EP0754790B1 - Verfahren und Vorrichtung zum Heizen eines synthetischen Fadens - Google Patents
Verfahren und Vorrichtung zum Heizen eines synthetischen FadensInfo
- Publication number
- EP0754790B1 EP0754790B1 EP96110889A EP96110889A EP0754790B1 EP 0754790 B1 EP0754790 B1 EP 0754790B1 EP 96110889 A EP96110889 A EP 96110889A EP 96110889 A EP96110889 A EP 96110889A EP 0754790 B1 EP0754790 B1 EP 0754790B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- thread
- heating
- drafting
- stage
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/084—Heating filaments, threads or the like, leaving the spinnerettes
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J13/00—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass
- D02J13/005—Heating or cooling the yarn, thread, cord, rope, or the like, not specific to any one of the processes provided for in this subclass by contact with at least one rotating roll
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D10/00—Physical treatment of artificial filaments or the like during manufacture, i.e. during a continuous production process before the filaments have been collected
- D01D10/02—Heat treatment
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/22—Stretching or tensioning, shrinking or relaxing, e.g. by use of overfeed and underfeed apparatus, or preventing stretch
- D02J1/228—Stretching in two or more steps, with or without intermediate steps
Definitions
- the invention relates to a method and a device for heating a synthetic thread according to the preamble of claims 1 and 19, respectively.
- a freshly spun synthetic thread (polyester) is conveyed by means of a Abzugsgalette from a spinning zone in a drawing zone and stretched between the Abzugsgalette and a Verstreckgalette.
- the thread is heated by means of the heated withdrawal godet and a directly adjacent heated metal plate in two stages by contact.
- the withdrawal godet is in this case heated to a temperature of 60 to 90 ° C and the metal plate to a temperature of 160 to 200 ° C.
- the take-off speed is in the range of less than 1,000 m / min.
- the object of the invention is the thermal treatment of a running synthetic thread - it may be polyester, but in particular also polyamide, polytrimethylene terephthalate and polypropylene act - to achieve a uniform heating of the thread with a correspondingly uniform stretching and uniform, well-adjustable thread properties.
- the surface temperature of at least one of the heating surfaces is higher than the melting temperature of the thread material, preferably higher than 100 Kelvin above the melting temperature of the thread material and that the thread is subjected to a thread tension required for plastic deformation.
- a shock-like heating of the thread is effected immediately after entering the heating zone.
- This allows the so-called draw point to be precisely located.
- the draw point is a very narrow portion of the thread where plastic deformation begins by smooth flow.
- the shock-like heating causes structural transformation to take place preferentially.
- the friction-induced mechanical stress of the thread is reduced to a minimum, so that the yarn tension, which is required for plastic deformation, has a stable course.
- a particular advantage is that in the continuous drawing and fixing the yarn tension does not need to be increased but can remain substantially constant. Due to the shock-like heat treatment, a sufficiently good fixing effect is achieved with the draw tension. Another advantage is that means such. As godets, can be omitted to increase the yarn tension between the individual stages of the heat treatment.
- the process variant according to claim 3 can be used advantageously wherever materials are processed, such as. As polypropylene, which require a Nachverstreckung.
- the process variant according to claim 4 has the advantage that the heat treatment in the first stage can be done in particular by a heated draw pin such that despite low contact length and high take-off speeds, the high surface temperatures cause a formation of the draw point on the draw pin.
- the draw pin may have a curved surface with a radius of, for example, 10 cm or even higher. It is stationary and not rotating. His coat is partially touched or entwined by the thread. Due to the high surface temperatures, the contact length and the contact force can be kept very small. As a result, the wear of the draw pins is reduced. In addition, very low frictional forces on the thread, so that thread damage can be avoided.
- draw pin can also be replaced by a plate which is touched by the thread.
- the invention consciously turns away from the "only" contact-free thread guide.
- the heat transfer takes place in the first stage by contact, which is designed so that only small frictional forces on the thread arise.
- the first stage of the heat treatment can be carried out in particular by a hot galette, through which the thread is withdrawn from the spinneret. This galette is located at a point where the freshly spun thread is again significantly cold (about 40 ° C). This galette can be heated to a temperature of 70 to 120 ° C.
- a subsequent Verstreckgalette the thread is withdrawn from the first godet with such a thread tension that immediately at the expiration of Thread from the galette of the draw point trains.
