EP1520929B1 - Verfahren und Vorrichtung zur Herstellung von Sicherheitsfolien - Google Patents
Verfahren und Vorrichtung zur Herstellung von Sicherheitsfolien Download PDFInfo
- Publication number
- EP1520929B1 EP1520929B1 EP04015119A EP04015119A EP1520929B1 EP 1520929 B1 EP1520929 B1 EP 1520929B1 EP 04015119 A EP04015119 A EP 04015119A EP 04015119 A EP04015119 A EP 04015119A EP 1520929 B1 EP1520929 B1 EP 1520929B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- fabric
- carrier film
- solvent
- cover layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 44
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 239000002904 solvent Substances 0.000 claims abstract description 45
- 238000005406 washing Methods 0.000 claims abstract description 33
- 238000007639 printing Methods 0.000 claims abstract description 18
- 239000000049 pigment Substances 0.000 claims abstract description 12
- 238000001035 drying Methods 0.000 claims abstract description 10
- 239000004753 textile Substances 0.000 claims abstract description 8
- 239000004744 fabric Substances 0.000 claims description 43
- 238000004140 cleaning Methods 0.000 claims description 38
- 229910052751 metal Inorganic materials 0.000 claims description 15
- 239000002184 metal Substances 0.000 claims description 15
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 7
- 229910052782 aluminium Inorganic materials 0.000 claims description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 5
- 239000007788 liquid Substances 0.000 claims description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 3
- 229910052802 copper Inorganic materials 0.000 claims description 3
- 239000010949 copper Substances 0.000 claims description 3
- 210000002268 wool Anatomy 0.000 claims description 3
- 241001494479 Pecora Species 0.000 claims description 2
- FGUUSXIOTUKUDN-IBGZPJMESA-N C1(=CC=CC=C1)N1C2=C(NC([C@H](C1)NC=1OC(=NN=1)C1=CC=CC=C1)=O)C=CC=C2 Chemical compound C1(=CC=CC=C1)N1C2=C(NC([C@H](C1)NC=1OC(=NN=1)C1=CC=CC=C1)=O)C=CC=C2 FGUUSXIOTUKUDN-IBGZPJMESA-N 0.000 claims 4
- 238000005520 cutting process Methods 0.000 claims 1
- 238000000576 coating method Methods 0.000 abstract description 17
- 239000011248 coating agent Substances 0.000 abstract description 14
- 238000002360 preparation method Methods 0.000 abstract description 3
- 230000015572 biosynthetic process Effects 0.000 abstract 1
- 238000009966 trimming Methods 0.000 abstract 1
- 239000003973 paint Substances 0.000 description 28
- 239000002245 particle Substances 0.000 description 18
- 239000000835 fiber Substances 0.000 description 12
- 239000011230 binding agent Substances 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 229920002451 polyvinyl alcohol Polymers 0.000 description 4
- 230000001427 coherent effect Effects 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 3
- 229910002012 Aerosil® Inorganic materials 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 229920002472 Starch Polymers 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 230000000454 anti-cipatory effect Effects 0.000 description 2
- 210000003323 beak Anatomy 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 230000001050 lubricating effect Effects 0.000 description 2
- 239000002923 metal particle Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- -1 polyethylene terephthalates Polymers 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 239000008107 starch Substances 0.000 description 2
- 235000019698 starch Nutrition 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 238000002604 ultrasonography Methods 0.000 description 2
- 239000003232 water-soluble binding agent Substances 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- 208000031872 Body Remains Diseases 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 241000252254 Catostomidae Species 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229920001875 Ebonite Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000003125 aqueous solvent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000000440 bentonite Substances 0.000 description 1
- 229910000278 bentonite Inorganic materials 0.000 description 1
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 206010016256 fatigue Diseases 0.000 description 1
- 238000009950 felting Methods 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000002386 leaching Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000005445 natural material Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000011146 organic particle Substances 0.000 description 1
- 230000001151 other effect Effects 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 239000011877 solvent mixture Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 239000002351 wastewater Substances 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/40—Agents facilitating proof of genuineness or preventing fraudulent alteration, e.g. for security paper
- D21H21/44—Latent security elements, i.e. detectable or becoming apparent only by use of special verification or tampering devices or methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D25/00—Information-bearing cards or sheet-like structures characterised by identification or security features; Manufacture thereof
- B42D25/30—Identification or security features, e.g. for preventing forgery
- B42D25/355—Security threads
Definitions
- the invention relates to a method and a device for producing security films which are stored or applied in or on securities and consisting of a translucent carrier film and a cover layer applied thereto with coating-free regions in the form of letters, numbers, characters, points and / or patterns. which are clearly visible especially in transmitted light exist.
- WO 99/13157 describes a process for producing a negative writing, in which first high pigment color is printed on a carrier film. Thereafter, the printed carrier film is covered with a thin cover layer, for example with vapor-deposited aluminum. Subsequently, the paint application and the overlying or penetrated into the inking cover layer is removed so that the negative writing is visible at these locations.
- the invention is therefore based on the object to provide a method and an apparatus with which negative representations can be produced on films that are characterized by a high contour sharpness.
- “Negative representation” in the sense of the invention means coating-free regions in any desired form in the cover layer according to the invention. Preferably, these are areas in the form of letters, numbers, characters, points and / or patterns.
- a carrier film is first printed with a printing ink having a high pigment content in the form of the later desired negative representation.
- the printed color with a high pigment content forms after drying on the printing substrate a sublime application of paint, which has a porous, porous structure with a large surface area.
- a covering layer of preferably small thickness applied to such a paint application does not lead to a continuous, surface-covering coating, but covers the dried paint body only partially because of its large surface area and porous structure, so that the paint body remains at least partially readily accessible from the outside for solvents.
- a soluble binder is used for the paint, the application of paint and, with the application of paint, also the covering layer deposited thereon can be washed out by exposure to a suitable solvent.
- the leaching is mechanically supported according to the invention, namely by means of a textile fabric, preferably by means of a felt.
- the film web After washing out the ink, the film web is dried and cut to form, for example, security threads, which can then be stored in paper for banknotes.
- the film web can also be designed as a transfer film, with the help of which security elements of any shape can be transferred to security documents or any other products to be secured.
- the use as label material is possible.
- any other effect layer e.g. a printing pattern, a diffractive optical effective layer (liquid crystal pigments or layers, interference layers, holograms, etc.) was provided.
- a diffractive optical effective layer liquid crystal pigments or layers, interference layers, holograms, etc.
- a plastic film is preferably used as a carrier film. Particularly preferred material is polyester. Other plastics can also be used, provided they are translucent, have sufficient strength and a surface that can be printed and coated with a cover layer, particularly metal. The thickness of the film is preferably about 6 to 36 microns.
- the film is usually used in the form of endless belts, since the process is preferably carried out continuously. In the event that security threads are to be produced, the strips are cut to size after completion.
- the ink used is a high-pigment color.
- the proportion of pigment, based on the dry weight of the ink, should be between about 10% and 80%, preferably about 30%, particularly preferably about 20%, to produce the porous structure.
- pigments preference is given to choosing natural raw materials, preferably chalk, but also bentonite, aerosil, alumina and titanium dioxide.
- Suitable pigments are offered by Martinswerke under the name Pergopak, by Rohm & Haas under the name Rhopaque and by Degussa under the name Aerosil.
- organic particles such as uncooked starch may also be used. Due to the high pigment content, the paint forms a porous, porous structure with an irregular, comparatively large surface area after drying.
- water-soluble binders are used for the printing ink, so that the paint application can be redissolved and washed off with water.
- a binder for example, cooked or dissolved starch, polyvinyl alcohol (PVA) or carboxymethyl cellulose (CMC) is suitable.
- solvent used depends inter alia on the binder used.
- Useful are aqueous and / or organic solvents or solvent mixtures, e.g. Water / isopropanol in any suitable mixing ratio.
- water can be used as a solvent. If other binders are used, a suitable organic solvent must be used.
- any opaque coatings can be used as the cover layer.
- metal coatings such as aluminum, iron, cobalt, copper or nickel coatings are used.
- the film is particularly preferably vapor-coated in vacuo, for example with a layer of aluminum which is approximately 30 nm thick.
- aluminum and copper or other suitable metal can be used.
- another opaque material can be used, provided that it can be applied by a vapor deposition-like process and has an optical density above 1.8 at layer thicknesses of about 30 nm so that the layer is substantially opaque.
- the layer thicknesses can also vary depending on the application in a range of 0.01 to 1 micron.
