EP1424293A2 - Verpackungsbehälter aus Kunststoff - Google Patents
Verpackungsbehälter aus Kunststoff Download PDFInfo
- Publication number
- EP1424293A2 EP1424293A2 EP03027250A EP03027250A EP1424293A2 EP 1424293 A2 EP1424293 A2 EP 1424293A2 EP 03027250 A EP03027250 A EP 03027250A EP 03027250 A EP03027250 A EP 03027250A EP 1424293 A2 EP1424293 A2 EP 1424293A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- flat
- packaging container
- film
- flat tube
- container according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/24—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants
- B65D81/26—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants with provision for draining away, or absorbing, or removing by ventilation, fluids, e.g. exuded by contents; Applications of corrosion inhibitors or desiccators
- B65D81/266—Adaptations for preventing deterioration or decay of contents; Applications to the container or packaging material of food preservatives, fungicides, pesticides or animal repellants with provision for draining away, or absorbing, or removing by ventilation, fluids, e.g. exuded by contents; Applications of corrosion inhibitors or desiccators for absorbing gases, e.g. oxygen absorbers or desiccants
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/008—Stiffening or reinforcing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/38—Articles or materials enclosed in two or more wrappers disposed one inside the other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/002—Flexible containers made from webs by joining superimposed webs, e.g. with separate bottom webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2170/00—Construction of flexible containers
- B31B2170/20—Construction of flexible containers having multi-layered walls, e.g. laminated or lined
- B31B2170/204—Construction of flexible containers having multi-layered walls, e.g. laminated or lined involving folding a web about an already tubular web
Definitions
- the invention relates to a packaging container made of plastic, consisting of a flat tube that is closed at least on one side and one forms bag-shaped container.
- Packaging container made of plastic for example from a one or multilayer flat tubing are used for different types of Substances needed to protect them from contamination or in the case of granular substances in a certain packaging size to be able to deliver.
- chemical or pharmaceutical Products are made from packaging sacks that consist of one Flat tubing can be manufactured. It is common to keep these fabrics dry on the inside surface of the sack one with a desiccant, for example Fix silica gel, calcium sulfate or the like filled bag. This happens for example with the help of a perforated cover film Cover the desiccant bag on the inner surface of the tubular film is welded onto the edge. Due to an existing perforation for example bags made of porous paper, felt or the like or the desiccant with the interior of the packaging bag in conjunction to keep this dry or to a certain degree of dryness to keep.
- the desiccant bag To fix the desiccant bag on the inner surface of the bag various methods are known. In one method, the one on The end of the sealed packaging bag turned upside down and onto the now exposed one Inside is a desiccant bag and a perforated one above it Cover foil placed and welded with its edge on the inner surface. In a second method, a packaging bag is welded at one end only used and a larger circular cutout incorporated and a previously perforated inner film and a second non-perforated one Outer film with the interposition of a drying agent from the outside on the edge of the Cutout welded. In both cases there is a connection between the desiccant bag and the interior of the packaging container. Such cover films, however, only extend over a small one Area of the packaging container without the tightness of the packaging container to increase.
- the inside of the Packaging container is completely sterile and free of foreign particles. Further requirements even require that the Container so that foreign matter can neither penetrate nor escape. It is important to ensure that the packaging container intended for reception is still completely sterile and free of foreign particles. Farther has been shown that in multilayer films at the open ends of the Packaging container creates a rolling effect that leads to deformation leads inside and thus complicates filling.
- the invention is therefore based on the object of a packaging container create, which resists a high internal pressure, is gas and aroma tight and which has high rigidity and is easier to fill.
- the packaging container according to the invention also has the task to provide a packaging container, which according to Manufacturing remains free of foreign particles and germs.
- Another object of the invention is to provide a packaging container for Make available that is not only free of foreign particles and germs can be manufactured and transported, but also reliably re-welded can be.
- Another object of the invention is to provide a packaging material for To provide, which is securely wound up in the closed state can be.
- the packaging container according to the invention is one over the entire width of the inner flat hose equally thick outer layer of film, so that can be achieved the inner flat tube from the outside through the outer film can be welded.
- This weld can cover the entire width with the same temperature and a comparable heat flow, so that there is no uneven welding of the inner flat hose cross-machine direction occurs.
