EP1279825A2 - Verfahren zur Herstellung eines Kraftstoffzuteilers mit integrierten Einspritzventilen - Google Patents
Verfahren zur Herstellung eines Kraftstoffzuteilers mit integrierten Einspritzventilen Download PDFInfo
- Publication number
- EP1279825A2 EP1279825A2 EP02012140A EP02012140A EP1279825A2 EP 1279825 A2 EP1279825 A2 EP 1279825A2 EP 02012140 A EP02012140 A EP 02012140A EP 02012140 A EP02012140 A EP 02012140A EP 1279825 A2 EP1279825 A2 EP 1279825A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- fuel
- fuel distributor
- injection valve
- connection
- injection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M51/00—Fuel-injection apparatus characterised by being operated electrically
- F02M51/005—Arrangement of electrical wires and connections, e.g. wire harness, sockets, plugs; Arrangement of electronic control circuits in or on fuel injection apparatus
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M55/00—Fuel-injection apparatus characterised by their fuel conduits or their venting means; Arrangements of conduits between fuel tank and pump F02M37/00
- F02M55/004—Joints; Sealings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M69/00—Low-pressure fuel-injection apparatus ; Apparatus with both continuous and intermittent injection; Apparatus injecting different types of fuel
- F02M69/46—Details, component parts or accessories not provided for in, or of interest apart from, the apparatus covered by groups F02M69/02 - F02M69/44
- F02M69/462—Arrangement of fuel conduits, e.g. with valves for maintaining pressure in the pipes after the engine being shut-down
- F02M69/465—Arrangement of fuel conduits, e.g. with valves for maintaining pressure in the pipes after the engine being shut-down of fuel rails
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/80—Fuel injection apparatus manufacture, repair or assembly
- F02M2200/803—Fuel injection apparatus manufacture, repair or assembly using clamp elements and fastening means; e.g. bolts or screws
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/85—Mounting of fuel injection apparatus
- F02M2200/856—Mounting of fuel injection apparatus characterised by mounting injector to fuel or common rail, or vice versa
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49169—Assembling electrical component directly to terminal or elongated conductor
- Y10T29/49171—Assembling electrical component directly to terminal or elongated conductor with encapsulating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49298—Poppet or I.C. engine valve or valve seat making
- Y10T29/49314—Poppet or I.C. engine valve or valve seat making with assembly or composite article making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49398—Muffler, manifold or exhaust pipe making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49925—Inward deformation of aperture or hollow body wall
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
Definitions
- Fuel distributors are used on internal combustion engines, which serve to accommodate injection valves, via which the individual combustion chambers of the internal combustion engine are supplied with fuel. The aim is for the fuel to be distributed as evenly as possible to the individual injection valves, which should be valid both for conventional fuel supply systems and for return-free fuel supply systems.
- Injectors used on fuel rails are retrofitted to the fuel rail by safety clips. Then the injection valves are electrically contacted via individual plugs from the wiring harness of the internal combustion engine.
- DE 37 25 980 A1 relates to a device for making electrical contact with electromagnetically actuated fuel injection valves.
- the individual plugs assigned to each fuel injection valve are arranged on a common contact strip.
- the common contact strip can be fastened to the internal combustion engine by means of screws.
- the common contact strip is to be connected to the electronic control unit via a cable harness.
- DE 39 07 764 A1 relates to a fuel distributor for fuel injection systems of internal combustion engines.
- This comprises at least one fuel injection valve and a valve carrier, which has at least one axially open one and with a fuel supply line connected stepped receiving bore for the fuel injector.
- the receiving bore is surrounded by an end flange on which the fuel injection valve is axially supported by means of a collar element.
- the end flange of the valve carrier and the collar of the fuel injection valve are designed as corresponding parts of a bayonet catch.
- DE 43 25 980 A1 relates to a device for the common electrical contacting of several electrically excitable units on internal combustion engines.
- the device for common electrical contacting of several units comprises contact pins for electrical contacting. Furthermore, a printed circuit board is provided, which runs over all units and is provided with a housing protecting the printed circuit board, which extends in the longitudinal direction of the printed circuit board and at least partially surrounds it.
- the plurality of electrically excitable units in particular electromagnetically actuated fuel injection valves, are connected directly to the conductor tracks of the printed circuit board via the contact pins, the printed circuit board comprising elastic expansion loops for length compensation.
- the contact pins of the units are inserted into contact pin receiving openings in the printed circuit board and connected to the conductor tracks by welding.
- DE 195 46 441 A1 discloses a fuel distributor for fuel injection systems of internal combustion engines, with which at least two fuel injection valves are supplied.
- the fuel distributor contains a fuel supply channel with a number of valve receptacles corresponding to the number of fuel injectors to be supplied.
- the valve receptacles comprise valve receptacle openings which are directly connected to the fuel supply channel and into which the fuel injection valves can be inserted in such a way that the valve receptacles at least partially surround the fuel injection valves.
- Electrical lines for the electrical contacting of the at least two fuel injection valves in the fuel distributor designed as a molded plastic part are integrated directly into the latter, the electrical lines being encased in plastic over most of their extent.
- the electrical lines run in the form of flat strips in the fuel distributor.
- the electrical lines run largely along the longitudinal extent of the fuel distributor, ie along the fuel supply channel, each electrical line having an angled course in the region of a valve receptacle in order to be supplied to contact elements of the fuel injection valves.
- the solution proposed according to the invention allows the injection valve function group to be integrated into the fuel distributor function group, without the need for assembly components, such as securing terminals or individual plug connections to the individual injection valves.
- the injection valve function group is integrated into the fuel rail function group, the geometry of the respective assembly is not changed.
- the electrical and hydraulic contacting can now be carried out with the saving of several intermediate steps, so that a rationalization of the production of fuel supply lines with fuel distributors can be achieved.
- the method proposed according to the invention further reduces the fuel permeation through the connection point between the fuel distributor and the injection valve assembly, since this is now taken up directly on the fuel distributor component either via a material connection or by encapsulation of the sealing ring with a flared material connection.
- the integration of the injection valve assembly directly into the fuel distributor component also leads to an increase in the rigidity of the fuel distributor and thus to a better dynamic behavior of the fuel distributor in the event of vibrations and vibrations which inevitably occur during operation of a motor vehicle.
- material savings can also be achieved in that partial wiring harnesses and individual feeder connections to the individual injection valves of the internal combustion engine in the cylinder head area can be dispensed with.
- the electrical contacts of the injection valves are better protected against mechanical and climatic influences, for example the penetration of moisture, by a cover provided on the fuel rail.
- FIG. 1 shows a fuel distributor with an integrated injection valve.
- a sleeve 5 is fastened in the upper area of the injection valve 2.1.
- the lower area of the injection valve 2.1 has a cavity 3; Electrical contacting is provided on the side.