- Such a method leads to surprisingly sharp and defined edge contours and is therefore particularly suitable for producing a negative writing for security threads, which are stored in securities, such as banknotes.
- the textile fabric is, in particular, a woven fabric, a knitted fabric, a knitted fabric, a felt or a fleece. According to the invention, textile fabric is also to be understood as meaning a sponge and foam.
- it is a felt.
- the fabrics can be formed directly from the fibers or, as in the case of woven fabrics, knitted fabrics, knitted fabrics or braids, from yarns.
- a fabric refers to a fabric produced by crossing at least two different thread systems (warp and weft), while in the case of knits and crocheted fabrics, the thread or threads devour into mesh-shaped loops.
- Felts are mechanically consolidated woven surfaces or fibrous webs.
- a nonwoven nonwoven fabrics are usually called confused fibers whose cohesion may already be given by the fibers own adhesion.
- the nonwovens can also be consolidated mechanically or chemically be.
- the sponges and foams can be made of natural material or plastic.
- the textile fabric comprises man-made fibers, in particular selected from the group consisting of viscose, aramid, PVAL (polyvinyl alcohols), PET (polyethylene terephthalates), PA (polyamides) and PP (polypropylenes).
- man-made fibers in particular selected from the group consisting of viscose, aramid, PVAL (polyvinyl alcohols), PET (polyethylene terephthalates), PA (polyamides) and PP (polypropylenes).
- the fabric comprises natural fibers, in particular selected from the group wool, silk, cotton, vegetable fibers, paper fibers and cellulose.
- the fiber coating can also comprise bi-component fibers or multicomponent fibers, in particular from the said synthetic fiber raw materials or natural fibers.
- said fibers can also occur in combination, i.e., e.g. as a mixture or in different areas of the fabric.
- the sheet is preferably tubular and is mounted on a corresponding roll.
- the tube has no seam and is therefore characterized by an undisturbed, smooth surface.
- little to no unwanted color particle deposits accumulate on the sheet.
- a felt is used, the preferred material for the felt being pure sheep's wool; other materials such as synthetic fiber felts may also be used.
- the sheet has a thickness of 1 to 30 mm, preferably 10 mm.
- the density is between 0.15 and 0.8 g / cm 3 , preferably about 0.5 g / cm 3 .
- the wrap angle and the contact pressure of the films to the roller can be optimally adjusted by simple devices for the process.
- the wrap angle is in a range of 0 to 360 ° and is preferably adjusted inter alia depending on the motif to be washed, on the transport speed of the film, the diameter of the washing roller, the surface structure of the fabric.
- the washing roller can be equipped with a separate drive.
- the rotational speed of the rotating roller is preferably adjusted so that a relative speed of ⁇ 400% results between the roller surface and the film.
- the roll is operated in advance, that is, the peripheral speed of the roll is greater than the transport speed of the film.
- the ratio of peripheral speed to transport speed is preferably + 200%.
- the roll diameter depends on the desired machine speed and is between 100 and 2000 mm, preferably between 500 and 1500 mm, particularly preferably 1200 mm.
- the direction of rotation of the roller relative to the direction of movement of the film can be the same or opposite directions. If it is the same, it can be anticipatory or trailing. If the relative movement of the washing roller with respect to the film is anticipatory, this has the advantage that the already detached color particles do not have to be transported past the remaining path of the angle of contact on the metal-coated film and possibly injure the thin metal layer.
- the fabric not only removes the paint particles from the film, but may also pick them up and transport them on.
- the fabric is therefore cleaned regularly. This is possible between the production of individual batches, preferably the fabric is continuously cleaned during the washing process.
- Various cleaning devices are conceivable, for example, a doctor blade can be used, which scrapes off the paint particles from the surface.
- a more thorough cleaning can be done by means of one or more directed liquid jets, in particular with high pressure.
- the pressure is preferably in a range of 2 to 500 bar.
- Another possibility is to use one or more brushes which are arranged parallel to the washing roller and, for example, reciprocate or rotate parallel thereto, so that the paint particles are brushed off the surface of the fabric.
- the length and stiffness of the bristles are chosen so that they do not violate the structure of the fabric.
- the cleaning process can be supported by additional rinsing.
- a suction device such as a so-called beak suckers, as it is known from paper production.
- beak suckers can supportively press a pressure roller against the fabric and press out at least a portion of the liquid therein. This is then absorbed together with the color particles contained therein by the beak vacuum cleaner, usually a gap-shaped nozzle under negative pressure.
- the improved wash result is probably due to a solvent film that can form between the film and the surface of the fabric.
- This solvent film can act as a lubricating film, thereby preventing scratching of the opaque layer.
- he is probably so thin that the friction is large enough to be solved Completely remove paint particles.
- a simple measure to extract water from the fabric is e.g. a wiper lip or squeegee that presses on the surface of the sheet.
- Another possibility is a pressure roller, which can be combined with a suction device.
- solvent can be sprayed onto the surface of the fabric just before the first contact between the fabric and the film. It is also possible to immerse the washing roller in a pan with solvent.
- the step of mechanical action by means of sheet is preceded by a pre-cleaning.
- pre-cleaning is that a part of the printing ink and the cover layer to be removed has already been removed before the film strikes the fabric and can not be deposited on its surface.
- the printed film provided with the covering layer is wetted with a solvent, for example by being sprayed with it, or immersed in a bath of solvent. This penetrates into the highly pigmented printing ink and dissolves it.
- the film may be attached to mechanical aids, such as a brush, rotating or oscillating Brushes or the like, be passed. Alternatively or additionally, the film may be passed through a sonic trough with solvent.
- the pre-cleaning by means of one or more directed liquid jets, preferably under pressure, more preferably below 2 to 3 bar.
- the temperature of the solvent for example by means of a heating coil, are controlled to set optimum cleaning conditions.
- the temperature of the solvent is in the range of 10 and 50 ° C, more preferably in the range of 20 and 40 ° C. All measures should be designed so as not to injure or scratch the cover.
- the degree of pre-cleaning can be adjusted inter alia by the time during which the solvent can act, the contact pressure of the mechanical aids and the temperature of the solvent.
- Another measure for improving the washing result is a cleaning device, which is connected downstream of the step of mechanical action by means of sheet.
- a cleaning device which is connected downstream of the step of mechanical action by means of sheet.
- all measures that were described during the pre-cleaning can be used.
- the last particles are removed from the film surface here, which could interfere with any subsequent manufacturing steps, such as laminating with a second film.
- the pre-cleaning, the mechanical action of the sheet and the post-cleaning in a suitable device are connected in series, which has the advantage that the film must be unwound and rewound only once.
- the use of a fabric allows for the cover layer gentle removal of the paint job.
- the sheet has the advantage that it is preferably easily deformable and conforms to the surface of the film and thereby reach all the color particles and thus can remove. In addition, it is so soft that it does not scratch the remaining metal layer. Scratch marks, which would occur especially in a metallic cover layer and when using mechanically strong acting agent, can be almost or even completely avoided. Even when creating filigree structures, such as fine lines or dots, significantly less waste is produced when using a fabric.
- halftone images such as portraits
- cover layer on coated security films.
- Embedding these films between two layers of security paper results in a watermark-like effect, since the portraits are not or only slightly visible in incident light, but are very good and rich in contrast in transmitted light. Possible are negative as well as positive representations.
- Another advantage of using a sheet is also the low mechanical stresses experienced by the carrier sheet during mechanical action through the sheet. Strains and shrinkage in the longitudinal or transverse direction of the film can be limited during production or even avoided.
- Another advantage of the inventive method lies in its environmental compatibility. It does not need any harmful chemicals to become.
- the washed-out pigments can be removed from the wastewater by known methods. It has also been found that the inventive method is less time-consuming compared to other methods.
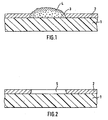
- a translucent transparent substrate sheet 1 made of polyester is provided.
- the film is printed in a first step with characters, symbols or patterns.
- the printing can be done with a common printing method, but preferably a gravure cylinder is used, since in gravure printing particularly clear edge contours and a correspondingly high paint application can be achieved.
- a suitable, preferably opaque cover layer 2 is applied, which can be removed again in the areas of the ink application.
- the in the Fig. 1 and 2 marked with 2 metallic coating also deposits on the paint 3; however, due to the porous structure and the associated large surface area of paint, it does not form a coherent layer there.
- the coating particles here the metal particles that are vapor-deposited, are deposited in the pores of the paint application 3.
- the coating particles penetrate, so to speak, into the paint application 3, so that no coherent layer is produced on the surface.
