EP0742300A1 - Gittergewebe aus Polyesterfilamentgarn, Verfahren zu seiner Herstellung, Vorrichtung zur Durchführung dieses Verfahrens - Google Patents
Gittergewebe aus Polyesterfilamentgarn, Verfahren zu seiner Herstellung, Vorrichtung zur Durchführung dieses Verfahrens Download PDFInfo
- Publication number
- EP0742300A1 EP0742300A1 EP96107231A EP96107231A EP0742300A1 EP 0742300 A1 EP0742300 A1 EP 0742300A1 EP 96107231 A EP96107231 A EP 96107231A EP 96107231 A EP96107231 A EP 96107231A EP 0742300 A1 EP0742300 A1 EP 0742300A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- copolymer
- threads
- heating
- lattice
- weft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D9/00—Open-work fabrics
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/587—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads adhesive; fusible
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/04—Heat-responsive characteristics
- D10B2401/041—Heat-responsive characteristics thermoplastic; thermosetting
Definitions
- the invention relates to a lattice fabric made of polyester filament yarns according to the preamble of claim 1, a method for producing a lattice fabric according to the preamble of claim 7 and an apparatus for carrying out this method according to the preamble of claim 10.
- Such a grid fabric is to be distinguished fundamentally from a so-called full-area fabric.
- the lattice fabric tends to dissolve the lattice strength, which is hardly pronounced anyway, at the points of intersection between warp threads and weft threads.
- the loose inner cohesion of the crossing thread layers means that the crossing points must be fixed.
- polyester filament yarn which consists of polyester material of high melting temperature and copolymer of low melting temperature.
- the polyester materials are fused together by means of the copolymer and in this way form non-slip crossing points.
- the lattice structure of such a lattice fabric is therefore retained even when shifted.
- Such mesh fabric is therefore quite suitable for curtains.
- a problem of such mesh fabric arises by the fact that the bonded crossing points burst as soon as the mesh fabric is loaded in the longitudinal direction of the filaments.
- Another method of fixing the crossing points is done in known grids by plastic wetting the entire woven grid.
- the disadvantage is that the plastic wetting also includes the warp threads or weft threads outside the crossing points. Therefore, not only the thread properties are changed by the application of the retaining plastic, but additional wetting material is also required.
- the object of the invention is therefore to improve the known non-slip grid fabric so that with the smallest possible grid divisions, delimited adhesive areas are still possible at the crossing points, which are also under the influence of tensile forces that are less than the tensile forces required to tear the filaments, don't burst.
- a lattice fabric is understood to be a fabric whose thread density per unit length is 0.5-10 threads per centimeter.
- the advantage of the invention is that the firm connection between the warp threads and the weft threads is limited to the common crossing points, and that there is nevertheless no disruptive influence on the thread properties nor on any subsequent processing.
- the warp thread or the weft thread consists of a material mixture, of which one material component has a high melting point and the other material component, also called a copolymer, has a low melting point.
- a melting temperature of approximately 257 degrees Celsius is known for polyester.
- the low-melting copolymer could be selected so that its melting point is on the order of between approximately 120 and 180 degrees Celsius. Due to the lower melting point of the copolymer in relation to the polyester, the threads in question can in any case be thermally activated in the area of intersection between warp threads and weft threads without fear of melting the polyester.
- a further essential feature of the invention is that although it is sufficient for the desired strength to provide either only the warp threads or only the weft threads made of polyester material and the copolymer, it is necessary, however, with regard to the strength properties, both the warp threads and the weft threads made of technical polyester filament yarn to manufacture.
- the jointly fused material can therefore take part in the slight stretch of the technical polyester filament yarns in the warp direction as well as in the weft direction without bursting.
- Suitable yarns for this are so-called hybrid yarns (e.g. Hoechst AG, Frankfurt / Main). However, the use of these yarns as filament yarns for the production of lattice fabrics has not yet occurred.
- the lattice fabric according to this invention will always form delimited adhesive areas even with the lattice divisions provided, so that despite a tensile load, a certain stretch in the filament yarn is still made possible without the melted copolymer bursting.
- the present invention must therefore also be fundamentally distinguished from the use of two-component yarns for full-area fabrics.
- This is known, for example, in plastic construction.
- two-component yarns are used as a matrix, each of the components takes on certain strength properties / adhesive properties of the finished component.
- this full-surface fabric however, there is no need to fix the crossing points together, nor do the different components have an impact on the sliding resistance.
- the relatively dense number of threads per unit of length already results in a sufficiently slip-resistant structure.
- Such mesh fabrics are preferred in the technical field, e.g. in filter construction, so that the use of high-strength polyester yarns is proposed at least for this application.
- Both contactless heaters and contact heaters can be used to heat the pre-crossed mesh.
- the contactless heating offers the advantage that the pre-crossed mesh fabric is reliably not displaced.
- additional measures are recommended to prevent the mesh from moving prematurely. This will be discussed.
- a major advantage of the invention is also based on the fact that a device suitable for production can be easily integrated into existing weaving machines.
- the heating zone should be arranged immediately behind the weft insertion zone in order to prevent the mesh fabric from being inadvertently shifted.
- the heating device can be a fixed or piecewise carried radiant heater.
- a heating roller is preferred here in order to achieve a continuous heating effect during the continuous production of the lattice fabric.
- the lattice fabric produced according to this method can be thermally guided in connection with subsequent heating in such a way that the shrinking process is already finished when the lattice fabric fused at the crossing points is wound up.
- a mesh fabric 1 shows a mesh fabric 1.