- the valve body of the injection valve 2.1 and a fuel distributor 1 shown here in cross section are connected to one another via a through hole 4.
- the fuel distributor 1 and the injection valve 2.1 are integrally connected to one another on the neck 6 of the sleeve 5.
- the integral connection 11 between the fuel distributor 1 and the upper sleeve 5 in the neck region 6 can be produced, for example, by laser welding of a correspondingly configured welding device.
- FIG. 2 shows a connection of a fuel distributor 1 to an injection valve 2.1 by flanging.
- the fuel distributor 1 shown in FIG. 2 has a cup-shaped area which surrounds the valve body of the injection valve 2.1 in its upper area.
- a sealing ring 9 is inserted between the inner wall of the cup-shaped area 8 and the sleeve 5 on the injection valve 2.1.
- a crimp ring 7 is provided below the sleeve 5 in the upper region of the valve body of the injection valve 2.1.
- the lower edge of the cup-shaped area 8 of the fuel distributor 1 is crimped around the crimp ring 7 of the valve body of the injection valve 2.1, so that crimping 10 occurs.
- the valve body of the injection valve 2.1 is connected to the fuel distributor 1 in a material or positive connection, so that an improvement or a reduction in the fuel permeation can be achieved by connecting the injection valves directly to the fuel distributor 1.
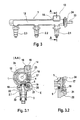
- FIG. 3 shows a fuel meter in longitudinal section with several injection valves integrated in it.
- the fuel distributor 1 which can be made of plastic, for example, contains a cavity 12 which can be filled with fuel via a connection 23 to a fuel reservoir (not shown here) or a fuel pump via an interposed filter element 24.
- the individual injection valves 2.1, 2.2 and 2.3 are supplied with fuel from the cavity 12 within the fuel distributor made of plastic.
- a central plug which consists of a plug component 13 on the housing side and a cover 14 covering it, is received on the fuel distributor 1 as shown in FIG. 3.
- Figure 3.1 shows a cross section through the fuel rail in the area of the injector 2.1 along the section line A-A.
- a central plug connection 15 is formed on the one hand by a central plug housing 13 and a cover element 14 which can be attached to it.
- a lead frame receptacle 16 extends from the central plug connection in the fuel distributor 1, in which a lead frame 17 for electrical contacting of the respective injection valve 2.1 or 2.2 or 2.3 is received.
- the lead frame 17 extends to the foot of the fuel distributor 1.
- the connection 23 can also be seen in the cross section according to the illustration in FIG.
- the reference element 24 in the illustration according to FIG. 3.1 denotes the filter element arranged between the fuel connection 23 and the cavity 12 of the fuel distributor 1.
- a cohesive connection 18 is formed along a specially designed connection geometry 20.
- the integral connection 18 can be produced, for example, by ultrasonic welding, for which purpose a special connection geometry of the fuel distributor 1 and the injection valve body 22 in the form of an annular projection 21 is to be provided.
- the injection valve 2.1 is electrically contacted by moving the lead frame 17 accommodated in the connector receptacle 16 into one another with the connector tabs 19 protruding from the injection valve body 22 (cf. detailed illustration in FIG. 3.2) ).
- the fuel entering via the connection 23 flows through the through bore 4 in the direction of the injection valve 2.1, wherein several injection valves 2.1 or 2.2 or 2.3 can be integrated into a fuel distributor 1 perpendicular to the plane of the drawing shown in FIG. 3.1 ,
- FIG. 3.2 shows the electrical contacting of the injection valve on an enlarged scale.
- connection geometry 20 contains an approximately annular projection 21. Above the annular projection 21, a plug tab 19 is provided.
- the lead frame 17 in the fuel distributor 1 comprises a plurality of conductor tracks, not shown here, which are each connected to the individual injection valves 2.1, 2.2 and 2.3, which are supplied via the fuel distributor 1 and which, on the other hand, all converge in the central plug connection 15 and via this centrally with one
- the harness of the internal combustion engine, not shown here, is connected.
- Figure 4 shows an injection valve which is integrated in the fuel rail.
- the injection valve 2.1 shown in FIG. 4 comprises a cavity 3, the injection valve body 22 being fastened along the connection geometry 20 to the foot of the fuel distributor 1.
- an annular recess is provided in the joining area on the injection valve body 22.
- the injection valve 22 can be sealed and in particular the permeation of fuel can be restricted.
- the lead frame 17 and the cable connection 25 of the injection valve 2.1 move together within a contacting recess 26, so that the lead frame 17 and the plug tab of the electrical connection 25 are in the area of one Connect contact point 27 and establish electrical contact.
- the contacting recess 26 is potted, so that the electrical connection is protected against external influences. Since a cohesively produced connection 18 is formed between the fuel distributor 1 and the injection valve body 22, the injection valve 2.1 can no longer be removed from the fuel distributor 1, and the electrical contact 27 by means of the lead frame 17 and the plug tab 19 can no longer be removed.
- FIG. 5 shows the production of a one-piece configured fuel distributor with insert modules.
- the injection valve 2.1 forms a preassembled module 38 on which electrical connections 25 are formed.
- the pre-assembled assembly 38 comprises a pre-molded part 33, to which a sealing ring 9 is fixed.
- the preassembled assembly 38 of the injection valve 2.1 is positioned on a complete encapsulation tool, as are the cores which form the cavity 12 of the fuel distributor at insertion positions 36 and the inlet to the injection valve 2.1 to be poured into the fuel distributor 30.
- the am Sealing ring 7 which is held by injection molded part 33, is also overmolded, so that on the one hand a cohesive receptacle of the injection valve 2.1 to be inserted into the injection mold as a preassembled assembly 38 and, on the other hand, the one-piece fuel distributor 30 is made directly by contacting the conductor tracks 32 with the electrical connecting lines 25 on the preassembled assembly 38 established.
- the holes required to pull the cores are filled with plugs.
- the functional group 38 of the injection valve 2.1 is contacted with the electrical conductor tracks 32 on the contact pins 25 before the encapsulation.
- the pre-assembled assembly 38 is then completely encapsulated by the injection mold.
- the injection mold is designed in such a way that the hydraulic contacting of the functional group 38 is ensured.
- additional valve slides are required, which are guided perpendicular to the main slide, with which the cavity 12 of the fuel distributor 30 is created.
- the openings at the top of the fuel distributor 30, which are used to remove the cores which are used to manufacture the cavities 36 in the one-piece fuel distributor 30 to be provided for the injection valves 2.1, are then closed.
- FIG. 6 shows a perspective view of a one-piece fuel distributor 30, in which an injection valve 2.1 designed as a preassembled assembly 38 is integrally molded.
- a central plug connection 15 is formed on the top of the one-piece fuel distributor 30, which comprises a plug housing 13 on the one hand and a cover 14 shielding it on the other hand.
- Reference number 34 denotes a connection to a fuel source, not shown here.