- the porous surface area into which the metal particles have penetrated and which consequently has no coherent metal layer is in Fig. 1 hatched and denoted by 4.
- the printed with the high-pigmented ink carrier sheet is then subjected to a washing process.
- the solvent can easily penetrate the discontinuous coating. It is thus easy to wash the printed characters together with the non-contiguous metal layer.
- the solvent is heated, preferably to a temperature in the range of about 10 to 50 ° C, more preferably in the range of 20 to 40 ° C, so dissolve the Color particles even better.
- the action of the solvent is supported by the sheet as a mechanical agent.
- brushes, rollers or ultrasound can be used as mechanical means.
- the color 3 is gently and completely removed from the carrier film 1 together with the metal coating 4 that has penetrated into the paint application.
- a washing device 6 for removing the cover layer is in Fig. 3 shown schematically.
- the roller 7 can at least partially immersed in a trough 9 with solvent 10, preferably water, so that this can absorb the felt or even soak it.
- the film 11 is guided past the washing roller 7 and upon contact of the vacuumed felt with the surface to be washed advantageously forms a lubricating film, whereby a scratch-free surface contact is made possible.
- the film may be pre-cleaned prior to contact with the felt.
- the pre-cleaning which can also be carried out in the trough 9 in an additional trough 12 or with suitable spatial conditions, the binder of the printing ink is at least dissolved, so that the color particles are more easily released during the main cleaning by means of felt.
- the main cleaning with the felt can be followed by an additional post-cleaning of the film.
- the film with a Solvent jet rinsed from a suitable device 13 to remove the last adhering paint particles.
- the wash felt is in Fig. 3 cleaned on the one hand by means of a doctor blade 14 and / or a high-pressure solvent jet.
- high-pressure nozzles 15 are preferably used.
- the pre-, main and / or post-cleaning can be controlled so that the solvent used is recycled.
- the film is dried in a drying station 16 before further processing.
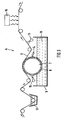
- Fig. 4 shows another possible arrangement of the washing device, consisting of a two-stage pre-cleaning, the main cleaning and a post-cleaning.
- the security film 11 is performed for pre-cleaning by a trough 12 with solvent.
- the entire surface of the security film 11 is wetted with solvent and dissolved the binder of the ink.
- the temperature of the solvent may optionally be adjusted via a heating element 18, preferably in a temperature range of 20 to 40 ° C.
- the solvent bath may alternatively or additionally be subjected to ultrasound.
- a rotating brush 17 may be attached, which removes the already dissolved color particles from the security film.
- Another advantage of the brush is that the still adhering inking is roughened and thus the surface for attack of the solvent is increased. Also other versions a mechanical action, such as a brush or an oscillating brush are possible.
- pressure nozzles 20 are preferably used. It can also be mounted one behind the other several of these nozzles. The pressure in the pressure nozzles is preferably in a range of 2 to 3 bar.
- the descending solvent can be collected in a trough 19 and optionally fed to a cleaning device.
- the security film 11 is brought over a deflection roller 27 to the occupied with a felt 8 washing roller 7.
- the washing roller 7 has its own controllable drive, which is not shown.
- the washing roller 7 is operated in advance, that is, the peripheral speed at the felt surface is greater than the transport speed of the film 11 and goes in the same direction.
- Solvent is introduced between film 11 and felt surface and preferably a solvent film is formed.
- the contact pressure of the film 11 is influenced by the web tension and the wrap angle.
- the wrapping angle of the security film around the washing roller 7 can be adjusted via the guide rollers 27 and 28 by being changed with a suitable device in its position relative to the washing roller 7.
- the film 11 is fed to the Nachthesesstation.
- a solvent jet is directed onto the felt 8.
- Particularly preferred for this purpose are high pressure nozzles 15, 22 are used, which operate at about 150 bar.
- the felt surface is brushed off by a brush strip 21 oscillating transversely to the direction of rotation.
- the contaminated water is stripped off by a flexible lip, for example made of hard rubber.
- the arrangement and number of individual cleaning devices can be varied as desired.
- the liquid entry between the film 11 and felt 8 can be adjusted via the devices spray nozzle 24, suction device 25 and squeeze roller 26.
- the deflection rollers 27 and 28 are positioned so that the film 11 does not touch the washing roller 7.
- the washing roller 7 is driven and the felt 8 wetted with solvent. This can be done via the spray nozzle 24.
- the pulleys 27 and / or 28 are adjusted so that the film 11 lays around the washing roller 7 at the desired wrap angle.
- the descending solvent is collected in a trough 9 and optionally fed to a cleaning device.
- the main cleaning ie the step with the mechanical action by means of the fabric, is followed by an additional final cleaning.
- the film is rinsed with a solvent jet from a suitable device 13 to remove the last adhering paint particles.
- the device is preferably a pressure nozzle.
- the descending solvent is collected in a trough 29 and optionally fed to a cleaning device.
- the film is dried in a drying station 16 before further processing.
Landscapes
- Printing Methods (AREA)
- Burglar Alarm Systems (AREA)
- Paper (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Laminated Bodies (AREA)
Description
- Die Erfindung betrifft ein Verfahren sowie eine Vorrichtung zur Herstellung von Sicherheitsfolien, die in oder auf Wertpapiere eingelagert oder aufgebracht werden und aus einer transluzenten Trägerfolie und einer darauf aufgebrachten Abdeckschicht mit beschichtungsfreien Bereichen in Form von Buchstaben, Zahlen, Zeichen, Punkten und/ oder Mustern, die insbesondere im Durchlicht klar zu erkennen sind, bestehen.
- Sicherheitsfolien in Form von Fäden oder Bändern, die in Wertpapiere, wie Banknoten, Schecks, Identitäts-, Kreditkarten und dergleichen, eingebettet werden, sind bekannt. Zur Erhöhung der Sicherheit und als Fälschungsschutz sind derartige Fäden häufig mit einer so genannten Negativschrift versehen. Diese Schrift wird durch metallfreie Bereiche in einer ansonsten vollflächigen metallischen Beschichtung des die Fäden bildenden, lichtdurchlässigen Trägermaterials gebildet. Hält man ein Wertpapier, das einen derartigen Faden enthält, gegen das Licht, so erscheint der Faden an sich wegen der opaken metallischen Beschichtung dunkel. Die metallfreien Bereiche heben sich vor diesem dunklen Hintergrund hell und kontrastierend ab. Bilden diese metallfreien Bereiche einen Schriftzug, so bildet das Wiedererkennen eines solchen Schriftzugs einen hervorragenden Schutz gegen Fälschungen.
- Zur Herstellung derartiger.Sicherheitsfolien und Sicherheitsfäden sind eine Reihe von Verfahren bekannt. In der
EP 0 330 733 sind mehrere Verfahren zu ihrer Herstellung beschrieben. Neben den konventionellen Ätzverfahren wird auch auf ein Herstellverfahren verwiesen, bei dem auf die metallbeschichtete Seite der Folie eine Druckfarbe aufgedruckt wird, die thermoplastische Eigenschaften besitzt und bei höheren Temperaturen erweicht und klebrig wird. Kaschiert man eine so vorbehandelte Folie unter Anwendung von Wärme und Druck gegen eine zweite unbehandelte Folienbahn, so haften die beiden Folien im Bereich der aufgedruckten Schriftzeichen oder Muster aneinander. Beim Trennen der beiden Folien werden dann aus der Metallbeschichtung die den Zeichen oder Mustern entsprechenden Bereiche herausgelöst. - In der
WO 99/13157 - Beim Einsatz von Sicherheitsfäden mit beschichtungsfreien, insbesondere im Durchlicht erkennbaren Bereichen in Wertpapieren wird insbesondere auf konturenscharfe Zeichen bzw. Muster Wert gelegt, d. h. die Ränder dieser so genannten Negativdarstellungen sollen exakt, möglichst glatt und linienförmig begrenzt sein. Auch feine Strukturen müssen reproduzierbar und fehlerfrei erzeugt werden können. Außerdem soll die Oberfläche der Sicherheitsfäden insbesondere bei Metallbeschichtung möglichst makellos, d.h. ohne Kratzer, vorliegen. Die bekannten Verfahren sind in dieser Hinsicht verbesserungsbedürftig.
- Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung bereitzustellen, mit denen Negativdarstellungen auf Folien erzeugt werden können, die sich durch eine hohe Konturenschärfe auszeichnen.
- Unter "Negativdarstellung" im Sinne der Erfindung werden beschichtungsfreie Bereiche in beliebiger Form in der erfindungsgemäßen Abdeckschicht verstanden. Vorzugsweise handelt es sich um Bereiche in Form von Buchstaben, Zahlen, Zeichen, Punkten und/ oder Mustern.
