder Stabilität, ihrer aufwendigen Herstellung und Materialverbrauch. Weiterhin sind die bekannten Kartonpaletten aus Wellpappe wegen der Kapillarwirkung des Kartonmaterials anfällig für Wasser und Feuchtigkeit. Kartonpaletten aus Wellpappe sind zudem teuer, da neues Wellpappen-Ausgangsmaterial, meist in Form von Tafeln, verwendet werden muss.
- Es besteht daher der Bedarf für eine Palette, die leichter herzustellen ist, eine höhere Stabilität aufweist, weniger oder kostengünstigeres Material verwendet, gegen Feuchtigkeit und Wasser besser geschützt ist und die selbst leichter zu transportieren ist.
- Die oben genannten Probleme und Anforderungen werden gelöst durch einen Palettenfuß fiir eine Palette gemäß dem verfahren das Patentanspruchs 1.
- Im Speziellen werden die o.g. Probleme durch einen Palettenfuß für eine Transportpafette gemäβ dem Anspruch 2 gelöst, aufweisend ein gewickeltes Kartonrohr mit viereckigem Querschnitt als Ausgangsmaterial, wobei der Palettenfuß aus dem Kartonrohr gefaltete Bereich aufweist und der Palettenfuß lasttragende Bereiche und mindestens einen versteifenden Bereich aufweist, wobei der versteifende Bereich mindestens ein rohrförmiges Element aufweist, das durch eine nach innen gefaltete Wand des Kartonrohrs gebildet wird.
- Solch ein Palettenfuß lässt sich schnell und einfach aus einem eckigen Kartonrohr fertigen. Da es sich bei dem Ausgangsmaterial um ein Rohr handelt, das lediglich bearbeitet wird, müssen keine zusätzlichen Kartonelemente angefertigt und montiert werden. Das rohrförmige Element versteift den Palettenfuß und somit die gesamte Palette in Längsrichtung. Weiterhin ergibt sich durch das rohrförmige Element ein guter Stoßschutz für die Gabel eines Gabelstaplers und ermöglicht, dass die Palette sicher angehoben werden kann. Dabei wird die lokal eingeleitete Hebekraft der Gabel durch das rohrförmige Element auf einen größeren Bereich verteilt. So ergibt sich eine einerseits stabile und andererseits sehr leichte Struktur, die auch hohen Traglasten widersteht.
- Das rohrförmige Element wird rein durch Falten des im Kartonrohr vorhandenen Kartonmaterials gebildet. Dies ermöglicht eine absolut abfallfreie Produktion der Palettenfüße. Das rohrförmige Ausgangsmaterial ist zudem besonders stabil.
- In einer ersten bevorzugten Ausführungsform weist der versteifende Bereich zwei rohrförmige Elemente auf, die durch nach innen gefaltete ursprünglich gegenüberliegende Wände des Kartonrohrs gebildet werden. Werden zwei rohrförmige Elemente vorgesehen, die bevorzugt parallel angeordnet sind, erhöht sich die Stabilität des Palettenfußes weiterhin.
- Bevorzugt bleiben die Wände der lasttragenden Bereiche im Wesentlichen in der ursprünglichen Rohrform erhalten. Die Außenform der lasttragenden Bereiche, die den Boden berühren, bleibt im Wesentlichen unverändert, da es sich hierbei um die von sich aus steife viereckige Rohrform handelt. in einer weiteren bevorzugten Ausführungsform weist der Palettenfuß drei lasttragende Bereiche und zwei versteifende Bereiche auf, wobei die versteifenden Bereiche zwischen den lasttragenden Bereichen angeordnet sind. Durch den mittleren lasttragenden Bereich, brauchen die versteifenden Bereiche nur eine kurze Strecke freitragend überstrecken. Lasten, die auf die Mitte des Palettenfußes einwirken, werden direkt über den mittleren lasttragenden Bereich in den Boden abgeleitet.
- Bevorzugt weist das rohrförmige Element einen geschlossenen, im wesentlichen viereckigen, bevorzugt quadratischen Querschnitt auf. Ein geschlossener Querschnitt ist wesentlich biegesteifer als ein offener Querschnitt. Somit erhöht sich die Biegesteifigkeit des rohrförmigen Elements weiterhin.
- In einer anderen Ausführungsform weist das rohrförmige Element einen geschlossenen Querschnitt mit mindestens einer flachen und mindestens einer gekrümmten, insbesondere kreisförmig gekrümmten Seite auf.
- Bevorzugt bilden die lasttragenden Bereiche nach außen geschlossene Hohlräume. Noch bevorzugter ist es, wenn der gesamte Palettenfuß mindestens einen nach außen geschlossenen Hohlraum bildet. Damit kann der gesamte Palettenfuß, oder auch nur die unteren Teile davon, in ein Imprägniermittel, bevorzugt Wasserglas, getaucht werden, so dass der Palettenfuß wasserbeständiger wird. Die geschlossene Form verhindert zudem das Eindringen von Schmutz oder Feuchtigkeit in den Palettenfuß.
- Bevorzugt ist innerhalb mindestens eines rohrförmigen Elements ein zusätzliches Verstärkungsrohr aus einem gewickelten Kartonrohr parallel zu dem rohrförmigen Element angeordnet. Das zusätzliche Verstärkungsrohr dient der weiteren Versteifung des Palettenfußes und somit der gesamten Palette. Die Verwendung solch eines Verstärkungsrohrs kann bei hohen Traglasten vorteilhaft sein.
- Bevorzugt erstreckt sich das Verstärkungsrohr im Wesentlichen über die gesamte Länge des Palettenfußes. Damit wird ein zusätzlicher Kraftausgleich zwischen den lastaufnehmenden Bereichen bereitgestellt. Es können aber auch nur Teile des Palettenfußes mit einem Verstärkungsrohr verstärkt werden.
- In einer weiteren bevorzugten Ausführungsform ist in dem Verstärkungsrohr ein weiteres Verstärkungsrohr aus einem gewickelten Kartonrohr mit eckigem, bevorzugt quadratischem Querschnitt angeordnet. Das weitere Verstärkungsrohr dient der weiteren Verstärkung des Palettenfußes. Aus der Kombination von bevorzugt rundem und eckigem Verstärkungsrohr wird eine sehr gute Steifigkeit erzielt.
- In einer bevorzugten Ausführungsform wird das Kartonrohr endlos aus einem Karton- oder Papierstreifen gewickelt. Zur Herstellung des benötigten Kartonrohrs der ersten Alternative werden bevorzugt schmale Papierstreifen verwendet, die bei der Papierherstellung als Verschnitt anfallen. Dieses Material ist daher besonders kostengünstig erhältlich. Weiterhin ergeben sich durch das Wickeln eines Endlosrohres Produktionsvorteile genüber anderen Alternativen da das Rohr unmittelbar erhalten wird. Es kann aber auch flaches Kartonmaterial einer ge wünschten Stärke, beispielsweise massiver Karton oder Wellkarton, um einen passenden eckigen Dorn zu einem Rohr gewickelt und verklebt werden. Dies bietet sich an, wenn geeignetes Kartonmaterial, beispielsweise als Verschnitt, kostengünstig zur Verfügung steht, oder keine Endlosrohr-Wickelmaschine vorhanden ist.