- the lamination of the inner flat tube according to the invention with the outer film and the invention Film arrangement ensures that the packaging container is both high Rigidity, especially at the opening edge, gas and aroma tightness, one high resistance to high internal pressures, as in the Storage of many stacked filled packages can occur, a lack of particles and germs, even during storage, and also a safe one Has windability.
- the lamination ensures that the heat flow through the composite layers when welding the inner tube is high enough that the inner tube is a higher Melting temperature than the outer sheet material is high enough to to securely weld the inner tube without this Outer material flows away.
- the invention Layer arrangement and lamination achieved that the inner flat tube if necessary, during the production by welding through the outer film material can be welded so that the inner flat tube remains largely germ and particle free and when filled in one Filling machine is slit on one side, with the slit edges due to the stiffness of the outer film layer, no rolling effect occurs, so that mechanical filling without special measures to stabilize the opening edge are necessary.
- the inner flat hose can also be used a generic welding machine can be welded again without that cannula formation or insufficient welding can be expected are.
- Another option is the filling of a single pre-assembled flat bag in one To provide packaging system. In both cases this usually occurs Problem on that the composite flat tube or composite flat bag a relatively strong rolling effect on the open side inwards has, which can be an obstacle to the filling process, if not becomes impossible.
- the method according to the invention is more surprising Way the advantage achieved that the roll effect in a pre-assembly in of the type according to the invention does not occur and optimal filling in one Packaging machine becomes possible.
- the connection of the inner flat tube with the outer flat foils can here by gluing with hot melt adhesive or welding be produced due to the action of heat, whereby to fill the inner flat hose in both the inner and the outer Flat films a filling opening is available, which can be closed later are.
- the temperature for closing the interior is preferred Flat hose or for lamination with the outer flat film chosen so that the temperature for lamination is lower than that for Close the flat hose.
- the inner flat tube and the outer flat films are at least partially glued or welded together.
- the inner flat hose is opposite the outer one Flat film is firmly fixed.
- Packaging container is provided that the inner one-sided sealed Flat tube in the form of individual bag-shaped containers in two outer flat films on both sides are received spaced apart, with the flat films in the area between the inner bag-shaped flat tube touch.
- the outer flat films to ensure the inner flat tube and there is also the Possibility of packaging containers designed in this way as roll goods to manufacture, which is pre-assembled and for the use of individual packaging containers after cutting through the outer flat film can.
- the inner tubular film is then closed, welded, for example, and then the outer flat films in Overlap area additionally glued or welded. So none Gas diffusion can take place, the outer films can preferably be made of a laminated foil or an aluminum foil.
- the inner Flat tube and the outer flat films from a multi-layer film exist, the two-layer inner flat tube with an outer layer made of LDPE (Low Density Polyethylene) and an inner layer made of HDPE (High Density Polyethylene) is manufactured and the outer flat films LDPE or a multi-layer film can be made, creating the inner Flat tube with the outer flat foils due to temperature can be welded together if the two LDPE films opposite.
- the melting point is chosen so that the outer Flat foils due to the effects of heat due to a higher melting temperature not be damaged or blocked.
- Plastic is the packaging bag with an additional Protective film, which can be made, for example, gas and airtight, be provided, in the form that an overlapping edge area arises, which is a complete surround of the inner flat hose allows.
- an additional Protective film which can be made, for example, gas and airtight, be provided, in the form that an overlapping edge area arises, which is a complete surround of the inner flat hose allows.
- Another major advantage is that it is pre-assembled the packaging container can be made and this as a roll are delivered so that after cutting the outer flat film Individual packaging bags arise that have the aforementioned properties exhibit.
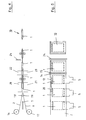
- Figure 1 shows a plan view for better illustration Flat tube 1 with a lower flat film 2, for example, with each other can be glued or welded.
- the lower flat film 2 is like this dimensioned so that it projects beyond the edge area of the flat tube 1 on all sides and thus completely surrounds it.
- the inner flat tube 1 is in the shown embodiment closed on one side by a weld 3, while the opposite side has an opening 4 in which a Teflon slide 5 is inserted to close during manufacture to prevent the opening 4.
- the two-layer inner flat tube 1 with an outer layer of LDPE and an inner layer is made of HDPE, while the outer flat film is made of LDPE or a multilayer film can be produced, the LDPA film opposite to that of the flat tube 1 comes to rest.
- the possibility of both internal and thermal effects Flat tube 1 as well as the outer flat film 2 with each other for fixation connect.
