EP1512663B1 - Vorrichtung zum Wechseln von an umlaufenden Behälterbehandlungsmaschinen angeordneten Bauteilen - Google Patents
Vorrichtung zum Wechseln von an umlaufenden Behälterbehandlungsmaschinen angeordneten Bauteilen Download PDFInfo
- Publication number
- EP1512663B1 EP1512663B1 EP04012538A EP04012538A EP1512663B1 EP 1512663 B1 EP1512663 B1 EP 1512663B1 EP 04012538 A EP04012538 A EP 04012538A EP 04012538 A EP04012538 A EP 04012538A EP 1512663 B1 EP1512663 B1 EP 1512663B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filling
- components
- processing
- interchangeable components
- heads
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/001—Cleaning of filling devices
- B67C3/002—Cleaning of filling devices using cups or dummies to be placed under the filling heads
- B67C3/004—Cleaning of filling devices using cups or dummies to be placed under the filling heads permanently attached to the filling machine and movable between a rest and a working position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C2003/221—Automatic exchange of components
Definitions
- the invention relates to a device for changing arranged on rotating container treatment machines components, especially treatment head components for switching to other filling, cleaning and / or Verschgresprogramme, the individual components are removed and replaced by others.
- filling machines In filling machines, it is necessary to replace certain components on the treatment heads. These include e.g. Filling pipes, washing containers and the like.
- the filling height is determined essentially by the lower edge of a short filling tube, it is necessary to replace this at different filling heights.
- these short filling tubes if they are provided with a screw thread) are removed by unscrewing from the filling or treatment head and replaced by corresponding filling tubes of different lengths.
- a pneumatic extraction device which is operated by hand, respectively.
- a movable in different positions placement and change machine is provided with which components attached to the treatment heads, existing components removed from these and in a storage position can be brought and other components from their storage position with the treatment heads are connected, wherein the placement and change machine subsegments of the container treatment machine automatically moves away and each performs a component change on at least one of adjacent treatment heads.
- the placement and change machine takes after a separate coarse positioning of the treatment machine its own fine positioning relative to this and a subsequent change of components before.
- the machine is formed with at least one assembly unit for one or more removable parts and sector by sector with the circularly mounted filling valves in a matching position and exchanged in the alternating working position several air pipes.
- Rinsing containers are set from a parking position outside the filling machine on the conveyor belt for the bottles to be filled and retracted into the machine. During the circulation then takes place by lifting the lifting organs and the lifting of these washing containers against the filling valve, which is then effected by pressurizing the container, an automatic clamping to the parts of the filling element.
- the containers can then circulate several times and be discharged from the machine after completion of the filling process. For this purpose, the washing container is depressurized and brought by the lifting elements back to the low discharge level of the outlet conveyor.
- the invention is now based on avoiding the disadvantages shown, the task in the change of filling or cleaning program or conversion to other container and mouth sizes of the container to be filled and / or closed a much faster and easier conversion / adjustment of treatment and Filling machine to make, in particular, the intervention of the outside in aseptic treatment process in clean rooms or machines with such clean room-like treatment departments and zones should be avoided.
- the essential advantage of the present invention consists in the fact that the change of treatment components such as recordings, centering, holding devices and Hatskragenunterst Reifenungen u. Like. And washing containers or rinsing pipes and nozzles with only one adjustment automatically at or on all treatment heads of such a container treatment machine can be made.
- the bottles 2 to be filled are fed to the filling machine 1 or the rotor 3 via a feed dog 5 and an inlet stem 6 (possibly with upstream one-piece screw 5).
- the filled bottles 2 are supplied via a transfer star 7 of the following sealing machine 8, for example, designed as a crown capper or screw capper.
- the filled and sealed bottles 2 pass through an outlet end 9 to the conveyor 10.
- the stars 6, 7 and 9 associated with guide elements are indicated. Like the stars, these guide elements can also have the most varied design. In particular, in the treatment of plastic bottles neck collar guiding and centering and pneumatic conveyors are used.
- the filling machine 1 or its rotor 3, the capping machine 8 and its rotor and the stars 6, 7 and 9 are for example driven individually with its own drive or by a common drive and form a common machine block or a combined filling and closing machine ,
- the filling machine 1 is mechanically, electrically or electronically or otherwise controlled filling elements 4.
- a filling element 4 is reproduced very simplified in FIG. 2 as a treatment head.
- Each of these filling elements is attached to the circumference of a ring vessel 14, which is part of the rotor 3 and can form an annular interior for receiving the liquid filling material and for creating a clamping gas space.
- Each filling element 4 has u in the illustrated embodiment.
- each filling element 4 is associated with a number of removable components 18, 19, 20, which are arranged on a receiving device, for example in the form of a circumferential ring 21.
- These removable components 18, 19, 20 are formed as different bottleneck receptacles 18, 19 and / or not shown as mouth clamping devices of known type and as a flushing pipe or flushing nozzle 20 for supply and discharge of a circulating cleaning medium.
- FIG. 2 shows the smaller bottle neck receptacle 19 with a centered bottle mouth 22 in use.
- the assignment of the larger bottle neck receptacle 18 or other provided removable component to all located on the rotor treatment heads or filling elements is ensured at the same time by simple adjustment or rotation of the ring 21.
