EP1598210A1 - Sammelhefter für Broschuren - Google Patents
Sammelhefter für Broschuren Download PDFInfo
- Publication number
- EP1598210A1 EP1598210A1 EP05102775A EP05102775A EP1598210A1 EP 1598210 A1 EP1598210 A1 EP 1598210A1 EP 05102775 A EP05102775 A EP 05102775A EP 05102775 A EP05102775 A EP 05102775A EP 1598210 A1 EP1598210 A1 EP 1598210A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- machine components
- brochures
- finger
- continuous conveyor
- selected machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 230000007246 mechanism Effects 0.000 abstract description 12
- 238000000034 method Methods 0.000 abstract description 6
- 230000008569 process Effects 0.000 abstract description 6
- 238000011144 upstream manufacturing Methods 0.000 abstract description 4
- 230000032258 transport Effects 0.000 description 26
- 230000008859 change Effects 0.000 description 9
- 230000005540 biological transmission Effects 0.000 description 6
- 230000008878 coupling Effects 0.000 description 5
- 238000010168 coupling process Methods 0.000 description 5
- 238000005859 coupling reaction Methods 0.000 description 5
- 230000001419 dependent effect Effects 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011089 mechanical engineering Methods 0.000 description 1
- 230000010363 phase shift Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C1/00—Collating or gathering sheets combined with processes for permanently attaching together sheets or signatures or for interposing inserts
- B42C1/12—Machines for both collating or gathering and permanently attaching together the sheets or signatures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42B—PERMANENTLY ATTACHING TOGETHER SHEETS, QUIRES OR SIGNATURES OR PERMANENTLY ATTACHING OBJECTS THERETO
- B42B4/00—Permanently attaching together sheets, quires or signatures by discontinuous stitching with filamentary material, e.g. wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/08—Conveying between operating stations in machines
Definitions
- the invention relates to a saddle stitcher for brochures with a Dispensing station, machine components which a stapler, a Continuous conveyor, feeder for feeding the continuous conveyor with signatures operatively oscillating, controllable finger comprehensive Finger rail system for the step-by-step transport of the brochures and a Finger-actuating finger actuation gear include, and with Drive means for the machine components.
- Saddle stitchers of this kind were made by the Brehmer Buchbindereimaschinen GmbH, Leipzig, under the Type designation ST300 sold. They represent an alternative to saddle stitchers, in which the brochures are transported by means of a continuous conveyor in the form of a gathering chain arrangement up to an output station following a stitching station, and have the advantage with respect to the quality of stapling that the stitching at standstill Brochures are done.
- this advantage must be paid for with a relatively large outlay for changing over when a process-relevant geometric parameter of the brochures is changed, with such a conversion also requiring a considerable amount of mechanical engineering knowledge from the executing personnel.
- the invention has the object, a saddle stitcher of educate the aforementioned type so that this with the least possible Expenditure can be converted when moving from an order to a follow-up order Process-relevant geometric parameters of the brochures changes.
- the above-mentioned saddle stitcher equipped with a reference component and selected another of the machine components associated sensors, which Phases of the reference component and those of the selected Give signals defining machine components, and with a the Signals processing and on the selected machine components acting control which the phase angles of the selected Machine components such on at least one process relevant
- the geometric parameters of the brochures match that the brochures in the output station are aligned substantially center-oriented.
- a Beêtstation with a Previous feeder follows the stapled leaflets across previously determined by the continuous conveyor and fingerguard system Feed direction feeds front and side cutters.
- the Side cutters are symmetrical to the longitudinal center of the mentioned Feeder adjustable and thus require the correct execution of the Cropped section of the foot and a middle-oriented orientation of the Brochures in the feeder preceding dispensing station.
- the machine components of the saddle stitcher of FIG. 1 include in present embodiment, three investors 10, 12, 14, each one Signature 16, 18, 20 to a continuous conveyor 34 not shown here in detail to hand over.
- the signatures 16 stacked and superimposed in this way, 18, 20 together form a brochure 30, which as before the forming Paperback, in a transport direction according to the arrow P along a Transport and stitching line 22 is transported along the investor 10, 12, 14 and beyond a stitching station 24 to an output station 29th extends.
- the stitching station 24 includes in the present embodiment two stitching heads 26 and a respective thereof assigned, in Fig. 1 not recognizable Umbieger, which by means of stapling heads 26 in the stapled Brochures 30 bent Drahtklammem 27 bend and that the Legs of Drahtklammem 27, which penetrates the brochures 30 to have.
