EP4177215A1 - Vorrichtung und verfahren zum füllen von behältern - Google Patents
Vorrichtung und verfahren zum füllen von behältern Download PDFInfo
- Publication number
- EP4177215A1 EP4177215A1 EP22204424.0A EP22204424A EP4177215A1 EP 4177215 A1 EP4177215 A1 EP 4177215A1 EP 22204424 A EP22204424 A EP 22204424A EP 4177215 A1 EP4177215 A1 EP 4177215A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filling
- container
- switching unit
- valve
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims description 16
- 239000007788 liquid Substances 0.000 claims abstract description 102
- 238000007599 discharging Methods 0.000 claims abstract description 10
- 239000000945 filler Substances 0.000 claims abstract description 7
- 238000003825 pressing Methods 0.000 claims description 13
- 239000007789 gas Substances 0.000 description 150
- 238000007789 sealing Methods 0.000 description 26
- 239000000463 material Substances 0.000 description 15
- 235000014171 carbonated beverage Nutrition 0.000 description 3
- 235000013361 beverage Nutrition 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000005429 filling process Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 238000010926 purge Methods 0.000 description 2
- 230000001954 sterilising effect Effects 0.000 description 2
- 230000002378 acidificating effect Effects 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 244000052616 bacterial pathogen Species 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000005686 electrostatic field Effects 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/04—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus without applying pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/06—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus using counterpressure, i.e. filling while the container is under pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C3/2614—Filling-heads; Means for engaging filling-heads with bottle necks specially adapted for counter-pressure filling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C3/2634—Filling-heads; Means for engaging filling-heads with bottle necks specially adapted for vacuum or suction filling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C2003/2602—Details of vent-tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C2003/2671—Means for preventing foaming of the liquid
- B67C2003/2674—Means for preventing foaming of the liquid by creating a conical shaped flow directed to the container wall at the container neck height
Definitions
- the invention relates to a device for filling a container and a method for operating a device for filling containers.
- filling devices such as filler carousels.
- full-jet filling systems or free-jet filling systems or pressure-filling systems, such as wall-filling systems can be used.
- full-jet systems for example, still drinks can be filled with a full-jet/free-jet filling valve. It is not necessary for the bottle to be pressed against the filling valve.
- the return gas can flow out of the container into the surrounding space. If, for example, a carbonated or carbonated drink is filled with a full jet system, the container can be pressed against the filling valve.
- the necessary gas routing for the clamping gases and return gases, from the filling element to the container and back, are integrated in the filling valve.
- the return gas path is arranged on the side of the filling jet outlet in the filling valve.
- the container can be pressed against the filling valve for wall-filling, both with still or non-carbonated beverages and with carbonated beverages.
- the fill valve is specially designed to allow wall filling such that the fill jet engages an inner peripheral wall of the container upon entry into the container.
- the necessary gas routing for the clamping gases and return gases, from the filling element to the container and back, are integrated in the filling valve.
- the supply of pressurized gas into the respective container and the discharge of the return gas from the respective container take place via a controlled gas path formed in the filling valve and having a plurality of gas channels in which one or more control valves are arranged.
- the control valves are then, for example, part of a pneumatic control valve arrangement and are controlled by a machine control of the filling machine via at least one electrically controllable switching valve.
- the return gas channel is at from the State-of-the-art filling element arrangements are sometimes exposed to a high level of germs and/or contamination.
- the DE 10 2014 109 589 A1 relates to a filling system for filling containers, having a large number of filling elements, each of which has a filling material channel provided in a filling element housing with a filling material outlet, via which, during filling, the liquid filling material, controlled by a liquid valve, flows to the respective container with its container opening below the filling material outlet flows in, with container carriers assigned to the respective filling elements and movable in the vertical direction for holding and producing at least one indirect sealing position of the respective container relative to the filling element, as well as with rinsing caps to be arranged on the filling material outlets for cleaning and/or sterilizing the filling elements.
- Each filling element is assigned an expansion piece that can be arranged in a sealed position at the filling material outlet and has a filling material passage, so that when the expansion piece is arranged on the filling material outlet, the filling material channel of the filling element is lengthened.
- the DE 10 2016 115 891 A1 relates to a filling system for filling a container with a filling product, comprising a filling device for filling the container with the filling product, a deflection device having an electrostatic field being provided for deflecting the filling product relative to the container.
- the invention has for its object to provide an improved technique that the filling of containers in different modes such.
- One aspect of the present disclosure relates to an apparatus for filling a container, preferably for a filler carousel, comprising a filling valve (e.g. full jet filling valve) for dispensing a liquid to the container.
- the apparatus further includes a changeover unit positionable (e.g. selectively) below the fill valve and a liquid fill passage for receiving the liquid from the fill valve and dispensing the liquid to the container and at least has a gas channel for evacuating the container and/or for prestressing the container and/or for discharging return gas from the container.
- the device enables containers to be filled in different modes in a simple and hygienic manner, i.e. with and without the interposition of the liquid filling channel of the switching unit in the liquid flow path from the filling valve to the container.
- the device can advantageously fill still products with a free jet (without the interposition of the liquid filling channel of the switching unit) with correspondingly high performance of free jet systems and the filling of carbonated products with pressure filling, e.g. B.
- Filling with wall filling through the interposition of the liquid filling channel of the switching unit) with correspondingly high performance from wall filling systems.
- the gas flow in the form of at least one gas channel e.g. B. for evacuating the container or for supplying pressurized gas to the container or for discharging return gas from the container, no longer integrated in the filling element or the filling valve, but in the changeover unit.
- This can be very advantageous, for example, in the field of aseptics, since no gas channels have to be integrated and monitored in the filling device.
- the gas channels in the filling element must be designed and monitored according to the requirements of aseptic systems, even if they are only used temporarily. This means an increased effort for the design of the components.
- the monitoring of cleaning and sterilization also requires more sensors (temperature monitoring).
- the switching unit can preferably be designed separately from the filling valve.
- the at least one gas channel can preferably be formed separately from the liquid filling channel.
- the at least one gas channel can have an evacuation channel, a pressurized gas channel and/or a return gas channel. It is possible that the evacuation duct, the compressed gas duct and/or the return gas duct are formed separately from one another or that at least two of the ducts (of two or three ducts in total) are integrated with one another, e.g. B. the span gas channel and the return gas channel.
- the at least one gas duct can have exactly one gas duct (e.g. compressed gas duct, return gas duct or evacuation duct), exactly two gas ducts (e.g. compressed gas duct and return gas duct or compressed gas duct and evacuation duct or evacuation duct and return gas duct) or exactly three gas ducts (e.g. Span gas channel and return gas channel and evacuation channel).
- gas duct e.g. compressed gas duct, return gas duct or evacuation duct
- two gas ducts e.g. compressed gas duct and return gas duct or compressed gas duct and evacuation duct or evacuation duct and return gas duct
- exactly three gas ducts e.g. Span gas channel and return gas channel and evacuation channel.
- a (e.g. outlet) section of the liquid filling channel and a (e.g. end) section of the at least one gas channel run side by side or coaxially, with the section of the liquid filling channel preferably coaxially surrounding the section of the at least one gas channel, particularly preferably helical.
- this can be particularly advantageous for reasons of installation space, in which case the at least one gas duct can particularly preferably be cleverly arranged within an installation space that is already present inside the liquid filling duct.
- the device also has a tensioning gas source which is or can be connected to the at least one gas channel (e.g. the tensioning gas channel of the at least one gas channel) for supplying tensioning gas.
- the container can thus advantageously be prestressed via the at least one gas channel before filling.
- the device also has a return gas discharge which is or can be connected to the at least one gas channel (eg the return gas channel of the at least one gas channel) for discharging the return gas.
- Return gas can thus advantageously be discharged from the container via the at least one gas channel while the container is being filled.
- the device also has a vacuum source which is or can be connected to the at least one gas channel (e.g. the evacuation channel of the at least one gas channel) for evacuating the container.
- the container can thus be evacuated via the at least one gas channel before filling and, if necessary, before prestressing.
- the liquid filling channel is designed for converting (or reshaping or deflecting) the liquid received from the filling valve into a filling jet for wall-filling and for emitting the filling jet for wall-filling to the container.
- the liquid filling channel has a (e.g. helical) swirl-generating section, a guide element and/or a flow body that widens in the direction of flow, preferably a deflector screen.
- the swirl-generating section, the guide element and/or the flow body can preferably surround a section of the at least one gas channel, particularly preferably coaxially.
- this can allow the wall of the container to be filled, particularly advantageously in a very space-saving manner.
- the switching unit can be moved vertically, preferably by means of an actuator and/or independently of the filling valve.
- the switching unit can thus advantageously be pressed against the container and/or the filling valve.
- the switching unit can be pressed against the filling valve, preferably by means of a vertical movement of the filling valve (e.g. caused by an actuator) and/or the switching unit (e.g. caused by an actuator).
- the switching unit can be pressed onto the container, preferably by means of a vertical movement of the switching unit and/or a container holder of the container.
- the switching unit can preferably have an upper (eg metallic or non-metallic), preferably ring-shaped, sealing surface for pressing against the filling valve.
- an upper eg metallic or non-metallic
- the switching unit can preferably have a lower (eg metallic or non-metallic), preferably ring-shaped, sealing surface for pressing against the container.
- a lower eg metallic or non-metallic
- the filling valve can preferably have a (eg metallic or non-metallic), preferably annular, sealing surface for pressing against the changeover unit.
- a (eg metallic or non-metallic) preferably annular, sealing surface for pressing against the changeover unit.
- the filling valve has a movable valve member, preferably with a valve cone, which preferably protrudes into the changeover unit (e.g. the liquid filling channel of the changeover unit) in a closed position of the filling valve when the changeover unit is positioned below the filling valve.
- the switching unit can preferably have a recess for a front end of the movable valve member, which is particularly preferably adapted to a shape of the front end. This can advantageously enable a particularly flat conversion unit.
- the switching unit can be displaced, pivoted and/or rotated for positioning below the filling valve, preferably guided and/or by means of an actuator.
- the filling valve can be moved vertically, preferably for pressing against the switching unit, and/or the device has a container holder for holding the container, which can be moved vertically, preferably for pressing against the switching unit.
- the device can be operated in a first operating mode, preferably a free jet operating mode, in which the filling valve emits the liquid in a free jet for preferably direct (e.g. without interposing the liquid filling channel of the switching unit) filling of the container.
- a first operating mode preferably a free jet operating mode
- the filling valve emits the liquid in a free jet for preferably direct (e.g. without interposing the liquid filling channel of the switching unit) filling of the container.
- the device can be operated in a second operating mode, preferably wall-filling operating mode, in which the switching unit is positioned below the filling valve, the liquid-filling channel receives the liquid from the filling valve and outputs it to the container for filling, preferably wall-filling, the container, and the at least one gas duct draws gas from the vessel to evacuate the vessel and/or the at least one gas duct supplies pressurizing gas to the vessel for prestressing the vessel prior to filling the vessel and/or the at least one gas duct receives return gas from the vessel during filling and derives.
- a second operating mode preferably wall-filling operating mode, in which the switching unit is positioned below the filling valve, the liquid-filling channel receives the liquid from the filling valve and outputs it to the container for filling, preferably wall-filling, the container, and the at least one gas duct draws gas from the vessel to evacuate the vessel and/or the at least one gas duct supplies pressurizing gas to the vessel for prestressing the vessel prior to filling the
- a further aspect of the present disclosure relates to a method for operating a device for filling containers, preferably as disclosed herein, the method involving operating the device in a first operating mode in which a free jet from a filling valve, preferably directly (e.g. without the interposition of the liquid filling channel of the switching unit), flows into a container below the filling valve.
- the method comprises operating the device in a second operating mode in which a changeover unit is positioned below the filling valve, a liquid filling channel of the changeover unit receives liquid from the filling valve and delivers liquid to the container, preferably such that wall filling of the container occurs, and the Switching unit has at least one gas channel through which gas is evacuated from the container before the container is filled and/or through which a tensioning gas is fed into the container for pretensioning the container before the container is filled and/or through which during the filling of the container a return gas is discharged from the container.
- the container is positioned at a distance from the filling valve in the first mode of operation (e.g. without the interposition of the changeover unit and/or the liquid filling channel), and/or the container and the changeover unit and the filling valve are pressed against one another in the second mode of operation.
- a non-carbonated (or still) liquid is filled into the container and/or in the second mode of operation, a carbonated liquid is filled into the container.