- the adjustment of the ring about the filling machine axis is possible in various ways with the adjusting means of the prior art. There may be motor, electric, pneumatic or hydraulic adjusting devices or the like. With different or fixed Hubvorgabe (Mehrfachhub) are used. Preferably, a stroke per pitch of the respective removable components is provided, whereby their error-free centric positioning is ensured to the center of the treatment heads 4 during rotation of the ring.
- flushing pipe or flushing nozzle 20 In the formation of the removable components as flushing pipe or flushing nozzle 20, these are connected to the supply centers with a flexible line. Special seal designs on the flush pipe 20 and / or Medelementunterteil 17 ensure a secure sealing of the associated components.
- FIG. 3 shows in simplified terms the assignment of a flushing nozzle 20 to the filling valve space.
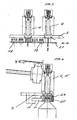
- FIG. 4 Another variant is shown in FIG. 4 with a radial cross section of a treatment head and parts of the upper container treatment machine.
- the around the axis of rotation of the filling machine MA rotatable and encircling ring 21 forms with its inner bearing 23 and the mouth receptacles a partially closed trained sterile room 24, which is surrounded by an outer stationary ring 25 which is interrupted in the inlet and outlet area, in addition.
- Sterile gas or other suitable sterilant may be added to this space 24 thus formed in a variety of ways.
- corresponding adjusting segments can be assigned to each filling valve for receiving the respective change parts. These can be pivoted with the removable parts below the filling element 4. For this purpose, all adjusting segments via adjusting u. Like. Be provided jointly adjusting drive. Also, such adjustment segments can be driven by individual servomotors, which are then suitably controlled together to change the respective removable components.
Landscapes
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Description
- Die Erfindung bezieht sich auf eine Vorrichtung zum Wechseln von an umlaufenden Behälterbehandlungsmaschinen angeordneten Bauteilen, insbesondere Behandlungskopf bauteilen zum Umstellen auf andere Füll-, Reinigungs- und/oder Verschließprogramme, wobei die einzelnen Bauteile entfernt und durch andere ersetzt werden.
- Bei Abfüllmaschinen ist es erforderlich, bestimmte Bauteile an den Behandtungsköpfen auszutauschen. Hierzu gehören z.B. Füllrohre, Spülbehälter und dergleichen. Insbesondere bei mechanischen Füllmaschinen zum Abfüllen von Getränken, deren Füllhöhe im Wesentlichen durch die Unterkante eines kurzen Füllrohres bestimmt wird, ist es erforderlich, dieses bei unterschiedlichen Füllhöhen auszutauschen. Im Allgemeinen werden diese kurzen Füllrohre (wenn sie mit einem Schraubgewinde ausgestattet sind) durch Ausschrauben aus dem Füll- bzw. Behandlungskopf entfernt und durch entsprechende Füllrohre anderer Länge ersetzt. Bei einer vorgesehenen Steckverbindung solcher Füllrohre ist es bereits bekannt geworden, diese mit einer pneumatischen Abzugsvorrichtung, die jeweils von Hand betätigt wird, zu entfernen.
- Bei einer Vorrichtung gemäß der DE 19840172 A1, gemäß dem Oberbegriff des Anspruchs 1, ist an der Peripherie der Behälterbehandlungsmaschine ein in unterschiedliche Positionen verfahrbarer Bestückungs- und Wechselautomat vorgesehen, mit welchem Bauteile an den Behandlungsköpfen angebracht, vorhandene Bauteile von diesen entfernt und in eine Vorratsposition verbringbar und andere Bauteile aus ihrer Vorratsposition mit den Behandlungsköpfen verbindbar sind, wobei der Bestückungs- und Wechselautomat Teilsegmente der Behälterbehandlungsmaschine selbsttätig abfährt und jeweils einen Bauteilwechsel an mindestens einem von nebeneinander angeordneten Behandlungsköpfen vollzieht.
- Der Bestückungs- und Wechselautomat nimmt nach einer separaten Grobpositionierung der Behandlungsmaschine eine eigene Feinpositionierung gegenüber dieser und einen anschließenden Wechsel der Bauteile vor.
- Der Automat ist mit mindestens einer Bestückungseinheit für ein oder mehrere Wechselteile ausgebildet und sektorweise mit den kreisförmig angebrachten füllventilen in eine übereinstimmende Lage verbringbar und tauscht in der Wechselarbeitsposition mehrere Luftrohre aus.
- Der einzelne Arbeitsvorgang zum Wechseln von an umlaufenden Behandlungsmaschinen angeordneten Bauteilen umfaßt dabei folgende Schritte:
- sektionales Verfahren des, Behandlungsmaschinenrotors mit nachfolgender Grobpositionierung;
- eine Feinpositionierung der Bestückungseinheit am Behandlungskopf mit Entnahme des Bauteils und Ablage in einer Magazineinheit;
- Entnahme mindestens eines Bauteils aus einer Magazineinheit mit nachfolgender Positionierung und Befestigung des Bauteils an mindestens einem Behandlungskopf;
- Ermittlung einer weiteren Arbeitsposition des Bestückungs- und Wechselautomaten und/oder Feinpositionierung zu einem weiteren Sektor des sektional verfahrenen Behandlungsmaschinenrotors.
