EP0924135A1 - Einrichtung zum Beschicken einer Verpackungsmaschine - Google Patents
Einrichtung zum Beschicken einer Verpackungsmaschine Download PDFInfo
- Publication number
- EP0924135A1 EP0924135A1 EP97122173A EP97122173A EP0924135A1 EP 0924135 A1 EP0924135 A1 EP 0924135A1 EP 97122173 A EP97122173 A EP 97122173A EP 97122173 A EP97122173 A EP 97122173A EP 0924135 A1 EP0924135 A1 EP 0924135A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- blank
- blanks
- magazine
- stop
- movement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H1/00—Supports or magazines for piles from which articles are to be separated
- B65H1/02—Supports or magazines for piles from which articles are to be separated adapted to support articles on edge
- B65H1/025—Supports or magazines for piles from which articles are to be separated adapted to support articles on edge with controlled positively-acting mechanical devices for advancing the pile to present the articles to the separating device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
- B65B43/18—Feeding individual bags or carton blanks from piles or magazines by grippers by suction-operated grippers
- B65B43/185—Feeding individual bags or carton blanks from piles or magazines by grippers by suction-operated grippers specially adapted for carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/08—Separating articles from piles using pneumatic force
- B65H3/0808—Suction grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/46—Supplementary devices or measures to assist separation or prevent double feed
- B65H3/48—Air blast acting on edges of, or under, articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
- B65H2701/1764—Cut-out, single-layer, e.g. flat blanks for boxes
Definitions
- the invention relates to a device for periodic loading a packaging machine with flat packaging blanks preformed packaging, with a blank magazine and a subsequent one, effective in one level Conveying section, with the flat blanks in the blank magazine are stackable standing, with an essentially in the conveying direction movable feed device with which in a first end position the flat cut can be grasped and then the further cuts can be removed.
- Such a packaging machine is known from EP 0 711 707 A1.
- This known device for loading a Packaging machine is removed from the blanks after removal generated a preform from the blank magazine. It is common but only necessary, the flat blanks from the magazine to remove and a downstream packaging machine feed.
- This device has the disadvantage that during and after placing the flat blank, the gripping elements cannot perform a sensible movement because between the next cut to be taken and the above Prevent elements from being cut just in the way stands.
- the invention lies Task based on a device for loading a packaging machine of the type mentioned in the introduction so that the clock rate is higher and at the same time operational reliability is improved.
- this object is achieved in that a lower one Means for fanning the blanks is provided, so that air can pass between the individual cuts, whereby the mean one from the direction of movement of the blanks in the blank magazine foldable stop surface that the Presentation device when gripping a blank in the the first end position has a substantially vertical gripper, that the gripper of the feed device during its movement in the conveying direction above the conveying path by a predetermined one Angles are rotated that provide a wiper which is a front top stop for the blanks forms, with an upper portion of the foremost Cutting when the grippers move in the direction of feed between the stripper and the next cut is pulled out.
- a rocker arm mechanism is provided is, especially a lower one, which is a separate loosening of the individual areas of the front blank.
- the device is for loading a packaging machine with one with one Provide pressure sensor acted upon rear stop, the triggered by an actuation pressure or by a switch can be moved out of its stop and after a predetermined Time, especially a time that is sufficient, more Insert cardboard boxes into the machine, lengthways of the magazine and with the last flat cut or cuts comes into play and applies constant pressure, sufficient, the cardboard boxes in their upper section to hold against each other.
- Fig. 1 shows a side view of the device for loading a packaging machine.
- This has a frame whose various elements are identified by reference number 1 are.
- a chain drive is provided on the frame 1, one in the direction designated by the reference number 2 the arrow 3 moves in cycles.
- Both sides of the through the Chain 2 formed base two side guides 4 are provided, between which vertically arranged flat blanks be moved in the direction of arrow 3.
- the first cut pushes, driven by the chain 2, against a broad role 6 and against a small cylinder 7.
- the roller 6 forms the upper front stop for the first cut and the small one Cylinder 7 forms the lower stop.
- the role 6 is connected to the frame 1 via an L-shaped lever 8. Of the small cylinder 7 is attached to a tiltable lever element 9, which has a slight deflection of the cylinder 7 in the direction of the arrow 3 forward and downward allowed.
- the blank removal device 11 Compared to the blank magazine, which in its entirety with 10 is the blank removal device 11 arranged. This has four in particular Suction pads 12, of which only the two in side view front can be seen. These suction pads 12 set in the shown position on the foremost blank.
- the Suction pads 12, which are not shown in the drawing pneumatic connections connected to a vacuum pump are attached to a head part 13 of the feed device, which has an axis 14 with a shaft 15 is rigidly connected. This shaft 15 is provided laterally in two Rails 16 positively guided. With a backward movement of the suction gripper head 13, the suction grippers 12 are first moved back in the direction of arrow 3 in the lower section of the positive guide 16. The rails 16 move in their central section in a straight line up and go in its end section back into the horizontal.
- the front flat blank is removed as follows.
- the suction pads 12 take the foremost blank.
- the suction cup head 13 tilts the lower lever element 9 with the Cylinder 7 off, so that the front blank in its lower Area becomes vacant.
- the cylinder 7 goes again back to its starting position.
- the flat cut always stands with its upper section a few more centimeters, for example up to 20 centimeters or even more, above the roll 6 in the blank magazine.
- the suction cup head 13 Through the Backward movement and the beginning tilting of the suction cup head 13 also becomes the top section of the foremost blank pulled out of the magazine 10 with its back rubs against the next cut and its front side itself rolls off the roller 6.
- the choice of the cylinder 7 and the tilt angle should get caught prevent the lower end of the first blank.
- the provision an upper roll 6 reduces to the first blank attacking forces and simplify its removal.
- the roller 6 can also be a simple cylindrical or elliptical shaped stop can be provided, which is a light Allows the front blank to slide off.
- the roll 6 a tilt stop accordingly to provide the lower cylinder 7 and its lever element 9, wherein here the tilting away as just moving away from the stop surface of the foremost blank can be designed. Then after loosening the bottom section of the front one The upper section is then loosened, i.e. of the Contact pressure of the blank magazine taken, so that, too against the stop roller 6, the foremost blank removed can be.
- FIG. 2 shows the device from FIG. 1 in a front view from the direction of the next workstation, being here only the relevant features are shown. This is here for one the upper roller 6 with the lever 8 by two angles 21 and 22 indicated corner guides for the magazine and here two short cylinders 7 which are part of the tilting device 9 are. All features from Fig. 1 are given the same reference numerals featured.
- the axis 14 can be clearly seen, to which the four suction cups 12 are attached.
- the axis 14 is connected via a lever 23 to the short shaft 15, which in the positive guidance 16 slides.
- With the reference numeral 24 is the Drive designated for the movement of the suction pads 12.
- This device allows an increased delivery clock rate the cardboard boxes. This requires a safe and quick one Function of magazine 10.
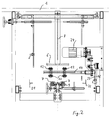
- FIG. 3 shows the magazine 10 with a pressure device 30.
- the individual cuts are densely packed vertically in the Magazine 10 and are moved forward using chain 2.
- the side guide 32 it is possible for the side guide 32 to make this movement supported.
- On the frame 1 is a two side guides comprehensive rail 33 of the pressure device attached.
- This Pressure device 30 has a pressure plate 34 which is tapered upwards in particular in the front region 36.
- the pressure plate 34 can be pivoted about an axis 35. In the the last cut comes against the normal working position Pressure surface 36 in the stop. This will correspond to the pressing force the pressure surface 34 slightly tilted, with the Feedback of a correspondingly provided sensor the propulsive force the pressure device 30 is set.
- the function of the pressure device 30 is as follows. At a Feeding the magazine 10, the user shifts a portion the blanks in the back of the magazine against the direction of movement 3 of the blanks, the pressing force, which the sensor in the pressure device 30 measures, greatly increased. This leads to the execution of a multi-step process, in which the pressure device 30 moves back in a first step and stays there. Is in this predetermined time it enables the user to add further cuts to the magazine 10 introduce. After the predetermined time has passed, the pressure device moves 30 in the direction of arrow 3 towards the end of the stacked Pre-cuts and increases the contact pressure in a way that the preset setpoint is reached. Instead of a time control it is of course also possible that the pressure device 30 returns to a lever switch and goes back to the attack.
- the pressure plate 34 also has in the case shown over a rear slightly inclined surface 37. This makes it possible Cuts with your foot against the ones already inserted Introduce blanks and then by applying pressure accordingly the upper portions under the pressure plate 34 in insert the magazine.
- the reference numeral 40 denotes a second pressure device, which is arranged at a lower height. This can be additional to the pressure device 30 or provided instead be.
- This device 40 has in particular a Sledge equipped with a distance sensor.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Abstract
Die Erfindung betrifft Einrichtung zum periodischen Beschicken einer Verpackungsmaschine mit aus flachen Verpackungszuschnitten vorgeformten Verpackungen, mit einem Zuschnittmagazin (10) und einer daran anschliessenden, in einer Ebene wirksamen Förderstrecke (17, 18, 19). Dabei sind die flachen Zuschnitte im Zuschnittmagazin (10) stehend stapelbar. Mit einer im wesentlichen in Förderrichtung (19) bewegbaren Vorlegeeinrichtung (11, 12) ist in einer ersten Endlage (12) der flache Zuschnitt ergreifbar und anschliessend (12', 12'') von den weiteren Zuschnitten entfernbar. Dabei ist ein unteres Mittel (7) zum Auffächern der Zuschnitte vorgesehen, so dass Luft zwischen die einzelnen Zuschnitte treten kann, wobei das Mittel eine aus der Bewegungsrichtung (3) der Zuschnitte im Zuschnittmagazin (10) abklappbare Anschlagfläche (7) aufweist. Die Vorlegeeinrichtung (11, 12) weist nun über beim Ergreifen eines Zuschnitts in der ersten Endlage im wesentlichen senkrecht stehende Greifer (12) auf, die bei ihrer Bewegung in Förderrichtung (19) oberhalb der Förderstrecke (17) um einen vorbestimmten Winkel gedreht werden. Schliesslich ist ein Abstreifmittel (6) vorgesehen, welches einen vorderen oberen Anschlag für die Zuschnitte bildet, wobei jeweils ein oberer Abschnitt des vordersten Zuschnitt bei der Bewegung der Greifer (12) in Vorlegerichtung zwischen dem Abstreifmittel (6) und dem nächstfolgenden Zuschnitt herausgezogen wird. Mit dieser Einrichtung wird die Betriebssicherheit solcher Beschickungsmaschinen stark verbessert. <IMAGE>
Description
Die Erfindung betrifft eine Einrichtung zum periodischen Beschicken
einer Verpackungsmaschine mit aus flachen Verpackungszuschnitten
vorgeformten Verpackungen, mit einem Zuschnittmagazin
und einer daran anschliessenden, in einer Ebene wirksamen
Forderstrecke, wobei die flachen Zuschnitte im Zuschnittmagazin
stehend stapelbar sind, mit einer im wesentlichen in Förderrichtung
bewegbaren Vorlegeeinrichtung, mit der in einer ersten Endlage
der flache Zuschnitt ergreifbar und anschliessend von den
weiteren Zuschnitten entfernbar ist.
Eine solche Verpackungsmaschine ist aus der EP 0 711 707 A1 bekannt.
Bei dieser bekannten Vorrichtung zum Beschicken einer
Verpackungsmaschine wird aus den Zuschnitten nach dem Herauslösen
aus dem Zuschnittmagazin eine Vorform erzeugt. Häufig ist es
jedoch lediglich notwendig, die flachen Zuschnitte aus dem Magazin
zu entfernen und einer nachgeschalteten Verpackungsmaschine
zuzuführen. Hierbei ist es bekannt, dass die in einem Magazin
stehenden Zuschnitte von Sauggreifern erfasst werden und diese
sich in einer Schwenkbewegung um eine unterhalb des Zuschnittmagazins
befindliche Achse in die Horizontale begeben, wobei sie
anschliessend den mitgenommenen Zuschnitt loslassen, so dass
dieser durch entsprechende Rollen in die nächste Station bewegt
werden kann. Diese Vorrichtung weist den Nachteil auf, dass während
und nach dem Ablegen des flachen Zuschnitts die Greifelemente
keine sinnvolle Bewegung durchführen können, da zwischen
dem als nächsten zu ergreifenden Zuschnitt und den genannten
Elementen der gerade entnommene Zuschnitt hinderlich im Wege
steht.
Des weiteren weisen diese Vorrichtungen den Nachteil auf, dass
die flachen Zuschnitte zumeist auf einer schiefen Ebene angeordnet
sind und so durch ihr Eigengewicht gegen einen vorderen Anschlag
drücken, um dann anschliessend entnommen zu werden. Diese
Anordnung weist den Nachteil auf, dass bei grösseren Magazinen
der Eigendruck durch das Eigengewicht der Zuschnitte den Betriebsablauf
stören kann, da der Anpressdruck gegen den vorderen
Anschlag zu gross wird. Die sich so ergebende notwendige Begrenzung
der Grösse des Zuschnittmagazins ist nachteilig.
Ausgehend von diesem Stand der Technik liegt der Erfindung die
Aufgabe zugrunde, eine Vorrichtung zum Beschicken einer Verpackungsmaschine
der eingangs genannten Art so zu verbessern, dass
die Taktrate höher ist und gleichzeitig die Betriebssicherheit
verbessert wird.
Diese Aufgabe wird erfindungsgemäss dadurch gelöst, dass ein unteres
Mittel zum Auffächern der Zuschnitte vorgesehen ist, so
dass Luft zwischen die einzelnen Zuschnitte treten kann, wobei
das Mittel eine aus der Bewegungsrichtung der Zuschnitte im Zuschnittmagazin
abklappbare Anschlagfläche aufweist, dass die
Vorlegeeinrichtung über beim Ergreifen eines Zuschnitts in der
ersten Endlage im wesentlichen senkrecht stehende Greifer aufweist,
dass die Greifer der Vorlegeeinrichtung bei ihrer Bewegung
in Förderrichtung oberhalb der Förderstrecke um einen vorbestimmten
Winkel gedreht werden, dass ein Abstreifmittel vorgesehen
ist, welches einen vorderen oberen Anschlag für die Zuschnitte
bildet, wobei jeweils ein oberer Abschnitt des vordersten
Zuschnitt bei der Bewegung der Greifer in Vorlegerichtung
zwischen dem Abstreifmittel und dem nächstfolgenden Zuschnitt
herausgezogen wird.
Dadurch, dass die Sauggreifer nach einer parallelen Ablösebewegung
des zu entnehmenden Zuschnitts mit Hilfe einer Zwangsführung
um 90° gedreht werden, so dass der entnommene Zuschnitt
flach aufzuliegen kommt, wobei diese Bewegungen oberhalb des
flachen Zuschnittes vollführt werden, ist es möglich, dass die
Sauggreifer sofort nach Lösen des entnommenen flachen Zuschnittes
in eine neue Greifposition verfahren werden können, so dass
sie bereits vor einer Ausfahrt des entnommenen Zuschnitts in die
nächste Station den nächsten Zuschnitt ergreifen können.
Hierzu ist es vorteilhaft, dass ein Kipphebelmechanismus vorgesehen
ist, insbesondere ein unterer, der ein getrenntes Lösen
der einzelnen Bereiche des vordersten Zuschnittes gestattet.
Um die damit mögliche hohe Taktrate auch ausnutzen zu können,
sind grosse Magazine erforderlich. Diese können nur horizontal
angeordnet sein, um zu vermeiden, dass die anstehenden Zuschnitte
durch ihr Eigengewicht auf den vorderen Anschlag, das heisst
hier insbesondere auf die Kipphebelmechanik aufdrücken.
Gemäss einer bevorzugten Ausführungsform ist daher die Vorrichtung
zum Beschicken einer Verpackungsmaschine mit einem mit einem
Drucksensor beaufschlagten hinteren Anschlag versehen, der
gegen einen Betätigungsdruck oder durch einen Schalter ausgelöst
aus seinem Anschlag verfahrbar ist und der nach einer vorbestimmten
Zeit, insbesondere einer Zeit die ausreichend ist, weitere
Kartonagen in die Maschine einzusetzen, in Längsrichtung
des Magazins vorfährt und mit dem oder den letzten flachen Zuschnitten
in Anschlag kommt und einen konstanten Druck ausübt,
der ausreichend ist, die Kartonagen in ihrem oberen Abschnitt
aneinander anliegend zu halten.
Anschliessend werden nun Ausführungsbeispiele der Erfindung anhand
der beigefügten Zeichnungen näher erläutert. Es zeigen:
- Fig. 1
- eine Seitenansicht, teilweise geschnitten, einer Vorrichtung zum Beschicken einer Verpackungsmaschine gemäss einem ersten Ausführungsbeispiel der Erfindung,
- Fig. 2
- eine Vorderansicht, teilweise geschnitten der Maschine nach Fig. 1 in Blickrichtung auf das Zuschnittmagazin hin, und
- Fig. 3
- eine Seitenansicht auf den hinteren Abschnitt des Zuschnittmagazins mit dem hinteren Anschlag gemäss einem weiteren Ausführungsbeispiel der Erfindung.
Die Fig. 1 zeigt eine Seitenansicht der Vorrichtung zum Beschicken
einer Verpackungsmaschine. Diese verfügt über einen Rahmen,
dessen verschiedene Elemente mit dem Bezugszeichen 1 gekennzeichnet
sind. Auf dem Rahmen 1 ist ein Kettenantrieb vorgesehen,
der eine mit dem Bezugszeichen 2 bezeichnete Kette in Richtung
des Pfeiles 3 taktweise bewegt. Beidseitig der durch die
Kette 2 gebildeten Grundfläche sind zwei Seitenführungen 4 vorgesehen,
zwischen denen senkrecht angeordnete flache Zuschnitte
in Pfeilrichtung 3 bewegt werden. Der vorderste Zuschnitt
stösst, vorangetrieben durch die Kette 2, gegen eine breite Rolle
6 und gegen einen kleinen Zylinder 7. Die Rolle 6 bildet den
oberen vorderen Anschlag für den ersten Zuschnitt und der kleine
Zylinder 7 bildet den unteren Anschlag. Somit ist gewährleistet,
dass auch bei einer Druckbeaufschlagung der flachen Zuschnitte
aus dem hinteren Bereich des Magazins und bei einer entsprechenden
Bewegung der Kette 2 der erste vordere Zuschnitt in einer zu
dem Pfeil 3 senkrechten Ebene gehalten wird. Die Rolle 6 ist
über einen L-förmigen Hebel 8 mit dem Rahmen 1 verbunden. Der
kleine Zylinder 7 ist an einem abkippbaren Hebelelement 9 befestigt,
welches eine geringe Auslenkung des Zylinders 7 in Pfeilrichtung
3 nach vorne und nach unten gestattet.
Gegenüber dem Zuschnittmagazin, welches in seiner Gesamtheit mit
dem Bezugszeichen 10 bezeichnet wird, ist die Zuschnittentnahmevorrichtung
11 angeordnet. Diese verfügt insbesondere über vier
Sauggreifer 12, von denen in der Seitenansicht nur die beiden
vorderen zu erkennen sind. Diese Sauggreifer 12 setzen in der
dargestellten Position auf dem vordersten Zuschnitt auf. Die
Sauggreifer 12, die über in der Zeichnung nicht dargestellte
pneumatische Verbindungen an einer Vakuumpumpe angeschlossen
sind, sind an einem Kopfteil 13 der Vorlegeeinrichtung befestigt,
welches über eine Achse 14 verfügt, die mit einer Welle
15 starr verbunden ist. Diese Welle 15 ist in zwei seitlich vorgesehenen
Schienen 16 zwangsgeführt. Bei einer rückwärtigen Bewegung
des Sauggreiferkopfes 13 werden die Sauggreifer 12 zuerst
in Pfeilrichtung 3 im unteren Abschnitt der Zwangsführung 16 zurückbewegt.
Die Schienen 16 bewegen sich in ihrem Mittelabschnitt
in einer Geraden nach oben und gehen in ihrem Endabschnitt
wieder in die Horizontale über. Dadurch geschieht eine
Zwangsführung dergestalt, wie sie in den strichlinierten Sauggreifern
12' bzw. 12'' angedeutet ist. Dies bedeutet, dass bei
einer Zurückfahrt des Sauggreiferkopfes 13 dieser im Mittelbereich
um seine Achse 14 gedreht wird und dabei der mitgenommene
flache Zuschnitt aus der Vertikalen gekippt und schlussendlich
in die Horizontale bewegt wird, was an der Orientierung der
Sauggreifer 12'' erkennbar ist. Anschliessend wird der Unterdruck,
der den Zuschnitt an den Sauggreifern 12 (12' bzw. 12'')
festhält, aufgehoben, so dass der flache Zuschnitt auf eine Förderebene
17 herabfallen kann, über welche er mit Rädern 18 entsprechend
dem Pfeil 19 in die nächste Arbeitsstation fortbewegt
wird, deren Rahmen 20 in der Fig. 1 bereits eingezeichnet ist.
Die Entnahme des vordersten flachen Zuschnitts erfolgt folgendermassen.
Die Sauggreifer 12 ergreifen den vordersten Zuschnitt.
In zeitlicher Übereinstimmung mit der Zurückbewegung
des Sauggreiferkopfes 13 kippt das untere Hebelelement 9 mit dem
Zylinder 7 ab, so dass der vordere Zuschnitt in seinem unteren
Bereich frei wird. Sogleich nach dem Herausziehen des vorderen
unteren Ende des flachen Zuschnitts geht der Zylinder 7 wieder
in seine Ausgangslage zurück.
Der flache Zuschnitt steht mit seinem oberen Abschnitt immer
noch einige Zentimeter, zum Beispiel bis zu 20 Zentimeter oder
auch mehr, oberhalb der Rolle 6 im Zuschnittmagazin. Durch die
Rückwärtsbewegung und die beginnende Verkippung des Sauggreiferkopfes
13 wird auch der obere Abschnitt des vordersten Zuschnitts
aus dem Magazin 10 herausgezogen, wobei seine Rückseite
gegen den nächsten Zuschnitt reibt und seine Vorderseite sich
gegenüber der Rolle 6 abrollt.
Die Wahl des Zylinders 7 und des Abkippwinkels soll ein Verhaken
des unteren Endes des ersten Zuschnittes verhindern. Das Vorsehen
einer oberen Rolle 6 vermindert die auf den ersten Zuschnitt
angreifenden Kräfte und vereinfachen seine Entnahme. Anstelle
der Rolle 6 kann jedoch auch ein einfacher zylindrischer oder
elliptisch geformter Anschlag vorgesehen sein, der ein leichtes
Abgleiten des vordersten Zuschnitts ermöglicht. Schliesslich ist
es auch möglich, für die Rolle 6 einen Kippanschlag entsprechend
dem unteren Zylinder 7 und seinem Hebelelement 9 vorzusehen, wobei
hier das Wegkippen auch nur als ein Wegrücken von der Anschlagfläche
des vordersten Zuschnitts ausgestaltet sein kann.
Dann wird nach dem Lösen des unteren Abschnitts des vordersten
Zuschnitts anschliessend der obere Abschnitt gelöst, d.h. der
Anpressdruck des Zuschnittmagazins genommen, so dass, auch noch
gegen die Anschlagrolle 6, der vorderste Zuschnitt entnommen
werden kann.
Die Fig. 2 zeigt die Vorrichtung aus Fig. 1 in einer Vorderansicht
aus der Richtung der nächsten Arbeitsstation, wobei hier
nur die relevanten Merkmale dargestellt sind. Dies ist hier zum
einen die obere Rolle 6 mit dem Hebel 8, die durch zwei Winkel
21 und 22 angedeuteten Eckführungen für das Magazin und die hier
zwei kurzen Zylinder 7 die ein Teil der Abkippeinrichtung 9
sind. Alle Merkmale aus Fig. 1 sind mit den gleichen Bezugszeichen
gekennzeichnet. Es ist deutlich die Achse 14 zu erkennen,
an denen die vier Saugnäpfe 12 befestigt sind. Die Achse 14 ist
über einen Hebel 23 mit der kurzen Welle 15 verbunden, die in
der Zwangsführung 16 gleitet. Mit dem Bezugszeichen 24 ist der
Antrieb für die Bewegung der Sauggreifer 12 bezeichnet.
Diese Vorrichtung gestattet eine erhöhte Taktrate der Belieferung
der Kartonagen. Dies erfordert eine sichere und schnelle
Funktion des Magazins 10.
Die Fig. 3 zeigt das Magazin 10 mit einer Andruckvorrichtung 30.
Die einzelnen Zuschnitte stehen dicht gedrängt vertikal in dem
Magazin 10 und werden mit Hilfe der Kette 2 nach vorne bewegt.
Zusätzlich ist es möglich, dass die Seitenführung 32 diese Bewegung
unterstützt. An dem Rahmen 1 ist eine zwei Seitenführungen
umfassende Schiene 33 der Andruckvorrichtung angesetzt. Diese
Andruckvorrichtung 30 verfügt über eine Andruckplatte 34, die
insbesondere im vorderen Bereich 36 nach oben abgeschrägt ist.
Die Andruckplatte 34 ist um eine Achse 35 verschwenkbar. In der
normalen Arbeitsposition kommt der letzte Zuschnitt gegen die
Andruckfläche 36 in Anschlag. Dadurch wird entsprechend der Andruckkraft
die Andruckfläche 34 leicht gekippt, wobei über die
Rückmeldung eines entsprechend vorgesehenen Sensors die Vortriebskraft
der Andruckvorrichtung 30 eingestellt wird.
Die Funktion der Andruckvorrichtung 30 ist wie folgt. Bei einer
Beschickung des Magazins 10 verschiebt der Benutzer einen Anteil
der zuhinterst im Magazin liegenden Zuschnitte entgegen der Bewegungsrichtung
3 der Zuschnitte, wobei sich die Andruckkraft,
die der in der Andruckvorrichtung 30 vorhandene Sensor misst,
stark erhöht. Dies führt zum Ablauf eines Mehrschrittverfahrens,
in welchem die Andruckvorrichtung 30 in einem ersten Schritt zurückfährt
und dort verbleibt. In dieser vorbestimmten Zeit ist
es dem Benutzer möglich, weitere Zuschnitte in das Magazin 10
einzuführen. Nach Ablauf der vorbestimmten Zeit fährt die Andruckvorrichtung
30 in Pfeilrichtung 3 gegen das Ende der gestapelten
Zuschnitte vor und erhöht den Anpressdruck in einer Weise,
dass der voreingestellte Sollwert erreicht wird. Anstelle
einer Zeitsteuerung ist es natürlich auch möglich, dass die Andruckvorrichtung
30 auf eine Hebelumschaltung hin zurückfährt
und sich wieder in den Anschlag begibt.
Die Andruckplatte 34 verfügt in dem dargestellten Fall ebenfalls
über eine hintere leicht geneigte Fläche 37. Hiermit ist es möglich,
Zuschnitte mit ihrem Fuss gegen die bereits eingelegten
Zuschnitte einzuführen und dann durch entsprechende Druckausübung
die oberen Abschnitte unter der Andruckplatte 34 hinweg in
das Magazin einzufügen.
Mit dem Bezugszeichen 40 ist eine zweite Andruckvorrichtung bezeichnet,
die in geringerer Höhe angeordnet ist. Diese kann zusätzlich
zu der Andruckvorrichtung 30 oder anstelle vorgesehen
sein. Diese Einrichtung 40 verfügt insbesondere über einen
Schlitten, der mit einem Abstandssensor ausgestattet ist.
Mit der erfindungsgemässen Vorrichtung zum Beschicken einer Verpackungsmaschine
ist es möglich, flache Zuschnitte in den verschiedensten
Grössen in einer hohen Taktrate aus einem grossen
Vorratsmagazin zu entnehmen und in eine Verarbeitungsstation
vorzuführen.
Claims (7)
- Einrichtung zum periodischen Beschicken einer Verpackungsmaschine mit aus flachen Verpackungszuschnitten vorgeformten Verpackungen, mit einem Zuschnittmagazin (10) und einer daran anschliessenden, in einer Ebene wirksamen Förderstrecke (17, 18, 19), wobei die flachen Zuschnitte im Zuschnittmagazin (10) stehend stapelbar sind, mit einer im wesentlichen in Förderrichtung (19) bewegbaren Vorlegeeinrichtung (11, 12), mit der in einer ersten Endlage (12) der flache Zuschnitt ergreifbar und anschliessend (12', 12'') von den weiteren Zuschnitten entfernbar ist, dadurch gekennzeichnet, dass ein unteres Mittel (7) zum Auffächern der Zuschnitte vorgesehen ist, so dass Luft zwischen die einzelnen Zuschnitte treten kann, wobei das Mittel eine aus der Bewegungsrichtung (3) der Zuschnitte im Zuschnittmagazin (10) abklappbare Anschlagfläche (7) aufweist, dass die Vorlegeeinrichtung (11, 12) über beim Ergreifen eines Zuschnitts in der ersten Endlage im wesentlichen senkrecht stehende Greifer (12) aufweist, dass die Greifer (12) der Vorlegeeinrichtung (11, 12) bei ihrer Bewegung in Förderrichtung (19) oberhalb der Förderstrecke (17) um einen vorbestimmten Winkel gedreht werden, dass ein Abstreifmittel (6) vorgesehen ist, welches einen vorderen oberen Anschlag für die Zuschnitte bildet, wobei jeweils ein oberer Abschnitt des vordersten Zuschnitts bei der Bewegung der Greifer (12) in Vorlegerichtung zwischen dem Abstreifmittel (6) und dem nächstfolgenden Zuschnitt herausgezogen wird.
- Einrichtung nach Anspruch 1, dadurch gekennzeichnet, dass das Abstreifmittel eine im wesentlichen horizontal und rechtwinklig zur Bewegungsrichtung der Zuschnitte im Zuschnittmagazin (3) angeordnete Rolle (6) ist.
- Einrichtung nach Anspruch 1 oder Anspruch 2, dadurch gekennzeichnet, dass das Abstreifmittel (6) einen Kipphebel umfasst, mit dem die Anschlagfläche der Abstreifmittel (6) in der Bewegungsrichtung (3) der Zuschnitte im Zuschnittmagazin (10) aus der Ebene des vordersten Zuschnitts lösbar ist.
- Einrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass das untere Mittel (7) über Zylinderabschnitte als Anschlag für den unteren Abschnitt des vordersten Zuschnitts verfügt.
- Einrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass eine Zwangsführung (13, 14, 15, 16) der Greifer vorgesehen ist, mit der nach einer parallelen Ablösebewegung des zu entnehmenden Zuschnitts dieser um 90° gedreht werden kann (12', 12''), so dass der entnommene Zuschnitt im wesentlichen horizontal orientiert ist.
- Einrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Vorlegeeinrichtung mit Sauggreifern (12) versehen ist.
- Einrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass das Zuschnittmagazin (10) mit einem mit einem Drucksensor beaufschlagten hinteren Anschlag versehen ist, der gegen einen Betätigungsdruck oder durch einen Schalter ausgelöst aus seinem Anschlag verfahrbar ist, und der nach einer vorbestimmten Zeit in Längsrichtung (3) des Zuschnittmagazins (10) vorfährt und mit dem oder den letzten flachen Zuschnitten in Anschlag kommt und einen konstanten Druck ausübt, der ausreichend ist, die Kartonagen in ihrem oberen Abschnitt aneinander anliegend zu halten.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97122173A EP0924135A1 (de) | 1997-12-16 | 1997-12-16 | Einrichtung zum Beschicken einer Verpackungsmaschine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97122173A EP0924135A1 (de) | 1997-12-16 | 1997-12-16 | Einrichtung zum Beschicken einer Verpackungsmaschine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0924135A1 true EP0924135A1 (de) | 1999-06-23 |
Family
ID=8227808
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97122173A Withdrawn EP0924135A1 (de) | 1997-12-16 | 1997-12-16 | Einrichtung zum Beschicken einer Verpackungsmaschine |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0924135A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8441002B2 (en) | 2007-01-26 | 2013-05-14 | Toray Industries, Inc. | Organic semiconductor composite, organic transistor material and organic field effect transistor |
| CN109319556A (zh) * | 2017-07-31 | 2019-02-12 | 浙江中捷缝纫科技有限公司 | 传布装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3127027A (en) * | 1964-03-31 | Cam for carton handling machine | ||
| US3287011A (en) * | 1962-10-30 | 1966-11-22 | Weyerhaeuser Co | Pneumatic sheet separating and delivery means |
| DE2521933A1 (de) * | 1974-05-30 | 1975-12-11 | Fuji Photo Film Co Ltd | Vorrichtung zum trennen von blaettern, die zu einem stapel vereinigt sind |
| JPS59186838A (ja) * | 1983-04-08 | 1984-10-23 | Hitachi Ltd | 紙葉吸着分離装置 |
| US5000435A (en) * | 1988-08-15 | 1991-03-19 | Godlewski Edward S | Adjustable interconnected delivery and discharge conveyor with feed control |
| EP0436892A2 (de) * | 1990-01-12 | 1991-07-17 | Fuji Photo Film Co., Ltd. | Verfahren und Vorrichtung zur Blattzuführung |
| EP0453835A2 (de) * | 1990-04-27 | 1991-10-30 | Heidelberger Druckmaschinen Aktiengesellschaft | Anleger für Bogen in einer bogenverarbeitenden Maschine |
| EP0584885A1 (de) * | 1992-08-28 | 1994-03-02 | Shikoku Kakoki Co., Ltd. | Zuschnittfördervorrichtung |
-
1997
- 1997-12-16 EP EP97122173A patent/EP0924135A1/de not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3127027A (en) * | 1964-03-31 | Cam for carton handling machine | ||
| US3287011A (en) * | 1962-10-30 | 1966-11-22 | Weyerhaeuser Co | Pneumatic sheet separating and delivery means |
| DE2521933A1 (de) * | 1974-05-30 | 1975-12-11 | Fuji Photo Film Co Ltd | Vorrichtung zum trennen von blaettern, die zu einem stapel vereinigt sind |
| JPS59186838A (ja) * | 1983-04-08 | 1984-10-23 | Hitachi Ltd | 紙葉吸着分離装置 |
| US5000435A (en) * | 1988-08-15 | 1991-03-19 | Godlewski Edward S | Adjustable interconnected delivery and discharge conveyor with feed control |
| EP0436892A2 (de) * | 1990-01-12 | 1991-07-17 | Fuji Photo Film Co., Ltd. | Verfahren und Vorrichtung zur Blattzuführung |
| EP0453835A2 (de) * | 1990-04-27 | 1991-10-30 | Heidelberger Druckmaschinen Aktiengesellschaft | Anleger für Bogen in einer bogenverarbeitenden Maschine |
| EP0584885A1 (de) * | 1992-08-28 | 1994-03-02 | Shikoku Kakoki Co., Ltd. | Zuschnittfördervorrichtung |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8441002B2 (en) | 2007-01-26 | 2013-05-14 | Toray Industries, Inc. | Organic semiconductor composite, organic transistor material and organic field effect transistor |
| CN109319556A (zh) * | 2017-07-31 | 2019-02-12 | 浙江中捷缝纫科技有限公司 | 传布装置 |
| CN109319556B (zh) * | 2017-07-31 | 2023-09-05 | 浙江中捷缝纫科技有限公司 | 传布装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3736235B1 (de) | Handhabungsvorrichtung für stapel von falzprodukten, entsprechende falzmaschine, und verfahren zum übergeben von stapeln von produkten | |
| DE3937995C2 (de) | Verfahren und Vorrichtung zur Bogenriesvereinzelung und zur Riesablage | |
| EP2072430A1 (de) | Paketgreifer für eine Palettiervorrichtung und Verfahren zum Palettieren von Paketen | |
| DE4011286C2 (de) | ||
| EP0353527A2 (de) | Vorrichtung zum Entstapeln einer mit einem Papierbogenstapel beladenen Palette | |
| EP2253566B1 (de) | Vorrichtung zur Beschickung einer Verarbeitungsstrecke mit Druckprodukten | |
| EP0487837A1 (de) | Palettiermaschine | |
| DE2639676C2 (de) | Vorrichtung zum Beschicken eines Rundstapelbogenanlegers | |
| EP1054828B1 (de) | Vorrichtung zum entstapeln von behältern | |
| DE2508745C2 (de) | Vorrichtung zum Aufstauen vereinzelt mittels einer Transportvorrichtung zugeförderter Papierbögen zu Stapeln und zum Weitertransportieren dieser Stapel | |
| EP1484270A2 (de) | Vorrichtung und Verfahren zur schonenden und abfallosen Weiterverarbeitung eines Restrieses | |
| DE4411597A1 (de) | Blattanleger | |
| DE102005002532A1 (de) | Vorrichtung und Verfahren zum automatisierten und zeitgleichen Bereitstellen und Wechseln von mindestens zwei Rollen aus Papierbahnen oder dergleichen für einen nachgeordneten Formatschneider | |
| DE2942883A1 (de) | Vorrichtung zum selbsttaetigen verschliessen der unteren laschen einer rechteckigen schachtel mit faltlaschen und zum festhalten der schachtel in einer zum befuellen geeigneten stellung | |
| DE3931710C2 (de) | Non-Stop-Bogenanleger für Bogenrotationsmaschinen | |
| DE4008592A1 (de) | Vorrichtung zum automatischen Zu- und Abführen von Platten aus Karton, Wellpappe und dergl., zu einer Stanz- und/oder Druckmaschine | |
| EP0924135A1 (de) | Einrichtung zum Beschicken einer Verpackungsmaschine | |
| DE3912026A1 (de) | Verfahren und vorrichtung zum speichern und vereinzeln von spulhuelsen | |
| EP0968947B1 (de) | Vorrichtung zum Stapeln von flächigen Gegenständen | |
| DE3010517C2 (de) | Falzmaschine mit einem Papieranleger | |
| DE19821918B4 (de) | Verfahren zum Fördern von Produkten und Handhabungseinheit zur Durchführung des Verfahrens | |
| EP0806391A1 (de) | Vorrichtung zum Zubringen von Druckereierzeugnissen zu einer Weiterverarbeitungsstelle | |
| EP1010655B1 (de) | Rollenwickelvorrichtung | |
| DD220005A1 (de) | Beschickungsvorrichtung fuer in fliesslinie angeordnete naehautomaten | |
| EP0298435B1 (de) | Einrichtung zum Fördern von Karton-Zuschnitten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK FR GB IT LI NL SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19991113 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH DE DK FR GB IT LI NL SE |
|
| 17Q | First examination report despatched |
Effective date: 20020417 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20021029 |