- In einer weiteren bevorzugten Ausführungsform weisen die lasttragenden Bereiche in Innern mindestens ein U-förmiges Verstärkungsprofil auf, das senkrecht angeordnet ist, um die lasttragenden Bereiche zu verstärken. Solch ein U-förmiges Verstärkungsprofil im Innern des lasttragenden Bereiches kann sowohl eine Normalkraft auf den Palettenfuß aufnehmen, als auch den Palettenfuß in Richtung der Querkräfte versteifen.
- Bevorzugt wird das Verstärkungsprofil aus einer nach innen gefalteten Wand des Kartonrohrs gebildet. Das Verstärkungsprofil wird somit direkt aus dem Kartonrohr gefaltet, ohne dass zusätzliche Komponenten notwendig sind.
- Weiterhin haben Karton- und Papierfabriken festgelegte Arbeitsbreiten ihrer Maschinen, so dass bei der Produktion von bestimmten Papier- oder Kartonbreiten ständig Nebenbahnen, anfallen. Bei Gewichtsänderungen entstehen zudem Übergangsbahnen die ebenfalls als Abfall anfallen. Diese Neben- oder Übergangsbahnen werden üblicherweise wieder dem Altpapierkreislauf zugeführt. Dies ist mit hohen Kosten für die Papierfabrik verbunden, da die Rollen der Neben- und Übergangsbahnen zu kompakt sind, um sie direkt zu recyceln. Sie werden daher mit hohem Aufwand abgewickelt oder zersägt.
- Da zum Wickeln der erfindungsgemäßen Kartonrohre lediglich schmale Papier-oder Kartonstreifen von einer Breite von ca. 70mm - 140mm benötigt werden, können die Neben- und Übergangsbahnen, die bei der Papierproduktion als Abfall anfallen, problemlos verwendet werden und somit einer sinnvollen Nutzung zugeführt werden. Breitere Neben- oder Übergangsbahnen müssen lediglich auf die benötigte Streifenbreite geschnitten werden, was in der Papierfabrik problemlos möglich ist. Da die Nebenbahnen ansonsten nahezu unverkäuflich sind, sind sie sehr kostengünstig erhältlich, wenn nicht sogar umsonst, was die Materialkosten für die o.g. Palettenfüße erheblich senkt.
- In einer weiteren bevorzugten Ausführungsform weist eine Kartonpalette Palettenfüße auf, wie sie oben definiert wurden.
- Bevorzugt weist die Kartonpalette mindestens zwei erste Palettenfüße, die in einer ersten Richtung angeordnet sind, und mindestens einen zweiten Palettenfuß auf, der in einer zweiten Richtung senkrecht zur ersten Richtung angeordnet ist. Durch solch einen quer angeordneten zweiten Palettenfuß kann wird die Quer-Stabilität der Palette extrem erhöht, so dass die Traglast zusätzlich gesteigert werden kann. Weiterhin kann der zusätzliche zweite Palettenfuß je nach Bedarf eingesetzt oder weggelassen werden, so dass ein individuell konfigurierbares Palettensystem bereitgestellt wird. Bevorzugt weisen die ersten und zweiten Palettenfüße die eine aufeinander angepasste Form auf und werden lediglich kreuzweise ineinander gesteckt.
- In einer weiteren bevorzugten Ausführungsform weist die Kartonpalette mindestens zwei Deckplatten auf, wobei mindestens eine Deckplatte freitragend vom Palettenfuß absteht.
- Weitere bevorzugte Ausführungsformen ergeben sich aus den Unteransprüchen.
- Im Folgenden werden die Zeichnungen beschrieben, welche bevorzugte Ausführungsformen der vorliegenden Erfindung darstellen. Darin zeigt:
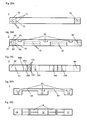
- Fig. 1
- einen erfindungsgemäßen Palettenfuß in einer dreidimensionalen Ansicht von oben;
- Fig. 2
- einen erfindungsgemäßen Palettenfuß in einer dreidimensionalen Ansicht von der Seite, wobei die erfindungsgemäßen rohrförmigen Elemente zu sehen sind;
- Fig. 3
- eine dreidimensionale Detailansicht eines Endes einer ersten Ausfiihrungsform eines erfindungsgemäßen Palettenfußes, wobei das rohrförmige Element eine gekrümmte Seite aufweist;
- Fig. 4
- eine dreidimensionale Detailansicht eines Endes einer zweiten Ausführungsform eines erfindungsgemäßen Palettenfußes, wobei das rohrförmige Element einen quadratischen Querschnitt aufweist;
- Fig. 5
- eine Querschnittsansicht durch einen erfindungsgemäßen Palettenfuß im Bereich der rohrförmigen Elemente;
- Fig. 6
- die Querschnittsansicht der Fig. 5 mit eingebrachten Verstärkungsrohren;
- Fig. 7
- eine dreidimensionale Ansicht auf eine Stirnseite eines Palettenfußes mit eingesetzten Verstärkungsrohren und geöffneten Entklappen;
- Fig. 8
- eine Seitenansicht auf ein geschnittenes und geprägtes Kartonrohr vor der Faltung;
- Fig. 9
- eine Ansicht von unten auf ein geschnittenes und geprägtes Kartonrohr vor der Faltung;
- Fig. 10
- eine Seitenansicht eines fertigen Palettenfußes;
- Fig. 11
- eine Ansicht von unten eines fertigen Palettenfußes;
Die nachfolgende Abbildungen 12 bis 20 dienen nur als Erläuterung der Erfindung. - Fig. 12
- eine dreidimensionale Ansicht einer Kartonpalette;
- Fig. 13
- eine dreidimensionale Ansicht einer Kartonpalette von unten;
- Fig. 14
- eine Seitenansicht einer Kartonpalette;
- Fig. 15
- eine Aufsicht von oben auf eine Kartonpalette;
- Fig. 16
- eine Seitenansicht auf ein Kartonrohr mit Schneidlinien und Prägelinien zur Fertigung zweier Kartonrohrhälften einer ersten Ausführungsform;
- Fig. 17
- eine Seitenansicht auf ein Kartonrohr mit Schneidlinien und Prägelinien zur Fertigung zweier Kartonrohrhälften einer zweiten Ausführungsform;
- Fig. 18
- eine Seitenansicht auf ein Kartonrohr mit Schneidlinien und Prägelinien zur Fertigung zweier Kartonrohrhälften einer dritten Ausführungsform;
- Fig. 19
- eine dreidimensionale Detailansicht der Verbindung zweier Kartonrohhälften;
- Fig. 20
- eine dreidimensionale Detailansicht von unten einer Verbindung zwischen Deckplatte und Palettenfuß;
- Fig. 21
- eine Querschnittsansicht durch einen erfindungsgemäßen Palettenfuß im Bereich der rohrförmigen Elemente, wobei in jedes rohrförmige Element ein rundes und ein eckiges Verstärkungsrohr eingeschoben wurde;
