BACKGROUND OF THE INVENTION
-
The present invention relates to a plating tool, a plating method and
an electroplating apparatus. Precisely, the invention relates to a plating tool,
a plating method and an electroplating apparatus suitable for plating, for
example, ring magnets that are used in computer hard disc motors, etc.
-
Also, the present invention relates to a plating method, a method for
producing plated products, and the plated products. More particularly, the
invention relates to a plating method for forming a nickel film on the surface of
rare-earth bonded magnets, to a method for producing plated products, and to
the plated products obtained according to the production method.
-
Further, the invention relates to an electroplating method and an
electroplating apparatus, and relates more particularly to an electroplating
method which can prevent the formation of any pinhole in the surface of a
material to be plated, and form a uniform and dense plated film, and an
electroplating apparatus therefor.
-
For electroplating relatively small-sized members such as ring
magnets for motors, for example, there are employed a method of putting a
plurality of objects to be plated in a barrel having a cathode disposed therein,
and plating them while the barrel is rotated (barrel plating method), and a
method of hanging the object to be plated on a tool that serves also as a
cathode and plating it thereon (hanging plating method).
-
However, the barrel plating method has a problem in that the objects
to be plated could not be individually controlled and therefore the thickness of
the plating film on the plated objects may fluctuate individually. In addition,
each plated object could not have a uniform plating film and the thickness of
the plating film may differ in places. Moreover, when the toughness (strength)
of the objects to be plated is low, then they may be cracked or broken,
therefore causing formation of impurities. On the other hand, the hanging
plating method has a problem in that a tool impression may remain in the
plated objects and a uniform and dense plating film could not be formed.
-
Accordingly, improvements on the barrel plating method (for example,
JP-B-3021728) and improvements on the hanging plating method (for example,
JP-A-2001-131800 and JP-A-2001-152388) have been proposed.
-
JP-A-2001-131800 discloses a plating tool which rotates a work by
swinging the tool entirely. However, since such method as described above
can not control a rotation speed of an individual work, there is a problem in that
a film thickness becomes uneven. Further, there is a problem in that, since a
component (for example, nickel) of a plating solution deposited on an electrode
portion of the plating tool is removed, a film thickness inevitably becomes thin.
In a case of a plating tool as described in JP-A-2001-152388, although the
work is rotated in a controlled manner, since insulating spacers are each
arranged between any two works on a supporting portion, there is a problem in
that an end face or an inner peripheral face of the work in ring form is put in a
shady state compared with a film thickness of an outer face of the work. In
other words, since a gap between the end face of the work and such insulating
spacer can not be controlled, plating is liable to be performed in a state
deviated to one of them and, on this occasion, for example, a difference in the
film thickness is generated between both end faces. Besides, in this method,
there is a problem in that, since a plurality of works in ring form are mounted
through the ring thereof on the supporting portion in rod form, setting-on and
taking-off of the works are troublesome and consume a long time, to thereby
cause a low operation efficiency.
-
At present, however, plating of electronic parts requires especially
high accuracy, or that is, it is desired to form a uniform and dense plating film
on them. The related barrel plating method and hanging plating method could
not satisfy the requirements. In particular, when ring-shaped objects having
an inner peripheral surface are plated, there may occur a problem in that the
plating film formed on the inner peripheral surface thereof that is electrically
shaded may be extremely thin white, on the other hand, the plating film on the
edges thereof may be thick. To solve the problem, a plating tool has been
proposed in which an auxiliary anode is disposed inside the hollow of a
hollowed object to be plated (for example, JP-A 2001-73198). However,
when the anode is formed of a readily-releasable material, then this is
problematic in that the anode may partly peel away to cause impurities.
-
Further, rare-earth bonded magnets contain a large proportion of iron
as a magnetic material therein, and naturally, therefore, the rare-earth bonded
magnets readily rust. In addition, since the rare-earth bonded magnets are
compounded with resin, the rare-earth bonded magnets tend to readily rust
and blister even when plated in the same process as that for ordinary metals.
Further, since the rare-earth bonded magnets have many pores in the surface
thereof, the rare-earth bonded magnets tend to readily have pin holes therein.
In these points, plating may be unsuitable to rare-earth bonded magnets.
-
For forming a good plate film on such rare-earth bonded magnets, a
method of pre-treating them is proposed. For the pretreatment, for example,
there are mentioned a method of electroless plating, or application of a
resin/conductive material mixture followed by electroplating (for example,
JP-A-4-276095); a method that includes filling the pores of a rare-earth bonded
magnet with abrasive powder and polish dust of bonded magnets and with
inorganic powder and caking it with oil and fat of a vegetable medium to seal
up the pores, and thereafter coating the surface of the magnet with Cu
particulate flakes and forming an electrolytic plating film thereon (for example,
JP-A-11-204321); and a method that includes filling the pores of a rare-earth
bonded magnet with abrasive powder and polish dust of bonded magnets and
with inorganic powder and caking it with oil and fat of a vegetable medium to
seal up the pores, and thereafter coating the surface of the magnet with Al
particulate flakes and forming an electrolytic plating film thereon (for example,
JP-A-11-283818).
-
On the other hand, in nickel plating, generally used is a Watts bath
that contains nickel sulfate, nickel chloride and boric acid. For rust prevention,
however, there is proposed a Cl-free nickel plating bath for R-Fe-B bonded
magnets (for example, JP-B-3232037).
-
The pretreatment in the related art is complicated, as requiring a
multi-stage process for it, and is therefore unsuitable to industrial-scale
production lines. In addition, since its process is complicated, the
pretreatment is often difficult to successfully finish, but rather on the contrary, it
may cause blistering or uneven plating. In particular, when the adhesiveness
between the primer layer formed by the pretreatment and the magnet body is
small, then it often causes the problem of blistering and uneven plating.
-
In a process of plating rare-earth bonded magnets, they are subjected
to surface treatment (acid activation) before plating, for the purpose of
removing the surface oxide film to thereby activate their surface. For the
surface-treating agent, hydrochloric acid is not used for the reason that porous
rare-earth bonded magnets will rust if chloride ions remain therein, and, for
example, sulfuric acid is used for it. However, sulfuric acid is defective in that
it is poorly effective for removing a strong oxide film and takes a lot of time for
surface treatment with it.
-
In electroplating, the phenomenon that foreign metallic matter existing
in a plating liquid, such as a magnetic sludge, adheres to a material to be
plated (work) has been drawing attention as one of the causes bringing about
fine defects (pinholes) and rust in a plated film. A method such as filtering a
plating liquid or subjecting it to centrifugal separation has been employed for
removing foreign metallic matter from the plating liquid. For the same
purpose, there have been proposed a method in which a plurality of magnets
each having a magnetic induction of 900 gauss are placed in a plating bath for
attracting a magnetic sludge and removing it from a plating liquid (for example,
JP-A-5-306500), and a technique in which a plating bath made of plastics has
a bottom formed as a double structure and having a magnet installed therein
for attracting foreign metallic matter to its bottom and preventing its floatation in
a plating liquid (for example, JP-A-9-3694).
-
Foreign metallic matter has hitherto drawn attention as one of the
causes forming pinholes and rust in a plated film and measures have been
taken against it. As a result of our detailed study about the formation of
pinholes, however, we, the inventors of this invention, have found that in many
cases, it is foreign organic matter, such as skin scales, rather than foreign
metallic matter that is responsible for pinholes.
-
Referring particularly to electroplating, foreign organic matter has
such a high electric resistance as compared with the work and a plated film
that no plating is possible of any area thereby covered, but pinholes are
eventually formed therein. It, therefore, follows that the functions expected to
be imparted by plating, such as a beautiful appearance, environment
resistance and chemical resistance, are greatly impaired. Moreover, it is
feared that, as foreign organic matter contains elements inducing rust easily,
e.g. chlorine and sulfur, rusting may be more likely to occur from such pinholes
than from the pinholes due to any other cause. Electrically conductive foreign
metallic matter, such as a magnetic sludge, however, can hardly be a direct
cause for rusting, and exerts a smaller effect on the quality of plating than
foreign organic matter, though it may give an uneven film lacking uniformity,
since a plated film is so formed as to bury any such adhering matter.
-
Although it is possible to reduce any foreign organic matter in a
plating liquid by, for example, a plating job in a clean room, or thorough
cleaning extending to the whole plating process, these methods bring about a
large increase in the cost of the product.
SUMMARY OF THE INVENTION
-
Accordingly, for plating electronic parts that require high-level plating
accuracy, a first object of the present invention is to provide a plating tool and
an electroplating apparatus capable of forming a dense and uniform plating
film on objects to be plated.
-
Further, a second object of the present invention is to provide a
plating tool capable of forming a dense uniform film on an object to be plated
with a favorable operational efficiency, when the plating is performed on an
electronic part or the like which requires an high precision and an
electroplating apparatus.
-
Further, a third object of the present invention is to provide a
technique capable of preventing plated products of rare-earth bonded magnets
from rusting and blistering and capable of efficiently forming a plating film on
them.
-
Further, a fourth object of the present invention is to provide a
technique for removing foreign organic matter from a plating liquid effectively
and at a low cost and thereby preventing the formation of pinholes in a plated
film.
-
In order to achieve the above objects, according to (1) of the present
invention, there is provided a plating tool for plating an object, comprising:
- a rotatable supporting member, which includes an opening formed so
as to pass through the rotatable supporting member;
- a line member, which is provided so as to cross the opening; and
- a guide portion, which is provided on the rotatable supporting member,
and promotes a flow of a plating liquid toward the opening,
wherein a space defined by an inner wall face of the opening and the
line member is a cell in which the object to be plated is placed.-
-
In the above configuration, the space defined by the inner wall face of
the opening and the line member acts as a cell where an object to be plated is
individually disposed therein. In plating with a related barrel tool, the objects
to be plated could not be individually controlled in the barrel, and therefore
there occurs a problem in that a uniform plating film could not be formed and
the thickness of the plating film fluctuates in different products and in different
sites of each product. Though having a simple structure, the plating tool of
the invention enables easy control of the thickness of the plating film in plated
products and prevents the thickness of the plating film from fluctuating in them.
In addition, since the objects to be plated in the plating tool of the invention do
not collide with each other while being plated, different from those plated in a
barrel tool, they are hardly cracked or broken even though formed of a
poorly-tough material. Moreover, since the plating tool has a guide portion
that promotes the flow of a plating liquid, renewing the plating liquid in the cell
may be promoted and the formation of a plating film may be accelerated to
thereby increase the plating efficiency, and the plating film thickness fluctuation
is further prevented and a more uniform plating film can be formed, as so
demonstrated in the examples mentioned hereinunder.
-
In (2) of the present invention, there is also provided a plating tool for
plating an object, comprising:
- a rotatable supporting member, which includes an opening formed so
as to pass through the rotatable supporting member;
- a line member, which is provided so as to cross the opening; and
- a shielding portion, which is provided on the rotatable supporting
member, and narrows an open face of the opening,
wherein a space defined by an inner wall face of the opening and the
line member is a cell in which the object to be plated is placed.-
-
The plating tool of the invention has a shielding portion to narrow
each opening, and therefore has the ability to more effectively prevent the
plating film thickness fluctuation and to give a more uniform plating film, as so
demonstrated in the examples mentioned below.
-
In addition, since the cell is formed in a rotatable supporting member,
the object to be plated in it may move with the rotation of the supporting
member. Accordingly, the plated products do not have a tool impression,
different from those processed by the use of a hanging plating tool.
-
In (3) of the invention, there is also provided a plating tool for plating
an object, comprising:
- a rotatable supporting member, which includes an opening formed so
as to pass through the rotatable supporting member;
- a line member, which is provided so as to cross the opening; and
- a wall portion, which is provided on the rotatable supporting member,
and protrudes from an edge portion of the opening toward an opening face of
the opening,
wherein a space defined by an inner wall face of the opening and the
line member is a cell in which the object to be plated is placed. The plating
tool of (3) attains the same effect and advantage as those of (2).-
-
In (4) of the invention according to (2) or (3), a guide portion is
provided on the rotatable supporting member so as to promote a flow of a
plating liquid toward the opening. The plating tool of (4) attains the same
effect and advantage as those of (2) or (3). In addition, since the plating tool
has a guide portion that promotes the flow of a plating liquid, renewing the
plating liquid in the cell may be promoted the plating efficiency is prevented
from being reduced.
-
In (5) of the invention according to (1) or (4), the guide portion is
provided as a step portion formed on a surround of the opening, the step
portion being lower than a surface of the supporting member. The plating tool
of (5) attains the same effect and advantage as those of (1) or (4). In addition,
for example, when the step portion is formed by lowering the periphery of the
opening than the surface of the supporting member, then such a simple
structure further promotes the flow of a plating liquid.
-
In (6) of the invention according to (1) or (4), the guide portion is a
cone-shaped portion which expands from an opening face of the opening
toward a surface of the supporting member. The plating tool of (6) attains the
same effect and advantage as those of (1) or (4). In addition, for example,
when the cone-shaped portion that expands toward the surface of the
supporting member from the opening is formed, then such a simple structure
further promotes the flow of a plating liquid,
-
In (7) of the invention according to any one of (1) to (6), the line
member is provided as an conductive member which applies a current to the
object. The plating tool of (7) attains the same effect and advantage as those
of any one of (1) to (6). In this, in addition, since the line member serves also
as an electrode, the constitution of the plating tool may be more simplified.
Moreover, in this, the object to be plated may be turned over with the
turning-over movement of the rotating supporting member and it may be
brought into contact with the electrode on the opposite side, and, in addition,
even when the object to be plated has flowed up in a plating bath, it may be
brought into contact with the electrode on the upper side. Accordingly, the
object to be plated can be kept in electrification throughout almost all the
plating time, and a good plating film can be formed thereon. Further, the face
of the object to be plated and to be brought into contact with an electrode is
changed with the turning-over movement of the object, and therefore the
thickness of the plating film to be formed on both faces of the object can be
uniformly controlled. In addition, this aspect is free from a problem of film
defect of such that only one face of the object to be plated is kept in contact
with an electrode for a long period of time and the plating film formed adheres
to the electrode and peels away.
-
In (8) of the invention according to any one of (1) to (7), the object is
moved in the cell in accordance with a rotation of the supporting member.
The cell is formed so as to have at least two stable positions which allow to
stably support the object for a predetermined period of time. While the object
moves from a first stable position to a second stable position of the at least two
stable positions, the object is brought into contact with at least one contact
area of the inner wall face of the cell. The plating tool of (8) attains the same
effect and advantage as those of any one of (1) to (7). In addition, since the
plating tool of this aspect is so designed that, when the object to be plated
moves from one stable position to the other in the cell, it is brought into contact
with the wall face of the cell, it makes it possible to rotate the object being
plated in a specific direction, though having a simple structure. In this, in
addition, it is easy to control the degree of rotation of the object being plated,
depending on the shape of the cell.
-
In (9) of the invention according to (8), the cell has a shape in which a
line connecting the first stable position with the second stable position deviates
from the vertical direction in any displacement condition of a rotating position of
the supporting member. The plating tool of this aspect attains the same effect
and advantage as those of (8). In addition, this aspect may readily form a
structure where the object to be plated can be brought into contact with the
wall face of the cell while it moves from one stable position to the other owing
to the gravity during the rotating movement of the supporting member, and
therefore the object being plated may be rotated in a predetermined direction.
-
In (10) of the invention according to any one of (1) to (9), the
supporting member has a plurality of cells formed therein. In this aspect,
since the supporting member has a plurality of cells formed therein, a plurality
of objects may be plated all at a time. Accordingly, the objects to be plated
may be individually put in the respective cells and the thickness of the plating
film to be formed on them may be individually controlled. This aspect applied
to plating treatment of a large number of objects.
-
In (11) of the invention according to (10), each of the cells has the
guide portion. The plating tool of this aspect attains the same effect and
advantage as those of (10). In this, in addition, since the guide portion is
formed for every opening, the flow of a plating liquid to every opening can be
equally promoted, not being locally shifted depending on the configuration of
the openings in the supporting member. In addition, the shape and the area
of the guide portion may be varied depending on the position of the opening,
and the flow rate of the plating liquid to each opening may be individually
controlled.