- Such a mesh fabric 1 has a relatively low thread density per unit length. Depending on the thread thickness, the usual thread densities are between 0.5 and 10 threads per centimeter. It is easy to imagine that, due to the loose weave, the Slip resistance of such mesh fabric is practically missing.
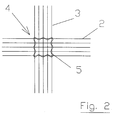
- the crossing points 4 between the warp threads 2 and the weft threads 3 are fused together by thermal activation of the copolymer. As shown in FIG. 2, there is always a fused area 5 in the area of the intersection points 4, in which the copolymer portions of the mixed yarn have penetrated between the filaments of the adjacent threads in order to then cool there.
- FIGS. 3, 4 show a corresponding device in order to be able to carry out the present method.
- lattice fabrics 1 are produced on weaving machines.
- a warp thread sheet 8 is drawn off from a warp beam 7 or from a creel and guided in a broad form over guide rollers. Every second warp thread is then grasped from the total of the warp threads drawn off and guided alternately under the thread sheet from the first warp threads in each case.
- the weft thread is now inserted in the resulting gusset between the opened warp threads.
- the weft thread is shot transversely between the continuously running warp threads in time with the fan within the weft insertion zone 9.
- the lattice fabric thus produced is fed to a winding tree 10.
- the winding tree 10 has a regulated rotational speed, in order to achieve a constant longitudinal tension of the warp threads.
- the weft threads rest against the warp threads without pretensioning and thus also without substantial friction. It is therefore necessary that at least the winding process takes place with the warp thread tension as constant as possible.
- such a heating device consists of a rotatingly driven heating roller 12.
- the heating roller 12 is connected to a heating circuit. If you want to achieve fast response times, it is advisable to e.g. to run as a steam-heated roller.
- the pre-crossed grid fabric is now wrapped around the heating roller of this type at an angle of at least 180 degrees. As Figure 4 shows, the angle can also be considerably larger.
- two pressure rollers 13, 14 are used, which bear on the heating roller 12 under a certain pre-pressure force at the roller entry point 19 or roller exit point 20.
- the lattice fabric is drawn off with a predetermined force F2.
- the two pressure rollers 13, 14 therefore prevent the mesh from slipping on the heating roller surface 12.
- a region 21 is formed, on which the pre-crossed mesh fabric can be heated without displacement.
- the process for melting the copolymer in the area of the crossing points in the area of the decoupled area 21 can be guided so that it cannot move.
- the heating device 11 comprises a temperature sensor 15 which measures the current heating temperature.
- the measured temperature is compared in a controller 16 with a predetermined target temperature.
- the target temperature is above the melting point of the copolymer, but below the melting point of the polyester material.
- the output signal of the controller is converted into an actuating signal via the operational amplifier 17.
- the control signal is then given to the mixing valve 18 so that a closed control is created. If the heating device 11 is fed by a steam heater as a whole, this offers the additional advantage of faster reaction times in the event of control deviations with good heat transfer between the heating medium and the heating roller. It is therefore necessary for a process control that is as accurate as possible to use a quickly reacting regulated heating circuit.
- the withdrawal of the warp thread sheet 8 first leads them into the area of the shed zone between the guide rollers where the weft insertion takes place in a manner known per se.
- the warp threads are interwoven with the weft threads. As a result of the shed movement, the weft threads can be minimally pre-fixed in the warp threads.
- the pre-woven grid While the pre-woven grid is now guided in the direction of the heating roller 12, it also passes through the area of the upstream pressure roller 13 (see FIG. 4). There the pre-woven grid is deflected and guided towards the surface of the heating roller 12. It passes through the roller inlet 19, where the warp threads are pre-warmed with the weft threads. During the further rotation of the heating roller 12, a further heat transfer takes place, the copolymer melting in the area of the crossing points to such an extent that the melted copolymer penetrates between the individual filaments of warp threads or weft threads. The penetration therefore leads to an intimate bond between the individual crossing filaments.
- the composite is based on the adhesive-fused copolymer.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Woven Fabrics (AREA)
- Treatment Of Fiber Materials (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Abstract
Description
- Die Erfindung betrifft ein Gittergewebe aus Polyesterfilamentgarnen nach Oberbegriff von Anspruch 1, ein Verfahren zur Herstellung eines Gittergewebes nach Oberbegriff von Anspruch 7 sowie eine Vorrichtung zur Durchführung dieses Verfahrens nach Oberbegriff von Anspruch 10.
- Ein derartiges Gittergewebe ist grundsätzlich zu unterscheiden von einem sogenannten vollflächigen Gewebe. Das Gittergewebe tendiert zu einer Auflösung der ohnehin kaum ausgeprägten Gitterfestigkeit an den Kreuzungspunkten zwischen Kettfäden und Schußfäden. Der lockere innere Zusammenhalt der sich kreuzenden Fadenlagen bedingt, daß die Kreuzungspunkte fixiert werden müssen.
- Hierzu ist es aus der EP 0 359 436 bekannt, Polyesterfilamentgarn zu verwenden, welches aus Polyestermaterial hoher Schmelztemperatur und Copolymer niedriger Schmelztemperatur besteht.
- An den Kreuzungspunkten werden die Polyestermaterialien mittels des Copolymers miteinander verschmolzen und bilden auf diese Weise schiebefeste Kreuzungspunkte. Die Gitterstruktur eines derartigen Gittergewebes bleibt daher auch bei Verschiebung erhalten.
- Derartiges Gittergewebe ist daher durchaus geeignet, für Gardinen. Ein Problem derartiger Gittergewebe entsteht jedoch durch die Tatsache, daß die verklebten Kreuzungspunkte zerplatzen, sobald das Gittergewebe in Längsrichtung der Filamente belastet wird.