- the thread is substantially contactless, that is guided with very precise guidance at a close distance to a heating surface, which is heated to a temperature between 350 and 550 ° C.
- the distance between the thread and the heating surface is in the range of 0.5 to 3.5 mm, so that when entering the heating zone, the thread is heated in a shock.
- the leadership of the thread is done by thread guides, on the one hand for a smooth running of the thread, on the other hand, but also ensure the exact distance to the heating surface.
- the thread may then also be guided without contact and in close proximity to another heating surface, which is heated to a temperature between 300 and 500 ° C in another embodiment.
- the embodiment according to claim 8 allows a very accurate adjustment of the stretching ratio.
- the directly heated draw pin reliably guides the draw point even at take-off speeds above 5,000 m / min.
- the process variant according to claim 9 has the advantage that larger wrap angles for generating high yarn tension forces are possible.
- the method modification according to claim 11 offers the advantage that the entrained spinning heat can be used already in the first stage of the heat treatment. The leadership of the thread over a curved heating surface can be omitted here. With this, take-off speeds in the range of 6,000 to 7,500 m / min can be achieved.
- the process variant according to claim 14 has the advantage that the yarn forms a precisely localized draw point at low draw tension and. already undergoes a preferred microstructural transformation in the first stage of drawing due to the shock-like heating.
- the method can be applied to all common types of polymers.
- PBT polybutylene terephthalate
- PET improves the spinnability and elastic properties of the fibers.
- Polypropylene having a narrow molecular weight distribution in the range of less than 3, in particular metallocene-based, types can preferably be processed by this process.
- the device is characterized in that here a very short heater is made possible, but on the other hand has the advantage of its design that a very targeted, matched to the speed of the thread temperature control in the thread and over the length of the thread very uniform heating is possible.
- the shock-like heat supply at the onset of flow prevents disturbance of the crystal structure and thus allows optimal orientation of the thread molecules.
- shock-like heat supply in the first stage of heating leads abruptly to reach the drawing point and also reduces the contact length and contact force.
- the development of the device according to claim 22 has the advantage that it can be easily operated, in particular, the thread can be easily inserted.
- the monitoring is also possible.
- the embodiment according to claim 23 ensures a quiet thread guide and also allows a customized temperature control. As a result, the strength, extensibility and shrinkage tendency of the thread can be very largely influenced and adjusted to desired values.
- the embodiment according to claim 24 serves to fix the yarn path relative to the heated surface but also to calm the yarn path.
- the embodiment according to claim 25 and 26 is shown in terms of machine technology.
- the looping of the thread on the draw pin can be very easily adjusted by the positioning of the draw pin that, taking into account the temperature of the draw pin, the yarn tension is increased so that forms on the draw pin of the draw point.
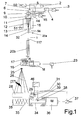
- a thread 1 is spun from a thermoplastic material.
- the thermoplastic material is fed by a filling device 2 to the extruder 3.
- the extruder 3 is driven by a motor 4.
- the engine 4 is controlled by a motor controller 49.
- the thermoplastic material is melted. This is done on the one hand, the deformation work (shear energy), which is introduced by the extruder in the material.
- a heater 5, z. B. in the form of a Resistance heating provided, which is controlled by a heating controller 50.
- the melt line 6 in which a pressure sensor 7 is provided for measuring the melt pressure for a pressure-speed control of the extruder, the melt passes to the gear pump 9, which is driven by the pump motor 44.
- the pump motor is controlled by the pump control 45 such that the pump speed is sensitive adjustable.
- the pump 9 conveys the melt stream to the heated spin box 10, on the underside of which the spinneret 11 is located. From the spinneret 11, the melt exits in the form of fine filament strands 12.
- the filament strands pass through a cooling shaft 14. In the cooling shaft 14, an air flow 15 is directed transversely or radially onto the filament bundle 12 by blowing. This cools the filaments.
- the filament bundle is combined by a preparation roller 13 or a preparation pin to form a thread 1 and provided with a preparation liquid.
- the thread is withdrawn from the cooling shaft 14 and from the spinneret 11 through a take-off godet 16.
- the thread wraps around the withdrawal godet 16 several times.
- the purpose of this is an overflow roller 17 arranged in an interlaced manner to the godet 16.
- the overflow roller 17 is freely rotatable.