- Fig. 22
- eine Seitenansicht einer Palette in einer Ausfiihrungsform als sog. Displaypalette mit Palettenfüße gemäß der Erfindung,
- Fig. 23
- eine Ansicht von unten einer Displaypalette;
- Fig. 24
- eine Seitenansicht einer erfindungsgemäßen Palette in einer Ausführungsform als sog. halbe Europalette oder sog. halbe Non-stop-Palette, mit Palettenfüße gemäß der Erfindung ;
- Fig. 25
- eine Ansicht von unten einer halben Europalette oder halben Non-Stop-Palette;
- Fig. 26
- eine Ansicht von unten einer erfindungsgemäßen Palette in einer Ausführungsform als sog. Europalette oder Non-Stop-Palette;
- Fig. 27
- eine Querschnittsansicht durch ein Kartonrohr, das aus flachem Kartonmaterial gewickelt und verklebt wurde;
- Fig. 28
- eine dreidimensionale Querschnittsansicht durch einen erfindungsgemäßen Palettenfuß im Bereich der rohrförmigen Elemente;
- Fig. 29A
- eine Aufsicht von oben eines geschnittenen und geprägten Kartonrohres gemäß einer weiteren Ausführungsform vor der Faltung;
- Fig. 29B
- eine Seitenansicht eines geschnittenen und geprägten Kartonrohres vor der Faltung;
- Fig. 29C
- eine Ansicht von unten eines geschnittenen und geprägten Kartonrohres vor der Faltung;
- Fig. 29D
- eine Seitenansicht eines fertigen Palettenfußes;
- Fig. 29E
- eine Ansicht von unten eines fertigen Palettenfußes
- Fig. 30A - 30F
- Ansichten auf die Stirnseite eines Palettenfußes zur Verdeutlichung des Einfaltvorganges der vier geschnittenen und geprägten Endklappen;
- Fig. 31
- eine Detailansicht der Fig. 29C zur Verdeutlichung des Einfaltvorganges der inneren Endklappen; und
- Fig. 32
- eine teilweise Querschnittsansicht durch eine Non-Stop-Palette mit symbolisch dargestellter Gabel einer Non-Stop-Einrichtung.
- Im Folgenden werden unter Bezugnahme auf die Figuren bevorzugte Ausführungsformen der vorliegenden Erfindung im Detail beschrieben.
- Fig. 1 zeigt einen erfindungsgemäßen Palettenfuß 10 mit drei lasttragenden Bereichen 12 und zwei dazwischen angeordneten versteifenden Bereichen 14. Die Palettenfüße 10 bestehen im Wesentlichen aus einem einstückigen Kartonrohr 2 mit einem viereckigen, hier im Speziellen mit einem quadratischen Querschnitt. Der Palettenfuß 10 kann auch nur aus zwei lasttragenden Bereichen 12 und einem dazwischen angeordneten versteifenden Bereich 14 bestehen, wenn dies für kleinere Palettengrößen gewünscht ist. Auch können mehr als drei lasttragenden Bereiche 12 und entsprechende dazwischen angeordnete versteifende Bereiche 14 vorgesehen werden.
- Jeder Palettenfuß 10 wird aus einem Kartonrohr 2 mit viereckigem Querschnitt hergestellt, welches ein speziell gewickeltes Kartonrohr sein kann oder ein Kartonrohr, das als Abfallprodukt bei der Papier- oder Kartonherstellung anfällt. Bevorzugt wird zum Wickeln des Kartonrohrs Recycling- oder Abfallpapier aus Nebenbahnen oder von Übergangsbahnen der Papierherstellung verwendet, das bevorzugt vor dem Wickeln mit Wasserglas getränkt oder beschichtet werden kann, um dem späteren Palettenfuß 10 eine erhöhte Festigkeit zu verleihen.
- Wasserglas ist als Kaliwasserglas (Kaliumsilikat K2SiO3) oder als Natronwasserglas (Natriumsilikat Na2SiO3) erhältlich und ist eine sirupähnliche Lösung von Natriumsilikat oder Kaliumsilikat in Wasser. Wasserglas härtet an der Luft aus und dient als anorganisches Bindemittel, das dem Kartonrohr 2 und dem Palettenfuß 10 eine erhöhte Festigkeit und Feuchtigkeitsbeständigkeit verleiht. Wasserglas wird als Komponente zur Klebung, Härtung und Feuchtigkeitsschutz der Palettenfüße verwendet. Der Feuchtigkeitsschutz kann noch erhöht werden, wenn die Palettenfüße 20 - 30 mm von ihrer Unterseite oder komplett in Wasserglas getaucht werden. Aufgrund der bevorzugt geschlossenen Form des Palettenfußes und der Genauigkeit der Stanzung kann dabei kein Wasserglas in das Innere des geschlossenen Hohlraums des Palettenfußes eindringen.
- Statt des Wasserglases kann zum Wickeln des Kartonrohrs 2 selbstverständlich auch jeder geeignete Papier- oder Kartonklebstoff verwendet werden. Zum Schutz des Palettenfußes 10 vor Feuchtigkeit kann dieser auch mit einem geeigneten Lack lackiert oder imprägniert werden.
- Aufgrund der Herstellung der Palettenfüße 10 und der Deckplatten 50 aus gewikkelten Papier oder Karton kann die gesamte Oberfläche einer daraus hergestellten Palette 1 beliebig farbig oder schmutz- und feuchtigkeitsabweisend gestaltet werden, indem beim Wickeln lediglich die oberste Papierlage des Rohrmaterials mit entsprechenden Farben oder Schutzmaterialien versehen wird. Diese sind bevorzugt lösungsmittelfrei und umweltfreundlich. Da lediglich die oberste Papierlage des Kartonrohrs 2 behandelt wird, kann das Kartonrohr 2 ohne zusätzliche Trocknungsanlagen trocknen, so dass deren Energie eingespart werden kann.
- Das Kartonrohr 2 mit viereckigem Querschnitt kann auch, wie in Fig. 27 im Querschnitt dargestellt, aus einem flachen Kartonmaterial 3, beispielsweise einer massiven Kartonplatte oder Wellkartonplatte hergestellt werden, indem das flache Kartonmaterial 3 um einen viereckigen Dorn (nicht dargestellt) gewickelt wird und an einer Seite 4 überlappend verklebt wird.
- In Fig. 2 ist die Unterseite des Palettenfußes 10 mit den rohrförmigen Elementen 16 dargestellt. Die rohrförmigen Elemente 16 versteifen durch ihre bevorzugt geschlossene Rohrform die beiden versteifenden Bereiche 14 des Palettenfußes 10. Dadurch wird die Steifigkeit bzw. der Biegewiderstand des Palettenfußes 10 wesentlich erhöht. Die damit hergestellten Paletten können höhere Lasten tragen, da nicht nur die lasttragenden Bereiche 12 sondern auch die versteifenden Bereiche 14 Lasten aufnehmen können.