- Zwar läßt sich die Festigkeit derartiger Gittergewebe dadurch erhöhen, daß die Fadenanzahl pro Längeneinheit erhöht wird. Dann jedoch besteht das Problem, daß keine abgegrenzten Klebebereiche mehr ausgebildet werden. Das Gittergewebe wird dann bei erhöhter Festigkeit insgesamt zu einem flächigen Gebilde verschmelzen. Die Gitterfunktion wäre damit hinfällig.
- Eine andere Methode, die Kreuzungspunkte zu fixieren, erfolgt bei bekannten Gitternetzen durch eine Kunststoffbenetzung des gesamten gewobenen Gitters. Der Nachteil beruht darauf, daß die Kunststoffbenetzung auch die Kettfäden bzw. Schußfäden außerhalb der Kreuzungsstellen mit umfaßt. Daher werden nicht nur die Fadeneigenschaften durch die Applikation des haltbringenden Kunststoffs verändert, sondern es wird auch zusätzliches Benetzungsmaterial benötigt.
- Aufgabe der Erfindung ist es daher, das bekannte schiebefeste Gittergewebe so zu verbessern, daß bei möglichst geringen Gitterteilungen immer noch abgegrenzte Klebebereiche an den Kreuzungspunkten möglich sind, welche auch unter dem Einfluß von Zugkräften, die geringer als die zum Zerreißen der Filamente notwendigen Zugkräfte sind, nicht zerplatzen.
- Diese Aufgabe wird bei dem bekannten Gittergewebe gelöst durch die Merkmale des Anspruchs 1.
- Unter einem Gittergewebe wird im Rahmen der vorliegenden Anmeldung ein Gewebe verstanden, dessen Fadendichte pro Längeneinheit 0,5 - 10 Faden pro Zentimeter beträgt.
- Aus der Erfindung ergibt sich der Vorteil, daß die feste Verbindung zwischen Kettfäden und Schußfäden auf die gemeinsamen Kreuzungspunkte begrenzt wird, und daß trotzdem weder störender Einfluß auf die Fadeneigenschaften entsteht noch auf etwaigen nachfolgenden Verarbeitungsprozess.
- Dieser Vorteil wird dadurch erreicht, daß zumindest der Kettfaden oder der Schußfaden aus einem Materialgemisch besteht, von denen die eine Materialkomponente einen hohen Schmelzpunkt und die andere Materialkomponente, - auch Copolymer genannt -, einen niedrigen Schmelzpunkt hat.
- Es sei für Polyester beispielsweise eine Schmelztemperatur von ca. 257 Grad Celsius bekannt. Dann könnte in einem Beispiel und ohne Beschränkung der Erfindung das niedrig schmelzende Copolymer so auswählt werden, daß dessen Schmelzpunkt in der Größenordnung zwischen ca. 120 und 180 Grad Celsius liegt. Durch den, im Verhältnis zum Polyester, niedrigeren Schmelzpunkt des Copolymers kann jedenfalls eine thermische Aktivierung der betreffenden Fäden im Kreuzungsbereich zwischen Kettfäden und Schußfäden erfolgen, ohne daß ein Zerschmelzen des Polyesters zu befürchten wäre.
- Durch das Aufschmelzen des Copolymeranteils wird daher im Bereich der Kreuzungspunkte, allein durch Verschmelzung des Copolymers eine Fixierung zwischen Kettfäden und Schußfäden stattfinden. Nach Abkühlen des zunächst aufgeschmolzenen Copolymers stellen sich die ursprünglichen Eigenschaften wieder ein. Ein störender Einfluß auf die vorgegebenen Materialeigenschaften ist daher bei diesem Fixierungsverfahren ausgeschlossen.
- Weiteres wesentliches Merkmal der Erfindung ist, daß es für die angestrebte Festigkeit zwar genügt, entweder nur die Kettfäden oder nur die Schußfäden aus Polyestermaterial und dem Copolymer vorzusehen, daß es jedoch hinsichtlich der Festigkeitseigenschaften notwendig ist, sowohl die Kettfäden als auch die Schußfäden aus technischem Polyesterfilamentgarn zu fertigen.
- Diese Kombination führt erst zum gewünschten Erfolg. Dabei ist davon auszugehen, daß ein Zerplatzen der Klebebereiche an den Kreuzungspunkten dadurch erfolgt, daß beim Verschmelzen des Copolymers im Temperaturbereich bis zu etwa 180°C ein Schrumpfen des Filamentgarns einsetzt, welches auch im Klebebereich erfolgt.
- Setzt man ein derart geschrumpftes Filamentgarn unter Längskraft, wird der Schrumpf rückgängig gemacht. Daher platzt im Bereich der Klebestelle das gemeinsam zerschmolzene Material, wodurch die Klebestelle unwirksam wird.
- Durch die Verwendung von hochfesten Polyesterfilamentgarnen wird diesem Zerstörungseffekt entgegengetreten. Das gemeinsam verschmolzene Material kann daher sowohl in Kettfadenrichtung als auch in Schußfadenrichtung die geringe Dehnung der technischen Polyesterfilamentgarne mitmachen ohne zu zerplatzen.
- Geeignete Garne hierfür sind sogenannte Hybrid-Garne (z. B. Hoechst AG, Frankfurt/Main). Allerdings ist die Verwendung dieser Garne als Filamentgarne zur Herstellung von Gittergeweben bislang noch nicht vorgekommen.