- Hieraus ist erkennbar, dass ein solcher Wechsel auch bei diesem verbesserten Stand der Technik nach wie vor mit umfangreichen Arbeitsschritten und einem entsprechenden Zeitaufwand verbunden ist
- Bei der Reinigung solcher Füllmaschinen bzw. deren Behandlungsköpfe ist es ferner bekannt, für den Reinigungsvorgang entsprechend ausgebildete Spülbehälter einzeln mit den Behandlungsköpfen zu verbinden. Hierbei wird eine von außen an den Drehkreis der Füllmaschine heranführbare Zuführeinrichtung mit dem Drehkreis in eine Zubringstellung verbracht, wonach die einzelnen Spülbehälter in eine Arretierungsposition und mit den Behandlungsstationen verbunden und in Umlauf gebracht werden. Nach Beendigung des Spülvorganges werden die Spülbehälter durch die Zuführeinrichtung von den Behandlungsstationen getrennt und aus dem Drehkreis außerhalb des Bereiches der Gefäßbehandlungsmaschine abgestellt.
- Um hier eine Verbesserung zu erreichen, hat man bereits vorgeschlagen, das Befestigen des Spülbehälters an den Füllelementen ohne zusätzliche Hilfsmittel im Wesentlichen automatisch durchzuführen, wobei die Halterung des Spülbehätters über den Auslaufbereich der Flaschen hinaus aufrechterhalten wird, wozu es lediglich notwendig ist, die Betätigung des Entlastungsventils während des Spülzyklus zu unterbinden. Gleichzeitig wird der Gedanke offenbart, den in der Füllmaschine herrschenden Druck dazu auszunutzen, die Halterung des Spülbehälters an dem Füllelement selbst aufrechtzuerhalten (DE 23089190C3, DE 2747501C3, DE 3227244C1 und DE-GM 7218143). Mit diesen bekannten Vorschlägen ist bereits eine wesentliche Erleichterung bei der täglichen Reinigung solcher Füllmaschinen gegeben. Die einzelnen. Spülbehälter werden von einer Parkposition außerhalb der Füllmaschine auf das Transportband für die zu befüllenden Flaschen gesetzt und in die Maschine eingefahren. Während des Umlaufs erfolgt dann durch Anheben der Huborgane auch das Anheben dieser Spülbehälter gegen das Füllventil, wobei dann durch Druckbeaufschlagung der Behälter ein automatisches Festklemmen an den Teilen des Füllelementes bewirkt wird. Die Behälter können dann mehrfach umlaufen und nach Abschluß des Füllverfahrens wieder aus der Maschine entlassen werden. Hierzu wird der Spülbehälter drucklos geschaltet und von den Huborganen wieder auf die niedrige Abführebene des Auslauftransporteurs gebracht.
- Schließlich ist es bekannt geworden, die Spülbehälter in der Maschine selbst zu belassen und mittels selbständiger Hubvorrichtungen, die außerhalb der eigentlichen Huborgane zum Anheben der Flaschen angeordnet sind, gegen die Füllelemente zu bewegen (DE 2553989B2). Nach dieser bekannten Ausgestaltung sind weitere Huborgane zum Bewegen der Spülbehälter erforderlich, was den gesamten maschinen- und steuerungstechnischen Aufwand einer ohnehin schon komplizierten Füllmaschine erheblich vergrößert. Hinzu kommt, dass die zusätzlichen Huborgane erheblich außerhalb des Zentrums der eigentlichen Füllventliachsen stationiert sein müssen und hierdurch erhebliche Abstützungsprobleme bei der anschließenden Druckspülung auftreten.
- Insbesondere die von außen vorzunehmenden Austauschaktionen an solchen Behälterbehandlungsmaschinen und deren Füll- und Behandlungsköpfe weisen ferner bei dem Einsatz aseptischer Füllsysteme durch den erforderlichen Eingriff in den Reinräumen erhebliche Nachteile auf.
- Der Erfindung liegt nun unter Vermeidung der aufgezeigten Nachteile die Aufgabe zugrunde, bei der Veränderung des Füll- oder Reinigungsprogramms oder Umstellung auf andere Gebinde- und Mündungsgrößen der zu befüllenden und/oder zu verschließenden Behälter eine wesentlich schnellere und einfachere Umstellung/Anpassung der Behandlungs- und Füllmaschine vornehmen zu können, wobei insbesondere auch der Eingriff von Außen bei aseptischen Behandlungsverfahren in Reinräumen oder Maschinen mit solchen reinraumartigen Behandlungsabteilungen und -zonen vermieden werden soll.
- Diese der Erfindung vorgegebene Aufgabenstellung wird bei einer Behälterbehandlungsmaschine der genannten Art gelöst durch die Merkmale der Ansprüche 1 und 2 sowie der Unteransprüche.
- Der wesentliche Vorteil der vorliegenden Erfindung besteht nun darin, dass der Wechsel von Behandlungsbauteilen wie Aufnahmen, Zentrierungen, Halteeinrichtungen und Hatskragenunterstützungen u. dgl. sowie Spülbehälter oder Spülrohre und -Düsen mit nur einem Verstellvorgang automatisch bei bzw. an allen Behandlungsköpfen einer solchen Behälterbehandlungsmaschine vorgenommen werden kann.