- the melting point is preferably chosen so that the outer flat film 2 due to the heat due to a higher Melting temperature is not damaged or blocked.
- one with an adhesive layer is used so that the inner flat tube 1 and the outer flat films 2 fully or at least partially glued together during production are and thus the inner flat hose in its position in relation to the outer Flat film 2 is set.
- a hot melt adhesive can preferably be used here be used.
- Figure 2 shows the arrangement of Figure 1 with an additional upper Flat film 6, which coincides with the lower flat film 2 and in the However, the illustration shown is slightly shifted to the top right and additionally a folded corner area 7 for improved presentation having.
- Figure 3 shows a finished packaging container 10 with an inner flat tube 1 and outer flat films 2, 6 after filling, the inner flat tube 1 is closed on both sides by a weld 3, 8 and the outer flat films 2, 6 by welds 12, 13, 14 and 15 additionally are closed.
- the inner flat tube 1 is closed on both sides by a weld 3, 8 and the outer flat films 2, 6 by welds 12, 13, 14 and 15 additionally are closed.
- the outer flat films 2, 6, there is the possibility that on the welds at least in the case of the outer flat films 2, 6, and instead either an adhesive coating is used or a laminated one Flat film 2, 6 is used, the a by low heat Connection with each other and with the inner flat tube 1 without any special Allows weld seam.
- FIGS. 4 and 5 show the side view and the top view Manufacturing process of the packaging container 10 according to the invention, wherein a prepared flat hose 1 is fed to a production line and at the same time from supply rolls 16, 17 a lower and upper flat film 2, 6 in is fed such that the flat tube 1 is spaced between the Flat films 2, 6 come to rest.
- pressure rollers 18, 19 can for example, when using an adhesive film, the adherence of the outer Flat films 2, 6 are effected on the flat tube 1.
- Longitudinal welding is preferred by a weld Weld 12 by means of an upper and lower heating element 20, 21 and Production of a transverse weld seam 14 by two further heating rods 22, 23.
- the packaging container is filled later 10 in the existing opening a Teflon slide 5 or Teflon strips inserted, which can be removed after welding.
- a first one The manufacturing variant shown below is based on a severing of the Weld seam 14, so that individual packaging containers 10 are formed be fed to a packaging machine. Alternatively, there is Possibility of cutting through the individual packaging containers 10 is dispensed with and these are wound on a roll that is in a Packaging system is still used. Inside the packaging machine there is the possibility of unwinding individual packaging containers 10 and after cutting the weld 14 to fill.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Food Science & Technology (AREA)
- Bag Frames (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Wrappers (AREA)
- Packages (AREA)
Abstract
Description
- Figur 1
- in einer Draufsicht einen Flachschlauch mit unterer Flachfolie und einem eingeschobenen Teflonschieber während des Herstellungsprozesses,
- Figur 2
- einen erfindungsgemäßen Verpackungsbehälter gemäß Figur 1, bestehend aus dem Flachschlauch mit beidseitigen Flachfolien, wobei die obere Flachfolie zur besseren Darstellung in einem Eckbereich umgeschlagen und leicht verschoben ist,
- Figur 3
- einen erfindungsgemäßen Verpackungsbehälter, bestehend aus einem Flachschlauch mit zwei außen liegenden Flachfolien, wobei der Flachschlauch beidseitig durch Wärmeeinwirkung verschlossen ist und die äußeren Flachfolien einseitig verschlossen sind,
- Figur 4
- einen schematischen Ablaufplan für die Herstellung der Verpackungsbehälter und
- Figur 5
- eine Draufsicht gemäß Figur 4 während des Herstellungsprozesses.