- Erfindungsgemäß wird diese Aufgabe durch die Merkmale der nebengeordneten Ansprüche gelöst. Vorteilhafte Weiterbildungen sind Gegenstand der Unteransprüche.
- Gemäß des erfindungsgemäßen Verfahrens wird zunächst eine Trägerfolie mit einer Druckfarbe mit hohem Pigmentanteil in Form der später gewünschten Negativdarstellung bedruckt. Die verdruckte Farbe mit einem hohen Pigmentanteil bildet nach dem Trocknen auf der Druckunterlage einen erhabenen Farbauftrag, der eine poröse, porige Struktur mit großer Oberfläche besitzt. Eine auf einen solchen Farbauftrag aufgebrachte Abdeckschicht vorzugsweise geringer Dicke führt zu keiner durchgehenden, flächendeckenden Beschichtung, sondern deckt den getrockneten Farbkörper wegen dessen großer Oberfläche und porösen Struktur nur teilweise ab, so dass der Farbkörper zumindest teilweise von außen für Lösungsmittel leicht zugänglich bleibt. Verwendet man für die Farbe ein lösliches Bindemittel, so kann der Farbauftrag und mit dem Farbauftrag auch die darauf abgelagerte Abdeckschicht durch Beaufschlagung mit einem geeigneten Lösungsmittel ausgewaschen werden. Das Auswaschen wird erfindungsgemäß mechanisch unterstützt, nämlich mittels eines textilen Flächengebildes, bevorzugt mittels eines Filzes.
- Nach dem Auswaschen der Farbe wird die Folienbahn getrocknet und zugeschnitten, um beispielsweise Sicherheitsfäden zu bilden, die dann in Papier für Banknoten eingelagert werden können. Die Folienbahn kann allerdings auch als Transferfolie ausgebildet werden, mit deren Hilfe Sicherheitselemente beliebiger Form auf Sicherheitsdokumente oder beliebige andere zu sichernde Produkte übertragen werden können. Auch der Einsatz als Etikettenmaterial ist möglich.
- Ebenso ist es möglich, das beschriebene Verfahren auf Folien anzuwenden, die zuvor mit einer beliebigen anderen Effektschicht, wie z.B. einem Druckmuster, einer beugungsoptisch wirksamen Schicht (Flüssigkristallpigmente oder -schichten, Interferenzschichten, Hologramme etc.), versehen wurde.
- Als Trägerfolie wird vorzugsweise eine Kunststofffolie verwendet. Besonders bevorzugtes Material ist Polyester. Andere Kunststoffe können ebenfalls verwendet werden, vorausgesetzt sie sind lichtdurchlässig, haben eine ausreichende Festigkeit und eine Oberfläche, die sich bedrucken und mit einer Abdeckschicht, insbesondere Metall, beschichten lässt. Die Dicke der Folie beträgt vorzugsweise etwa 6 bis 36 µm.
- Die Folie wird üblicherweise in Form endloser Bänder verwendet, da das Verfahren vorzugsweise kontinuierlich durchgeführt wird. Für den Fall, dass Sicherheitsfäden hergestellt werden sollen, werden die Bänder nach ihrer Fertigstellung entsprechend zugeschnitten.
- Als Druckfarbe wird eine Farbe mit einem hohen Pigmentanteil verwendet. Der Pigmentanteil, bezogen auf das Trockengewicht der Farbe, sollte zur Erzeugung der porösen Struktur etwa zwischen 10 % und 80 %, bevorzugt bei etwa 30 %, besonders bevorzugt bei etwa 20% liegen.
- Als Pigmente werden vorzugsweise natürliche Rohstoffe gewählt, vorzugsweise Kreide, aber auch Bentonit, Aerosil, Aluminiumoxid und Titandioxid.
- Geeignete Pigmente werden von den Martinswerken unter dem Namen Pergopak, von Rohm & Haas unter dem Namen Rhopaque und von der Degussa unter dem Namen Aerosil angeboten. Darüber hinaus können auch organische Partikel, wie ungekochte Stärke, verwendet werden. Durch den hohen Pigmentanteil bildet die Farbe nach dem Trocknen eine porige, poröse Struktur mit einer unregelmäßigen, vergleichsweise großen Oberfläche.
- Vorzugsweise werden für die Druckfarbe wasserlösliche Bindemittel verwendet, so dass der Farbauftrag mit Wasser wieder gelöst und abgewaschen werden kann. Als derartiges Bindemittel eignet sich beispielsweise gekochte bzw. gelöste Stärke, Polyvinylalkohol (PVA) oder Carboximethylcellulose (CMC).
- Die Art des eingesetzten Lösungsmittels hängt unter anderem von dem verwendetem Bindemittel ab. Verwendbar sind wässerige und/oder organische Lösungsmittel bzw. Lösungsmittelmischungen, wie z.B. Wasser / Isopropanol in jedem geeigneten Mischungsverhältnis.
- Bei Verwendung eines wasserlöslichen Bindemittels für die Farbe kann Wasser als Lösungsmittel eingesetzt werden. Bei Verwendung anderer Bindemittel muss ein entsprechendes organisches Lösungsmittel verwendet werden.
- Als Abdeckschicht können beliebige opake Beschichtungen verwendet werden. Vorzugsweise werden jedoch Metallbeschichtungen, wie z.B. Aluminium-, Eisen-, Kobalt-, Kupfer- oder Nickelbeschichtungen, eingesetzt. Besonders bevorzugt wird die Folie nach dem Trocknen im Vakuum z.B. mit einer ca. 30 nm dicken Schicht aus Aluminium bedampft. Statt Aluminium kann auch Kupfer oder ein anderes geeignetes Metall eingesetzt werden. Statt dem Metall kann auch ein anderes opakes Material eingesetzt werden, vorausgesetzt, es kann durch ein dem Aufdampfen ähnliches Verfahren aufgebracht werden und hat bei Schichtstärken von etwa 30 nm eine optische Dichte oberhalb von 1,8, so dass die Schicht im Wesentlichen undurchsichtig ist. Die Schichtstärken können auch je nach Anwendung in einem Bereich von 0,01 bis 1 µm variieren.
- Ein solches Verfahren führt zu überraschend scharfen und definierten Kantenkonturen und eignet sich daher besonders zur Herstellung einer Negativschrift für Sicherheitsfäden, die in Wertpapiere, wie Banknoten, eingelagert werden.
- Bei dem textilen Flächengebilde handelt es sich insbesondere um ein Gewebe, ein Gewirk, ein Gestrick, einen Filz oder ein Vlies. Erfindungsgemäß ist unter textilem Flächengebilde auch ein Schwamm und Schaumstoff zu verstehen.
- Vorzugsweise handelt es sich um einen Filz.
- Die Flächengebilde können dabei, wie bei Filzen oder Vliesen, direkt aus den Fasern, oder, wie bei Geweben, Gewirken, Gestricken oder Geflechten, aus Garnen gebildet sein. Ein Gewebe bezeichnet dabei ein durch Verkreuzen von zumindest zwei verschiedenen Fadensystemen (Kette und Schuss) erzeugtes Flächengebilde, während sich bei Gewirken und Gestricken der oder die Fäden in maschenförmigen Schleifen verschlingen. Filze sind mechanisch verfestigte gewebte Flächen oder Faserflore. Als Vlies werden nicht gewebte Flächengebilde mit meist wirr liegenden Fasern bezeichnet, deren Zusammenhalt bereits durch die den Fasern eigene Haftung gegeben sein kann. Darüber hinaus können die Vliese auch mechanisch oder chemisch verfestigt sein. Die Schwämme und Schaumstoffe können aus natürlichem Material oder auch aus Kunststoff bestehen.
- Nach einer bevorzugten Ausgestaltung der Erfindung umfasst das textile Flächengebilde Chemiefaserrohstoffe, insbesondere ausgewählt aus der Gruppe Viskose, Aramid, PVAL (Polyvinylalkohole), PET (Polyethylenterephthalate), PA (Polyamide) und PP (Polypropylene).
- Nach einer ebenfalls bevorzugten Ausgestaltung der Erfindung umfasst das Flächengebilde Naturfasern, insbesondere ausgewählt aus der Gruppe Wolle, Seide, Baumwolle, Pflanzenfasern, Papierfasern und Cellulose.
- Die Faserbeschichtung kann auch Bi-Komponentenfasern oder Mehrkomponentenfasern, insbesondere aus den genannten Chemiefaserrohstoffen oder Naturfasern, umfassen.