- the godet 16 is driven by godet motor 18 and frequency generator 23 at a presettable speed. This take-off speed is many times higher than the natural exit speed of the filaments 12 from the spinneret 11 and higher than the filament speed after solidification in the pristine.
- the thread is withdrawn from the cooling shaft 14 and from the spinneret 11 through a Abzunggalette 54.
- the thread wraps around the withdrawal godet 54 several times.
- the purpose of this is an overflow roller 55 arranged in an interlaced manner to the godet 54.
- the overflow roller 55 is freely rotatable.
- the godet 55 is withdrawn by a godet motor at a presettable speed. This take-off speed is many times higher than the natural exit speed of the filaments 12 from the spinneret.
- the thread passes through the heating device 20b to the further godet 16, which is referred to herein as the drawing godet.
- the draw godet 16 is driven at a higher speed than the previously described godet 54. As a result, the thread between the two godets 54 and 16 is stretched.
- the yarn 1 passes to the so-called "head thread guide" 25 and from there into the traversing triangle 26.
- the traversing device 27 is not shown. These are oppositely rotating wings, the thread 1 over the length of the coil 33 back and forth. In this case, the thread wraps behind the traversing device 27, a contact roller 28.
- the contact roller 28 rests on the surface of the coil 33 at. It is used to measure the surface speed of the coil 33.
- the coil 33 is formed on a sleeve 35.
- the sleeve 35 is clamped on a winding spindle 34.
- the spindle 34 is driven by the spindle motor 36 and spindle control 37 so that the surface speed of the coil 33 remains constant.
- the speed of the freely rotatable contact roller 28 is scanned on the contact roller shaft 29 by means of a ferromagnetic insert 30 and a magnetic encoder 31 as a controlled variable.
- the traversing device 27 may also be a conventional Kehrgewindewalze with a in the Kehrgewindenut over the traversing area reciprocating traversing yarn guide.
- the diameter of the coil 33 is continuously detected as a state parameter or a variable derived from the diameter.
- the rotational speed of the spindle 34 and the rotational speed of the contact roller 28, which rests on the surface of the coil measured.
- Ferromagnetic inserts 30, 38 serve in the spindle 34 as well as the contact roller 28 and corresponding pulse generators 31, 39.
- the rotational speed of the contact roller 28 serves as a control variable for the adjustment of the spindle motor 36 via spindle control 37, the rotational speed of the spindle 34 what is not discussed here, related to the control of the traversing device 27.
- 16 stretching pins 56 and a heater 20 b lie between the cooling shaft 14 and the godet godet.
- the last of the draw pins 56 has a heated heating surface 32.
- the draw pins are preferably not rotatable and preferably fixed. They are partially wrapped by the thread. By adjusting the first pin perpendicular to the yarn path, the wrap angle and thus the contact length on the surfaces of each pin can be reduced or enlarged in the desired manner. In the case of an arrangement of three draw pins (FIG. 5), the middle draw pin is preferably adjusted. In Fig. 1, 4 and 5, the offset is exaggerated. In fact, a small offset is sufficient. At least one of the draw pins, preferably the last, is - as I said - heated. The temperature to which the filament is heated is higher than the glass transition temperature of the filament, which is 55 and below 120 ° C for polyester.
- the heater 20b is located between the godet godet 54 and the godet godet 16.
- the surface 32 of the godet godet 54 is heated so that the draw point of the yarn forms immediately behind or on the godet.
- the thread is passed through the heater 20b.
- Fig. 4 shows a modification of the embodiment of FIG. 2.
- the withdrawal godet 54 is not heated.
- Fig. 5 also shows a modification of the embodiment of Fig. 2.
- the withdrawal godet 54 is not heated.
- the unheated draw pins 56 are arranged in front of the heater 20b.
- the wrap of the middle draw pin is a heated plate 58, so that both the thread and indirectly the draw pins are heated.
- the method is modifiable to the effect that the draw pins 56 can be omitted.
- the thread is then passed over the heated plate 58 with little contact or without contact.
- FIGS. 4 and 5 which in each case replace the bordered part according to FIG. 2, are stretching pins and heating means - in this regard, reference is made to FIG. 1 - between withdrawal godet 54 and drawing godet 16.
- the withdrawal godet 54 is heated to a temperature in the range between 70 and 120 °.