- the combination of the individual contacts previously provided for the individual injectors to form a central plug means that separate sub-wiring harnesses for the individual injectors can be dispensed with, and assembly steps and individual parts can be saved.
- the cover element 14 provided on the central plug 15 better protects the electrical contacts, in particular against mechanical and climatic influences which act from the outside.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Fuel-Injection Apparatus (AREA)
Abstract
Description
- An Verbrennungskraftmaschinen kommen Kraftstoffzuteiler zum Einsatz, die zur Aufnahme von Einspritzventilen dienen, über welche die einzelnen Brennräume der Verbrennungskraftmaschine mit Kraftstoff versorgt werden. Dabei wird angestrebt, dass die Kraftstoffzuteilung an die einzelnen Einspritzventile möglichst gleichmäßig erfolgt, was sowohl für konventionelle Kraftstoffversorgungssysteme als auch für rücklauffreie Kraftstoffversorgungssysteme gültig sein soll. An Kraftstoffzuteilern eingesetzte Einspritzventile werden durch Sicherungsklemmen nachträglich am Kraftstoffzuteiler angeordnet. Danach erfolgt die elektrische Kontaktierung der Einspritzventile über Einzelstecker vom Kabelbaum der Verbrennungskraftmaschine aus.
- DE 37 25 980 A1 hat eine Vorrichtung zum elektrischen Kontaktieren von elektromagnetisch betätigbaren Kraftstoffeinspritzventilen zum Gegenstand. Zur Vermeidung der elektrischen Kontaktierung von Kraftstoffeinspritzventilen für Kraftstoffeinspritzanlagen von Verbrennungskraftmaschinen wird vorgeschlagen, nacheinander auf ein jedes der einzelnen Kraftstoffeinspritzventile je einen mit einem elektronischen Steuergerät verbundenen einzelnen elektrischen Stecker aufzustecken. Gemäß dieser Lösung sind die einzelnen, jedem Kraftstoffeinspritzventil zugeordneten Stecker an einer gemeinsamen Kontaktierungsleiste angeordnet. Die gemeinsame Kontaktierungsleiste ist mittels Schrauben an der Verbrennungskraftmaschine befestigbar. Über einen Kabelstrang ist die gemeinsame Kontaktierungsleiste mit dem elektronischen Steuergerät zu verbinden.
- DE 39 07 764 A1 bezieht sich auf einen Kraftstoffverteiler für Kraftstoffeinspritzanlagen von Verbrennungskraftmaschinen. Dieser umfasst mindestens ein Kraftstoffeinspritzventil und einen Ventilträger, der mindestens eine axial offene und mit einer Kraftstoffversorgungsleitung verbundene abgestufte Aufnahmebohrung für das Kraftstoffeinspritzventil aufweist. Die Aufnahmebohrung ist von einem Stirnflansch umgeben, an dem sich das Kraftstoffeinspritzventil mittels eines Kragenelementes axial abstützt. Der Stirnflansch des Ventilträgers und der Kragen des Kraftstoffeinspritzventils sind als miteinander korrespondierende Teile eines Bajonettverschlusses ausgebildet.
- DE 43 25 980 A1 bezieht sich auf eine Vorrichtung zur gemeinsamen elektrischen Kontaktierung mehrerer elektrisch erregbarer Aggregate an Brennkraftmaschinen.
- Die Vorrichtung zur gemeinsamen elektrischen Kontaktierung mehrerer Aggregate umfasst Kontaktstifte zur elektrischen Kontaktierung. Ferner ist eine Leiterbahnen aufweisende Leiterplatte vorgesehen, die über alle Aggregate verläuft und mit einem, die Leiterplatte schützenden Gehäuse versehen ist, welches sich in Längsrichtung der Leiterplatte erstreckt und diese zumindest teilweise umschließt. Die mehreren elektrisch erregbaren Aggregate, insbesondere elektromagnetisch betätigbare Brennstoffeinspritzventile, sind unmittelbar über die Kontaktstifte mit den Leiterbahnen der Leiterplatte verbunden, wobei die Leiterplatte elastische Dehnschlaufen zum Längenausgleich umfasst. Die Kontaktstifte der Aggregate werden in Kontaktstiftaufnahmeöffnungen der Leiterplatte eingeführt und durch Schweißen mit den Leiterbahnen verbunden.
- DE 195 46 441 A1 offenbart einen Brennstoffverteiler für Brennstoffeinspritzanlagen von Brennkraftmaschinen, mit dem zumindest zwei Brennstoffeinspritzventile versorgt werden. Der Brennstoffverteiler enthält einen Brennstoffversorgungskanal mit einer der Zahl der zu versorgenden Brennstoffeinspritzventile entsprechenden Anzahl von Ventilaufnahmen. Die Ventilaufnahmen umfassen mit dem Brennstoffversorgungskanal direkt in Verbindung stehende Ventilaufnahmeöffnungen, in welche die Brennstoffeinspritzventile so einsetzbar sind, dass die Ventilaufnahmen die Brennstoffeinspritzventile zumindest teilweise umgeben. Elektrische Leitungen zur elektrischen Kontaktierung der wenigstens zwei Brennstoffeinspritzventile im als Kunststoff-Formteil ausgebildeten Brennstoffverteiler sind unmittelbar in diesen integriert, wobei die elektrischen Leitungen über den größten Teil ihrer Erstreckung von Kunststoff umhüllt werden. Die elektrischen Leitungen verlaufen in Form von Flachbändern im Brennstoffverteiler. Die elektrischen Leitungen verlaufen weitgehend entlang der Längserstreckung des Brennstoffverteilers, d.h. entlang des Brennstoffversorgungskanals, wobei jede elektrische Leitung im Bereich einer Ventilaufnahme einen abgewinkelten Verlauf aufweist, um Kontaktelementen der Brennstoffeinspritzventile zugeführt zu werden.
- Die erfindungsgemäß vorgeschlagene Lösung erlaubt die Integration der Funktionsgruppe Einspritzventil in die Funktionsgruppe Kraftstoffzuteiler unter Verzicht auf Montagebauteile, wie Sicherungsklemmen oder Einzelsteckeranschlüsse zu den einzelnen Einspritzventilen. Bei der Integration der Funktionsgruppe Einspritzventil in die Funktionsgruppe Kraftstoffzuteiler wird die Geometrie der jeweiligen Baugruppe nicht verändert. In einem Montageschritt kann nunmehr die elektrische und die hydraulische Kontaktierung unter Einsparung mehrerer Zwischenschritte erfolgen, so dass eine Rationalisierung der Fertigung von Kraftstoffzuleitungen mit Kraftstoffzuteilern erzielt werden kann.