-
In (12) of the invention according to any one of (1) to (11), the
supporting member is constituted by a two plate members which are
superposed each other, each of the plate members having a through hole.
The plating tool of this aspect attains the same effect and advantage as those
of any one of (1) to (11). Since the supporting member has a two-sheet
structure, the cells for individually housing therein the objects to be plated can
be formed in a simplified manner. In other words, the cells may be formed by
combining two symmetrically-structured plates each having the through-holes
(openings) and the guide portion.
-
In (13) of the invention according to any one of (1) to (12), the
supporting member has a long rectangular shape. A major side of the
supporting member extends in a rotating radial direction thereof. The plating
tool of this aspect attains the same effect and advantage as those of any one
of (1) to (12). Since the supporting member has a rectangular form and its
major side runs along the rotating radical direction thereof, the rotating
circumference is enlarged and the supporting member fully ensures the
function of stirring the plating liquid.
-
In (14) of the invention according to any one of (1) to (13), the plating
tool further includes a plurality of supporting member which are radially
disposed around a center of the rotation axis thereof. The plating tool of this
aspect attains the same effect and advantage as those of any one of (1) to (13).
In addition, since the plating tool of this aspect has a plurality of supporting
members radially disposed around the center of the rotation axis thereof, it
may have a further more increased function of stirring the plating liquid therein.
Moreover, in this, a large number of objects may be plated all at a time, and
the plating treatment efficiency may be further enhanced.
-
In (15) of the invention, a plating method of plating an object to be
plated having an inner peripheral face by using the plating tool according to
any one of (1) to (14). The plating method of this aspect attains the same
effect and advantage as those of any of (1) to (14). In particular, in the
method, the thickness of the plating film to be formed may be controlled.
Therefore, when shaped objects having an inner peripheral surface, for
example, ring-shaped or cylindrical objects are plated to form a plating film
thereon according to the method, then the film thickness difference between
the inner peripheral surface, the outer peripheral surface, the edges and the
corners of the plated objects may be reduced.
-
In (16) of the invention, an electroplating apparatus including the
plating tool according to any one of (1) to (14). The electroplating apparatus
of this aspect attains the same the same effect and advantage as those of
(15).
-
In (17) of the invention , a plating tool for plating an object to be plated
in ring form, comprising:
- a supporting portion, which supports the object to be plated,
wherein the supporting portion is arranged so as to rotates around a
rotation axis as a center of rotation;
wherein the supporting portion has a contact face which contacts with
an inner peripheral face of the object when the supporting portion supports the
object; and
wherein the supporting portion has inclined walls which extend from
both sides of the contact face, and restrict a position of the object. Since the
plating tool according to this aspect is constituted such that the object to be
plated is supported by the supporting portion comprising a contact face and an
inclined face, not only the object to be plated can stably be held, but also an
disadvantage in which a film thickness becomes uneven by allowing the object
to be plated to be in contact with an insulating portion or the like can be
avoided.-
-
In (18) of the present invention, the plating tool according to (17),
further comprising a base portion which rotates around the rotation axis as a
center of rotation. The supporting portion is formed as an projection provided
on the base portion. In this aspect, since the supporting portion is formed as
a projection, in addition to an action effect according to (17), mounting and
dismounting of the object to be plated are easily performed and, accordingly, a
plating treatment can efficiently be performed.
-
In (19) of the inventions, the plating tool according to (17), the
supporting portion is formed as a plurality of supporting portions which are
arranged in a circular pattern having a center of rotation same as the rotation
axis of the base portion. In this aspect, since a plurality of supporting portions
are arranged in a circular state, in addition to an action effect according to (17),
a plurality of articles to be plated can be treated altogether at a time.
Therefore, by hooking articles to be plated by respective supporting portions, it
is possible to correspond to treatments of a multiplicity of articles to be plated,
while controlling a plated film thickness.
-
Further, conditions such as an electric field and fluid resistance which
the object to be plated is subjected to in a plating solution can approximately
uniformly be distributed.
-
Still further, by allowing a plurality of supporting portions to be rotated,
an action of stirring a plating bath is generated and, accordingly, the plating
treatment can efficiently be performed.
-
In (20) of the invention according to (18) or (19), the supporting
portion includes a dropping-off prevention member which prevents the object
from being dropped off. In the plating tool according to this aspect, by
providing the dropping-off prevention member, in addition to an action effect
according to (18) or (19), an occurrence in which the object to be plated is
dropped off during performing a plating treatment can surely be prevented.
-
In (21) of the present invention according to (20), the dropping-off
prevention member is formed as a circular plate which is provided at a tip end
portion of the projection. In the plating tool according to this aspect, by using
the circular plate as the dropping-off prevention member, in addition to an
action effect according to the fourth aspect, even when the supporting portion
is moved into any position by rotation, the object to be plated which comes to
be likely dropped off, for example, by being lifted up can restore a normal
hooked position thereof by being held by means of a smooth peripheral portion
of the circular plate and also by utilizing a rotational action.
-
In (22) of the invention, according to (21), a diameter of the circular
plate is smaller than an inner diameter of the object. In the plating tool
according to this aspect, in addition to an action effect according to (21), by
allowing the diameter of the circular plate to be smaller than the inner diameter
of the object to be plated, it becomes possible to hook the object to be plated
without removing the circular plate from the supporting portion or the
supporting portion from the base portion and, accordingly, setting of the object
to be plated is conveniently performed, to thereby improve a treatment
efficiency.
-
In (23) of the invention according to any one of (17) to (22), the
supporting portion is provided as a conductive member which applies a current
to the object. In the plating tool according to this aspect, in addition to an
action effect of any one of (17) to (22), since the electric current can be applied
to the object to be plated by the supporting portion, it becomes possible to
effectively perform an electroplating treatment. Particularly in a case in which
a multiplicity of articles to be plated are simultaneously subjected to a plating
treatment, the electric current can surely be applied to all of the objects to be
plated.
-
In (24) of the present invention, a plating method of forming a plated
object shaped in ring form by using the plating tool according to any one of
(17) to (23). According to the plating method of this aspect, plating can be
performed while obtaining a same action effect as that of any one of (17) to
(23). Particularly, since it becomes possible to control a film thickness of a
plated film, a plated product in ring form of high precision can be produced as
a precision component.
-
In (25) of the present invention, an electroplating apparatus including
the plating tool according to any one of (17) to (23). According to the
electroplating apparatus of this aspect, a same effect as that of (24) can be
obtained.
-
In (26) of the invention, a plating method of forming a nickel film by
electrochemical reaction, comprising the steps of:
- forming a one-layer nickel film on a surface of a rare-earth bonded
magnet by using a plating bath which contains nickel sulfate, nickel chloride
and boric acid; and
- dipping the rare-earth bonded magnet to be plated in hydrochloric
acid having a concentration of from 1 to 6 % for 7 to 25 seconds for
surface-treating of the rare-earth bonded magnet before the forming step.
-
-
According to the plating method, the surface activation treatment with
hydrochloric acid having a specific concentration for a specific period of time is
combined with the one-layer film formation by the use of the plating bath
(Watts bath) that contains nickel sulfate, nickel chloride and boric acid, thereby
giving a good plating film that is prevented from rusting and blistering. In
particular, the surface treatment time is defined to fall between 7 and 25
seconds whereby the effect of hydrochloric acid to remove oxide film is fully
attained and the negative influence of the acid treatment on the rare-earth
bonded magnet to oxidize it is evaded.
-
In (31) of the invention according to (30), the plating bath contains a
dull-finish additive. This aspect ensures the effect and the advantage of (30)
and attains dull-finish plating. The dull-finish additive does not contain sulfur
that may participate in corrosion of magnet materials, and it will be effective for
preventing pits. Therefore, adding it to the plating bath may provide a better
plating film.
-
In (32) of the invention, a method of producing a plated product of
rare-earth bonded magnets having a nickel plating film formed thereon,
comprising the steps of:
- providing a rare-earth bonded magnet which has a porosity of at most
7 % by volume;
- dipping the rare-earth bonded magnet in hydrochloric acid having a
concentration of from 1 to 6 % for 7 to 25 seconds for surface treatment; and
- forming a one-layer nickel film on a surface of the rare-earth bonded
magnet by using a plating bath which contains nickel sulfate, nickel chloride
and boric acid to perform electroplating. This aspect provides nickel-plated
products that have a good plating film and have good corrosion resistance. In
this, since the rare-earth bonded magnet to be plated has a porosity of at most
7 % by volume, its plated products do neither rust nor blister.
-
-
In (33) of the invention according to (32), the providing step includes:
mixing a rare-earth magnet powder having an average particle size of from 0.5
to 50 µm and a binder resin; and kneading a mixture of the rare-earth magnet
powder and the binder resin at a temperature greater or equal to a softening
temperature of the binder resin to provide the rare-earth bonded magnet. In
this aspect where the rare-earth bonded magnet to be plated is prepared
according to the specific method defined therein, the resin is effective for
coating the magnetic powder and for filling the magnet itself (to densify the
magnet), and therefore the corrosion resistance of the plated, rare-earth
bonded magnet is further increased. Accordingly, in this, the plating film
ensures good corrosion resistance and the plated, rare-earth bonded magnet
products therefore have good quality.
-
In (34) of the invention, a plated product obtained according to the
production method of (31) or (32). The plated, rare-earth bonded magnet
product of this aspect has good corrosion resistance.
-
In (35) of the invention, An electroplating method, comprising the
steps of;
- placing a magnet which has a surface magnetic flux density of 0.25
tesla or more in a plating liquid; and
- forming a plated film on a surface of a material to be plated in the
plating liquid by an electrochemical reaction.
-
-
It has been found that in many cases, foreign organic matter bringing
about pinholes and rust in a plated film floats in a plating liquid in a form united
with foreign metallic matter and adheres to the work. According to the
electroplating method of this invention, plating is carried out by placing a
magnet having a surface magnetic flux density of 0.25 tesla or more in a
plating liquid, so that an organic-metal composite existing as foreign matter in
the plating liquid can be attracted and captured by the magnet. This makes it
possible to prevent the formation of pinholes and rusting in a plated film. On
the other hand, foreign organic matter not containing foreign metallic matter is
not electrically attracted by work in an electroplating process, even if any such
matter may exist in a plating liquid, since it does not form any cation like a
metal. Accordingly, a plated film which can be obtained is characterized by
being uniform and dense and makes it possible to provide a plated product
having chemical resistance, environment resistance and high reliability in an
industrial field in which high accuracy is required. Moreover, the
electroplating method of this invention which relies upon a magnetic force for
removing foreign matter is effective also for coprecipitation plating in which a
circulating way of filtration is difficult for a plating liquid. For the purpose of
this invention, the term electroplating is used in a broad sense including, for
example, electrodeposition, too.
-
In (32) of the invention, an electroplating method, comprising the
steps of:
- plating in a plating liquid a magnet which has a surface magnetic flux
density which allows to capture a fine organic-metal composite floating in the
plating liquid; and
- forming a plated film on a surface of a material to be plated in the
plating liquid by an electrochemical reaction.
-
-
This aspect makes it possible to obtain operational results similar to
those obtained by (31).
-
In (33) of the invention, an electroplating apparatus, comprising:
- a plating bath, which has a plating liquid therein;
- an electrode, which is disposed in the plating liquid; and
- at least one magnet, which is placed in the plating bath,
wherein the at least one magnet has a surface magnetic flux density
of 0.25 tesla or more.-
-
This electroplating apparatus is an apparatus which is suitable for
carrying out the plating method according to the first aspect of this invention.
-
In (34) of the invention, an electroplating apparatus, comprising:
- a plating bath, which has a plating liquid therein;
- an electrode, which is disposed in the plating liquid; and
- at least one magnet, which is placed in the plating bath,
wherein the at least one magnet has a surface magnetic flux density
which allows to capture a fine organic-metal composite floating in the plating
liquid.-
-
This electroplating apparatus is an apparatus which is suitable for
carrying out the plating method according to (32) of this invention.
[Operation]
-
It is considered that in electroplating, there are two roughly classified
reasons for the adherence of organic matter to a plated film.
-
The first is the physical adherence of foreign organic matter to the
work to be plated, including, for example, the mechanical bonding (catching)
between the foreign matter and the work, and viscosity. Many such cases
can be overcome by the magnitude or method of stirring of a plating liquid in a
plating bath, or the pre-treatment of the work with alkali, etc.
-
The second is the electrical attraction and adherence to the work of
foreign organic matter to which a very small amount of metal adheres.
According to our research, the surface of foreign organic matter causing
rusting is usually formed by a complicated and finely curved surface having so
high a bonding force with a metal, such as a magnetic sludge, that their
bonding cannot be broken easily by any method mentioned above.
Accordingly, it has been confirmed that in their bonded state, they float in a
plating liquid and adheres to the work. A combination of foreign organic
matter and foreign metallic matter bonded thereto is more likely to be attracted
by the work with an increase in the volume which the metallic matter occupies
in the combination.
-
Fig. 26 is an illustration of a picture taken through an electron
microscope of a section of a pinhole area 471 formed by foreign matter. In
the illustration, a reference number 461 is for the surface of a plated film, a
reference number 463 for the plated film (section), and a reference number
473 for foreign matter. It is obvious from Fig. 26 that the area to which foreign
matter 473 adheres does not have any plated film formed therein, but has
voids formed in irregular shapes and defining pinholes. As the foreign matter
473 was buried like a wedge in the plated film 463, but did not reach work 405,
it is understood that it was drawn by the work 405 during the process of
formation of the plated film 463 and adhered to it.
-
Fig. 27 is a chart showing the results of elemental analysis of the
foreign matter 473. Elements derived from organic matter, such as C, S, O
and Cl, as well as a metal element (Ni: precipitated metal), were detected from
the foreign matter, as shown in the chart (in which Si was used as a base for
measurement). The analysis and identification of the organic matter were
carried out by FT-IR and raman spectroscopy, as well as by elemental analysis.
It was thereby confirmed that the foreign matter was a composite of organic
matter and metal, and that the organic matter was fine scales of skin, etc.
-
From the foregoing, the efficient removal of an organic-metal
composite floating in a plating liquid is effective for preventing the formation of
pinholes and rust in the work to be plated. The organic-metal composite has
the property of adhering to a magnet as it contains a metal. If the magnetic
force of a magnet is not satisfactory, however, the organic-metal composite
thereby attracted is separated from the magnet again by a stream of a plating
liquid, etc. For example, a magnet having a surface magnetic flux density in
the order of only 900 gauss (0.09 tesla) as according to JP-A-5-306500 cannot
keep attracting an organic-metal composite, though it may be able to keep
attracting foreign metallic matter, such as a magnetic sludge. When a magnet
is separated from a plating liquid by a dividing wall as according to
JP-A-9-3694, it cannot capture an organic-metal composite, though it may be
able to capture foreign metallic matter, since a certain wall thickness is
required for ensuring the strength of a plating bath and greatly lowers the
magnetic flux density of the plating liquid.
-
If, on the other hand, a magnet has a surface magnetic flux density of
0.25 tesla or more as will be shown by Examples later, no organic-metal
composite attracted by the magnet leaves it and floats again in a plating liquid.
It, therefore, follows that once any organic-metal composite is attracted by a
magnet having a surface magnetic flux density of 0.25 tesla or more remains
captured and is kept from adhering to the work.
BRIEF DESCRIPTION OF THE DRAWINGS
-
The above objects and advantages of the present invention will
become more apparent by describing in detail preferred exemplary
embodiments thereof with reference to the accompanying drawings, wherein:
- Fig. 1 is a perspective view of a plating tool according to a first
embodiment of the invention.
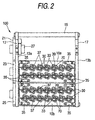
- Fig. 2 is a front view of the plating tool where the trays are stood
vertically.
- Fig. 3 is a perspective view of a tray.
- Fig. 4 is a perspective view of the tray disassembled into parts.
- Fig. 5 is a plan view of a substrate.
- Fig. 6 is an enlarged view of a cell
- Figs. 7A and 7B are cross-sectional views of a cell.
- Fig. 8 is a cross-sectional view of a cell part according to a second
embodiment of the invention.