- Dennoch wird das Gittergewebe nach dieser Erfindung auch bei den vorgesehenen Gitterteilungen stets noch abgegrenzte Klebebereiche ausbilden, so daR trotz einer Zugkraftbeanspruchung immer noch eine gewisse Dehnung im Filamentgarn ermöglicht wird, ohne das zerschmolzene Copolymer zerplatzen zu lassen.
- Die vorliegende Erfindung ist daher auch grundsätzlich zu unterscheiden von der Verwendung von Zwei-Komponenten-Garnen für vollflächiges Gewebe. Dies ist beispielsweise bekannt im Kunststoffbau. Dort werden Zwei-Komponenten-Garne als Matrix eingesetzt, jede der Komponenten übernimmt bestimmte Festigkeitseigenschaften/Hafteigenschaften des fertigen Bauteils. Bei diesem vollflächigen Gewebe besteht allerdings weder die Notwendigkeit, die Kreuzungspunkte miteinander zu fixieren, noch wirken sich die unterschiedlichen Komponenten hinsichtlich der Schiebefestigkeit aus. Bei vollflächigem Gewebe wird bereits durch die relativ dichte Fadenzahl pro Längeneinheit eine ausreichend schiebefeste Struktur erzielt.
- Es soll ausdrücklich darauf hingewiesen sein, daß die Erfindung bereits realisierbar ist, sofern nur entweder der Kettfaden oder der Schußfaden mit den oben genannten Eigenschaften versehen ist. Allerdings führt eine Verwendung jeweils von Mischgarn sowohl für Kettfaden als auch für Schußfaden, insbesondere die Verwendung identischer Mischgarne, - zumindest hinsichtlich des Copolymeranteils -, zu einer weiteren Verbesserung des inneren Zusammenhalts an den Kreuzungspunkten des Gittergewebes.
- Derartige Gittergewebe kommen bevorzugt im technischen Bereich vor, z.B. im Filterbau, so daR zumindest für diesen Anwendungsfall die Verwendung hochfester Polyestergarne vorgeschlagen wird.
- Zur Aufheizung des vorverkreuzten Gittergewebes können sowohl berührungslose Heizungen als auch Kontaktheizungen verwendet werden. Die berührungslose Heizung bietet den Vorteil, daß eine Verschiebung des vorverkreuzten Gittergewebes zuverlässig unterbleibt. Für Kontaktwalzen empfehlen sich jedoch weitere Maßnahmen, um eine vorzeitige Verschiebung des Gittergewebes zu verhindern. Hierauf wird eingegangen.
- Ein wesentlicher Vorteil der Erfindung beruht auch auf der Tatsache, daß eine zur Herstellung geeignete Vorrichtung einfach in bestehende Webmaschinen integriert werden kann. Hierzu wird im wesentlichen vorgeschlagen, daß die Heizzone unmittelbar hinter der Schußfadeneintragszone angeordnet werden soll, um unbeabsichtiges Verschieben des Gittergewebes zu verhindern.
- In einem Ausführungsfall kann die Heizeinrichtung ein ortsfester oder stückweise mitgeführter Strahlungsheizer sein. Vorgezogen wird jedoch hier eine Heizwalze zur Erzielung eines kontinuierlichen Heizeffekts, während kontinuierlicher Herstellung des Gittergewebes.
- In jedem Falle kommt der Weiterbildung der Erfindung mit nachgeordneter Heizeinrichtung besondere Bedeutung zu. Berücksichtigt man nämlich, daß üblicherweise derartige Gitter bei nachgeordneter Imprägnierung zur Fixierung der Gitterstruktur anschließend getrocknet werden und dabei einem bestimmten Wärmeeinfluß unterliegen, der zum an sich bekannten Schrumpfen des Garnes führt, wird dank dieser Erfindung nunmehr dieser Wärmeschrumpf ebenfalls vorweggenommen, dies jedoch ohne den Behandlungsschritt "Imprägnierung".
- Das nach diesem vorliegenden Verfahren hergestellte Gittergewebe kann jedoch in Verbindung mit nachgeordneter Aufheizung thermisch so geführt werden, daß der Schrumpfprozess bereits beim Aufwickeln des an den Kreuzungspunkten verschmolzenen Gittergewebes beendet ist.
- Der Kunde erhält folglich ein schrumpfarmes Gittergewebe mit den Vorteilen der gänzlich unproblematischen Nachbehandlung. Deshalb kommt dieser Weiterbildung der Erfindung eine Doppelfunktion zu. Einerseits wird nämlich eine verschiebesichere Verklebung der Kreuzungspunkte im Gittergewebe erzielt, während andererseits die außerhalb der Kreuzungspunkte befindlichen Garne sowohl in Längsrichtung als auch in Querrichtung auf das Endmaß geschrumpft werden können.
- Im folgenden wird die Erfindung anhand von Ausführungsbeispielen näher erläutert. Es zeigen:
- Fig.1
- ein erfindungsgemäßes Gittergewebe in schematischer Ansicht;
- Fig.2
- einen vergrößerten Kreuzungspunkt 4 des Gittergewebes nach Fig. 1;
- Fig.3
- eine Vorrichtung zur Herstellung eines Gittergewebes gemäß Fig. 1, 2;
- Fig.4
- eine vergrößerte Darstellung der Heizeinrichtung gemäß Figur 3.
- Sofern im folgenden nichts anderes gesagt ist, gilt die folgende Beschreibung stets für alle Figuren.