- the dispensing station 29 in the present embodiment comprises a Machine component in the form of a not shown Ejector Sword and Scales 29.1.
- the ejector sword engages the respective fold break the stapled copies 32, this lifts from the Transport and stitching line 22 and passes them to the Auslegeb section 29.1, by means of which the stapled copies 32 in the direction of arrow T on be transported, and preferably in the direction of a Cutting-device.
- a measuring station 33 is provided, in which the thickness of the stapling brochures 30 is determined.
- the continuous conveyor 34 is endless in the present embodiment operationally formed collecting chain formed on which Driver 34.2 are arranged, which in this case astride the Collective chain passed signatures 16, 18, 20 and finally to hefty leaflets 30 in front of him.
- Fig. 2 shows a stitching station 24 comprehensive section of the transport and Stapling line 22 again.
- the leaflet 30 is carried out stepwise by means of an operational oscillating FingerAngnsystems 36.
- This is in Fig. 2 only shown schematically. It includes an anvil strip 36.1 to Endeavor to booklet brochures 30 and a together with the Anvil bar 36.1 oscillating finger bar 36.2.
- At the finger bar 36.2 are controllable finger 36.3 arranged.
- the fingers 36.3 are so far controllable, as they are in the direction of the anvil strip 36.1 and in the opposite direction pivotally hinged to the finger bar 36.2, in Swivel direction is biased on the anvil strip 36.1 and under the Effect of a control bar 36.4 in particular from the anvil bar 36.1 away are pivotable.
- the fingers 36.3 are at their control bar 36.4 facing ends preferably provided with freely rotatable rollers 36.5, which with an adjustment of the control bar 36.4 in the direction of the finger bar 36.2 or roll in the opposite direction on the control bar 36.4. On the control of the fingers 36.3 and the control bar 36.4 will be later discussed in more detail.
- crank mechanism 40 In Fig. 2, the crank mechanism 40 is shown in its extended position, which a Crank angle of 0 degrees is attributed. In this stretched position that will turn Fingerologicalensystem 36 its direction of movement and moves to the Reaching the top layer of the crank mechanism 40 in the arrow 44th indicated direction, in which also the Transporttrum 34.1 of Continuous conveyor 34 moves.
- crank angle of 0 degrees and at least up to a certain crank angle - in the present embodiment of 16 degrees - are the anvil bar 36.1 and the finger bar 36.2 one hand and the transport run 34.1 of the continuous conveyor 34 overlaps, so that the Anvil strip 36.1 a positionally appropriate on the Transporttrum 34.1 located Paperback 30 and the fingers 36.3 of the finger bar 36.2 this Pamphlet 30 can press against the anvil strip 36.1.
- This is done at matching speeds of the finger strip system 36 and the Continuous conveyor 34 - in the present embodiment at a Crank angle of 16 degrees, thus defining a grip point.
- the speed v36 of the Fingerologicalnsystems 36 a sine curve-like course and has the present embodiment at a crank angle of 183 degrees their Zero-passage in the top layer of the crank mechanism 40.
- This crank angle is now the one for a storage of previously by the finger strip system 36th taken brochure 30 on the transport and stapling line 22 predestined Operating state reached.
- the zero crossing thus defines one Drop point.
- the filing is done in particular by lifting the towards on the anvil bar 36.1 biased fingers 36.3 of the Anvil strip 36.1.
- the finger strip system 36 thus transports one from the continuous conveyor 34 inherited brochure step by step with a stride, the one stretch corresponds to the gripping point starting to reach the storage point is covered.
- the traversed by the finger strip system 36 in Fig. 4 indicated steps with the step size S mentally in reverse Direction, starting from the output station 29 towards the continuous conveyor 34th covered, it becomes clear that with a back length L2 the Leaflets 30 shorter by one delta length L backlash than one Back length L1, the driver 34.2 of the continuous conveyor 34 by half of Back length difference delta L shifted in the transport direction according to arrow 44 Need to become.
- the phase position of the continuous conveyor 34 must therefore by one half the back length difference Delta L corresponding angle in Transport direction can be adjusted according to arrow 44.
- Fig. 5 are in a particularly advantageous manner the selected machine components - here the continuous conveyor 34 and the Feeder 10, 12, 14 - for the action of the controller 48 via Couplings 50 connected to their drive means, wherein the present Embodiment as a drive means for the investors 10, 12, 14 of Stapling machine drive 42 and as a drive means for the continuous conveyor 34 a separate conveyor drive 52 are provided and preferably the Stapling machine drive 42 and the conveyor drive 52 as servo drives are formed.