- the method also includes changing from the first operating mode to the second operating mode by moving, preferably shifting, pivoting and/or rotating, the switching unit or the liquid filling channel of the switching unit under the filling valve, preferably by means of an actuator.
- the method also includes changing from the second operating mode to the first operating mode by moving, preferably shifting, pivoting and/or rotating, the switching unit or the liquid filling channel of the switching unit away from the filling valve, preferably by means of an actuator.
- the liquid filling channel of the switching unit preferably shapes the liquid received from the filling valve into a filling jet for wall filling of the liquid filling channel by means of a (e.g. helical) swirl-generating section, a guide element and/or a flow body that widens in the direction of flow, preferably a deflector screen container around.
- a (e.g. helical) swirl-generating section preferably a guide element and/or a flow body that widens in the direction of flow, preferably a deflector screen container around.
- free-jet filling or “free-jet filling” is preferably understood to mean a filling method in which the liquid filling material flows towards the container to be filled from the liquid valve in a free filling jet or filling material jet, with the flow of the filling material not being restricted by guide elements such as e.g. B. deflector screens, swirlers, short or long filling tubes is influenced or changed.
- Free-jet filling can be carried out both under pressure and without pressure.
- the container can have ambient pressure, the container mouth or opening generally not lying against the filling valve, but rather being at a distance from the filling valve or from a dispensing opening provided.
- a gas path can create a connection between the interior of the container and the environment, which makes pressureless filling possible.
- the gas contained in the container and displaced by the beverage flowing into the container also escapes into the environment via this gas path.
- the free-jet filling takes place under a pressure that deviates from the ambient pressure, which is both above and below the ambient pressure can be, the container can be pressed with its mouth against the filling valve and sealed, whereupon the pressure in the interior of the container can then be adjusted by applying a clamping gas or by applying a negative pressure.
- the opposite of the above-described free-jet filling can represent a filling process in which the liquid filling material is conveyed to the container to be filled from the liquid valve, influencing the flow of the filling material by guide elements such as e.g. B. Ableittrane and / or swirlers and / or short or long filling tubes can flow, z. B. for wall filling of the container.
- This filling process can also be carried out without pressure or under pressure.
- the Figures 1 and 2 12 show an apparatus 10A for filling containers 12 (only the container neck of the container 12 is shown) in different modes of operation.
- the device 10A (as well as the devices 10B to 10D of Figures 3 to 7 ) can be included in a filling device of a container treatment plant.
- the filling device is preferably designed as a filler carousel.
- the filling device can have several devices 10A-10D for filling several containers at the same time.
- the devices 10A-10D can be arranged around a circumference of the filling device designed as a filler carousel.
- the device 10A has a filling valve 14 and a switching unit 16 .
- the device 10A can have a support structure 18, a container holder 20 and an actuator 22.
- the fill valve 14 can dispense a liquid (e.g., a beverage) to fill the container 12 .
- the liquid can be dispensed in a free jet from the filling valve 14 itself.
- the inflation valve 14 may include a moveable valve member 24 and a valve seat 26 .
- the valve member 24 can have, for example, a front valve cone for pressing against the valve seat 26 and for lifting off the valve seat 26 .
- the valve seat 26 can be designed in the shape of a cone or a truncated cone.
- the valve member 24 can be moved, preferably displaced, by an actuator (not shown) between a closed position (not shown) and an open position (shown). In the closed position, the valve member 24 is in contact with the valve seat 26 . In the open position, the valve member 24 is spaced from the valve seat 26 . In the open position, a free jet flows out of the filling valve 14, which can be formed in the gap between the valve member 24 and the valve seat 26.
- the actuator of the inflation valve 14 and all other actuators disclosed herein can be implemented in any manner, for example, electromagnetic, pneumatic, or hydraulic.
- the inflation valve 14 can be carried by the support structure 18 . It is possible that the filling valve 14 can be moved vertically, for example by means of an actuator (not shown). By means of the vertical To be able to move, the filling valve 14 can, for example, be pressed against the switching unit 16 or pressed against the container 12 or a distance from the container 12 can be reduced without pressing the filling valve 14 against the container 12 . Alternatively, the filling valve 14 can be attached in a fixed or immovable manner, for example on the support structure 18.
- the filling valve 14 can have a sealing surface 28 .
- the sealing surface 28 can be metallic or non-metallic, e.g. B. be made of plastic.
- the sealing surface 28 preferably surrounds an outlet of the filling valve 14.
- the sealing surface 28 is preferably annular.
- the sealing surface 28 can preferably be designed as an encircling collar section or as an encircling collar.
- the sealing surface 28 can seal between the filling valve 14 and the changeover unit 16 when the filling valve 14 and the changeover unit 16 are pressed against one another.
- the switching unit 16 has a liquid filling channel 30 and at least one gas channel 32 .
- the liquid fill channel 30 can receive liquid from the fill valve 14 and dispense liquid to the container 12 .
- the liquid filling channel 30 can preferably convert the received liquid into a filling jet for wall filling of the container 12 .
- the liquid can be received by the filling valve 14 when the switching unit 16 or the liquid filling channel 30 is positioned below the filling valve 14 .
- the liquid fill channel 30 may have an upper inlet for receiving the liquid or for positioning below the fill valve 14 .
- the liquid filling channel 30 can discharge the filling jet for wall filling of the container 12 through a bottom outlet of the liquid filling channel 30 .
- the liquid filling channel 30 can have a swirl-generating section, for example.
- the twist-generating section can be helical or helical, for example.
- the liquid filling channel 30 can, for example, be a guide element and/or a flow body that widens in the direction of flow or towards the container 12 (not in the Figures 1 and 2 shown), for example in the form of a shielding body.
- the guide element and/or the flow body can deflect the liquid for application to an inner wall of the container 12, ie for filling the wall of the container.
- the flow body can surround a section of the at least one gas channel 32, preferably coaxially.
- a section, preferably an outlet section, of the liquid filling channel 30 is preferably arranged coaxially to a section, preferably an end section, of the at least gas channel 32 .
- the section of the liquid filling channel 30 preferably surrounds the section of the at least one gas channel 32 coaxially.
- the portion of the liquid filling channel 30 may preferably be an outlet portion adjacent to an outlet of the liquid filling channel 30 .
- the section of the at least one gas duct 32 can preferably be an end section that adjoins an opening of the at least one gas duct 32 that can be pressed against the container 12 or at least faces the container 12 when the switching unit 16 for filling the container 12 is below the Filling valve 14 is positioned.
- the at least one gas channel 32 can have a clamping gas channel for receiving clamping gas, which is connected to a clamping gas source 44 (for reasons of clarity only in figure 1 shown) is connected or connectable.
- the tensioning gas received can be discharged from a lower opening of the at least one gas channel 32 or of the tensioning gas channel into the container 12 for the purpose of pretensioning the container 12 .
- the container 12 It is also possible for the container 12 to be filled with pressurized gas or production gas, e.g. B. CO2, is flushed before filling
- the at least one gas duct 32 can have a return gas duct, which is connected to a return gas discharge 46 (for reasons of clarity only in figure 1 shown) is connected or connectable.
- return gas can flow directly from the container 12 into the at least one gas channel 32 or return gas channel via the lower opening of the at least one gas channel 32 or the return gas channel.
- the at least one gas duct 32 or return gas duct can direct inflowing return gas to the return gas outlet 46 .
- the at least one gas channel 32 can have an evacuation channel that is connected to a vacuum source 48 (for reasons of clarity only in figure 1 shown) is connected or connectable.
- the vacuum source 48 can be embodied as a vacuum pump, for example.
- gas can be fed directly from the container 12 into the at least one gas channel 32 or evacuation channel before the container 12 is filled and, if necessary, preloaded (e.g. filling through the liquid filling channel 30). flow in or be sucked into it.
- the at least one gas channel 32 or evacuation channel can conduct the gas to the vacuum source 48 .
- the compressed gas channel, the return gas channel and the evacuation channel can be designed separately from one another. It is also possible that only one of these channels is formed separately and the other two channels form a common channel. It is also possible that only one Gas duct 32 is included, which takes over the function of the clamping gas duct, the return gas duct and/or the evacuation duct.
- the device 10A prefferably has at least one gas line 34 for discharging gas for evacuating the container 12, for supplying the pressurized gas and/or for discharging the return gas.
- the at least one gas line 34 can be connected to the at least one gas channel 32 .
- the at least one gas line 34 can be carried by the support structure 18 .
- the at least one gas line 34 can particularly preferably extend through an actuator of the actuator 22 .
- the at least one gas channel 32 can be controlled with one or more control valves (not shown in the figures), which can block or unblock the at least one gas channel 32, for example, and/or connect the at least one gas channel 32 to the pressurized gas source 44 and / or the return gas discharge 46 and / or the vacuum source 48 can bring.
- the at least one control valve can be controlled by a machine control of the filling device comprising the device 10A, e.g. B. pneumatically or electromagnetically.
- the switching unit 16 can be carried on the support structure 18 .
- the support structure 18 can also support the actuator 22 .
- the switching unit 16 can be positioned below the filling valve 14 .
- the changeover unit 16 may be moveable under the inflation valve 14 and away from a position under the inflation valve 14 .
- the movement can include, for example, rotating, pivoting and/or shifting of the switching unit 16 .
- the switching unit 16 can be slidably, pivotably and/or rotatably mounted.
- the movement can preferably have a vertical movement and/or a horizontal movement.
- the mobility of the switching unit 16 can be independent of any mobility of the filling valve 14 that may be present.
- the switching unit 16 can preferably be moved to the position below the filling valve 14 and moved away from the position below the filling valve 14 by means of the actuator 22, for example to a parking position.
- a robotic device (not shown) to position or move the switching unit 16 under the filling valve 14, if desired.
- the switching unit 16 can be pressed against the filling valve 14 from below.
- the pressing can be effected, for example, by means of a vertical movement of the filling valve 14 and/or a vertical movement of the switching unit 16.
- the switching unit 16 can be pressed onto the container 12 from above.
- the pressing can be effected, for example, by means of a vertical movement of the switching unit 16 and/or a vertical movement of the container 12, for example by means of the container holder 20.
- the switching unit 16 can have an upper sealing surface 36 .
- the upper sealing surface 36 can be metallic or non-metallic, e.g. B. be made of plastic.
- the upper sealing surface 36 surrounds an inlet of the liquid fill channel 30.
- the upper sealing surface 36 is preferably annular.
- the upper sealing surface 36 is preferably designed as an encircling collar section or as an encircling collar. The upper sealing surface 36 can seal between the inflation valve 14 and the changeover unit 16 when the inflation valve 14 and the changeover unit 16 are pressed together.
- the switching unit 16 can have a lower sealing surface 38 .
- the lower sealing surface 38 can be metallic or non-metallic, e.g. B. be made of plastic.
- the lower sealing surface 38 preferably surrounds an outlet of the liquid filling channel 30 and an opening of the at least one gas channel 32.
- the lower sealing surface 38 is preferably annular.
- the lower sealing surface 38 is preferably designed as an encircling collar section or as an encircling collar.
- the lower sealing surface 38 is preferably designed in the form of a cone. The lower sealing surface 38 can seal between the changeover unit 16 and the container 12 when the changeover unit 16 and the container 12 are pressed together.
- the switching unit 16 can preferably have a recess 40 (for reasons of clarity only in figure 1 marked with a reference number) for the front end of the valve member 24.
- a shape of the recess 40 can be adapted to a shape of the front end of the valve member 24 .
- the recess 40 can be conical for the valve cone of the valve member 24 .
- the container holder 20 is designed to hold the container 12 .
- the container holder 20 can hold the container 12 on a container neck.
- the container holder 20 can be embodied as a container neck holder, for example.
- the container holder 20 can hold the container 12 by its container body or body, for example, or can support the container 12 from below or on the bottom.
- the container holder 20 can hold the container 12, for example, by means of a clamp or a gripper.
- the container holder may be passive and resiliently biased to a closed position for retaining the container 12, for example.
- the container holder 20 can be active and can be opened and/or closed, for example, by means of an actuator. It is also possible for the actuator to be able to open a container holder 20 that is elastically prestressed to close or to close a container holder 20 that is elastically prestressed to open.
- the container holder 20 can be moved vertically, for example by means of an actuator. By means of the vertical mobility, the container holder 20 can be pressed against the switching unit 16 from below and, if desired, can be pressed against the filling valve 14 from below without the switching unit 16 being interposed.