- Mit der erfindungsgemäß vorgeschlagenen Lösung kann zudem eine Verringerung der Baugröße von Kraftstoffzuteilern erzielt werden, so dass deren Platzbedarf im Zylinderkopfbereich von Verbrennungskraftmaschinen geringer wird. Ferner können bisher benötigte Montage-Einzelteile wie zum Beispiel Sicherungsklemmen, Einzelstecker und Teilkabelbäume an der Verbrennungskraftmaschine entfallen, da die elektrische Ansteuerung der einzelnen Einspritzventile im Kraftstoffzuteiler über einen am Kraftstoffzuteiler außen angebrachten Zentralstecker erfolgen kann.
- Mit dem erfindungsgemäß vorgeschlagenen Verfahren ist weiterhin eine Reduktion der Kraftstoffpermeation durch die Verbindungsstelle zwischen Kraftstoffzuteiler und Einspritzventilbaugruppe gegeben, da diese nunmehr direkt am Kraftstoffzuteilerbauteil entweder über eine stoffschlüssige Verbindung oder durch eine Kapselung des Dichtringes bei gebördelter stoffschlüssiger Verbindung aufgenommen ist. Die Integration der Einspritzventilbaugruppe direkt in das Kraftstoffzuteilerbauteil führt ferner zu einer Erhöhung der Steifigkeit des Kraftstoffzuteilers und damit zu einem besseren dynamischen Verhalten des Kraftstoffzuteilers bei im Betrieb eines Kraftfahrzeuges zwangsläufig auftretenden Schwingungen und Erschütterungen. Durch die Zusammenfassung der elektrischen Einzelkontaktierungen der Einspritzventile am Kraftstoffzuteiler durch einen Zentralstecker kann zudem eine Materialeinsparung dahingehend erzielt werden, dass Teilkabelbäume sowie Einzelzuleitungsverbindungen zu den einzelnen Einspritzventilen der Verbrennungskraftmaschine im Zylinderkopfbereich entfallen können. Die elektrischen Kontaktierungen der Einspritzventile sind durch eine am Kraftstoffzuteiler vorgesehene Abdeckung gegen mechanische und klimatische Einflüsse, zum Beispiel das Eindringen von Feuchtigkeit besser geschützt.
- Anhand der Zeichnung wird die Erfindung nachstehend eingehender beschrieben.
- Figur 1
- zeigt einen Kraftstoffzuteiler mit integriertem Einspritzventil, die über eine stoffschlüssige Verbindung im Halsbereich einer Hülse miteinander verbunden sind,
- Figur 2
- zeigt einen Kraftstoffzuteiler mit durch Umbördelung eines Bördelringes stoffschlüssig verbundenem Einspritzventil,
- Figur 3
- zeigt einen Längsschnitt durch einen Kraftstoffzuteiler, der mehrere Einspritzventile mit Kraftstoff versorgt,
- Figur 3.1
- zeigt einen Schnitt durch den Kraftstoffzuteiler gemäß der Darstellung in Figur 3 entlang des Schnittes A-A,
- Figur 3.2
- zeigt eine in vergrößertem Maßstab wiedergegebene Darstellung der stoffschlüssigen Verbindung zwischen Ventilkörper und Kraftstoffzuteiler,
- Figur 4
- zeigt einen Querschnitt durch Kraftstoffzuteiler und ein darin integriertes Einspritzventil samt Elektro-Kontaktierungen,
- Figur 5
- zeigt die Kernpositionen von Einlegekernen und als Einlegeventil beschaffener vormontierter Einspritzventilbaugruppe und
- Figur 6
- zeigt ein einstückig als Spritzgußteil mit angespritztem Zentralstecker ausgebildeten Kraftstoffzuteiler mit integriertem Einspritzventil.
- Der Darstellung gemäß Figur 1 ist ein Kraftstoffzuteiler mit integriertem Einspritzventil zu entnehmen.
- Im oberen Bereich des Einspritzventils 2.1 ist eine Hülse 5 befestigt. Der untere Bereich des Einspritzventils 2.1 weist einen Hohlraum 3 auf; seitlich ist eine elektrische Kontaktierung vorgesehen. Über die Hülse 5 stehen der Ventilkörper des Einspritzventils 2.1 und ein hier im Querschnitt dargestellter Kraftstoffzuteiler 1 über eine Durchgangsbohrung 4 miteinander in Verbindung. Der Kraftstoffzuteiler 1 und das Einspritzventil 2.1 sind am Hals 6 der Hülse 5 stoffschlüssig miteinander verbunden. Die stoffschlüssige Verbindung 11 zwischen dem Kraftstoffzuteiler 1 und der oberen Hülse 5 im Halsbereich 6 kann zum Beispiel durch Laserschweißen einer entsprechend konfigurierten Schweißvorrichtung erzeugt werden.
- Figur 2 zeigt eine Verbindung eines Kraftstoffzuteilers 1 mit einem Einspritzventil 2.1 durch Umbördelung.
- Im Unterschied zur Darstellung gemäß Figur 1 weist der in Figur 2 dargestellte Kraftstoffzuteiler 1 einen tassenförmig konfigurierten Bereich auf, der den Ventilkörper des Einspritzventils 2.1 in dessen oberem Bereich umgibt. Zwischen der Innenwandung des tassenförmigen Bereiches 8 und der Hülse 5 am Einspritzventil 2.1 ist ein Dichtring 9 eingelassen. Unterhalb der Hülse 5 im oberen Bereich des Ventilkörpers des Einspritzventils 2.1 ist ein die Außenfläche des Ventilkörpers des Einspritzventils 2.1 umgebender Bördelring 7 vorgesehen. Der untere Rand des tassenförmigen Bereiches 8 des Kraftstoffzuteilers 1 ist um den Bördelring 7 des Ventilkörpers des Einspritzventils 2.1 umgebördelt, so dass eine Umbördelung 10 entsteht. Mittels der Bördelverbindung 10 ist der Ventilkörper des Einspritzventils 2.1 mit dem Kraftstoffzuteiler 1 stoff- bzw. formschlüssig verbunden, so dass einer Verbesserung bzw. einer Reduktion der Kraftstoffpermeation durch direkte Anbindung der Einspritzventile am Kraftstoffzuteiler 1 erzielbar ist.
- Der Darstellung gemäß Figur 3 ist ein Kraftstoffzuteiler im Längsschnitt mit mehreren in diesen integrierten Einspritzventilen zu entnehmen.
- Der Kraftstoffzuteiler 1, der zum Beispiel aus Kunststoff gefertigt sein kann, enthält einen Hohlraum 12, der über einen Anschluss 23 zu einem hier nicht dargestellten Kraftstoffreservoir oder einer Kraftstoffpumpe über ein zwischengeschaltetes Filterelement 24 mit Kraftstoff befüllt werden kann. Vom Hohlraum 12 innerhalb des aus Kunststoff gefertigten Kraftstoffzuteilers werden die einzelnen Einspritzventile 2.1, 2.2 und 2.3 mit Kraftstoff versorgt. Am Kraftstoffzuteiler 1 gemäß der Darstellung in Figur 3 ist ein Zentralstecker aufgenommen, der aus einer gehäuseseitigen Steckerkomponente 13 und einer diese abdeckenden Abdeckung 14 besteht.