- Die rohrförmigen Elemente 16 sind nicht auf eine runde Querschnittsform begrenzt. Vielmehr können sie jede beliebige Querschnittform, wie beispielsweise rund, quadratisch, rechteckig, sechs- oder achteckig aufweisen. Fig. 28 zeigt beispielsweise rohrförmige Elemente 16 mit einem sechseckigen Querschnitt. Es sind auch Mischformen mit eckigen und runden Teilquerschnitten möglich, z.B. solch ein Querschnitt, wie er mit Bezug auf Fig. 3 beschrieben ist.
- Die Fig. 3 zeigt eine erste Ausführungsform der rohrförmigen Elemente 16, nämlich solche, bei denen die äußeren Wände des Rohres eben sind und die nach innen und unten gerichteten Wände 18 leicht oder stärker gebogen sind. In Fig. 4 ist eine zweite Ausführungsform der rohrförmigen Elemente 16 mit geraden inneren Wänden 18 dargestellt. In der dargestellten Ausführungsform weist das rohrförmige Element 16 einen geschlossenen im wesentlichen quadratischen Querschnitt auf. Dies ist auch gut in Fig. 5 zu erkennen, die einen Querschnitt durch einen versteifenden Bereich 14 zeigt.
- In den Fig. 5 und 6 sind Palettenfüße 10 aus Kartonrohren 2 mit im Wesentlichen quadratischem Querschnitt dargestellt. Die Kantenlänge dieses Querschnittes beträgt bevorzugt 100 mm. Es können aber auch rechteckige Kartonrohre 2 verwendet werden, deren Querschnitt bevorzugt eine Breite von 100 mm und eine Höhe von 138 mm aufweist. Bei solch einem rechteckigen Kartonrohr 2 ergibt sich durch geeignetes Falten der versteifenden Bereiche 14 ein Freiraum für die Gabel eines Staplers von 100 mm. Die Maße des Palettenfußes 10 sind damit so ausgelegt, dass die Normmaße der gebräuchlichsten Paletten eingehalten werden.
- Die Figuren 6 und 7 zeigen, dass zur Verstärkung des Palettenfußes 10 ein oder zwei Verstärkungsrohre 30 in den oder die rohrförmigen Bereiche 16 eingebracht werden können. Das Verstärkungsrohr 30 ist ähnlich wie das eckige Kartonrohr 2 ein aus Papierstreifen gewickeltes Kartonrohr, allerdings mit normalem kreisförmigem Querschnitt. Wie in Fig. 7 zu sehen, kann es auch nach der Herstellung des Palettenfußes 10 nachträglich in den Palettenfuß 10 und insbesondere in die rohrförmigen Elemente 16 eingeschoben werden.
- Zur weiteren Verstärkung des Palettenfußes 10 kann in das runde Verstärkungsrohr 30 zusätzlich ein ebenfalls gewickeltes Vierkantrohr 32 aus Kartonmaterial parallel eingebracht werden, wie es in Fig. 21 dargestellt ist. Dieses Vierkantrohr 32 weist bevorzugt einen quadratischen Querschnitt und solche Abmessungen auf, dass es spielfrei in das runde Verstärkungsrohr 30 eingeschoben werden kann. Dadurch erhöht sich die Biegefestigkeit und Knicksteifigkeit des Verstärkungsrohrs 30. Mittels solch eines zusätzlich verstärkten Palettenfußes 10 lassen sich Paletten für besonders schwere Lasten herstellen. Es sind auch Ausführungsformmen möglich, bei der in die rohrförmigen Elemente 16 zuerst Vierkantrohre 32 eingeschoben werden und dann in diese Vierkantrohre runde Verstärkungsrohre 30 eingebracht werden.
- Nach dem Einschieben des Verstärkungsrohres 30 mit oder ohne Vierkantrohr 32 werden dann die Endklappen 22 zugefaltet und damit der Palettenfuß 10 endseitig geschlossen. In Fig. 7 sind aus Darstellungsgründen lediglich zwei Endklappen 22 dargestellt. Da die Endklappen 22 ebenfalls aus dem Kartonrohr 2 gestanzt und gefaltet werden, befindet sich aber Wirklichkeit an jeder der vier Seiten des Kartonrohrs 2 eine Endklappe 22 also insgesamt vier. Zwei dieser Endklappen (in Fig. 7 nicht dargestellt) können durch geeignetes Stanzen und Falten dazu verwendet werden, die Unterseite der Verstärkungsrohre 30 nach unten abzustützen. Dazu werden die in Fig. 7 nicht dargestellten Endklappen in Längsrichtung geschnitten und geeignet in das Innere des lasttragenden Bereiches 12 gefaltet, wie dies in den Fig. 30A - 30F dargestellt ist. Durch diese zusätzliche innere Versteifung der lasttragenden Bereiche 12 werden auch die Verstärkungsrohre 30 fixiert, so dass sie ohne Verklebung in der gewünschten Position bleiben.
- Die rohrförmigen Elemente 16 werden erfindungsgemäß durch Falten aus der Wand 18 des Kartonrohrs 2 gebildet. Zu diesem Zweck wird das Kartonrohr nach dem Wickeln auf das benötigte Maß abgelängt und mittels einer Rohr-Bearbeitungsmaschine (nicht dargestellt) in die viereckige Form gepresst und die gewünschten Schnittlinien 26 und Faltlinien 28 eingebracht. Fig. 8 zeigt eine Seitenansicht eines Kartonrohres 2 nach dem Einbringen der Schnittlinien 26 (durchgezogen) und Faltlinien 28 (gestrichelt). Durch das Einbringen der Schnitt- und Faltlinien 26, 28 werden die inneren Wände 18 für die rohrförmigen Bereiche 16 sowie die Endklappen 22 und die Abschlussklappen 24 definiert.
- Beim Falten werden zunächst die inneren Wände 18 für die rohrförmigen Bereiche 16 nach innen gefaltet und dann die Abschlussklappen 24 sowie die Endklappen 22.
- Eine Seitenansicht und eine Ansicht von unten auf einen fertigen Palettenfuß 10 ist in den Figuren 10 und 11 dargestellt. In Fig. 11 ist ein Abstand 17 zwischen den rohrförmigen Bereichen 16 gezeigt, der sich je nach Faltung der rohrförmigen Bereiche 16 ergeben kann. Es kann aber auch so gefaltet werden, dass die rohrförmigen Bereiche 16 direkt aneinander stoßen, so dass sich kein Abstand 17 ergibt.