- Es versteht sich, dass die genannten Fasern auch in Kombination auftreten können, d.h., z.B. als Mischung oder in unterschiedlichen Bereichen des Flächengebildes.
- Das Flächengebilde ist vorzugsweise schlauchförmig und wird auf eine entsprechende Walze aufgezogen. Besonders bevorzugt weist der Schlauch keine Naht auf und zeichnet sich daher durch eine ungestörte, glatte Oberfläche aus. Vorteilhafterweise sammeln sich wenig bis keine unerwünschten Farbpartikelablagerungen auf dem Flächengebilde an. Vorzugsweise wird ein Filz eingesetzt, wobei das bevorzugte Material für den Filz reine Schafwolle ist; andere Materialien, wie z.B. Filze aus Kunststofffasern, können ebenfalls verwendet werden. Das Flächengebilde hat eine Dicke von 1 bis 30 mm, vorzugsweise 10 mm. Die Dichte beträgt zwischen 0,15 und 0,8 g/cm3, vorzugsweise etwa 0,5 g/ cm3.
- An der mit dem Flächengebilde bespannten Walze wird die zu waschende Folie herangeführt. Der Umschlingungswinkel und der Anpressdruck der Folien an die Walze können durch einfache Vorrichtungen für den Prozess optimal eingestellt werden. Vorzugsweise liegt der Umschlingungswinkel in einem Bereich von 0 bis 360° und wird vorzugsweise unter anderem in Abhängigkeit vom abzuwaschenden Motiv, von der Transportgeschwindigkeit der Folie, dem Durchmesser der Waschwalze, der Oberflächenstruktur des Flächengebildes eingestellt. Die Waschwalze kann mit einem separaten Antrieb ausgerüstet sein. Die Drehzahl der rotierenden Walze ist vorzugsweise so eingestellt, dass sich zwischen der Walzenoberfläche und der Folie eine Relativgeschwindigkeit von ± 400 % ergibt. Vorzugsweise wird die Walze im Vorlauf betrieben, d.h., die Umfangsgeschwindigkeit der Walze ist größer als die Transportgeschwindigkeit der Folie. Das Verhältnis von Umfangsgeschwindigkeit zu Transportgeschwindigkeit beträgt vorzugsweise + 200%. Der Walzendurchmesser richtet sich nach der angestrebten Maschinengeschwindigkeit und liegt zwischen 100 und 2000 mm, vorzugsweise zwischen 500 und 1500 mm, besonders bevorzugt bei 1200 mm. Dabei kann die Drehrichtung der Walze gegenüber der Bewegungsrichtung der Folie gleich- oder gegenläufig sein. Ist sie gleichläufig, so kann sie vorauseilend oder nachlaufend sein. Ist die Relativbewegung der Waschwalze gegenüber der Folie vorauseilend, so hat das den Vorteil, dass die bereits abgelösten Farbteilchen nicht den restlichen Weg des Umschlingungswinkels an der metallbeschichteten Folie vorbeitransportiert werden müssen und dabei eventuell die dünne Metallschicht verletzen.
- Das Flächengebilde löst nicht nur die Farbpartikel von der Folie, sondern nimmt sie unter Umständen auch auf und transportiert sie weiter. Vorzugsweise wird das Flächengebilde daher regelmäßig gereinigt. Dies ist zwischen der Produktion einzelner Chargen möglich, bevorzugt wird das Flächengebilde während des Waschvorgangs kontinuierlich gereinigt. Verschiedene Reinigungsvorrichtungen sind denkbar, z.B. kann eine Rakel eingesetzt werden, die die Farbpartikel von der Oberfläche abschabt. Eine gründlichere Reinigung kann mittels eines oder mehrerer gerichteter Flüssigkeitsstrahlen, insbesondere mit Hochdruck, erfolgen. Der Druck liegt vorzugsweise in einem Bereich von 2 bis 500 bar. Eine andere Möglichkeit ist, eine oder mehrere Bürsten einzusetzen, die parallel zur Waschwalze angeordnet sind und sich z.B. parallel hierzu hin- und herbewegen oder rotieren, so dass die Farbpartikel von der Oberfläche des Flächengebildes abgebürstet werden. Die Länge und Steifigkeit der Borsten sind so gewählt, dass sie die Struktur des Flächengebildes nicht verletzen. Der Reinigungsvorgang kann durch zusätzliche Spülung unterstützt werden. Eine weitere Variante ist eine Saugvorrichtung, beispielsweise ein so genannter Schnabelsauger, wie er aus der Papierfertigung bekannt ist. Dabei kann unterstützend eine Anpresswalze gegen das Flächengebilde drücken und zumindest einen Teil der sich darin befindlichen Flüssigkeit herauspressen. Diese wird dann zusammen mit den darin enthaltenen Farbpartikeln von dem Schnabelsauger, üblicherweise eine unter Unterdruck stehende spaltförmige Düse, aufgesaugt.
- Es können auch beliebige Kombinationen aus den vorgenannten Vorrichtungen eingesetzt werden.
- Für das verbesserte Waschergebnis ist vermutlich ein Lösungsmittelfilm verantwortlich, der sich zwischen der Folie und der Oberfläche des Flächengebildes ausbilden kann. Dieser Lösungsmittelfilm kann als Schmierfilm wirken und verhindert dadurch ein Verkratzen der opaken Schicht. Andererseits ist er vermutlich so dünn, dass die Reibung groß genug ist, um die angelösten Farbpartikel vollständig abzutragen. Diese Ausführungen sind nur ein Erklärungsversuch und basieren nicht auf einer wissenschaftlichen Theorie.
- Zur Steuerung des Lösungsmittelsfilms zwischen Folie und Flächengebilde werden vorteilhaft Vorrichtungen eingesetzt, mit denen die Dicke des Lösungsmittelfilms variiert werden kann.
- Eine einfache Maßnahme, um dem Flächengebilde Wasser zu entziehen, ist z.B. eine Abstreiflippe oder Rakel, die auf die Oberfläche des Flächengebildes drückt. Eine andere Möglichkeit ist eine Anpresswalze, die mit einer Saugvorrichtung kombiniert sein kann.
- Um einen höheren Lösungsmitteleintrag zwischen Folie und Flächengebilde zu erreichen, kann kurz vor dem ersten Kontakt zwischen Flächengebilde und Folie Lösungsmittel auf die Oberfläche des Flächengebildes gesprüht werden. Auch ein Eintauchen der Waschwalze in eine Wanne mit Lösungmittel ist möglich.
- Vorzugsweise wird dem Schritt der mechanischen Einwirkung mittels Flächengebilde eine Vorreinigung vorgeschaltet. Der Vorteil des Vorreinigens liegt darin, dass ein Teil der Druckfarbe und der abzulösenden Abdeckschicht bereits, bevor die Folie auf das Flächengebilde trifft, entfernt wurde und sich nicht auf dessen Oberfläche ablagern kann. Beim Vorreinigen wird die bedruckte und mit der Abdeckschicht versehene Folie mit einem Lösungsmittel benetzt, indem sie beispielsweise damit besprüht wird, oder in eine Wanne mit Lösungsmittel taucht. Dieses dringt in die hochpigmentierte Druckfarbe ein und löst diese an. Zur weiteren Unterstützung kann die Folie an mechanischen Hilfsmitteln, wie einem Pinsel, rotierenden oder oszillierenden Bürsten oder Ähnlichem, vorbeigeführt werden. Alternativ oder zusätzlich kann die Folie durch eine mit Ultraschall beaufschlagte Wanne mit Lösungsmittel geführt werden. Weiterhin ist es möglich, die Vorreinigung mittels eines oder mehrerer gerichteter Flüssigkeitsstrahlen, vorzugsweise unter Druck, besonders bevorzugt unter 2 bis 3 bar, durchzuführen. Gegebenenfalls kann auch die Temperatur des Lösungsmittels, z.B. mittels einer Heizspirale, gesteuert werden, um optimale Reinigungsbedingungen einzustellen. Vorzugsweise liegt die Temperatur des Lösungsmittels im Bereich von 10 und 50°C, besonders bevorzugt im Bereich von 20 und 40°C. Alle Maßnahmen sollten so ausgelegt sein, dass sie die Abdeckschicht nicht verletzten oder zerkratzen. Der Grad der Vorreinigung kann unter anderem durch die Zeit, während der das Lösungsmittel einwirken kann, den Anpressdruck der mechanischen Hilfsmittel und der Temperatur des Lösungsmittels eingestellt werden.