- the withdrawal godets 16 may be heated at a temperature of about 150 ° ⁇ 40 ° C to achieve a shrinkage and heat fixation of the thread.
- this is not the subject of the invention.
- the thread is taken up galettly at a take-off speed of more than 5,000 m / min directly from the winding shown by the contact roller 28 and the spool 33.
- the stretching starts already in the spinning zone.
- the first stage of the heat treatment is formed by the entrained spin heat.
- the leadership of the thread over a curved surface can be omitted.
- the thread is then passed through an eyelet or thread guide 8 to the second stage of the heat treatment by means of the heater 20b.
- the heat treatment takes place in that the thread 1 is guided essentially over the heating surface 117.
- the heating surface 117 has a surface temperature that is above the melting temperature of the thread material.
- the thread is wound directly onto the spool 33.
- take-off speeds in the range between 6,000 to 7,500 mm / min can be achieved.
- the heater 20b may be formed in two stages, with both stages of approximately the same length, i. Are 300 to 500 mm long or deliberately short in the feeder and longer in the following zones, so that a strong increase of the intake temperature compared to the following zones is possible.
- the temperature control is done so that in the input-side stage, the surface temperature is 450 to 550 ° C and in the output side stage, the surface temperature is 400 to 500 ° C.
- the thread is guided at a small distance to the respective surface, for example at a distance of 0.5 to 3.5 mm.
- the heater 20b will be described with reference to FIG.
- the heating device 20b may consist of several, here two track sections 114a and 114b lying one behind the other in the thread running direction. These are of different length, but otherwise the same cross-sectional shape.
- the purpose of such a two-part arrangement may be to heat the heater 20b differently in different length ranges in order to treat the thread 1 at a heat profile that satisfies its properties. This means that more than the two sections shown can be used.
- the angle formed by the two heating rails 114 to each other is set identically at each processing point of the spinning-stretching machine, so that threads of the same quality are produced on all processing points.
- For fixing the two heating rails 114 is a mounting rail 158.
- the mounting rail has a U-shaped cross section.
- the heating rails 114 are secured to the bottom of the mounting rail with spacers 160. By dimensioning the spacers and their position relative to the heating rail 114, the inclination of the heating rail 114 with respect to the straightened Fixed mounting rail 158.
- the two heating rails 114 with respect to the mounting rail opposite slope and form together an obtuse angle.
- the mounting rail 158 thus serves for a precise attachment of the two heating rails. Since the mounting rail 158 has a U-shaped profile, but it also surrounds the two heating rails. Therefore, the mounting rail 158 also serves the temperature equalization over the length and width of the heating rails.
- the mounting rail is surrounded by insulation.
- rod-shaped spacers 140 the longitudinal groove 112. Nutengrund, d. H. bridge the heating surface 117 and set the yarn path at an exact distance from the bottom of the groove.
- some or all yarn guides 132 with a circumferential leading edge for. B. a circumferential groove 142 (Fig. 3a) may be provided, the height of the groove bottom is tuned with the predetermined by the guide bodies 140 height of the thread path. In this way, the thread, which is guided in the groove, additionally guided by the side edges of the groove.
- the circumferential grooves have the same depth over the circumference, so they are concentric with the yarn guides 132.
- the circumferential grooves with varying in the course of the circumference depth, z. B. in that the groove bottom is indeed circular cylindrical but eccentric to the thread guides 132 is cut.
- the possibility of a fine adjustment of the contact between the thread 131 and thread guides 132 and the zigzag threadline is given by turning the thread guide.
- the yarn guides 132 could, for example, via a connecting linkage (not shown) rotate together and to the same extent.
- the heater is housed in an insulating box (not shown) in which it is in a heat-insulating material, eg
- the insulating box can be provided with a flap that allows it to open to provide access to the heater and insert the thread. Furthermore, the insulating box with its laying over the heater parts for axially fixing the yarn guide 132 in the rail 114.
- the insulating box is provided with slots that are aligned with the center plane and bevels 134 of the yarn guide 132 and allow it to be treated Insert thread 138 between the thread guides 132.
- the slots are provided on their side walls with wear-resistant insulating.
- heating elements 124, 126 necessary electrical contacts are optionally housed in the insulating box 144.
- the contact surfaces with which the yarn guides touch the yarn have a relatively large diameter.