- Bei den oben beschrieben Kartonrohren 2 mit rechteckigem Querschnitt werden die Querschnittsabmessungen der rohrförmigen Bereiche 16 bevorzugt so gewählt, dass die beiden rohrförmigen Bereiche 16 eines Palettenfußes 10 einen quadratischen Querschnitt aufweisen und aneinander stoßen, so dass sich kein Abstand 17 ergibt, wie dies beispielsweise in den Fig. 21, 28, 29E und 30 dargestellt ist. In diesem Fall können die beiden rohrförmigen Bereiche 16 miteinander ohne zusätzliche Verklebung arretiert werden. Zusätzlich ist es in diesem Fall möglich Verstärkungsrohre 30 mit vergrößertem Durchmesser zu verwenden.
- Eine besondere Art der Faltung der Endklappen ist in den Fig. 29A - 29 E und 30A - 30 F dargestellt. Fig. 29A zeigt eine Ansicht von oben eines gestanzten und geprägten Kartonrohrs 2. Es sind zwei obere Endklappen 70 dargestellt, die an durchgezogen dargestellten Schnittlinien 71 gestanzt und an gestrichelt dargestellten Faltlinien 72 und 73 gefaltet werden. Die fertig gefalteten Endklappen 70 bilden dann U-förmige Verstärkungsprofile 70, die in den lasttragenden Bereichen 12 des Palettenfußes 10 senkrecht angeordnet sind, um ihn zu verstärken.
- In Fig. 29B ist eine Seitenansicht dieser Ausführungsform des Kartonrohrs 2 dargestellt, wobei zwei an einer Schnittlinie 81 gestanzte und mit Faltlinien 82, 84, 85 versehene Seitenklappen 80 zu sehen sind. Im Hinblick auf die Schnittlinie 81 und die Faltlinien 82, 84, 85 entspricht die Seitenansicht von links der Seitenansicht von rechts.
- Fig. 29C zeigt eine Ansicht des Kartonrohrs 2 von unten. Sie zeigt zwei Bodenklappen 90, die zum endseitigen Verschließen des Palettenfußes 10 dienen. Weiterhin zeigt Fig. 29C eine spezielle Ausgestaltung von vier inneren Endklappen 100, die die innenliegenden Stirnseiten der lasttragenden Bereiche 12 des Palettenfußes 10 verschließen. Auch hier sind Faltlinien 102, 103, 104 gestrichelt und Schnittlinien 101 durchgezogen dargestellt. Eine vergrößerte Darstellung der Faltung der inneren Endklappen 100 ist in Fig. 31 dargestellt.
- In der Fig. 29D ist eine Seitenansicht eines Palettenfußes 10 dargestellt, der aus einem Kartonrohr gemäß den Figuren 29A - 29C gefaltet wurde. Fig. 29E zeigt eine entsprechende Ansicht von unten, wobei die rohrförmigen Elemente 16 aneinander anliegen und keinen Zwischenraum zwischen sich bilden. Weiterhin sind in Fig. 29D drei U-förmige Ausstanzungen 95 gezeigt, in die Teile von Deckplatten eingeschoben werden können, um eine Kartonpalette 1 zu bilden.
- In den Figuren 30A - 30F ist eine Faltsequenz der Faltung der Endklappen 70, 80, 90 dargestellt. Zur besseren Darstellung wurden die Endklappen 70, 80, 90 jeweils senkrecht zum Kartonrohr 2 abstehend dargestellt, also zur Zeichenebene flach ausgerichtet. In der Realität ist diese Anordnung natürlich nicht notwendig. Die angegebenen Winkelangaben beziehen sich auf die dargestellte Ausgangskonfiguration und werden in der Realität davon abweichen.
- In einem ersten Schritt (Fig. 30A) werden die Flächen 74 der oberen Endklappe 70 an den Faltlinien 72 um 90° nach vorne gefaltet, wie durch die entsprechenden Pfeile angedeutet. Die obere Endklappe 70 bildet dann ein U-förmiges Verstärkungsprofil 70, dessen Schenkel 74 aus der Zeichenebene hervorstehen (sh. Fig. 30B).
- Weiterhin werden, wie in Fig. 30A gezeigt, die Flächen 86 der Seitenklappen 80 an der Faltlinie 82 um 180° gefaltet, beispielsweise wie durch die Pfeile angedeutet. Somit werden die Seitenklappen 80 um die Breite der Flächen 86 verkürzt und ihre Wandstärken im vorderen Bereich verdoppelt. Es ergibt sich eine Konfiguration, wie sie in Fig. 30B dargestellt ist.
- Im nächsten Schritt (sh. Fig. 30B) werden die Flächen 88 an der Faltlinie 83 um 90° gefaltet, beispielsweise, wie durch die Pfeile angedeutet. Je nach den tatsächlich gewählten Abmessungen können Sie aber auch um 90° in die entgegengesetzte Richtung gefaltet werden. Dazu wurden die Schnittlinien 81 in die Seitenklappen 80 eingebracht. Im fertig gefalteten Zustand (sh. Fig. 30D) stützen dann die Flächen 88 eventuell vorhandene Verstärkungsrohre 30 von unten ab. Nach diesem Faltschritt ergibt sich der in Fig. 30C dargestellte Zustand. Werden keine Verstärkungsrohre 30 verwendet, entfällt dieser Faltschritt.
- In einem weiteren Schritt (Fig. 30 C) werden die Seitenklappen 80 an den Faltlinien 84 um 90° nach vorne und an den Faltlinien 85 um 180° in das Innere des lasttragenden Bereiches 12 hineingefaltet, wie durch die Pfeile angedeutet, so dass sich die Konfiguration aus Fig. 30D ergibt. In diesem Zustand stützen die Seitenklappen 80 die Verstärkungsrohre 30 nach unten ab, oder wenn keine Verstärkungsrohre 30 verwendet werden, die obere Fläche des lasttragenden Bereiches 12 nach unten ab.
- Im nächsten Schritt, wie er in Fig. 30D dargestellt ist, wird das U-förmige Verstärkungsprofil 70 an der Faltlinie 73 um 180° in das Innere des lasttragenden Bereiches 12 hineingefaltet, so dass die obere Fläche des lasttragenden Bereiches 12 durch die senkrecht verlaufenden Wände des Verstärkungsprofils 70 nach unten abgestützt wird. Es ergibt sich die Konfiguration aus Fig. 30E.
- Zuletzt wird die untere Endklappe 90 an der Faltlinie 91 um 180° nach oben gefaltet, so dass die Enden des Palettenfußes 10 durch die Endklappen 90 abgedeckt und verschlossen werden. Der Endzustand ist in Fig. 30F dargestellt.
- Fig. 31 zeigt eine bevorzugte Ausführungsform zur Faltung der inneren Endklappen 100 der lasttragenden Bereiche 12. Zuerst werden die zwei Flächen 105 an den Faltlinien 102 um 90° aus der Zeichenebene heraus nach oben gefaltet, wie durch die Pfeile angedeutet. Es ergibt sich ein U-förmiges Verstärkungsprofil 106.