- Figur 3.1 zeigt einen Querschnitt durch den Kraftstoffzuteiler im Bereich des Einspritzventils 2.1 entlang der Schnittlinie A-A.
- Aus der Schnittdarstellung gemäß Figur 3.1 geht hervor, dass ein zentraler Steckeranschluss 15 einerseits durch ein Zentralsteckergehäuse 13 und ein auf dieses aufbringbares Deckelelement 14 gebildet wird. Vom Zentralsteckeranschluss erstreckt sich eine Stanzgitteraufnahme 16 im Kraftstoffzuteiler 1, in welchem ein Stanzgitter 17 zur elektrischen Kontaktierung des jeweiligen Einspritzventiles 2.1 bzw. 2.2 bzw. 2.3 aufgenommen ist. Das Stanzgitter 17 erstreckt sich bis zum Fuße des Kraftstoffzuteilers 1. Dem Querschnitt gemäß der Darstellung in Figur 3.1 kann darüber hinaus der Anschluss 23 entnommen werden, über den der Hohlraum 12 des Kraftstoffzuteilers 1 mit Kraftstoff beaufschlagbar ist. Mit Bezugszeichen 24 ist in der Darstellung gemäß Figur 3.1 das zwischen Kraftstoffanschluss 23 und Hohlraum 12 des Kraftstoffzuteilers 1 angeordnete Filterelement bezeichnet.
- Zwischen dem beispielsweise aus Kunststoff gefertigten Kraftstoffzuteiler 1 gemäß der Darstellung in Figur 3 und einem Einspritzventilkörper 22 des Einspritzventils 2.1 ist entlang einer speziell beschaffenen Verbindungsgeometrie 20 eine stoffschlüssige Verbindung 18 ausgebildet. Die stoffschlüssige Verbindung 18 kann zum Beispiel durch Ultraschallschweißen erzeugt werden, wozu eine spezielle Verbindungsgeometrie des Kraftstoffzuteilers 1 und des Einspritzventilkörpers 22 in Gestalt eines ringförmigen Vorsprungs 21 vorzusehen ist. Gleichzeitig mit dem stoffschlüssigen Fügen des Kraftstoffzuteilers 1 und des Einspritzventilkörpers 22 entlang der gesondert beschaffenen Verbindungsgeometrie 20 erfolgt eine elektrische Kontaktierung des Einspritzventils 2.1 durch Ineinanderfahren des in der Steckeraufnahme 16 aufgenommenen Stanzgitters 17 mit den am Einspritzventilkörper 22 hervorstehenden Steckerfahnen 19 (vgl. Detaildarstellung in Figur 3.2).
- Vom Hohlraum 12 des Kraftstoffzuteilers 1 fließt der über den Anschluss 23 eintretende Kraftstoff über die Durchgangsbohrung 4 in Richtung auf das Einspritzventil 2.1 zu, wobei senkrecht zur in Figur 3.1 dargestellten Zeichenebene mehrere Einspritzventile 2.1 bzw. 2.2 bzw. 2.3 in einen Kraftstoffzuteiler 1 integriert sein können.
- Der Darstellung gemäß Figur 3.2 ist die elektrische Kontaktierung des Einspritzventils in vergrößertem Maßstab zu entnehmen.
- Entlang der Verbindungsgeometrie 20 (vgl. Darstellung gemäß Figur 3.1) sind der Kraftstoffzuteiler 1 und der Einspritzventilkörper 22 des Einspritzventils 2.1 stoffschlüssig miteinander verbunden. Zur Erleichterung der Erzeugung einer stoffschlüssigen Verbin dung enthält die Verbindungsgeometrie 20 einen etwa ringförmig verlaufenden Vorsprung 21. Oberhalb des ringförmig verlaufenden Vorsprungs 21 ist eine Steckerfahne 19 vorgesehen. Beim Fügen des Kraftstoffzuteilers 1 mit dem Ventilkörper 22 des Einspritzventils 2.1 bilden das Stanzgitter 17 und die Steckerfahne 19 des Einspritzventils 2.1 die elektrische Kontaktierung des Einspritzventils 2.1. Das Stanzgitter 17 im Kraftstoffzuteiler 1 umfasst mehrere, hier nicht dargestellte Leiterbahnen, die jeweils mit den einzelnen Einspritzventilen 2.1, 2.2 und 2.3 in Verbindung stehen, die über den Kraftstoffzuteiler 1 versorgt werden und die andererseits allesamt im Zentralsteckeranschluss 15 zusammenlaufen und über diesen zentral mit einem hier nicht dargestellten Kabelbaum der Verbrennungskraftmaschine in Verbindung stehen.
- Figur 4 zeigt ein Einspritzventil, welches in den Kraftstoffzuteiler integriert ist.
- Das in Figur 4 dargestellte Einspritzventil 2.1 umfasst einen Hohlraum 3, wobei der Einspritzventilkörper 22 entlang der Verbindungsgeometrie 20 am Fuß des Kraftstoffzuteilers 1 befestigt ist. Zur Begünstigung der Befestigung, die beispielsweise durch eine stoffschlüssige Verbindung, erzeugt durch Ultraschallschweißen gegeben sein kann, ist im Fügebereich am Einspritzventilkörper 22 eine ringförmig verlaufende Vertiefung vorgesehen.
- Mittels eines zwischen den Fuß des Kraftstoffzuteilers 1 und dem oberen Bereich des Einspritzventilkörpers 22 eingelassenen Dichtringes 9 kann das Einspritzventil 22 abgedichtet und insbesondere die Permeation von Kraftstoff eingeschränkt werden.
- Beim Erzeugen der stoffschlüssigen Verbindung 18 zwischen dem Kraftstoffzuteiler 1 und dem Einspritzventilkörper 22 in vertikale Richtung fahren das Stanzgitter 17 sowie die Kabelverbindung 25 des Einspritzventils 2.1 innerhalb einer Kontaktierungsaussparung 26 zusammen, so dass sich das Stanzgitter 17 und die Steckerfahne der elektrischen Verbindung 25 im Bereich einer Kontaktstelle 27 verbinden und eine elektrische Kontaktierung herstellen. Nachdem sich die elektrische Kontaktierung 27 zwischen dem Stanzgitter 17 und der Steckerfahne 19 des elektrischen Leiters 25 eingestellt hat, wird die Kontaktierungsaussparung 26 vergossen, so dass die elektrische Verbindung gegen Einflüsse von außen geschützt ist. Da eine stoffschlüssig erzeugte Verbindung 18 zwischen dem Kraftstoffzuteiler 1 und dem Einspritzventilkörper 22 ausgebildet ist, lässt sich sowohl das Einspritzventil 2.1 nicht mehr vom Kraftstoffzuteiler 1 entfernen, als auch die elektrische Kontaktierung 27 durch Stanzgitter 17 und Steckerfahne 19 nicht mehr aufheben.