- the heating rail has on its side remote from the longitudinal groove 112 side two grooves which lie substantially below the thread guide grooves 112. In these grooves heating elements 124 and 126 are inserted.
- the heating elements are clamped by a mounting rail 159, which extends over the entire length of the heating rail.
- a mounting rail 159 which extends over the entire length of the heating rail.
- the mounting plate grooves which surround the heating elements 124, 126.
- the distance of the thread to the heating surface 117 is very small.
- the distance is in the range between 0.5 to 5 mm.
- the upper value is not more than 3.5 mm in order to achieve a good heat transfer and an accurate trouble-free temperature control. This results in the correspondingly high temperature of the heating rail of more than 350 ° C shock-like heating.
- the yarn guides 132 may be at least partially omitted or removed if they have a negative influence. On the one hand, they contribute to calming the yarn path and heating of the yarn by running contact and, on the other hand, have only a slight friction on the yarn as a result of the low looping. The essence, however, is the non-contact guide in close proximity to the highly heated heating surface.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Treatment Of Fiber Materials (AREA)
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19526265 | 1995-07-19 | ||
| DE19526265 | 1995-07-19 | ||
| DE19530817 | 1995-08-23 | ||
| DE19530817 | 1995-08-23 | ||
| DE19542769 | 1995-11-16 | ||
| DE19542769 | 1995-11-16 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0754790A2 EP0754790A2 (de) | 1997-01-22 |
| EP0754790A3 EP0754790A3 (de) | 2001-09-19 |
| EP0754790B1 true EP0754790B1 (de) | 2006-10-04 |
Family
ID=27215304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96110889A Expired - Lifetime EP0754790B1 (de) | 1995-07-19 | 1996-07-05 | Verfahren und Vorrichtung zum Heizen eines synthetischen Fadens |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US5783127A (zh) |
| EP (1) | EP0754790B1 (zh) |
| KR (1) | KR970006555A (zh) |
| CN (1) | CN1074472C (zh) |
| DE (1) | DE59611386D1 (zh) |
| TW (1) | TW320654B (zh) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19915762A1 (de) * | 1999-04-08 | 2000-10-12 | Lurgi Zimmer Ag | Kühlsystem für Filamentbündel |
| EP1366221A4 (en) | 2000-09-15 | 2006-01-18 | First Quality Fibers Llc | APPARATUS FOR MANUFACTURING AN OPTICAL FIBER MADE OF A SEMI-CRYSTALLINE POLYMER |
| US6740270B2 (en) | 2000-10-10 | 2004-05-25 | Shell Oil Company | Spin draw process of making partially oriented yarns from polytrimethylene terephthalate |
| US6702864B2 (en) | 2000-10-11 | 2004-03-09 | Shell Oil Company | Process for making high stretch and elastic knitted fabrics from polytrimethylene terephthalate |
| US6565073B1 (en) | 2002-04-17 | 2003-05-20 | Meritor Light Vehicle Technology, Llc | Electromagnetic suspension system |
| NL1029276C2 (nl) * | 2005-06-17 | 2006-12-19 | Desseaux H Tapijtfab | Werkwijze ter vervaardiging van monofilamenten, alsmede een hieruit samengesteld kunstgrasveld. |
| US20090036613A1 (en) | 2006-11-28 | 2009-02-05 | Kulkarni Sanjay Tammaji | Polyester staple fiber (PSF) /filament yarn (POY and PFY) for textile applications |
| EP2283174B1 (de) * | 2008-05-23 | 2012-01-04 | Oerlikon Textile GmbH & Co. KG | Verfahren zum schmelzspinnen, verstrecken und aufwickeln eines multifilen fadens sowie eine vorrichtung zur durchführung des verfahrens |
| CN103060977B (zh) * | 2013-01-13 | 2015-07-22 | 经纬纺织机械股份有限公司 | 全自动假捻变形机热导丝盘装置 |
| FR3022822B1 (fr) | 2014-06-30 | 2016-10-28 | Michelin & Cie | Procede et dispositif de fabrication de fil metallique enrobe de caoutchouc |