- Eine weitere Maßnahme zur Verbesserung des Waschergebnisses ist eine Reinigungsvorrichtung, die dem Schritt der mechanischen Einwirkung mittels Flächengebilde nachgeschaltet ist. Bei dieser Nachreinigung können alle Maßnahmen, die bei der Vorreinigung beschrieben wurden, zum Einsatz kommen. Vorzugsweise werden hier die letzten Partikel von der Folienoberfläche entfernt, die sich bei eventuell nachfolgenden Herstellungsschritten, wie beispielsweise das Kaschieren mit einer zweiten Folie, störend auswirken könnten.
- Vorzugsweise sind das Vorreinigen, das mechanische Einwirken des Flächengebildes und das Nachreinigen in einer geeigneten Vorrichtung hintereinandergeschaltet, was den Vorteil hat, dass die Folie nur einmal abgewikkelt und wieder aufgewickelt werden muss.
- Mithilfe des erfindungsgemäßen Verfahrens lassen sich besonders konturenscharfe Negativdarstellungen herstellen. Insbesondere ermöglicht die Verwendung eines Flächengebildes eine für die Abdeckschicht schonende Entfernung des Farbauftrages. Das Flächengebilde hat den Vorteil, dass es vorzugsweise leicht verformbar ist und sich an die Oberfläche der Folie anschmiegt und dadurch alle Farbpartikel erreichen und somit entfernen kann. Zudem ist es so weich, dass es die verbleibende Metallschicht nicht zerkratzt. Kratzspuren, die insbesondere in einer metallischen Abdeckschicht und bei Verwendung mechanisch stark einwirkender Mittel auftreten würden, können so fast oder sogar gänzlich vermieden werden. Auch bei der Erzeugung filigraner Strukturen, wie feiner Linien oder Punkte, wird bei Einsatz eines Flächengebildes deutlich weniger Ausschuss produziert.
- Diese Konturenschärfe ermöglicht auch die Herstellung von gerasterten Halbtonbildern. Auf beschichteten Sicherheitsfolien können somit erstmals Halbtonbilder, wie Portraits, in der Abdeckschicht ausgebildet werden. Bettet man diese Folien zwischen zwei Lagen eines Sicherheitspapiers ein, entsteht ein wasserzeichenähnlicher Effekt, da die Portraits im Auflicht nicht oder nur schwach, im Durchlicht aber sehr gut und kontrastreich zu erkennen sind. Möglich sind Negativ- aber auch Positivdarstellungen.
- Ein weiterer Vorteil des Einsatzes eines Flächengebildes sind auch die geringen mechanischen Belastungen, der die Trägerfolie während des mechanischen Einwirkens durch das Flächengebilde ausgesetzt ist. Dehnungen und Schrumpfungen in Längs- oder Querrrichtung der Folie können so während der Herstellung eingeschränkt oder sogar vermieden werden.
- Ein weiterer Vorzug des erfinderischen Verfahrens liegt auch in seiner Umweltverträglichkeit. Es brauchen keine schädlichen Chemikalien eingesetzt zu werden. Bei Verwendung wasserlöslicher Farben können die ausgewaschenen Pigmente mit bekannten Verfahren aus dem Abwasser entfernt werden. Auch hat sich gezeigt, dass das erfinderische Verfahren verglichen mit anderen Verfahren weniger zeitaufwändig ist.
- Weitere Vorteile und Ausführungsformen werden anhand der Figuren erläutert. Die in den Figuren gezeigten Proportionen entsprechen nicht unbedingt den in der Realität vorliegenden Verhältnissen und dienen vornehmlich zur Verbesserung der Anschaulichkeit. Darin zeigen:
- Fig.1
- eine schematische Darstellung eines Schnittes durch die bedruckte und metallbeschichtete Folie vor dem Auswaschen;
- Fig. 2
- die gleiche Ansicht, jedoch nach dem Auswaschen;
- Fig. 3 und 4
- eine schematische Darstellung einer Ausführungsform der Waschvorrichtung.
- Zunächst wird eine lichtdurchlässige transparente Trägerfolie 1 aus Polyester bereitgestellt.
- Die Folie wird in einem ersten Schritt mit Schriftzeichen, Symbolen oder Mustern bedruckt. Das Bedrucken kann mit einem gängigen Druckverfahren erfolgen, jedoch wird vorzugsweise ein Tiefdruckzylinder eingesetzt, da beim Tiefdrucken besonders klare Kantenkonturen und ein entsprechend hoher Farbauftrag erreicht werden können.
- In einem Druckwerk werden diejenigen Bereiche der Trägerfolie bedruckt, die später die metallfreien Bereiche der Folie bilden sollen und die, wegen der Lichtdurchlässigkeit der Trägerfolie, im Durchlicht hell und kontrastierend gegen die Umgebung der Beschichtung erkennbar sein sollen. Nach dem Trocknen hat der Farbauftrag eine porige, poröse Struktur und ein erhabenes Profil. Ein Querschnitt durch einen solchen Farbauftrag 3 zeigt
Fig.1 . - Nach dem Trocknen des Farbauftrages wird eine geeignete, bevorzugt opake Abdeckschicht 2 aufgebracht, die in den Bereichen des Farbauftrages wieder entfernt werden kann.
- Die in den
Fig. 1 und 2 mit 2 gekennzeichnete metallische Beschichtung lagert sich auch auf dem Farbauftrag 3 ab; allerdings bildet sie dort infolge der porösen Struktur und der damit verbundenen großen Oberfläche des Farbauftrags keine zusammenhängende Schicht. Denn bei der Beschichtung des Farbauftrags 3 lagern sich die Beschichtungspartikel, hier die Metallpartikel, die aufgedampft werden, in den Poren des Farbauftrags 3 ab. Damit dringen die Beschichtungspartikel sozusagen in den Farbauftrag 3 ein, so dass an der Oberfläche keine zusammenhängende Schicht erzeugt wird. Der poröse Oberflächenbereich, in den die Metallpartikel eingedrungen sind und der demzufolge keine zusammenhängende Metallschicht aufweist, ist inFig. 1 schraffiert dargestellt und mit 4 bezeichnet. - Die mit der hochpigmentierten Druckfarbe bedruckte Trägerfolie wird anschließend einem Waschvorgang unterzogen. Bei diesem Waschvorgang kann das Lösungsmittel die nicht zusammenhängende Beschichtung leicht durchdringen. Es gelingt somit leicht, die Druckzeichen zusammen mit der nicht zusammenhängenden Metallschicht abzuwaschen. Wird das Lösungsmittel erwärmt, vorzugsweise auf eine Temperatur im Bereich von ca. 10 bis 50 °C, besonders bevorzugt im Bereich von 20 bis 40 °C, so lösen sich die Farbpartikel noch besser. Die Wirkung des Lösungsmittels wird durch das Flächengebilde als mechanisches Mittel unterstützt. Zusätzlich können auch Bürsten, Walzen oder Ultraschall als mechanische Mittel eingesetzt werden.
- Durch die Behandlung der Folie mit dem Lösungsmittel, unterstützt durch das Flächengebilde, wird die Farbe 3 zusammen mit dem in den Farbauftrag eingedrungenen Metallauftrag 4 schonend und restlos von der Trägerfolie 1 entfernt.
- Eine Waschvorrichtung 6 zur Entfernung der Abdeckschicht ist in
Fig. 3 schematisch dargestellt. - Eine Walze 7, bevorzugt eine rotierende Walze, wird mit dem Filz 8 belegt. Die Walze 7 kann zumindest teilweise in eine Wanne 9 mit Lösungsmittel 10, vorzugsweise Wasser, eintauchen, so dass dieses der Filz aufnehmen kann oder sich sogar damit vollsaugen kann. Die Folie 11 wird an der Waschwalze 7 vorbeigeführt und beim Kontakt des vollgesaugten Filzes mit der zu waschenden Oberfläche bildet sich vorteilhafterweise ein Gleitfilm aus, wodurch ein kratzfreier Oberflächenkontakt ermöglicht wird.
- Die Folie kann gegebenenfalls vor dem Kontakt mit dem Filz einer Vorreinigung unterzogen werden. Bei der Vorreinigung, die in einer zusätzlichen Wanne 12 oder bei geeigneten räumlichen Verhältnissen auch in der Wanne 9 durchgeführt werden kann, wird das Bindemittel der Druckfarbe zumindest angelöst, so dass bei der Hauptreinigung mittels Filz die Farbpartikel leichter gelöst werden.