- Fig.1 zeigt ein Gittergewebe 1. Ein derartiges Gittergewebe 1 hat eine relativ geringe Fadendichte pro Längeneinheit. Abhängig von der Fadenstärke liegen übliche Fadendichten zwischen 0,5 bis 10 Fäden pro Zentimeter. Es ist leicht vorstellbar, daß, - bedingt durch die lockere Webart -, die Schiebefestigkeit derartiger Gittergewebe praktisch fehlt. Um hier jedoch zu einer schiebefesten Ausrüstung zu kommen, werden die Kreuzungspunkte 4 zwischen den Kettfäden 2 und den Schußfäden 3 durch thermische Aktivierung des Copolymers miteinander verschmolzen. Wie hierzu die Fig.2 zeigt, entsteht im Bereich der Kreuzungspunkte 4 stets ein verschmolzener Bereich 5, an welchem die Copolymer-Anteile des Mischgarnes zwischen die Filamente der jeweils benachbarten Fäden eingedrungen sind, um dann anschließend dort abzukühlen.
- Es ist daher ein weiterer Vorteil der Erfindung, daß beim Aufheizen des Copolymers eine relativ gute Verflüssigung erfolgen kann, wodurch eine gute Penetration des aufgeschmolzenen Copolymers zwischen die einzelnen Filamente begünstigt wird, ohne daß die Polyestereigenschaften des anderen Materials negativ beeinflußt werden.
- Dieser Vorteil wird noch weiter begünstigt, wenn der Schmelzpunkt des Copolymers bezogen auf den Schmelzpunkt des Polyestermaterials soweit wie möglich entfernt ist, um nach Möglichkeit jede unerwünschte Temperaturbeeinflussung des Polyestermaterials zu verhindern.
- Darüber hinaus zeigen Fig.3,4 eine entsprechende Vorrichtung, um das vorliegende verfahren ausführen zu können. In an sich bekannter Weise werden derartige Gittergewebe 1 auf Webmaschinen hergestellt. Hierzu wird von einem Kettbaum 7 oder von einem Gatter eine Kettfadenschar 8 abgezogen und in breitgelegter Form über Führungswalzen geführt. Von den insgesamt abgezogenen Kettfäden wird dann jeweils jeder zweite Kettfaden erfaßt und wechselsinnig unter die Fadenschar aus den jeweils ersten Kettfäden geführt. Im entstehenden Zwickel zwischen den aufgefachten Kettfäden wird nun der Schußfaden eingebracht. Hierzu wird im Takt des Fächers innerhalb der Schußeintragszone 9 der Schußfaden quer zwischen die ständig laufenden Kettfäden geschossen.
- Danach wird, in an sich bekannter Weise, das so hergestellte Gittergewebe einem Aufwickelbaum 10 zugeführt. Der Aufwickelbaum 10 hat eine ausgeregelte Drehgeschwindigkeit, um eine möglichst konstante Längsspannung der Kettfäden zu erzielen. Bei derartigen Gittergeweben besteht nämlich stets das Problem, daß die Schußfäden ohne Vorspannung und somit auch ohne wesentliche Reibung an den Kettfäden anliegen. Es ist daher notwendig, daß zumindest der Aufwickelvorgang mit möglichst gleichbleibender Kettfadenspannung erfolgt.
- Wesentlich ist nun, daß unmittelbar hinter den Verkreuzungsstellen im Bereich der Schußeintragszone 9 eine Heizeinrichtung 11 vorgesehen ist.
- Wie Fig.4 erkennen läßt, besteht eine derartige Heizeinrichtung aus einer drehend angetriebenen Heizwalze 12. Die Heizwalze 12 ist an einem Heizkreislauf angeschlossen. Will man schnelle Reaktionszeiten erzielen, so empfiehlt es sich, die Heizwalze z.B. als dampfgeheizte Walze zu führen.
- Die derartige Heizwalze wird nun von dem vorverkreuzten Gittergewebe mit einem Winkel von wenigstens 180 Grad umschlungen. Wie Fig.4 zeigt, kann der Winkel auch erheblich größer sein. Hierzu dienen zwei Andrückwalzen 13,14, die unter einer gewissen Vorandruckkraft am Walzeneinlaufpunkt 19 bzw. Walzenauslaufpunkt 20 an der Heizwalze 12 anliegen.
- Wie man weiter anhand von Fig.4 erkennt, erfolgt der Abzug des Gittergewebes mit einer vorgegebenen Kraft F2. Die beiden Andrückwalzen 13,14 verhindern daher ein Durchrutschen des Gittergewebes auf der Heizwalzenoberfläche 12. Zwischen dem Einlaufpunkt 19 und dem Auslaufpunkt 20 bildet sich ein zugentkoppelter Bereich 21, auf dem die Beheizung des vorverkreuzten Gittergewebes verschiebungsfrei erfolgen kann. Insofern läßt sich im zugentkoppelten Bereich 21 der Prozeß zum Aufschmelzen des Copolymers im Bereich der Kreuzungsstellen verschiebesicher führen.
- Weiterhin zeigt Fig.3, daß die Heizeinrichtung 11 einen Temperaturfühler 15 umfaßt, welcher die jeweils aktuelle Heiztemperatur mißt. In einem Regler 16 wird die gemessene Temperatur mit einer vorgegebenen Solltemperatur verglichen. Die Solltemperatur liegt in jedem Fall oberhalb des Schmelzpunkts des Copolymers, jedoch unterhalb des Schmelzpunkts des Polyestermaterials. Bei Regelabweichungen wird das Ausgangssignal des Reglers über den Operationsverstärker 17 zu einem Stellsignal umgewandelt. Das Stellsignal wird dann dem Mischventil 18 so aufgegeben, daß eine geschlossene Regelung entsteht. Wird die Heizeinrichtung 11 insgesamt von einer Dampfheizung gespeist, bietet dies den zusätzlichen Vorteil schneller Reaktionszeiten bei Regelabweichungen mit trotzdem gutem Wärmeübergang zwischen Heizmedium und Heizwalze. Es ist daher für eine möglichst genaue Prozeßführung notwendig, einen schnell reagierenden geregelten Heizungskreis zu verwenden.
