EP1516545A1 - Vorrichtung und Verfahren zur gleichzeitigen Herstellung mehrerer Zigarettenstränge - Google Patents
Vorrichtung und Verfahren zur gleichzeitigen Herstellung mehrerer Zigarettenstränge Download PDFInfo
- Publication number
- EP1516545A1 EP1516545A1 EP04090355A EP04090355A EP1516545A1 EP 1516545 A1 EP1516545 A1 EP 1516545A1 EP 04090355 A EP04090355 A EP 04090355A EP 04090355 A EP04090355 A EP 04090355A EP 1516545 A1 EP1516545 A1 EP 1516545A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tobacco
- strands
- double
- strand
- double strand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 235000019504 cigarettes Nutrition 0.000 title claims description 46
- 238000000034 method Methods 0.000 title claims description 17
- 241000208125 Nicotiana Species 0.000 claims abstract description 113
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims abstract description 112
- 238000007493 shaping process Methods 0.000 claims abstract description 4
- 238000004519 manufacturing process Methods 0.000 claims description 10
- 238000004026 adhesive bonding Methods 0.000 claims description 8
- 238000000151 deposition Methods 0.000 claims description 2
- 239000003292 glue Substances 0.000 abstract description 2
- 238000005303 weighing Methods 0.000 abstract 1
- 239000003795 chemical substances by application Substances 0.000 description 6
- 238000003754 machining Methods 0.000 description 6
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 2
- 244000061176 Nicotiana tabacum Species 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images



Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1835—Multiple rod making devices
Definitions
- the invention relates to a device for producing two tobacco rods, the parallel to each other to form a double strand out of at least a continuously supplied tobacco mat, namely cigarette rod machine with a plurality formed for the processing of a double strand Processing elements, essentially comprising a strand conveyor for Transport of the tobacco strands built up from the tobacco mat on two suction belts, Separating means for separating the excess tobacco from the tobacco strands, Corresponding to each suction belt of the strand conveyor, a format belt for molding the tobacco strands, means for feeding cigarette paper to each format strip, Gluing devices for gluing a respective protruding edge of the otherwise cigarette paper wrapped around the tobacco rod, measuring means for determining the cigarette paper Weight and / or the density of the individual tobacco strands of the double strand as well Release agent for separating cigarettes from the double strand.
- the invention relates to a process for the preparation of two Tobacco strands, which led parallel to each other to form a double strand be made of at least one continuously supplied tobacco mat, comprising the Steps: Transporting the tobacco strands built up from the tobacco fleece to two Saugbändem a strand conveyor in the direction of corresponding format strips, Separating the excess tobacco from the tobacco strands prior to forming the tobacco Tobacco strands, feeding cigarette paper on the format tapes, depositing the Tobacco strands on the size tapes or on the cigarette paper, forms the Tobacco strands, simultaneously wrapping the tobacco strands with the cigarette paper, Gluing a respective protruding edge of the otherwise around the tobacco rod wrapped cigarette papers, final closing of the cigarette paper, measuring the Weight and / or density of tobacco strands, and separating cigarettes from Double strand.
- Such devices and methods are commonly used in the tobacco processing industry used.
- the devices mentioned are Usually part of a production line that has a distributor for the tobacco, the actual cigarette rod machine, a transfer unit and a Filter attachment machine includes.
- the cigarette rod machine is from the distributor with a tobacco fleece, a kind of flat tab carpet, supplies.
- the well-known and generic cigarette rod making machines are for the production of a single Double strand formed from two pairs of individual strands, such that the two tobacco strands parallel next to each other as a pair with one for the Machining a double strand formed set of machining elements become.
- a device of the type mentioned achieved that the apparatus for producing at least two pairs arranged double strands is formed.
- the apparatus for producing at least two pairs arranged double strands is formed.
- the pairwise arrangement of Tobacco strands, each with a double strand namely on the one hand a particular dense arrangement of the tobacco strands of a double strand, so that for the processing of two strands (of a double strand) only one processing element necessary is.
- the inventive design also allows a dense Arrangement of the tobacco strands adjacent double strands, while at the same time sufficient Room for the required processing elements for the respective double strand is available.
- Another advantage is that substantially to known Components of a cigarette twin-strand machine can be used.
- the two double strands arranged one above the other which is also a space-saving construction of the Device guaranteed.
- the distance between the two double strands is greater than that Distance between the tobacco strands of a double strand. This will make it possible in a space-saving manner already existing and known (standard) processing elements to use without further adjustment.
- the double strands are driven separately from each other, such that the double strands formed from the tobacco strands independent of each other can be produced.