- Der Darstellung gemäß Figur 5 ist die Herstellung eines einstückig konfigurierten Kraftstoffzuteilers mit Einlegebaugruppen zu entnehmen.
- Das Einspritzventil 2.1 bildet gemäß der Darstellung in Figur 5 eine vormontierte Baugruppe 38, an der elektrische Verbindungen 25 ausgebildet sind. Andererseits umfasst die vormontierte Baugruppe 38 einen Vorspritzling 33, an welchem ein Dichtring 9 fixiert ist. Die vormontierte Baugruppe 38 des Einspritzventils 2.1 wird an einem Komplettumspritzungswerkzeug positioniert, ebenso wie die Kerne, die an Einlegepositionen 36 den Hohlraum 12 des Kraftstoffzuteilers bilden sowie den Zulauf zum einzugießenden Einspritzventil 2.1 im Kraftstoffzuteiler 30. Beim Komplettumspritzen der in das Umspritzungswerkzeug eingelegten Kerne wird der am Vorspritzling 33 gehaltene Dichtring 7 ebenfalls umspritzt, so dass sich einerseits eine stoffschlüssige Aufnahme des als vormontierte Baugruppe 38 in das Spritzwerkzeug einzulegenden Einspritzventils 2.1 und andererseits eine direkte Kontaktierungsherstellung des einstückigen Kraftstoffzuteilers 30 durch Kontakt der Leiterbahnen 32 mit den elektrischen Verbindungsleitungen 25 an der vormontierten Baugruppe 38 einstellt. Die zum Ziehen der Kerne notwendigen Bohrungen werden durch Stopfen ausgefüllt. Die Funktionsgruppe 38 des Einspritzventils 2.1 wird vor dem Umspritzen an den Kontaktpins 25 mit den elektrischen Leiterbahnen 32 kontaktiert. Danach wird die vormontierte Baugruppe 38 vom Spritzwerkzeug komplett umspritzt. Das Spritzwerkzeug ist so gestaltet, dass die hydraulische Kontaktierung der Funktionsgruppe 38 sichergestellt wird. Dazu sind zusätzliche Ventilschieber erforderlich, welche senkrecht zum Hauptschieber, mit welchem der Hohlraum 12 des Kraftstoffzuteilers 30 erzeugt wird, geführt werden. Anschließend werden die Durchbrüche an der Oberseite des Kraftstoffzuteilers 30, welche zur Entfernung der Kerne, die zur Fertigung der für die Einspritzventile 2.1 vorzuhaltenden Hohlräume 36 im einstückigen Kraftstoffzuteiler 30 dienen, verschlossen.
- Figur 6 zeigt in perspektivischer Ansicht einen einstückig gefertigten Kraftstoffzuteiler 30, in welchem ein als vormontierte Baugruppe 38 gestaltetes Einspritzventil 2.1 stoffschlüssig umgespritzt ist. An der Oberseite des einstückigen Kraftstoffzuteilers 30 ist ein Zentralsteckeranschluss 15 ausgebildet, der einerseits ein Steckergehäuse 13 und andererseits eine dieses abschirmende Abdeckung 14 umfasst. Mit Bezugszeichen 34 ist ein Anschluss zu einer hier nicht dargestellten Kraftstoffquelle bezeichnet.
- Die mit den in den Figuren 3 bis 6 dargestellten Ausführungsvarianten erzielbaren Vorteile sind darin zu erblicken, dass mit der erfindungsgemäß vorgeschlagenen Lösung eine signifikante Verringerung der Baugröße von aktuell eingesetzten Kraftstoffzuteilern erfolgen kann. Durch Wegfall bisher eingesetzter Montageeinzelteile, wie zum Beispiel Sicherungsklemmen und Ventil-Einzelstecker, kann eine wesentlich rationellere Fertigung von Kraftstoffzuteilern, seien sie ein- oder mehrteilig ausgeführt, erreicht werden. Durch die stoffschlüssige Verbindung bzw. die stoffschlüssig erfolgende Integration der einzelnen Einspritzventile 2.1, 2.2, 2.3 in den Kraftstoffzuteiler 1, 30 lässt sich eine Verbesserung bzw. eine Reduktion der Kraftstoffpermeation durch direktes Anbinden der Einspritzventile 2.1 in den Kraftstoffzuteiler 1 bzw. 30 erreichen. Insbesondere ist eine bessere Kapselung der die Abdichtung übernehmenden Dichtringe 9 erzielbar. Durch die stoffschlüssig erfolgende Integration der beispielsweise in vormontierten Baugruppen 38 gestalteten Einspritzventile 2.1, 2.2 und 2.3 lässt sich eine Erhöhung der Steifigkeit des Kraftstoffzuteilers erreichen, wodurch dessen dynamisches Verhalten verbessert wird. Die Zusammenfassung der für die einzelnen Einspritzventile bisher vorgesehenen Einzelkontaktierungen zu einem Zentralstecker gestattet den Verzicht auf separate Teilkabelbäume für die einzelnen Einspritzventile sowie die Einsparung von Montageschritten und Einzelteilbevorratung. Durch das am Zentralstecker 15 vorgesehene Abdeckelement 14 werden die elektrischen Kontaktierungen insbesondere gegen mechanische und klimatische, von außen einwirkende Einflüsse besser geschützt.
-
- 1
- Kraftstoffzuteiler
- 2.1
- Einspritzventil
- 2.2
- Einspritzventil
- 2.3
- Einspritzventil
- 3
- Hohlraum
- 4
- Durchgangsbohrung
- 5
- Hülse
- 6
- Hals
- 7
- Bördelring
- 8
- Tasse
- 9
- Dichtring
- 10
- Umbördelung
- 11
- stoffschlüssige Verbindung
- 12
- Hohlraum
- 13
- Zentralsteckergehäuse
- 14
- Steckerdeckel
- 15
- Steckeranschluss
- 16
- Stanzgitteraufnahme
- 17
- Stanzgitter
- 18
- stoffschlüssige Verbindung
- 19
- Steckerfahne
- 20
- Verbindungsleitung
- 21
- Ring
- 22
- Einspritzventilkörper
- 23
- Anschluss
- 24
- Filterelement
- 25
- Kabelverbindung
- 26
- Kontaktierungsaussparung
- 27
- elektrische Kontaktfläche
- 30
- einteilig gespritzter Kraftstoffzuteiler
- 31
- Stanzgitter
- 32
- Leiterbahnen
- 33
- Vorspritzling
- 34
- Verschlussdeckel
- 35
- Spritzwerkzeugfuge
- 36
- Einlegeposition
- 37
- Position Kraftstoffbohrungskern
- 38
- Einlegebaugruppe
Claims (11)
- Verfahren zur Herstellung von Kraftstoffzuteilern (1, 30), die einen Hohlraum (12) umfassen, der über einen Anschluss (23) mit einer Kraftstoffquelle in Verbindung steht und über den eine Anzahl von Einspritzventilen (2.1, 2.2, 2.3) mit Kraftstoff versorgt werden, dadurch gekennzeichnet, dass eine vormontierte Baugruppe (3, 5, 9; 22, 38) eines Einspritzventils (2.1, 2.2, 2.3) mit einer stoffschlüssigen Verbindung (10, 11, 18, 33) während der Herstellung des Kraftstoffzuteilers (1, 30) mit Zentralsteckeranschluss (15) in diesen integriert wird, wobei gleichzeitig eine elektrische Kontaktierung (17, 19, 27, 25, 32) der Einspritzventile (2.1, 2.2, 2.3) erfolgt.