- the stapler drive 42 for sharing the stapler drive 42 for operation the finger strip system 36 via the crank mechanism 40 and the feeder 10, 12, 14 are - as indicated in Fig. 5 - the corresponding Machine components gear 54, 56 upstream. Accordingly can in principle also be moved to the operation of the continuous conveyor 34, that is, as a drive means for this can also be the stapler drive 42nd be used when between this and the continuous conveyor 34, or Preferably, the continuous conveyor 34 upstream clutch 50, a transmission is provided.
- clutches 50 are in addition to physically available, such as For example, electromagnetic clutches, logical connections of the Control 48 understood with one of the drive means, as in a preferred embodiment provided in the case of the conveyor drive 52 is.
- the controller 48 acts via the clutches 50 on the selected Machine components, in such a way that they each of the disengages selected machine components from their drive means and at correspondingly changed phase position of the respective drive means again individually to these couples.
- the controller 48 causes the coupling the selected machine components, here the investor 10, 12, 14 and the continuous conveyor 34 to the associated drive means - here the Stapling machine drive 42 and the conveyor drive 52 - in such a modified Phases that aligned the brochures 30 centered in the Exit station 29 arrive.
- the thickness of the brochures proves to be another Process-relevant geometric parameters.
- FIG. 6 shows a finger 36.3 of the finger strip system 36 in FIG Interaction with the control bar 36.4 and with brochures different thicknesses in different operating states a, b, c, d in schematic representation of which rolling on the control bar 36.4 Role 36.5 and the suggestion of an articulated connection 36.6 with the Finger bar 36.2 reveals.
- the finger strip system 36 performs the control bar 36.4, starting from a first level N1, first a hub with a Stroke length H toward a second level N2 off to one of Papers 30 at the time of agreement of amount and direction of Velocity v36 of finger-grip system 36 at speed v34 the continuous conveyor 34, that is explained in the earlier Gripping point, by means of biased in the direction of the anvil strip 36.1 Finger 36.3 to press the anvil bar 36.1, so from this Gripping point on - in operating state a - the step-by-step transport of the brochure takes place by means of the finger strip system 36.
- the control bar leads 36.4 a hub again the stroke length H, starting from the second level N2 on the first Level N1 back out to the progressively transported paperback 30 to a Storage time - in operating state b - release, in which the Speed v36 of the brochure 30 transporting Fingerologicalensystem 36 reaches its zero passage - in the present Embodiment at a crank angle of the finger strip system 36th actuated crank mechanism 40 of 183 degrees (see FIG. 3).
- the lift from the second level N2 to the first level N1 leads the Control bar 36.4 against the action of towards the anvil bar 36.1 existing bias of the fingers 36.3 off.
- the strokes of the Control bar 36.4 are by means of a cam follower arrangement impressed, which will be discussed in more detail later.
- Fig. 6 is schematically the continuous conveyor 34 with one of its drivers 34.2 is reproduced and with the line D1 is a thin brochure 30 'and with the Line D2 a thick brochure 30 indicated (see also Fig. 7).
- a is to be understood as that in which the finger 36.3 under its bias during the stroke of the control bar 36.4 from level N1 to the level N2 in the illustrated gripping point, that is, in agreement of Amount and direction of the speed v34 of the continuous conveyor 34 and the Speed v36 of the finger strip system 36, one by means of the Continuous conveyor 34 zoom brought thick brochure 30 to the anvil bar 36.1 presses.
- FIG. 7 shows the result of a compromise solution in which It is ensured that brochures 30 and 30 ', ie those different Thick but equal back length only in the output station 29 fact aligned in a center-oriented manner. So it is indeed the thickness-dependent Shift of the gripping point, that is the time interval of Operating conditions a and c - thick brochure 30 in the area of the continuous conveyor 34 clamped and thin brochure 30 'clamped in the region of the continuous conveyor 34 - but accepted by a corresponding thickness-dependent Phase shift of the already mentioned earlier Machine components in the form of the finger actuator 58 for this provided that in the output station 29, the storage of brochures different thickness always in the same place, and indeed centered takes place, wherein, as shown in FIG.
- this drive shaft 60 at present embodiment via a gear 54 of the Stapler drive 42 driven.
- a first control cam 58.1 serves the Control of the clamping of the brochures 30 and 30 'in Fingerguard system 36 and a second control cam 58.2 causes the release the previously clamped in the finger strip system brochures 30 and 30 '.