- Fig. 9 is a view for explaining an operation of an electroplating device.
- Figs. 10A and 10B are views for explaining the rotary movement of a
tray and the movement of works.
- Figs. 11A to 11D are views for explaining the movement of a work in
a cell.
- Figs. 12A to 12F show examples of the shape of cells.
- Fig. 13 is a perspective view showing a tray according to a third
embodiment of the invention.
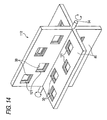
- Fig. 14 is a perspective view showing a tray according to a fourth
embodiment of the invention.
- Fig. 15 is a graph showing the film thickness on different sites
(Example 1).
- Fig. 16 is a graph showing the film thickness on different sites
(Example 2).
- Fig. 17 is a perspective view showing an entire plating tool according
to a fifth embodiment;
- Fig. 18 is an enlarged view showing a substantial part for explaining a
base portion;
- Fig. 19 is an enlarged view showing a substantial part for explaining a
supporting portion;
- Fig. 20 is a diagram for explaining a state in which an electroplating
apparatus is in use;
- Fig. 21 is an elevational view of a work showing a film thickness
measuring position in a plated product;
- Fig. 22 is a cross-sectional view of a work showing a film thickness
measuring position in a plated product;
- Fig. 23 is a graph showing film thicknesses in accordance with
positions in an example;
- Fig. 24 is a graph showing film thicknesses in accordance with
positions in a comparative example;
- Fig. 25 is a flowchart showing an example of a basic process of the
plating method according to a sixth embodiment of the invention;
- Fig. 26 is an enlarged view of a section of a plated film having
pinholes;
- Fig. 27 is a diagram showing the results of elemental analysis of
foreign matter;
- Fig. 28 is a diagram outlining an electroplating apparatus according to
a seventh embodiment of the invention; and
- Fig. 29 is a diagram showing the arrangement of magnets according
to a comparative example.
-
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS
-
Embodiments of the invention are described hereinbelow with
reference to the drawings attached hereto.
-
Fig. 1 is a perspective view showing the outline of a plating tool 100 of
a first embodiment of the invention. The plating tool 100 is for electroplating,
which has two trays 10a and 10b serving as rotatable supporting member,
between both side frames 13a and 13b. A plurality of cells 30 for individually
disposing works 70 to be plated therein are formed in the trays 10a and 10b.
The cells 30 are defined by the inner wall face of the through-opening formed
in the trays 10a and 10b and cathode lines 33a and 33b as the line members.
Every cell 30 is provided with a groove 37 at the periphery thereof serving as a
plating liquid guide part.
-
Fig. 2 is a front view of the plating tool 100, in which the trays 10a and
10b are stood almost vertically, and every cell 30 has a work 70 therein.
-
The frame 13a is provided with a first gear wheel 21, a second gear
wheel 23 and a third gear wheel 25 that are engaged with each other. The
second gear wheel 23 is connected with the tray 10a and the third gear wheel
25 is with the tray 10b, each via a through-hole (not shown) of the frame 13a.
The first gear wheel 21 is connected with a driving motor 27 on the opposite
side over the frame 13a.
-
A support bar 15 is provided at the top of the plating tool 100, and the
plating tool 100 may be moved or dipped in a plating bath by holding the
support bar 15. The front side and the back side of the plating tool 100 is kept
open, and an opening 19 is formed at the bottom thereof. Accordingly, the
plating tool 100 is so designed that, while it is dipped in a plating bath, the
plating liquid may readily enter the cells 30.
-
At the top of the right and left frames 13a and 13b of the plating tool
100, hooks 17 each formed of a conductive material such as metal are
provided in 4 positions both in front and in the rear of each frame. While
dipped in a plating bath, the plating tool 100 may be kept suspended in a
plating cell 50 with the hooks 17 being fitted on the rods that run above the
plating cell (see Fig. 9).
-
The center of the gear wheel 23 (gear wheel 25) is so designed that a
wire (not shown) may be connected with it, therefore enabling electric
connection thereof to the shaft 34 of the tray 10 (see Fig. 3).
-
The tray 10 (10a, 10b) is described in detail with reference to Fig. 3 to
Fig. 8. Fig. 3 is a perspective view of the tray 10. Fig. 4 is a perspective
view thereof disassembled into parts. Figs. 5A and 5B are plan views of
substrates 11a and 11 b to constitute the coupled-structure tray 10. Fig. 5A
shows the outside (surface structure) of the tray 10; and Fig. 5B shows the
inside (opposite face) of the coupled-structure tray 10. The substrate 11b of
Fig. 5B is a turned-over condition of the substrate 11a of Fig. 5A, and the
substrate 11a and the substrate 11b basically have the same structure.
-
The tray 10 of this embodiment has two lines of 7 cells 30 each, all
formed as through-openings. The cell 30 is so designed that the line to
connect one stable position to the other stable position does not overlap with
the vertical direction in any displacement condition of the rotating position of
the tray 10, as so mentioned hereinunder.
-
Around both ends of the through-opening that correspond to the inlet
and the outlet of the cell 30, a shielding wall 39 is formed and this protrudes so
as to narrow the open area of the opening. The shielding wall 39 acts to
partly shield the work 70, when the work 70 is disposed in the space that is
partitioned by the inner wall face of the cell 30 and the cathode line 33.
-
In this embodiment, a pair of shielding walls 39 are formed in every
opening 12 in such a manner that the shielding walls 39 protrude from the two
opposite edges of the opening 12 (upper and lower directional sides of the
opening 12 in the paper face in Fig. 5A) toward the opening, as shown in Fig.
5A. As in the drawing, it is understood that the openings 12 of the substrate
11 a are narrowed by the shielding walls 39 that run toward the opposite sides
from both edges of each opening. While in plating, the tray 10 rotates around
the center of the shaft 34 (see Fig. 3 and Fig. 4), and therefore, the shielding
walls 39 are disposed at the opposite two edges of each opening so that they
may shield the lower part of the work 70 moving inside the rotating cell 30,
while the work 70 in the cell is in a stable position (mentioned below).
Accordingly, the thickness of the plating film to be formed at the edges or the
corners of the ring-shaped work 70 may be made everywhere uniform. In Fig.
5B, the shielding walls 39 of the substrate 11b are shown in the depth of the
openings 12.
-
Around every cell 30, a groove 37 is provided, which is formed slightly
lower than the surface of the substrate 11a (that is, lower than the surface of
the tray 10). The same shall apply also to the surface of the substrate 11b.
The groove 37 acts as the plating liquid guide part that promotes the flow of a
plating liquid into the cells 10 depending on the rotation of the tray 10. The
groove 37 is provided for every opening 12. With the rotation of the tray 10,
the flow rate of the plating liquid to every cell 30 may be everywhere unified by
the action of the groove 37.
-
In this embodiment, the groove 37 is in the form of a step that is
formed at the edges of the opening to be lower than the surface of the
substrates 11a and 11b. The plating liquid flow-promoting action of the
groove 37 is especially advantageous in that the flow of plating liquid into the
cells is ensured in the condition where the open area of the cells 30 is
narrowed by the shielding walls 39.
-
Another advantage of the groove 37 is that the flow of plating liquid in
the cells may be individually controlled for every cell by controlling the depth
and the area of the groove 37. For example, when the flow rate of plating
liquid into cells 30 differs between the cells depending on the configuration of
the cells 30 in the tray, the size and the shape of the tray 10, the size of the
plating cell 50, and the speed and the direction of the plating liquid flow, then
the depth, the size and the shape of the groove 37 may be controlled and
varied for every cell 30 whereby the flow rate of plating liquid into all the cells
30 may be unified. Contrary to this, the flow rate of plating liquid may be
intentionally varied to different cells 30. Regarding the structure of the plating
liquid guide part, herein employable are the step structure as in this
embodiment, and a tapered structure that will be mentioned hereinunder, as
well as grooves formed in the surface of the substrates 11a and 11b to run
toward the edges of the cells 30.
-
Two cathode lines 33 are formed on each of both faces of the tray 10.
each of the cathode lines 33 crosses all the cells 30 in the same line. In other
words, one cathode line 33 per one face (totaling two lines on both faces)
crosses all the openings of the cells 30. The cathode line 33 is formed of, for
example, a conductive material such as stainless steel, iron, copper, titanium
or carbon, and at both ends thereof, it is bonded to fixtures 31a, 31b or fixtures
32a, 32b that are also formed of a conductive material.
-
The cathode lines 33 are exposed outside at both ends of the opening
of each cell 30, or that is, at the top end and the bottom of the opening (these
are converted to each other when the tray 10 is turned over), and therefore the
objects to be plated, or that is, the works 70 in the cells are brought into
contact with the cathode lines 33 and are thereby electrified. When the tray
10 is rotated in a plating bath, then the works 70 may float up in the cells 30
and the works 70 may be separated from the lower-side cathode line 33.
However, since the cathode lines 33 are disposed on both faces of the tray,
the floating works 70 can be kept in contact with the upper-side cathode line 33
and therefore all the works can be all the time kept electrified. Regarding
their number, two or more cathode lines 33 per one face of the tray may be
disposed not interfering with the plating operation. However, taking the
matter into consideration that the metal deposition on the cathode line 33 may
lower the plating efficiency, it is desirable that one cathode line 33 per one face
is disposed. Preferably, the part of the cathode line 33 not participating in
electrification of the works 70 is electrically insulated.
-
Not limited to the parallel configuration, the cathode lines 33 may be
disposed in any other way, for example, like latticework. In addition, the
cathode line 33 may be made to have an additional function of protecting the
works 70 from dropping off. If the works 70 drop off in a plating bath, then the
works 70 will release metal and may have some negative influence on the
platability. The dropping-preventing function is effective for evading the
trouble.
-
As mentioned above, the cathode lines 33 have the function to
electrify the works 70 while in contact with the works 70. However, if a
cathode is disposed in any other position, for example on the inner wall of the
cells 30, then, the cathode line 33 is unnecessary. On the other hand, if they
are only for the purpose of preventing the works 70 from dropping away,
synthetic resin fibers or nets may be disposed on both sides of the tray 10 in
place of the cathode lines 33.
-
Each of fixtures 31a and 31b is provided with a shaft 34. The shaft
34 acts as a rotation axis, and may engage with the second gear wheel 23 or
the third gear wheel 25 via an engaging unit (not shown). The shaft 34 is
integrally formed with the conductive fixture 31a or 31b, and is electrically
connectable with a wire (not shown) via the center of the second gear wheel
23 or the third gear wheel 25. Fixtures 32a and 32b have nearly the same
structure as that of the fixtures 31 a and 31 b, except that the fixtures 32a and
32b do not have a shaft 34.
-
As shown in Fig. 4, the fixtures 31a and 31b (32a and 32b) are fixed
to the substrate 11a (11b) to constitute the tray 10, by metal bolts or the like at
the screw holes 36 and at the screw holes 38 formed in the protruding parts 35,
The fixtures 31a and 32a, and the fixtures 31b and 32b are combined so as to
sandwich the two resin sheets 11a and 11b therebetween. In other words
shown in Fig. 4, the upper fixture 31 a and the lower fixture 32a are so
designed that they may be electrically combined together via the metal bolts or
the like that pass through the screw holes 38 in the upper and lower protruding
parts 35. In that manner, the conductive fixtures to constitute the tray 10 are
coated so as to prevent any useless metal deposition thereon, and the
structure enables its electrification via the metal bolts or the like.
-
As mentioned above, the tray 10 has a laminate structure of the
substrates 11a and 11b. In that manner, when the two substrates 11a and
11b with the cathode lines 33 provided on one face thereof are laminated
together, then the tray 10 may be fabricated in a simplified manner.
-
In the laminate condition of the substrates 11a and 11b, the
substrates 11a and 11b shall have the openings 12 to be the cells 30 aligned
in lines. The substrates 11a and 11b to constitute the tray 10 are formed of,
for example, a nonconductive material such as synthetic resin. Therefore, the
substrates 11a and 11b have the function of supporting the works 70 and
additionally have the function of shielding them. The tray 10 is so designed
that it has a full area except the openings 12. Accordingly, the tray 10 has an
additional function of stirring a plating bath while it is rotated. On one face of
the substrates 11a and 11b, grooves are formed in which the cathode lines 33
may be embedded.
-
Fig. 6 and Figs. 7A and 7B show the detailed structure of the cell 30.
Fig. 6 is a plan view showing an essential part around the cell 30 of the tray 10.
Fig. 7A is a cross-sectional view cut along a line VIIa-VIIa of Fig. 6; and Fig. 7B
is an enlarged view of a part of Fig. 7A surrounded by a dotted circle. In the
illustrated case, a ring-shaped work 70 is arranged in the cell 30.
-
As shown in Fig. 7A, the cross-sectional structure around the cell 30
of the tray 10 is as follows: Grooves 37 are formed on both outer faces of the
laminated substrates 11a and 11b, and four shielding walls 39 are formed to
protrude toward the open area of the cell 30, and a pair of cathode lines 33a
and 33b are embedded in the substrates 11a and 11b, respectively.
-
While plated therein, the work 70 in the cell 30 is shielded by the
nonconductive substrates 11a and 11b to constitute the cell 30. In particular,
when the outer peripheral face 70a of the work 70 is kept in contact with or
near to the wall face of the cell 30, then a plating film will be difficult to form in
the contacted site or the near site in the outer peripheral face 70a of the work
70 owing to the nonconductive wall of the cell 30. Accordingly, for example,
on the ring-shaped work 70 that has an inner peripheral face 70b and an outer
peripheral face 70a, the thickness of the plating film to be formed on the inner
and outer peripheral faces may be uniformly controlled.
-
In this embodiment, the total thickness L of the nonconductive
substrates 11a and 11b is made greater than the width L1 of the ring-shaped
work 70 for ensuring a satisfactory shielding effect of the structure, as shown in
Fig. 6 and Figs. 7A and 7B. For example, when L1 = L, then the shielding
effect will be insufficient, and the plating film formed on the outer peripheral
face of the work 70 will be thick; but if L1 < L, then the shielding effect is
ensured and, as a result, a uniform plating film may be formed everywhere on
the work 70.
-
The cathode lines 33a and 33b are formed to cut into the substrates
11a and 11b, respectively.
-
Specifically, the cathode lines 33a and 33b are fitted to the substrates
11a and 11b, respectively, in such a manner that the cathode lines 33a and
33b are embedded in the grooves 16 (see Fig. 4) formed in the substrates, and
the cathode lines 33a and 33b define the cells 30. Accordingly, the distance
L2 between the facing upper and lower cathode lines 33a and 33b shall be
smaller than the total thickness L of the substrates 11 a and 11b. As a result,
the work 70 supported by the cathode lines 33a and 33b is behind the wall
face of the opening, and is therefore effectively shielded. In addition, since
the cathode lines 33a and 33b are embedded in the grooves 16 formed in the
substrates 11a and 11b, the cathode lines 33a and 33b may be firmly fixed to
the substrates and are prevented from being warped, deformed or displaced.
-
As shown in Fig. 7A, the cathode lines 33a and 33b are so disposed
that the cathode lines 33a and 33b may slightly protrude inside from the face of
the shielding wall 39 on the side of the cell. Specifically, the distance L3
between the inner wall faces of the shielding walls 39 is defined to be longer
than the distance L2 between the cathode lines 33a and 33b. This is in order
that the contact between the work 70 and the cathode line 33 is not interfered
with by the shielding wall 39, and in order that the cathode lines 33a and 33b
may control the movement of the work 70 in the cell 30 so as to prevent the
work 70 from being caught by the top of the shielding wall 39 to be unmovable.
-
In this embodiment, the difference between the distance L2 of the two
cathode liens 33a and 33b and the width L1 of the work 70 is 1 mm or so. If
the distance between L2 and L1 is too large, then the work 70 may be turned
over in the cell irrespective of the movement of the tray 10 so that their vertical
and horizontal positions may exchange with each other, and as a result,
one-directional rotation of the work 70 could not be controlled. Therefore, it is
desirable that the distance L2 between the upper and lower cathode lines 33a
and 33b is suitably controlled depending on the shape of the work 70.
