EP1256399A1 - Querwalzmaschine - Google Patents
Querwalzmaschine Download PDFInfo
- Publication number
- EP1256399A1 EP1256399A1 EP02009712A EP02009712A EP1256399A1 EP 1256399 A1 EP1256399 A1 EP 1256399A1 EP 02009712 A EP02009712 A EP 02009712A EP 02009712 A EP02009712 A EP 02009712A EP 1256399 A1 EP1256399 A1 EP 1256399A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rollers
- machine
- cross
- roller
- tools
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005096 rolling process Methods 0.000 title claims abstract description 16
- 238000010276 construction Methods 0.000 description 3
- 230000000295 complement effect Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H1/00—Making articles shaped as bodies of revolution
- B21H1/18—Making articles shaped as bodies of revolution cylinders, e.g. rolled transversely cross-rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B2013/006—Multiple strand rolling mills; Mill stands with multiple caliber rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B21/00—Pilgrim-step tube-rolling, i.e. pilger mills
- B21B21/02—Rollers therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B35/00—Drives for metal-rolling mills, e.g. hydraulic drives
- B21B35/12—Toothed-wheel gearings specially adapted for metal-rolling mills; Housings or mountings therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B35/00—Drives for metal-rolling mills, e.g. hydraulic drives
- B21B35/14—Couplings, driving spindles, or spindle carriers specially adapted for, or specially arranged in, metal-rolling mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H1/00—Making articles shaped as bodies of revolution
- B21H1/22—Making articles shaped as bodies of revolution characterised by use of rolls having circumferentially varying profile ; Die-rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H8/00—Rolling metal of indefinite length in repetitive shapes specially designed for the manufacture of particular objects, e.g. checkered sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H8/00—Rolling metal of indefinite length in repetitive shapes specially designed for the manufacture of particular objects, e.g. checkered sheets
- B21H8/02—Rolls of special shape
Definitions
- the invention relates to a cross rolling machine comprising two in a machine frame mounted, rotating in the same direction of rotation, jointly driven Rollers that provide work surfaces forming tools on their circumference are.
- Such a cross rolling machine on which elongated, constrictions or Metal workpieces with cuffs and elevations such as cams or ribs are made known by DE 43 01 314 C2.
- the roll stand or the machine frame there has two beams, each with two supporting walls and in these trained bearings for shafts.
- On the waves rollers are arranged, each carrier supporting one roller and at least one a carrier by rotating around a common axis to change the Roll gap between the rollers is movable relative to the other carrier.
- Beams should change the axial direction even if the roll gap changes the workpiece feed run symmetrically to the axes of the rollers (see DE 44 16 238 A1).
- the invention has for its object a generic cross rolling machine to create, with the cycle times without the disadvantages mentioned significantly increase.
- this object is achieved in an incredibly simple manner by that the roller pairs of two modular machine frames mechanically coupled and by a common drive are driven.
- two structurally identical, arranged side by side in parallel Machines are operated in twin construction, which is due to the mechanical Coupling only a motor and gear unit is required double the number of pieces per revolution. This requires there is no independent control and loading and unloading of the two machine units with the workpieces to be formed or finished.
- a preferred embodiment of the invention provides that the rollers such Have diameter that only when forming a workpiece half the circumference of a pair of rollers required, the tools half-shell trained and on the rollers of the roller pairs of each machine frame are arranged offset by 180 °.
- the rollers such Have diameter that only when forming a workpiece half the circumference of a pair of rollers required, the tools half-shell trained and on the rollers of the roller pairs of each machine frame are arranged offset by 180 °.
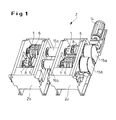
- a cross-rolling machine 2 designed in a twin construction consists of two in parallel machine frames 2a and 2b arranged side by side, in each of which a pair of rollers from adjacent rollers 1 is stored.
- the rollers 1 of the first machine frames 2a are connected by a motor 14 Gear units 15a, 15b driven and via intermediate drive shafts 16a, 16b mechanically with the rollers 1 of the second machine frame 2b connected so that all four rolls 1 of the twin cross roll machine 2 of be driven by a drive.
- Rollers 1 worn tools 6 of the pair of rollers of the machine frame 2a are compared to the tools 6 of the rollers 1 of the machine frame 2b offset by 180 °.
- Each tool 6 extends over half the circumference of a roller 1 or the rollers of a pair of rollers, wherein the diameter of the rollers 1 are dimensioned such that the forming of one is not shown, by means of a workpiece feed 8 in the roll gap of a pair of rolls only half the circumference of a roller 1 or a pair of rollers required.
- a roll 1 for a cross-rolling machine 2 (see FIG. 1) is shown in FIG. 2 and 3 from a roller axis 3 and one placed thereon and with the roller axis connected tool carrier 4, which is designed as a half-shell 5 Tool 6 is loaded, and one opposite the tool carrier 4 screwed onto the roller axis 3 mounting plate 7, which with a segment-like Workpiece feed 8 is provided.