- the double strands formed from the tobacco strands independent of each other can be produced.
- the object is achieved by a method with the aforementioned Steps solved in that at least two double strands produced simultaneously become. This improves the performance over known methods of the generic type significantly increased, namely doubled.
- the two duplexes during processing offset in height to each other and side by side, so that a special cost-effective and space-saving production is possible.
- the same advantages apply for the variant in which the two double strands are superimposed.
- the two double strands during machining at a distance greater than that of each other Distance between the strands of a double strand. This is the nested Arrangement of the double strands on the one hand and the respective processing elements on the other hand possible in a particularly space-saving manner.
- Characterized in that the double strands driven separately in a further embodiment is an independent operation or an independent manufacture of Double strands in a device possible, so that e.g. different formats can be produced at the same time or with a time delay.
- the device serves for the parallel production of two double strands of tobacco, in which two tobacco strands are arranged in pairs next to each other.
- a device 10 namely the cigarette rod machine with the respectively represented upstream and downstream components.
- the Device 10 On the input side is the Device 10 associated with a manifold 11, which is adapted to the device several streams of tobacco mat, preferably four streams, for further processing supply.
- Downstream of the device is an unspecified Transfer device 12, which produced the device 10 - usually - double-length cigarettes to a downstream processing station, e.g. one (not shown) Filteransetzmaschine passes.
- Each strand conveyor 18, 19 has two Suction belts 20, 21; 22, 23, wherein two suction belts 20, 21 and 22, 23 respectively for Forming one of two tobacco rods 24, 25 and 26, 27 existing Double strands 28, 29 serve.
- the double strands 28, 29 are arranged side by side and run parallel to each other.
- the double strands 28, 29 are in the vertical direction at different Layers arranged so that they are height offset from each other. With others In words, the transport and processing planes of each double strand 28, 29 run at different heights.
- the double strands 28, 29 are arranged directly above one another. This means that e.g. the tobacco rod 24 of the Double strand 28 vertically below the tobacco rod 26 of the double strand 29 and the Tobacco strand 25 of the double strand 28 vertically below the tobacco rod 27 of the Double strand 29 lies.
- Each double strand 28, 29 are each identical editing elements for Production of the four strands 24 to 27 assigned, the Machining elements are designed such that they parallel processing of a Double strands 28 and 29 ensure.
- the distance of the double strand 28 from Double strand 29 at least as large as the distance between individual strands 24, 25 or 26, 27 of a double strand 28, 29, but preferably larger.
- Words is the distance of the adjacent tobacco strands 25 and 26, each one are assigned to other double strand 28 or 29, greater than the distance between the Tobacco strands 24 and 25 or 26 and 27. This parallel guidance of the tobacco strands 24th to 27 or the double strands 28, 29 is during the entire transport and the maintained throughout processing by the device 10.
- the strand conveyors 18, 19 are in the embodiment shown as circumferential, endless belt conveyor designed such that the tobacco is preferably suspended in Transport direction 13 is conveyed. Other types of transport, such as the lying one Transportation is possible.
- the tobacco fleece is each suction belt 20 to 23 for Forming the respective tobacco rod 24 to 27 assigned in a separate lane. Below each suction belt 20 to 23 is a conventional release agent 30, 31, 32, 33 for Trimming the tobacco strands 24 to 27, more precisely, to separate the excess Tobacco, arranged.
- each Suction belt 20 to 23 a format strip 34, 35, 36, 37, wherein the format strips 34, 35 for the continuation of the double strand 28 and the format strips 36, 37 for Continuation of the double strand 29 serve.
- Two format bands 34, 35 and 36, 37, respectively each have a common drive.
- the format bands 34 to 37 are in a plane below the suction belts 20 to 23 arranged and also designed as endless circulating belt conveyor.
- the Format tapes 34 to 37 each run through a format (not shown) Shaping the tobacco strands 24 to 27, namely in particular for shaping cylindrical tobacco rods 24 to 27.
- In the range of size bands 34 to 37 are further means (not shown) for feeding cigarette paper to the Size bands 34 to 37 and gluing devices 38 and 39 serving as nozzles, Discs or the like are formed for gluing the cigarette paper, arranged. Behind the formats are then means 40, 41 for heating or drying the glue seams provided.
- each double strand 28, 29 a measuring means 42, 43 for weight and / or density determination of the tobacco strands 24th assigned to 27.
- the measuring means 42, 43 are parallel in the embodiment shown arranged side by side, but can also be offset from one another. Behind the Measuring means 42, 43 separating means 44 and 45 are arranged before the tobacco strands 24th to 27 of the transfer device 12 are handed over.