- Falls nötig, kann der Hauptreinigung mit dem Filz noch eine zusätzliche Nachreinigung der Folie folgen. Im einfachsten Fall wird die Folie mit einem Lösungsmittelstrahl aus einer geeigneten Vorrichtung 13 gespült, um letzte anhaftende Farbpartikel zu entfernen. Selbstverständlich sind alle Maßnahmen, die für die Vorreinigung eingesetzt werden, auch bei der Nachreinigung möglich. Der Waschfilz wird in
Fig. 3 zum einen mittels einer Rakel 14 und/oder eines Hochdrucklösungsmittelstrahls gereinigt. Bevorzugt werden hierzu Hochdruckdüsen 15 eingesetzt. - Um eine besonders umweltfreundliche Reinigung der Folie zu erzielen, kann die Vor-, Haupt- und/ oder Nachreinigung so gesteuert werden, dass das eingesetzte Lösungsmittel recycelt wird.
- Nach den Reinigungsschritten wird die Folie vor der Weiterverarbeitung in einer Trocknungsstation 16 getrocknet.
-
Fig. 4 zeigt eine weitere mögliche Anordnung der Waschvorrichtung, bestehend aus einer zweistufigen Vorreinigung, der Hauptreinigung und einer Nachreinigung. - Die Sicherheitsfolie 11 wird zur Vorreinigung durch eine Wanne 12 mit Lösungsmittel geführt. Dabei wird die komplette Oberfläche der Sicherheitsfolie 11 mit Lösungsmittel benetzt und das Bindemittel der Druckfarbe angelöst. Die Temperatur des Lösungsmittels kann gegebenenfalls über ein Heizelement 18 eingestellt werden, vorzugsweise in einem Temperaturbereich von 20 bis 40°C. Das Lösungsmittelbad kann alternativ oder zusätzlich mit Ultraschall beaufschlagt werden. Im Bereich der Wanne 12 kann eine rotierende Bürste 17 angebracht sein, die die bereits angelösten Farbpartikel von der Sicherheitsfolie entfernt. Ein weiterer Vorteil der Bürste besteht darin, dass der noch haftenden Farbauftrag aufgeraut wird und damit die Angriffsfläche für das Lösungsmittel vergrößert wird. Auch andere Ausführungen einer mechanischen Einwirkung, wie beispielsweise ein Pinsel oder eine oszillierende Bürste sind möglich.
- In der zweiten Stufe der Vorreinigung werden weitere Farbpartikel mithilfe eines Lösungsmittelstrahls von der Sicherheitsfolie gespült. Bevorzugt werden hierzu Druckdüsen 20 eingesetzt. Es können auch mehrere dieser Düsen hintereinander angebracht sein. Der Druck in den Druckdüsen liegt vorzugsweise in einem Bereich von 2 bis 3 bar. Das herabströmende Lösungsmittel kann in einer Wanne 19 aufgefangen und gegebenenfalls einer Reinigungseinrichtung zugeführt werden.
- Bei der Hauptreinigung wird die Sicherheitsfolie 11 über eine Umlenkrolle 27 an die mit einem Filz 8 belegte Waschwalze 7 herangeführt. Die Waschwalze 7 verfügt über einen eigenen steuerbaren Antrieb, der nicht dargestellt ist. Vorzugsweise wird die Waschwalze 7 im Vorlauf betrieben, d.h., die Umfangsgeschwindigkeit an der Filzoberfläche ist größer als die Transportgeschwindigkeit der Folie 11 und geht in dieselbe Richtung. Zwischen Folie 11 und Filzoberfläche wird Lösungsmittel eingetragen und es bildet sich vorzugsweise ein Lösungsmittelfilm.
- Der Anpressdruck der Folie 11 wird über die Bahnspannung und den Umschlingungswinkel beeinflusst. Der Umschlingungswinkel der Sicherheitsfolie um die Waschwalze 7 kann über die Umlenkwalzen 27 und 28 eingestellt werden, indem sie mit einer geeigneten Vorrichtung in ihrer Position gegenüber der Waschwalze 7 verändert werden.
- Über die Umlenkrolle 28 wird die Folie 11 der Nachreinigungsstation zugeführt.
- An der Oberfläche des Filzes 8 haften gegebenenfalls Farbpartikel, die das Waschergebnis negativ beeinflussen könnten. Deshalb ist es vorteilhaft, den Filz kontinuierlich zu reinigen. Vorzugsweise wird ein Lösungsmittelstrahl auf den Filz 8 gerichtet. Besonders bevorzugt werden hierzu Hochdruckdüsen 15, 22 eingesetzt, die bei ca. 150 bar arbeiten. Weiterhin wird die Filzoberfläche durch eine quer zur Drehrichtung oszillierende Bürstenleiste 21 abgebürstet. Das verunreinigte Wasser wird durch eine flexible Lippe, beispielsweise aus Hartgummi, abgestreift. Die Anordnung und Anzahl der einzelnen Reinigungsvorrichtungen kann beliebig variiert werden.
- Der Flüssigkeitseintrag zwischen Folie 11 und Filz 8 kann über die Einrichtungen Sprühdüse 24, Saugeinrichtung 25 und Quetschwalze 26 eingestellt werden. Vorzugsweise sind beim Start des Waschverfahrens die Umlenkrollen 27 und 28 so positioniert, dass die Folie 11 die Waschwalze 7 nicht berührt. Die Waschwalze 7 wird angetrieben und der Filz 8 mit Lösungsmittel benetzt. Das kann über die Sprühdüse 24 geschehen. Danach werden die Umlenkrollen 27 und/oder 28 so verstellt, dass sich die Folie 11 mit dem gewünschten Umschlingungswinkel um die Waschwalze 7 legt.
- Das herabströmende Lösungsmittel wird in einer Wanne 9 aufgefangen und gegebenenfalls einer Reinigungseinrichtung zugeführt.
- Der Hauptreinigung, d.h. dem Schritt mit der mechanischen Einwirkung mittels Flächengebildes folgt eine zusätzliche Nachreinigung. Im einfachsten Fall wird die Folie mit einem Lösungsmittelstrahl aus einer geeigneten Vorrichtung 13 gespült, um letzte anhaftende Farbpartikel zu entfernen. Die Vorrichtung ist vorzugsweise ein Druckdüse. Das herabströmende Lösungsmittel wird in einer Wanne 29 aufgefangen und gegebenenfalls einer Reinigungseinrichtung zugeführt.
- Nach den Reinigungsschritten wird die Folie vor der Weiterverarbeitung in einer Trocknungsstation 16 getrocknet.
Claims (22)
- Verfahren zur Herstellung von Sicherheitsfolien für Wertpapiere, bestehend aus einer transluzenten Trägerfolie und einer darauf aufgebrachten Abdeckschicht , die beschichtungsfreie Bereiche in Form von Buchstaben, Zahlen, Zeichen, Punkten und/ oder Muster etc. aufweist, die insbesondere im Durchlicht klar zu erkennen sind, mit folgenden Schritten:a) Bereitstellen der Trägerfolie;b) Bedrucken der Trägerfolie mit Buchstaben, Zahlen, Zeichen, Punkten und/oder Mustern etc.;c) Verwendung einer Druckfarbe mit einem hohen Pigmentanteil;d) Trocknen der Druckfarbe zur Bildung eines porigen, erhabenen Farbauftrags;e) Bilden einer dünnen Abdeckschicht auf der bedruckten Trägerfolie;f) Entfernen des Farbauftrags und der darüber liegenden bzw. in den Farbauftrag eingedrungenen Abdeckschicht durch Auswaschen mit einem Lösungsmittel, kombiniert mit mechanischer Einwirkung;g) Trocknen und gegebenenfalls Zuschneiden der Trägerfolie,dadurch gekennzeichnet, dass bei Schritt f) die mechanische Einwirkung mittels eines textilen Flächengebildes erfolgt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Abdeckschicht eine Metallschicht, vorzugsweise eine Aluminium- oder Kupferschicht, ist.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Trägerfolie in Form eines endlosen Bandes bereitgestellt wird und das Verfahren kontinuierlich durchgeführt wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Druckfarbe wasserlöslich ist und zum Auswaschen Wasser verwendet wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass in Schritt f) eine mit Filz belegte Walze verwendet wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Oberfläche des Flächengebildes gegenüber der Folie eine Relativbewegung ausführt.
- Verfahren nach Anspruch 6, dadurch gekennzeichnet, dass die Relativgeschwindigkeit ± 400 % beträgt.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass die Relativgeschwindigkeit vorlaufend oder nachlaufend ist.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass das Flächengebilde einen Filz, vorzugsweise einen Filz aus reiner Schafwolle, umfasst.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass das Flächengebilde eine Dicke von 1 bis 30 mm hat.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass das Flächengebilde eine Dichte von 0,15 bis 0,8 g/cm3 hat.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass das Flächengebilde schlauchförmig ist.