- the tool carrier 4 is with a carrier recess 9 extending in the direction of the roll longitudinal axis (see FIG. 3) and the roller axis 3 with a complementary square section 10 trained.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Component Parts Of Construction Machinery (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Steroid Compounds (AREA)
- Rollers For Roller Conveyors For Transfer (AREA)
Abstract
Description
- Fig. 1
- in perspektivischer Gesamt-Draufsicht eine Querwalzmaschine in Zwillings-Bauweise;
- Fig. 2
- als Einzelheit einer Querwalzmaschine in perspektivischer Ansicht eine Walze, die aus einem mit der Walzenachse verbundenen Werkzeugträger besteht; und
- Fig. 3
- die Walze nach Fig. 1 in der Vorderansicht und explosiv bzw. in der Ausbauposition des Werkzeugträgers dargestellt.
Claims (2)
- Querwalzmaschine, umfassend zwei in einem Maschinenrahmen gelagerte, in gleicher Drehrichtung rotierende, gemeinsam angetriebene Walzen, die auf ihrem Umfang mit Werkzeuge bildenden Arbeitsflächen versehen sind,
dadurch gekennzeichnet. daß die Walzenpaare von zwei in Modulbauweise ausgeführten Maschinenrahmen (2a, 2b) mechanisch miteinander gekoppelt und von einem gemeinsamen Antrieb (14; 15a, 15b; 16a, 16b) angetrieben sind. - Querwalzmaschine nach Anspruch 1,
dadurch gekennzeichnet, daß die Walzen (1) einen solchen Durchmesser aufweisen, der bei der Umformung eines Werkstückes nur den halben Umfang eines Walzenpaares erfordert, wobei die Werkzeuge (6) halbschalenartig ausgebildet und an den Walzen (1) der Walzenpaare eines jeden Maschinenrahmens (2a, 2b) um 180° versetzt angeordnet sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10122595A DE10122595C2 (de) | 2001-05-10 | 2001-05-10 | Querwalzmaschine |
| DE10122595 | 2001-05-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1256399A1 true EP1256399A1 (de) | 2002-11-13 |
| EP1256399B1 EP1256399B1 (de) | 2004-08-18 |
Family
ID=7684203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02009712A Expired - Lifetime EP1256399B1 (de) | 2001-05-10 | 2002-04-30 | Querwalzmaschine |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1256399B1 (de) |
| JP (1) | JP3757188B2 (de) |
| AT (1) | ATE273764T1 (de) |
| CZ (1) | CZ295634B6 (de) |
| DE (2) | DE10122595C2 (de) |
| ES (1) | ES2227355T3 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1454684A2 (de) | 2003-03-04 | 2004-09-08 | LANGENSTEIN & SCHEMANN GMBH | Verfahren zum Umformen eines Werkstückes und Walzmaschine |
| DE10319258A1 (de) * | 2003-03-04 | 2004-09-23 | Langenstein & Schemann Gmbh | Verfahren zum Umformen eines Werkstückes und Walzmaschine |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4116957A4 (de) | 2020-03-04 | 2023-08-16 | Sony Group Corporation | Informationsanzeigevorrichtung, verfahren zum steuern einer informationsanzeigevorrichtung und informationsverarbeitungsvorrichtung |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3391562A (en) * | 1965-02-04 | 1968-07-09 | Davy & United Eng Co Ltd | Rolling mills |
| DE4301314A1 (de) * | 1993-01-20 | 1994-07-21 | Beche & Grohs Gmbh | Querwalzmaschine |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3201964A (en) * | 1963-01-21 | 1965-08-24 | Detroit Tap & Tool Company | Method and apparatus for rolling threads |
| DE4416238C2 (de) * | 1994-05-07 | 1996-03-21 | Beche & Grohs Gmbh | Querwalzmaschine |
| DE19539082C2 (de) * | 1995-10-20 | 2003-08-21 | Fraunhofer Ges Forschung | Werkzeugträger für Rundbacken-Walzwerkzeuge für Rundbacken-Querwalzmaschinen |
-
2001
- 2001-05-10 DE DE10122595A patent/DE10122595C2/de not_active Expired - Fee Related
-
2002
- 2002-04-30 DE DE50200843T patent/DE50200843D1/de not_active Expired - Lifetime
- 2002-04-30 EP EP02009712A patent/EP1256399B1/de not_active Expired - Lifetime
- 2002-04-30 AT AT02009712T patent/ATE273764T1/de not_active IP Right Cessation
- 2002-04-30 ES ES02009712T patent/ES2227355T3/es not_active Expired - Lifetime
- 2002-05-09 CZ CZ20021621A patent/CZ295634B6/cs not_active IP Right Cessation
- 2002-05-09 JP JP2002134500A patent/JP3757188B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3391562A (en) * | 1965-02-04 | 1968-07-09 | Davy & United Eng Co Ltd | Rolling mills |
| DE4301314A1 (de) * | 1993-01-20 | 1994-07-21 | Beche & Grohs Gmbh | Querwalzmaschine |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1454684A2 (de) | 2003-03-04 | 2004-09-08 | LANGENSTEIN & SCHEMANN GMBH | Verfahren zum Umformen eines Werkstückes und Walzmaschine |
| DE10319258A1 (de) * | 2003-03-04 | 2004-09-23 | Langenstein & Schemann Gmbh | Verfahren zum Umformen eines Werkstückes und Walzmaschine |
| DE10319258B4 (de) * | 2003-03-04 | 2006-03-16 | Langenstein & Schemann Gmbh | Verfahren zum Umformen eines Werkstückes und Walzmaschine zum Durchführen des Verfahrens |
| US7225656B2 (en) | 2003-03-04 | 2007-06-05 | Langenstein & Schemann, Gmbh | Process for forming a workpiece and rolling machine |