Regarding the relationship between the distance L3 of the inner faces of the
shielding walls 39, and the width L1 of the work 70, L3 is defined to be not
larger than 2 times of L1, in order that the work 70 may not be caught by the
stepwise-bonded part, if any, of the substrates 11a and 11b.
-
It is desirable that the height h of the shielding wall 39 is enough for
its shielding effect. Concretely, as shown in Fig. 7B, the height h of the
shielding wall 39 (the height of the wall rising from the inner wall face of the cell
30) is made greater than the thickness L4 of the periphery of the ring-shaped
work 70.
-
Fig. 8 shows a cross-sectional structure around the cell of the second
embodiment. This is a cross-sectional view of the structure, seen at the same
position as that of Fig. 7A. In this, the grooves 137 are cone-shaped,
expanding from the opening toward the surface of the substrates 11a and 11b.
The tapered grooves 137 also attain the same plating liquid flow-promoting
effect as that of the step-shaped grooves (Fig. 6, Figs. 7A and 7B).
-
Fig. 9 is an electroplating apparatus 110 having an electroplating tool
100 disposed in a plating cell 50. The electroplating tool 100 is hung on bars
60a and 60b at the four hooks 17, and dipped in the bath to predetermined
depth. As so mentioned hereinabove, since the shaft 34 is electrically
connectable with an external unit via the center part of the second tear wheel
23 or the third gear wheel 25, an electric wire may be connected to the center
part so as to electrify the cathode lines 33 of the trays 10a and 10b. Anodes
41 are disposed on both sides of the electroplating tool 100. Electrochemical
reaction occurs in this apparatus, and the metal ions in the plating bath 50
deposit on the surface of the work 70 that is in contact with the cathode line 33
to form a plating film thereon.
-
In the plating operation with the plating tool 100, the first gear wheel
21 is driven by the driving motor 37 to rotate at a predetermined speed.
Regarding its moving mode, the first gear wheel 21 may rotate in one direction
alone or in both fro-and-back directions, or may roll or rock but not rotate. In
the absence of the driving motor 27, this operation may be attained by hand.
The rotation of the first gear wheel 21 is transmitted to the second gear wheel
23, and the second gear wheel 23 is thereby rotated. Similarly, the rotation of
the second gear wheel 23 is transmitted to the third gear wheel 25, and the
third gear wheel is thereby rotated. For example, when the first gear wheel
21 rotates in the arrowed direction as shown in Fig. 9, then the second gear
wheel 23 and the third gear wheel 25 rotate in the arrowed direction as therein.
-
The rotation of the second gear wheel 23 and the third gear wheel 25
are directly transmitted to the trays 10a and 10b via the shafts 34, and the
trays 10a and 10b are thereby rotated (rotated, or rolled or rocked).
-
Figs. 10A and 10B show the rotation of the tray 10 and the movement
of the work 70s in the cell 30s. The cells 30 of one line on one face alone of
the tray 10 are shown, and the others such as the cathode line 33, the groove
37 and the shielding wall 39 are all omitted to be a simple opening structure,
for convenient explanation thereof. First described is a case where the tray
10 rotates from the position A to the position B in Fig. 10A, in the rotating
direction of the thin-line arrow illustrated. In the position A, the work 70 in the
cell 30 is at the endmost position, or that is, it is in contact with the inner wall
face of the cell 30. While the tray 10 rotates to the Position B, the work 70 in
the cell 30 gradually move in the cell 30 toward the base end in the direction of
the thick-line arrow illustrated. More concretely, the work 70 moves while in
contact with the cathode line 33 (though not shown herein).
-
When the tray 10 rotates to the position C, then the work 70 in the cell
30 is positioned completely on the base end side, or that is, the work 70 is kept
in contact with the wall face opposite to the outermost wall face of the cell 30.
-
When the tray 10 is in the position D in Fig. 10B, then the work 70 is
turned over and is kept in contact with the cathode line 33 on the opposite side
of the cell 30. When the tray 10 further rotates from the position D to the
position E in the direction of the thin-line arrow illustrated, then the turned-over
work 70 again begins to move in the cell 30 toward the end side of the tray 10
in the direction of the thick-line arrow illustrated. When the tray 10 further
rotates to the position F, then the work 70 is kept in contact with the inner wall
of the cell 30, and thereafter the tray 10 still further rotates to the position A in
Fig. 10A. In that manner, the work 70 moves inside the cell 30 in accordance
with the rotation of the tray 10, and when the tray 30 is turned over, then the
work 70 is also turned over. The thick-line arrows shown in Fig. 10A and Fig.
10B are to indicate the direction of the movement of the work 70 in the cell 30,
and this movement is given by the gravity.
-
Figs. 11A to 11D show schematic views for explaining the movement
of the work 70 in the plating tool 100 of the invention. In this, Figs. 10A and
10B are also referred to. In Fig. 11A to Fig. 11D, the cell 30 is expressed by a
simple square (plan view); the thick-line arrows shows the moving direction of
the work 70; and the thin-arced arrows shows the rotation direction of the work
70. In every view, the line Y with arrows at both ends drawn on the side part
indicates the direction of a line that connects the base end part (rotation
center) of the tray 10 and the side end thereof with the shortest distance
therebetween (this may be hereinafter referred to as "Y axis").
-
In Fig. 11A, the work 70 is supported at one stable position in the cell
70. In this stage, it is assumed that the cell 30 is in the position A in Fig. 10A.
-
While the tray 10 is displaced from the condition of Fig. 11A to the
position C, having passed through the position B in Fig. 10A, the work 70 in the
cell 30 moves in the cell 30 toward the base end part of the tray 10.
Concretely, while in contact with the cathode line (not shown) disposed below
the cell 30, the work 70 moves to the opposite wall face of the cell 30 in the
direction of the thick-line arrow as shown in Fig. 11A. With that, the work 70
collides against the wall face of the opposite part of the cell 30, and moves in
the direction of the thick-line arrow, while rotating along the wall face, to
thereby reach the other stable position in the cell 30 [the position of Fig. 11C].
-
The tray 10 is further rotated, and when it is displaced to the position
F, having passed through the position D and the position E in Fig. 10B, then
the work 70 is tumed over and moves in the direction of the thick-line arrow as
shown in Fig. 11 C. Concretely, while in contact with the electrode disposed
in the lower part, the work 70 moves to reach the opposite wall face of the cell
30. With the rotation of the tray 10, the work 70 having collided against the
opposite wall face of the cell 30 further moves in the direction of the thick-line
arrow while rotating along the wall face of the cell, as shown in Fig. 11D.
Thus, the work 70 reaches the original stable position in the cell 30 [the
condition of Fig. 11A].
-
With the repetition of the above-mentioned movement thereof, the
work 70 moves in the cell while discontinuously rotating in one direction in the
cell 30. Not limited to the case where the tray 10 is rotated but even when the
tray 10 is rolled and rocked at an angle smaller than 360°, the work 70 may
rotate in one direction in the same manner as above so far as the rolling or
rocking angle is enough for the movement of the work 70 in the cell 30 owing
to its self-weight. This one-directional rotation has a vector that is
perpendicular to the rotation vector axis of the tray 10. This rotation makes it
possible to form a uniform plating film on both the inner and outer peripheral
faces of the ring-shaped work 70 that has an inner peripheral face 70b.
-
Concretely, with the rotation of the work 70, the site of the outer
peripheral face 70a of the work 70 that is to be in contact with the wall face of
the cell 30 changes successively, and, as a result, the thickness of the plating
film formed on the outer peripheral face 70a may be uniform owing to the
uniform shielding effect.
-
In addition, since the outer peripheral face 70a of the work 70 is
suitably shielded by the wall of the cell 30, the film formation may be retarded
and, as a result, the film on the outer peripheral face 70a does not grow too
thick. Accordingly, the thickness difference between the outer peripheral face
70a and the inner peripheral face 70b, on which the plating film is difficult to
grow, of the work 70 may be reduced. In addition, since the shielding wall 39
is provided, the thickness of the plating film to be formed on the edges, the
outer peripheral comers and the inner peripheral comers of the ring-shaped
work 70 may also be on the same level as that of the film formed on the inner
and outer peripheral faces thereof. The invention enables extremely
high-accurate plating to give plated products.
-
The contact site of the edges of the work 70 with the cathode line 33
varies within a short period of time with the rotation of the work 70, and
therefore, the edges do not firmly adhere to the cathode line 33. In general, it
is known that, if the coating film of the work 70 firmly adheres to electrodes,
then the film is broken (peels away), therefore causing failed appearance of
decoratively-plated articles and causing rust formation in metal-plated articles.
The invention is free from these troubles, and no tool impression remains on
the plated products of the invention.
-
In Figs. 11A to 11D, the cell 30 that is square in its plan view is so
configured that it is oblique to the Y axis, for example, at an angle . However,
it is readily understood from the drawing that the degree of rotation of the cell
30 may be controlled by changing the angle of the square cell 30 to the Y
axis (this means changing the shape of the cell 30).
-
With the rotation of the tray 10, the work 70 in the cell 30 moves
owing to the gravity, as shown in Figs. 11A to 11D. Utilizing it, the movement
may be specifically so designed that the moving route of the work 70 in the cell
30 does not overlap with the Y axis (see Figs. 11A to 11D), whereby the work
70 may be rotated in a predetermined direction in the cell 30. This may be
readily understood, taking the matter into consideration that the tray 10 is once
stood vertically during the movement thereof. When the tray 10 is stood
vertically (position C, position F in Fig. 10B), then the Y axis is in the vertical
direction. Accordingly, for example, when the line that connects the stable
positions in the cell 30 overlaps with the Y axis (for example, in true-circular or
diamond-shaped cases in plan view) , the work 70 in the cell 30 may move in
the shortest distance along the Y axis, as if it would have spontaneously
dropped. In the case of such movement, the work 70 could not be rotated in
one direction in the cell 30. Even if it could be rotated, its direction could not
be controlled, and therefore it is impossible to control the degree of the work
rotation.
-
However, when the work configuration is so planned that the line to
connect one stable position of the work 70 in the cell 30 [the position of Fig.
11A] with the other stable position thereof [the position of Fig. 11C] does not
overlap with the Y axis (vertical direction), then the work 70 may be rotated
while brought into contact with the wall face of the cell 30 during its movement.
Since this rotation is in a predetermined direction, it is easy to control the
degree of rotation. Moreover, since the rotation of the work 70 is given by the
rotational movement of the tray and the shape of the cell 30, it does not require
any complicated mechanism.
-
The shape of the cell 30 (in its plan view) is not limited to a square.
Figs. 12A to 12F show other examples of the shape of the cell 30 (in its plan
view). Fig. 12A is a parallelogram, Fig. 12B is a trapezoid, Fig. 12C is a
pentagon, Fig. 12D is a triangle, Fig. 12E is an oval, Fig. 12F is a track. In
these, the arrows indicate the moving direction of the work 70. The length of
the arrows indicates the length of the moving distance; and the dotted line
indicates the movement with no rotation. As is understood from Figs. 12A to
12F, the degree of rotation of the work 70 may be varied, depending on the
shape of the cell 30. In multiple cells 30 having the same shape, the rotation
of the work 70 is always in one direction.
-
In order to efficiently rotate the work 70 in the cell 30, it is desirable
that the shape of the cell 30 is not line-symmetrical to the axis Y, as shown in
Figs. 11A to 11D and Figs. 12A to 12F. This is favorable for constructing the
cell 30 of such that the line to connect one stable position of Fig. 11A with the
other stable position of Fig. 11C does not overlap with the vertical direction.
In other words, the cell 30 of the type is favorable in that, while the work 70
moves from one stable position to the other owing to the gravity during the
rotational movement of the tray 10, it may be readily in contact with at least
one site of the wall face of the cell 30. Accordingly, the cell 30 may readily
give rotation to the object to be plated. When the shape of the cell 30 to
contain the work 70 therein is controlled to the effect as above, then a desired
rotation may be given to the work 70 and a uniform plating film may be formed
on it.
-
Using the plating tool 100 of the invention, objects may be plated in
an ordinary manner. An outline of one example of electroplating with the
plating tool of the invention is described. Works 70 are set in cells 30, then
optionally washed, and plated with a predetermined current applied thereto in a
mode of non-glossy electroplating, dull-finish electroplating or glossy
electroplating. The plated works are washed and then dried to be final plated
products.
-
The work 17, an object to be plated is preferably rotatable in the
peripheral direction thereof in the cell 30, for example, having a disc-like,
cylindrical, ring-shaped or spherical shape. Especially in electroplating, the
invention is effective for cylindrical or ring-shaped works 70 that have an inner
peripheral face 70b. With conventional plating tools, the works of the type are
often unevenly plated on the inner and outer peripheral faces thereof.
-
The material of the object to be plated in the invention may be either
metal or non-metal. The invention is effective to any one that could not be
accurately plated with ordinary plating tools, such as metal/non-metal
composite structures and porous metal structures. The material of the type
includes, for example, sintered alloys, resin/powdery metal composites, and
cast alloys. More concretely, for example, they are sintered magnets, bonded
magnets, cast magnets.
-
The magnet material includes, for example, the following [1] to [6],
which, however, are not limitative.
- [1] A composition comprising, as the basic components, R (R is at
least one rare earth element including Y) and a transition metal(TM) of
essentially Co.
- [2] A composition comprising, as the basic components, R (R is at
least one rare earth element including Y) and a transition metal (TM) of
essentially Fe.
- [3] A composition comprising, as the basic components, R (R is at
least one rare earth element including Y), a transition metal (TM) of essentially
Fe, and an interstitial element of essentially N.
- [4] A composition comprising, as the basic components, R (R is at
least one rare earth element including Y) and a transition metal (TM) of
essentially Fe, and having a composite texture of a soft magnetic phase and a
hard magnetic phase that exist to be adjacent to each other (including a case
where the two phases are adjacent to each other via a grain boundary phase)
(especially, a nanocomposite texture).
- [5] A mixture of at least two of the above compositions [1] to [4].
- [6] A mixture of at least one of the above compositions [1] to [4], with
a ferrite powder (e.g., Sr-ferrite such as SrO·6Fe2O3).
-
-
The binder resin for bonded magnets may be any of includes
thermoplastic resin or thermosetting resin. The thermoplastic resin includes,
for example, polyamides such as typically nylons, as well as thermoplastic
polyimides and polyethylene terephthalates. One or more of these may be
used herein either singly or as combined.
-
The thermosetting resin includes, for example, epoxy resins, phenolic
resins, polyimide resins. One or more of these may be used herein either
singly or as combined.
-
Having a simple structure, the plating tool 100 of the invention may
form an extremely uniform plating film, and it does not produce film defects to
be caused by tool impressions. Accordingly, the plating tool is the most
suitable to plating works 70 that are used in the field requiring high-level
dimensional accuracy, resistance to rust formation and resistance to dust
formation, for example, for ring-shaped magnets for hard disc motors.
[Example 1]
-
The first and second embodiments of the invention is described in
more detail with reference to the following Example and Test Example, which,
however, are not intended to restrict the scope of the invention.
-
Using the plating tool 100 of the invention and a comparative plating
tool, samples were plated, and the resulting plated products were compared
with each other in point of the thickness of the plating film formed and the
appearance of the plated products. The plating condition is mentioned below.
<Object 1 to be plated>
-
The object to be plated is a ring-shaped Nd-Fe-B bonded magnet
having an outer diameter of 9.4 mm, an inner diameter of 7 mm and a height of
1.2 mm.
<Plating condition 1>
(1) Plating tool of the invention:
-
The object to be plated was set in a plating tool shown in Fig. 1,
washed and then plated at 2 A/dm2 for 60 minutes. Thus obtained, the plated
products were ultrasonically washed with water and washed with hot water,
and then dried.
-
The number of the objects processed in one batch was 28, and the
rotating speed of the tray 10 during plating was 3 to 4 rpm.
(2) Comparative plating tool:
-
A plating tool having the same structure as that of the plating tool 100
of the invention but not having the groove 37 was used, and the objects were
plated under the same condition as above.
<Measurement and result 1>
-
Of the plated products, the thickness of the plating film formed on the
outer peripheral face, the inner peripheral face, the end face A, the end face B,
the outer peripheral comer portion and the inner peripheral comer portion was
measured. The data are shown in Fig. 15. As will be understood from Fig.