- the release agents 44, 45 are each for separating double-length cigarettes of a double strand 28, 29 educated.
- the device 10 is for manufacturing formed an even number of tobacco strands, wherein the tobacco strands respectively arranged in pairs and guided.
- the corresponding components, namely the upstream distributor and the downstream transfer device are then trained accordingly.
- By the separate drive are at least two of the tobacco strands 24 to 27 formed double strands 28, 29th independently producible.
- different formats e.g. different tobacco rod lengths and / or Tobacco stick diameter, producible.
- all double strands 28, 29 or sub-devices can also be driven jointly, e.g. through a overall drive.
- the process for producing two double strands proceeds in principle as follows: From the manifold 11 tobacco is fed in four streams to the device 10. Of the Tobacco is designed as a fleece. About the fluid beds 14 to 17 will each Strand conveyor 18, 19 or each suction belt 20 to 23 of the strand conveyor 18, 19 a uniform part of the nonwoven, wherein the nonwoven within the fluidized beds 14th to 17 by a circulating air flow to the bottom of the suction belts 20 to 23 is pressed or sucked.
- Shuddering of the tobacco is a uniform part of the nonwoven.
- the circumferentially driven suction belts 20 to 23 then transport the tobacco fleece or the tobacco strands 24 to 27 constructed therefrom hanging for further processing, wherein the hanging tobacco strands 24 to 27 by the release agent 30 to 33 are freed from excess tobacco.
- the trimmed Tobacco strands 24 to 27 are then on each of the format tape 34 to 37 placed placed cigarette paper.
- In this area are the format bands 34 to 37 with the cigarette paper positioned thereon and the suction belts 20 to 23 in the Synchronism.
- the cigarette paper is pulled off a bobbin by a Led printing unit and then stored on the respective format tape 34 to 37.
- the Size bands 34 to 37 transport each tobacco rod 24 to 27 and the Cigarette paper by the format in which the cigarette paper around the strand 24 to 27 is wound.
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
Description
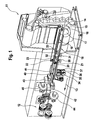
- Fig. 1
- eine schematische Darstellung einer Zigarettenstrangmaschine, bei der die Doppelstränge höhenversetzt zueinander und nebeneinander angeordnet sind, mit vorgeschaltetem Verteiler und nachgeordneter Übergabevorrichtung,
- Fig. 2
- eine Ausschnittsvergrößerung aus Figur 1, nämlich den Strangförderer mit den Trennelementen zum Trennen des überschüssigen Tabaks von den Tabaksträngen,
- Fig. 3
- eine Ausschnittsvergrößerung aus Figur 1, nämlich die Meßeinrichtung zur Ermittlung des Gewichts und/oder der Dichte der Stränge mit den Trennelementen zur Trennung von doppeltlangen Zigaretten von den Tabaksträngen sowie die Übergabevorrichtung, und
- Fig. 4
- eine schematische Darstellung einer weiteren Zigarettenstrangmaschine, bei der die Doppelstränge übereinander angeordnet sind.
Claims (21)
- Vorrichtung zur Herstellung von zwei Tabaksträngen (24, 25), die parallel nebeneinander zur Bildung eines Doppelstranges (28) geführt sind, aus mindestens einem kontinuierlich zugeführten Tabakvlies, nämlich Zigarettenstrangmaschine mit einer Mehrzahl für die Bearbeitung eines Doppelstranges (28) ausgebildeten Bearbeitungselementen, im wesentlichen umfassend einen Strangförderer (18) zum Transport der aus dem Tabakvlies aufgebauten Tabakstränge (24, 25) an zwei Saugbändem (20, 21), Trennmittel (30, 31) zum Trennen des überschüssigen Tabaks von den Tabaksträngen (24, 25), korrespondierend zu jedem Saugband (20, 21) des Strangförderers (18) ein Formatband (34, 35) mit einem Format zum Formen der Tabakstränge (24, 25), Mittel zum Zuführen von Zigarettenpapier auf jedes Formatband (34, 35), Beleimungseinrichtungen (38) zum Beleimen einer jeweils abstehenden Kante des ansonsten um den Tabakstrang (24, 25) gewickelten Zigarettenpapiers, Meßmittel (42) zum Ermitteln des Gewichts und/oder der Dichte der einzelnen Tabakstränge (24, 25) des Doppelstranges (28) sowie Trennmittel (44) zum Trennen von Zigaretten vom Doppelstrang (28), dadurch gekennzeichnet, daß die Vorrichtung (10) zur Herstellung von mindestens zwei paarweise angeordneten Doppelsträngen (28, 29) ausgebildet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Vorrichtung (10) zur Herstellung einer geraden Anzahl von Tabaksträngen (24, 25, 26, 27) ausgebildet ist, wobei die Tabakstränge (24 bis 27) jeweils paarweise angeordnet sind.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß zwei Doppelstränge (28, 29) parallel zueinander angeordnet sind.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die beiden Doppelstränge (28, 29) höhenversetzt zueinander und nebeneinander angeordnet sind.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die beiden Doppelstränge (28, 29) übereinander angeordnet sind.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß der Tabakstrang (24) des Doppelstrangs (28) vertikal unterhalb des Tabakstrangs (26) des Doppelstrangs (29) und der Tabakstrang (25) des Doppelstrangs (28) vertikal unterhalb des Tabakstrangs (27) des Doppelstrangs (29) liegt.
- Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß der Abstand des einen Doppelstranges (28) vom anderen Doppelstrang (29) mindestens genauso groß ist wie der Abstand zwischen den einzelnen Tabaksträngen (24, 25; 26, 27) jedes Doppelstranges (28; 29).
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß der Abstand zwischen den beiden Doppelsträngen (28, 29) größer ist als der Abstand zwischen den Tabaksträngen (24, 25; 26, 27) jedes Doppelstranges (28, 29).
- Vorrichtung nach einem der Ansprüche 1 bis 4 oder 7 bis 8, dadurch gekennzeichnet, daß sämtliche Bearbeitungselemente redundant vorhanden sind, wobei die Bearbeitungselemente, die jeweils zur Bearbeitung eines Doppelstrangs (28, 29) ausgebildet sind, ebenfalls höhenversetzt zueinander und nebeneinander angeordnet sind.
- Vorrichtung nach einem der Ansprüche 1 bis 3 oder 5 bis 8, dadurch gekennzeichnet, daß sämtliche Bearbeitungselemente redundant vorhanden sind, wobei die Bearbeitungselemente, die jeweils zur Bearbeitung eines Doppelstrangs (28, 29) ausgebildet sind, ebenfalls übereinander angeordnet sind.
- Vorrichtung nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, daß die beiden Doppelstränge (28, 29) separat voneinander antreibbar sind, derart, daß die aus den Tabaksträngen (24, 25 bzw. 26, 27) gebildeten Doppelstränge (28, 29) unabhängig voneinander herstellbar sind.
- Verfahren zur Herstellung von zwei Tabaksträngen (24, 25), die parallel nebeneinander zur Bildung eines Doppelstranges (28) geführt werden, aus mindestens einem kontinuierlich zugeführten Tabakvlies, umfassend die Schritte:dadurch gekennzeichnet,daßTransportieren der aus dem Tabakvlies aufgebauten Tabakstränge (24, 25) an zwei Saugbändern (20, 21) eines Strangförderers (18) in Richtung korrespondierender Formatbänder (34, 35),Trennen des überschüssigen Tabaks von den Tabaksträngen (24, 25) vor der Formung der Tabakstränge (24, 25),Zuführen von Zigarettenpapier auf die Formatbänder (34, 35),Ablegen der Tabakstränge (24, 25) auf den Formatbändern (34, 35) bzw. auf dem Zigarettenpapier,Formen der Tabakstränge (24, 25),gleichzeitiges Umwickeln der Tabakstränge (24, 25) mit dem Zigarettenpapier,Beleimen einer jeweils abstehenden Kante des ansonsten um den Tabakstrang (24, 25) gewickelten Zigarettenpapiers,endgültiges Schließen des Zigarettenpapiers,Messen des Gewichts und/oder der Dichte der Tabakstränge (24, 25), undTrennen von Zigaretten vom Doppelstrang (28),mindestens zwei Doppelstränge (28, 29) gleichzeitig hergestellt werden.
- Verfahren nach Anspruch 12, dadurch gekennzeichnet, daß eine gerade Anzahl von Tabaksträngen (24, 25, 26, 27) gleichzeitig hergestellt wird, wobei die Tabakstränge (24, 25; 26, 27) jeweils paarweise zur Bildung von Doppelsträngen (28, 29) geführt werden.
- Verfahren nach Anspruch 12 oder 13, dadurch gekennzeichnet, daß zwei Doppelstränge (28, 29) parallel zueinander geführt werden.
- Verfahren nach einem der Ansprüche 12 bis 14, dadurch gekennzeichnet, daß die beiden Doppelstränge (28, 29) während der Bearbeitung höhenversetzt zueinander und parallel nebeneinander geführt werden.