- Dann wird das Profil 106 an der Faltlinie 103 um 180° in die Zeichenebene hineingefaltet, bis die die Flächen 106 und 107 aneinander anliegen. Schließlich wird die gesamte innere Endklappe 100 an der Faltlinie 104 um 90° in die Zeichenebene hineingefaltet, so dass die innere Stirnseite des lasttragenden Bereiches verschlossen wird und sich das U-förmige Profil 106 senkrecht im Inneren befindet. Es dient daher ebenfalls zur Verstärkung und zur Versteifung des lasttragenden Bereiches 12.
- Als Erlaüternung der Erfindung ist in Fig. 12 eine Kartonpalette 1 mit drei Palettenfüßen 11 dargestellt. Die Palettenfüße 11zeigen in diesem Beispiel eine unterschiedliche Ausführungsform von Palettenfüßen aus einem Kartonrohr. Sie weisen keine rohrförmigen Elemente 16 auf. Jedoch könnten statt den dargestellten Palettenfiißen 11 auch die erfindungsgemäßen Palettenfüße 10 oder mit der Deckplatte 50 verwendet werden.
- Die Fig. 13 zeigt die Kartonpalette der Fig. 12 von der Unterseite. Die Kartonpalette 1 weist nicht mehr eine durchgehende Deckplatte auf, an die die Palettenfüße 10, 11 angeklebt werden, wie dies der Stand der Technik offenbart, sondern sie hat zwei kleinere Deckplatten 50, die seitlich in den Palettenfüßen 10, 11 befestigt werden. Somit dient die Oberseite 19 der Palettenfüße 10, 11 direkt als Auflage für die zu transportierenden Waren.
- Die Deckplatten 50 sind so an den Seiten der Palettenfüße 10, 11 befestigt, dass ihre Oberseite 64 auf der gleichen Höhe mit den Oberseiten 19 der Palettenfüßen 10, 11 angeordnet sind, wie dies auch in der Seitenansicht einer Kartonpalette 1 in Fig. 14 und in Fig. 19 zu sehen ist.
- Die Deckplatten 50 bestehen im dargestellten Ausführungsbeispiel aus zwei ersten Kartonrohrhälften 54 und zwei zweiten Kartonrohrhälften 56, die senkrecht zu den ersten angeordnet sind. Die zweiten Kartonrohrhälften 56 sind seitlich in die Ausstanzungen 95 der lasttragenden Bereiche 12 des Palettenfußes 11 eingesteckt und dort geeignet befestigt, beispielsweise durch verrasten und/oder verkleben. Die zweiten Kartonrohrhälften 56 weisen einen nach oben offenen U-förmigen Querschnitt auf und tragen die ersten Kartonrohrhälften 54, die einen nach unten offenen U-förmigen Querschnitt aufweisen. Dazu werden die Kartonrohrhälften 54 und 56 mittels Schlitzen in den Seitenwänden 62 ineinander gesteckt und verklebt.
- In der Fig. 20 ist eine Detailansicht des mittleren Palettenfußes 11 analog zu Fig. 13 von unten gesehen dargestellt. Wie schon in Bezug auf die Fig. 12 und 13 ausgeführt, sind bei einer Palette 1 mit drei Palettenfüßen 11 zwei Deckplatten 50 vorgesehen, die aus je zwei ersten Kartonrohrhälften 54 und aus zwei kurzen zweiten Kartonrohrhälften 56, bestehen die senkrecht zueinander angeordnet sind. Somit treffen sich jeweils zwei zweite Kartonrohrhälften 56 in dem mittleren Palettenfuß 11. Diese zwei kurzen zweiten Kartonrohhälften 56 können dann durch eine gemeinsame durchgängige lange zweite Kartonrohrhälfte 56 ersetzt werden die sich dann, wie in Fig. 20 dargestellt, durch den lasttragenden Bereich 12 des mittleren Palettenfußes 11 erstreckt. Damit ergeben sich weitere Stabilitätsvorteile der Palette 1.
- Die Stabilität der Kartonpalette 1 lässt sich auch dadurch weiter steigern, dass zusätzlich zu den bisher beschriebenen parallel angeordneten Palettenfüßen 10, 11 weitere Palettenfüße 10, 11 senkrecht zu den ursprünglichen Palettenfüße 10, 11 angeordnet werden. Die Palettenfüße 10, 11 können dann entsprechende gegenseitige Befestigungsmöglichkeiten aufweisen, um die Palettenfüße 10, 11 miteinander in Eingriff zu bringen. Beispielsweise könnten die Enden der Palettenfüße 10, 11 derart mit Aussparungen versehen sein, so dass sie sich einfach kreuzweise ineinander stecken lassen. Es ergibt sich dann beispielsweise eine H-förmige, quadratische oder rechteckige Struktur aus Palettenfüßen 10, 11, die als Auflage für die ersten Kartonrohrhälften 54 dient und die eine erhöhte Querstabilität aufweist.
- Die Figuren 14 und 15 zeigen eine Ausführungsform einer Kartonpalette 1 mit drei Palettenfüßen 10, 11 und zwei Deckplatten 50, die zwischen den Palettenfiißen 10, 11 angeordnet sind. Diese Anordnung eignet sich besonders für halbe Europaletten mit bevorzugten Abmessungen von 60cm x 80cm. Eine Ausführung für leichtere Traglasten mit nur zwei Palettenfüßen 10 und einer Deckplatte 50 ist in den Figuren 24 und 25 dargestellt. In diesem Fall besteht die Deckplatte 50 aus fünf ersten Kartonrohrhälften 54 und zwei senkrecht dazu verlaufenden zweiten Kartonrohrhälften 56. Fig. 25 zeigt die Unterseite solch einer Kartonpalette 1.
- In Fig. 26 ist eine bevorzugte Ausführungsform einer Kartonpalette 1 als ganze Europalette mit den bevorzugten Abmaßen von 80cm x 120cm dargestellt. Sie besteht aus drei Palettenfüßen 10 mit jeweils drei lasttragenden Bereichen 12 und zwei versteifenden Bereichen 14. Zwischen den Palettenfiißen 10 sind zwei Deckplatten 50 befestigt, die aus jeweils zwei ersten Kartonrohrhälften 54 und jeweils drei zweiten Kartonrohrhälften 56 bestehen. Die zweiten Kartonrohrhälften 56 können auch einstückig durch den mittleren Palettenfuß 10 hindurchgehen.
- Eine weitere Ausführungsform einer Kartonpalette 1 ist in den Figuren 22 und 23 dargestellt. In dieser Ausführungsform, die hier in halber Europalettengröße (60cm x 80cm) beispielhaft dargestellt ist, steht die Deckplatte 51 freitragend von dem Palettenfuß 10 ab. Diese Ausführungsform wird als Displaypalette bezeichnet und eignet sich besonders zur Warenpräsentation. In dieser Ausführungsform besteht die freitragende Deckplatte 51 aus einer ersten Kartonrohrhälfte 54 und zwei zweiten Kartonrohrhälften 54, die bevorzugt einstückig mit den zweiten Kartonrohrhälften 56 der anderen Deckplatte 50 ausgebildet sind.