| KR101647083B1 (ko) * | 2014-12-31 | 2016-08-23 | 주식회사 삼양사 | 폴리에틸렌 섬유, 그의 제조방법 및 그의 제조장치 |
| CN105821498B (zh) * | 2016-05-27 | 2017-12-15 | 浙江显昱纤维织染制衣有限公司 | 一种纺丝机的拉伸结构 |
| DE102017100488A1 (de) | 2017-01-12 | 2018-07-12 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung und Verfahren zur Erzeugung eines texturierten Filamentes oder Garnes |
| DE102017100487A1 (de) * | 2017-01-12 | 2018-07-12 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung und Verfahren zur Erzeugung eines mehrfarbigen Garnes |
| CN107161816B (zh) * | 2017-06-30 | 2019-02-19 | 昆山双路自动化科技有限公司 | 自动粘丝机 |
| EP3758445B1 (en) * | 2018-02-23 | 2023-09-06 | TMT Machinery, Inc. | Heating roller and spun yarn drawing device |
| AU2019324741A1 (en) * | 2018-08-21 | 2021-04-22 | Bc Machining Technologies Inc. | Method and apparatus for producing filament array |
| CN111155181B (zh) * | 2020-01-20 | 2023-10-10 | 宁波海格拉新材料科技有限公司 | 一种纤维的热增强设备以及热处理方法 |
| CN115012047B (zh) * | 2022-06-28 | 2024-01-09 | 湖州市中跃化纤有限公司 | 一种高强低收缩fdy多头纺母丝生产工艺 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2811409A (en) * | 1952-12-31 | 1957-10-29 | Eastman Kodak Co | Spinning of acrylonitrile polymer fibers |
| US3103407A (en) * | 1959-11-25 | 1963-09-10 | Process of drawing melt spun polyester yarns | |
| US3522342A (en) * | 1967-07-03 | 1970-07-28 | Nypel Inc | Apparatus and method for making bristles having a filler |
| DE2925006C2 (de) * | 1979-06-21 | 1983-06-30 | Akzo Gmbh, 5600 Wuppertal | Verfahren zur Herstellung schmelzgesponnener und molekularorientierend verstreckter, kristalliner Filamente |
| DE3346677A1 (de) * | 1983-12-23 | 1985-07-04 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | Verfahren zur herstellung eines multifilen chemiefadens |
| US4902461A (en) * | 1987-03-20 | 1990-02-20 | Barmag, Ag | Method for heating an advancing yarn |
| DE3823337A1 (de) * | 1987-07-18 | 1989-01-26 | Barmag Barmer Maschf | Verfahren zum herstellen von glattgarn |
| DE3823538A1 (de) * | 1988-07-12 | 1990-02-01 | Davy Mckee Ag | Verfahren zur herstellung von pbt-teppichgarn |
| CA1337498C (en) * | 1989-09-01 | 1995-11-07 | Ephraim Broyer | Thermal treatment of thermoplastic filaments |
| US5277858A (en) * | 1990-03-26 | 1994-01-11 | Alliedsignal Inc. | Production of high tenacity, low shrink polyester fiber |
| DE69326978T2 (de) * | 1992-07-18 | 2001-04-26 | Barmag Ag | Verfahren zur Herstellung und/oder Behandlung sowie Aufwicklung eines endlose Materials aus thermopastischem Kunststoff mit Ausgabe eines Qualitätssignals sowie Aufnahmevorrichtung |
| JP2692513B2 (ja) * | 1992-11-10 | 1997-12-17 | 東レ株式会社 | ポリエステル繊維の製造方法および装置 |
| DE19506369A1 (de) * | 1994-02-28 | 1995-08-31 | Barmag Barmer Maschf | Verfahren und Vorrichtung zum Heizen eines synthetischen Fadens |
| DE59601798D1 (de) * | 1995-02-23 | 1999-06-10 | Barmag Barmer Maschf | Verfahren zum Spinnen, Verstrecken und Aufspulen eines synthetischen Fadens |
-
1996
- 1996-07-05 EP EP96110889A patent/EP0754790B1/de not_active Expired - Lifetime
- 1996-07-05 DE DE59611386T patent/DE59611386D1/de not_active Expired - Fee Related
- 1996-07-15 KR KR1019960028476A patent/KR970006555A/ko not_active Application Discontinuation
- 1996-07-17 TW TW085108671A patent/TW320654B/zh not_active IP Right Cessation
- 1996-07-19 CN CN96110666A patent/CN1074472C/zh not_active Expired - Fee Related
- 1996-07-19 US US08/684,389 patent/US5783127A/en not_active Expired - Fee Related
-
1998
- 1998-02-17 US US09/024,717 patent/US6012912A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1145959A (zh) | 1997-03-26 |
| US6012912A (en) | 2000-01-11 |
| TW320654B (zh) | 1997-11-21 |
| DE59611386D1 (de) | 2006-11-16 |
| EP0754790A2 (de) | 1997-01-22 |
| CN1074472C (zh) | 2001-11-07 |
| EP0754790A3 (de) | 2001-09-19 |