- Insbesondere ergibt sich eine erhebliche Zeitersparnis bei solchen Umstellarbeiten, zumal Behälterbehandlungsmaschinen häufig deutlich über einhundert einzelne Behandlungsköpfe und/oder Füllstellen aufweisen.
- Darüber hinaus ist bei abgeschlossenen Räumen oder Raumteilen solcher Behandlungsmaschinen oder deren Anordnung in speziellen Aseptikräumen ein von außen vorzunehmender Eingriff nicht mehr erforderlich.
- Weiterbildungen und Varianten der Erfindung werden nachfolgend im Zusammenhang mit den Ausführungsbeispielen beschrieben. Die Erfindung wird im Folgenden anhand der Zeichnungen dieser Ausführungsbeispiele näher erläutert. Es zeigen:
- Figur 1
- in vereinfachter Darstellung und in Draufsicht eine Behälterbehandlungsmaschine, ausgebildet als Füllmaschine zusammen mit einer angekoppelten Verschließmaschine,
- Figur 2
- den oberen Teil einer Füllmaschine mit einem umlaufenden Träger für die Behandlungsköpfe und/oder Füllventile und eine Aufnahmevorrichtung für die verschiedenen Wechselbauteile,
- Figur 3
- die Behandlungsköpfe mit einer zugeordneten Spüldüse, die auch als Spülbehälter ausgebildet sein kann und
- Figur 4
- einen Radialquerschnitt eines Behandlungskopfes und Teile der oberen Behälterbehandlungsmaschine mit einem Sterilraum.
- Die zu füllenden Flaschen 2 werden der Füllmaschine 1 bzw. dem Rotor 3 über einen Transporteur 5 und einen Einlaufstem 6 (ggf. mit vorgeschalteter Einteil-Schnecke 5) zugeführt. Die gefüllten Flaschen 2 werden über einen Übergabestern 7 der nachfolgenden Verschließmaschine 8, beispielsweise ausgebildet als Kronkorkenverschließer oder Schraubverschließer zugeführt. Die gefüllten und verschlossenen Flaschen 2 gelangen über einen Auslaufstem 9 an den Transporteur 10. Mit 11, 12 und 13 sind den Sternen 6, 7 und 9 zugeordnete Führungselemente angedeutet. Ebenso wie die Sterne können auch diese Führungselemente die unterschiedlichste Ausgestaltung aufweisen. Insbesondere bei der Behandlung von Kunststoffflaschen werden Halskragen-Führungs- und Zentrierelemente sowie pneumatische Förderer eingesetzt.
- Die Füllmaschine 1 bzw. deren Rotor 3, die Verschließmaschine 8 bzw. deren Rotor sowie die Sterne 6, 7 und 9 sind beispielsweise einzeln mit einem eigenen Antrieb oder durch einen gemeinsamen Antrieb angetrieben und bilden einen gemeinsamen Maschinenblock bzw. eine kombinierte Füll- und Verschließmaschine.
- Bei der Füllmaschine 1 handelt es sich um mechanisch, elektrisch bzw. elektronisch oder anderweitig gesteuerte Füllelemente 4. Ein solches Füllelement 4 ist sehr vereinfacht in der Fig. 2 als Behandlungskopf wiedergegeben. Jedes dieser Füllelemente ist am Umfang eines Ringkessels 14 befestigt, der Bestandteil des Rotors 3 ist und einen ringförmigen Innenraum zur Aufnahme des flüssigen Füllgutes sowie zur Schaffung eines Spanngasraumes bilden kann.
Jedes Füllelement 4 weist bei der dargestellten Ausführungsform u. A. ein Gehäuse 15 auf, in welchem ein Flüssigkeitskanal 16 gebildet ist, der mit einem Ringraum oder einer Zuteilung in Verbindung steht und an der Unterseite des Gehäuses 5 eine ringförmige Auslaßöffnung17 bildet. - Gemäß dem in Figur 2 dargestellten Ausführungsbeispiel sind die Behandlungsköpfe 4 als Freistrahlfüllelemente ausgeführt, bei denen eine Hubbewegung von Füllelementteilen gegen die Flaschenmündung und umgekehrt nicht vorgesehen ist. Ungeachtet dessen kann jedoch jedes andere Fülletement mit Senkbewegung zur Abdichtung gegen die Gefäßmündung eingesetzt werden. In gleicher Weise ist ein Anpressen der Gefäßmündungen gegen Anpreß- und Dichtelemente der Füllöffnungen oder der Einsatz mobiler Teleskopanpressungen möglich. Wie aus der Zeichnung ersichtlich, ist jedem Füllelement 4 eine Anzahl von Wechselbauteilen 18, 19, 20 zugeordnet, die an einer Aufnahmevorrichtung beispielsweise in Form eines umlaufenden Ringes 21 angeordnet sind. Diese Wechselbauteile 18, 19, 20 sind als unterschiedliche Flaschenhalsaufnahmen 18, 19 und/oder als nicht dargestellte Mündungsklemmvorrichtungen bekannter Art sowie als Spülrohr oder Spüldüse 20 zur Zu- und Abführung eines umlaufenden Reinigungsmediums ausgebildet.