- In Fig. 32 ist eine besondere Ausgestaltung der Seitenwände 62 der zweiten Kartonrohhälften 56 für eine sog. Non-Stop-Palette dargestellt. Non-Stop-Paletten werden benötigt, um beispielsweise einer Druckmaschine fortlaufend Papier bereitzustellen. Dabei wird eine Gabel 110 einer Non-Stop-Einrichtung (nicht dargestellt) seitlich zwischen Palette und einen Papierstapel (nicht dargestellt) auf der Palette eingeschoben. Die Gabel 110 trägt dann den Papierstapel. Dann kann die leere Palette nach unten entfernt werden und eine volle Palette von unten an die Gabel 110 herangefahren werden. Schließlich kann die Gabel 110 wieder seitlich aus dem Papierstapel herausgezogen werden und die Druckmaschine ist mit einem neuen Papierstapel beschickt.
- In der Ausführungsform für eine Non-Stop-Kartonpalette 1 wird mindestens ein Teil 59 der Seitenwand 62 schräg angeordnet, um zumindest lokal die Gesamthöhe der zweiten Kartonrohrhälfte 56 zu verkleinern. Bevorzugt schließt der schräge Teil 59 mit der Basis der Kartonrohrhälfte 56 einen Winkel von 45° ein. Es ergibt sich ein Abstand zwischen der Oberkante der zweiten Kartonrohrhälfte 56 und der Oberseite 64 der Kartonpalette 1, der ausreichend ist, dass eine Gabel 110 (schematisch dargestellt) einer Non-Stop-Einrichtung unter das Ladegut (insbesondere Papier für Druckmaschinen) eingeschoben werden kann.
Claims (16)
- Verfahren zum Herstellen eines Palettenfußes (10) für eine Transportpalette (1), mit folgenden Schritten:a. Endloses, spiralförmiges Wickeln von Karton- oder Papierstreifen um einen Dorn unter Herstellung eines gewickelten, im Querschnitt viereckigen Kartonrohres (2),b. Ablängen eines Kartonrohrabschnittes und Einbringen von Schneidlinien (26) und Faltlinien (28),c. Falten von Wandbereichen (18) des Kartonrohrabschnittes nach innen unter Ausbildung des Palettenfußes (10) mit lasttragenden Bereichen (12) und mindestens einem versteifenden Bereich (14), der mindestens ein rohrförmiges Element (16) umfasst.
- Palettenfuß (10) hergestellt nach dem verfahren gemäß Anspruch 1 für eine Transportpalette (1), aufweisend:a. ein gewickeltes Kartonrohr (2) mit viereckigem Querschnitt als Ausgangsmaterial, wobei der Palettenfuß (10) aus dem Kartonrohr (2) gefaltete Bereiche aufweist;b. der Palettenfuß (10) lasttragende Bereiche (12) und mindestens einen versteifenden Bereich (14) aufweist; wobeic. der versteifende Bereich (14) mindestens ein rohrförmiges Element (16) aufweist, das durch eine nach innen gefaltete Wand (18) des Kartonrohrs (2) gebildet wird.
- Palettenfuß gemäß Anspruch 2, wobei der versteifende Bereich (14) zwei rohrförmige Elemente (16) aufweist, die durch nach innen gefaltete, ursprünglich gegenüberliegende Wände (18) des Kartonrohrs (2) gebildet werden.
- Palettenfuß gemäß einem der Ansprüche 2 oder 3, wobei die Wände der lasttragenden Bereiche (12) im Wesentlichen in der ursprünglichen Rohrform erhalten bleiben.
- Palettenfuß gemäß einem der Ansprüche 2-4, aufweisend drei lasttragende Bereiche (12) und zwei versteifende Bereiche (14), wobei die versteifenden Bereiche (14) zwischen den lasttragenden Bereichen (12) angeordnet sind.
- Palettenfuß gemäß einem der Ansprüche 2 - 5, wobei das rohrförmige Element (16) einen geschlossenen, im wesentlichen viereckigen, bevorzugt quadratischen Querschnitt aufweist.
- Palettenfuß gemäß einem der Ansprüche 2 - 5, wobei das rohrförmige Element (16) einen geschlossenen Querschnitt mit mindestens einer flachen und mindestens einer gekrümmten, bevorzugt kreisförmig gekrümmten Seite (20) aufweist.
- Palettenfuß gemäß einem der Ansprüche 2 - 7, wobei die lasttragenden Bereiche (12) nach außen geschlossene Hohlräume bilden.
- Palettenfuß gemäß einem der Ansprüche 2 - 8, wobei der gesamte Palettenfuß (10) mindestens einen nach außen geschlossenen Hohlraum bildet.
- Palettenfuß gemäß einem der Ansprüche 2 - 9, wobei innerhalb mindestens eines rohrförmigen Elements (16) ein zusätzliches Verstärkungsrohr (30) aus einem gewickelten Kartonrohr parallel zu dem rohrförmigen Element (16) angeordnet ist.
- Palettenfuß gemäß Anspruch 10, wobei sich das Verstärkungsrohr (30) im Wesentlichen über die gesamte Länge des Palettenfußes (10) erstreckt.
- Palettenfuß gemäß Anspruch 10 oder 11, wobei in dem Verstärkungsrohr (30) ein weiteres Verstärkungsrohr (32) aus einem gewickelten Kartonrohr mit ekkigem, bevorzugt quadratischem Querschnitt angeordnet ist.
- Palettenfuß gemäß einem der Ansprüche 2 -12 wobei das Kartonrohr (2) endlos aus einem Karton- oder Papierstreifen gewickelt ist.
- Palettenfuß gemäß einem der Ansprüche 2 - 12, wobei das Kartonrohr aus einem flachen Kartonmaterial (3) gewickelt ist und an mindestens einer Seite (4) verklebt ist.
- Palettenfuß gemäß einem der Ansprüche 2 - 14, wobei die lasttragenden Bereiche (12) im Innern mindestens ein U-formiges Verstärkungsprofil (70, 106) aufweisen, das senkrecht angeordnet ist, um die lasttragenden Bereiche (12) zu verstärken.
- Palettenfuß gemäß Anspruch 15, wobei das Verstärkungsprofil (70, 106) aus einer nach innen gefalteten Wand des Kartonrohrs (2) gebildet wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2005/007054 WO2006002920A2 (de) | 2004-07-06 | 2005-06-30 | Palettenfuss |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004032657 | 2004-07-06 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1614632A2 EP1614632A2 (de) | 2006-01-11 |
| EP1614632A3 EP1614632A3 (de) | 2006-01-25 |
| EP1614632B1 true EP1614632B1 (de) | 2006-08-30 |
Family
ID=34926231
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04019712A Active EP1614632B1 (de) | 2004-07-06 | 2004-08-19 | Palettenfuss |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1614632B1 (de) |
| AT (1) | ATE337975T1 (de) |
| DE (1) | DE502004001357D1 (de) |
| PT (1) | PT1614632E (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2123192A1 (de) | 2008-05-22 | 2009-11-25 | Easypal AG | Rohrsystem und daraus gebildete Elemente |
| EP2196401A1 (de) | 2008-12-15 | 2010-06-16 | Rheingold AG | Palette mit rundrohrverstärkten Füßen |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1017621A3 (nl) * | 2007-05-29 | 2009-02-03 | Grietens Wim | Palet. |
| DE502007001553D1 (de) * | 2007-08-14 | 2009-10-29 | Easypal Ag | Transportpalette mit Platte aus papierhaltiger Masse |
| DE102013213607A1 (de) * | 2013-07-11 | 2015-01-15 | Horst Schader | Transportgestell und Verfahren zur Herstellung eines Transportgestells |
| CN109264142A (zh) * | 2018-08-09 | 2019-01-25 | 江苏同庆安全科技有限公司 | 一种组装式共享托盘及其共享管理系统 |
| DE102022103081A1 (de) * | 2022-02-09 | 2023-08-10 | Jan Reijnvaan | Paletten |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2444183A (en) * | 1945-07-14 | 1948-06-29 | Norman L Cahners | Fiberboard portable platform |
| US3165078A (en) * | 1962-11-05 | 1965-01-12 | Materials Inc | Pallet |
| CH461367A (de) * | 1966-06-30 | 1968-08-15 | Achermann W | Stützungseinrichtung für Transportrequisiten, wie Paletten, Behälter, Schachteln etc. |
| CH536227A (de) * | 1971-09-02 | 1973-04-30 | Heraeus Gmbh W C | Tragelement für Verpackungen |
| IT1159190B (it) * | 1982-01-22 | 1987-02-25 | Nelsen Spa Ind Chimiche | Trave tubolare in cartone ondulato ripiegato,ad alta resistenza |
| US4563377A (en) * | 1983-02-14 | 1986-01-07 | Finsen S.P.A. | High-strength tubular beam of folded corrugated cardboard |
| DE8812183U1 (de) * | 1988-09-27 | 1988-11-10 | Horst Gmbh Druck + Verpackung, 6450 Hanau, De | |
| US5490465A (en) * | 1993-12-27 | 1996-02-13 | Buckeye Boxes, Inc. | Paperboard/corrugated board pallets and methods for manufacturing such pallets |
| SE9503560D0 (sv) * | 1995-10-11 | 1995-10-11 | Ingmar Andreasson | Lastpall |
| US6079337A (en) * | 1999-05-06 | 2000-06-27 | Cheng Loong Corporation | Supporting structure |
-
2004
- 2004-08-19 EP EP04019712A patent/EP1614632B1/de active Active
- 2004-08-19 AT AT04019712T patent/ATE337975T1/de active
- 2004-08-19 PT PT04019712T patent/PT1614632E/pt unknown
- 2004-08-19 DE DE502004001357T patent/DE502004001357D1/de active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2123192A1 (de) | 2008-05-22 | 2009-11-25 | Easypal AG | Rohrsystem und daraus gebildete Elemente |
| EP2196401A1 (de) | 2008-12-15 | 2010-06-16 | Rheingold AG | Palette mit rundrohrverstärkten Füßen |
Also Published As
| Publication number | Publication date |
|---|---|
| DE502004001357D1 (de) | 2006-10-12 |
| EP1614632A3 (de) | 2006-01-25 |
| PT1614632E (pt) | 2006-12-29 |
| ATE337975T1 (de) | 2006-09-15 |
| EP1614632A2 (de) | 2006-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE1531784C3 (de) | Palette, Transportbehälter und dergl | |
| EP3353079B1 (de) | Transportpalette sowie verfahren zum herstellen einer transportpalette | |
| DE2732675C2 (de) | Palettentransportkiste aus ein- oder mehrstückigem Verpackungsmaterial, z.B. Wellpappe | |
| EP3093250B1 (de) | Abstandselement für eine transportpalette sowie transportpalette | |
| DE2633642B2 (de) | Versandschachtel mit Palette aus Pappe | |
| WO2005100178A2 (de) | Palette aus karton | |
| DE112015004147T5 (de) | Aus Papiermaterialien hergestellte Plattformen | |
| EP1614632B1 (de) | Palettenfuss | |
| EP3019409B1 (de) | Transportgestell und verfahren zur herstellung eines transportgestells | |
| DE924258C (de) | Durch Hebekarren aufnehmbare Ladeplattform | |
| DE3442439C2 (de) | ||
| DE19636554C2 (de) | Palette | |
| EP1882641B1 (de) | Transportpalette | |
| WO2006002920A2 (de) | Palettenfuss | |
| EP2196401B1 (de) | Palette mit rundrohrverstärkten Füßen | |
| DE69727068T2 (de) | Palette sowie verfahren zu deren herstellung | |
| DE4314504A1 (de) | Palettenbausystem und Verfahren zu seiner Herstellung | |
| EP0291836A1 (de) | Unterfahrbare Transportpalette mit im wesentlichen rechteckigem Grundriss aus in Zuschnittform bereitgestelltem, faltbarem Material wie Wellpappe | |
| DE4034481A1 (de) | Palette, die insbesondere dem abstellen von zu lagernden und/oder zu transportierenden waren, stapelfaehigen gegenstaenden o. dgl. dient | |
| DE202005007642U1 (de) | Palette und Zuschnitt hierfür | |
| EP3225563A2 (de) | Objekt aus pappe und herstellungsverfahren | |
| DE202006018147U1 (de) | Palette aus faltbarem Material | |
| WO2013045095A1 (de) | Behälter | |
| DE202010009453U1 (de) | Transportverpackung in Leichtbauweise | |
| DE102020103700A1 (de) | Palette mit Deckplatte und Stützfüßen, sowie Verfahren zur Herstellung der Palette |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| 17P | Request for examination filed |
Effective date: 20051104 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060830 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004001357 Country of ref document: DE Date of ref document: 20061012 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ISLER & PEDRAZZINI AG |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061130 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061211 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20061109 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E001031 Country of ref document: HU |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: ISLER & PEDRAZZINI AG;POSTFACH 1772;8027 ZUERICH (CH) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061201 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060830 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20100825 Year of fee payment: 7 Ref country code: IE Payment date: 20100820 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20100820 Year of fee payment: 7 Ref country code: FR Payment date: 20100901 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100823 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20100812 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20100823 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20120220 |
|
| BERE | Be: lapsed |
Owner name: RHEINGOLD AG Effective date: 20110831 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110820 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120430 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120220 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110831 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110819 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 337975 Country of ref document: AT Kind code of ref document: T Effective date: 20110819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110819 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20130822 Year of fee payment: 10 Ref country code: DE Payment date: 20130523 Year of fee payment: 10 Ref country code: CH Payment date: 20130826 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004001357 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20150301 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150301 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004001357 Country of ref document: DE Effective date: 20150303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150303 |