- Verfahren nach einem der Ansprüche 12 bis 14, dadurch gekennzeichnet, daß die beiden Doppelstränge (28, 29) übereinander geführt werden.
- Verfahren nach Anspruch 16, dadurch gekennzeichnet, daß der Tabakstrang (24) des Doppelstrangs (28) vertikal unterhalb des Tabakstrangs (26) des Doppelstrangs (29) und der Tabakstrang (25) des Doppelstrangs (28) vertikal unterhalb des Tabakstrangs (27) des Doppelstrangs (29) geführt wird.
- Verfahren nach einem der Ansprüche 12 bis 17, dadurch gekennzeichnet, daß die beiden Doppelstränge (28, 29) in einem Abstand zueinander geführt werden, der mindestens so groß ist wie der Abstand zwischen den Tabaksträngen (24, 25; 26, 27) eines Doppelstrangs (28; 29).
- Verfahren nach einem der Ansprüche 12 bis 18, dadurch gekennzeichnet, daß die beiden Doppelstränge (28, 29) in einem Abstand zueinander geführt werden, der größer ist als der Abstand zwischen den Tabaksträngen (24, 25; 26, 27) eines Doppelstrangs (28; 29).
- Verfahren nach einem der Ansprüche 12 bis 19, dadurch gekennzeichnet, daß jeder Doppelstrang (28, 29) von einem separaten Satz für die Bearbeitung eines Doppelstranges (28, 29) ausgebildeten Bearbeitungselemente bearbeitet wird.
- Verfahren nach einem der Ansprüche 12 bis 20, dadurch gekennzeichnet, daß die Doppelstränge (28, 29) separat angetrieben werden.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP04090355A EP1516545B1 (de) | 2003-09-16 | 2004-09-16 | Vorrichtung und Verfahren zur gleichzeitigen Herstellung mehrerer Zigarettenstränge |
| PL04090355T PL1516545T3 (pl) | 2003-09-16 | 2004-09-16 | Urządzenie i sposób jednoczesnego wytwarzania kilku pasm papierosów |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03090297 | 2003-09-16 | ||
| EP03090297 | 2003-09-16 | ||
| EP04090024 | 2004-01-24 | ||
| EP04090024 | 2004-01-24 | ||
| EP04090355A EP1516545B1 (de) | 2003-09-16 | 2004-09-16 | Vorrichtung und Verfahren zur gleichzeitigen Herstellung mehrerer Zigarettenstränge |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1516545A1 true EP1516545A1 (de) | 2005-03-23 |
| EP1516545A8 EP1516545A8 (de) | 2005-06-15 |
| EP1516545B1 EP1516545B1 (de) | 2008-07-16 |
Family
ID=34198555
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04090355A Expired - Lifetime EP1516545B1 (de) | 2003-09-16 | 2004-09-16 | Vorrichtung und Verfahren zur gleichzeitigen Herstellung mehrerer Zigarettenstränge |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1516545B1 (de) |
| PL (1) | PL1516545T3 (de) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1726223A3 (de) * | 2005-05-25 | 2007-08-15 | Hauni Maschinenbau Aktiengesellschaft | Vorrichtung zur Aufbereitung und/oder Herstellung von stabförmigen Gegenständen der tabakverarbeitenden Industrie |
| EP1825767A1 (de) * | 2006-02-24 | 2007-08-29 | Hauni Maschinenbau AG | Strömungskörper einer Zigarettenstrangmaschine |
| EP1872671A1 (de) * | 2006-06-30 | 2008-01-02 | Hauni Maschinenbau AG | Strömungskörper in einer Strangmaschine der Tabak verarbeitenden Industrie |
| EP2255681A1 (de) * | 2009-05-26 | 2010-12-01 | HAUNI Maschinenbau AG | Strangmaschine der Tabak verarbeitenden Industrie |
| EP2641489A2 (de) | 2012-03-20 | 2013-09-25 | HAUNI Maschinenbau AG | Messanordnung, ausgebildet und eingerichtet zum Messen von in Strangeinheiten der Tabak verarbeitenden Industrie hergestellten Strängen und/oder Strangabschnitten sowie Strangeinheit mit einer solchen Messanordnung |
| EP2641488A2 (de) | 2012-03-20 | 2013-09-25 | HAUNI Maschinenbau AG | Messanordnung zum Messen von in Strangmaschinen der Tabak verarbeitenden Industrie hergestellten und geförderten Strängen |
| DE102012102340A1 (de) | 2012-03-20 | 2013-09-26 | Hauni Maschinenbau Ag | Messanordnung, ausgebildet und eingerichtet zum Messen von in Strangeinheiten der Tabak verarbeitenden Industrie hergestellten Strängen und/oder Strangabschnitten sowie Strangeinheit mit einer solchen Messanordnung |
| WO2013178620A1 (de) * | 2012-05-29 | 2013-12-05 | Hauni Maschinenbau Ag | Anordnung und verfahren zum herstellen von artikelsträngen aus umhülltem fasermaterial der tabak verarbeitenden industrie |