- Der Abzug der Kettfadenschar 8 führt diese zunächst einmal in den Bereich der Fachungszone zwischen den Führungswalzen wo in ansich bekannter Weise der Schußeintrag stattfindet. Dabei werden die Kettfäden mit den Schußfäden verwebt. Infolge der Fachungsbewegung kann eine minimale Vorfixierung der Schußfäden in den Kettfäden erfolgen.
- Während nun das vorgewebte Gitternetz weiter in Richtung Heizwalze 12 geführt wird, durchläuft es auch den Bereich der vorgeordneten Andruckwalze 13 (siehe Fig.4). Dort wird das vorgewebte Gitternetz umgelenkt und in Richtung zur Oberfläche der Heizwalze 12 geführt. Dabei passiert es den Walzeneinlauf 19, wo die Kettfäden mit den Schußfäden bereits vorgewärmt verpreßt werden. Während des weiteren Umlaufens der Heizwalze 12 findet ein weiterer Wärmeübergang statt, wobei das Copolymer im Bereich der Kreuzungspunkte soweit verschmilzt, daß dabei eine Penetration des aufgeschmolzenden Copolymers zwischen die einzelnen Filamente von Kettfäden bzw. Schußfäden erfolgt. Die Penetration führt daher zu einem innigen Verbund der einzelnen sich kreuzenden Filamente. Der Verbund beruht auf dem klebstoffartig verschmolzenen Copolymer.
- Da der Bereich zwischen Walzeneinlaufpunkt 19 und Walzenauflaufpunkt 20 im wesentlichen zugentlastet ist, besteht auch nicht die Gefahr, daß die vorgeschmolzene Gewebestruktur unkontrolliert aufgelöst wird. Bei Annäherung der aufgeschmolzenen Kreuzungspunkte an den Walzenauslaufpunkt 20 jedoch werden diese erneut zusammengepreßt. Hierdurch wird das aufgeschmolzene Copolymer innig mit den sich kreuzenden Filamenten verbunden. Da es jedoch bereits ausreicht, geringste Mengen an Copolymer zuzusetzen, bzw. entsprechende Polyestergarne zu verwenden, erfolgt bei dieser Schiebefest-Ausführung auch keine Verhärtung der Kreuzungspunkte. Insbesondere wenn sowohl die Kettfäden als auch die Schußfäden jeweils mit demselben Copolymer versetzt sind, lassen sich griffweiche Gittergewebe ohne Hartstellen erzielen.
Claims (13)
- Gittergewebe (1) aus Polyesterfilamentgarn, bestehend aus Polyestermaterial hoher Schmelztemperatur und Copolymer niedriger Schmelztemperatur, wobei Kettfäden (2) und Schußfäden (3) des Gittergewebes an den Kreuzungspunkten (4) schiebefest mittels des Copolymers miteinander verschmolzen sind, dadurch gekennzeichnet, daß1.1 sowohl die Kettfäden (2) als auch die Schußfäden (3) jeweils aus technischem Polyesterfilamentgarn mit hochfesten Eigenschaften bestehen, wobei1.2. von den Kettfäden (2) und von den Schußfäden (3) wenigstens eines der beiden Fadenmaterialien aus dem Polyestermaterial und dem Copolymer besteht, und daß1.3. die Gitterteilung im Bereich zwischen 0,5 bis 10 Faden pro cm beträgt.
- Gittergewebe nach Anspruch 1, dadurch gekennzeichnet, daß die Gitterteilung im Bereich zwischen 1,5 bis 4 Faden pro cm beträgt.
- Gittergewebe nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, daß das Polyesterfilamentgarn eine Feinheitsfestigkeit > 70 cN/tex aufweist.
- Gittergewebe nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß das Polyesterfilamentgarn einen Titer von mehr als 1000 dtex aufweist.
- Gittergewebe nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß Kettfaden (2) und Schußfaden (3) dasselbe Copolymer aufweisen.
- Gittergewebe nach Anspruch 5, dadurch gekennzeichnet, daß Kettfaden (2) und Schußfaden (3) aus demselben Mischgarn bestehen.
- Verfahren zur Herstellung eines Gittergewebes nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß unmittelbar hinter den Verkreuzungsstellen (4), an denen die Schußfäden (3) mit den Kettfäden (2) verkreuzt werden, das vorverkreuzte Gittergewebe (1) an einer Heizeinrichtung (11) vorbeigeführt wird,
daß die Heizeinrichtung (11) auf eine Heiztemperatur oberhalb der Schmelztemperatur des Copolymers jedoch unterhalb der Schmelztemperatur des Polyestermaterials beheizt ist und daß
nach dem Aufschmelzen des Copolymers eine Fixierung durch Druck erfolgt. - Verfahren nach Anspruch 7, dadurch gekennzeichnet, daß die Beheizung berührungslos erfolgt.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, daß die Beheizung zugleich mit der Fixierung erfolgt.