- Verfahren gemäß Patentanspruch 1, dadurch gekennzeichnet, dass die stoffschlüssige Verbindung (11) zwischen dem Kraftstoffzuteiler (1) und der Baugruppe (3, 5, 9) mittels eines thermischen Fügeverfahrens erfolgt.
- Verfahren gemäß Patentanspruch 2, dadurch gekennzeichnet, dass die stoffschlüssige Verbindung (11) durch Laserschweißen im Halsbereich (6) zwischen Einspritzventil (2.1, 2.2, 2.3) und dem Kraftstoffzuteiler (1) erfolgt.
- Verfahren gemäß Patentanspruch 1, dadurch gekennzeichnet, dass die Verbindung (10) zwischen Kraftstoffzuteiler (1) und Einspritzventil (2.1, 2.2, 2.3) durch Bördelung einer Tasse (8) um eine Bördelung (7) erfolgt.
- Verfahren gemäß Patentanspruch 1, dadurch gekennzeichnet, dass die stoffschlüssige Verbindung (18) zwischen einem Kraftstoffzuteiler (1) und einem Ventilkörper (22) des Einspritzventils (2.1, 2.2, 2.3) entlang einer ringförmigen Verbindungsgeometrie (20) erfolgt.
- Verfahren gemäß Anspruch 5, dadurch gekennzeichnet, dass beim stoffschlüssigen Fügen eine elektrische Kontaktierung (17, 19) zwischen dem Kraftstoffzuteiler (1) und dem Einspritzventil (2.1, 2.2, 2.3) erzeugt wird.
- Verfahren gemäß Anspruch 5, dadurch gekennzeichnet, dass die elektrische Kontaktierung (27) beim vertikalen Fügen der Einspritzventilkörper (22) mit dem Kraftstoffzuteiler (1) innerhalb einer vergießbaren Kontaktierungsaussparung (26) entsteht.
- Verfahren gemäß Anspruch 1, dadurch gekennzeichnet, dass bei der Herstellung eines einstückig gespritzten Kraftstoffzuteilers (30) eine vormontierte Baugruppe (38) eines Einspritzventils (2.1, 2.2, 2.3) mittels eines Vorspritzlings (33) stoffschlüssig im Kraftstoffzuteiler (30) in eine Einlegeposition (36) fixiert wird.
- Verfahren gemäß Anspruch 8, dadurch gekennzeichnet, dass die den Hohlraum (12) und die Einlegeposition (36) der Einlegebaugruppe (38) im einstückigen Kraftstoffzuteiler (30) definierenden Kerne sowie die elektrischen Kontaktierungen (31, 32) in einem Spritzgießwerkzeug positioniert und gehalten sind.
- Verfahren gemäß Anspruch 8, dadurch gekennzeichnet, dass ein Zentralsteckeranschluss (15) am Kraftstoffzuteiler (30) angespritzt wird.
- Verfahren gemäß Anspruch 1, dadurch gekennzeichnet, dass die elektrischen Kontaktierungen (17, 31) im Kraftstoffzuteiler (1, 30) als Leiterbahnen bildende Stanzgitter ausgeführt werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10136050 | 2001-07-25 | ||
| DE10136050A DE10136050A1 (de) | 2001-07-25 | 2001-07-25 | Verfahren zur Herstellung eines Kraftstoffzuteilers mit integrierten Einspritzventilen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1279825A2 true EP1279825A2 (de) | 2003-01-29 |
| EP1279825A3 EP1279825A3 (de) | 2003-04-09 |
| EP1279825B1 EP1279825B1 (de) | 2005-04-06 |
Family
ID=7692925
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02012140A Expired - Lifetime EP1279825B1 (de) | 2001-07-25 | 2002-06-01 | Verfahren zur Herstellung eines Kraftstoffzuteilers mit integrierten Einspritzventilen |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6860008B2 (de) |
| EP (1) | EP1279825B1 (de) |
| JP (1) | JP2003129917A (de) |
| DE (2) | DE10136050A1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2093413A1 (de) | 2008-02-19 | 2009-08-26 | Continental Automotive GmbH | Kupplungsvorrichtung |
| EP2208883A1 (de) | 2009-01-19 | 2010-07-21 | Continental Automotive GmbH | Kupplungsvorrichtung |
| US7934488B2 (en) | 2008-02-19 | 2011-05-03 | Continental Automotive Gmbh | Coupling device |
| US7976073B2 (en) | 2008-02-19 | 2011-07-12 | Continental Automotive Gmbh | Coupling device |
| US8286612B2 (en) | 2008-02-19 | 2012-10-16 | Continental Automotive Gmbh | Coupling device |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10333721B4 (de) * | 2003-07-23 | 2005-07-07 | Benteler Automobiltechnik Gmbh | Kraftstoffverteilerleiste mit einem Anschlussstück |
| DE10341501A1 (de) * | 2003-09-05 | 2005-03-31 | Robert Bosch Gmbh | Verfahren zur Herstellung von Kunststoffteilen mit integrierten Leiterbahnen |
| US7028668B1 (en) | 2004-12-21 | 2006-04-18 | Robert Bosch Gmbh | Self-damping fuel rail |
| JP4527761B2 (ja) * | 2007-10-30 | 2010-08-18 | 三菱電機株式会社 | 燃料噴射弁およびその製造方法 |
| BRPI1005341B1 (pt) * | 2010-12-02 | 2016-12-20 | Bosch Do Brasil | galeria de combustível de material plástico com sistema de aquecimento |
| DE102011078734A1 (de) * | 2011-07-06 | 2013-01-10 | Robert Bosch Gmbh | Komponente eines Brennstoffeinspritzsystems und Brennstoffeinspritzsystem |
| DE102019200037A1 (de) * | 2019-01-04 | 2020-07-09 | Robert Bosch Gmbh | Einrichtung zur elektrischen Verbindung eines Steuerkabels mit mehreren Einspritzventilen |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4325980A1 (de) * | 1993-08-03 | 1995-02-09 | Bosch Gmbh Robert | Vorrichtung zur gemeinsamen elektrischen Kontaktierung mehrerer elektrisch erregbarer Aggregate von Brennkraftmaschinen |
| DE19546441A1 (de) * | 1995-12-13 | 1997-06-19 | Bosch Gmbh Robert | Brennstoffverteiler |
| DE19757347A1 (de) * | 1996-12-24 | 1998-06-25 | Toyota Motor Co Ltd | Kraftstoffeinspritzvorrichtung |
| WO1999040315A1 (en) * | 1998-02-05 | 1999-08-12 | Siemens Automotive Corporation | Non-magnetic shell for welded fuel injector |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08200182A (ja) * | 1995-01-25 | 1996-08-06 | Zexel Corp | 電磁式燃料噴射弁およびその取付け構造 |