15, the products plated with the plating tool 100 of the invention had a uniform
plating film in that the film thickness difference between the outer peripheral
face, the inner peripheral face, the end face A, the end face B, the outer
peripheral comer portion and the inner peripheral comer portion was the
smallest. In addition, since the works 70 rotated in the cells 30 along with the
rotation of the tray 10, no tool impression remained in the plated products. Of
the products plated with the comparative plating tool, the plating film formed on
the outer peripheral face and the inner peripheral face was relatively good as
its thickness was uniform, but there was found some difference in the film
thickness between the inner and outer peripheral faces, and the side faces and
the outer and inner peripheral corner portions.
[Example 2]
-
The invention is described in further more detail with reference to the
following Example and Test Example, which, however, are not intended to
restrict the scope of the invention.
-
Using the plating too 100 of the invention and a comparative plating
tool, samples were plated, and the resulting plated products were compared
with each other in point of the thickness of the plating film formed and the
appearance of the plated products. The plating condition is mentioned below.
<Object 2 to be plated>
-
The object to be plated is a ring-shaped rare-earth bonded magnet
having an outer diameter of 19 mm, an inner diameter of 17 mm and a height
of 3.6 mm. The magnet was produced as follows: A magnet powder having
an R-TM-B alloy composition (MQI's MQP-B powder), an epoxy resin and a
small amount of a hydrazine-type antioxidant were mixed and kneaded at room
temperature for 30 minutes to prepare a magnet compound, in which the blend
ratio (by weight) of the magnet powder, the epoxy resin and the hydrazine-type
antioxidant was 95 wt.%, 4 wt.% and 1 wt.%, respectively.
-
Next, the compound was filled into the mold of a pressing machine,
and compression-molded in the absence of a magnetic field at room
temperature under a pressure of 1370 MPa, and then heated at 170°C to cure
the epoxy resin to obtain a cylindrical bonded magnet. The bonded magnet
was polished in the height direction thereof. Next, the bonded magnet was
further polished so that its edge could have R 0.2, and this is plated as follows:
<Plating condition 2>
(1) Plating tool of the invention:
-
The object to be plated was set in a plating tool shown in Fig. 1,
washed, and electroplated at 2 A/dm2 for 30 minutes in a mat-plating Watts
bath at 50°C and then at 2 A/dm2 for 20 minutes in a gloss-finish Watts bath at
50°C. Thus obtained, the plated products were ultrasonically washed with
water and washed with hot water, and then dried.
-
The number of the objects processed in one batch was 28, and the
rotating speed of the tray 10 during plating was 3 to 4 rpm.
(2) Comparative plating tool 1:
-
A plating tool having the same structure as that of the plating tool 100
of the invention, which, however, did not have the shielding wall 39 and the
groove 37 and in which the number of the cathode lines 33 crossing the cells
was 2 on one side, was used, and the objects were plated under the same
condition as above.
(3) Comparative plating tool 2 (barrel tool):
-
A barrel tool (having a known structure) was used. The object to be
plated was set in the barrel tool, washed, and electroplated at 1 A/dm2 for 100
minutes in a mat-plating Watts bath at 50°C and then at 1 A/dm2 for 60
minutes in a gloss-finish Watts bath at 50°C. Thus obtained, the plated
products were ultrasonically washed with water and washed with hot water,
and then dried.
-
The number of the objects processed in one batch (barrel) was 30,
and 200 ml of nickel balls. having a diameter of 5 mm were put in the barrel.
The rotating speed of the barrel during plating was 3 to 4 rpm.
<Measurement and result 2>
-
(1) Four samples were randomly extracted out of the plated products,
and the thickness of the plating film formed on the outer peripheral face, the
inner peripheral face, the end face A, the end face B, the outer peripheral
comer portion and the inner peripheral corner portion of these samples was
measured. The data are shown in Table 1 and Fig. 16.
-
As will be understood from Table 1 and Fig. 16, the products plated
with the plating tool 100 of the invention had a uniform plating film in that the
film thickness difference between the outer peripheral face, the inner
peripheral face, the end face A, the end face B, the outer peripheral corner
portion and the inner peripheral comer portion was the smallest. In addition,
since the works 70 rotated in the cells 30 along with the rotation of the tray 10,
no tool impression remained in the plated products. Further, the deposition
efficient was 69.7 % and was good.
-
Of the products plated with the comparative plating tool 3 (barrel tool),
however, the film thickness fluctuated greatly and the plating film on the inner
and outer peripheral faces and the inner and outer peripheral corner portions
could not be unified. In addition, the plating deposition efficiency was 210. %,
and this means that about 80 % deposited in the barrel mediums for
electrification.
-
On the other hand, when the comparative plating tool 1 was used, the
thickness of the plating film on the inner and outer peripheral faces was almost
on the same level and was relatively good. However, there was found some
difference in the film thickness between them, and the side faces and the outer
and inner peripheral corner portions. In addition, the deposition efficiency
was 53.5 %. This will be because the number of the electrodes (cathode lines
33) is large as compared with that in the tool of the invention.
-
Further, an auxiliary anode tool (its structure is the same as that in
JP-A 2001-73198) was tested in the same manner as above. This tool is
provided with an auxiliary nickel anode at the center of the ring support that
serves also as a cathode, and the work to be plated is supported at its outer
periphery, in a mode of three-point-supporting by three ribs provided on the
inner peripheral face of the ring support. The anode configuration in the
plating bath was as shown in Fig. 3. The plating condition was as follows:
The object to be plated was set in the plating tool, washed and electroplated at
1 A/dm2 for 60 minutes in a mat-plating Watts bath at 50°C and then at 2
A/dm2 for 20 minutes in a gloss-finish Watts bath at 50°C. Thus obtained, the
plated products were ultrasonically washed with water and washed with hot
water, and then dried. The number of the objects processed in one batch was
16, and the tool was kept static during plating. Since the outer periphery of
each plated product had a tool impression at the site where it was kept in
contact with the rib, this part was excluded for the measurement of the plating
film thickness. As a result, the film thickness did not fluctuate so much, but
some impurities adhered to the plated products. The impurities would result
from nickel released from the auxiliary anode. As so mentioned above, the
outer periphery of each plated product had a tool impression.
-
Apart from the above, other auxiliary anodes formed of an insoluble
anode material (e.g., SUS, titanium-platinum, carbon) were tried, but these
were almost ineffective and could not solve the problem of film thickness
fluctuation on the inner and outer peripheral faces of the plated products.
-
In the embodiments mentioned above (Fig. 1), the plating tool 100 is
for electroplating. Not limited to it, the structure for individually casing the
works 70 in the respective cells 30 formed in the rotatable tray may apply also
to electroless plating. In this case, synthetic resin lines may be used for the
crossing lines, in place of the cathode lines 33.
-
Further, the structure of the tray 1 is not limited to that shown in Fig. 1.
For example, a tray 111 shown in Fig. 13 is also employable as a third
embodiment of the invention. The tray 111 does not have a shielding wall,
but has, as the plating liquid guide part, a tapered groove 120 that expands
from the edge of the opening toward the surface of the tray 111. The tray 111
is for electroplating tools, and this has a rectangular form of which the minor
side runs in the rotation vector axis direction thereof and the major side in the
rotation radial direction thereof. In addition, this is so designed that the wall
80 as the contact face with a plating liquid is satisfactorily broad. Having the
structure, the tray ensures the function of fully stirring a plating liquid therein.
In addition, the flow of a plating liquid from the widely-formed wall 80 into the
recess 120 is further promoted.
-
Fig. 14 is a perspective view showing an outline a tray 112, as a
fourth embodiment of the invention. The tray 112 is usable for electroless
plating, and has neither a shielding wall nor an electrode. Works (not shown)
may be disposed in the cells 30 by the use of a suitable dropping inhibitor (e.g.,
line, net, rib, projection). The rotating mechanism for it may be constructed in
the same manner as that for the plating tool 100 in Fig. 1. In this embodiment,
two tabular members or four tabular members were combined to construct a
cross structure as the side view thereof, and the resulting structure has an
increased stirring ability. In this tray 112, the wall part 80 is also sufficiently
broad. As a plating liquid guide part thereof, this is provided with a
step-shaped groove 121 formed by lowering the edge of the opening edge
than the surface of the tray 112. Having this, the flow of a plating liquid from
the wide wall 80 of the tray 112 into the recess 121 thereof is further more
promoted.
-
In addition, since the tabular members were combined to construct a
structure having a cross-shaped side view, the number of the cells 30 to be
therein may increase and a large number of works 70 can be processed all at
a time.
-
In the embodiment of Fig. 14, no electrode is disposed. However,
when cathode lines (33) that serve also for preventing works from dropping off
are disposed, then the cathode lines this may be used for electroplating.
-
In the fourth embodiment of Fig. 14, tabular members are combined
to construct a structure having a cross-shaped side view for increasing the
stirring capability of the structure. Apart from it, however, when three tabular
members are combined to form a Y-shaped side view, then its structure may
also have an increased stirring ability. Furthermore, the number of the tabular
members to be combined may be 5 or more within so far as they can be
combined into planned structures. All these structures may have the intended
stirring effect.
-
Fig. 17 is a perspective view showing an outline of a plating tool 200
according to a fifth embodiment of the present invention. The plating tool 200
is an electroplating tool being appropriate for performing plating on a bonded
magnet in ring form or the like. A shaft 210 as a rotation axis is provided
between right and left frames 213a, 213b. The shaft 210 has rotation discs
211a, 211 b. Each of the rotation discs 211a, 211 b has eight supporting
portions 231 for hooking a work 270 as an object to be plated. Further, Fig 1
shows a condition in which the work 270 is hooked by each of the supporting
portions 231.
-
A first gear 221 and a second gear 223 which are engaged each
other are arranged on the frame 213a. The second gear 223 is coupled with
the shaft 210 through a through-hole (not shown) of the frame 213a. The first
gear 221 is connected with a drive motor (not shown) disposed in an opposite
side from the frame 213a.
-
A support (holding portion) 215 is provided on an upper portion of the
plating tool 200 and, then, the plating tool 200 can be transported or dipped in
a plating bath by holding the support 215. A front side and a back side of the
plating tool 200 are open and, also, a bottom portion thereof has an opening
219 and, accordingly, the plating tool 200 is constituted such that a plating
solution can easily be communicated therethrough in a state in which the
plating tool 200 is dipped in the plating bath.
-
Hooks 217 each constituted by an electrically conductive material
such as metal or the like are provided in four front and rear positions in upper
portions of the right and left frames 213a, 213b of the plating tool 200. The
hooks 217 are allowed to be hung by a rod-like material stretched over a
plating vessel 250 such that the plating tool 200 is suspended in a state in
which the plating tool 200 is dipped in the plating bath (see Fig. 20).
-
Further, a center portion of the gear 223 is constituted such that
wiring (not shown) can be connected thereto and the gear 223 can electrically
be connected to a reduced diameter portion 235 of a support pin 234 via the
shaft 210 constituted by a metallic material such as SUS and a rotation disc
211. A metallic surface of the reduced diameter portion 235 of the support pin
234 is exposed and, the work 270 is charged with electricity by being
supported by the thus-exposed metallic surface thereof.
-
The rotation disc 211 is constituted such that it can rotate around the
shaft 210 as a center of rotation, for example, in a direction pointed by an
arrow as shown in Fig. 18. In the rotation disc 211, a plurality of openings
212 are provided such that communication of the plating solution is not
hindered in the vicinity of the supporting portion 231.
-
As shown in Fig. 19, the supporting portion 231 is formed by a
rod-like supporting pin 234 which approximately horizontally protrudes from a
wall face of the rotation disc 211. The supporting portion 231 includes a
peripheral face of the reduced diameter portion 235 as a contact face, tapered
portions 236a, 236b as an inclined wall formed so as to sandwich the reduced
diameter portion 235 from both sides thereof, a circular plate 233 as a
dropping-off prevention member. Further, the rotation disc 211 and the
supporting pin 234 may be in one united body, but, by allowing the both
portions to be separatably arranged, it becomes possible to easily respond to a
different size of the work 270.
-
The reduced diameter portion 235 is constituted as a flat peripheral
face in an axial direction of the supporting pin 234, comes in contact with an
inner peripheral face of the work 270 so that the work 270 is stably supported.
Width (L1) of the reduced diameter portion 235 can be set in accordance with
width of the work 270 as described below.
-
Each of the tapered portions 236a, 236b is formed by an inclined face
with an angle from a direction as a reference which is orthogonal to the axial
line of the supporting pin 234. An inclined angle of the taper can
appropriately be set in accordance with a size or a peripheral wall thickness of
the work 270. The inclined angle is possible to set it, for example, in the
range of from 30° to 85°, preferably, to set it in the range of from 45° to 75°.
-
Further, when it is tried that the work 270 is stably held only by the
taper (V-shaped groove), not only there is a risk in that the peripheral face of
the work 270 comes in contact with the taper along an inclined groove and, as
a result, an entire work 270 is inclined, but also there is a possibility in that the
work 270 unduly deeply enters the groove and, then, an end face thereof
comes in shadow (see Fig. 22) and, as a result, film formation thereof
becomes insufficient. On this occasion, when width of the V-shaped groove is
allowed to be narrow to an extent in which the end face does not come in
shadow, the work 270 tends to be dropped off.
-
To contrast, when only the reduced diameter portion 235 is provided
without the tapered portion 236a, 236b, namely, the reduced diameter portion
235 is formed as a step portion (an angle in Fig. 19 being 0), in a case that a
position of the work 270 is deviated and one of right and left end portions
thereof comes in contact with a wall of the step portion, there is a risk in that
the plated film is insufficiently formed on the portion, to thereby cause an
uneven film thickness. Further, in a case that the supporting pin 234 is
allowed to be flat in the axial direction while providing none of the reduced
diameter portion 235 and the tapered portions 236a, 236b, a position of the
work 270 becomes unstable and, then, when the work 270 is deviated to the
side of any one of the rotation disc 211 or the circular plate 233, a same
problem as described above occurs. Therefore, it is preferable that the
tapered portions 236a, 236b are provided in both sides such that the reduced
diameter portion 235 is interposed therebetween.
-
On a tip end of the supporting portion 234, a circular plate 233 as a
dropping-off prevention member is provided adjacent to the tapered portion
236b. The circular plate 233 is provided for the purpose of preventing the
work 270 from being dropped off the supporting pin 234, even in a case that
the work 270 hooked by the supporting pin 234 is rotated in the plating solution
and, then, lifted up due to a flow of the plating solution or a solution resistance.
When the work 270 is dropped off in the plating solution, a metal is eluted from
the work 270 and, then, plating performance may sometimes be deteriorated.
The dropping-off prevention member can prevent an occurrence of such
situation as described above.
-
Further, the circular plate 233 and the supporting pin 234 may be in a
united body, but it is also possible, for example, to detachably form the circular
plate 233 by using a material made of plastic resin or the like. Still further, by
allowing a diameter of the circular plate 233 to be smaller than that of the work
270, the work 270 can easily be mounted or dismounted even in a case in
which the circular plate 233 and the supporting pin 235 are allowed to be in the
united body.
-
The dropping-off prevention member is not limited to the circular plate
233, and prevention of the work 270 from being dropped off can be aimed for,
for example, by forming the tip end portion of the supporting pin 234 in a
T-shape or the like. However, since the circular 233 has a smooth peripheral
face, an excellent merit can be obtained such that, at any point of rotation
movement of the supporting pin 234, it can equally support a peripheral face of
the work 270 which is apt to be dismounted and prevent the work 270 from
being dropped off.
-
The work 270, as shown by a chain double-dashed line in Fig. 19, is
hooked in a state that an inner peripheral face 270d (see Fig. 22) thereof is in
contact with the reduced diameter portion 235. In this state, since width L1 of
the reduced diameter portion 235 is slightly greater than a width length L2 (see
Fig. 22) of the work 270, not only the work 270 is stably held, but also a large
displacement in an axial direction (namely, in a direction orthogonal to a wall
face of the rotation disc 211) of the supporting pin 234 is restricted by the
tapered portions 236a, 236b. Specifically, for example, in a case in which the
width length L2 of the work 270 is in the range of from 0.7 to 0.9 mm, the width
L1 of the reduced diameter portion 235 is preferably set approximately in the
range of from 1.1 to 2.0 mm.
-
In the plating tool 200 according to the present embodiment, by
rotation of the circular disc 211 which rotates together with the shaft 210, the
supporting portion 231 can be rotated around the shaft 210 as a center of
rotation. On this occasion, since the supporting portions 231 provided in eight
positions on each of the rotation discs 211a, 211b are arranged on a circular
form such that orbits of revolution thereof are overlapped thereamong, it
becomes possible to approximately equally distribute conditions such as
electric field, fluid resistance and the like to which the supporting portions 231
are subjected in the plating solution. Further, along with the rotation of each
of the supporting portions 231, the work 270 hooked by the supporting pin 234
constituting the supporting portion 231 is rotated while changing a contact
position on an inner peripheral face thereof to a small extent at a time and,
accordingly, a uniform plated film is formed in a peripheral direction, to thereby
leave no tool mark.
-
Further, since the supporting portions 231 are provided in eight
positions on each of the rotation discs 211a, 211b, a plurality of works 270 can
be treated together at a time. Therefore, by hooking the works 270 on
respective supporting portions 231, it is achieved that a multiplicity of the works
270 are treated at the time and a plated film thickness is controlled.
-
Further, rotations of the plurality of the supporting portions 231 act as
an agitation in the plating bath 250 and, accordingly, a plating treatment can
efficiently be performed.
-
As described above, in the plating tool 200 according to the present
embodiment, since the work 270 can be charged with electricity without being
fixed thereto, setting-on or taking-out of the work 270 can easily be performed
efficiently. Besides, by stably holding the work 270 by the reduced diameter
portion 235 and the tapered portions 236a, 236b which are constituted such
that the reduced diameter portion 235 is interposed therebetween, a
current-carrying property thereof is secured and, at the same time, movement
(deviation) of the work 270 in the plating solution is allowed to be small. Still
further, since the tapered portions 236a 236b of the plating tool 200 are
interposed between the wall face of the rotation disc 211 and the wall face of
the circular plate 233, the end face of the work 270 is hard to be in shadow of
both wall faces and, accordingly, a problem such as the difference in the film
thickness between both end faces or insufficient film thickness in the both end
faces does not occur.
-
In the above constitution, it is preferable that other metal portions than
the reduced diameter portion 235 and the tapered portions 236a, 236b are
subjected to an insulating treatment as much as possible.
-
Fig. 20 is an electroplating apparatus 310 in which an electroplating
tool 200 is disposed in a plating vessel 250. The electroplating tool 200 is
hung by rods 260a, 260b while hooks 217 provided in four positions on the
electroplating tool 200 are engaged with the rods 260a, 260b and is dipped in
the plating solution 251 down to a predetermined depth. As described above,
since the shaft 210 is arranged such that it can electrically be connected with
an exterior cathode via the center portion of the second gear 223, by wiring up
to the center portion, the current can be carried up to the reduced diameter
portion 235 of the supporting portion 231. Furthermore, by providing anodes
241 on both sides of the electroplating tool 200, an electrochemical reaction
occurs and, then, a metallic ion in the plating bath 250 is deposited on a
surface of the work 270 which is in contact with the reduced diameter portion
235, to thereby form a film.
-
When a plating is performed by the plating tool 200 according to the
present invention, the first gear 221 rotates at a predetermined speed by a
driving motor (not shown). A movement of the first gear 221 may be a
one-direction rotation, two-direction rotation (clockwise and counterclockwise
directions rotation) and a swaying motion which is not a rotation. When the
driving motor is not provided, the movement of the first gear 221 can be
performed by hand movement. The rotation of the first gear 221 is
transmitted to the second gear 223 so that the second gear 223 rotates in a
arrow direction as shown in Fig. 2. The rotation of the second gear 223 is
transmitted to the rotation plates 211 a and 211 b through the shaft 210 so that
each of the supporting portions 231 rotates, as a result, the works 70 are
rotated or swayed while an inner circumference faces of the works are came
into contact with the reduced diameter portion 235.
-
Plating by using the plating tool 200 according to the present
invention can be performed in accordance with ordinary plating steps and
conditions. As an outline of performing electroplating by using the plating tool
200, for example, the work 270 is set by being hooked by a supporting pin 234,
optionally rinsed and, then, subjected to matted electroplating, semi-glossy
electroplating or glossy electroplating. The thus-plated article is rinsed and,
then, dried, to thereby obtain a finished plated product.
-
As for the work 270 which is the object to be plated, for example, an
object which can be hooked by the supporting pin 234 can be an object.
Particularly in the electroplating, the plating tool 200 according to the present
invention is effective to the work 270 in ring form in which the film thickness in
plating tends to be uneven when an ordinary tool is used.
-
As for the material of the object to be plated, either metal or
non-metal may be permissible. The plating tool 200 is effective also to a
material, such as a composite of metal and non-metal or metal having a hole,
which is hard to be subjected to a precision-plating by an ordinary tool. As for
such materials, a sintered alloy, a composite of a resin and a powdered metal,
a cast alloy and the like can be mentioned. More particularly, for example, a
sintered magnet, a bonded magnet and a cast magnet can be mentioned.
-
As for raw materials for the aforementioned magnets, for example,
following (1) to (4) can be mentioned but the raw materials are not specifically
limited thereto:
- (1) a material comprising, as primary components, R (R represents at
least one of rare-earth elements including Y. Hereinafter, same applies) and
a transition metal mainly being Co;
- (2) a material comprising, as primary components, R, a transition
metal (TM) mainly being Fe, and B;
- (3) a material comprising, as primary components, R, a transition
metal (TM) mainly being Fe, and an interstitial element mainly being N;
- (4) a material comprising, as primary components, R and a transition
metal (TM) such as Fe, and a composite structure (particularly, that referred to
as nanocomposite structure) in which a soft magnetic phase and a hard
magnetic phase are exist adjacent to each other (inclusive of a case in which
they are adjacent to each other with a grain boundary phase inbetween);
- (5) a material in which at least two materials among (1) to (4) are
mixed; and
- (6) a material in which at least one material among (1) to (4) and
ferrite powder (for example, Sr-ferrite such as SrO·6Fe2O3) are mixed.
-
-
Further, as for a binding resin (binder) for use in a bonded magnet, a
thermoplastic resin, thermosetting resin and the like are mentioned. As for
the thermoplastic resin, for example, a polyamide ordinarily called as nylon, a
thermoplastic polyimide and polyethylene terephthalate are mentioned.
Among these compounds, one compound, or two or more compounds which
are mixed with one another can be used.
-
On the other hand, as for the thermosetting resin, for example, an
epoxy resin, a phenol resin and a polyimide resin are mentioned. Among
these compounds, one compound, or two or more compounds which are
mixed with one another can be used.
-
The plating tool 200 according to the embodiment can form an
extremely uniform smooth plated film by a simply and conveniently constructed
structure and, also, does not generate a film deficit to be caused by a tool mark
or the like and, accordingly, is optimum for applications in which a size of high
precision, a high corrosion resistance, a dust-generation resistance and the
like are required such as a ring-shaped magnet for use in a motor for a hard
disk.
-
Hereinafter, this embodiment is now described in detail with reference
to the preferred examples, but it is not limited by such description.
-
Plating has been performed by using each of the plating tool 200 and
a comparative plating tool, and film thicknesses or outlooks of the resultant
plated products are compared with each other. Plating conditions are as
follows:
Plating tool
-
As for the plating tool according to the present invention, the plating
tool as shown in Fig. 17 was used. As for the comparative plating tool, a tool
having a same constitution as this embodiment except that the tapered
portions 236a, 236b were not provided in the supporting pin 234 and the
reduced diameter portion was formed by a vertical step portion was used.
Article to be plated
-
As for an object to be plated, a rare-earth bonded magnet in ring form
was used. In the magnet, magnet powder (MQP-B powder; manufactured by
MQI Inc.) in which an alloy composition is constituted by an R-TM-B-type alloy,
an epoxy resin and a small amount of hydrazine-type anti-oxidant were mixed
and, then, kneaded for 30 minutes at room temperature, to thereby prepare a
compound for use in a bonded magnet. On this occasion, Compounding
ratios (weight ratio) of the magnet powder, the epoxy resin and the
hydrazine-type anti-oxidant were 95% by weight, 4% by weight and 1% by
weight, respectively.
-
Next, the compound was weighed, filled in a mold of a press,
compression-formed under a pressure of 1370 MPa in a non-magnetic field at
room temperature and, then, allowed the epoxy resin therein to be hardened
by heating at 170°C, to thereby obtain a cylindrical bonded magnet. The
thus-obtained bonded magnet was subjected to a polishing treatment in a
height direction. Thereafter, the bonded magnet was polished by a barrel
polishing method until each edge line became R0.2. The thus-polished
magnet was allowed to be a magnet main body.
Plating conditions
-
An object to be plated is set in a tool, rinsed, subjected to a
non-glossy electroplating with 2A/dm2 for 30 minutes by using a non-glossy
Watt's bath at 50°C and, then, subjected to a glossy electroplating with 2A/dm2
for 20 minutes by using a glossy Watt's bath at 50°C. The resultant plated
product was subjected to ultrasonic cleaning using water, hot water or the like
and dried. The number of articles to be treated was set to be 16 per batch.
-
Samples were indiscriminately extracted from the resultant plated
products and, then, film thicknesses of an
end face A 270a, an
end face B
270b, an outer
peripheral face 270c and an inner
peripheral face 270d of the
work 270 (plated product in ring form) as shown in Fig. 22 were measured on
212 measuring points of from 0°C to 330°C as shown in Fig. 21. The results
are shown in Table 2 and Fig. 23 (results of plating tool according to the
present invention) and Fig. 24 (results of comparative plating tool).
-
As shown in table 2, Figs. 23 and 24, in the plated products which
have been plated by using the plating tool 200 according to the embodiment,
the difference in film thickness between any two of the end face A 270a, the
end face B 270b, the outer peripheral face 270c and the Inner peripheral face
270d was small and, also, measurements were hardly deviated from one
measurement point to another and can be said to be uniform in all
measurement points. Further, since the work 270 was rotated along the
rotation of the supporting pin 234, a tool mark was not left.
-
To contrast, in the plating which has been performed by using the
comparative plating tool which has not been provided with the tapered portions
236a, 236b, the difference in the film thickness between the end face A 270a
and the end face B 270b is large and, also, the deviation in the film thickness
was observed and, further, the deviation of measurements between any two
measuring points was apparently larger than that of a case in which the plating
tool 200 according to the embodiment was used.
-
Although the fifth embodiment (Fig. 17) has been described by using
the plating tool 200 for electroplating, a structure in which the work 270 is
hooked inside the supporting portion 231 formed on the shaft 210 is applicable
to a case in which electroless plating is performed.
-
Next, the plating method according to a sixth embodiment of the
invention is to form a nickel film on the surface of a rare-earth bonded magnet
through electrochemical reaction thereon, and it includes a surface activation
step of surface-treating a rare-earth bonded magnet to be plated, by dipping it
in hydrochloric acid having a concentration of from 1 to 6 % for 7 to 25
seconds, and a plating step of forming a one-layer nickel film by the use of a
plating bath that contains nickel sulfate, nickel chloride and boric acid.
<Surface Activation Step>
-
The surface activation step is to surface-treat a rare-earth bonded
magnet to be plated, by dipping it in hydrochloric acid having a concentration
of from 1 to 6 % for 7 to 25 seconds. Hydrochloric acid has an effect of
dissolving and removing iron oxide and others within a short period of time,
and owing to the effect thereof, the acid dissolves and removes the oxide film
on the surface of a rare-earth bonded magnet, and the surface of the magnet
is thereby activated. In this step, the relationship between the concentration
of hydrochloric acid to be sued and the dipping time is especially important. If
the concentration of hydrochloric acid is too low or if the dipping time is too
short, then the iron oxide film removal will be insufficient and the adhesiveness
of the plating film may lower; but if the concentration is too high or if the
dipping time is to long, then hydrochloric acid will penetrate into the porous
rare-earth bonded magnet to oxidize the iron component of the magnet, and, if
so, the plated magnet may rust. Accordingly, there should be the specific
ranges of the hydrochloric acid concentration and the dipping time for good
plating film formation. The specific condition may bring about the favorable
influence of the remaining chloride ions on the magnet, as will be mentioned
hereinunder. For these reasons, in the surface activation treatment of the
rare-earth bonded magnet in the plating method of the invention, the condition
of dipping the magnet in a hydrochloric acid solution having a concentration of
from 1 to 6 % for a period of from 7 to 25 seconds is employed. More
preferably, the magnet is dipped in a hydrochloric acid solution having a
concentration of from 1.5 to 5.5 % for 10 to 20 seconds, whereby an extremely
excellent nickel plating film may be formed on the magnet.
<Plating Step>
-
A plating bath (Watts bath) containing nickel sulfate, nickel chloride
and boric acid is used. The plating bath may contain a dull-finish additive.
The dull-finish additive is not specifically defined, and may be any known one.
-
In the method of the invention, multi-layer plating is not effected, and
a one-layer nickel film is formed. In general, two-layered or three-layered
multi-plating is effective for improving the corrosion resistance of the plated
articles. However, in the plating method of the invention that comprises the
surface activation treatment with hydrochloric acid and plating in a Watts bath,
we have confirmed that the one-layer plating mode is more effective contrary
to ordinary knowledge, as demonstrated in the Examples mentioned below.
<Example of Basic Process>
-
Fig. 25 shows a flowchart of an electroplating process for rare-earth
bonded magnets according to the sixth embodiment. This embodiment
comprises an alkali washing step, a first water washing step, a surface
activation step, a second water washing step, a plating step, a third water
washing step, a hot water washing step, and a drying step. In this, a
rare-earth bonded magnet to be plated is processed according to these steps
in order and is thereby plated.
-
In the alkali washing step, the surface of the rare-earth bonded
magnet to be plated is washed with an alkali solution (pH, about 11) consisting
essentially of a phosphate and a carbonate. The washing is effected, for
example, with the alkali solution at 60°C for about 1 minute.
-
The water washing step is effected for preventing the chemicals in the
previous step from being carried over into the next step. In this embodiment,
the washing is carried out three times as the first to third washing steps, as in
Fig. 25. For example, the magnet to be plated is washed with water at room
temperature for 30 seconds, repeatedly two or three times in every washing
step.
-
The surface activation step has the meaning as mentioned above.
In this embodiment, 3.5 % hydrochloric acid is used, and the magnet is dipped
once in it at room temperature for 10 seconds.
-
In the plating step, a Watts bath is used as so mentioned hereinabove.
For example, the bath with the magnet therein is electrolyzed at 50°C and at a
current density of 2 A/dm2 for 40 minutes to thereby form a one-layer plating
film on the magnet. The tool to be used is not specifically defined, and, for
example, a tray-type or hanging-type tool may be used.
-
One example of the dull-finish Watts bath usable in the plating step is
shown below.
| [Constitution of Plating Bath (one liter)] |
| Nickel sulfate | 300 g/liter |
| Nickel chloride | 50 g/liter |
| Boric acid | 50 g/liter |
| Dull-finish additive | moderate amount (consisting essentially of aromatic salts, but not containing sulfur) |
| Pure water | balance |
-
The hot water washing step and the drying step are both ordinary
finishing steps, and may be effected in any ordinary manner.
<Plated Products of Rare-Earth Bonded Magnets>
-
The porosity of the rare-earth bonded magnet to be plated is
preferably at most 7 % by volume, more preferably at most 3 % by volume.
The shape and the dimension of the rare-earth bonded magnet are not
specifically defined, including, for example, all types of columnar, pillar,
cylindrical, disc-like, tabular and curved-tabular magnets.
-
As will be described hereinunder, the rare-earth bonded magnet may
be prepared, for example, by mixing a rare-earth magnet powder having a
mean particle size of from 0.5 to 50 µm and a binder resin followed by
kneading them at a temperature not lower than the softening temperature of
the binder resin, and shaping the resulting magnet compound.
-
The rare-earth magnet powder and the binder resin to constitute the
magnet compound are mentioned below.
-
The rare-earth magnet powder is preferably a powder of an alloy that
contains a rare earth element and a transition metal. The following (1) to (5)
are especially preferred.
- (1) An alloy comprising, as the basic components, a rare earth
element of essentially Sm and a transition metal of essentially Co (this is
hereinafter referred to as Sm-Co alloy).
- (2) An alloy comprising, as the basic components, R (R is at least one
rare earth element including Y), a transition metal of essentially Fe, and B (this
is hereinafter referred to as R-Fe-B alloy).
- (3) An alloy comprising, as the basic components, a rare earth
element of essentially Sm, a transition metal of essentially Fe, and an
interstitial element of essentially N (this is hereinafter referred to as Sm-Fe-N
alloy).
- (4) An alloy comprising, as the basic components, R (R is at least one
rare earth element including Y) and a transition metal of essentially Fe, and
having a nanometer-level magnetic phase (this is hereinafter referred to as
nano-crystal magnet).
- (5) A mixture of at least two of the compositions (1) to (4). This
enjoys all the advantages of the magnet powders combined, therefore having
better magnetic properties.
-
-
Typical examples of the Sm-Co alloy are SmCo5 and Sm2TM17 (where
TM indicates a transition metal).
-
Typical examples of the R-Fe-B alloy are Nd-Fe-B alloys, Pr-Fe-B
alloys, Nd-Pr-Fe-B alloys, Ce-Nd-Fe-B alloys, Ce-Pr-Nd-Fe-B alloys, and their
derivatives where Fe is partly substituted with any other transition metal such
as Co or Ni.
-
The Sm-Fe-N alloy is typically Sm2Fe17N3 prepared by nitriding an
alloy Sm2Fe17.
-
The rare earth element in the magnet powder includes Y, La, Ce, Pr,
Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, Lu and Misch metal. The
magnet powder may contain one or more of these. The transition metal
includes Fe, Co and Ni, and one or more of these may be in the magnet
powder. If desired, the magnet powder may additionally contain any of B, Al,
Mo, Cu, Ga, Si, Ti, Ta, Zr, Hf, Ag and Zn, for further improving the magnetic
properties thereof.
-
Though not specifically defined, the mean particle size of the magnet
powder is preferably from 0.5 to 50 µm or so, more preferably from 1 to 30 µm
or so, even more preferably from 2 to 25 µm or so. Also preferably, the
particle size of the magnet powder is distributed in some degree. The bonded
magnet formed of the magnet powder of the type may have a reduced degree
of porosity. In the mixture (5) prepared by mixing two or more of the
compositions (1) to (4), the magnet powders to be mixed may differ from each
other in point of the mean particle size thereof.
-
For the binder resin, preferred is thermosetting resin. In general,
when thermosetting resin is used for the binder resin, then the porosity of the
resulting magnet tends to increase as compared with thermoplastic resin. In
the invention, however, the magnet is formed of a magnet compound that
satisfies the condition mentioned below, and therefore, its porosity may be
reduced.
-
The thermosetting resin includes, for example, epoxy resin, phenolic
resin, urea resin, melamine resin, polyester (unsaturated polyester) resin,
polyimide resin, silicone resin, and polyurethane resin. One or more of these
may be mixed for use herein.
-
Of those, preferred are epoxy resin, phenolic resin, polyimide resin
and silicone resin, as more remarkably improving the moldability of the magnet
compound and as giving magnets having higher mechanical strength and
better heat resistance. More preferred is epoxy resin. Another advantage of
these thermosetting resins is that their compatibility with magnet powder to
give uniform blends is good.
-
The thermosetting resin (uncured) to be used may be solid (powdery)
at room temperature, or liquid.
-
The binder resin powder content of the magnet compound is
preferably from 1 to 10 % by weight or so, more preferably from 1 to 8 % by
weight or so, even more preferably from 1 to 5.5 % by weight or so. If the
binder resin powder content is too large, the magnetic properties (especially
the magnetic energy product) of the magnet produced could not be bettered;
but if too small, the moldability of the magnet compound will lower, and in the
worst case, the magnetic compound will be difficult or impossible to mold.
-
The magnet compound may contain an antioxidant. The antioxidant
is an additive that may be added to the magnet compound so as to prevent the
rare-earth magnet powder from being oxidized and degraded and prevent the
binder resin from being oxidized and denatured while the constitutive
ingredients are kneaded to give the magnet compound in the manner to be
mentioned hereinunder (the denaturation may occur since the metal
component of the rare-earth magnet powder may act as a catalyst). The
antioxidant added to the compound acts to prevent the rare-earth magnet
powder from being oxidized and to improve the magnetic properties of the
magnet formed, and in addition, it further contributes towards improving the
thermal stability of the magnet compound while it is kneaded and molded into
magnets. To that effect, the antioxidant plays an important role for ensuring
good moldability of the magnet compound even though the amount of the
binder resin in the compound is reduced.
-
The antioxidant may be any and every one capable of inhibiting or
retarding the oxidation of the rare-earth magnet powder. For it, for example,
preferred are chelating agents capable of producing chelate compounds with
metal ions, especially with Fe. The chelating agents include, for example,
amine compounds, amino acid compounds, nitrocarboxylic acids, hydrazine
compounds, cyan compounds, and sulfides.
-
Preferably, the antioxidant content of the magnet compound is from
0.1 to 2 % by weight or so, more preferably from 0.5 to 1.5 % by weight. In
other words, the amount of the antioxidant to be in the magnet compound is
preferably from about 10 to 150 % of the binder resin therein, more preferably
from about 25 to 90 %. Needless-to-say, the amount of the antioxidant to be
used in the invention may be lower than the lowermost limit of the range
mentioned above, or no antioxidant may be added to the magnet compound.
-
The antioxidant may evaporate away or may denature in the
intermediate stage of kneading or molding the magnet compound, and
therefore, it may partly remain in the rare-earth bonded magnet produced.
Accordingly, the antioxidant content of the rare-earth bonded magnet produced
may be, for example, from about 10 to 90 %, especially from about 20 to 80 %
of the antioxidant content of the starting magnet compound.
-
The magnet compound may optionally contain various additives such
as plasticizer (e.g., fatty acid salt such as zinc stearate, or fatty acid), lubricant
(e.g., silicone oil, wax, fatty acid, or inorganic lubricant such as alumina, silica,
titania), curing agent, curing promoter, molding aid, etc.
-
The magnet compound for rare-earth bonded magnets is a mixture
prepared by mixing the above-mentioned rare-earth magnet powder and
binder resin and optional additives such as antioxidant, and optionally further
kneading the resulting mixture. Mixing them may be effected by the use of a
mixer or a stirrer, such as a Henschel mixer or a V-type mixer. Kneading the
mixture may be effected by the use of a kneading machine such as a
double-screw extruder, a roll kneader or an ordinary kneader.
-
The mixture may be kneaded at room temperature or high
temperatures. Preferably, however, it is kneaded at a temperature not lower
than the softening temperature (softening point or glass transition point) of the
binder resin used, more preferably at a temperature not lower than the
softening temperature of the binder resin but not higher than the curing
temperature thereof and under the condition under which the binder resin is
not completely cured. In that condition, the kneading efficiency is increased,
and the mixture may be kneaded uniformly within a shorter period of time as
compared with the case where the mixture is kneaded at room temperature.
In this case, in addition, since the mixture may be kneaded while the viscosity
of the binder resin therein is kept low, the binder resin may well cover the
rare-earth magnet powder particles in the kneaded mixture and, as a result,
the porosity of the rare-earth bonded magnet formed of the magnet compound
of the kneaded mixture may be reduced.
-
The kneading temperature tends to vary owing to the heat that may
be generated by the materials mixed and kneaded. Therefore, it is desirable
to use a temperature-controllable kneader equipped with, for example, a
heating or cooling unit, in kneading the mixture.
-
Next described is a method of producing plated products of rare-earth
bonded magnets. Briefly, the above-mentioned magnet compound for
rare-earth bonded magnets is prepared, and this is shaped into bonded
magnets, for example, in a mode of compression molding, extrusion molding or
injection molding. Of those molding methods, compression molding is the
best. One typical method of compression molding for producing rare-earth
bonded magnets is described below.
-
The above-mentioned magnet compound for rare-earth bonded
magnets is prepared. This is filled into the mold of a compression-molding
machine, and molded under compression in a magnetic field or without it.
The compression molding may be effected either in cold (at around room
temperature) or under heat (hot molding). Hot molding is preferred in the
invention.
-
Concretely, the mold is preferably so heated that the molding material
therein could be at a temperature not lower than the softening temperature of
the binder resin used. The hot molding of the type improves the flowability of
the molding material in the mold and enables formation of accurate moldings
even at low molding pressure. In the hot molding, for example, the molding
pressure is preferably at most 50 kgf/mm2, more preferably at most 35 kgf/mm2,
even more preferably at most 20 kgf/mm2, and this means that the molding
load is low and the molding operation is easy, and therefore, even complicated
or long-sized moldings, for example, those having thin-walled parts such as
ring-shaped, tabular or curved-tabular moldings of any size can be stably
produced in mass-production lines.
-
Another advantage of the hot molding is that the porosity of the
magnets produced may be reduced even though the molding pressure is
lowered as so mentioned hereinabove. Still another advantage of the hot
molding is that the flowability of the molding material in the mold increases and
the magnetic orientation thereof therefore increases, and, in addition, the
coercive force of the rare-earth magnet powder during molding lowers. This
means that, in magnetic-field molding, the molding material enjoys the
apparently same effect as that attainable in a high magnetic field, and
therefore, the magnetic characteristics of the magnets produced may be
bettered irrespective of the orientation direction thereof. Thus molded in a
mode of such compression molding, the product is released from the mold to
be the intended rare-earth bonded magnet.
-
The magnet thus produced according to the above-mentioned
compression molding method is then heated at a temperature not lower than
the curing temperature of the thermosetting resin therein. After the treatment,
the rare-earth bonded magnet is finished. Curing the thermosetting resin in
the molded article, magnet may be effected in any method of heating the
molded article once taken out of the mold, or without taking the molded article
out of the mold, directly heating the mold with the molded article still therein.
-
Thus produced in the manner as above, the rare-earth bonded
magnets are plated to form a one-layer nickel plating film thereon according to
the above-mentioned plating method, thereby giving intended plated products
of rare-earth bonded magnets.
<Effect>
-
Because of their properties, rare-earth bonded magnets tend to
readily rust. Therefore, in their surface activation treatment before plating,
hydrochloric acid is not used in order to prevent introduction of chloride ions
into plating films, and any other Cl-free acid such as sulfuric acid has
heretofore been used. For example, in JP-B-3232037, chloride ions are
excluded from the plating bath and, in addition, acidic antimony fluoride or
hydrofluoric acid is used for surface activation treatment and hydrochloric acid
is not used.
-
Further, in JP-B-3232037, an ordinary nickel plating bath, Watts bath
is not used, but a specific nickel plating bath not containing nickel chloride is
used in order to prevent introduction of chloride ions into plated articles.
-
However, we the present inventors have investigated various
conditions of surface activation treatment with hydrochloric acid, taking the
matter into consideration that the effect of sulfuric acid to remove oxide film is
low, and have made various trials and errors. As a result, we have found that,
when the concentration of hydrochloric acid to be used and the treatment time
are defined to fall within specifically-defined ranges, then it produces a result of
extremely good oxide film removal and, in addition, the remaining chlorine in
the plated products hardly produces a problem of rust formation. Moreover,
we have further confirmed that, when the surface activation treatment with
hydrochloric acid under the specific condition is combined with a plating
process of forming a one-layer plating film by the use of a nickel
chloride-containing Watts bath, then good nickel plating films with no problem
of rusting or blistering can be formed.
-
Though not clarified as yet, the mechanism of forming a good plating
film on the surface of a rare-earth bonded magnet by combining the one-layer
plating film formation by the use of a Watts bath and the surface activation
treatment under the specific condition may be reasonably described, based on
the understanding mentioned below.
-
In the acid activation treatment with hydrochloric acid, the acid
concentration and the processing time are specifically defined. Accordingly,
while direct rusting of porous rare-earth bonded magnets owing to strong acid
penetration thereinto, and remaining of excess chloride ions in the magnets
are evaded, oxide films can be efficiently removed from the magnets by the
action of hydrochloric acid. However, since hydrochloric acid is used in the
treatment, some chloride ions will inevitably remain in the surface of the
treated, rare-earth bonded magnets. In this connection, however, when the
amount of the chloride ions remaining in the magnets is small, then the ions
would not cause rust formation on the magnets but rather there may be a
possibility that the chloride ions will act to improve the conductivity around the
surface of the magnets in the Watts bath and to promote the nickel film
formation. In other words, such a small amount of chloride ions remaining in
the magnets will not contribute towards rust formation but will be more effective
for promoting plating film formation owing to the increase in the conductivity of
the outermost surface of the magnets in the plating bath, and, as a result, it
may be presumed that the surface of the rare-earth bonded magnets having a
large amount of recesses scattering therein could be smoothly plated with
nickel.
-
Moreover, since one-layer plating in a Watts bath but not
multi-layered plating (for example, two-layered plating film formation) is
employed in the invention, it may be further presumed that the chloride ions
having remained in the surface of the rare-earth bonded magnets in the
nickel-plating process could be gradually released into the plating bath during
the continuous electrolytic treatment and, in addition, the pin holes of the
plating film to be caused by the presence of the large amount of recesses in
the surface of the magnets would disappear with the promotion of plating film
formation. In multi-layered film formation, there will be a possibility that the
failure in second film formation to be caused by the surface oxidation of the
first layer previously formed may cause rust formation. However, the
one-layer film formation of the invention is free from the problem. For the
reasons mentioned above, it is believed that the plating method of the
invention may produce nickel plates of good corrosion resistance.
-
The invention is described in more detail with reference to the
following Examples, to which, however, the invention should not be limited.
The rare-earth bonded magnet used in the following Test Examples 1 to 3 was
produced according to the method mentioned below.
<Production of Rare-Earth Bonded Magnet>
-
96.5 % by weight of rare-earth magnet powder (quenched
Nd12Fe78Co4B6 powder, having a mean particle size of 19 µm), 2.7 % by weight
of thermosetting resin (epoxy resin), 0.5 % by weight of antioxidant, 0.1 % by
weight of lubricant, and 0.2 % by weight of plasticizer were prepared as
starting materials.
-
These materials were kneaded in a screw kneader at 80 to 100°C for
15 minutes to prepare a magnet compound for rare-earth bonded magnets.
Next, the compound was compression-molded by the use of a press-molding
machine, and then left in a baking furnace at 150°C for 60 minutes to thereby
cure the thermosetting resin to obtain a ring-shaped rare-earth bonded magnet.
The porosity of the rare-earth bonded magnet was 4.9 %.
Test Example 1:
Confirmation of the effect and the influence of one-layer plating:
<Test Method>
-
Using the plating bath mentioned below, the magnets were plated
according to the process of Fig. 25 under the condition mentioned below.
- (1) Plating bath A: This is a dull-finish plating bath comprising the following
ingredients:
| [Constitution of Plating Bath (one liter)] |
| Nickel sulfate | 300 g/liter |
| Nickel chloride | 50 g/liter |
| Boric acid | 50 g/liter |
| Dull-finish additive | moderate amount (known additive consisting essentially of aromatic salts, but not containing sulfur) |
| Pure water | balance |
- (2) Plating bath B: This differs from the plating bath A in that the dull-finish
additive in A was replaced with a brightener (consisting essentially of aliphatic
sulfonic acid salts).
-
-
The plating condition and the constitution of the plating film formed in
the plating test are mentioned below.
One-layer plating (invention method 1):
-
The magnet was plated in the plating bath A at 50°C and at a current
density of 2 A/dm2 for 40 minutes. As a result, the film thickness on the outer
periphery of the plated magnet was 25 µm.
Two-layer plating (comparative method 1):
-
The magnet was plated in the plating bath A at 50°C and at a current
density of 2 A/dm2 for 20 minutes. After about 10 seconds including liquid
draining, this was then plated in the plating bath B at 50°C and at a current
density of 2 A/dm2 for 20 minutes. As a result, the film thickness on the outer
periphery of the plated magnet was 26 µm in total.
<Evaluation Method>
Salt Spray Test:
-
According to JIS Z2371, the plated magnet was sprayed with 5 %
sodium chloride solution for 48 hours, and then its outward appearance was
observed with a 10-power microscope.
<Result>
-
No change was found in the magnet plated in the one-layer plating
method 1 of the invention, and a good plating film was formed. On the other
hand, the magnet plated in the two-layer plating comparative method 1 partly
rusted from the base thereof.
Test Example 2:
Confirmation of the effect and the influence of pretreatment with hydrochloric
acid:
-
Surface activation with hydrochloric acid (invention method 2) was
compared with surface treatment with sulfuric acid (general chemical for
pretreatment) (comparative method 2).
<Test Method>
-
The magnets were plated according to the plating process as in Fig.
25 in which, however, the condition for the acid treatment for surface activation
was varied as in Table 3 and Table 4.
<Evaluation Method>
-
According to JIS Z2371, the plated magnet was sprayed with 5 %
sodium chloride solution for 48 hours, and then its outward appearance was
observed with a 10-power microscope.
<Result>
-
The result is shown in Table 3 and Table 4. In the Tables, the
description of the evaluation result has the following meaning:
- A: Good (no change in appearance)
- Blisters: The plating film partly peeled from the magnet substrate and
blistered.
- Rust Spots: The plated magnet partly rusted from the substrate thereof.
| Dipping Time | HCl Concentration |
| | 0.50 % | 1.50 % | 3.50 % | 5.50 % | 7.50 % |
| 5 sec | blisters | blisters | blisters | blisters | blisters |
| 10 sec | blisters | A | A | A | rust spots |
| 20 sec | blisters | A | A | A | rust spots |
| 30 sec | blisters | rust spots | rust spots | rust spots | rust spots, blisters |
| 60 sec | rust spots, blisters | rust spots | rust spots | rust spots, blisters | rust spots, blisters |
| Dipping Time | H2SO4 Concentration |
| | 0.50 % | 1.50 % | 3.50% | 5.50% | 7.50 % |
| 5 sec | blisters | blisters | blisters | blisters | blisters |
| 10 sec | blisters | blisters | blisters | blisters | rust spots, blisters |
| 20 sec | blisters | blisters | blisters | blisters | rust spots, blisters |
| 30 sec | blisters | rust spots, blisters | rust spots, blisters | rust spots, blisters | rust spots, blisters |
| 60 sec | rust spots, blisters | rust spots, blisters | rust spots, blisters | rust spots, blisters | rust spots, blisters |
-
-
Table 3 that indicates the result of the surface activation treatment
with hydrochloric acid (invention method 2) confirms the following: The
low-concentration short-time treatment cases had uneven adhesion between
the plating film and the magnet substrate since the surface activation of the
magnet substrate was not enough, and, owing to it, the plated magnets
blistered. On the other hand, the high-concentration long-time treatment
cases partly had rust nuclei owing to the action of hydrochloric acid on the
magnet substrate (in addition, the plated magnets blistered owing to the
volume expansion caused by iron oxidation). In this, the surface treatment
with hydrochloric acid is referred to as "invention method 2" for convenience.
Strictly, however, the invention method 2 includes only the cases that satisfy
the specific hydrochloric acid concentration and the specific treatment time as
claimed.
-
On the other hand, the cases of surface activation treatment with
sulfuric acid (comparative method 2) were all not good as in Table 4. It may
be presumed that the low-concentration short-time treatment cases were not
well activated with sulfuric acid since the surface of the magnets would be
coated with firm iron oxide, but the high-concentration long-time treatment
cases rusted and blistered since the iron oxide film would be partly peeled from
the magnet substrate.
Test Example 3:
Effect depending on plating bath formulation:
<Test Method>
-
The magnets were plated according to the plating process as in Fig.
25 in which, however, the plating condition was varied as follows:
Plating condition A:
-
Using the dull-finish plating bath having the composition as in Table 5,
the magnets were plated according to the plating process as therein (invention
method 3).
Plating condition B:
-
Using the plating bath having the composition as in Table 5 (this is an
electroplating bath with no chloride, and is generally used in electroforming
technology), the magnets were plated according to the plating process as
therein (comparative method 3).
| Group | Plating Bath Formulation (one liter) | Plating Process |
| A. the invention (with chlorine) | nickel sulfate | 300 g/liter | electroplating
2 A/dm2 × 40 min,
one-layer plating,
24 µm (outer periphery)
50°C |
| nickel chloride | 50 g/liter |
| boric acid | 50 g/liter |
| dull-finish additive | moderate amount |
| pure water | balance |
| B. comparative example (with no chlorine) | nickel sulfamate | 350 g/liter | electroplating
2 A/dm2 × 40 min,
one-layer plating,
26 µm (outer periphery)
50°C |
| boric acid | 40 g/liter |
| additive | moderate amount |
| pure water | balance |
<Evaluation Method>
-
The plated magnets were subjected to the same salt-spray test
(according to JIS Z2371) as in Text Example 1, and evaluated in the same
manner as therein.
<Result>
-
No change was found in the magnet plated according to the invention
method 3, and a good plating film was formed. On the other hand, the
magnet plated according to the comparative method 3 blistered (the plating
film partly peeled from the magnet substrate and swelled) and spotwise rusted
(the plated magnet partly rusted from the magnet substrate).
Test Example 4:
Investigation of porosity of rare-earth bonded magnet:
-
Rare-earth bonded magnets were produced, using the same
materials in the same mixing ratio as above and according to the same
kneading, molding and baking process as above, except that the molding
pressure was varied as in Table 6 to thereby change the porosity of the
magnets.
-
Concretely, 96.5 % by weight of rare-earth magnet powder (quenched
Nd12Fe78Co4B6 powder, having a mean particle size of 19 µm), 2.7 % by weight
of thermosetting resin (epoxy resin), 0.5 % by weight of antioxidant, 0.1 % by
weight of lubricant, and 0.2 % by weight of plasticizer were prepared as
starting materials. These materials were mixed, and kneaded in a screw
kneader at 80 to 100°C for 15 minutes to prepare a magnet compound for
rare-earth bonded magnets. Next, the compound was compression-molded
by the use of a press-molding machine, whereupon the molding pressure was
controlled so as to vary the porosity of the magnets to be produced. Next,
this was left in a baking furnace at 150°C for 60 minutes to thereby cure the
thermosetting resin to obtain a ring-shaped rare-earth bonded magnet.
<Test Method>
-
Using the plating bath mentioned below, the magnets were plated
according to the process of Fig. 25 under the condition mentioned below.
Plating bath A: This is a dull-finish plating bath comprising the following
ingredients:
| [Constitution of Plating Bath (one liter)] |
| Nickel sulfate | 300 g/liter |
| Nickel chloride | 50 g/liter |
| Boric acid | 50 g/liter |
| Dull-finish additive | moderate amount (known additive consisting essentially of aromatic salts, but not containing sulfur) |
| Pure water | balance |
-
The magnets were electroplated by the use of the plating bath A, at
50°C and at a current density of 2 A/dm2 for 40 minutes to form a one-layer
plating film thereon.
<Evaluation Method>
-
The plated samples were visually observed on their outward
appearance.
<Result>
-
The result is shown in Table 6. The meaning of the description of
the evaluation result in the Table is given below. The "thickness of the plating
film of the outer periphery" as referred to herein means the thickness of the
plating film formed on the outer peripheral surface of the plated, ring-shaped
rare-earth bonded magnet tested herein.
- A: Extremely smooth surface (on the same level as that of the plating film
formed on metal).
- B: Not roughened, though inferior to A.
- C: Somewhat roughened.
| Porosity | Plating Thickness on Outer Periphery | Evaluation of Appearance Observation |
| 2.2% | 26 µm | A |
| 3.0% | 24 µm | A |
| 4.1 % | 25 µm | B |
| 5.1 % | 25 µm | B |
| 5.9 % | 27 µm | B |
| 7.0 % | 25 µm | B |
| 7.9 % | 26 µm | C |
| 8.8 % | 26 µm | C |
-
-
Table 6 confirms the following: The plating method of the invention
formed a good plating film on rare-earth bonded magnets having a porosity of
at most 7.0 % by volume. In particular, the plating film formed on rare-earth
bonded magnets having a porosity of at most 3 % by volume is extremely
good.
-
Fig. 28 is a diagram outlining an electroplating apparatus 400
according to a seventh embodiment of the invention. The electroplating
apparatus 400 is mainly composed of a plating bath 401 filled with a plating
liquid, and a pair of anodes 407 and a cathode 409 which are dipped in the
plating liquid 450 when plating is started, and one magnet 411 is provided in
the plating bath 401.
-
The electroplating apparatus 400 is so constructed that when work
405 to be plated is placed in a basket type tool 403 having the cathode, the
work 405 contacts the cathode 409 and is thereby fed with electricity. When
plating is carried out, an electrochemical reaction takes place between the
anodes 407 and the work 405 beside the cathode and a metal in the plating
liquid 450 (for example, nickel) is precipitated on the surface of the work 405 to
form a film thereon.
-
The magnet 411 has such a magnetic force as to keep holding (or
capturing) a fine organic-metal composite after attracting it when it is floating in
the plating liquid. A magnetic force capable of capturing an organic-metal
composite is a magnetic force represented approximately by a surface
magnetic flux density of 0.25 tesla or more. If the magnetic force of the
magnet 411 is less than 0.25 tesla, it is possible to remove foreign metallic
matter (for example, a magnetic sludge) in the plating liquid 450, but it is
difficult to remove an organic-metal composite formed by the combination of
foreign metallic matter and foreign organic matter, such as skin.
-
In other words, if the foreign matter contained in the plating liquid 450
consists solely of foreign metallic matter, it can be kept from being drawn to the
work 405 and adhering to the surface thereof, since it remains captured by the
magnet 411 once attracted, even if its magnetic force may be less than 0.25
tesla. If the foreign matter is an organic-metal composite, however, it may be
attracted by the magnetic force of the magnet 411, but is separated therefrom
easily by the action of a stream of the plating liquid 450, etc. if its magnetic
force is low. If the magnet 411 fails to capture the organic-metal composite,
the foreign matter floats in the solution and adheres to the work 405 by an
electrical action, eventually causing pinholes to be formed therein.
-
A permanent magnet or an electromagnet can be used as the magnet
411. In the case of a permanent magnet, it is necessary to make an optimum
selection of its material and shape in order to ensure a sufficiently large
magnetic force. If a sufficiently large magnetic force can be obtained, the
magnet material is not particularly limited, but a sintered magnet having a large
magnetic force, such as Sm-Co or Nd-Fe-B, is preferred for the effective use of
the limited space available in the plating bath.
-
Although this embodiment the magnet 411 placed on the inner bottom
of the plating bath 401, its position is not limited as such. It is preferable to
select its position appropriately in accordance with, for example, the type of the
tool 403 supporting the work 405 and the size of the plating bath 401.
Moreover, it is preferable to position the magnet 411 as close to the work 405
as possible, since it is employed for capturing any organic-metal composite
drawn toward the work 405.
-
The electroplating apparatus 400 of this embodiment further include a
stirrer for homogenizing the plating liquid 450 in the plating bath 401, a heater
or cooler for achieving an improved plating efficiency, a filter for removing
foreign matter from the plating liquid, etc., as required.
-
The plating method of this embodiment can be carried out in
accordance with ordinary plating steps and conditions. Referring by way of
example to an outline of electroplating by the method of this invention, the
work 405 is set in the tool 403 and after it is washed if required, its dull-finish,
semi-gloss or gloss electroplating is performed under a predetermined electric
current. A plated article is washed and dried to give a final plated product.
-
The work 405 to be plated is not particularly limited, but may be
metallic or non-metallic, and may be a metal and non-metal composite, a
porous metal, etc. Examples of the work 405 include a sintered alloy, a resin
and powdered metal composite and a cast alloy which are used for a precision
part, and more specific examples include a sintered magnet, a bonded magnet
and a cast magnet.
-
The electroplating method of this embodiment is most suitable for
plating the work 405 to be used for application for which a high dimensional
accuracy, a high level of rust prevention, dust-proofing property, etc. are
required, such as a ring-shaped magnet used in a motor for a hard disk in a
computer, since it can form a very uniform plated film by a simple device and
does not allow any defect to occur from the adherence of foreign matter in a
plated film.
[Examples]
-
Description will now be made of this embodiment in further detail
based on Examples and Comparative Examples, though this embodiment of
the invention is not thereby limited.
Example 1
-
A magnet having a surface magnetic flux density of 0.25 tesla
(hereinafter mentioned as "0.25 T") was placed in a plating bath and plating
and a corrosion resistance test were carried out under the conditions stated
below. The results are shown in Table 7.
<Work>
-
A ring-shaped Nd-Fe-B bonded magnet having an outside diameter of
19 mm, an inside diameter of 17 mm and a height of 4 mm was used as the
work to be plated.
<Plating Conditions>
-
After the work was set in a fixed tray type plating tool and washed,
dull-finish electroplating was conducted for 30 minutes at a current density of 2
A/dm2 by using a dull-finish vat having a temperature of 50°C and gloss
electroplating was, then, conducted for 20 minutes at a current density of 2
A/dm2 by using a gloss vat having a temperature of 50°C. The plated product
thereby obtained was cleansed by ultrasonic water cleansing, hot water
cleansing, etc., and dried.
<Corrosion Resistance Test>
-
A salt spray test was conducted with a 5% aqueous solution of
sodium chloride for 48 hours in accordance with JIS-Z2371. Then, the
presence of rust was checked by a microscope of 10 magnifications.
Examples 2 and 3
-
Plating was conducted by using a magnet having a different magnetic
force and otherwise repeating Example 1, and corrosion resistance was
likewise examined. The magnet had a surface magnetic flux density of 0.30 T
in Example 2, and 0.35 T in Example 3. The results are shown in Table 7.
Comparative Examples 1 to 4
-
Plating was conducted by using a magnet having a different magnetic
force and otherwise repeating Example 1, and corrosion resistance was
likewise examined. The magnet had a surface magnetic flux density of 0.05 T
in Comparative Example 1, 0.10 T in Comparative Example 2, 0.15 T in
Comparative Example 3 and 0.20 T in Comparative Example 4. The results
are shown in Table 7.
| | Surface magnetic flux density(T) of magnet for attraction | Number tested | Results of salt spray test Number rusted | Rusting ratio (%) |
| Comparative Example 1 | 0.05 | 50 | 8 | 16.0 |
| Comparative Example 2 | 0.10 | 50 | 9 | 18.0 |
| Comparative Example 3 | 0.15 | 50 | 7 | 14.0 |
| Comparative Example 4 | 0.20 | 50 | 4 | 8.0 |
| Example 1 | 0.25 | 50 | 0 | 0 |
| Example 2 | 0.30 | 50 | 0 | 0 |
| Example 3 | 0.35 | 50 | 0 | 0 |
-
The above results showed that rusting could be prevented
substantially completely by placing a magnet having a surface magnetic flux
density of 0.25 T or more in a plating liquid.
Comparative Example 5
-
Plating was conducted by placing six magnets 15a to 15f having a
surface magnetic flux density of 0.13 to 0.15 T in a plating bath as shown in
Fig. 29 and otherwise repeating Example 1. After plating, the magnets were
taken out and examined for the adherence of foreign matter thereby captured
(organic-metal composite), but only a very small amount of foreign matter was
found adhering to the magnets. A corrosion resistance test was conducted on
the plated film by repeating Example 1 and resulted in rusting. This fact
showed that it was hardly effective to place a multiplicity of magnets in a
plating bath if their magnetic force was weak.
-
While this invention has been described by reference to various
modes of carrying it out, this invention is not limited to those modes, but is
applicable to any other mode within the scope of the invention as defined by
the claims.
-
For example, while the mode shown in Fig. 28 employs a fixed tray
type jib, it is not limitative, but it is also possible to obtain similar operational
results by using a magnet 411 with, for example, a hook type tool, a rotary tray
type tool or a barrel type tool.