| EP2674045A2 (de) | 2012-06-13 | 2013-12-18 | HAUNI Maschinenbau AG | Messmodul und Messanordnung zum Messen von in Strangmaschinen der Tabak verarbeitenden Industrie hergestellten Strängen und/oder Strangabschnitten sowie Strangmaschinen mit solchen Messmodulen bzw. einer solchen Messanordnung |
| CN104621712A (zh) * | 2013-11-11 | 2015-05-20 | 豪尼机械制造股份公司 | 用于制造配设有滤嘴的棒形烟制品的系统和方法 |
| DE102014107747A1 (de) | 2014-06-03 | 2015-12-03 | Hauni Maschinenbau Ag | Messmodul, Messanordnung und Strangmaschine in der Tabak verarbeitenden Industrie |
| EP2666372A3 (de) * | 2012-05-21 | 2015-12-09 | HAUNI Maschinenbau AG | Strangformungsvorrichtung und Strangmaschine der Tabak verarbeitenden Industrie |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB216868A (en) * | 1923-05-30 | 1925-06-18 | Tescawi Zigaretten Vertriebsge | Multiple continuous rod cigarette machine |
| US4336812A (en) | 1979-05-22 | 1982-06-29 | G.D. Societa Per Azioni | Machine for simultaneously producing two continuous cigarette rods |
| US4848369A (en) | 1987-03-28 | 1989-07-18 | Korber Ag | Method of and machine for simultaneously making two or more rods from fibrous material |
| US4858626A (en) | 1986-12-17 | 1989-08-22 | G.D. Societa' Per Azioni | Method of optimizing the standard weight variation of cigarettes on a dual-rod cigarette manufacturing machine |
| US4889138A (en) | 1986-06-11 | 1989-12-26 | Korber Ag | Method of and apparatus for simultaneously making plural tobacco streams |
| US4893640A (en) * | 1987-12-12 | 1990-01-16 | Korber Ag | Multiple-rod cigarette making machine |
| US4924885A (en) * | 1987-11-25 | 1990-05-15 | Korber Ag | Method of and apparatus for building, guiding and trimming streams of fibrous material |
| EP0755636A1 (de) * | 1995-07-27 | 1997-01-29 | G.D Societa' Per Azioni | Verfahren und Einrichtung zur gleichzeitigen Herstellung einer Anzahl von Tabaksträngen |
| EP1364588A1 (de) * | 2002-05-21 | 2003-11-26 | Hauni Maschinenbau AG | Anordnung und Verfahren zum Aufbau von wenigstens zwei Tabaksträngen in einer Zigarettenstrangmaschine |
-
2004
- 2004-09-16 EP EP04090355A patent/EP1516545B1/de not_active Expired - Lifetime
- 2004-09-16 PL PL04090355T patent/PL1516545T3/pl unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB216868A (en) * | 1923-05-30 | 1925-06-18 | Tescawi Zigaretten Vertriebsge | Multiple continuous rod cigarette machine |
| US4336812A (en) | 1979-05-22 | 1982-06-29 | G.D. Societa Per Azioni | Machine for simultaneously producing two continuous cigarette rods |
| US4889138A (en) | 1986-06-11 | 1989-12-26 | Korber Ag | Method of and apparatus for simultaneously making plural tobacco streams |
| US4858626A (en) | 1986-12-17 | 1989-08-22 | G.D. Societa' Per Azioni | Method of optimizing the standard weight variation of cigarettes on a dual-rod cigarette manufacturing machine |
| US4848369A (en) | 1987-03-28 | 1989-07-18 | Korber Ag | Method of and machine for simultaneously making two or more rods from fibrous material |
| US4924885A (en) * | 1987-11-25 | 1990-05-15 | Korber Ag | Method of and apparatus for building, guiding and trimming streams of fibrous material |
| US4893640A (en) * | 1987-12-12 | 1990-01-16 | Korber Ag | Multiple-rod cigarette making machine |
| EP0755636A1 (de) * | 1995-07-27 | 1997-01-29 | G.D Societa' Per Azioni | Verfahren und Einrichtung zur gleichzeitigen Herstellung einer Anzahl von Tabaksträngen |
| EP1364588A1 (de) * | 2002-05-21 | 2003-11-26 | Hauni Maschinenbau AG | Anordnung und Verfahren zum Aufbau von wenigstens zwei Tabaksträngen in einer Zigarettenstrangmaschine |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1726223A3 (de) * | 2005-05-25 | 2007-08-15 | Hauni Maschinenbau Aktiengesellschaft | Vorrichtung zur Aufbereitung und/oder Herstellung von stabförmigen Gegenständen der tabakverarbeitenden Industrie |
| EP1825767A1 (de) * | 2006-02-24 | 2007-08-29 | Hauni Maschinenbau AG | Strömungskörper einer Zigarettenstrangmaschine |