- Verfahren nach wenigstens einem der Ansprüche 5 bis 12, dadurch gekennzeichnet, dass der Durchmesser der Walze 100 bis 2000 mm, vorzugsweise 500 bis 1500 mm, beträgt.
- Verfahren nach einem der Ansprüche 5 bis 13, dadurch gekennzeichnet, dass der Umschlingungswinkel der Folie um die Waschwalze 0 bis 360° beträgt.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass das Flächengebilde zumindest teilweise in ein Bad mit Lösungsmittel taucht.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 15, dadurch gekennzeichnet, dass das Lösungsmittel eine Temperatur von 10 bis 50 °C, vorzugsweise 20 bis 40 °C hat.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 16, dadurch gekennzeichnet, dass zum Reinigen das Flächengebilde mit einer Rakel kontinuierlich abgeschabt wird.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 17, dadurch gekennzeichnet, dass das Flächengebilde zum Reinigen mit einem gerichteten Flüssigkeitsstrahl gespült wird.
- Verfahren nach Anspruch 18, dadurch gekennzeichnet, dass der gerichtete Strahl unter einem Druck von etwa 0 bis 500 bar, vorzugsweise etwa 150 bar, steht.
- Verfahren nach wenigstens einem der Ansprüche 1 bis 19, dadurch gekennzeichnet, dass die bedruckte und mit einer Abdeckschicht versehene Trägerfolie vor Schritt f) und/ oder die mit dem Flächengebilde gereinigte Trägerfolie nach Schritt f) zusätzlich mit Lösungsmittel gewaschen wird.
- Sicherheitsfolie, hergestellt nach dem Verfahren gemäß wenigstens einem der Ansprüche 1 bis 20.
- Vorrichtung zur Durchführung des Verfahrens gemäß wenigstens einem der Ansprüche 1 bis 20, mit einer Druckeinrichtung, einer Einrichtung zum Aufbringen einer Abdeckschicht und einer Waschvorrichtung (6), dadurch gekennzeichnet, dass die Waschvorrichtung ein textiles Flächengebilde (8) umfasst.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10333468 | 2003-07-22 | ||
| DE10333468A DE10333468A1 (de) | 2003-07-22 | 2003-07-22 | Verfahren und Vorrichtung zur Herstellung von Sicherheitsfolien |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1520929A1 EP1520929A1 (de) | 2005-04-06 |
| EP1520929B1 true EP1520929B1 (de) | 2009-03-04 |
Family
ID=34042047
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04015119A Expired - Lifetime EP1520929B1 (de) | 2003-07-22 | 2004-06-28 | Verfahren und Vorrichtung zur Herstellung von Sicherheitsfolien |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1520929B1 (de) |
| AT (1) | ATE424479T1 (de) |
| DE (2) | DE10333468A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102639331A (zh) * | 2009-11-11 | 2012-08-15 | 德国捷德有限公司 | 配备有彩色微型凹部的防伪元件的生产 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012010908A1 (de) | 2012-06-01 | 2013-12-05 | Giesecke & Devrient Gmbh | Verifikation von Wertdokumenten mit einem Fenster mit diffraktiven Strukturen |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3887497D1 (de) * | 1988-03-04 | 1994-03-10 | Gao Ges Automation Org | Sicherheitselement in Form eines Fadens oder Bandes zur Einbettung in Sicherheitsdokumente sowie Verfahren zur Herstellung desselben. |
| DE19739193B4 (de) * | 1997-09-08 | 2006-08-03 | Giesecke & Devrient Gmbh | Verfahren zur Herstellung von Sicherheitsfolien für Wertpapiere |
-
2003
- 2003-07-22 DE DE10333468A patent/DE10333468A1/de not_active Withdrawn
-
2004
- 2004-06-28 AT AT04015119T patent/ATE424479T1/de not_active IP Right Cessation
- 2004-06-28 EP EP04015119A patent/EP1520929B1/de not_active Expired - Lifetime
- 2004-06-28 DE DE502004009070T patent/DE502004009070D1/de not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102639331A (zh) * | 2009-11-11 | 2012-08-15 | 德国捷德有限公司 | 配备有彩色微型凹部的防伪元件的生产 |
| CN102639331B (zh) * | 2009-11-11 | 2015-04-08 | 德国捷德有限公司 | 配备有彩色微型凹部的防伪元件的生产 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE424479T1 (de) | 2009-03-15 |
| EP1520929A1 (de) | 2005-04-06 |
| DE10333468A1 (de) | 2005-02-10 |
| DE502004009070D1 (de) | 2009-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1023499B2 (de) | Verfahren zur Herstellung von Sicherheitsfolien | |
| DE68927297T2 (de) | Verfahren und vorrichtung zum anbringen von patronen auf gewebe mittels wasserhaltiges medium | |
| DE69523471T2 (de) | Verfahren zum drucken auf ein einziges substrat in mehreren aufeinanderfolgenden durchgängen und hiernach bedrucktes substrat | |
| DE69813580T2 (de) | Verfahren und vorrichtung zur streifenförmigen bemusterung von gefärbten geweben mittels wasserstrahlbehandlung | |
| RU2136507C1 (ru) | Способ печати на подложке | |
| DE69932298T2 (de) | Verfahren zur Behandlung des Flocks einer geflockten Unterlage und das so erhaltene Produkt | |
| DE10342253A1 (de) | Flächiges Sicherheitselement | |
| DE69213791T2 (de) | Thermoplastischer Futterstoff und Verfahren zur Herstellung desselben | |
| DE4105674A1 (de) | Walzenreinigungsvorrichtung | |
| DE2457618B2 (de) | Verfahren zum Erzeugen eines Kontrastmusters auf einer Platte und gemusterte Platte | |
| DE69314202T2 (de) | Verfahren zur Herstellung eines Wischvliesstoffs | |
| DE69227241T2 (de) | Blatt aus fasermaterial als informationsträger, verfahren und apparat zu dessen herstellung | |
| EP1520929B1 (de) | Verfahren und Vorrichtung zur Herstellung von Sicherheitsfolien | |
| DE3586958T2 (de) | Kunstleder und verfahren zu seiner herstellung. | |
| DE1560759A1 (de) | Verfahren zur Herstellung eines band- oder bahnfoermigen Werkstoffs | |
| WO2005052249A1 (de) | Sicherheitspapier und verfahren zu dessen herstellung | |
| DE2932457C2 (de) | Verfahren und Vorrichtung zum Auftragen von Flüssigkeiten auf bewegte Flächengebilde, insbesondere Textilbahnen | |
| DE1958978C3 (de) | Verfahren zum Undurchsichtigmachen eines textlien Faservlieses | |
| DE860044C (de) | Drucktuch fuer Textil-Rotationsdruckmaschinen und Verfahren zu seiner Herstellung | |
| DE2249740B2 (de) | Verfahren und vorrichtung zum kontinuierlichen reinigen von schnellaufenden folienbahnen | |
| DE69934979T2 (de) | Sicherheitspapier mit einem darin eingebetteten Sicherheitskennzeichen und ein Verfahren zum Herstellen desselben | |
| DE2600167A1 (de) | Verfahren zur herstellung von metallisierten papiergeweben | |
| DE102021113146B3 (de) | Entnebelungsvorrichtung und Verwendung | |
| DE2731713A1 (de) | Verfahren und vorrichtung zum behandeln einer seite eines gewebes mit einer fluessigkeit | |
| JP2523458B2 (ja) | 模様紙製造用樹脂加工レ−スの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20051006 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AXX | Extension fees paid |
Extension state: LT Payment date: 20051006 Extension state: MK Payment date: 20051006 Extension state: AL Payment date: 20051006 Extension state: HR Payment date: 20051006 Extension state: LV Payment date: 20051006 |
|
| RTI1 | Title (correction) |
Free format text: METHOD AN APPARATUS FOR MANUFACTURING SECURITY FILMS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004009070 Country of ref document: DE Date of ref document: 20090416 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20090304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090604 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20090625 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090819 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090615 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 |
|
| BERE | Be: lapsed |
Owner name: GIESECKE & DEVRIENT G.M.B.H. Effective date: 20090630 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090604 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20091207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090905 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502004009070 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140630 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150623 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150625 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004009070 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160628 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160628 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: GIESECKE+DEVRIENT CURRENCY TECHNOLOGY GMBH, DE Effective date: 20180530 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20210621 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 |