| US5718206A (en) * | 1995-10-12 | 1998-02-17 | Nippondenso Co., Ltd. | Fuel supply system having fuel rail |
-
2001
- 2001-07-25 DE DE10136050A patent/DE10136050A1/de not_active Withdrawn
-
2002
- 2002-06-01 EP EP02012140A patent/EP1279825B1/de not_active Expired - Lifetime
- 2002-06-01 DE DE50202694T patent/DE50202694D1/de not_active Expired - Lifetime
- 2002-07-23 JP JP2002214128A patent/JP2003129917A/ja active Pending
- 2002-07-24 US US10/200,976 patent/US6860008B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4325980A1 (de) * | 1993-08-03 | 1995-02-09 | Bosch Gmbh Robert | Vorrichtung zur gemeinsamen elektrischen Kontaktierung mehrerer elektrisch erregbarer Aggregate von Brennkraftmaschinen |
| DE19546441A1 (de) * | 1995-12-13 | 1997-06-19 | Bosch Gmbh Robert | Brennstoffverteiler |
| DE19757347A1 (de) * | 1996-12-24 | 1998-06-25 | Toyota Motor Co Ltd | Kraftstoffeinspritzvorrichtung |
| WO1999040315A1 (en) * | 1998-02-05 | 1999-08-12 | Siemens Automotive Corporation | Non-magnetic shell for welded fuel injector |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2093413A1 (de) | 2008-02-19 | 2009-08-26 | Continental Automotive GmbH | Kupplungsvorrichtung |
| US7934488B2 (en) | 2008-02-19 | 2011-05-03 | Continental Automotive Gmbh | Coupling device |
| US7976073B2 (en) | 2008-02-19 | 2011-07-12 | Continental Automotive Gmbh | Coupling device |
| US8286612B2 (en) | 2008-02-19 | 2012-10-16 | Continental Automotive Gmbh | Coupling device |
| EP2208883A1 (de) | 2009-01-19 | 2010-07-21 | Continental Automotive GmbH | Kupplungsvorrichtung |
| US8245697B2 (en) | 2009-01-19 | 2012-08-21 | Continental Automotive Gmbh | Coupling device |
Also Published As
| Publication number | Publication date |
|---|---|
| US20030019477A1 (en) | 2003-01-30 |
| JP2003129917A (ja) | 2003-05-08 |
| US6860008B2 (en) | 2005-03-01 |
| DE10136050A1 (de) | 2003-02-13 |
| EP1279825A3 (de) | 2003-04-09 |
| DE50202694D1 (de) | 2005-05-12 |
| EP1279825B1 (de) | 2005-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69407144T2 (de) | Verfahren zum Eingiessen einer Metalleinlage in Kunststoff, sowie Steckvorrichtung für Einspritzdüsen für eine Brennkraftmaschine | |
| DE69107042T2 (de) | Brennstoffleitung. | |
| EP0862689B1 (de) | Brennstoffverteiler | |
| EP1279825A2 (de) | Verfahren zur Herstellung eines Kraftstoffzuteilers mit integrierten Einspritzventilen | |
| DE102005009441A1 (de) | Steckverbinder mit einer Crimp-Abdichtung und/oder einer Kabelhalterung | |
| EP2122784B1 (de) | Sensoranordnung | |
| DE112006003140T5 (de) | Verbindungsteil und Kabelbaum, der dasselbe verwendet | |
| DE102010016298A1 (de) | Kraftstoffeinspritzvorrichtung mit Kraftstoffdrucksensor und Verfahren zu ihrer elektrischen Verbindung | |
| DE4328089C2 (de) | Verfahren zum Herstellen einer Zündspuleneinheit für einen Verbrennungsmotor sowie nach diesem Verfahren hergestellte Zündspuleneinheit | |
| EP3622589B1 (de) | Elektronikmodul und fertigungsverfahren | |
| DE69836511T2 (de) | Verbesserter umgossener Verbinder und dessen Herstellungsverfahren | |
| EP1170110A1 (de) | Verfahren zum Herstellen einer kunststoffumspritzten Leiterstruktur einer elektrischen Schaltungseinheit sowie eine elektrische Schaltungseinheit mit einer kunststoffumspritzten Leiterstruktur | |
| EP0888705B1 (de) | Elektrisches gerät | |
| DE19844742C1 (de) | Piezoaktorkontaktierung für Einspritzventil | |
| DE102017216533A1 (de) | Halter für eine Sensoreinheit | |
| DE20006550U1 (de) | Elektrischer Steckverbinder | |
| DE19940346B4 (de) | Piezoaktor mit einer Anschlußvorrichtung | |
| DE19804607C2 (de) | Anordnung zum elektrischen Anschluß zumindest eines Sensors | |
| DE2702405A1 (de) | Elektrisches kraftstoffoerderaggregat | |
| WO2004047191A2 (de) | Piezoaktorkontaktierung für einspritzventil und verfahren zu dessen herstellung | |
| DE102004058715B4 (de) | Kraftstoffinjektor für eine Brennkraftmaschine sowie Verfahren zur Herstellung eines Kraftstoffinjektors | |
| EP2636082B1 (de) | Verfahren zur herstellung einer aktoreinheit mit einer hülse zur aufnahme eines piezoaktors | |
| DE4108416A1 (de) | Kraftstoff-einspritzduese fuer brennkraftmaschinen | |
| DE10206908B4 (de) | Injektor mit verbesserter Anschlussgeometrie | |
| DE102006041641B4 (de) | Gehäuse für ein Funktionsmodul sowie Verfahren zur Herstellung des Gehäuses |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7F 02M 51/00 A Ipc: 7F 02M 55/00 B |
|
| 17P | Request for examination filed |
Effective date: 20031009 |
|
| 17Q | First examination report despatched |
Effective date: 20031113 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB IT SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050406 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050406 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50202694 Country of ref document: DE Date of ref document: 20050512 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050706 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20050406 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20060110 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20130828 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20140617 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50202694 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50202694 Country of ref document: DE Effective date: 20150101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |