EP1013589A2 - Plieuse à poches et procédé de contrôle du registre dans une plieuse à poches - Google Patents
Plieuse à poches et procédé de contrôle du registre dans une plieuse à poches Download PDFInfo
- Publication number
- EP1013589A2 EP1013589A2 EP99125009A EP99125009A EP1013589A2 EP 1013589 A2 EP1013589 A2 EP 1013589A2 EP 99125009 A EP99125009 A EP 99125009A EP 99125009 A EP99125009 A EP 99125009A EP 1013589 A2 EP1013589 A2 EP 1013589A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- detecting
- folding
- unit according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/14—Buckling folders
- B65H45/142—Pocket-type folders
- B65H45/144—Pockets or stops therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/14—Buckling folders
- B65H45/142—Pocket-type folders
- B65H45/147—Pocket-type folders folding rollers therefor
Definitions
- the invention relates to a pocket folder with an adjustable folding pocket. Furthermore, the invention relates to a method for register control Pocket folding unit.
- Known pocket folders have three jointly driven and with the same Speed rotating folding rollers and a folding pocket on
- the folding rollers are in arranged essentially on the corner points of a right-angled triangle, the two folding rollers arranged vertically one above the other the incoming sheet into the Transport the folding pocket to a pocket stop that can be adjusted as required.
- the pocket stop that Width of the folding pocket and the position of the pocket mouth and pocket lips for Stowage space must be set to the paper quality and sheet format used become. These settings must also be made when the air humidity changes as this changes the stiffness of the paper. It also causes a changed production speed a changed deformation of the sheet in the folding pocket or in the stowage space, so that the location of the fold break on the sheet moves and the folder may need to be readjusted. The positional deviation of the The fold break on the sheet can only be determined on the finished folded sheet.
- a pocket folder is to be created with which deviations the fold break position on a folded sheet can be determined during production can.
- a pocket folder is to be specified with which one Regulation of the position of the fold break on the sheet is made possible.
- a Procedures for register control of a pocket folder are specified, the one constant position of the fold break on the sheet with changed production speed or paper rigidity guaranteed.
- a pocket folding unit with a folding pocket with one adjustable pocket stop provided, in which means for detecting a first Time during the run of a sheet from the entry into the pocket folder to the Reaching the pocket stop, means for recording a second point in time the course of the sheet from the fold formation to the outlet from the fold pocket and means to determine the length of the sheet conveyed between the first and second point in time are provided.
- the invention is based on the knowledge that the deviation of the position of the fold break on the arc depends on the length of the funded, which is between a before the Compression of the sheet in the folding pocket or in the compression space and the time Time of the fold formation was promoted, but also determined at a time can be to which the fold is already formed and the compression of the arch is not there is more. Because the bow has a lower stiffness than his If the rigidity is set up during setup, the sheet will be in the folding pocket or in Stuffer box deformed excessively, so that a longer arc length than in setup mode is conveyed into the folding pocket or the storage space. This causes the folds to form first at a later point in time after a longer sheet length than in set-up mode has been funded.
- the deviation of the position of the fold break on the sheet can therefore by determining the sheet length promoted to the formation of folds, but also by the determination of the sheet length conveyed up to a point in time is carried out, in addition the Folding has already occurred and the arch is no longer compressed.
- a setpoint can be determined for the conveyed sheet length during setup that indicates proper fold formation. The deviation of the location the fold break can thus be caused by a deviation of the conveyed sheet length from Setpoint are determined.
- the folding pocket with a pocket mouth has a pocket lower lip and the means for detecting the second point in time as Means for detecting the deflection of the pocket lower lip when folding are trained.
- the one that extends into the fold pocket lies Leg of the bow on the pocket lower lip and exerts pressure on this.
- the pocket lower lip is deflected when the fold is formed.
- the capture of the Deflection of the pocket lower lip thus offers a simple and reliable possibility for recording the time of the fold formation.
- the deflection of the lower lip of the pocket can using strain gauges, piezoelectric sensors or optical sensors respectively.