- Vorrichtung zur Durchführung des Verfahrens nach einem der Ansprüche 7 bis 9, bestehend aus einer Webmaschine, einem Kettbaum (7) einer Schußfadeneintragszone (9) und einer Aufwickeleinrichtung (10) für das Gittergewebe, dadurch gekennzeichnet, daß umittelbar hinter der Schußfadeneintragszone (9) eine Heizzone mit Heizeinrichtung (11) angeordnet ist,
daß die Heizeinrichtung (11) auf eine Temperatur größer der Schmelztemperatur des Copolymers, jedoch geringer als die Schmelztemperatur des Polyestermaterials beheizbar ist,
daß auf die Heizzone eine Fixierzone mit Fixiereinrichtung folgt. - Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, daß die Heizeinrichtung eine mitbewegte Kontaktheizung ist.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, daß die Heizeinrichtung eine Heizwalze ist.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, daß Walzeneinlaufpunkt (19) und Walzenauslaufpunkt (20) von jeweils einer Andrückwalze (13, 14) bestimmt ist, und daß
die Andrückkraft mindestens so groß ist, daß zwischen Walzeneinlaufpunkt (19) und Walzenauslaufpunkt (20) ein zugentkoppelter Bereich (21) entsteht.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19517480A DE19517480A1 (de) | 1995-05-12 | 1995-05-12 | Gittergewebe aus Polyesterfilamentgarn, Verfahren zu seiner Herstellung, Vorrichtung zur Durchführung dieses Verfahrens |
| DE19517480 | 1995-05-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0742300A1 true EP0742300A1 (de) | 1996-11-13 |
| EP0742300B1 EP0742300B1 (de) | 1999-11-03 |
Family
ID=7761768
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96107231A Expired - Lifetime EP0742300B1 (de) | 1995-05-12 | 1996-05-08 | Gittergewebe aus Polyesterfilamentgarn, Verfahren zu seiner Herstellung, Vorrichtung zur Durchführung dieses Verfahrens |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0742300B1 (de) |
| AT (1) | ATE186340T1 (de) |
| DE (2) | DE19517480A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202011107519U1 (de) | 2011-11-04 | 2011-12-08 | Paul Sauer Gmbh & Co. Walzenfabrik Kg | Walze mit gummielastischem Walzenmantel |
| DE202011107518U1 (de) | 2011-11-04 | 2011-12-08 | Paul Sauer Gmbh & Co. Walzenfabrik Kg | Walze oder Walzenelement mit elastomerem Walzenmantel |
| EP2444680A2 (de) | 2010-10-22 | 2012-04-25 | Paul Sauer GmbH & Co. Walzenfabrik KG | Walze mit gummielastischem Walzenmantel |
| EP2444681A2 (de) | 2010-10-22 | 2012-04-25 | Paul Sauer GmbH & Co. Walzenfabrik KG | Walze oder Walzenelement mit elastomerem Walzenmantel |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2171118B1 (es) * | 2000-05-25 | 2003-12-16 | Valero M Angeles Rodriguez | Procedimiento de fabricacion de tejido de malla a partir de monofilamento. |
| ES2195704B1 (es) * | 2001-02-06 | 2005-03-01 | M.-Angeles Rodriguez Valero | Tejido de malla y procedimiento para su obtencion. |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2007978A1 (de) * | 1968-05-07 | 1970-01-16 | Allied Chem | |
| US4107371A (en) * | 1977-10-25 | 1978-08-15 | Johnson & Johnson | Woven fabric that is relatively stiff in one direction and relatively flexible in the other |
| EP0359436A1 (de) * | 1988-08-31 | 1990-03-21 | Philip John Poole | Jalousien |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2769222A (en) * | 1950-04-10 | 1956-11-06 | Southwell Mary Elizabeth | Fabric and method of making same |
| DE1959574A1 (de) * | 1969-11-27 | 1971-06-03 | Berkenhoff & Drebes Ag | Faden und aus dem Faden hergestelltes Siebgewebe |
| DE6918165U (de) * | 1969-05-05 | 1970-01-29 | Hoechst Ag | Filter- und siebgewebe aus ummanteltem polyestermaterial. |
| DE2324359A1 (de) * | 1973-05-14 | 1974-11-28 | Karl Benker | Verfahren und vorrichtung zur herstellung von fixierten geweben aus thermoplastischem kunststoffadenmaterial |
| FR2364284A1 (fr) * | 1976-09-10 | 1978-04-07 | Payen & Cie L | Procede pour la fabrication d'une etoffe rigide ajouree et etoffes ainsi realisees |
| DE2849596A1 (de) * | 1978-11-15 | 1980-05-29 | Amengual Rotger | Verfahren zur herstellung von textilien mit synthetischen bestandteilen |
| AT365673B (de) * | 1979-04-19 | 1982-02-10 | Vogel Werner Ing | Einrichtung zur herstellung eines gitterfoermigen gewebes |
| US4479999A (en) * | 1982-04-15 | 1984-10-30 | Celanese Corporation | Fabric comprised of fusible and infusible fibers, the former comprising a polymer which is capable of forming an anisotropic melt phase |
| DE8318102U1 (de) * | 1983-06-22 | 1983-10-27 | Verseidag-Industrietextilien Gmbh, 4150 Krefeld | Textile Flächenbahn |
| DE3835929A1 (de) * | 1988-10-21 | 1990-04-26 | Kirson Gmbh | Verfahren zum gegenseitigen verbinden von gitter bildenden faeden |
| DE4206997C2 (de) * | 1992-03-05 | 1997-07-03 | Milliken Europ Nv | Verfahren zur Herstellung eines textilen Flachmaterials aus mindestens zwei Komponenten unterschiedlichen Schmelzpunktes |
-
1995
- 1995-05-12 DE DE19517480A patent/DE19517480A1/de not_active Ceased
-
1996
- 1996-05-08 DE DE59603532T patent/DE59603532D1/de not_active Expired - Fee Related