| CN101023809B (zh) * | 2006-02-24 | 2012-06-27 | 豪尼机械制造股份公司 | 卷烟机的导向件以及带有该导向件的卷烟机 |
| EP1872671A1 (de) * | 2006-06-30 | 2008-01-02 | Hauni Maschinenbau AG | Strömungskörper in einer Strangmaschine der Tabak verarbeitenden Industrie |
| EP2255681A1 (de) * | 2009-05-26 | 2010-12-01 | HAUNI Maschinenbau AG | Strangmaschine der Tabak verarbeitenden Industrie |
| DE102012102340A1 (de) | 2012-03-20 | 2013-09-26 | Hauni Maschinenbau Ag | Messanordnung, ausgebildet und eingerichtet zum Messen von in Strangeinheiten der Tabak verarbeitenden Industrie hergestellten Strängen und/oder Strangabschnitten sowie Strangeinheit mit einer solchen Messanordnung |
| EP2641488A2 (de) | 2012-03-20 | 2013-09-25 | HAUNI Maschinenbau AG | Messanordnung zum Messen von in Strangmaschinen der Tabak verarbeitenden Industrie hergestellten und geförderten Strängen |
| DE102012102338A1 (de) | 2012-03-20 | 2013-09-26 | Hauni Maschinenbau Ag | Messanordnung zum Messen von in Strangmaschinen der Tabak verarbeitenden Industrie hergestellten und geförderten Strängen |
| EP2641489A2 (de) | 2012-03-20 | 2013-09-25 | HAUNI Maschinenbau AG | Messanordnung, ausgebildet und eingerichtet zum Messen von in Strangeinheiten der Tabak verarbeitenden Industrie hergestellten Strängen und/oder Strangabschnitten sowie Strangeinheit mit einer solchen Messanordnung |
| EP2666372A3 (de) * | 2012-05-21 | 2015-12-09 | HAUNI Maschinenbau AG | Strangformungsvorrichtung und Strangmaschine der Tabak verarbeitenden Industrie |
| WO2013178620A1 (de) * | 2012-05-29 | 2013-12-05 | Hauni Maschinenbau Ag | Anordnung und verfahren zum herstellen von artikelsträngen aus umhülltem fasermaterial der tabak verarbeitenden industrie |
| DE102012104613A1 (de) * | 2012-05-29 | 2013-12-05 | Hauni Maschinenbau Ag | Anordnung und Verfahren zum Herstellen von Artikelsträngen aus umhülltem Fasermaterial der Tabak verarbeitenden Industrie |
| EP2674045A2 (de) | 2012-06-13 | 2013-12-18 | HAUNI Maschinenbau AG | Messmodul und Messanordnung zum Messen von in Strangmaschinen der Tabak verarbeitenden Industrie hergestellten Strängen und/oder Strangabschnitten sowie Strangmaschinen mit solchen Messmodulen bzw. einer solchen Messanordnung |
| DE102012105121A1 (de) | 2012-06-13 | 2013-12-19 | Hauni Maschinenbau Ag | Messmodul und Messanordnung zum Messen von in Strangmaschinen der Tabak verarbeitenden Industrie hergestellten Strängen und/oder Strangabschnitten sowie Strangmaschine mit solchen Messmodulen bzw. einer solchen Messanordnung |
| CN104621712A (zh) * | 2013-11-11 | 2015-05-20 | 豪尼机械制造股份公司 | 用于制造配设有滤嘴的棒形烟制品的系统和方法 |
| EP2883463A1 (de) * | 2013-11-11 | 2015-06-17 | HAUNI Maschinenbau AG | Anordnung und Verfahren zur Herstellung von mit Filtern versehenen stabförmigen Rauchartikeln |
| CN104621712B (zh) * | 2013-11-11 | 2018-10-12 | 虹霓机械制造有限公司 | 用于制造配设有滤嘴的棒形烟制品的系统和方法 |
| DE102014107747A1 (de) | 2014-06-03 | 2015-12-03 | Hauni Maschinenbau Ag | Messmodul, Messanordnung und Strangmaschine in der Tabak verarbeitenden Industrie |
Also Published As
| Publication number | Publication date |
|---|---|
| PL1516545T3 (pl) | 2008-11-28 |
| EP1516545A8 (de) | 2005-06-15 |
| EP1516545B1 (de) | 2008-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19823954C2 (de) | Verfahren und Vorrichtung zum Ausbilden luftaufgebrachter absorbierender Faserkerne | |
| DE69307962T2 (de) | Verfahren zur Herstellung von Filterzigaretten | |
| EP1516545B1 (de) | Vorrichtung und Verfahren zur gleichzeitigen Herstellung mehrerer Zigarettenstränge | |
| DE2137751A1 (de) | Vorrichtung zur Herstellung von Zigarettenhülsen | |
| EP2363029A1 (de) | Fördertrommel der Tabak verarbeitenden Industrie | |
| EP2263956B9 (de) | Fördervorrichtung zum Fördern von Druckprodukten und Anlage mit einer solchen Fördervorrichtung | |
| EP1638419B1 (de) | Doppelbahnige filteransetzmaschine und herstellung von filterzigaretten | |
| DE69720843T2 (de) | Verfahren zum Handhaben von Gegenständen | |
| EP0680916B1 (de) | Verfahren zum Verarbeiten von Druckereiprodukten | |
| DE102015001618A1 (de) | Verfahren und Vorrichtung zum Herstellen eines stabförmigen Artikels aus pflanzlicher Folie | |
| EP3269670A1 (de) | Verfahren und vorrichtung zum bilden von werbemittelzusammenstellungen | |
| DE102010019661A1 (de) | Vorrichtung und Verfahren zum Befüllen von Schragen mit stabförmigen Artikeln sowie Herstellmaschine für stabförmige Artikel mit einer solchen Vorrichtung | |
| EP1568288A1 (de) | Verfahren und Vorrichtung zum Entfernen von Fremdstoffen aus zu verarbeitendem Tabak | |
| DE3432729C2 (de) | ||
| DE3509711A1 (de) | Vorrichtung zur zufuhr von zigaretten zur umhuellungsstrecke einer verpackungsmaschine | |
| EP2172345B1 (de) | Verfahren zur Herstellung von klebegebundenen Buchblocks, sowie Vorrichtung zur Durchführung des Verfahrens | |
| DE3733435A1 (de) | Verfahren zum formen, falzeinbrennen und ganzpressen von buechern und maschine zu seiner durchfuehrung | |
| DE102013222918B3 (de) | Anordnung und Verfahren zur Herstellung von mit Filtern versehenen stabförmigen Rauchartikeln | |
| EP3999457B1 (de) | Abgabe von hergestellten trinkhalmen | |
| EP3415463B1 (de) | Anordnen von abschnitten einer federschlange für die herstellung eines federkerns | |
| DE2614350B2 (de) | Vorrichtung zum Fördern von zylindrischen stabförmigen Gegenständen in der Tabakindustrie | |
| EP1779739B1 (de) | Filterzuführeinrichtung | |
| DE2829177C2 (de) | Verfahren und Vorrichtung zur maschinellen Herstellung von mit bedruckten Kalenderlaschen versehenen Kalendern | |
| DE2540650A1 (de) | Vorrichtung zum ueberfuehren queraxial zugefuehrter filterstopfen in laengsaxialer richtung auf einen huellmaterialstreifen | |
| EP1516546B1 (de) | Vorrichtung und Verfahren zur Übergabe stabförmiger Artikel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HAUNI MASCHINENBAU AG |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| 17P | Request for examination filed |
Effective date: 20050922 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20060324 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 502004007594 Country of ref document: DE Date of ref document: 20080828 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081027 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080716 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080716 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081016 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20080930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080716 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080716 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080716 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080716 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080716 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080716 |
|
| 26N | No opposition filed |
Effective date: 20090417 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20090529 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080916 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080916 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090117 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081017 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20110922 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20110927 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20130401 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130401 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20130821 Year of fee payment: 10 Ref country code: GB Payment date: 20130925 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20130920 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130930 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004007594 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140916 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004007594 Country of ref document: DE Effective date: 20150401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150401 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140916 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140916 |