- the means for detecting the first Point in time as a means for detecting the sheet entry into the folding pocket and the means for Detection of the second point in time as a means for detecting the sheet outlet from the Folding pocket are formed.
- the folding pocket has a pocket mouth and the means arranged to capture the sheet inlet and the sheet outlet on the pocket mouth are. In this way, the upset of the sheet in the folding pocket on the whole Length are taken into account, making the amount of deviation from the setpoint relative large and the deviation is therefore easy to grasp.
- the means for detecting the Sheet inlet and the means for detecting the sheet outlet a common have optical sensor.
- Such an embodiment of the invention Pocket folding units are particularly simple and inexpensive to carry out. With only an optical sensor and means for determining the conveyed sheet length so that a deviation of the fold break position can be determined. With one Arrangement is the fold break on the sheet by half the deviation of the conveyed arc length shifted from setpoint.
- the adjustable folding pocket is electrically at least one Actuating actuating device and a control unit is provided, the signals the means for capturing a first point in time, the means for capturing a second Time and the means for determining between the first and second time processed sheet length processed and the electrically activated actuator of the Fold pocket controls.
- a shift in the fold fracture position this also creates the possibility of a deviation of the Automatically correct fold fold position on the sheet.
- the Actuating device can, for example, a fold pocket stop, the fold pocket width, move at least one fold pocket lip or the fold pocket mouth.
- the Control unit advantageously has a microprocessor.
- optical sensors provided for recording the beginning of the print image on an incoming sheet.
- This Embodiment of the invention is particularly advantageous if, for example Brochure or prospectus to be produced in which the print image is relative to The beginning of the sheet is shifted or fluctuates. The fold must be broken with such sheets be placed exactly in relation to the printed image, otherwise there will be fluctuations between The beginning of the sheet and the beginning of the printed image are sometimes cut away. The capture The beginning of the printed image is in a simple way with the transmission or reflection of the bow-measuring optical sensor possible.
- control unit continues to receive the signal from the sensor for detecting the Processed print start. Even if the print image deviates on one The inclusion of the signal from the print image sensor allows the exact position of the sheet Fold break can be ensured. Faulty end products are avoided.
- the invention also provides a method for register control of a pocket folder, in accordance with a setpoint in a learning phase between the first and second time conveyed arc length is determined and during production determined actual value of the conveyed sheet length by controlling the electrical Actuator is regulated to the setpoint.
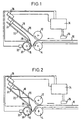
- FIG. 1 shows a folding unit according to the invention for processing a paper sheet 10.
- a first folding roller 12 is arranged vertically above a second folding roller 14.
- Another third folding roller 16 is horizontal next to the second folding roller 14 arranged. All three folding rollers 12, 14 and 16 are driven together and point the same peripheral speed.
- the folding rollers 12 and 14 or 14 and 16 rotate opposite each other.
- FIG. 1 shows the point in time at which the fold is formed the compression space formed between the three folding rollers 12, 14 and 16 the two counter-rotating folding rollers 14 and 16 is detected. This wrinkle is then drawn in and the sheet is subsequently pulled down from the folder conveyed out, for example to another folder in a folder. This in The folding unit shown in FIG.
- FIG. 1 furthermore has a folding pocket 18 with one on the Stowage space between the folding rollers 12, 14 and 16 adjacent pocket mouth.
- the Pocket mouth in turn is through a pocket upper lip 20 and a pocket lower lip 22 educated.
- a Pocket stop 24 To limit the length of the sheet inserted into the folding pocket is a Pocket stop 24 provided.
- the sensor 26 can also start the print image on the sheet 10 detect. He enters both when passing through the leading edge of the sheet 10 and then Signal off when the printed image of the sheet 10 passes under the sensor 26.
- Point of time the fold formation is detected by a sensor 28, which is on the pocket lower lip 22nd is arranged. At the point in time of the fold formation shown in FIG in the folding pocket 18 extending leg of the sheet 10 on the pocket lower lip 22 and exerts pressure on this so that the pocket lower lip 22 is deflected. This Deflection is detected by the sensor 28, for example as Strain gauge arrangement is formed.
- the folding roller 16 is at her Provide circumference with teeth 30. These teeth 30 pass a sensor 32 which is formed, for example, by an optical sensor.
- a sensor 32 which is formed, for example, by an optical sensor.
- One of the sensors 32 Sequence of pulses issued by a counter in an evaluation and Control unit 34 are counted. Since the number of teeth 30 on the folding roller 16 is known is, can in the evaluation and control unit 34 based on the counted pulses and the Known extent of the folding rollers 12, 14 and 16 also determines the length of the conveyed sheet become.
- the signals from sensors 26, 28 and 30 are used by evaluation and control unit 34 Provided.
- the control unit 34 controls an actuating device 36 which Pocket stop 24 in the folding pocket 18 adjusted.
- the pocket folder according to the invention is during a learning phase shown in which a setpoint of the promoted between the first and second time Arc length is determined. This setpoint is available after completion of the learning phase Control unit 34 available.
- Figure 2 shows the pocket folding unit of Figure 1 at increased production speed or changed paper stiffness, so that the inserted in the folding pocket 18 of the Bow 10 is excessively deformed.
- the formation of folds has thus been promoted to a greater arc length than that in FIG. 1 shown time of the fold formation in the lem phase.
- Deviation of the actual value of the arc length between the first time the Leading edge of the sheet 10 passes under the sensor 26, and the second time, to which the fold formation by the deflection of the pocket lower lip 22 by the sensor 28 is found was funded.
- This deviation of the actual value from the setpoint will determined by the evaluation and control unit 34, and the evaluation and control unit 34 then controls the actuating device 36 in such a way that the pocket stop 24 in Moves towards the stuffer box, resulting in less sheet length in the folding pocket 18 or the stowage space is promoted.
- By moving the pocket stop 24 in Direction towards the stuffer box and in the opposite direction can be a Regulation of the determined actual value of the conveyed sheet length to that in the learning phase certain setpoint can be reached.
- FIG. 3 shows the timing of the sensor signals from sensors 26, 28 and 32 of Figures 1 and 2 shown schematically.
- 3 are the Sensor signals at low speed, i.e. the state of FIG. 1.
- the sheet / print image sensor 26 detects the sheet entry.
- a correction value Lr is thereby determined, which is necessary for a regulation on the beginning of the print image of a sheet.
- the fold formation which is determined by the signal from the sensor 28, the Deflection of the pocket lower lip 22 is detected.
- the lower diagram in FIG. 3 corresponds to the timing of the sensor signals in FIG the state shown in FIG. 2 at a higher speed.
- the sheet inlet / print image sensor 26 detects the sheet inlet, and two pulses of the incremental encoder 32 later the beginning of the printed image on the sheet is determined. This corresponds to the correction value Lr.
- the bow deforms into the folding pocket, as shown in Fig. 2, wave-like, so that a greater arc length in the folding pocket is conveyed before the crease can form.
- the time B too which the sensor 28 detects the formation of folds, therefore occurs later, so that between Sheet entry A and fold formation B an arc length Ls + DL is promoted.
- the control unit 34 must therefore the steep motor 36 control that this shifts the folding pocket stop 24 until the between Sheet entry A and fold formation B determined pulse number back to the target value Ls corresponds.
- a second embodiment of the pocket folding unit according to the invention is in the figures 4 and 5.
- a value of the conveyed arc length is here with the help of the signals optical sensor 40 is determined, the closest possible to the pocket mouth of the folding pocket 18th is arranged between the pocket bars.
- the optical sensor 40 is when the Front edge of the sheet covered and released at its outlet, so that the inlet of the Front edge of the sheet 10 in the folding pocket 18 and the outlet of the front edge of the Sheet 10 can be detected after folding.
- the formation of the wrinkle in the The compression space between the folding rollers 12, 14 and 16 is dashed in FIG. 4 shown.
- the between the time of entry of the leading edge of the sheet 10 in the folding pocket 18 and its outlet from the folding pocket 18 are conveyed sheet length, as in the embodiment shown in Figures 1 and 2, using the on the Folding roller 16 arranged teeth 30, the sensor 32 and the evaluation and control unit 34 determined by the between the covering and the release of the sensor 40th occurring pulses of the sensor 32, which correspond to path increments, are counted.
- the measured conveyed sheet length corresponds to that of the sheet lying flat twice the distance from the sensor 40 to the pocket stop 24 plus that for the Formation of the upsetting fold in the sheet length promoted sheet size.
- Figure 5 shows the pocket folder of Figure 4 with increased production speed or reduced paper stiffness.
- the compression fold which forms in the compression space between the folding rollers 12, 14 and 16 is again shown in dashed lines. It can be seen that, in the conditions shown in FIG. 5, an increased length of sheet was conveyed into the folding pocket 18 and the fold break is consequently displaced. When the front edge of the sheet 10 enters the folding pocket 18, the sheet 10 is not yet compressed, and when the front edge of the sheet 10 runs out of the folding pocket 18, the sheet 10 is no longer compressed. If, in the learning phase shown in FIG. 4, a nominal value of the conveyed sheet length Ls has been detected, a length Ls + DL is detected by the sensor 40 under the conditions shown in FIG.
- Pocket folding unit is particularly easy to carry out on the one hand because it is used to determine the the times of the relevant sheet length are only relevant to an optical sensor 40 is required.
- the pocket folding unit shown is particularly susceptible to faults because through the optical sensor 40 the passage of the leading edge of the sheet 10 under the Sensor 40 is detected and not the detection of a relatively small deflection of a Component is required at the time of the fold formation.
- a third embodiment of the pocket folding unit according to the invention is in the figures 6 and 7. With the same reference numerals as in Figures 1 and 2 designated components in FIGS. 6 and 7 are corresponding to those in FIGS. 1 and 2 described trained.
- a value of the conveyed sheet length can be found in this Embodiment of the invention now determine that first again a first Time is determined at which the leading edge of the sheet 10 defines a certain one Passed the place of the sheet path.
- the sensor 26 can be at any distance per se in front of the pocket mouth or as close as possible to the pocket mouth of the folding pocket 18 be attached. As soon as the sensor 26, which is preferably an optical sensor is formed, the passage past the sheet leading edge of sheet 10 can be registered this signal in turn can be passed on to the evaluation and control unit.
- the Evaluation and control unit 34 capable of receiving pulses up to a second Counting signal.
- this is second signal is now achieved in that a front behind the folding rollers 14 and 16th arranged control light barrier, which consists of a transmitter 40 and a receiver 42 exists, is interrupted.
- a light barrier use that works with any electromagnetic radiation per se, here a light barrier with a very narrow beam path is preferred. It is Particularly advantageous is a laser beam source and a corresponding laser sensor to use.
- the transmitter 40 and the receiver 42 are, as shown in FIG. 7, arranged obliquely to the folding rollers 14 and 16.
- the transmitter 40 outgoing light beam 44 emitted so that it is not parallel to the two axes 15th and 17 of the folding rollers 14 and 16 runs. Rather, the aim is the light beam 44 to be emitted from the light source 40 so that it is in a positive or negative An angle of preferably up to 20 ° runs relative to one of the axes 15 or 17.
- Arrangement of the transmitter 40 and the receiver 42 ensures that the paper path of the sheet folded immediately before intersects the ray path and accordingly a signal is generated, which in turn is sent to the evaluation and control unit 34 is forwarded.
- the second point of time determined in this way can be used accordingly the procedure described in the previous figures a Wen for the determine the length of the conveyed sheet. If this value because of one in the previous Figures already described compression of the arch does not match the stored setpoint corresponds, can in turn via the evaluation and control unit 34 Fold pocket stop 24 are moved until the desired arc length is reached.
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Sewing Machines And Sewing (AREA)
- Container Filling Or Packaging Operations (AREA)
- Sheet Holders (AREA)
- Details Of Garments (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19860070A DE19860070A1 (de) | 1998-12-23 | 1998-12-23 | Taschenfalzwerk und Verfahren zur Registerregelung eines Taschenfalzwerks |
| DE19860070 | 1998-12-23 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1013589A2 true EP1013589A2 (fr) | 2000-06-28 |
| EP1013589A3 EP1013589A3 (fr) | 2002-05-15 |
| EP1013589B1 EP1013589B1 (fr) | 2004-11-10 |
Family
ID=7892674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99125009A Expired - Lifetime EP1013589B1 (fr) | 1998-12-23 | 1999-12-15 | Plieuse à poches et procédé de contrôle du registre dans une plieuse à poches |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6641514B1 (fr) |
| EP (1) | EP1013589B1 (fr) |
| JP (1) | JP4173615B2 (fr) |
| AT (1) | ATE282002T1 (fr) |
| DE (2) | DE19860070A1 (fr) |
| PT (1) | PT1013589E (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4389664A1 (fr) * | 2022-12-20 | 2024-06-26 | Heidelberger Druckmaschinen AG | Plieuse de feuilles avec évacuation de feuilles de rebut |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050090932A1 (en) * | 2003-10-27 | 2005-04-28 | Heidelberger Druckmaschinen Aktiengesellschaft | Apparatus for processing preliminary products in the graphics industry |
| ITBO20040405A1 (it) * | 2004-06-25 | 2004-09-25 | Gd Spa | Metodo ed unita' per ripiegare coupon in una macchina impacchettatrice |
| DE102004058647A1 (de) * | 2004-12-06 | 2006-06-14 | Heidelberger Druckmaschinen Ag | Vorrichtung zum Falzen flacher Werkstücke |
| DE102005009132B4 (de) * | 2005-03-01 | 2019-03-14 | Manroland Goss Web Systems Gmbh | Verfahren zur Steuerung bzw. Regelung eines Falzapparats einer Druckmaschine |
| DE102005013361B4 (de) * | 2005-03-23 | 2017-04-13 | Manroland Web Systems Gmbh | Verfahren zur Regelung eines Falzapparats einer Druckmaschine |
| EP1826165B1 (fr) * | 2006-02-28 | 2009-09-16 | M T C - Macchine Trasformazione Carta S.r.l. | Machine de pliage enchevêtré modulaire avec changement de format simple |
| US7537556B2 (en) * | 2007-10-25 | 2009-05-26 | Xerox Corporation | High capacity knife folding system |
| US8187158B2 (en) * | 2008-12-03 | 2012-05-29 | Petratto S.R.L. | Paper folding station |
| DK2471732T3 (da) * | 2009-08-26 | 2014-11-10 | Horizon Int Inc | Papirfoldeindretning |
| JP5018933B2 (ja) * | 2010-06-28 | 2012-09-05 | コニカミノルタビジネステクノロジーズ株式会社 | 用紙折畳装置 |
| WO2012072416A1 (fr) * | 2010-11-30 | 2012-06-07 | Oce-Technologies B.V. | Plieuse de feuilles, procédé de pliage de feuilles et système d'impression comprenant la plieuse de feuilles |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9006855U1 (de) * | 1990-06-19 | 1990-08-30 | Bernd Diehm Ingenieurbüro für elektronische Steuerungen GmbH, 8902 Neusäß | Vorrichtung zur Bestimmung der Lage des Falzes bei einem Bogen |
| EP0732293A2 (fr) * | 1995-03-15 | 1996-09-18 | STAHL GmbH & Co. Maschinenfabrik | Procédé pour optimiser le rendement d'exploitation d'une machine de pliage |
| EP0913352A2 (fr) * | 1997-10-30 | 1999-05-06 | STAHL GmbH & Co. Maschinenfabrik | Plieuse à poches et procédé de contrÔle du registre dans une plieuse à poches |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5037364A (en) * | 1988-04-04 | 1991-08-06 | Baumfolder Corporation | Gatefold apparatus and method |
| EP0379712B1 (fr) * | 1989-01-25 | 1994-03-09 | Faltex Ag | Dispositif de pliage en accordéon d'une bande de papier |
| US5092832A (en) * | 1990-06-11 | 1992-03-03 | Roll Systems, Inc. | Method and apparatus for creasing continuous web |
| EP0511488A1 (fr) * | 1991-03-26 | 1992-11-04 | Mathias Bäuerle GmbH | Plieuse de papier avec des rouleaux plieurs réglables |
| DE4114105C2 (de) * | 1991-04-30 | 1994-09-15 | Baeuerle Gmbh Mathias | Stauchfalzmaschine |
| US5514066A (en) * | 1994-09-01 | 1996-05-07 | Pitney Bowes Inc. | Buckle chute folding machine for different length sheets |
| FR2729939B1 (fr) * | 1995-01-31 | 1997-04-18 | Neopost Ind | Dispositif d'assistance au reglage de dimensions de pliage dans une machine plieuse insereuse |
| DE29516265U1 (de) * | 1995-10-13 | 1995-12-07 | Mathias Bäuerle GmbH, 78112 St Georgen | Stauchfalzmaschine mit einer Sammelfalztasche |
| US5980439A (en) * | 1996-01-19 | 1999-11-09 | Output Technology Solutions Of California, Inc. | Folding apparatus |
| US5967963A (en) * | 1996-11-26 | 1999-10-19 | Grapha-Holding Ag | Apparatus for folding paper sheets |
| US6024682A (en) * | 1998-11-23 | 2000-02-15 | Xerox Corporation | Automatically continuously variable fold position sheet folding system with automatic length and skew correction |
-
1998
- 1998-12-23 DE DE19860070A patent/DE19860070A1/de not_active Withdrawn
-
1999
- 1999-12-15 AT AT99125009T patent/ATE282002T1/de not_active IP Right Cessation
- 1999-12-15 PT PT99125009T patent/PT1013589E/pt unknown
- 1999-12-15 EP EP99125009A patent/EP1013589B1/fr not_active Expired - Lifetime
- 1999-12-15 DE DE59911040T patent/DE59911040D1/de not_active Expired - Lifetime
- 1999-12-22 JP JP36513599A patent/JP4173615B2/ja not_active Expired - Fee Related
- 1999-12-23 US US09/472,058 patent/US6641514B1/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9006855U1 (de) * | 1990-06-19 | 1990-08-30 | Bernd Diehm Ingenieurbüro für elektronische Steuerungen GmbH, 8902 Neusäß | Vorrichtung zur Bestimmung der Lage des Falzes bei einem Bogen |
| EP0732293A2 (fr) * | 1995-03-15 | 1996-09-18 | STAHL GmbH & Co. Maschinenfabrik | Procédé pour optimiser le rendement d'exploitation d'une machine de pliage |
| EP0913352A2 (fr) * | 1997-10-30 | 1999-05-06 | STAHL GmbH & Co. Maschinenfabrik | Plieuse à poches et procédé de contrÔle du registre dans une plieuse à poches |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4389664A1 (fr) * | 2022-12-20 | 2024-06-26 | Heidelberger Druckmaschinen AG | Plieuse de feuilles avec évacuation de feuilles de rebut |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4173615B2 (ja) | 2008-10-29 |
| US6641514B1 (en) | 2003-11-04 |
| DE59911040D1 (de) | 2004-12-16 |
| EP1013589B1 (fr) | 2004-11-10 |
| ATE282002T1 (de) | 2004-11-15 |
| PT1013589E (pt) | 2005-03-31 |
| JP2000198620A (ja) | 2000-07-18 |
| DE19860070A1 (de) | 2000-06-29 |
| EP1013589A3 (fr) | 2002-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0913352B1 (fr) | Plieuse à poches et procédé de contrôle du registre dans une plieuse à poches | |
| DE4241502C2 (de) | Vorrichtung zum fortwährenden Zuführen einzelner Blätter zu einem Blattverarbeitungsabschnitt einer Blattverarbeitungseinrichtung | |
| DE4423703C2 (de) | Verfahren zur Justierung des Druckabstandes bei einem Drucker und Vorrichtung zur Durchführung eines solchen Verfahrens | |
| DE68910390T2 (de) | Anordnung und Verfahren zum Regeln einer Vorrichtung für das Versiegeln von Packungen. | |
| EP1013589B1 (fr) | Plieuse à poches et procédé de contrôle du registre dans une plieuse à poches | |
| DE60010027T2 (de) | Verfahren und Vorrichtung zur Querausrichtung eines Blattes mit einem auf diesem zu übertragenden Bild | |
| DE69609494T2 (de) | Verfahren zum Ausrichten von Bogen und Blattstapler mit einer Blattausrichtungseinrichtung | |
| WO2018206588A1 (fr) | Machine de traitement de feuilles et procédé pour la surveillance d'un passage de feuilles | |
| EP2030924A1 (fr) | Dispositif de traitement de produits imprimés | |
| DE19950603A1 (de) | Verfahren zur Steuerung der Bogenzufuhr zu einer bogenverarbeitenden Maschine | |
| DE60102121T2 (de) | System zur Erlangung von Geschwindigkeitenübereinstimmung für einen Spleissermechanismus von Bahnen innerhalb einer Druckmaschine für Bahnen oder dergleichen | |
| DE4315095A1 (de) | Verfahren zum Betreiben einer Falzmaschine | |
| EP2152445B1 (fr) | Procédé et dispositif pour ajuster un poste d'assouplissement pendant le cintrage de tôles | |
| EP0156326B1 (fr) | Plieuse à feuilles | |
| EP0513482B1 (fr) | Inspection des marques latérales et des chevauchements dans une press rotative pour feuilles | |
| DE19508254C5 (de) | Verfahren zum Transportieren von einzelnen Bogen | |
| EP1666396B1 (fr) | Dispositif de pliage d'articles plats | |
| DE4421199A1 (de) | Verfahren und Einrichtung zum Ausrichten von Bogen zur Förderung durch eine Druckmaschine | |
| DE69503816T2 (de) | Vorrichtung zum Falten eines Bogens in zwei Richtungen | |
| EP1588965A1 (fr) | Méthode pour commander la position d'une feuille dans une plieuse | |
| EP3599074B1 (fr) | Dispositif de fabrication de sachets à fond plat | |
| EP0732293A2 (fr) | Procédé pour optimiser le rendement d'exploitation d'une machine de pliage | |
| DE102011003925B4 (de) | Verfahren zur Ermittlung einer Schräglage eines durch Längsfalzen eines Produktes durch einen Längsfalzapparat erzeugten Falzbruchs sowie Längsfalzapparat mit Mitteln zur Ermittlung einer derartigen Schräglage | |
| EP1457310A2 (fr) | Procédé et dispositif pour la fabrication d'enveloppes | |
| DE102009057470B4 (de) | Vorrichtung und Verfahren zum Querschneiden einer flächigen Materialbahn sowie Vorrichtung und Verfahren zur Steuerung des Querschneiders einer flächigen Materialbahn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20020403 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20030408 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041110 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041110 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041110 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041110 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041110 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041110 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041110 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59911040 Country of ref document: DE Date of ref document: 20041216 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050210 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050221 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20050207 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20041110 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| BERE | Be: lapsed |
Owner name: HEIDELBERGER DRUCKMASCHINEN A.G. Effective date: 20041231 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050811 |
|
| EN | Fr: translation not filed | ||
| EN | Fr: translation not filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20061231 Year of fee payment: 8 |
|
| BERE | Be: lapsed |
Owner name: *HEIDELBERGER DRUCKMASCHINEN A.G. Effective date: 20041231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071215 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20131231 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20141218 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20141124 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59911040 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150701 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20160615 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151231 |