| US5783127A (en) | 1998-07-21 |
| KR970006555A (ko) | 1997-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0754790B1 (de) | Verfahren und Vorrichtung zum Heizen eines synthetischen Fadens | |
| EP0845550B1 (de) | Verfahren und Vorrichtungen zum Spinnen und Aufwickeln von Fäden | |
| EP1979513B1 (de) | Vorrichtung zum schmelzspinnen und aufwickeln von synthetischen fäden | |
| EP2007935B1 (de) | Verfahren und vorrichtung zum abziehen und verstrecken eines multifilen fadens | |
| DE19535143B4 (de) | Vorrichtung und Verfahren zur thermischen Behandlung von Fasern | |
| EP1594785B1 (de) | Vorrichtung zum herstellen und aufwickeln synthetischer fäden | |
| WO2009141426A2 (de) | Verfahren zum abziehen und verstrecken eines multifilen fadens beim schmelzspinnen sowie eine vorrichtung zur durchführung des verfahrens | |
| US5698146A (en) | Method and apparatus for spinning a synthetic multi-filament yarn | |
| EP0940485A2 (de) | Verfahren und Vorrichtung zum Spinnen, Verstrecken und Aufwickeln eines Fadens | |
| EP0726338A2 (de) | Verfahren zur Herstellung eines multifilen Fadens | |
| DE10053073A1 (de) | Spinnvorrichtung | |
| EP1501968B1 (de) | Texturiermaschine | |
| DE2157663A1 (de) | Verfahren und Vorrichtung zur Behänd lung von ungestrecktem oder nur teilweise gestrecktem mehrfadigen thermoplastischen Garn im Zuge seiner Kräuselung | |
| DE19506369A1 (de) | Verfahren und Vorrichtung zum Heizen eines synthetischen Fadens | |
| DE102007014511A1 (de) | Verfahren und Vorrichtung zum Schmelzspinnen, Behandeln und Aufwickeln mehrerer multifiler Fäden | |
| EP0731196B1 (de) | Verfahren zum Spinnen, Verstrecken und Aufspulen eines synthetischen Fadens | |
| EP0826802B1 (de) | Verfahren und Vorrichtung zum Spinnen eines multifilen Fadens | |
| DE2501265A1 (de) | Verfahren zur herstellung von texturiertem, synthetischem fadengarn | |
| WO2016058873A1 (de) | Verfahren und vorrichtung zur herstellung eines multifilen fadens aus einer polyamidschmelze | |
| DE3534079C2 (de) | Verfahren zum Herstellen von Glattgarn | |
| WO1999009239A1 (de) | Falschdrall-texturiermaschine und verfahren zur herstellung eines texturierten fadens | |
| DE4435923B4 (de) | Vorrichtung und Verfahren zum gleichmäßigen Texturieren eines laufenden Fadens | |
| DE19909073B4 (de) | Vorrichtung und Verfahren zum Verstrecken eines synthetischen Fadens | |
| DE102015016800A1 (de) | Verfahren zum Schmelzspinnen, Abziehen, Verstrecken, Relaxieren und Aufwickeln eines synthetischen Fadens für technische Anwendungszwecke und eine zugehörige Vorrichtung | |
| DE19649809A1 (de) | Verfahren zum Spinnen, Verstrecken und Aufspulen eines synthetischen Fadens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7D 02J 13/00 A, 7D 02J 1/22 B, 7D 01D 5/16 B, 7D 01D 10/02 B |
|
| 17P | Request for examination filed |
Effective date: 20011025 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SAURER GMBH & CO. KG |
|
| 17Q | First examination report despatched |
Effective date: 20040504 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20061004 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59611386 Country of ref document: DE Date of ref document: 20061116 Kind code of ref document: P |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20061004 |
|
| EN | Fr: translation not filed | ||
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: OERLIKON TEXTILE GMBH & CO. KG |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070525 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080729 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20100723 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110705 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20130724 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 |