- In Figur 2 befindet sich die kleinere Flaschenhalsaufnahme 19 mit einer zentrierten Flaschenmündung 22 im Einsatz.
- Bei der Umstellung auf andere Behälter oder Flaschengrößen und/oder Mündungsgrößen oder eines anderen Programms ist durch einfache Verstellung bzw. Verdrehung des Ringes 21 die Zuordnung der größeren Flaschenhalsaufnahme 18 oder eines anderen vorgesehenen Wechselbauteils zu allen am Rotor befindlichen Behandlungsköpfe bzw. Füllelemente zeitgleich gewährleistet. Die Verstellung des Ringes um die Füllmaschinenachse ist auf verschiedene Art und Weise mit den Verstellmitteln aus dem Stand der Technik möglich. Es können motorische, elektrische, pneumatische oder auch hydraulische Stellvorrichtungen oder dgl. mit unterschiedlicher oder fester Hubvorgabe (Mehrfachhub) eingesetzt werden. Vorzugsweise ist ein Hub pro Teilungsabstand der jeweiligen Wechselbauteile vorgesehen, wodurch bei der Drehung des Ringes deren fehlerfreie zentrische Positionierung zum Zentrum der Behandlungsköpfe 4 gewährleistet ist.
- Bei der Ausbildung der Wechselbauteile als Spülrohr bzw. Spüldüse 20 sind diese mit einer flexiblem Leitung mit den Versorgungszentren verbunden. Spezielle Dichtungsausbildungen am Spülrohr 20 und/oder Füllelementunterteil 17 gewährleisten ein sicheres Abdichten der zugeordneten Bauteile.
- Es ist auch denkbar, den Verstellring 21 selbst mit einem geeigneten CIP-Kanal auszubilden bzw. einen solchen in oder an diesem anzuordnen. Figur 3 zeigt allerdings lediglich vereinfacht die Zuordnung einer Spüldüse 20 zu dem Füllventilraum.
- Eine weitere Variante zeigt Figur 4 mit einem Radialquerschnitt eines Behandlungskopfes und Teile der oberen Behälterbehandlungsmaschine. Der um die Rotationsachse der Füllmaschine MA verdrehbare und umlaufende Ring 21 bildet mit seiner inneren Lagerstelle 23 und den Mündungsaufnahmen einen teilweise geschlossenen ausgebildeten Sterilraum 24, der von einem äußeren feststehenden Ring 25, der im Ein- und Auslaufbereich unterbrochen ist, ergänzend umschlossen wird. Diesem so gebildeten Raum 24 kann auf verschiedene Weise Sterilgas oder ein anderes geeignetes Sterilisationsmittel zugegeben werden.
- Anstelle des im Ausführungsbeispiel dargestellten Verstellringes 21 können zur Aufnahme der jeweiligen Wechselteile auch entsprechende Verstellsegmente einem jeden Füllventil zugeordnet sein. Diese können mit den Wechselteilen unterhalb des Füllelements 4 verschwenkt werden. Dazu kann ein alle Verstellsegmente über Verstellstange u. dgl. gemeinsam verstellender Antrieb vorgesehen sein. Auch können solche Verstellsegmente über einzelne Servomotoren angetrieben sein, die dann zweckmäßig gemeinsam zum Wechsel der jeweiligen Wechselbauteile angesteuert werden.
Claims (7)
- Vorrichtung zum Wechseln von an umlaufenden Behälterbehandlungsmaschinen (1) angeordneten Bauteilen, insbesondere Behandlungskopfbauteilen zum Verändern des Füll-, Reinigungs- und/oder Verschließprogramms, wobei Wechselbauteile (18, 19, 20) entfernt und durch andere Bauteile und/oder Zentrierteile an den mehreren Behandlungsköpfen (4) ersetzt werden, dadurch gekennzeichnet, dass jedem Behandlungskopf (z. B. Füllelement) (4) eine Anzahl von Wechselbauteilen (18, 19, 20) zugeordnet ist und diese bei einem Wechselvorgang an allen Behandlungsköpfen (4) gemeinsam und/oder zeitgleich wechselbar und/oder mit diesen in Arbeitsposition verbringbar sind.
- Vorrichtung gemäß Oberbegriff des Anspruchs 1 mit an einem umlaufenden Träger angeordneten Behandlungsköpfen wie Füllelemente und dgl., dadurch gekennzeichnet, dass im Bereich der Behandlungsköpfe (4) eine diesen zugeordnete Aufnahmevorrichtung (21) mit mehreren Wechselbauteilen (18-20) angeordnet ist und diese einzelnen Aufnahmevorrichtungen (21) mit den aufgenommenen Wechselbauteilen (18-20) gemeinsam im Verhältnis zur Position der Behandlungsköpfe (4) verstell- und/oder verdrehbar gelagert sind.
- Vorrichtung nach Ansprüch 2, dadurch gekennzeichnet, dass unterhalb der Füllelemente (Behandlungsköpfe) (4) ein verstellbarer umlaufender Ring (21) angeordnet ist, an dem die jeweiligen Wechselbauteile (18-20) eines Füllelementes angeordnet sind und diese gemeinsam mit dem Ring (21) um die Rotorachse (MA) der Behandlungsmaschine verdrehbar (1) und in Position verbringbar gelagert sind.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Wechselbauteile (18-20) als unterschiedliche Flaschenhalsaufnahmen und/oder Flaschenzentrierungen und/oder Spülbehälter/Spüldüse ausgebildet sind.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Wechselbauteile (18-20) einerseits als Aufnahmen, Zentrierungen und Halteeinrichtungen für die Flaschen- und/oder Behälterköpfe (4) und andererseits als Reinigungsund/oder Spülhülsen (20) für die Füllelemente ausgebildet und im Bereich der Füllelemente in Position gelagert sind.
- Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, dass der Verstellring (21) in Form eines CIP-Ringkanals und/oder Medienkanals ausgebildet ist und/oder einen solchen Kanal aufnimmt und/oder mit diesem verbunden ist.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass die Wechselbauteile als Sprühdüsen (20) ausgebildet sind, und die Sprühdüsen (20) gleichzeitig Zu- und Abführkanäle für weitere Medien oder Sterilisationsmedien bilden oder aufweisen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10340365 | 2003-09-02 | ||
| DE10340365A DE10340365A1 (de) | 2003-09-02 | 2003-09-02 | Vorrichtung zum Wechseln von an umlaufenden Behälterbehandlungsmaschinen angeordneten Bauteilen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1512663A1 EP1512663A1 (de) | 2005-03-09 |
| EP1512663B1 true EP1512663B1 (de) | 2006-03-22 |
Family
ID=34129619
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04012538A Expired - Lifetime EP1512663B1 (de) | 2003-09-02 | 2004-05-27 | Vorrichtung zum Wechseln von an umlaufenden Behälterbehandlungsmaschinen angeordneten Bauteilen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8006464B2 (de) |
| EP (1) | EP1512663B1 (de) |
| JP (1) | JP2005075468A (de) |
| DE (2) | DE10340365A1 (de) |
| RU (1) | RU2369556C2 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4177215A1 (de) * | 2021-11-04 | 2023-05-10 | Krones Ag | Vorrichtung und verfahren zum füllen von behältern |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10345317A1 (de) | 2003-09-30 | 2005-04-14 | Khs Maschinen- Und Anlagenbau Ag | Überleitvorrichtung für Behälterbehandlungsmaschinen |
| DE10348531A1 (de) | 2003-10-18 | 2005-05-19 | Khs Maschinen- Und Anlagenbau Ag | Behälterbehandlungsmaschine m. Aufnahmetaschen |
| GB0428114D0 (en) | 2004-12-22 | 2005-01-26 | Univ Westminster | Technique and method for suppressing clock-jitter in continuous-time delta-sigma modulators |
| US20100018157A1 (en) * | 2006-07-20 | 2010-01-28 | Volker Till | Closing machine for screwing screw type caps onto screw top bottles in a beverage bottling plant and closing machine for screwing screw type caps onto screw top containers |
| DE102006033511A1 (de) * | 2006-07-20 | 2008-01-24 | Khs Ag | Behandlungsmaschine |
| DE102006035279A1 (de) * | 2006-07-31 | 2008-02-14 | Khs Ag | Verschließmaschine |
| US9145288B2 (en) | 2006-09-21 | 2015-09-29 | Bevcorp Llc | Tipless can filling valve |
| US9139312B2 (en) | 2006-09-21 | 2015-09-22 | Bev Corp LLC | Tipless can filling valve |
| US8496031B2 (en) * | 2006-09-21 | 2013-07-30 | Bevcorp, Llc | Tipless can filling valve |
| US7753093B2 (en) * | 2006-09-21 | 2010-07-13 | Bevcorp, Llc | Tipless can filling valve |
| DE102007024102A1 (de) * | 2007-05-22 | 2008-11-27 | Khs Ag | Behandlungsmaschine |
| ITMI20080672A1 (it) * | 2008-04-15 | 2009-10-16 | Ronchi Mario Spa | Apparecchiatura automatica per il lavaggio di macchine operatrici e macchina dotata di detta apparecchiatura |
| DE102008056241A1 (de) * | 2008-11-06 | 2010-05-12 | Krones Ag | Verschlussvorrichtung für Behältnisse |
| DE102009040977B4 (de) * | 2009-09-11 | 2022-12-15 | Krones Aktiengesellschaft | Behältnisbehandlungsanlage und ein Behältnisbehandlungsverfahren zum Behandeln von mit einem Produkt befüllbaren Behältnissen |
| DE102010027624A1 (de) | 2010-07-19 | 2012-01-19 | Krones Aktiengesellschaft | Vorrichtung zum Behandeln von Behältnissen mit Spülkappe |
| DE102010031873A1 (de) | 2010-07-21 | 2012-01-26 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Befüllen von Behältnissen mit Reinigungseinrichtung |
| DE102010051450A1 (de) * | 2010-11-17 | 2012-05-24 | Khs Gmbh | Füllelement sowie Füllsystem oder Füllmaschine zum Freistrahlfüllen von Flaschen oder dergleichen Behältern |
| DE102011110840A1 (de) | 2011-08-23 | 2013-02-28 | Khs Gmbh | Füllmaschine sowie Verfahren zum Steuern einer Füllmaschine |
| DE102011120425A1 (de) | 2011-12-08 | 2013-06-13 | Khs Gmbh | Füllmaschine |
| DE102012111748A1 (de) | 2012-12-04 | 2014-06-05 | Khs Gmbh | Füllmaschine |
| ITBO20130209A1 (it) * | 2013-05-08 | 2014-11-09 | Effemmeit S R L | Stazione di riempimento per macchine imbottigliatrici |
| DE102014109589A1 (de) * | 2014-07-09 | 2016-01-14 | Khs Gmbh | Füllsystem zum Füllen von Flaschen oder dergleichen Behältern |
| DE102014109810B3 (de) | 2014-07-14 | 2015-10-15 | Khs Gmbh | Füllsystem sowie Verfahren zum Betrieb eines solchen Füllsystems |
| CN104555859A (zh) * | 2014-11-25 | 2015-04-29 | 镇江市顶智微电子科技有限公司 | 一种灌装瓶纠正推挤涮洗输送灌装运盖冲挤旋盖贴标系统 |
| US10035614B2 (en) * | 2015-09-21 | 2018-07-31 | Scholle Ipn Corporation | Method for aseptic filling of pouches |
| DE102017221193A1 (de) * | 2017-11-27 | 2019-05-29 | Bausch + Ströbel Maschinenfabrik Ilshofen GmbH + Co. KG | Verschließvorrichtung zum Begasen und Verschließen von Behältern, die eine Einfüllöffnung aufweisen |
| DE102019135472A1 (de) * | 2019-12-20 | 2021-06-24 | Khs Gmbh | Füllmaschine |
| CN112124702A (zh) * | 2020-09-28 | 2020-12-25 | 昆山诚丰达工控设备有限公司 | 一种三合一旋转式酱料灌装系统 |
| CN114802839A (zh) * | 2021-01-29 | 2022-07-29 | 无锡鼎加弘思饮品科技有限公司 | 检测螺杆适配性的方法及灌装平台 |
| CA3209605A1 (en) | 2021-02-24 | 2022-09-01 | Yum Connect, LLC | Automated beverage dispenser system and method |
| DE102021115283A1 (de) * | 2021-06-14 | 2022-12-15 | Krones Aktiengesellschaft | Lokalanlage zur Behälterbehandlung |
| CN114136728A (zh) * | 2021-11-22 | 2022-03-04 | 杭州谱育科技发展有限公司 | 封闭容器内溶液的调整装置和方法 |
| US12338022B2 (en) | 2023-02-10 | 2025-06-24 | Yum Connect, LLC | Automated beverage dispenser system and method |
| US12415716B2 (en) | 2023-04-25 | 2025-09-16 | Yum Connect, LLC | Automated beverage dispenser system and method |
| CN117069040A (zh) * | 2023-10-13 | 2023-11-17 | 张家港市裕中饮料机械有限公司 | 一种星轮传动式灌装系统及灌装方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7218143U (de) | 1975-09-25 | Holstein & Kappert Maschinenfabrik Phoenix Gmbh | Spülvorrichtung für eine Einrichtung zum Reinigen und Sterilisieren von rotierenden Gefäßfüllmaschinen | |
| DE2308190C3 (de) | 1973-02-20 | 1985-10-24 | Holstein Und Kappert Gmbh, 4600 Dortmund | Verfahren und Vorrichtung zum Reinigen und Sterilisieren von Gegendruckfüllmaschinen |
| GB1488428A (en) * | 1974-11-30 | 1977-10-12 | Shibuya Kogyo Co Ltd | Rotary filling machine comprising a washing device |
| DE2747501C3 (de) | 1977-10-22 | 1980-08-14 | Seitz-Werke Gmbh, 6550 Bad Kreuznach | Spülvorrichtung zur mikrobiologischen Reinigung der flüssigkeitsführenden Teile von Abfüllmaschinen mittels Spülbehältern |
| DE3227244C1 (de) | 1982-07-21 | 1984-01-05 | Mitsubishi Jukogyo K.K., Tokyo | Waschvorrichtung für eine Behälterverschließmaschine |
| EP0405402A3 (en) * | 1989-06-26 | 1991-03-20 | Toyo Seikan Kaisha Limited | Aseptic filling machine |
| JP3687857B2 (ja) * | 1992-05-29 | 2005-08-24 | 澁谷工業株式会社 | 回転式容器処理装置のワークヘッド交換装置 |
| DE4332327A1 (de) * | 1993-09-23 | 1995-03-30 | Alfill Getraenketechnik | Behälterfüllmaschine |
| DE19513064B4 (de) * | 1995-04-07 | 2004-04-01 | Khs Maschinen- Und Anlagenbau Ag | Verfahren sowie System zum Füllen von Behältern mit einem flüssigen Füllgut sowie Füllmaschine und Etikettiereinrichtung zur Verwendung bei diesem Verfahren oder System |
| US5778633A (en) * | 1996-05-13 | 1998-07-14 | Fci, Inc. | Quick change ledge support assembly for filling and capping machines |
| DE19814625A1 (de) * | 1998-04-01 | 1999-10-07 | Khs Masch & Anlagenbau Ag | Vortisch für Gefäßbehandlungsmaschinen |
| DE19840172A1 (de) | 1998-09-03 | 2000-03-09 | Khs Masch & Anlagenbau Ag | Vorrichtung zum Wechseln von an umlaufenden Behälterbehandlungsmaschinen angeordneten Bauteilen |
| RU2202510C1 (ru) * | 2001-09-26 | 2003-04-20 | Открытое акционерное общество "Туласпирт" | Полуавтомат для мойки бутылок и носитель бутылок для него |
-
2003
- 2003-09-02 DE DE10340365A patent/DE10340365A1/de not_active Ceased
-
2004
- 2004-05-27 EP EP04012538A patent/EP1512663B1/de not_active Expired - Lifetime
- 2004-05-27 DE DE502004000366T patent/DE502004000366D1/de not_active Expired - Lifetime
- 2004-08-12 JP JP2004235180A patent/JP2005075468A/ja active Pending
- 2004-09-01 US US10/931,817 patent/US8006464B2/en active Active
- 2004-09-01 RU RU2004126589/12A patent/RU2369556C2/ru not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4177215A1 (de) * | 2021-11-04 | 2023-05-10 | Krones Ag | Vorrichtung und verfahren zum füllen von behältern |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10340365A1 (de) | 2005-03-24 |
| EP1512663A1 (de) | 2005-03-09 |
| US20050086909A1 (en) | 2005-04-28 |
| DE502004000366D1 (de) | 2006-05-11 |
| RU2369556C2 (ru) | 2009-10-10 |
| US8006464B2 (en) | 2011-08-30 |
| RU2004126589A (ru) | 2006-02-27 |
| JP2005075468A (ja) | 2005-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1512663B1 (de) | Vorrichtung zum Wechseln von an umlaufenden Behälterbehandlungsmaschinen angeordneten Bauteilen | |
| EP1514835B1 (de) | Behälterbehandlungsmaschine | |
| EP1486454B1 (de) | Behälterbehandlungsmaschine mit abgeschlossenem raum | |
| EP2797834B1 (de) | Vorrichtung und verfahren zum befüllen, verschliessen und etikettieren von behältnissen | |
| WO2008009400A1 (de) | Behandlungsmaschine | |
| WO2008009408A1 (de) | Behandlungsmaschine | |
| DE19539694A1 (de) | Schnellwechsel-Sternrad für eine Verschließmaschine | |
| EP2332867A1 (de) | Vorrichtung und Verfahren zum Transportieren von Behältnissen mit Bodenführung | |
| EP2665676A1 (de) | Füllelement mit einer spritzdüse oder spritzdüsenanordnung, behälterbehandlungsmaschine mit einer spritzdüse oder spritzdüsenanordnung sowie verfahren zum reinigen von maschinenelementen | |
| DE3722495A1 (de) | Fuell- und verschliessmaschine fuer gefaesse | |
| EP0035238A1 (de) | Vorrichtung zur Reinigung und/oder Füllung von Behältern | |
| EP2981491A1 (de) | Behälterbehandlungsmaschine sowie verfahren zum zu- und/oder abführen von behältern zu einer behälterbehandlungsmaschine | |
| EP2616383B1 (de) | Behälterbehandlungsvorrichtung mit multifunktionalem reinigungsroboter | |
| EP1424307B1 (de) | Vorrichtung zum Verschliessen von Gefässen | |
| DE10261706B4 (de) | Füllmaschine und Verfahren zum Abfüllen von Lebensmitteln | |
| EP3331812B1 (de) | Verfahren zur reinigung und/oder desinfektion von verschliesselementen sowie verschliessmaschine | |
| EP0644152B1 (de) | Verfahren und Vorrichtung zum Reinigen von Gefässbehandlungsmaschinen | |
| DE102009007138A1 (de) | Vorrichtung und Verfahren zum Behandeln von Behältnissen | |
| DE20111419U1 (de) | Rinser mit einer Düseneinrichtung | |
| AT5541U1 (de) | Rinser mit einer düseneinrichtung | |
| DE102008059431A1 (de) | Vorrichtung sowie Verfahren zum Behandeln von Flaschen oder dergleichen Behältern | |
| DE8709381U1 (de) | Füll- und Verschließmaschine für Gefäße | |
| DE102021124863A1 (de) | Verschließvorrichtung zum Verschließen von Behältern | |
| WO2025087702A1 (de) | Vorrichtung und verfahren zum behandeln von behältern | |
| DE20314250U1 (de) | Behälterbehandlungsmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050406 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB IT NL |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT NL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: KHS AG |
|
| REF | Corresponds to: |
Ref document number: 502004000366 Country of ref document: DE Date of ref document: 20060511 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060607 |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: KHS AG Effective date: 20060426 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20061227 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: TD Effective date: 20111114 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Owner name: KHS GMBH Effective date: 20111122 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20180518 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190601 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190527 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190527 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190601 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230526 Year of fee payment: 20 Ref country code: FR Payment date: 20230525 Year of fee payment: 20 Ref country code: DE Payment date: 20230519 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 502004000366 Country of ref document: DE |