- 1
- Flachschlauch
- 2
- Flachfolie
- 3
- Schweißnaht
- 4
- Öffnung
- 5
- Teflonschieber
- 6
- Flachfolie
- 7
- Eckbereich
- 8
- Schweißnaht
- 10
- Verpackungsbehälter
- 11
- Schweißnaht
- 12
- Schweißnaht
- 13
- Schweißnaht
- 14
- Schweißnaht
- 16
- Vorratsrolle
- 17
- Vorratsrolle
- 18
- Andruckrolle
- 19
- Andruckrolle
- 20
- Heizstab
- 21
- Heizstab
- 22
- Heizstab
- 23
- Heizstab
Claims (8)
- Verpackungsbehälter (10) aus Kunststoff, bestehend aus einem Flachschlauch (1), der zumindest auf einer Seite verschlossen ist und einen beutelförmigen Behälter bildet,
dadurch gekennzeichnet, dass der Flachschlauch (1) außen von zwei weiteren Flachfolien (2, 6) randübergreifend umgeben und mit diesen kaschiert ist, welche an den Längs- und Querkanten des innen liegenden Flachschlauchs (1) eine randseitige Überlappung ausbilden. - Verpackungsbehälter nach Anspruch 1,
dadurch gekennzeichnet, dass der innere Flachschlauch (1) und die weiteren Flachfolien (2, 6) eine korrespondierende Einfüllöffnung (4) aufweisen und durch zumindest eine, vorzugsweise zwei getrennte Verbindungsnähte, beispielsweise Klebeoder Schweißnähte (13, 18), nach der Befüllung verschließbar sind. - Verpackungsbehälter nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass der innere Flachschlauch (1) und die äußeren Flachfolien (2, 6) zumindest partiell miteinander verklebt oder verschweißt sind. - Verpackungsbehälter nach einem oder mehren der Ansprüche 1, 2 oder 3,
dadurch gekennzeichnet, dass der innere einseitig verschlossene Flachschlauch (1) in Form von einzelnen beutelförmigen Behältern in zwei beidseitigen äußeren Flachfolie (2, 6) beabstandet aufgenommen sind, wobei sich die Flachfolien (2, 6) im Bereich zwischen den inneren beutelförmigen Behältern berühren. - Verpackungsbehälter nach einem oder mehreren der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass mehrere Behälter als Rollenware vorkonfektioniert sind und zum Gebrauch einzelnen Behälter nach einem Durchtrennen der äußeren Flachfolie (2, 6) verwendbar sind. - Verpackungsbehälter nach einem oder mehreren der Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass die äußere Flachfolie (2, 6) aus einer kaschierten Folie, insbesondere Aluminiumfolie, besteht. - Verpackungsbehälter nach Anspruch 6,
dadurch gekennzeichnet, dass der innere Flachschlauch (1) und die äußeren Flachfolien (2, 6) aus einer mehrschichtigen Folie bestehen. - Verpackungsbehälter nach einem oder mehreren der Ansprüche 1 bis 7,
dadurch gekennzeichnet, dass der innere Flachschlauch (1) aus einer zweischichtigen Folie mit einer Außenschicht aus LDPE und einer Innenschicht aus HDPE besteht und die äußere Flachfolie (2, 6) aus LDPE oder einer mehrschichtigen Folie mit einer Innenseite aus LDPE besteht.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10255521A DE10255521A1 (de) | 2002-11-28 | 2002-11-28 | Verpackungsbehälter aus Kunststoff |
| DE10255521 | 2002-11-28 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1424293A2 true EP1424293A2 (de) | 2004-06-02 |
| EP1424293A3 EP1424293A3 (de) | 2005-01-19 |
| EP1424293B1 EP1424293B1 (de) | 2007-06-06 |
Family
ID=32240494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03027250A Expired - Lifetime EP1424293B1 (de) | 2002-11-28 | 2003-11-28 | Verpackungsbehälter aus Kunststoff |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1424293B1 (de) |
| AT (1) | ATE364019T1 (de) |
| DE (2) | DE10255521A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005051640B4 (de) * | 2005-10-26 | 2010-10-14 | Nordenia Deutschland Gronau Gmbh | Verpackungsbeutel, insbesondere für Schokoladenwaren |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB515014A (en) * | 1937-08-04 | 1939-11-23 | Leroy Lincoln Salfisberg | Improvements in packages for storing and dispensing powders, pastes, liquids and like fluid substances |
| BE449192A (de) * | 1943-02-13 | |||
| GB932524A (en) * | 1961-12-05 | 1963-07-31 | Spiral Mfg Proprietary Ltd | Tubular moisture-proof packaging material and method of and apparatus for its manufacture |
| US3838794A (en) * | 1972-07-10 | 1974-10-01 | H Markham | Package for storing and dispensing liquids |
| GB2074128B (en) * | 1980-04-18 | 1984-02-15 | Pillopak Bv | Mailing-containers and a method of manufacture thereof |
| DK138295A (da) * | 1995-12-06 | 1997-06-07 | Tetra Laval Holdings & Finance | Aseptisk påse för afskiljning av vätska |
| DE19600530C2 (de) * | 1996-01-10 | 2000-02-17 | Nutrichem Diaet & Pharma Gmbh | Beutel mit zwei Kammern und Verfahren zur Herstellung des Beutels |
| DE20106034U1 (de) * | 2001-04-06 | 2001-07-05 | August Töpfer & Co. (GmbH & Co.), 20539 Hamburg | Verpackung für Badesalz |
-
2002
- 2002-11-28 DE DE10255521A patent/DE10255521A1/de not_active Withdrawn
-
2003
- 2003-11-28 DE DE50307413T patent/DE50307413D1/de not_active Expired - Lifetime
- 2003-11-28 AT AT03027250T patent/ATE364019T1/de not_active IP Right Cessation
- 2003-11-28 EP EP03027250A patent/EP1424293B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE50307413D1 (de) | 2007-07-19 |
| ATE364019T1 (de) | 2007-06-15 |
| EP1424293B1 (de) | 2007-06-06 |
| EP1424293A3 (de) | 2005-01-19 |
| DE10255521A1 (de) | 2004-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69423199T2 (de) | Vorrichtung zum Umhüllen | |
| DE4303894C2 (de) | Verfahren zum Herstellen eines mit einem Schüttgut füllbaren, im Leerzustand flachen Packmittel | |
| EP2464510B1 (de) | Verfahren zur herstellung eines sacks oder eines beutels mit kunststoffvliesmaterial | |
| DE69505106T2 (de) | Dichtes behältnis, insbesondere schlauchbeutel, verfahren zu seiner herstellung, verfahren zu seiner befüllung mit einer flüssigkeit | |
| EP2608954B1 (de) | Sack sowie verfahren zur herstellung von säcken | |
| DE3413352A1 (de) | Verpackung und verfahren zu ihrer herstellung | |
| DE3810555A1 (de) | Schlauchfoermiger behaelter aus kunststoffmaterial und verfahren zu seiner herstellung | |
| CH642923A5 (de) | Verfahren zur kontinuierlichen herstellung von packungsbehaeltern und vorrichtung zu dessen durchfuehrung. | |
| DE2946739A1 (de) | Bahnfoermiges laminiertes verpackungsmaterial und verfahren zu seiner herstellung | |
| EP1910176B1 (de) | Entlüftbarer sack | |
| EP2752371B1 (de) | Sack mit einer Entlüftungseinrichtung | |
| EP2792609A1 (de) | Verpackungsbehältnis für Schüttgüter | |
| WO2014177248A1 (de) | Papiersack | |
| DE2351189C3 (de) | Verpackung mit einem Kunststoff-Innenbehälter und einer diesen umgebenden Umhüllung | |
| DE19720112C2 (de) | Verfahren zur Fixierung eines Trockenmittelbeutels in einem schlauchförmigen Verpackungssack aus Kunststoff und danach hergestellter Verpackungssack | |
| EP1424293B1 (de) | Verpackungsbehälter aus Kunststoff | |
| WO2018060275A1 (de) | Ventilsack sowie verfahren und system zur herstellung eines ventilsacks | |
| DE3040418A1 (de) | Tabaksbeutel mit einem kastenfoermigen beutelteil und verfahren zu dessen herstellung | |
| CH661487A5 (de) | Verfahren zum herstellen eines verpackungsbehaelters. | |
| EP2186742A1 (de) | Folienverpackungsbeutel, insbesondere für pulverförmiges, staubendes Füllgut | |
| EP1882637A1 (de) | Verpackungsbehälter | |
| EP3107816B1 (de) | Sack | |
| WO2021043908A1 (de) | Kreuzbodensack aus beschichtetem papier sowie verfahren zur herstellung eines kreuzbodensacks | |
| EP1422155B1 (de) | Transportbehälter | |
| DE2028693C3 (de) | Verfahren zum Herstellen von standfesten Kunststoffbeuteln aus Verbundfolien und Vorrichtung zur Durchführung dieses Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050712 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20060707 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50307413 Country of ref document: DE Date of ref document: 20070719 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070815 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070917 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070906 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071106 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070907 |
|
| 26N | No opposition filed |
Effective date: 20080307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| BERE | Be: lapsed |
Owner name: POLYMER-SYNTHESE-WERK Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070606 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071207 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20121122 Year of fee payment: 10 Ref country code: IT Payment date: 20121123 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20121217 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130131 Year of fee payment: 10 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131128 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140731 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50307413 Country of ref document: DE Effective date: 20140603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140603 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131128 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131202 |