- the Phases of the two cams 58.1 and 58.2 are preferred to a average thickness of the brochures 30 and 30 'set.
- each a curve follower 58.3 and 58.4 employed, each having a pivot arm and a freely rotatably mounted thereto Include curve follower role, which is operatively connected to the respectively associated Cams 58.1 and 58.2 unrolls.
- the swivel arm of the cam 58.1 employed curve follower 58.4 is in a frame-fixed pivot bearing 58.5 recorded while deviating from the swing arm of the Control cam 58.2 - to control the release of the previously in Fingerologicalnsystem 36 clamped brochures 30, 30 '- associated Kurvenmaschineers 58.3 pivotally received in a bearing plate 58.6, the in turn, with respect to the drive shaft 60 rotatably supported by this.
- the respective cam follower 58.3 and 58.4 is with a handlebar 58.7 to a the two cam followers 58.3 and 58.4 common rocker 58.8 articulated, which preferably by means of an elongated bearing sleeve on a for Transport and stitching line 22 parallel tilting shaft 58.9 is mounted and preferred a plurality of arms, which the bearing sleeve with the Connect control bar 36.4.
- the cam follower 58.3 - whose cam 58.2 for controlling the intermittent storage of the brochures 30, 30 'on the transport and Stapling line 22 and provided for their release in the output station 29 is, as a result of its articulation with respect to the drive shaft 60th rotatable bearing plate 58.6 in the circumferential direction of the cam 58.2 adjustable with respect to this.
- For adjustment of the phase position can a hinged to the bearing plate 58.6, lockable pull and Push rod 58.10 are provided.
- Sensor 46 is provided, for example, emits a signal when the Curve follower 58.3 leaves an inner detent track 58.2 'of the control cam 58.2.
- a bearing plate 58.6 twisting spindle drive assembly or corresponding gear transmission and a corresponding drive into consideration.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Collation Of Sheets And Webs (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Sewing Machines And Sewing (AREA)
Abstract
Description
Brehmer Buchbindereimaschinen GmbH, Leipzig, unter der
Typenbezeichnung ST300 vertrieben. Sie stellen eine Alternative dar zu Sammelheftern, bei denen die Broschuren mittels eines Stetigförderers in Form einer Sammelkettenanordnung bis zu einer auf eine Heftstation folgenden Ausgabestation transportiert werden, und haben gegenüber diesen im Hinblick auf die Qualität der Heftung den Vorteil, dass die Heftung im Stillstand der Broschuren erfolgt. Dieser Vorteil muss aber mit einem relativ großen Aufwand zur Umrüstung bei einem Wechsel eines prozessrelevanten geometrischen Parameters der Broschuren erkauft werden, wobei eine derartige Umrüstung überdies dem durchführenden Personal einiges an maschinentechnischen Kenntnissen abverlangt.
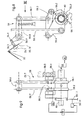
- Fig. 1
- einen Sammelhefter für Broschuren in vereinfachter Darstellung mit Anlegern, einer Heftstation und einer darauf folgenden Ausgabestation sowie mit hier nicht im Detail dargestellten Transportmitteln, welche von den Anlegern abgegebene Signaturen zur Heftstation und anschließend zur Ausgabestation befördem,
- Fig. 2
- einen die Heftstation umfassenden Abschnitt der Transportmittel, die einen Stetigförderer und ein darauf folgendes betriebsmäßig oszillierendes Fingerleistensystem mit ansteuerbaren Fingern umfassen,
- Fig. 3
- das kinematische Zusammenspiel des Stetigförderers und des Fingerleistensystems,
- Fig. 4
- die Übergabe von Broschuren unterschiedlicher Rückenlängen vom Stetigförderer an das Fingerleistensystem,
- Fig. 5
- ein Blockschaltbild für eine Abstimmung der Phasenlagen ausgewählter Maschinenkomponenten des Sammelhefters auf einen prozessrelevanten geometrischen Parameter der Broschuren,
- Fig. 6
- den Einfluss der Dicke der Broschuren auf die Funktion des Fingerleistensystems,
- Fig. 7
- das funktionelle Zusammenspiel des Stetigförderers und des Fingerleistensystems bei unterschiedlichen Dicken der Broschuren,
- Fig. 8
- eine von dem Fingerleistensystem ergriffene Broschur in schematischer Darstellung eines Schnittes quer zur Transportrichtung der Broschuren und eine Maschinenkomponente in Form eines Fingerbetätigungsgetriebes zum Ansteuern der Finger des Fingerleistensystems,
- Fig. 9
- Details des Fingerbetätigungsgetriebes gemäß Fig. 8 in einer Ansicht in Richtung des Pfeils IX in Fig. 8.
- 10
- Anleger
- 12
- Anleger
- 14
- Anleger
- 16
- Signatur
- 18
- Signatur
- 20
- Signatur
- 22
- Transport- und Heftlinie
- 24
- Heftstation
- 26
- Heftkopf
- 27
- Drahtklammer
- 29
- Ausgabestation
- 29.1
- Auslegeband
- 30
- dicke Broschur
- 30'
- dünne Broschur
- 32
- geheftetes Exemplar
- 33
- Mess-Station
- 34
- Stetigförderer
- 34.1
- Transporttrum des Stetigförderers 34
- 34.2
- Mitnehmer
- 36
- Fingerleistensystem
- 36.1
- Ambossleiste
- 36.2
- Fingerleiste
- 36.3
- Finger
- 36.4
- Steuerleiste
- 36.5
- Rolle
- 36.6
- gelenkige Verbindung
- 38
- Koppelgetriebe
- 40
- Kurbeltrieb
- 42
- Heftmaschinenantrieb
- 44
- Richtungspfeil
- 46
- Sensor
- 48
- Steuerung
- 50
- Kupplung
- 52
- Förderantrieb
- 54, 56
- Getriebe
- 58
- Fingerbetätigungsgetriebe
- 58.1
- erste Steuerkurve
- 58.2
- zweite Steuerkurve
- 58.2
- innere Rastbahn der Steuerkurve 58.2
- 58.3
- Kurvenfolger
- 58.4
- Kurvenfolger
- 58.5
- Schwenklager
- 58.6
- Lagerplatte
- 58.7
- Lenker
- 58.8
- Kipphebel
- 58.9
- Kippwelle
- 58.10
- Zug- und Druckstange
- 58.11
- Stellritzel
- 58.12
- Stellantrieb
- 60
- Antriebswelle
- a, b, c, d
- Betriebszustände eines Fingers 36.3
- D1; D2
- Dicke der Broschur 30, 30'
- H
- Hub der Steuerleiste 36.4
- L1, L2
- Rückenlänge
- N1
- 1. Niveau der Steuerleiste 36.4
- N2
- 2. Niveau der Steuerleiste 36.4
- P
- Pfeil, Transportrichtung
- S
- Schrittweite
- T
- Pfeil
- v34
- Geschwindigkeit des Stetigförderers 34
- v36
- Geschwindigkeit des Fingerleistensystems 36
- Delta L
- Rückenlängendifferenz
Claims (5)
- Sammelhefter für Broschuren, mitgekennzeichnet durcheiner Ausgabestation,Maschinenkomponenten, welcheeine Heftmaschine,einen Stetigförderer,Anleger zur Beschickung des Stetigförderers mit Signaturen,ein betriebsmäßig oszillierendes, ansteuerbare Finger umfassendes Fingerleistensystem zum schrittweisen Transport der Broschurenund ein die Finger ansteuemdes Fingerbetätigungsgetriebe umfassen, und mitAntriebsmitteln für die Maschinenkomponenten,
einer als Referenzkomponente dienenden und ausgewählten weiteren der Maschinenkomponenten zugeordnete Sensoren (46), welche die Phasenlagen der Referenzkomponente und der ausgewählten Maschinenkomponenten definierende Signale abgeben, und eine die Signale verarbeitende und auf die ausgewählten Maschinenkomponenten einwirkende Steuerung (48), welche die Phasenlagen der ausgewählten Maschinenkomponenten derart auf wenigstens einen prozessrelevanten geometrischen Parameter der Broschuren (30; 30') abstimmt, dass die Broschuren (30; 30') in der Ausgabestation (29) im Wesentlichen mittenorientiert ausgerichtet sind. - Sammelhefter nach Anspruch 1,
dadurch gekennzeichnet, dass im Falle der Abstimmung der Phasenlagen der ausgewählten Maschinenkomponenten auf die Rückenlänge der Broschuren (30; 30') die ausgewählten Maschinenkomponenten den Stetigförderer (34) und die Anleger (10, 12, 14) umfassen. - Sammelhefter nach Anspruch 1,
dadurch gekennzeichnet, dass im Falle der Abstimmung der Phasenlagen der ausgewählten Maschinenkomponenten auf die Rückenlänge und auf die Dicke der Broschuren die ausgewählten Maschinenkomponenten den Stetigförderer (34), die Anleger (10, 12, 14) und das Fingerbetätigungsgetriebe (58) umfassen. - Sammelhefter nach Anspruch 1,
dadurch gekennzeichnet. dass die Antriebsmittel für die ausgewählten Maschinenkomponenten Kupplungen (50) umfassen, mittels welcher jede dieser Maschinenkomponenten individuell an einen Antrieb ankuppelbar ist, und dass die Steuerung (48) mit den Kupplungen (50) verknüpft ist. - Sammelhefter nach Anspruch 4,
dadurch gekennzeichnet, dass die Anleger (10, 12, 14) an einem gemeinsamen Antrieb ankuppelbar sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004021958 | 2004-05-04 | ||
| DE102004021958A DE102004021958A1 (de) | 2004-05-04 | 2004-05-04 | Sammelhefter für Broschuren |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1598210A1 true EP1598210A1 (de) | 2005-11-23 |
Family
ID=34979062
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05102775A Withdrawn EP1598210A1 (de) | 2004-05-04 | 2005-04-08 | Sammelhefter für Broschuren |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7451969B2 (de) |
| EP (1) | EP1598210A1 (de) |
| JP (1) | JP2005319803A (de) |
| CN (1) | CN1693097B (de) |
| DE (1) | DE102004021958A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2189293A2 (de) | 2008-11-25 | 2010-05-26 | Heidelberger Druckmaschinen AG | Sammelhefter |
| EP1839897A3 (de) * | 2006-03-31 | 2011-05-25 | Heidelberger Druckmaschinen Aktiengesellschaft | Sammelhefter mit einem Falzbogenanleger |
| ITMI20101605A1 (it) * | 2010-09-03 | 2012-03-04 | Meccanotecnica Spa | Macchina cucitrice con azionamento stazione di alimentazione indipendente |
| US9033329B2 (en) | 2010-09-03 | 2015-05-19 | Meccanotecnica S.P.A. | Multi-function binding machine |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7588240B2 (en) | 2006-08-09 | 2009-09-15 | Goss International Americas, Inc. | Saddle stitcher with individual stitcher drives |
| DE102007053490A1 (de) * | 2006-12-07 | 2008-06-12 | Heidelberger Druckmaschinen Ag | Sammelhefter mit variabler Kettenteilung |
| DE102008012943B4 (de) * | 2008-03-04 | 2018-03-29 | Bundesdruckerei Gmbh | Verfahren und Heftvorrichtung zum Heften von Folien in einem Folienstapel sowie Zusammentragmaschine für Folien |
| DE102008023865A1 (de) * | 2008-05-16 | 2009-11-19 | Heidelberger Druckmaschinen Ag | Sammelhefter mit variabler Kettenteilung |
| DE102009012724A1 (de) * | 2009-03-11 | 2010-09-16 | Heidelberger Druckmaschinen Ag | Sammelhefter und Verfahren zum Betreiben eines Sammelhefters |
| US7984897B2 (en) * | 2009-10-23 | 2011-07-26 | Pitney Bowes Inc. | Reconfigurable stitcher for binding consecutive variable thickness collations |
| US8118295B2 (en) * | 2009-10-23 | 2012-02-21 | Pitney Bowes Inc. | Stitcher/stapler for binding multi-sheet collations and method of operating the same |
| EP2361785B1 (de) * | 2010-02-18 | 2015-11-11 | Müller Martini Holding AG | Verfahren zum Heften von Druckprodukten mit einer Heftmaschine und Heftmaschine zum Durchführen des Verfahrens |
| EP2465697B1 (de) * | 2010-12-17 | 2015-03-25 | Müller Martini Holding AG | Verfahren und Vorrichtung zur Herstellung von klebegebundenen, aus einem Buchblock und einem Umschlag gebildeten Druckerzeugnissen |
| EP2492107B1 (de) * | 2011-02-25 | 2013-07-24 | Müller Martini Holding AG | Fadenheftmaschine |
| DE102011120994A1 (de) * | 2011-12-14 | 2013-06-20 | Heidelberger Druckmaschinen Ag | Verfahren zum Steuern eines Anlegers einer Sammelheftmaschine |
| DE102013003987A1 (de) | 2013-03-07 | 2014-09-11 | Heidelberger Druckmaschinen Ag | Verfahren zum Heften und Heftverfahren mit nur einem Heftkopf |
| JP5799984B2 (ja) * | 2013-07-03 | 2015-10-28 | コニカミノルタ株式会社 | 用紙処理装置及び画像形成システム |
| DE102014009425A1 (de) * | 2014-06-25 | 2015-12-31 | Müller Martini Holding AG | Verfahren zur Optimierung der Dickeneinstellung eines Klebebinders |
| US11021000B2 (en) * | 2018-06-29 | 2021-06-01 | Mueller Martini Holding Ag | System and method for positioning printed products in operative connection with a delivery system |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0916514A1 (de) * | 1997-11-12 | 1999-05-19 | Brehmer Buchbindereimaschinen GmbH | Sammelhefter |
| EP0917965A1 (de) * | 1997-11-24 | 1999-05-26 | Brehmer Buchbindereimaschinen GmbH | Sammelhefter für Falzbogen und Verfahren zur Antriebssteuerung eines Sammelheftes |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2251943A (en) * | 1940-05-15 | 1941-08-12 | Tw & Cb Sheridan Co | Signature gathering machine |
| US3057620A (en) * | 1960-02-15 | 1962-10-09 | Chicago Machinery Lab Inc | Signature gathering and stitching machine |
| US3554531A (en) * | 1968-06-18 | 1971-01-12 | Harris Intertype Corp | Binder assembly |
| SE8601784L (sv) * | 1986-04-18 | 1987-10-19 | Flensburg Carl G A | Sett for ileggning av signaturer samt ileggare for utovning av settet |
| DE4133567A1 (de) * | 1991-10-10 | 1993-04-15 | Brehmer Buchbindereimaschinen | Einrichtung zur einstellung von anlegern fuer unterschiedliche bogenformate |
| US5326087A (en) * | 1993-01-12 | 1994-07-05 | Internationaal Business Machines Corporation | System and method for calibrating a document assembly system having multiple asynchronously operated sections |
| US5568917A (en) * | 1994-07-08 | 1996-10-29 | Am International, Inc. | Apparatus for calipering a collated assemblage |
| GB2298163B (en) * | 1995-02-21 | 1998-05-13 | Minami Seiki Co Ltd | Automatic book binding machine for cut-sheets |
| DE19508041C2 (de) * | 1995-03-07 | 1999-05-20 | Brehmer Buchbindereimaschinen | Vorrichtung zur Synchronisation der Zuführung von Bogen |
| US5921538A (en) * | 1997-10-07 | 1999-07-13 | Heidelberger Druckmaschinen Ag | Apparatus and method for combined gathering and binding of sheet like articles |
| US6447229B1 (en) * | 2000-05-12 | 2002-09-10 | Heidelberger Druckmaschinen Ag | Device and method for preparing a book spine for binding |
| US6685416B2 (en) * | 2001-07-11 | 2004-02-03 | Dynic Corporation | Bookbinding device and method |
| EP1285871B1 (de) * | 2001-08-21 | 2006-05-31 | Grapha-Holding AG | Ausleger zur Entnahme von gefalzten Druckprodukten |
| DE10143571A1 (de) * | 2001-09-05 | 2003-03-20 | Heidelberger Druckmasch Ag | Verfahren und Vorrichtung zur genauen Ausrichtung eines zu heftenden Produktes in Bezug auf eine Heftvorrichtung |
| ES2352673T3 (es) * | 2004-02-03 | 2011-02-22 | Müller Martini Holding AG | Instalación para la producción de bloques de libro cosidos con hilo a partir de pliegos de imprenta plegados. |
-
2004
- 2004-05-04 DE DE102004021958A patent/DE102004021958A1/de not_active Withdrawn
-
2005
- 2005-04-08 EP EP05102775A patent/EP1598210A1/de not_active Withdrawn
- 2005-05-04 US US11/122,858 patent/US7451969B2/en not_active Expired - Fee Related
- 2005-05-06 JP JP2005135221A patent/JP2005319803A/ja not_active Withdrawn
- 2005-05-08 CN CN2005100712736A patent/CN1693097B/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0916514A1 (de) * | 1997-11-12 | 1999-05-19 | Brehmer Buchbindereimaschinen GmbH | Sammelhefter |
| EP0917965A1 (de) * | 1997-11-24 | 1999-05-26 | Brehmer Buchbindereimaschinen GmbH | Sammelhefter für Falzbogen und Verfahren zur Antriebssteuerung eines Sammelheftes |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1839897A3 (de) * | 2006-03-31 | 2011-05-25 | Heidelberger Druckmaschinen Aktiengesellschaft | Sammelhefter mit einem Falzbogenanleger |
| US7976002B2 (en) | 2006-03-31 | 2011-07-12 | Heidelberger Druckmaschinen Ag | Gatherer-stitcher having a folded-sheet feeder |
| EP2189293A2 (de) | 2008-11-25 | 2010-05-26 | Heidelberger Druckmaschinen AG | Sammelhefter |
| DE102008058953A1 (de) | 2008-11-25 | 2010-05-27 | Heidelberger Druckmaschinen Ag | Sammelhefter |
| EP2189293A3 (de) * | 2008-11-25 | 2014-04-09 | Heidelberger Druckmaschinen AG | Sammelhefter |
| ITMI20101605A1 (it) * | 2010-09-03 | 2012-03-04 | Meccanotecnica Spa | Macchina cucitrice con azionamento stazione di alimentazione indipendente |
| US9033329B2 (en) | 2010-09-03 | 2015-05-19 | Meccanotecnica S.P.A. | Multi-function binding machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005319803A (ja) | 2005-11-17 |
| CN1693097B (zh) | 2010-04-28 |
| US7451969B2 (en) | 2008-11-18 |
| US20050248076A1 (en) | 2005-11-10 |
| DE102004021958A1 (de) | 2005-12-01 |
| CN1693092A (zh) | 2005-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1598210A1 (de) | Sammelhefter für Broschuren | |
| EP0893275A1 (de) | Verfahren für das Herstellen von Büchern oder Broschüren | |
| EP1645434B1 (de) | Einrichtung zur taktweisen Verarbeitung von aus wenigstens einem Druckbogen gebildeten Buchblocks | |
| EP0473902B1 (de) | Vorrichtung zum Drahtheften von mehrteiligen Druckereierzeugnissen | |
| EP2147800A2 (de) | Heftvorrichtung mit einem Heftkopf für die Verarbeitung von Ringösenheftklammern | |
| EP2189293A2 (de) | Sammelhefter | |
| EP1837197B1 (de) | Heftvorrichtung mit einem Heftkopf für die Verarbeitung von Ringösenheftklammern | |
| EP1939008B1 (de) | Sammelhefter mit variabler Kettenteilung | |
| EP1334938B1 (de) | Einrichtung zur Herstellung gebundener Druckprodukte | |
| EP2361785A1 (de) | Verfahren zum Heften von Druckprodukten mit einer Heftmaschine und Heftmaschine zum Durchführen des Verfahrens | |
| EP1593526B1 (de) | Sammelhefter für Broschuren | |
| EP0981450B1 (de) | Vorrichtung zum längsheften von mehrteiligen druckereierzeugnissen | |
| EP1561599B1 (de) | Einrichtung zur Herstellung von aus gefalzten Druckbogen bestehenden fadengehefteten Buchblocks | |
| EP2119569B1 (de) | Sammelhefter mit variabler Kettenteilung | |
| DE60317844T2 (de) | Gerät zur automatischen Bindung von Heften mit variabeler Dicke mit zumindestens zwei Zufuhrvorrichtungen | |
| EP0997421A1 (de) | Vorrichtung zum Sammeln von Druckprodukten | |
| EP0068090B1 (de) | Maschine zum Sammeln von bedruckten Bögen | |
| EP1270479B1 (de) | Verfahren zur Herstellung eines aus mehreren Druckprodukten bestehendes geheftetes Druckerzeugnis und Vorrichtung zur Durchführung des Verfahrens. | |
| EP2774772B1 (de) | Verfahren zum Heften und Heftverfahren mit nur einem Heftkopf | |
| EP1291197B1 (de) | Verfahren und Vorrichtung zur genauen Ausrichtung eines zu heftenden Produktes in Bezug auf eine Heftvorrichtung | |
| EP1623945B1 (de) | Vorrichtung zum Zusammentragen flächiger Werkstücke | |
| DE102008053545A1 (de) | Sammelhefter mit variabler Kettenteilung | |
| DE102004011978A1 (de) | Sammelhefter mit zwei Arbeitswellen | |
| DE102008013223A1 (de) | Vorrichtung zum Heften von Druckprodukten, insbesondere von Broschüren, gefalzten bzw. ungefalzten Bogen, Karten oder dergleichen | |
| EP2119568B1 (de) | Sammelhefter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060523 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B42B 4/00 20060101ALI20120309BHEP Ipc: B42C 19/08 20060101ALI20120309BHEP Ipc: B42C 1/12 20060101AFI20120309BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20120828 |