- 1996-05-08 EP EP96107231A patent/EP0742300B1/de not_active Expired - Lifetime
- 1996-05-08 AT AT96107231T patent/ATE186340T1/de not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2007978A1 (de) * | 1968-05-07 | 1970-01-16 | Allied Chem | |
| US4107371A (en) * | 1977-10-25 | 1978-08-15 | Johnson & Johnson | Woven fabric that is relatively stiff in one direction and relatively flexible in the other |
| EP0359436A1 (de) * | 1988-08-31 | 1990-03-21 | Philip John Poole | Jalousien |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2444680A2 (de) | 2010-10-22 | 2012-04-25 | Paul Sauer GmbH & Co. Walzenfabrik KG | Walze mit gummielastischem Walzenmantel |
| EP2444681A2 (de) | 2010-10-22 | 2012-04-25 | Paul Sauer GmbH & Co. Walzenfabrik KG | Walze oder Walzenelement mit elastomerem Walzenmantel |
| DE202011107519U1 (de) | 2011-11-04 | 2011-12-08 | Paul Sauer Gmbh & Co. Walzenfabrik Kg | Walze mit gummielastischem Walzenmantel |
| DE202011107518U1 (de) | 2011-11-04 | 2011-12-08 | Paul Sauer Gmbh & Co. Walzenfabrik Kg | Walze oder Walzenelement mit elastomerem Walzenmantel |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE186340T1 (de) | 1999-11-15 |
| EP0742300B1 (de) | 1999-11-03 |
| DE59603532D1 (de) | 1999-12-09 |
| DE19517480A1 (de) | 1996-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102014103861B4 (de) | Abstandsgewirke sowie Verfahren zur Herstellung eines Abstandsgewirkes | |
| DE102008063545C5 (de) | Multiaxialgelege, Verfahren zur Herstellung eines Faserverbundkunststoffs und Faserverbundkunststoff | |
| DE69925140T2 (de) | Faservliess als unterlage und tufting-teppich | |
| EP1749924A1 (de) | Formiersieb für den Einsatz in einer Papiermaschine sowie Verfahren zur Herstellung eines solchen Formiersiebes | |
| DE2639466B2 (de) | Verfahren und Vorrichtung zur Herstellung eines nichtgewebten Textilmaterials | |
| DD201921A5 (de) | Verfahren und vorrichtung zur herstellung synthetischer garne und garnaehnlicher strukturen | |
| DE102013102813A1 (de) | Abstandsgewirke sowie Verfahren zur Herstellung eines Abstandsgewirkeabschnitts | |
| EP0133893A2 (de) | Verfahren zur Herstellung von faserverstärkten Formkörpern | |
| DE4206997A1 (de) | Textiles flachmaterial | |
| DE102005032779C5 (de) | Sicherheitseinlage, insbesondere Schnittschutzeinlage | |
| DE102011109231A1 (de) | Verstärkungshalbzeug für Organobleche und Verfahren zu dessen Herstellung | |
| DE69928741T2 (de) | Armierungsgewebe für Bauwerke | |
| EP0742300B1 (de) | Gittergewebe aus Polyesterfilamentgarn, Verfahren zu seiner Herstellung, Vorrichtung zur Durchführung dieses Verfahrens | |
| DE69827697T2 (de) | Gewebe-Prepreg und Nassverfahren zur Herstellung desselben | |
| DE3020644A1 (de) | Bandgewebe, verfahren zu seiner herstellung und webmaschine zur durchfuehrung des verfahrens | |
| DE4229546A1 (de) | Verfahren und Garn zur Herstellung eines Verbundwerkstoffes | |
| WO2004020721A1 (de) | Gewirke in form eines maschennetzes aus kunststoffbändchen | |
| DE19629044C2 (de) | Flächige Struktur aus Faserverbundwerkstoffen und Verfahren zu ihrer Herstellung | |
| DE1479995C3 (de) | Glasfaserhaltige gewebte Textilschicht zur Herstellung von Laminaten mit verbesserter innerer Haftung | |
| DE3717921A1 (de) | Garn, insbesondere naehgarn, sowie verfahren und vorrichtung zu dessen herstellung | |
| EP0851049A2 (de) | Gelege aus Filamentgarn, Verfahren zu seiner Herstellung, Vorrichtung zur Durchführung diese Verfahrens | |
| DE3149137C2 (de) | ||
| DE1660781A1 (de) | Verfahren zur Herstellung von nichtgewebtem Stoff | |
| EP0111070A1 (de) | Elastisches Fadenelement | |
| EP2465982A1 (de) | Gewebe zur Verwendung in Verbundwerkstoffen und Verfahren zur Herstellung des Gewebes und eines Verbundwerkstoffkörpers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19961214 |
|
| 17Q | First examination report despatched |
Effective date: 19980318 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: LUECKENHAUS TECHNISCHE TEXTILIEN GMBH |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FI FR IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19991103 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19991103 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19991103 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19991103 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991103 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19991103 |
|
| REF | Corresponds to: |
Ref document number: 186340 Country of ref document: AT Date of ref document: 19991115 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59603532 Country of ref document: DE Date of ref document: 19991209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20000203 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000531 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000531 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: LUCKENHAUS TECHNISCHE TEXTILIEN G.M.B.H. Effective date: 20000531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010502 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021203 |