| US7406853B2 (en) | 2003-03-04 | 2008-08-05 | Langenstein And Schemann Gmbh | Rolling machine and method thereof |
| DE10316249B4 (de) * | 2003-03-04 | 2010-04-15 | Langenstein & Schemann Gmbh | Verfahren zum Umformen eines Werkstückes und Walzmaschine |
| EP2340898A2 (de) | 2003-03-04 | 2011-07-06 | Langenstein & Schemann Gmbh | Walzmaschine |
| DE10362061B4 (de) * | 2003-03-04 | 2013-10-17 | Langenstein & Schemann Gmbh | Walzmaschine mit Permanentmagnet-Motor und Verwendung solch einer Walzmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3757188B2 (ja) | 2006-03-22 |
| CZ295634B6 (cs) | 2005-09-14 |
| JP2003025004A (ja) | 2003-01-28 |
| DE10122595A1 (de) | 2002-11-21 |
| DE50200843D1 (de) | 2004-09-23 |
| ES2227355T3 (es) | 2005-04-01 |
| ATE273764T1 (de) | 2004-09-15 |
| DE10122595C2 (de) | 2003-05-15 |
| CZ20021621A3 (cs) | 2003-01-15 |
| EP1256399B1 (de) | 2004-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3545506C2 (de) | ||
| DE69502550T2 (de) | Profilanpassung für Vielwalzengerüste | |
| DE10015340A1 (de) | Walzgerüst für Walzstraßen zum Walzen von metallischen Rohren, Stäben oder Drähten | |
| DE2309439A1 (de) | Maschine zum pressen von zaehnen und dergleichen in ein werkstueck | |
| DE2644900C3 (de) | Profiliermaschine | |
| DE10015339A1 (de) | Walzgerüst für Walzstraßen zum Walzen von metallischen Rohren, Stäben oder Drähten | |
| DE10015285C2 (de) | Walzstraße zum Walzen von metallischen Rohren, Stäben oder Drähten | |
| DE69618910T2 (de) | Walzwerk mit acht Walzen und Verfahren zum Walzen mit diesem Walzwerk | |
| EP1256399B1 (de) | Querwalzmaschine | |
| DE2555583C3 (de) | Keilquerwalzmaschine | |
| DE2732233C2 (de) | Profiliermaschine | |
| DE3644628A1 (de) | Rollenmaschine zum kalten biegen von profilen | |
| EP1256398B1 (de) | Querwalzmaschine | |
| DE2439017C3 (de) | Profilwalzmaschine mit Hilfsmittel zum Auswechseln der Profilwalzen | |
| DE68906350T2 (de) | Vorrichtung zum wechseln der ausruestung einer integrierten mehrzahl von walzgeruesten mit fliegend gelagerten, alternierende achsen aufweisenden walzenpaaren. | |
| DE112009001393B4 (de) | Walzmaschine zum Umformen von metallischen und/oder eisenhaltigen Werkstücken und Verfahren zum Wechseln der Walzen oder der Walzwerkzeuge der Walzmaschine | |
| DE1777039B1 (de) | Profilwalzmaschine | |
| DE10004656C1 (de) | Wellenricht- und -härtemaschine | |
| AT327646B (de) | Maschine zum schneiden von bandern, insbesondere von blechen grosser lange | |
| DE4041367C2 (de) | ||
| EP1201326B1 (de) | Vorrichtung zum Antrieb eines Paares von Vertikalwalzen oder deren Tragwellen, die in Lagereinbaustücken lagern | |
| DE69204858T2 (de) | Verfahren und Vorrichtung zum Walzformen von Streifenmaterial. | |
| DE2361160C3 (de) | Vorrichtung zum Herstellen gewellter Blattfedern | |
| DD248920A3 (de) | Schnellwechselbare werkzeugspanneinrichtung fuer profiliermaschine | |
| DE1963150C3 (de) | Anlage zum Richten von als Rotationskörper mit Abstufungen gestalteten Werkstücken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20030508 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040818 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040818 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040818 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040818 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040818 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040818 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50200843 Country of ref document: DE Date of ref document: 20040923 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041118 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041118 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041118 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20040818 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2227355 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050430 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050430 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050519 |
|
| EN | Fr: translation not filed | ||
| BERE | Be: lapsed |
Owner name: *SMS EUMUCO G.M.B.H. Effective date: 20050430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060430 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| BERE | Be: lapsed |
Owner name: *SMS EUMUCO G.M.B.H. Effective date: 20050430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050118 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20160413 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20160427 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20180704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170501 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190418 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50200843 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201103 |