- the figure 1 10 shows the device 10A in a first operating mode, preferably a full-beam or free-beam operating mode.
- the container 12 can be filled with a free jet from the filling valve 14 in the open position.
- the free jet can flow directly into the container 12 from the filling valve 14 .
- the switching unit 16 can be positioned in a parking position. In the parking position, the switching unit 16 can be positioned in such a way that it is no longer positioned below the filling valve 14 . However, it is also conceivable, for example, for the switching unit 16 to have a flow channel separate from the liquid filling channel 30 . In the first operating mode, this through-flow channel can be positioned below the filling valve 14 . This through-flow channel can, for example, allow the free jet from the filling valve 14 to pass through and flow into the container 12 without any significant influence.
- the filling valve 14 is preferably positioned at a distance from the container 12 .
- a non-carbonated or non-carbonated liquid can preferably be filled from the filling valve 14 into the container 12 (e.g. directly or via a passage of the switching unit 16).
- the figure 2 shows the device 10A in a second operating mode, preferably non-free jet operating mode or pressure filling operating mode, particularly preferably for wall filling of the container 12.
- the switching unit 16 and the liquid filling channel 30 can be positioned below the filling valve 14.
- the switching unit 16 can receive the liquid from the filling valve 14 at an inlet of the liquid filling channel 30 .
- the liquid can preferably be converted or deflected into a filling jet for wall filling.
- the filling jet for wall filling can leave the switching unit 16 from an outlet of the liquid filling channel 30 and flow into the container 12 .
- the switching unit 16 can be pressed from below onto the filling valve 14 or its outlet. This pressing can be brought about when changing from the first operating mode to the second operating mode of the device 10A in that the switching unit 16 is first pivoted under the filling valve 14 by means of the actuator 22 . The switching unit 16 can then be moved vertically upwards by means of the actuator 22 in order to press the switching unit 16 against the filling valve 14 .
- the container 12 can be pressed against the switching unit 16 from below.
- This pressing can be effected in the second operating mode of the device 10A in that, after the switching unit 16 has been pressed against the filling valve 14 from below, the container 12 is moved vertically upwards by means of the container holder 20 and to the switching unit 16 or the outlet of the liquid filling channel 30 is pressed.
- return gas can flow out of the container 12 into the at least one gas channel 32 and be routed to the return gas outlet 46 .
- the container 12 it is possible for the container 12 to be prestressed with a pressurizing gas before the (e.g. wall) filling of the container 12 in the second operating mode.
- the clamping gas can flow from the clamping gas source 44 through the at least one gas channel 32 into the container 12 .
- the at least one gas channel 32 can be used, for example, to evacuate the container 12 if desired.
- the at least one gas channel 32 can be connected or can be connected to the vacuum source 48 .
- the at least one gas channel 32 could, for example, have the evacuation channel and the pressurized gas channel (e.g. for CO2 as pressurized gas/purging gas) separately from one another.
- the pressed-on container 12 could, for example, first be evacuated via the evacuation duct in order to reduce the air (and thus the oxygen contained therein) in the container 12 .
- CO2 can be conducted into the evacuated container 12 via the pressurized gas channel and this can be flushed or prestressed with it.
- a control valve that is assigned to the vacuum source 48 and a clamping gas valve/purge gas valve that is assigned, for example, to the clamping gas source 44 open at the same time or with only a slight time lag, so that the vacuum source 48 allows the flow of the production gas, e.g. B. CO2, through the container 12 can support.
- the production gas e.g. B. CO2
- the filling valve 14, the switching unit 16 and the container 12 are preferably pressed against one another.
- a carbonated or carbonated liquid can preferably be filled from the filling valve 14 via the liquid filling channel 30 of the switching unit 16 into the container 12 .
- the switching unit 16 can be moved vertically downwards by means of the actuator 22 .
- the switching unit 16 is detached from the filling valve 14.
- the switching unit 16 or at least the inlet of the liquid filling channel 30 can now be moved away from the filling valve 14 or its outlet by means of the actuator 22.
- the Figures 3 and 4 show a device 10B similar to device 10A.
- the inflation valve 14 may be vertically moveable, for example, by means of an actuator (not shown).
- the vertical mobility can be adjusted in the first operating mode (see figure 3 ) can be used, for example, to reduce a distance between the filling valve 14 and the container 12 without the filling valve 14 touching the container 12.
- the vertical mobility can in the second operating mode (see figure 4 ) can be used, for example, to press the filling valve 14 together with the switching unit 16 onto the container 12 from above. It is thus not required, but still possible, that the container holder 20 can move the container 12 vertically.
- the Figures 5 and 6 10 show a device 10C similar to devices 10A and 10B.
- the changeover unit 16 can be placed under the filling valve 14 for the second operating mode (see FIG figure 6 ) are shifted by means of the actuator 22 and for the first operating mode (see figure 5 ) are moved away from a position below the filling valve 14 by means of the actuator 22.
- the filling valve 14 can in turn be vertically movable in order to position the filling valve 14 in the second mode of operation (see FIG figure 6 ) to press onto the changeover unit 16 from above.
- the container holder 20 can be moved vertically to hold the containers 12 in the second mode of operation (see FIG figure 6 ) to press against the changeover unit 16 from below.
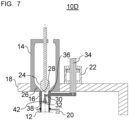
- FIG. 10 shows a device 10D similar to device 10A.
- the liquid filling channel 30 of the switching unit 16 of the device 10D has a flow body 42 instead of a helical channel section.
- the flow body 42 can deflect the liquid received by the filling valve 14 in such a way that a filling jet for filling the walls of the container 12 is produced.
- the flow body 42 is, as shown, preferably designed as a deflection screen.
- the flow body 42 can preferably be arranged centrally in the liquid filling channel 30 .
- An end section of the at least one gas channel 32 can run through the flow body 42 .
- the invention is not limited to the preferred embodiments described above. Rather, a large number of variants and modifications are possible, which also make use of the idea of the invention and therefore fall within the scope of protection.
- the invention also claims protection for the subject matter and the features of the subclaims independently of the claims referred to.
- the individual features of independent claim 1 are each disclosed independently of one another.
- the features of the subclaims are also disclosed independently of all features of independent claim 1 and, for example, independently of the features relating to the presence and/or the configuration of the filling valve and/or the changeover unit of independent claim 1.
Landscapes
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Befüllen eines Behälters und ein Verfahren zum Betreiben einer Vorrichtung zum Befüllen von Behältern.
- Zum Befüllen von Behältern können in Füllvorrichtungen, wie Füllerkarussellen, unterschiedliche Techniken verwendet werden. Beispielsweise können Vollstrahlfüllsysteme bzw. Freistrahlfüllsysteme oder Drückfüllsysteme, wie Wandfüllsysteme, genutzt werden.
- Bei Vollstrahlsystemen können beispielsweise stille Getränke mit einem Vollstrahl-/Freistrahl-Füllventil abgefüllt werden. Dabei ist es nicht notwendig, dass die Flasche am Füllventil angepresst wird. Das Rückgas kann aus dem Behälter in den Umgebungsraum strömen. Wird bspw. ein karbonisiertes bzw. kohlensäurehaltiges Getränk wird mit einem Vollstrahlsystem abgefüllt, kann der Behälter an das Füllventil angepresst werden. Die notwendige Gasführung für die Spanngase und Rückgase, vom Füllorgan zum Behälter bzw. zurück, sind im Füllventil integriert. Der Rückgasweg ist seitlich zum Füllstrahlauslauf im Füllventil angeordnet.
- Bei Wandfüllsystemen können sowohl bei stillen bzw. nicht-karbonisierten Getränken und bei karbonisierten Getränken der Behälter an das Füllventil zum Wandfüllen angepresst werden. Das Füllventil ist zum Ermöglichen des Wandfüllens speziell ausgebildet, sodass sich der Füllstrahl an eine Innenumfangswand des Behälters bei Eintritt in den Behälter anlegt. Die notwendige Gasführung für die Spanngase und Rückgase, vom Füllorgan zum Behälter bzw. zurück, sind im Füllventil integriert.
- Das Zuführen von Spanngas in den jeweiligen Behälter sowie das Abführen des Rückgases aus dem jeweiligen Behälter erfolgen bei bekannten Füllventilen bzw. Füllorganen über ein im Füllventil ausgebildeten gesteuerten Gasweg mit mehreren Gaskanälen, in denen ein oder mehrere Steuerventile angeordnet sind. Die Steuerventile sind dann beispielsweise Bestandteil einer pneumatischen Steuerventilanordnung und über wenigstens ein elektrisch steuerbares Schaltventil von einer Maschinensteuerung der Füllmaschine gesteuert. Insbesondere der Rückgaskanal ist bei aus dem Stand der Technik bekannten Füllelementanordnungen mitunter einer hohen Verkeimungs- und/oder Kontaminationsbelastung ausgesetzt.
- Die
DE 10 2014 109 589 A1 bezieht sich auf ein Füllsystem zum Befüllen von Behältern, aufweisend eine Vielzahl von Füllelementen, die jeweils einen in einem Füllelementgehäuse vorgesehenen Füllgutkanal mit einem Füllgutauslauf aufweisen, über welchen beim Füllen das flüssige Füllgut gesteuert durch ein Flüssigkeitsventil dem jeweiligen mit seiner Behälteröffnung unter dem Füllgutauslauf angeordneten Behälter zufließt, mit den jeweiligen Füllelementen zugeordneten, in vertikaler Richtung verfahrbaren Behälterträgern zum Halten und Herstellen zumindest einer mittelbaren Dichtlage des jeweiligen Behälters gegenüber dem Füllelement, sowie mit an den Füllgutausläufen anzuordnenden Spülkappen zum Reinigen und/oder Sterilisieren der Füllelemente. Jedem Füllelement ist ein am Füllgutauslauf in Dichtlage anordenbares Erweiterungsstück zugeordnet, das einen Füllgutdurchlass aufweist, so dass sich bei am Füllgutauslauf angeordnetem Erweiterungsstück eine Verlängerung des Füllgutkanals des Füllelements ergibt. - Die
DE 10 2016 115 891 A1 betrifft eine Abfüllanlage zum Befüllen eines Behälters mit einem Füllprodukt, umfassend eine Füllvorrichtung zum Befüllen des Behälters mit dem Füllprodukt, wobei eine ein elektrostatisches Feld aufweisende Ablenkvorrichtung zur Ablenkung des Füllprodukts relativ zu dem Behälter vorgesehen ist. - Aus der
EP 3 286 130 B1 ist ferner eine Füllelementanordnung zur drucklosen oder druckbeaufschlagten Freistrahlbefüllung von Behältern mit einem flüssigen Füllgut bekannt. - Der Erfindung liegt die Aufgabe zu Grunde, eine verbesserte Technik zu schaffen, die das Abfüllen von Behältern in verschiedenen Modi, z. B. Freistrahlfüllen und Wandfüllen, auf einfache Weise ermöglicht.
- Die Aufgabe wird gelöst durch die Merkmale der unabhängigen Ansprüche. Vorteilhafte Weiterbildungen sind in den abhängigen Ansprüchen und der Beschreibung angegeben.
- Ein Aspekt der vorliegenden Offenbarung betrifft eine Vorrichtung zum Füllen eines Behälters, vorzugsweise für ein Füllerkarussell, aufweisend ein Füllventil (z. B. Vollstrahl-Füllventil) zum Ausgeben einer Flüssigkeit zu dem Behälter. Die Vorrichtung weist ferner eine Umstelleinheit auf, die (z. B. selektiv) unterhalb des Füllventils positionierbar ist und einen Flüssigkeitsfüllkanal zum Empfangen der Flüssigkeit von dem Füllventil und Ausgeben der Flüssigkeit zu dem Behälter und mindestens einen Gaskanal zum Evakuieren des Behälters und/oder zum Vorspannen des Behälters und/oder zum Ableiten von Rückgas aus dem Behälter aufweist.
- Vorteilhaft ermöglicht die Vorrichtung auf einfache und hygienische Weise das Abfüllen von Behältern in verschiedenen Modi, d.h. mit und ohne Zwischenschalten des Flüssigkeitsfüllkanals der Umstelleinheit im Strömungsweg der Flüssigkeit vom Füllventil zum Behälter. Die Vorrichtung kann vorteilhaft die Abfüllung von stillen Produkten mit Freistrahl (ohne Zwischenschaltung des Flüssigkeitsfüllkanals der Umstelleinheit) mit entsprechend hohen Leistungen von Freistrahlsystemen und die Abfüllung von karbonisierten Produkten mit Druckabfüllung, z. B. Abfüllung mit Wandfüllung, (durch Zwischenschaltung des Flüssigkeitsfüllkanals der Umstelleinheit) mit entsprechend hohen Leistungen aus Wandfüllsystemen ermöglichen. Hierbei kann bspw. auch vollautomatisch zwischen Freistrahl und Wandfüllung umgestellt werden. Stark schäumende Produkte können mit viel höheren Leistungen bei Wandfüllung abgefüllt werden als bei Freistrahlfüllern.
- Vorteilhaft ist in der Vorrichtung die Gasführung in Form des mindestens einen Gaskanals, z. B. zum Evakuieren des Behälters oder zum Zuführen von Spanngas zu dem Behälter oder zum Abführen von Rückgas aus dem Behälter, nicht mehr im Füllorgan bzw. dem Füllventil integriert, sondern in der Umstelleinheit. Dies kann bspw. im Bereich der Aseptik sehr vorteilhaft sein, da im Füllorgan keine Gaskanäle aufwendig integriert und überwacht werden müssen. Rein beispielhaft ist hier auf Aseptikanlagen hinzuweisen, die stille, schwach-saure Produkte abfüllen, wobei der Behälter nicht an das Füllventil angepresst wird. Die Gaskanäle im Füllorgan müssen hier nach den Anforderungen von Aseptikanlagen gestaltet und überwacht werden, auch wenn sie nur temporär genutzt werden. Dies bedeutet einen erhöhten Aufwand für das Design der Bauteile. Die Überwachung der Reinigung und Sterilisation bedarf zudem mehr Sensorik (Temperaturüberwachung).
- Vorzugsweise kann die Umstelleinheit separat zu dem Füllventil ausgebildet sein.
- Vorzugsweise kann der mindestens eine Gaskanal separat zu dem Flüssigkeitsfüllkanal ausgebildet sein.
- Beispielsweise kann der mindestens eine Gaskanal einen Evakuierkanal, einen Spanngaskanal und/oder einen Rückgaskanal aufweisen. Es ist möglich, dass der Evakuierkanal, der Spanngaskanal und/oder der Rückgaskanal separat voneinander ausgebildet sind oder dass zumindest zwei der Kanäle (von zwei oder drei Kanälen insgesamt) miteinander integriert sind, z. B. der Spanngaskanal und der Rückgaskanal.
- Bevorzugt kann der mindestens eine Gaskanal genau einen Gaskanal (z. B. Spanngaskanal, Rückgaskanal oder Evakuierkanal), genau zwei Gaskanäle (z. B. Spanngaskanal und Rückgaskanal oder Spanngaskanal und Evakuierkanal oder Evakuierkanal und Rückgaskanal) oder genau drei Gaskanäle (z. B. Spanngaskanal und Rückgaskanal und Evakuierkanal) aufweisen.
- In einem Ausführungsbeispiel verlaufen ein (z. B. Auslass-) Abschnitt des Flüssigkeitsfüllkanals und ein (z. B. End-) Abschnitt des mindestens einen Gaskanals nebeneinander oder koaxial, wobei vorzugsweise der Abschnitt des Flüssigkeitsfüllkanals den Abschnitt des mindestens einen Gaskanals koaxial umgibt, besonders bevorzugt helixförmig. Vorzugsweise kann dies aus Bauraumgründen besonders vorteilhaft sein, wobei der mindestens eine Gaskanal besonders bevorzugt geschickt innerhalb eines ohnehin innen vom Flüssigkeitsfüllkanal vorhandenen Bauraums angeordnet werden kann.
- In einem weiteren Ausführungsbeispiel weist die Vorrichtung ferner eine Spanngasquelle auf, die mit dem mindestens einen Gaskanal (z. B. dem Spanngaskanal des mindestens einen Gaskanals) zum Zuführen von Spanngas verbunden oder verbindbar ist. Vorteilhaft kann der Behälter somit über den mindestens einen Gaskanal vor dem Abfüllen vorgespannt werden.
- In einem weiteren Ausführungsbeispiel weist die Vorrichtung ferner eine Rückgasabführung auf, die mit dem mindestens einen Gaskanal (z. B. dem Rückgaskanal des mindestens einen Gaskanals) zum Abführen des Rückgases verbunden oder verbindbar ist. Vorteilhaft kann somit während des Befüllens des Behälters Rückgas aus dem Behälter über den mindestens einen Gaskanal abgeführt werden.
- In einem weiteren Ausführungsbeispiel weist die Vorrichtung ferner eine Vakuumquelle auf, die mit dem mindestens einen Gaskanal (z. B. dem Evakuierkanal des mindestens einen Gaskanals) zum Evakuieren des Behälters verbunden oder verbindbar ist auf. Vorteilhaft kann somit über den mindestens einen Gaskanal der Behälter vor dem Befüllen und ggf. vor dem Vorspannen evakuiert werden.
- In einem weiteren Ausführungsbeispiel ist der Flüssigkeitsfüllkanal zum Wandeln (bzw. Umformen oder Umlenken) der von dem Füllventil empfangenen Flüssigkeit zu einem Füllstrahl zum Wandfüllen und zum Ausgeben des Füllstrahls zum Wandfüllen zu dem Behälter ausgebildet ist.
- In einer Ausführungsform weist der Flüssigkeitsfüllkanal einen (z. B. helixförmigen) drallerzeugenden Abschnitt, ein Leitelement und/oder einen sich in Strömungsrichtung erweiternden Strömungskörper, vorzugsweise Ableitschirm, auf. Vorzugsweise kann der drallerzeugende Abschnitt, das Leitelement und/oder der Strömungskörper einen Abschnitt des mindestens einen Gaskanals umgeben, besonders bevorzugt koaxial. Vorteilhaft kann dies ein Wandfüllen des Behälters ermöglichen, besonders vorteilhaft auf sehr bauraumsparende Weise.
- In einer weiteren Ausführungsform ist die Umstelleinheit vertikal bewegbar, vorzugsweise mittels eines Aktors und/oder unabhängig von dem Füllventil. Vorteilhaft kann die Umstelleinheit damit an den Behälter und/oder das Füllventil angepresst werden.
- In einer weiteren Ausführungsform ist die Umstelleinheit an das Füllventil anpressbar, vorzugsweise mittels einer vertikalen Bewegung des Füllventils (z. B. bewirkt von einem Aktor) und/oder der Umstelleinheit (z. B. bewirkt von einem Aktor). Alternativ oder zusätzlich ist die Umstelleinheit an den Behälter anpressbar, vorzugsweise mittels einer vertikalen Bewegung der Umstelleinheit und/oder einer Behälterhalterung des Behälters.
- Vorzugsweise kann die Umstelleinheit eine obere (z. B. metallische oder nicht-metallische), vorzugsweise ringförmige, Dichtfläche zum Anpressen an das Füllventil aufweisen.
- Vorzugsweise kann die Umstelleinheit eine untere (z. B. metallische oder nicht-metallische), vorzugsweise ringförmige, Dichtfläche zum Anpressen an den Behälter aufweisen.
- Vorzugsweise kann das Füllventil eine (z. B. metallische oder nicht-metallische), vorzugsweise ringförmige, Dichtfläche zum Anpressen an die Umstelleinheit aufweisen.
- In einer Ausführungsvariante weist das Füllventil ein bewegbares Ventilglied, vorzugsweise mit einem Ventilkegel, auf, der bevorzugt in einer Schließstellung des Füllventils in die Umstelleinheit (z. B. den Flüssigkeitsfüllkanal der Umstelleinheit) ragt, wenn die Umstelleinheit unterhalb des Füllventils positioniert ist. Vorzugsweise kann die Umstelleinheit eine Ausnehmung für ein vorderes Ende des bewegbaren Ventilglieds aufweisen, die besonders bevorzugt an eine Form des vorderen Endes angepasst ist. Vorteilhaft kann dies eine besonders flachbauende Umstelleinheit ermöglichen.
- In einer weiteren Ausführungsvariante ist die Umstelleinheit zum Positionieren unterhalb des Füllventils verschiebbar, verschwenkbar und/oder drehbar, vorzugsweise geführt und/oder mittels eines Aktors.
- In einer weiteren Ausführungsvariante ist das Füllventil vertikal bewegbar, vorzugsweise zum Anpressen an die Umstelleinheit, und/oder die Vorrichtung weist eine Behälterhalterung zum Halten des Behälters auf, die vertikal bewegbar ist, vorzugsweise zum Anpressen an die Umstelleinheit.
- In einem weiteren Ausführungsbeispiel ist die Vorrichtung in einem ersten Betriebsmodus, vorzugsweise Freistrahl-Betriebsmodus, betreibbar, in dem das Füllventil die Flüssigkeit in einem Freistrahl zum, vorzugsweise direkten (z. B. ohne Zwischenschalten des Flüssigkeitsfüllkanals der Umstelleinheit), Befüllen des Behälters ausgibt. Alternativ oder zusätzlich ist die Vorrichtung in einem zweiten Betriebsmodus, vorzugsweise Wandfüll-Betriebsmodus, betreibbar, in dem die Umstelleinheit unterhalb des Füllventils positioniert ist, der Flüssigkeitsfüllkanal die Flüssigkeit von dem Füllventil empfängt und zu dem Behälter zum Füllen, vorzugsweise Wandfüllen, des Behälters ausgibt, und der mindestens eine Gaskanal Gas aus dem Behälter zum Evakuieren des Behälters absaugt und/oder der mindestens eine Gaskanal Spanngas zu dem Behälter zum Vorspannen des Behälters vor dem Füllen des Behälters zuführt und/oder der mindestens eine Gaskanal während des Füllens Rückgas von dem Behälter empfängt und ableitet.
- Ein weiterer Aspekt der vorliegenden Offenbarung betrifft ein Verfahren zum Betreiben einer Vorrichtung zum Füllen von Behältern, vorzugsweise wie hierin offenbart, wobei das Verfahren ein Betreiben der Vorrichtung in einem ersten Betriebsmodus, in dem ein Freistrahl von einem Füllventil, vorzugsweise direkt (z. B. ohne Zwischenschalten des Flüssigkeitsfüllkanals der Umstelleinheit), in einen Behälter unterhalb des Füllventils strömt, aufweist. Das Verfahren weist ein Betreiben der Vorrichtung in einem zweiten Betriebsmodus auf, in dem eine Umstelleinheit unterhalb des Füllventils positioniert ist, ein Flüssigkeitsfüllkanal der Umstelleinheit von dem Füllventil Flüssigkeit empfängt und zu dem Behälter ausgibt, vorzugsweise derart, dass ein Wandfüllen des Behälters erfolgt, und die Umstelleinheit mindestens einen Gaskanal aufweist, durch den vor dem Füllen des Behälters Gas aus dem Behälter evakuiert wird und/oder durch den vor dem Füllen des Behälters ein Spanngas in den Behälter zum Vorspannen des Behälters geleitet wird und/oder durch den während des Füllens des Behälters ein Rückgas aus dem Behälter abgeführt wird. Vorteilhaft können mit dem Verfahren die gleichen Vorteile erzielt werden, die bereits für die Vorrichtung beschrieben wurden.
- In einem Ausführungsbeispiel ist der Behälter in dem ersten Betriebsmodus beabstandet zu dem Füllventil positioniert (z. B. ohne Zwischenschalten der Umstelleinheit und/oder des Flüssigkeitsfüllkanals), und/oder der Behälter und die Umstelleinheit und das Füllventil sind in dem zweiten Betriebsmodus aneinandergepresst.
- In einem weiteren Ausführungsbeispiel wird in dem ersten Betriebsmodus eine kohlensäurefreie (bzw. stille) Flüssigkeit in den Behälter gefüllt, und/oder in dem zweiten Betriebsmodus wird eine karbonisierte Flüssigkeit in den Behälter gefüllt.
- In einem weiteren Ausführungsbeispiel weist das Verfahren ferner ein Wechseln von dem ersten Betriebsmodus zu dem zweiten Betriebsmodus durch Bewegen, vorzugsweise Verschieben, Verschwenken und/oder Drehen, der Umstelleinheit oder des Flüssigkeitsfüllkanals der Umstelleinheit unter das Füllventil, vorzugsweise mittels eines Aktors, auf.
- In einem weiteren Ausführungsbeispiel weist das Verfahren ferner ein Wechseln von dem zweiten Betriebsmodus zu dem ersten Betriebsmodus durch Bewegen, vorzugsweise Verschieben, Verschwenken und/oder Drehen, der Umstelleinheit oder des Flüssigkeitsfüllkanals der Umstelleinheit weg von dem Füllventil, vorzugsweise mittels eines Aktors, auf.
- Vorzugsweise formt der Flüssigkeitsfüllkanal der Umstelleinheit im zweiten Betriebsmodus die von dem Füllventil empfangene Flüssigkeit mittels eines (z. B. helixförmigen) drallerzeugenden Abschnitts, eines Leitelements und/oder eines sich in Strömungsrichtung erweiternden Strömungskörpers, vorzugsweise Ableitschirms, des Flüssigkeitsfüllkanals zu einem Füllstrahl zum Wandfüllen des Behälters um.
- Vorzugsweise wird unter "Freistrahlfüllen" oder "Freistrahlbefüllung" im Rahmen der vorliegenden Offenbarung ein Füllverfahren verstanden, bei dem das flüssige Füllgut dem zu befüllenden Behälter ab dem Flüssigkeitsventil in einem freien Füllstrahl oder Füllgutstrahl zuströmt, wobei die Strömung des Füllgutes nicht durch Leitelemente wie z. B. Ableitschirme, Drallkörper, kurze oder lange Füllrohre beeinflusst oder verändert wird. Freistrahlfüllen kann sowohl drucklos als auch unter Druck erfolgen. Bei der drucklosen Freistrahlfüllung kann der Behälter Umgebungsdruck aufweisen, wobei der Behälter in der Regel mit seiner Behältermündung oder -Öffnung nicht am Füllventil anliegt, sondern von dem Füllventil bzw. von einer vorgesehenen Abgabeöffnung beabstandet ist. Liegt der Behälter bei der drucklosen Freistrahlfüllung doch mit seiner Behältermündung am Füllventil an, so kann ein Gasweg eine Verbindung zwischen dem Innenraum des Behälters und der Umgebung herstellen, wodurch eine drucklose Füllung ermöglicht werden kann. Bevorzugt entweicht über diesen Gasweg auch das im Behälter enthaltene und durch das in den Behälter einströmende Getränk verdrängte Gas in die Umgebung. Erfolgt die Freistrahlfüllung unter einem vom Umgebungsdruck abweichenden Druck, welcher sowohl über als auch unter dem Umgebungsdruck liegen kann, so kann der Behälter mit seiner Mündung gegen das Füllventil angepresst und abgedichtet werden, worauf der Druck im Innenraum des Behälters anschließend durch Beaufschlagung mit einem Spanngas oder durch Beaufschlagung mit einem Unterdruck eingestellt werden kann.
- Vorzugsweise kann das Gegenteil der zuvor beschriebenen Freistrahlfüllung ein Füllverfahren darstellen, bei dem das flüssige Füllgut dem zu befüllenden Behälter ab dem Flüssigkeitsventil unter Beeinflussung der Strömung des Füllgutes durch Leitelemente wie z. B. Ableitschirme und/oder Drallkörper und/oder kurze oder lange Füllrohre zuströmen kann, z. B. zum Wandfüllen des Behälters. Auch dieses Füllverfahren kann sowohl drucklos also auch unter Druck erfolgen.
- Die zuvor beschriebenen bevorzugten Ausführungsformen und Merkmale der Erfindung sind beliebig miteinander kombinierbar.
- Weitere Einzelheiten und Vorteile der Erfindung werden im Folgenden unter Bezug auf die beigefügten Zeichnungen beschrieben. Es zeigen:
- Figur 1
- eine schematische Schnittansicht durch eine Vorrichtung zum Füllen in einem ersten Betriebsmodus gemäß einem Ausführungsbeispiel der vorliegenden Offenbarung;
- Figur 2
- eine schematische Schnittansicht durch die Vorrichtung von
Figur 1 in einem zweiten Betriebsmodus; - Figur 3
- eine schematische Schnittansicht durch eine Vorrichtung zum Füllen in einem ersten Betriebsmodus gemäß einem Ausführungsbeispiel der vorliegenden Offenbarung;
- Figur 4
- eine schematische Schnittansicht durch die Vorrichtung von
Figur 3 in einem zweiten Betriebsmodus; - Figur 5
- eine schematische Schnittansicht durch eine Vorrichtung zum Füllen in einem ersten Betriebsmodus gemäß einem Ausführungsbeispiel der vorliegenden Offenbarung;
- Figur 6
- eine schematische Schnittansicht durch die Vorrichtung von
Figur 5 in einem zweiten Betriebsmodus; und - Figur 7
- eine schematische Schnittansicht durch eine Vorrichtung zum Füllen in einem zweiten Betriebsmodus gemäß einem Ausführungsbeispiel der vorliegenden Offenbarung.
- Die in den Figuren gezeigten Ausführungsformen stimmen zumindest teilweise überein, so dass ähnliche oder identische Teile mit den gleichen Bezugszeichen versehen sind und zu deren Erläuterung auch auf die Beschreibung der anderen Ausführungsformen bzw. Figuren verwiesen wird, um Wiederholungen zu vermeiden.
- Die
Figuren 1 und 2 zeigen eine Vorrichtung 10A zum Füllen von Behältern 12 (nur Behälterhals des Behälters 12 dargestellt) in unterschiedlichen Betriebsmodi. - Die Vorrichtung 10A (wie auch die Vorrichtungen 10B bis 10D der
Figuren 3 bis 7 ) kann in einer Füllvorrichtung einer Behälterbehandlungsanlage umfasst sein. Die Füllvorrichtung ist vorzugsweise als ein Füllerkarussell ausgeführt. Die Füllvorrichtung kann mehrere Vorrichtungen 10A-10D zum gleichzeitigen Befüllen mehrerer Behälter aufweisen. Bspw. können die Vorrichtungen 10A-10D um einen Umfang der als Füllerkarussell ausgeführten Füllvorrichtung angeordnet sein. - Die Vorrichtung 10A weist ein Füllventil 14 und eine Umstelleinheit 16 auf. Zusätzlich kann die Vorrichtung 10A eine Tragstruktur 18, eine Behälterhalterung 20 und einen Aktor 22 aufweisen.
- Das Füllventil 14 kann eine Flüssigkeit (z. B. ein Getränk) zum Füllen des Behälters 12 ausgeben. Die Flüssigkeit kann von dem Füllventil 14 selbst in einem Freistrahl ausgegeben werden. Das Füllventil 14 kann ein bewegbares Ventilglied 24 und einen Ventilsitz 26 aufweisen.
- Das Ventilglied 24 kann beispielsweise einen vorderen Ventilkegel zum Anpressen an den Ventilsitz 26 und zum Abheben von dem Ventilsitz 26 aufweisen. Der Ventilsitz 26 kann kegelförmig bzw. kegelstumpfförmig ausgeführt sein. Das Ventilglied 24 kann von einem Aktor (nicht dargestellt) zwischen einer Schließstellung (nicht dargestellt) und einer Offenstellung (dargestellt) bewegt, vorzugsweise verschoben, werden. In der Schließstellung liegt das Ventilglied 24 an dem Ventilsitz 26 an. In der Offenstellung ist das Ventilglied 24 von dem Ventilsitz 26 beabstandet. In der Offenstellung strömt ein Freistrahl aus dem Füllventil 14, der in dem Spalt zwischen dem Ventilglied 24 und dem Ventilsitz 26 gebildet werden kann.
- Der Aktor des Füllventils 14 und alle anderen hierin offenbarten Aktoren können auf jegliche Art und Weise ausgeführt sein, zum Beispiel elektromagnetisch, pneumatisch oder hydraulisch.
- Das Füllventil 14 kann von der Tragstruktur 18 getragen sein. Es ist möglich, dass das Füllventil 14 beispielsweise mittels eines Aktors (nicht dargestellt) vertikal bewegbar ist. Mittels der vertikalen Bewegbarkeit kann das Füllventil 14 beispielsweise an die Umstelleinheit 16 angepresst werden oder an den Behälter 12 angepresst werden oder ein Abstand zum Behälter 12 verringert werden, ohne das Füllventil 14 an den Behälter 12 anzupressen. Alternativ kann das Füllventil 14 fest bzw. unbewegbar angebracht sein, zum Beispiel an der Tragstruktur 18.
- Das Füllventil 14 kann eine Dichtfläche 28 aufweisen. Die Dichtfläche 28 kann metallisch oder nicht-metallisch, z. B. aus Kunststoff, sein. Vorzugsweise umgibt die Dichtfläche 28 einen Auslass des Füllventils 14. Die Dichtfläche 28 ist bevorzugt ringförmig. Die Dichtfläche 28 kann bevorzugt als ein umlaufender Kragenabschnitt bzw. als ein umlaufender Bund ausgeführt sein. Die Dichtfläche 28 kann zwischen dem Füllventil 14 und der Umstelleinheit 16 abdichten, wenn das Füllventil 14 und die Umstelleinheit 16 aneinandergepresst sind.
- Die Umstelleinheit 16 weist einen Flüssigkeitsfüllkanal 30 und mindestens einen Gaskanal 32 auf.
- Der Flüssigkeitsfüllkanal 30 kann von dem Füllventil 14 Flüssigkeit empfangen und zu dem Behälter 12 ausgeben. Der Flüssigkeitsfüllkanal 30 kann die empfangene Flüssigkeit bevorzugt in einen Füllstrahl zum Wandfüllen des Behälters 12 umwandeln. Die Flüssigkeit kann von dem Füllventil 14 empfangen werden, wenn die Umstelleinheit 16 bzw. der Flüssigkeitsfüllkanal 30 unterhalb des Füllventils 14 positioniert ist. Der Flüssigkeitsfüllkanal 30 kann einen oberen Einlass zum Empfangen der Flüssigkeit bzw. zum Positionieren unterhalb des Füllventils 14 aufweisen. Der Flüssigkeitsfüllkanal 30 kann den Füllstrahl zum Wandfüllen des Behälters 12 durch einen unteren Auslass des Flüssigkeitsfüllkanals 30 ausgeben.
- Zum Umwandeln der empfangenen Flüssigkeit zu dem Füllstrahl zum Wandfüllen kann der Flüssigkeitsfüllkanal 30 beispielsweise einen drallerzeugenden Abschnitt aufweisen. Wie in den
Figuren 1 und 2 dargestellt ist, kann der drallerzeugende Abschnitt beispielsweise helixförmig bzw. wendelförmig sein. Alternativ oder zusätzlich kann der Flüssigkeitsfüllkanal 30 beispielsweise ein Leitelement und/oder einen sich in Strömungsrichtung bzw. hin zu dem Behälter 12 erweiternden Strömungskörper (nicht in denFiguren 1 und 2 dargestellt), zum Beispiel in Form eines Schirmkörpers, aufweisen. Das Leitelement und/oder der Strömungskörper kann die Flüssigkeit zum Anlegen an eine Behälterinnenwand des Behälters 12, d.h. zum Wandfüllen des Behälters, umlenken. Der Strömungskörper kann einen Abschnitt des mindestens einen Gaskanals 32 umgeben, vorzugsweise koaxial. - Ein Abschnitt, vorzugsweise Auslassabschnitt, des Flüssigkeitsfüllkanals 30 ist bevorzugt koaxial zu einem Abschnitt, vorzugsweise Endabschnitt, des mindestens Gaskanals 32 angeordnet. Besonders bevorzugt umgibt der Abschnitt des Flüssigkeitsfüllkanals 30 den Abschnitt des mindestens einen Gaskanals 32 koaxial. Der Abschnitt des Flüssigkeitsfüllkanals 30 kann bevorzugt ein Auslassabschnitt sein, der an einen Auslass des Flüssigkeitsfüllkanals 30 angrenzt. Der Abschnitt des mindestens einen Gaskanals 32 kann bevorzugt ein Endabschnitt sein, der an eine Öffnung des mindestens einen Gaskanals 32 angrenzt, die an den Behälter 12 anpressbar ist oder dem Behälter 12 zumindest zugewandt ist, wenn die Umstelleinheit 16 zum Befüllen des Behälters 12 unterhalb des Füllventils 14 positioniert ist.
- Der mindestens einen Gaskanal 32 kann einen Spanngaskanal zum Empfangen von Spanngas aufweisen, der mit einer Spanngasquelle 44 (aus Übersichtsgründen beispielhaft nur in
Figur 1 dargestellt) verbunden oder verbindbar ist. Das empfangene Spanngas kann aus einer unteren Öffnung des mindestens einen Gaskanals 32 bzw. des Spanngaskanals in den Behälter 12 zum Vorspannen des Behälters 12 ausgegeben werden. Es ist auch möglich, dass der Behälter 12 über den Spanngaskanal bzw. den mindestens einen Gaskanal 32 mit Spanngas bzw. Produktionsgas, z. B. CO2, vor dem Füllen gespült wird - Alternativ oder zusätzlich kann der mindestens eine Gaskanal 32 einen Rückgaskanal aufweisen, der mit einer Rückgasabführung 46 (aus Übersichtsgründen beispielhaft nur in
Figur 1 dargestellt) verbunden oder verbindbar ist. Mittels der unteren Öffnung des mindestens einen Gaskanals 32 bzw. des Rückgaskanals kann Rückgas beim Befüllen des Behälters 12 (z. B. Befüllen durch den Flüssigkeitsfüllkanal 30) aus dem Behälter 12 direkt in den mindestens einen Gaskanal 32 bzw. Rückgaskanal einströmen. Der mindestens eine Gaskanal 32 bzw. Rückgaskanal kann eingeströmtes Rückgas zu der Rückgasabführung 46 leiten. - Alternativ oder zusätzlich kann der mindestens eine Gaskanal 32 einen Evakuierkanal aufweisen, der mit einer Vakuumquelle 48 (aus Übersichtsgründen beispielhaft nur in
Figur 1 dargestellt) verbunden oder verbindbar ist. Die Vakuumquelle 48 kann bspw. als eine Vakuumpumpe ausgeführt sein. Mittels der unteren Öffnung des mindestens einen Gaskanals 32 bzw. des Evakuierkanals kann Gas vor dem Befüllen und ggf. Vorspannen des Behälters 12 (z. B. Befüllen durch den Flüssigkeitsfüllkanal 30) aus dem Behälter 12 direkt in den mindestens einen Gaskanal 32 bzw. Evakuierkanal einströmen bzw. in diesen hinein gesaugt werden. Der mindestens eine Gaskanal 32 bzw. Evakuierkanal kann das Gas zu der Vakuumquelle 48 leiten. - Es ist möglich, dass der Spanngaskanal, der Rückgaskanal und der Evakuierkanal separat voneinander ausgebildet sind. Es ist auch möglich, dass nur einer dieser Kanäle separat ausgebildet ist und die anderen beiden Kanäle einen gemeinsamen Kanal bilden. Es ist ebenfalls möglich, dass nur ein Gaskanal 32 umfasst ist, der die Funktion des Spanngaskanals, des Rückgaskanals und/oder des Evakuierkanals übernimmt.
- Es ist möglich, dass die Vorrichtung 10A mindestens eine Gasleitung 34 zum Abführen von Gas zum Evakuieren des Behälters 12, zum Zuführen des Spanngases und/oder Abführen des Rückgases aufweist. Die mindestens eine Gasleitung 34 kann mit dem mindestens einen Gaskanal 32 verbunden sein. Die mindestens eine Gasleitung 34 kann von der Tragstruktur 18 getragen sein. Besonders bevorzugt kann sich die mindestens eine Gasleitung 34 durch ein Stellglied des Aktors 22 hindurch erstrecken.
- Der mindestens eine Gaskanal 32 kann mit einem oder mehreren Steuerventilen (nicht dargestellt in den Figuren) gesteuert werden, das/die den mindestens eine Gaskanal 32 bspw. blockieren oder freigeben können und/oder den mindestens eine Gaskanal 32 in Verbindung mit der Spanngasquelle 44 und/oder der Rückgasabführung 46 und/oder der Vakuumquelle 48 bringen können. Das mindestens eine Steuerventil kann von einer Maschinensteuerung der Füllvorrichtung, die die Vorrichtung 10A aufweist, gesteuert sein, z. B. pneumatisch oder elektromagnetisch.
- Die Umstelleinheit 16 kann an der Tragstruktur 18 getragen sein. Die Tragstruktur 18 kann ebenfalls den Aktor 22 tragen.
- Die Umstelleinheit 16 ist unter dem Füllventil 14 positionierbar. Die Umstelleinheit 16 kann unter das Füllventil 14 bewegbar und von einer Position unter dem Füllventil 14 wegbewegbar sein. Die Bewegung kann beispielsweise ein Drehen, ein Verschwenken und/oder ein Verschieben der Umstelleinheit 16 aufweisen. Entsprechend kann die Umstelleinheit 16 verschiebbar, verschwenkbar und/oder drehbar gelagert sein. Bevorzugt kann die Bewegung eine Vertikalbewegung und/oder eine Horizontalbewegung aufweisen. Die Bewegbarkeit der Umstelleinheit 16 kann unabhängig von einer gegebenenfalls vorhandenen Bewegbarkeit des Füllventils 14 sein.
- Bevorzugt kann die Umstelleinheit 16 mittels des Aktors 22 zu der Position unter dem Füllventil 14 bewegt und aus der Position unter dem Füllventil 14 wegbewegt werden, zum Beispiel zu einer Parkposition. Es ist allerdings auch möglich, dass beispielsweise eine Robotervorrichtung (nicht dargestellt) die Umstelleinheit 16 unter dem Füllventil 14 positioniert bzw. bewegt, wenn gewünscht.
- Die Umstelleinheit 16 kann von unten an das Füllventil 14 anpressbar sein. Das Anpressen kann beispielsweise mittels einer Vertikalbewegung des Füllventils 14 und/oder einer Vertikalbewegung der Umstelleinheit 16 bewirkt werden.
- Die Umstelleinheit 16 kann von oben an den Behälter 12 anpressbar sein. Das Anpressen kann beispielsweise mittels einer Vertikalbewegung der Umstelleinheit 16 und/oder einer Vertikalbewegung des Behälters 12, zum Beispiel mittels der Behälterhalterung 20, bewirkt werden.
- Die Umstelleinheit 16 kann eine obere Dichtfläche 36 aufweisen. Die obere Dichtfläche 36 kann metallisch oder nicht-metallisch, z. B. aus Kunststoff, sein. Vorzugsweise umgibt die obere Dichtfläche 36 einen Einlass des Flüssigkeitsfüllkanals 30. Die obere Dichtfläche 36 ist bevorzugt ringförmig. Die obere Dichtfläche 36 ist bevorzugt als ein umlaufender Kragenabschnitt bzw. als ein umlaufender Bund ausgeführt. Die obere Dichtfläche 36 kann zwischen dem Füllventil 14 und der Umstelleinheit 16 abdichten, wenn das Füllventil 14 und die Umstelleinheit 16 aneinandergepresst werden.
- Die Umstelleinheit 16 kann eine untere Dichtfläche 38 aufweisen. Die untere Dichtfläche 38 kann metallisch oder nicht-metallisch, z. B. aus Kunststoff, sein. Vorzugsweise umgibt die untere Dichtfläche 38 einen Auslass des Flüssigkeitsfüllkanals 30 und eine Öffnung des mindestens einen Gaskanals 32. Die untere Dichtfläche 38 ist bevorzugt ringförmig. Die untere Dichtfläche 38 ist bevorzugt als ein umlaufender Kragenabschnitt bzw. als ein umlaufender Bund ausgeführt. Bevorzugt ist die untere Dichtfläche 38 konusförmig ausgeführt sein. Die untere Dichtfläche 38 kann zwischen der Umstelleinheit 16 und dem Behälter 12 abdichten, wenn die Umstelleinheit 16 und der Behälter 12 aneinandergepresst werden.
- Es ist möglich, dass ein vorderes Ende (zum Beispiel der Ventilkegel) des Ventilglieds 24 des Füllventils 14 in einer Schließstellung des Füllventils 14 in die Umstelleinheit 16 ragt, wenn die Umstelleinheit 16 unterhalb des Füllventils 14 positioniert ist. Vorzugsweise kann die Umstelleinheit 16 eine Ausnehmung 40 (aus Übersichtsgründen nur in
Figur 1 mit einem Bezugszeichen gekennzeichnet) für das vordere Ende des Ventilglieds 24 aufweisen. Eine Form der Ausnehmung 40 kann an eine Form des vorderen Endes des Ventilglieds 24 angepasst sein. Beispielsweise kann die Ausnehmung 40 kegelförmig für den Ventilkegel des Ventilglieds 24 sein. - Die Behälterhalterung 20 ist zum Halten des Behälters 12 ausgebildet. Beispielsweise kann die Behälterhalterung 20 den Behälter 12 an einem Behälterhals halten. Entsprechend kann die Behälterhalterung 20 beispielsweise als eine Behälterhalshalterung ausgeführt sein. Alternativ oder zusätzlich zu einem Halten des Behälters 12 an dessen Hals kann die Behälterhalterung 20 den Behälter 12 beispielsweise an dessen Behälterkörper bzw. -rumpf halten oder den Behälter 12 von unten bzw. bodenseitig abstützen.
- Die Behälterhalterung 20 kann den Behälter 12 beispielsweise mittels einer Klammer oder eines Greifers halten. Die Behälterhalterung kann passiv sein und beispielsweise zu einer Schließstellung zum Halten des Behälters 12 elastisch vorgespannt sein. Alternativ kann die Behälterhalterung 20 aktiv sein und beispielsweise mittels eines Aktors öffenbar und/oder schließbar sein. Es ist auch möglich, dass der Aktor eine zum Schließen elastisch vorgespannt Behälterhalterung 20 öffnen kann bzw. eine zum Öffnen elastisch vorgespannte Behälterhalterung 20 schließen kann.
- Es ist möglich, dass die Behälterhalterung 20 vertikal bewegbar ist, zum Beispiel mittels eines Aktors. Mittels der vertikalen Bewegbarkeit kann die Behälterhalterung 20 von unten an die Umstelleinheit 16 und, falls gewünscht, ohne Zwischenschaltender Umstelleinheit 16 von unten an das Füllventil 14 angepresst werden.
- Die
Figur 1 zeigt die Vorrichtung 10A in einem ersten Betriebsmodus, vorzugsweise einem Vollstrahl- bzw. Freistrahl-Betriebsmodus. In dem ersten Betriebsmodus kann der Behälter 12 von dem Füllventil 14 in der Offenstellung mit einem Freistrahl gefüllt werden. Der Freistrahl kann aus dem Füllventil 14 direkt in den Behälter 12 einströmen. Die Umstelleinheit 16 kann in einer Parkposition positioniert sein. In der Parkposition kann die Umstelleinheit 16 so positioniert sein, dass sie nicht mehr unter dem Füllventil 14 positioniert ist. Es ist jedoch beispielsweise auch denkbar, dass die Umstelleinheit 16 einen Durchlaufkanal separat zum Flüssigkeitsfüllkanal 30 aufweist. Im ersten Betriebsmodus kann dieser Durchlaufkanal unter dem Füllventil 14 positioniert sein. Dieser Durchlaufkanal kann den Freistrahl aus dem Füllventil 14 beispielsweise ohne wesentliche Beeinflussung passieren und in den Behälter 12 einströmen lassen. - Im ersten Betriebsmodus ist das Füllventil 14 bevorzugt beabstandet zu dem Behälter 12 positioniert. Im ersten Betriebsmodus kann bevorzugt eine kohlensäurefreie bzw. nicht-karbonisierte Flüssigkeit von dem Füllventil 14 in den Behälter 12 gefüllt werden (z. B. direkt oder über einen Durchlasskanal der Umstelleinheit 16).
- Die
Figur 2 zeigt die Vorrichtung 10A in einem zweiten Betriebsmodus, vorzugsweise Nicht-Freistrahl-Betriebsmodus oder Druckabfüll-Betriebsmodus, besonders bevorzugt zum Wandfüllen des Behälters 12. Im dem zweiten Betriebsmodus kann die Umstelleinheit 16 und der Flüssigkeitsfüllkanal 30 unterhalb des Füllventils 14 positioniert sein. Die Umstelleinheit 16 kann die Flüssigkeit aus dem Füllventil 14 an einem Einlass des Flüssigkeitsfüllkanals 30 empfangen. In dem Flüssigkeitsfüllkanals 30 kann die Flüssigkeit bevorzugt zu einem Füllstrahl zum Wandfüllen umgewandelt bzw. umgelenkt werden. Aus einem Auslass des Flüssigkeitsfüllkanals 30 kann der Füllstrahl zum Wandfüllen die Umstelleinheit 16 verlassen und in den Behälter 12 strömen. - Im zweiten Betriebsmodus kann die Umstelleinheit 16 von unten an das Füllventil 14 bzw. dessen Auslass angepresst sein. Dieses Anpressen kann beim Wechsel von dem ersten Betriebsmodus zu dem zweiten Betriebsmodus der Vorrichtung 10A dadurch bewirkt werden, dass die Umstelleinheit 16 zunächst mittels des Aktors 22 unter das Füllventil 14 geschwenkt wird. Anschließend kann die Umstelleinheit 16 mittels des Aktors 22 vertikal nach oben bewegt werden, um die Umstelleinheit 16 gegen das Füllventil 14 zu pressen.
- Im zweiten Betriebsmodus kann der Behälter 12 von unten an die Umstelleinheit 16 angepresst sein. Dieses Anpressen kann im zweiten Betriebsmodus der Vorrichtung 10A dadurch bewirkt werden, dass nachdem die Umstelleinheit 16 von unten an das Füllventil 14 angepresst wurde, der Behälter 12 mittels der Behälterhalterung 20 vertikal nach oben bewegt und an die Umstelleinheit 16 bzw. den Auslass des Flüssigkeitsfüllkanals 30 angepresst wird.
- Während des (z. B. Wand-) Füllens des Behälters 12 im zweiten Betriebsmodus kann Rückgas aus dem Behälter 12 in den mindestens einen Gaskanal 32 einströmen und zu der Rückgasabführung 46 geleitet werden. Alternativ oder zusätzlich ist es möglich, dass vor dem (z. B. Wand-) Füllen des Behälters 12 im zweiten Betriebsmodus der Behälter 12 mit einem Spanngas vorgespannt wird. Das Spanngas kann von der Spanngasquelle 44 durch den mindestens einen Gaskanal 32 in den Behälter 12 einströmen.
- Es ist auch möglich, dass der mindestens eine Gaskanal 32 beispielsweise zum Evakuieren des Behälters 12 genutzt werden kann, wenn gewünscht. Hierzu kann der mindestens eine Gaskanal 32 mit der Vakuumquelle 48 verbunden oder verbindbar sein.
- In einem Ausführungsbeispiel könnte der mindestens eine Gaskanal 32 bspw. separat voneinander den Evakuierkanal und den Spanngaskanal (z. B. für CO2 als Spanngas/Spülgas) aufweisen. In diesem Ausführungsbeispiel könnte der angepresste Behälter 12 bspw. zuerst über den Evakuierkanal evakuiert werden, um die Luft (und damit den darin enthaltenen Sauerstoff) im Behälter 12 zu reduzieren. Im Anschluss daran kann über den Spanngaskanal CO2 in den evakuierten Behälter 12 geleitet werden und dieser damit gespült oder vorgespannt werden.
- Es gibt ebenfalls möglich, dass ein Steuerventil, das der Vakuumquelle 48 zugeordnet ist, und ein Spanngasventil/Spülgasventil, das bspw. der Spanngasquelle 44 zugeordnet ist, gleichzeitig oder nur leicht zeitversetzt öffnen, damit die Vakuumquelle 48 den Fluss des Produktionsgases, z. B. CO2, durch den Behälter 12 unterstützen kann.
- Im zweiten Betriebsmodus sind das Füllventil 14, die Umstelleinheit 16 sowie der Behälter 12 bevorzugt aneinandergepresst. Im zweiten Betriebsmodus kann bevorzugt eine kohlensäurehaltige bzw. karbonisierte Flüssigkeit von dem Füllventil 14 über den Flüssigkeitsfüllkanal 30 der Umstelleinheit 16 in den Behälter 12 gefüllt werden.
- Zum Wechsel von dem zweiten Betriebsmodus (
Figur 2 ) zu dem ersten Betriebsmodus (Figur 1 ) kann die Umstelleinheit 16 mittels des Aktors 22 vertikal nach unten bewegt werden. Die Umstelleinheit 16 löst sich von dem Füllventil 14. Die Umstelleinheit 16 oder zumindest der Einlass des Flüssigkeitsfüllkanals 30 kann nunmehr mittels des Aktors 22 von dem Füllventil 14 bzw. dessen Auslass wegbewegt werden. - Die
Figuren 3 und 4 zeigen eine Vorrichtung 10B ähnlich zur Vorrichtung 10A. Bei der Vorrichtung 10B kann das Füllventil 14 vertikal bewegbar sein, zum Beispiel, mittels eines Aktors (nicht dargestellt). Die vertikale Bewegbarkeit kann im ersten Betriebsmodus (sieheFigur 3 ) beispielsweise dazu genutzt werden, um einen Abstand zwischen dem Füllventil 14 und dem Behälter 12 zu verringern, ohne dass das Füllventil 14 den Behälter 12 berührt. Die vertikale Bewegbarkeit kann in dem zweiten Betriebsmodus (sieheFigur 4 ) beispielsweise dazu genutzt werden, um das Füllventil 14 gemeinsam mit der Umstelleinheit 16 von oben auf den Behälter 12 zu pressen. Es ist somit nicht erforderlich, aber dennoch möglich, dass die Behälterhalterung 20 den Behälter 12 vertikal bewegen kann. - Die
Figuren 5 und 6 zeigen eine Vorrichtung 10C ähnlich zu den Vorrichtungen 10A und 10B. Bei der Vorrichtung 10C kann die Umstelleinheit 16 unter das Füllventil 14 für den zweiten Betriebsmodus (sieheFigur 6 ) mittels des Aktors 22 verschoben werden und für den ersten Betriebsmodus (sieheFigur 5 ) von einer Position unter dem Füllventil 14 mittels des Aktors 22 wegverschoben werden. Das Füllventil 14 kann wiederum vertikal bewegbar sein, um das Füllventil 14 im zweiten Betriebsmodus (sieheFigur 6 ) von oben auf die Umstelleinheit 16 zu pressen. Ebenso kann die Behälterhalterung 20 vertikal bewegbar sein, um die Behälter 12 im zweiten Betriebsmodus (sieheFigur 6 ) von unten an die Umstelleinheit 16 zu pressen. - Die
Figur 7 zeigt eine Vorrichtung 10D ähnlich zu der Vorrichtung 10A. Ein Unterschied zwischen den Vorrichtungen 10A und 10D besteht darin, dass der Flüssigkeitsfüllkanal 30 der Umstelleinheit 16 der Vorrichtung 10D statt eines helixförmigen Kanalabschnitts einen Strömungskörper 42 aufweist. Der Strömungskörper 42 kann die von dem Füllventil 14 empfangene Flüssigkeit derart umlenken, dass ein Füllstrahl zum Wandfüllen des Behälters 12 entsteht. Bevorzugt erweitert sich der Strömungskörper 42 in Strömungsrichtung bzw. in Richtung zu dem Behälter 12. Der Strömungskörper 42 ist, wie dargestellt ist, bevorzugt als ein Ablenkschirm ausgeführt. Der Strömungskörper 42 kann bevorzugt mittig in dem Flüssigkeitsfüllkanals 30 angeordnet sein. Ein Endabschnitt des mindestens einen Gaskanals 32 kann durch den Strömungskörper 42 verlaufen. - Die Erfindung ist nicht auf die vorstehend beschriebenen bevorzugten Ausführungsbeispiele beschränkt. Vielmehr ist eine Vielzahl von Varianten und Abwandlungen möglich, die ebenfalls von dem Erfindungsgedanken Gebrauch machen und deshalb in den Schutzbereich fallen. Insbesondere beansprucht die Erfindung auch Schutz für den Gegenstand und die Merkmale der Unteransprüche unabhängig von den in Bezug genommenen Ansprüchen. Insbesondere sind die einzelnen Merkmale des unabhängigen Anspruchs 1 jeweils unabhängig voneinander offenbart. Zusätzlich sind auch die Merkmale der Unteransprüche unabhängig von sämtlichen Merkmalen des unabhängigen Anspruchs 1 und beispielsweise unabhängig von den Merkmalen bezüglich des Vorhandenseins und/oder der Konfiguration des Füllventils und/oder der Umstelleinheit des unabhängigen Anspruchs 1 offenbart.
-
- 10A-10D
- Vorrichtung zum Füllen
- 12
- Behälter
- 14
- Füllventil
- 16
- Umstelleinheit
- 18
- Tragstruktur
- 20
- Behälterhalterung
- 22
- Aktor
- 24
- Ventilglied
- 26
- Ventilsitz
- 28
- Dichtfläche
- 30
- Flüssigkeitsfüllkanal
- 32
- Gaskanal
- 34
- Gasleitung
- 36
- obere Dichtfläche
- 38
- untere Dichtfläche
- 40
- Ausnehmung
- 42
- Strömungskörper
- 44
- Spanngasquelle
- 46
- Rückgasabführung
- 48
- Vakuumquelle
Claims (15)
- Vorrichtung (10A-10D) zum Füllen eines Behälters (12), vorzugsweise für ein Füllerkarussell, aufweisend:ein Füllventil (14) zum Ausgeben einer Flüssigkeit zu dem Behälter (12); undeine Umstelleinheit (16), die unterhalb des Füllventils (14) positionierbar ist und einen Flüssigkeitsfüllkanal (30) zum Empfangen der Flüssigkeit von dem Füllventil (14) und Ausgeben der Flüssigkeit zu dem Behälter (12) und mindestens einen Gaskanal (32) zum Evakuieren des Behälters (12) und/oder zum Vorspannen des Behälters (12) und/oder zum Ableiten von Rückgas aus dem Behälter (12) aufweist.
- Vorrichtung (10A-10D) nach Anspruch 1, wobei:
ein Abschnitt des Flüssigkeitsfüllkanals (30) und ein Abschnitt des mindestens einen Gaskanals (32) nebeneinander oder koaxial verlaufen, wobei vorzugsweise der Abschnitt des Flüssigkeitsfüllkanals (30) den Abschnitt des mindestens einen Gaskanals (32) koaxial umgibt, besonders bevorzugt helixförmig. - Vorrichtung (10A-10D) nach Anspruch 1 oder Anspruch 2, ferner aufweisend:eine Spanngasquelle (44), die mit dem mindestens einen Gaskanal (32) zum Zuführen von Spanngas verbunden oder verbindbar ist; und/odereine Rückgasabführung (46), die mit dem mindestens einen Gaskanal (32) zum Abführen des Rückgases verbunden oder verbindbar ist; und/odereine Vakuumquelle, die mit dem mindestens einen Gaskanal (32) zum Evakuieren des Behälters (12) verbunden oder verbindbar ist.
- Vorrichtung (10A-10D) nach einem der vorherigen Ansprüche, wobei:
der Flüssigkeitsfüllkanal (30) zum Wandeln der von dem Füllventil (14) empfangenen Flüssigkeit zu einem Füllstrahl zum Wandfüllen und zum Ausgeben des Füllstrahls zum Wandfüllen zu dem Behälter (12) ausgebildet ist. - Vorrichtung (10A-10D) nach einem der vorherigen Ansprüche, wobei:der Flüssigkeitsfüllkanal (30) einen drallerzeugenden Abschnitt, ein Leitelement und/oder einen sich in Strömungsrichtung erweiternden Strömungskörper (42), vorzugsweise Ableitschirm, aufweist,wobei vorzugsweise der drallerzeugende Abschnitt, das Leitelement und/oder der Strömungskörper (42) einen Abschnitt des mindestens einen Gaskanals (32) umgibt, besonders bevorzugt koaxial.
- Vorrichtung (10A-10D) nach einem der vorherigen Ansprüche, wobei:
die Umstelleinheit (16) vertikal bewegbar ist, vorzugsweise mittels eines Aktors (22) und/oder unabhängig von dem Füllventil (14). - Vorrichtung (10A-10D) nach einem der vorherigen Ansprüche, wobei:die Umstelleinheit (16) an das Füllventil (14) anpressbar ist, vorzugsweise mittels einer vertikalen Bewegung des Füllventils (14) und/oder der Umstelleinheit (16); und/oderdie Umstelleinheit (16) an den Behälter (12) anpressbar ist, vorzugsweise mittels einer vertikalen Bewegung der Umstelleinheit (16) und/oder einer Behälterhalterung (20) des Behälters (12).
- Vorrichtung (10A-10D) nach einem der vorherigen Ansprüche, wobei:das Füllventil (14) ein bewegbares Ventilglied (24), vorzugsweise mit einem Ventilkegel, aufweist, der in einer Schließstellung des Füllventils (14) in die Umstelleinheit (16) ragt, wenn die Umstelleinheit (16) unterhalb des Füllventils (14) positioniert ist,wobei vorzugsweise die Umstelleinheit (16) eine Ausnehmung (40) für ein vorderes Ende des bewegbaren Ventilglieds (24) aufweist, die besonders bevorzugt an eine Form des vorderen Endes angepasst ist.
- Vorrichtung (10A-10D) nach einem der vorherigen Ansprüche, wobei:
die Umstelleinheit (16) zum Positionieren unterhalb des Füllventils (14) verschiebbar, verschwenkbar oder drehbar ist, vorzugsweise geführt und/oder mittels eines Aktors (22). - Vorrichtung (10A-10D) nach einem der vorherigen Ansprüche, wobei:das Füllventil (14) vertikal bewegbar ist, vorzugsweise zum Anpressen an die Umstelleinheit (16); und/oderdie Vorrichtung (10A-10D) eine Behälterhalterung (20) zum Halten des Behälters (12) aufweist, die vertikal bewegbar ist, vorzugsweise zum Anpressen an die Umstelleinheit (16).
- Vorrichtung (10A-10D) nach einem der vorherigen Ansprüche, wobei:die Vorrichtung (10A-10D) in einem ersten Betriebsmodus, vorzugsweise Freistrahl-Betriebsmodus, betreibbar ist, in dem das Füllventil (14) die Flüssigkeit in einem Freistrahl zum, vorzugsweise direkten, Befüllen des Behälters (12) ausgibt; und/oderdie Vorrichtung (10A-10D) in einem zweiten Betriebsmodus, vorzugsweise Wandfüll-Betriebsmodus, betreibbar ist, in dem:- die Umstelleinheit (16) unterhalb des Füllventils (14) positioniert ist,- der Flüssigkeitsfüllkanal (30) die Flüssigkeit von dem Füllventil (14) empfängt und zu dem Behälter (12) zum Füllen, vorzugsweise Wandfüllen, des Behälters (12) ausgibt, und- der mindestens eine Gaskanal (32) Gas aus dem Behälter (12) zum Evakuieren des Behälters (12) absaugt und/oder der mindestens eine Gaskanal (32) Spanngas zu dem Behälter (12) zum Vorspannen des Behälters (12) vor dem Füllen des Behälters (12) zuführt und/oder der mindestens eine Gaskanal (32) während des Füllens Rückgas von dem Behälter (12) empfängt und ableitet.
- Verfahren zum Betreiben einer Vorrichtung (10A-10D) zum Füllen von Behältern (12), vorzugsweise nach einem der vorherigen Ansprüche, wobei das Verfahren aufweist:Betreiben der Vorrichtung (10A-10D) in einem ersten Betriebsmodus, in dem ein Freistrahl von einem Füllventil (14), vorzugsweise direkt, in einen Behälter (12) unterhalb des Füllventils (14) strömt; undBetreiben der Vorrichtung (10A-10D) in einem zweiten Betriebsmodus, in dem:- eine Umstelleinheit (16) unterhalb des Füllventils (14) positioniert ist,- ein Flüssigkeitsfüllkanal (30) der Umstelleinheit (16) von dem Füllventil (14) Flüssigkeit empfängt und zu dem Behälter (12) ausgibt, vorzugsweise derart, dass ein Wandfüllen des Behälters (12) erfolgt, und- die Umstelleinheit (16) mindestens einen Gaskanal (32) aufweist, durch den vor dem Füllen des Behälters (12) Gas aus dem Behälter (12) evakuiert wird und/oder durch den vor dem Füllen des Behälters (12) ein Spanngas in den Behälter (12) zum Vorspannen des Behälters (12) geleitet wird und/oder durch den während des Füllens des Behälters (12) ein Rückgas aus dem Behälter (12) abgeführt wird.
- Verfahren nach Anspruch 12, wobei:der Behälter (12) in dem ersten Betriebsmodus beabstandet zu dem Füllventil (14) positioniert ist; und/oderder Behälter (12) und die Umstelleinheit (16) und das Füllventil (14) in dem zweiten Betriebsmodus aneinandergepresst sind.
- Verfahren nach Anspruch 12 oder Anspruch 13, wobei:in dem ersten Betriebsmodus eine kohlensäurefreie Flüssigkeit in den Behälter (12) gefüllt wird; und/oderin dem zweiten Betriebsmodus eine karbonisierte Flüssigkeit in den Behälter (12) gefüllt wird.
- Verfahren nach einem der Ansprüche 12 bis 14, ferner aufweisend:Wechseln von dem ersten Betriebsmodus zu dem zweiten Betriebsmodus durch Bewegen, vorzugsweise Verschieben, Verschwenken und/oder Drehen, der Umstelleinheit (16) oder des Flüssigkeitsfüllkanals (30) der Umstelleinheit (16) unter das Füllventil (14), vorzugsweise mittels eines Aktors (22); und/oderWechseln von dem zweiten Betriebsmodus zu dem ersten Betriebsmodus durch Bewegen, vorzugsweise Verschieben, Verschwenken und/oder Drehen, der Umstelleinheit (16) oder des Flüssigkeitsfüllkanals (30) der Umstelleinheit (16) weg von dem Füllventil (14), vorzugsweise mittels eines Aktors (22).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102021128681.6A DE102021128681A1 (de) | 2021-11-04 | 2021-11-04 | Vorrichtung und Verfahren zum Füllen von Behältern |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4177215A1 true EP4177215A1 (de) | 2023-05-10 |
Family
ID=84044853
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22204424.0A Pending EP4177215A1 (de) | 2021-11-04 | 2022-10-28 | Vorrichtung und verfahren zum füllen von behältern |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4177215A1 (de) |
| JP (1) | JP2023071603A (de) |
| CN (1) | CN116062665A (de) |
| DE (1) | DE102021128681A1 (de) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0979797A1 (de) * | 1998-08-12 | 2000-02-16 | KHS Maschinen- und Anlagenbau Aktiengesellschaft | Füllsystem |
| EP1512663B1 (de) * | 2003-09-02 | 2006-03-22 | KHS Maschinen- und Anlagenbau Aktiengesellschaft | Vorrichtung zum Wechseln von an umlaufenden Behälterbehandlungsmaschinen angeordneten Bauteilen |
| WO2012065677A1 (de) * | 2010-11-17 | 2012-05-24 | Khs Gmbh | Füllelement sowie füllsystem oder füllmaschine zum freistrahlfüllen von flaschen oder dergleichen behältern |
| DE102014109589A1 (de) | 2014-07-09 | 2016-01-14 | Khs Gmbh | Füllsystem zum Füllen von Flaschen oder dergleichen Behältern |
| DE102016115891A1 (de) | 2016-08-26 | 2018-03-01 | Krones Aktiengesellschaft | Abfüllanlage zum Befüllen eines Behälters mit einem Füllprodukt |
| DE102016124216B3 (de) * | 2016-12-13 | 2018-05-09 | Khs Gmbh | Füllelementanordnung sowie Füllmaschine |
| EP3286130B1 (de) | 2015-04-21 | 2019-06-26 | KHS GmbH | Füllelementanordnung sowie füllmaschine |
| EP3184484B1 (de) * | 2015-12-22 | 2019-10-09 | Sidel Participations, S.A.S. | Füllvorrichtung zum befüllen mit oder ohne kontakt eines artikels mit einem fliessfähigen produkt |
-
2021
- 2021-11-04 DE DE102021128681.6A patent/DE102021128681A1/de active Pending
-
2022
- 2022-10-25 JP JP2022170601A patent/JP2023071603A/ja active Pending
- 2022-10-28 EP EP22204424.0A patent/EP4177215A1/de active Pending
- 2022-11-02 CN CN202211363445.7A patent/CN116062665A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0979797A1 (de) * | 1998-08-12 | 2000-02-16 | KHS Maschinen- und Anlagenbau Aktiengesellschaft | Füllsystem |
| EP1512663B1 (de) * | 2003-09-02 | 2006-03-22 | KHS Maschinen- und Anlagenbau Aktiengesellschaft | Vorrichtung zum Wechseln von an umlaufenden Behälterbehandlungsmaschinen angeordneten Bauteilen |
| WO2012065677A1 (de) * | 2010-11-17 | 2012-05-24 | Khs Gmbh | Füllelement sowie füllsystem oder füllmaschine zum freistrahlfüllen von flaschen oder dergleichen behältern |
| DE102014109589A1 (de) | 2014-07-09 | 2016-01-14 | Khs Gmbh | Füllsystem zum Füllen von Flaschen oder dergleichen Behältern |
| EP3286130B1 (de) | 2015-04-21 | 2019-06-26 | KHS GmbH | Füllelementanordnung sowie füllmaschine |
| EP3184484B1 (de) * | 2015-12-22 | 2019-10-09 | Sidel Participations, S.A.S. | Füllvorrichtung zum befüllen mit oder ohne kontakt eines artikels mit einem fliessfähigen produkt |
| DE102016115891A1 (de) | 2016-08-26 | 2018-03-01 | Krones Aktiengesellschaft | Abfüllanlage zum Befüllen eines Behälters mit einem Füllprodukt |
| DE102016124216B3 (de) * | 2016-12-13 | 2018-05-09 | Khs Gmbh | Füllelementanordnung sowie Füllmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102021128681A1 (de) | 2023-05-04 |
| CN116062665A (zh) | 2023-05-05 |
| JP2023071603A (ja) | 2023-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1692071A1 (de) | Füllelement für eine füllmaschine sowie füllm aschine mit derartigen füllelementen | |
| EP0531358B1 (de) | Verfahren und vorrichtung zum sterilen abfüllen von getränkeflüssigkeiten | |
| DE102018127592B4 (de) | Füllelement, Füllsystem und Verfahren zum Füllen von Behältern | |
| DE102015106125B3 (de) | Füllelementanordnung sowie Füllmaschine | |
| WO2007118607A1 (de) | Füllelement sowie füllmaschine mit einem füllelement | |
| EP1660402A1 (de) | Gegendruck-füllvorrichtung und verfahren zum gegendruckfüllen | |
| EP1544157B1 (de) | Füllmaschine zum Füllen von Behältern | |
| EP2915772A1 (de) | Vorrichtung zum Befüllen eines Behälters mit einem Füllprodukt | |
| EP3670429B1 (de) | Reinigung von behälterverschlüssen beim abfüll- und verschliessprozess von zu befüllenden behältern | |
| EP4177215A1 (de) | Vorrichtung und verfahren zum füllen von behältern | |
| EP2213384B1 (de) | Vorrichtung und Verfahren zum Herstellen von PET-Großgebinden | |
| EP3554987B1 (de) | Füllelementanordnung sowie füllmaschine | |
| EP3838839B1 (de) | Vorrichtung und verfahren zum befüllen eines behälters mit einem füllprodukt | |
| EP2949585B1 (de) | Verfahren und vorrichtung zum befüllen von flaschen | |
| EP3647258B1 (de) | Verfahren zum abfüllen von getränken in flaschen und füllmaschine | |
| EP3947255A1 (de) | Verfahren zum füllen von behältern mit einem flüssigen füllgut | |
| DE20319619U1 (de) | Füllmaschine zum Füllen von Behältern | |
| WO2017025289A1 (de) | Verfahren zum füllen behältern mit einem flüssigen füllgut | |
| EP3650402B1 (de) | Verfahren zum gegendruckfüllen von behältern und füllsystem eines gegendruckfüllers | |
| DE19941456C1 (de) | Füllmaschine mit vakuumbeaufschlagbaren Füllorganen | |
| EP2958849B1 (de) | Füllsystem sowie füllmaschine | |
| DE4331745A1 (de) | Füllmaschine für Gefäße | |
| DE4331463A1 (de) | Maschine zum Sterilisieren und Füllen von Gefäßen unter Gegendruck | |
| WO2021023490A1 (de) | Füllelement zum füllen von flaschen oder dergleichen behälter mit einem flüssigen füllgut sowie füllmaschine mit derartigen füllelementen | |
| EP4005969A1 (de) | Vorrichtung und verfahren zum befüllen eines behälters mit einem füllprodukt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20231109 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |